Способы гибки труб и профилей на трубогибочных и профилегибочных станках
Способ гибки труб определяется способом работы трубогиба, трубогибочного станка или станка для гибки труб. В практике существует множество способов гибки труб. Вот основные из них:
1. Гибка труб способом обкатки
2. Гибка труб способом намотки

3. Гибка труб способом волочения
4. Гибка труб способом вальцовки (3-х роликовая вальцевая гибка)

5. Гибка труб на 2-х опорах
6. Гибка труб способом растяжения

7. Гибка труб с внутренним гидростатическим давлением
8. Гибка труб через фильеру, имеющую кривую ось
9. Гибка труб по копирам
а так же, так называемые “дедовские” способы гибки труб с наполнением песком, заливки специальным легко расплавляемым составом, с установкой легко извлекаемой пружины. Такие “Дедовские” способы гибки применимы при выполнении одного или нескольких гибов, а для производства трубных деталей они не применимы.
Осуществляя поиск трубогибочного станка, для производства трубных деталей, целесообразно сосредоточить внимание на четырех основных способах холодной гибки труб, таких как:
- Наматывание;
- Обкатка;
- Вальцовка;
- Гибка труб на двух опорах.
Выбор способа гибки труб и соответствующего трубогиба зависит от диаметра трубы, толщины стенки трубы, материала трубы, радиуса гиба, требуемой точности, качества гиба, потребного количества изогнутых деталей, повторяемости изделий и ряда других факторов.
Трубогибочные станки работающие способом наматывания
Трубогибы и трубогибочные станки, работающие способом наматывания наиболее часто используются для гибки труб в авиационной и космической промышленности, автомобилестроении, тракторостроении, во всех сферах машиностроения, а так же при производстве мебели. Такие трубогибы позволяют получить качественные гибы трубы на маленьких радиусах гиба (от 1,5 диаметров трубы) обеспечивая высокую и абсолютную повторяемость геометрии пространственной гибке деталей .
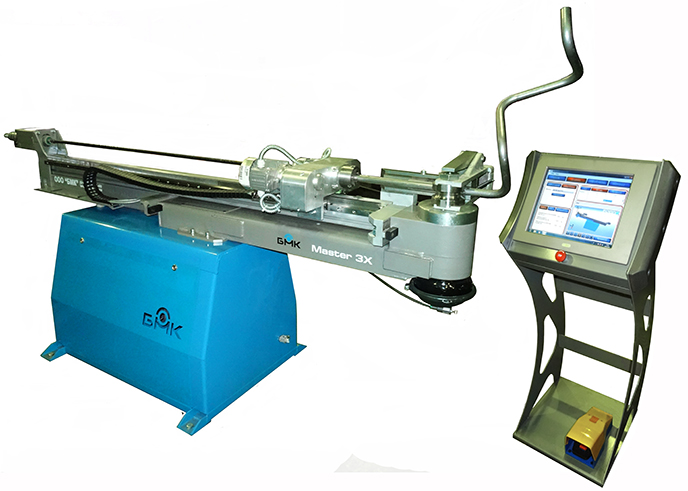 Автоматический трубогиб СЕ-51 серии MASTER.3X
Автоматический трубогиб СЕ-51 серии MASTER.3X
Трубогибочные станки, работающие способом наматывания, из-за высокой производительности, чаще применяется при массовом, крупносерийном и серийном производствах, однако и при штучном и при экспериментальном производствах этот метод гибки труб позволяет получить превосходные результаты.
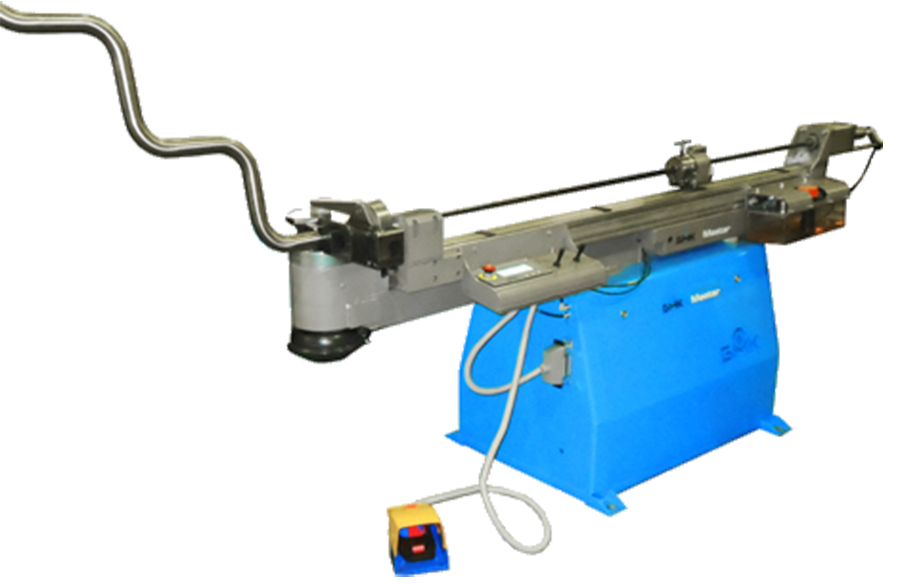
Полуавтоматический трубогиб СЕ-51 серии MASTER
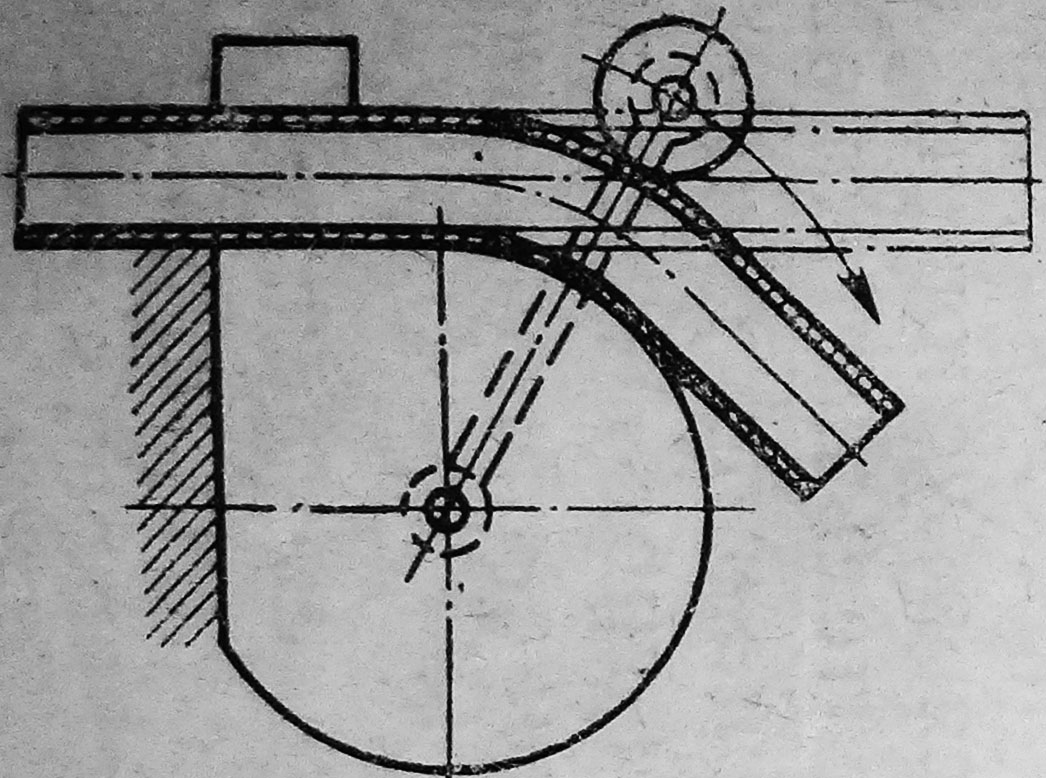
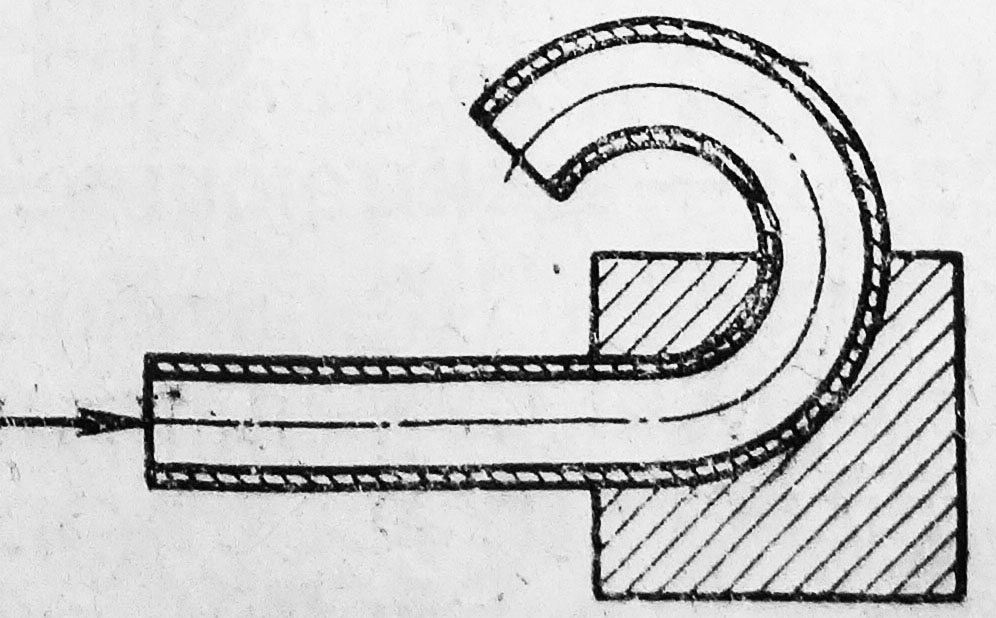
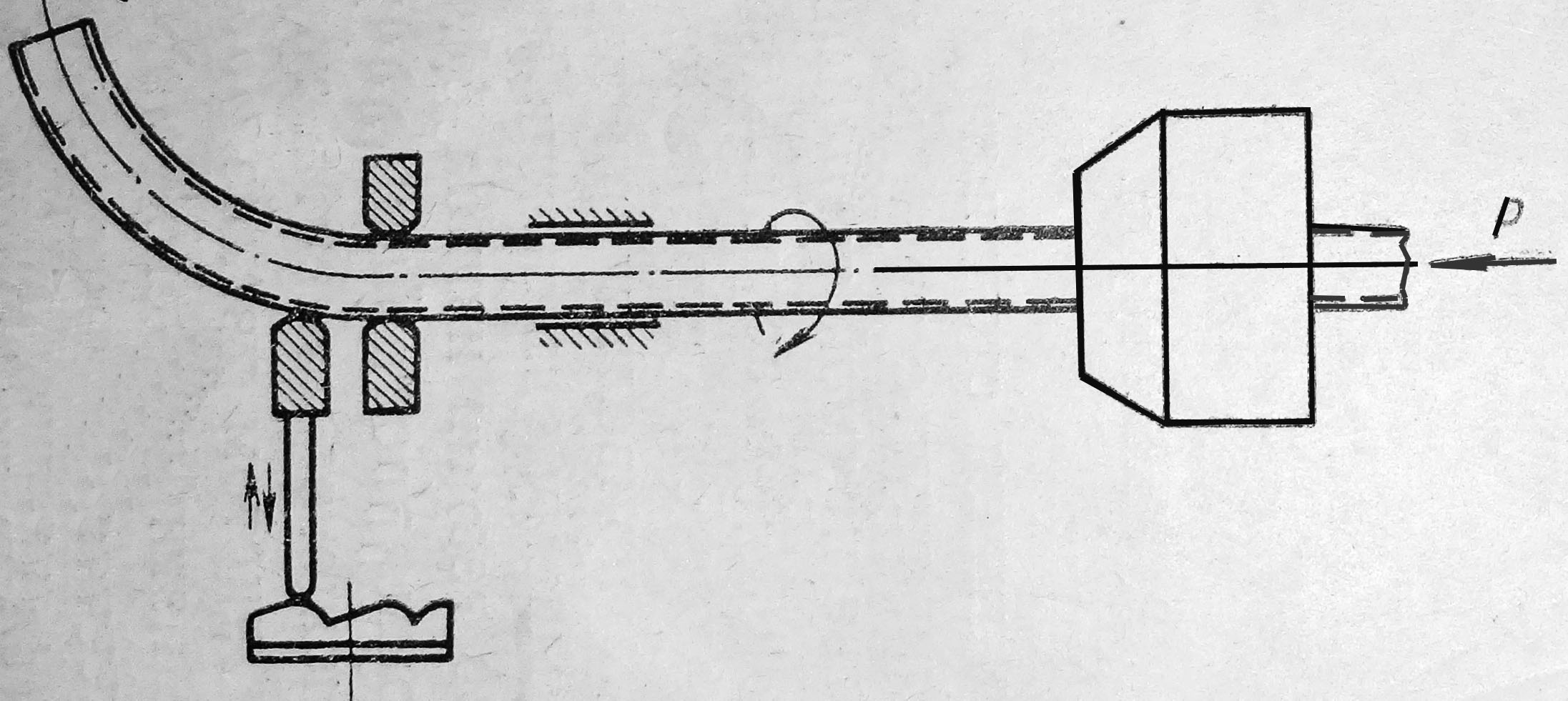
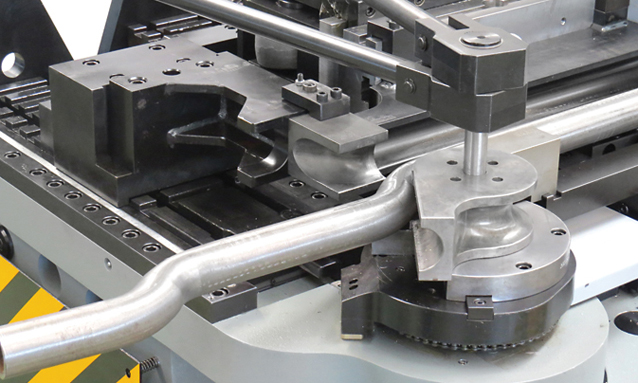
Принцип действия трубогиба работающего способом наматывания состоит в том, что труба одетая на дорн трубогибочного станка зажимом прижимается к ручью гибочного ролика, который вместе с зажимом поворачиваясь вокруг оси тянет за собой трубу, наматывая её на гибочный ролик, по радиусу ручья гибочного ролика, до требуемого угла гиба. При этом точкой опоры для изгиба труб служит вставка скользящего башмака, а дорн, находящийся внутри трубы, не позволяет трубе изменять первоначальное сечение (форму) трубы.
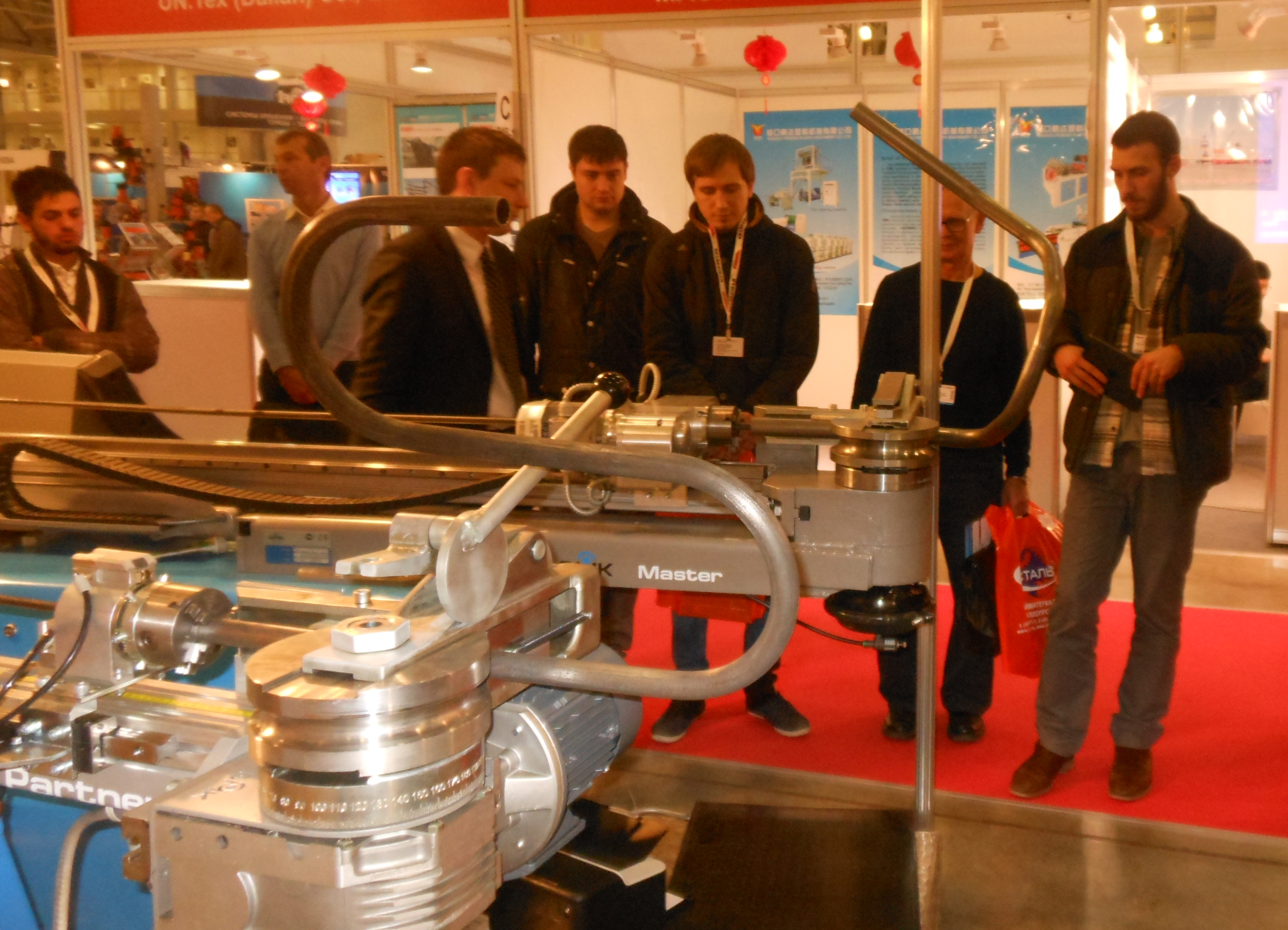
Автоматический трубогиб СЕ-51 MASTER.3X – гибка трубы на выставке
Следует отметить, что выдвижением дорна на трубогибе регулируется показатель овальности трубы в месте ее изгиба. В практике ООО “БМК” были случаи когда, при дорновой гибки труб способом наматывания , достигалось значение овальности (изменения сечения ) трубы не более 0,2- 0,3%. Трубогибы, производства ООО “БМК”, практически всегда при дорновой гибке труб на радиус гиба от 2D, обеспечивают овальность трубы в месте ее гиба не более 4%,что является достаточным для любых изделий, будь то ракеты, самолеты, автомобили или любые другие технически сложные механизмы.
Автоматический трубогиб СЕ-51 серии MASTER.3X в работе на выставке
Трубогиб работающий способом наматывания может работать, как с дорном так и без дорна.
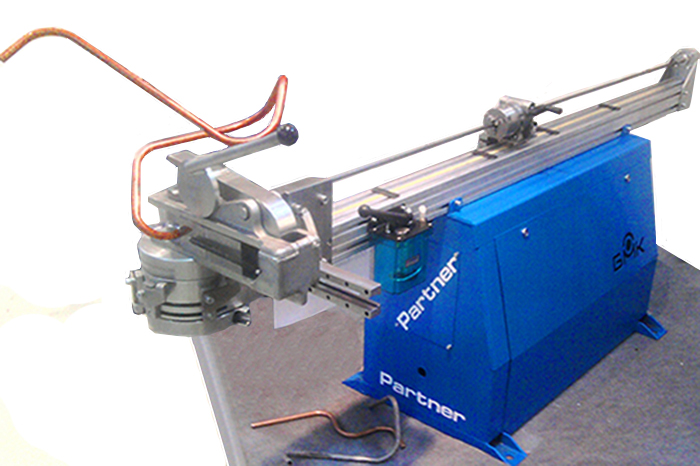
Ручной трубогиб СМ-30/3 PARTNER
Дорновые трубогибы и трубогибочные станки позволяет гнуть тонкостенные трубы на радиус гиба от 2 диаметров трубы, а толстостенные – от 1,5 диаметра труб, без образования гофр, с качеством гиба отвечающим требованиям космической и авиационной отрасли, атомной тепловой энергетики и общего машиностроения.
Бездорновые трубогибы и трубогибочные станки обеспечивает гиб только толстостенных труб на радиус более 3÷4-х диаметров трубы, а при бездорновой гибке тонкостенных труб, на указанные радиусы гиба, в процессе гибки на трубе всегда образуются заломы либо гофра.
Дорновые трубогибы, дорновые трубогибочные станки и дорновые трубогибочные машины работающие способом наматывания позволяют гнуть тонкостенные трубы в разных плоскостях с прямым участком между гибами от 1,5 диаметров трубы, а при наличии специальной оснастки прямой участок может быть сокращен до 0,1 диаметра трубы.
Оснастка для дорнового трубогиба состоит из:
- Гибочного ролика, с ручьем под конкретный типоразмер трубы, с жестко фиксированным диаметром ролика;
- Зажим трубы, с ручьем под конкретный типоразмер трубы;
- Вставка либо ролики скользящего башмака под конкретный типоразмер трубы;
- Дорн (может быть жестким или гибким) под конкретный типоразмер и материал трубы;
- Складкоразглаживатель (только для тонкостенных труб при маленьких радиусах гиба), под конкретный типоразмер трубы совмещенный с конкретным диаметром гибочного ролика.
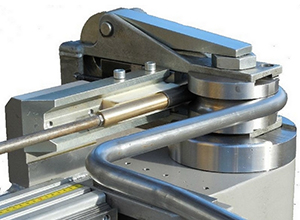
Оснастка автоматического трубогиба СЕ-51 серии MASTER.3X
Оснастка для бездорнового трубогиба работающего способом наматывания аналогична оснастке дорнового трубогибочного станка за исключением того, что в комплекте оснастки для бездорнового трубогиба отсутствуют дорн и складкоразглаживатель.
В настоящее время в мире производится большое количество моделей трубогибочных станков, трубогибочных машин и различных трубогибов работающих способом наматывания, но сравнительный анализ возможностей, надежности работы (безотказности, долговечности, ремонтопригодности), простоты изготовления оснастки, удобства, простоты эксплуатации и обслуживания, производительности, стоимости и сроков изготовления несомненно выводит в лидеры производителя трубогибов – Балтийскую Машиностроительную Компанию, изготавливающую весь спектр дорновых и бездорновых трубогибочных автоматов, трубогибочных полуавтоматов и ручных трубогибов для трех координатной, пространственной гибки труб.
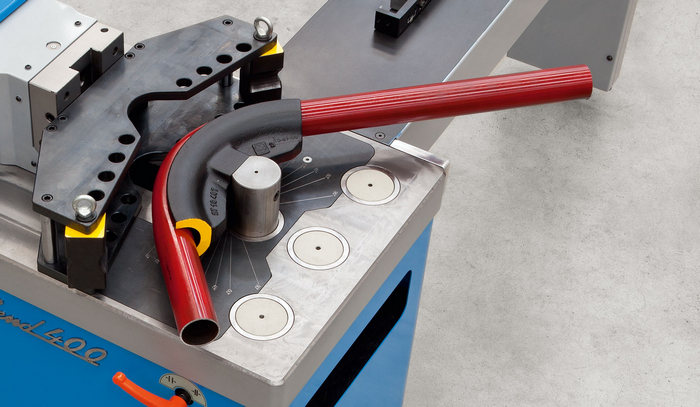
Трубогибочные станки работающие способом обкатки
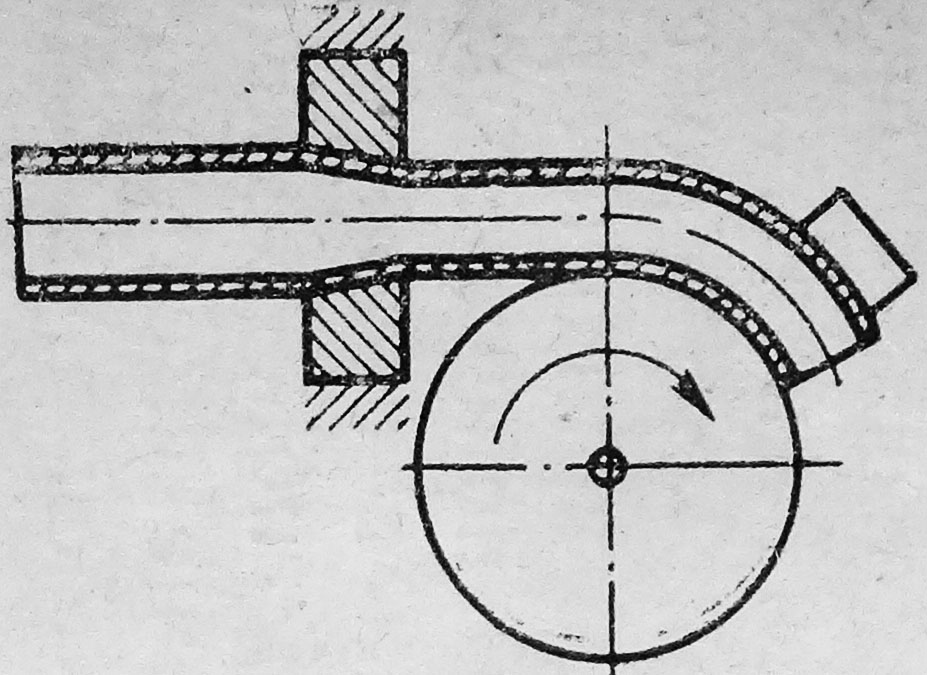
Трубогибы и трубогибочные станки, работающие способом обкатки широко применяются в строительной отрасли , а так же при мелкосерийном и штучном производствах. Принцип работы трубогибов, работающих способом обкатки заключается в прижатии трубы к ручью неподвижного гибочного ролика обкаточным роликом. Ручьи обкаточного ролика и неподвижного ролика трубогиба должны соответствовать типоразмеру изгибаемой трубы. Фиксация (закрепление )трубы на трубогибочном станке происходит вне зоны движения обкаточного ролика.
 Трубогиб бездорновый RE-60 серии TECHNIC
Трубогиб бездорновый RE-60 серии TECHNIC
Способом обкатки, гнутся только толстостенные трубы, (например на трубогибах, типа RE-60 TECHNIC, с наружным диаметром до 60 миллиметров) на осевой радиус гиба не менее 3,5D, при этом изменение сечения формы (овальность) трубы в месте гиба может составлять до 10-12 %. Для достижения указанного значения овальности трубы в месте ее гиба на трубогибах и трубогибочных станках данного типа должно быть устройство позволяющее регулировать зазор между неподвижным и обкаточным роликами трубогиба.
В тех случаях когда необходимо изготовить простые детали с одним или несколькими гибами, к которым не предъявляется требований по качеству гиба – сохранению сечения трубы в месте гиба, сохранению геометрии и пространственных параметров изделия применимы трубогибочные станки и трубогибы работающие способом обкатки, так как такие трубогибы относятся к группе наиболее дешевых и простых трубогибочных станков.
Трубогибочные станки и профилегибочные станки для гибки труб (профилей) способом вальцовки.
Профилегибочные станки (3-х роликовые вальцевые трубогибы) предназначенные для гибки труб и специальных профилей в кольца сегментные дуги и спирали с заданным шагом подъема витка спирали. Эти трубогибы работают с профилями из любого материала – стали, нержавеющей стали, алюминия, меди, титана и их сплавов.
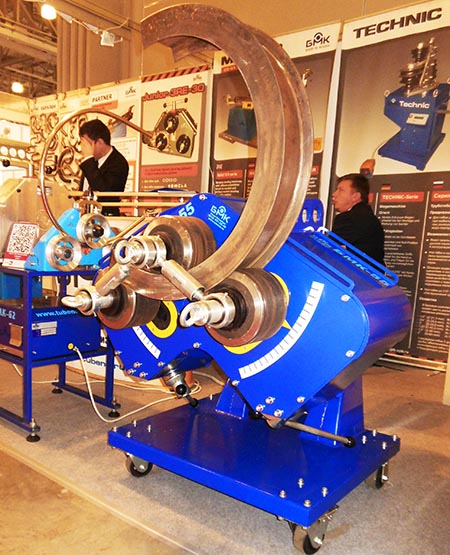 Профилегиб RE-80 серии БМК-55У – гибка двутавра на выставке
Профилегиб RE-80 серии БМК-55У – гибка двутавра на выставке
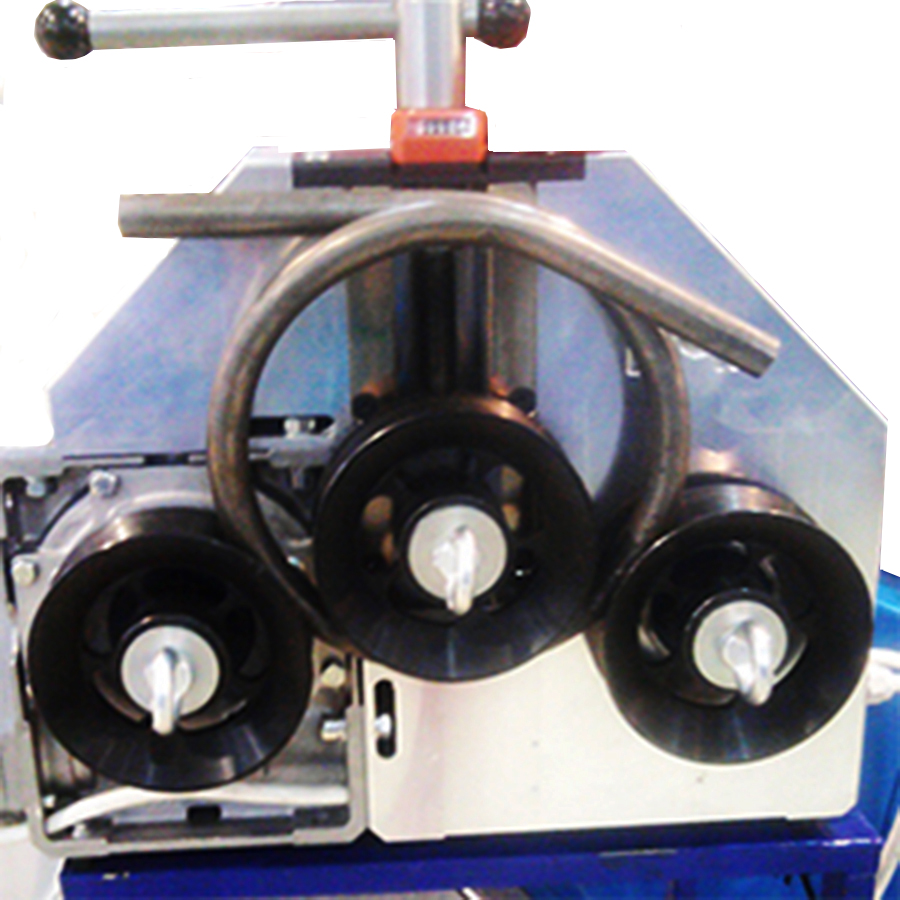
Работу таких трубогибов и профлегибов следует разделить на два этапа:
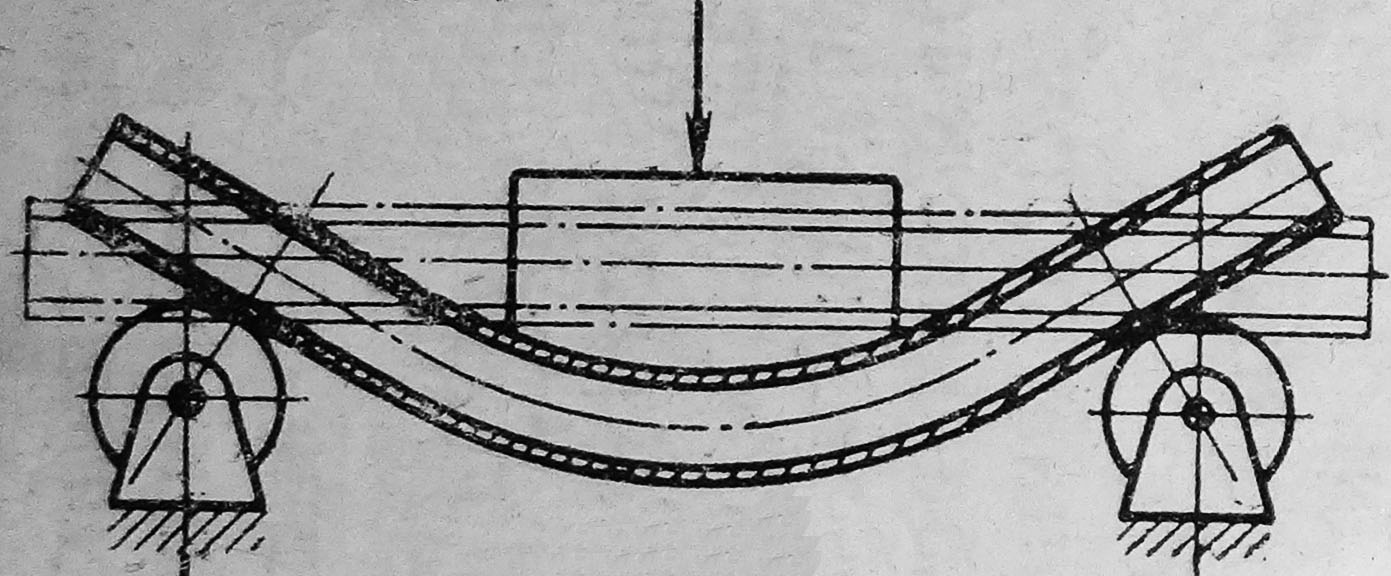
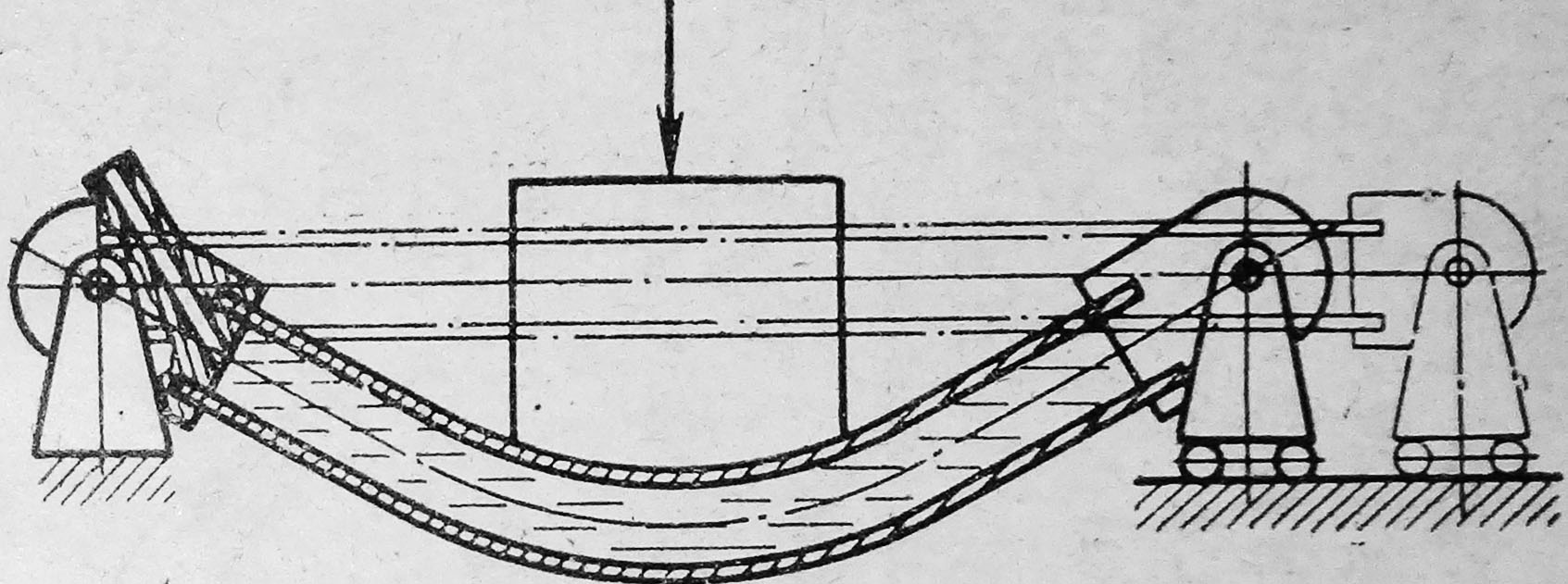
Первый этап – создание на трубогибочном станке преднатяга – задать кривизну ,радиус гиба трубы. Это может осуществляться путем приложения усилия средним подвижным роликом на трубу опирающуюся на два крайних ролика, либо путем приложения усилия на трубу через два крайних, подвижных ролика на трубу опирающуюся на средний ролик;
Второй этап – непосредственно гиб трубы, осуществляемый за счет силы трения между ведущими роликами профилегиба и изгибаемой трубой, где труба силой трения увлекается в направлении вращения ведущих роликов и изгибается на радиус заданной кривизны (преднатяга).
Если при гибке трубы или профиля на трубогибочных и профилегибочных станках не удается получить требуемый радиус гиба за один прогон, то операции первого и второго этапов повторяются до получения требуемого радиуса гиба на изделии.
На трубогибочных вальцах минимальный радиус гиба труб для очень толстостенных труб составляет- 5, для толстостенных-10, для тонкостенных более 10 диаметров труб.
Особо внимание следует уделять работе по первому этапу, так как от количества ведущих роликов и силы трения на них зависит усилие создаваемое для задания кривизны (радиуса) гиба трубы.
 Трубогиб RE-30 серии JUNIOR – гибка трубы в кольцо
Трубогиб RE-30 серии JUNIOR – гибка трубы в кольцо
Для гибки черного металла трубогибочные вальцы оснащаются стальными гибочными роликами, а для гибки полированных труб- роликами из капролона. Однако, применение капролоновых роликов возможно только на трубогибах производства ООО “Балтийской Машиностроительной Компании” – 3RE-60 (БМК-55) и 3RE-80 (БМК-55У)- это единственная в мире серия вальцевых трубогибов у которых согласованы угловые скорости вращения гибочных роликов и линейные скорости прокатки профиля по всем 3-м роликам.
Качественная гибка труб на трубогибах и профилегибах обеспечивается соответствием ручьев гибочных роликов типоразмеру трубы. Применение наборных роликов удешевляет стоимость оснастки, но резко снижает качество гибов, особенно на тонкостенных и полированных трубах.
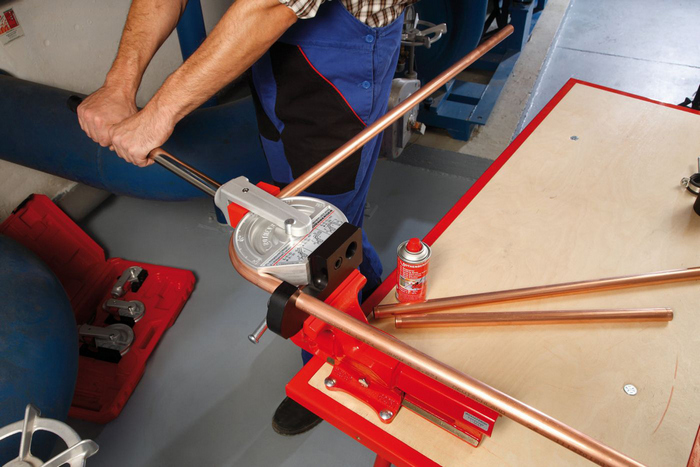
Трубогибы для гибки труб на двух опорах
При выполнении работ по прокладке и ремонту трубопроводов непосредственно на строительной площадке, в стесненных условиях, в подвалах и т.д., широко применяются трубогибы арбалетного типа, принцип работы которых заключается в приложении изгибающего усилия гибочным сегментом на трубу лежащую на двух опорах. Изгибающее усилие на гибочный сегмент может подаваться от гидравлического, пневматического, электрического или механического источника энергии. Этот тип трубогибов предназначен для штучных гибов труб в стесненных условиях. Качество гибов труб, на таких типах трубогибов, и повторяемость геометрии пространственных деталей, ни коем образом не отвечает требованиям промышленного производства. Однако, такие трубогибы арбалетного типа с рычажными и храповыми приводами производятся и широко применяются при выполнении ремонтных работ службой горячего и холодного водоснабжения.
В настоящей статье мы рассмотрели способы гибки труб получившие наибольшее распространение. Другие способы гибки труб применяются крайне редко или требуют больших затрат на производство специальных трубогибочных станков при их низкой производительности.
Данная статья про способы гибки труб и профилей на трубогибах и профилегибах – интеллектуальная собственность ООО “Балтийской Машиностроительной Компания” Любое копирование этой статьи полное или частичное являеся нарушением авторских прав владельца.
БАЛТИЙСКАЯ
МАШИНОСТРОИТЕЛЬНАЯ
КОМПАНИЯ
198097, Россия, Санкт-Петербург, пр. Стачек 47
(территория ОАО “Кировский завод”)
Телефон/факс: +7 (812) 331-08-40, 331-39-70
Телефон по Кировскому заводу: 71-340, 71-390
125599, Россия, г. Москва, 78 км МКАД, д.14, корп. 1
Телефон/факс: +7 (495) 133-96-88
Методы гибки труб
Череповецкий завод занимается производством качественных конструкций из металла на протяжении 55 лет. В процессе изготовления мы используем технологию гибки труб.
Без труб, согнутых под углом, не обходится ни один строительный проект. Изделия используются в нефтяной и химической промышленности. Гибка труб не нарушает их целостность, а также обеспечивает надежность и привлекательный внешний вид деталей.
Преимущества гибки труб перед сваркой или резьбовым соединением:
- снижение материалоемкости;
- снижение трудоемкости при создании конструкции;
- отсутствие негативного воздействия на металл;
- улучшенные показатели гидроаэродинамики;
- лучший внешний вид конструкции;
- улучшенная герметизация.
Технология гибки труб бывает разная. Выбор метода зависит от множества факторов:
- материала изготовления;
- профиля;
- толщины изделия;
- радиуса сгиба;
- показателей прочности и долговечности;
- диаметра профиля и т.д.
Особенности процесса гибки труб
В процессе гибки на трубу действуют две силы: радиальные и тангенциальные. Первые способствуют деформации сечения, а вторые – формируют складки. Идеальным результатом считается отсутствие гофр на стенках и сечение трубы, оставшееся без изменений. Процесс гибки сокращает количество швов от сварочных работ при прокладке трубопровода.
Основные технологии гибки труб
Технология гибки труб бывает механическая и ручная. Существует также горячая и холодная гибка труб. Выбор оптимального метода зависит от вида материала, его габаритов и угла изгиба.
Горячая гибка труб
Горячий метод позволяет согнуть даже самые жесткие трубы. Гибка происходит как вручную, так и с применением оборудования. Технология довольно трудоемкая, она предполагает предварительную подготовку изделия (нагрев) и использование наполнителей. В качестве второго используют очищенный речной песок без органических объектов, мелких частиц и содержания влаги.
Гибка горячих труб происходит под воздействием в +900 градусов. Пережоги и дополнительные нагревы могут ухудшить качественные характеристики изделия. Размер части, которая нагревается, зависит от радиуса и размера сечения. В конце процесса убирается песок и заглушки, а затем промывается внутренняя поверхность трубы.
Ручная гибка горячим методом осуществляется с помощью наматывания на калибр и деформации на опорах.
Механическая горячая гибка труб практикуется на вальцевых трубогибах. Изделие нагребают перед подачей в оборудование.
Холодная гибка труб
Холодная гибка труб часто применяется для цветных металлов диаметром до 4 см. Вручную процедура выполняется с помощью наматывания изделия на шаблон и деформации на опорах.
Перед наматыванием на шаблон трубу наполняют песком или солью. Затем берут калибр и гнут трубу, наматывая ее вокруг оборудования. Данный способ подходит для изделий из латуни, дюраля или другого пластичного материала.
Деформация на опорах выполняется следующим образом: изделие устанавливается на две опоры, затем наносят удары в центральную точку. Под действием ударов труба начинает сгибаться.
Механическая холодная гибка труб предполагает обязательное применение дорна – стабилизатора. Его размещают в рабочем участке изделия, чтобы не допустить деформации его стенок. Дорн может быть двух видов. Жесткий изготавливают из твердого металла с одним закругленным концом, а гибкий – имеет несколько гнущихся сегментов на конце. Дорн позволяет сохранять формы стенок и извлекается после завершения процесса гибки.
Переносные трубогибы
Если металлоконструкции нужно согнуть на месте производства, используют технологии, которые подразумевают применение трубогибов. Они бывают:
- Рычажные. Гибка труб выполняется благодаря силе человека. Мастер работает при помощи длинной рукоятки и может согнуть изделие до 180 градусов.
- Арбалетные. Оборудование размещается на двух опорах, которые вращаются вокруг собственной оси. Арбалетные трубогибы применяются для изделий из нержавеющей стали диаметром до 10 см под углом в 90 градусов.
- Электрические. Оборудование позволяет осуществлять гибку труб на сегментах разного радиуса.
Достоинства электрического трубогиба:
- возможность выставлять угол до 180 градусов;
- универсальное применение;
- компактность;
- легкий вес;
- автоматическая работа;
- плавная смена режимов работы;
- простая эксплуатация.
Оборудование будет работать даже без электричества, благодаря встроенному аккумулятору.
Станочная гибка труб
Станочная гибка труб – наиболее используемая технология. Она осуществляется при помощи трехроликового вальцевого трубогиба. Оборудование работает по методу холодного деформирования трубы. Трубогиб работает с абсолютно любым видом металла, подходит для изделий круглого сечения или профилей. Оборудование полностью универсально.
Применение станочной гибки труб позволяет предотвратить деформацию изделий и получить качественный результат. Технология позволяет обрабатывать трубы более 5 метров, что удобно в процессе строительства. Угол работы составляет не более 360 градусов.
Принцип станочной гибки труб: один конец захватывается и фиксируется, а затем закручивается на колодку под необходимым углом.
Способы гибки труб большого диаметра
Трубы большого диаметра (до 30 сантиметров) нагревают, сгибают с использованием электрического тока, а затем охлаждают. Технология гибки состоит из механической и электрической частей. Вторая включает в себя установку с высокой частотой. Трубы нагреваются и в таком виде деформируют. Чтобы подобрать оптимальный угол сгиба, применяют отклоняющийся ролик.
Второй способ – гибка на гибочно-растяжных машинках. Приборы растягивают и сгибают металл. В результате получаются изделия с круто согнутыми углами. Такой метод позволяет согнуть трубу до 180 градусов.
Технология гибки труб большого диаметра выполняется на специальном оборудовании. На изделие воздействуют усилия, которые в результате позволяют получить изогнутые трубы под крутым углом с недеформированной стенкой. Такие изделия подходят для автомобильной, авиационной и судостроительной сферы.
Особенности гибки труб из цветных металлов
Главное отличие цветных металлов в их пластичности. Неправильное выполнение инструкции по гибке труб из данного материала может привести к деформации и разрыву заготовки.

1. Гибка медных и латунных труб.
Для латунных и медных труб используют метод холодного и горячего деформирования. В обоих случаях в полость изделия помещают наполнитель – расплавленную канифоль (для холодного способа) и песок (для горячего).
Для начала необходимо обжечь заготовки, а затем остудить их. Температура воздействия – от +600 до +700 градусов. Охлаждают материалы разными способами: медь окунают в воду, а латунь – оставляют проветриться на открытом воздухе.
По завершению процесса наполнитель выплавляют. Чтобы не деформировать трубу, извлечение начинают с краев. Изделия из цветных металлов лучше поддаются процессу сгибания, однако проблемы остаются теми же: внутренняя стенка утолщается, а наружная – истончается. Несоблюдение инструкции сгиба может привести к изменению формы трубы.
2. Гибка алюминиевых труб.
С трубами из алюминия работают теми же методами: с использованием роликов, прокаткой, откатыванием, давлением.
Первый вариант подходит для тонких заготовок, с диаметром не более 10 см. Он позволяет получить изгиб без достаточной градусной точности. Оптимальный радиус сгиба – 5-6 диаметров.
Второй способ подходит для труб с большим сечением. Он используется для создания декоративных элементов интерьера. Для этого применяют трехроликовое гибочное оборудование.
Метод откатки позволяет получить лишь небольшой изгиб.
В способе давления используют прессы со штампами. Изделие приобретает нужный угол под воздействием давления извне.
Работать с алюминиевыми трубами просто: они прочные и пружинистые. Изделия обжигают при температуре от +350 до +400 градусов, а затем осуждают на открытом воздухе.
Вы можете заказать гибку труб в Череповецком заводе металлоконструкций. Мы занимаемся производством и обработкой изделий в собственных цехах. В нашей команде работают настоящие профессионалы с большим опытом работы.
Преимущества нашей компании:
- кратчайшие сроки выполнения работ;
- гарантия от 12 до 24 месяцев;
- контроль за выполнением работы в онлайн-режиме;
- доступная стоимость;
- доставка в любую точку России;
- удобные способы оплаты (наличными или картой).
Для консультации звоните по телефону 8 800 222 04 45.
Трубогибочные станки: назначение, преимущества, сферы использования
 Во время самых разных работ круглым трубам нужно задать определенную форму. Нередко это делается с помощью подручного инструмента, но результат получается куда лучше, если применяется трубогибочный станок. Приспособления продаются в строительных магазинах. Если же гнутье не предполагается делать часто, оборудование целесообразнее арендовать.
Во время самых разных работ круглым трубам нужно задать определенную форму. Нередко это делается с помощью подручного инструмента, но результат получается куда лучше, если применяется трубогибочный станок. Приспособления продаются в строительных магазинах. Если же гнутье не предполагается делать часто, оборудование целесообразнее арендовать.
- Назначение станка
- Преимущества
- Сферы использования и особенности обслуживания
- Разновидности трубогибов
- Способы гибки
- Принципы работы
- Как сделать трубогиб самому
Итак, станок-трубогиб — это устройство для сгибания труб разной формы сечения: круглого, квадратного, прямоугольного. Универсальным оборудование считается, поскольку на нем гнутся детали из разных материалов: меди, алюминия, латуни, углеродистой и нержавеющей стали. Эти стационарные станки работают с большим диапазоном диаметров.
Назначение станка
Обыкновенные и профильные трубы, которые гнутся на станке, используются в разных областях:
- Для выполнения каркасных конструкций в строительстве.
- Для монтажа трубопроводов различной конфигурации.
- Для устройства ограждений.
- В автомобильной и мебельной сфере.
- Для изготовления декоративных элементов интерьера.
Монтаж трубопроводной конструкции может быть произведен с помощью фитингов, соединяющих участки коммуникации. Но узел, полученный стыковкой двух труб, считается ненадежным, и риск появления течи увеличивается пропорционально числу этих узлов. В связи с этим намного лучше изогнуть трубу под требуемым углом, не нарушая ее целостности, для чего и используется трубогиб. Привод бывает гидравлическим или электромеханическим. При необходимости станок можно сделать собственноручно.
Преимущества
Раньше трубы гнули на специальном оборудовании больших размеров, работающем по принципу индукционного подогрева, подразумевавшего увеличение температуры детали в месте гиба до требуемого показателя (пока не достигнута достаточная пластичность для гнутья). Сегодняшняя промышленность выпускает более совершенное оборудование, имеющее перед старыми образцами следующие преимущества:
 Компактность. Габариты современного станка позволяют не устраивать капитальный фундамент для него.
Компактность. Габариты современного станка позволяют не устраивать капитальный фундамент для него.- Минимальная высота загрузки детали — не более 140 см от пола, и диаметр изделия не влияет на данный показатель.
- Снижение затрат энергии.
- Отсутствие необходимости нагрева труб.
- Отсутствие загрязнений, имевших место в старых индукционных машинах.
- Комфортная температура возле станка.
- Снижение шумов при эксплуатации.
- Большая скорость гибки, что позволяет выполнять внушительные объемы работ.
 Компактность. Габариты современного станка позволяют не устраивать капитальный фундамент для него.
Компактность. Габариты современного станка позволяют не устраивать капитальный фундамент для него.Сферы использования и особенности обслуживания
Более всего трубогибы распространены в строительной и жилищно-коммунальной отрасли. Менее активно оборудование используется в автомобилестроении и нефтехимической отрасли. Трубогибочные станки незаменимы при создании гидравлических и пневматических трубопроводных конструкций. Эксплуатационная сфера станков очень широка, поэтому востребованы они всюду.
Согнутые трубы используются также при изготовлении:
- Спортивного инвентаря.
- Элементов дизайнерских решений в жилых помещениях.
- При монтаже перил, оград, лестниц, прочего.
- При изготовлении стульев и прочих элементов мебели.
Оператор станка должен иметь представление обо всех нюансах гибки. Ежемесячно производится профилактическая чистка, осмотр главных рабочих частей и профилактика, включающая смазку и регулировку рабочих элементов. Также производится замена масла в насосе, а масло выбирается высококачественное. Покупать запчасти рекомендуется у проверенного поставщика.
Разновидности трубогибов
Основной показатель классификации станков — это конструктивное исполнение. В зависимости от особенностей конструкции выделяются такие разновидности машин:
- Ручные. Работают на небольших предприятиях и предполагают использование мускульной силы во время работы. Обычно эти компактные станки переносные, а применяются они в сфере строительства. Благодаря мобильности оборудование используется непосредственно на стройплощадках.
- Гидравлические. Устройства с гидравлическим приводом. По конструкции это оборудование похоже на ручной станок, но может быть и переносным, и стационарным. Главным образом эти станки отличаются от ручных наличием гидравлического усилителя, позволяющего обрабатывать изделия с сечением до 20 мм без серьезных физических усилий.
- Электрические. Имеют большие размеры и работают, потребляя электроэнергию. При гибке обеспечивают высокую точность угла. Еще электрический промышленный трубогиб может гнуть изделия с большим сечением и тонкими стенками.
 Ручные. Работают на небольших предприятиях и предполагают использование мускульной силы во время работы. Обычно эти компактные станки переносные, а применяются они в сфере строительства. Благодаря мобильности оборудование используется непосредственно на стройплощадках.
Ручные. Работают на небольших предприятиях и предполагают использование мускульной силы во время работы. Обычно эти компактные станки переносные, а применяются они в сфере строительства. Благодаря мобильности оборудование используется непосредственно на стройплощадках.Электрические трубогибочные агрегаты подразделяются на три главных вида, в зависимости от степени автоматизации:
- ручные;
- полуавтоматические;
- автоматические с ЧПУ.
Станки с компьютеризированным управлением наиболее функциональные. Благодаря ЧПУ можно программировать параметры угла и радиуса гнутья. Эти устройства способны работать в полностью автоматическом режиме, где процессы контролирует компьютерная программа (в частности, поставку детали и регулировку дорна).
Трубогибочные станки для обыкновенных и профильных труб разные. Ручные машины довольно недорогие, но гораздо менее производительны, чем электрические модели.
Способы гибки
Рассмотрим четыре способа гнутья:
- обкатка;
- волочение;
- вальцовка;
- наматывание.
 Последним способом гнутся трубы небольшого сечения (до 150 мм). Изгиб выполняется достаточно просто: деталь наматывается на ролик, и путем воздействия на ее торцы получается деталь. Раньше у этого способа имелся ряд недостатков. Главный минус заключался в том, что в месте изгиба деформировалась труба (утончалась одна стенка, а на другой образовывались гофры).
Последним способом гнутся трубы небольшого сечения (до 150 мм). Изгиб выполняется достаточно просто: деталь наматывается на ролик, и путем воздействия на ее торцы получается деталь. Раньше у этого способа имелся ряд недостатков. Главный минус заключался в том, что в месте изгиба деформировалась труба (утончалась одна стенка, а на другой образовывались гофры).
Сейчас от данного недостатка можно избавиться путем применения трубогибочного станка с дорном — металлическим прутом, размещающимся перед гибкой в трубе. Благодаря этому исключается деформация стенок заготовки. Хотя модели без дорна тоже популярны, с их помощью гнут трубы с большими сечением и тонкими стенками.
Принципы работы
 Общим для всех современных станков является то, что трубы на них гнутся в холодном состоянии. Это повышает точность гиба и значительно уменьшает вероятность деформации стенок.
Общим для всех современных станков является то, что трубы на них гнутся в холодном состоянии. Это повышает точность гиба и значительно уменьшает вероятность деформации стенок.
Есть у холодной гибки и недостатки (у моделей без дорна). Главный минус — в увеличении нагрузки на деталь, что является причиной изменения формы сечения. Первым делом это относится к трубам из легированной стали. Обычно такая деформация появляется вследствие растягивающего напряжения, действующего на стенки изделия. Сжимающим напряжением, появляющимся на внутренней стенке, оно не уравновешивается.
Перемещение дорна при гнутье обыкновенной трубы исключает применение его для профильного изделия с поперечным сечением. Трубогибочный станок для профильной трубы имеет дорн, отличающийся от обычных. Гибка с дорном профиля осуществляется так: профилированный ролик обкатывается по неподвижной профильной трубе. Фиксация детали в этом случае гидравлическая или механическая. Этот же процесс имеет место быть при использовании угловых трубогибочных станков. Данное оборудование имеет большие габариты и весьма функционально.
Как сделать трубогиб самому
Первое, что нужно сделать, — это проработать схему сборки. Делается станок поэтапно, и, собирая его, следует быть очень внимательным. Составляется схема основания. Желательно, чтобы каркас выполнялся из профильных труб прямоугольного сечения. Не забывайте про усиление стенок, ведь это необходимо для надежного использования. Рукоять и зажим для профиля — это шпилька с закрепленной на двух ее концах контргайки с гайкой «барашком» и фиксатором, имеющим вид буквы «Т». После изготовления основания можно сделать ручку фиксатора. Здесь понадобятся перемычки и две металлические пластины.
Этапы процесса:
- Пластины для ручки подбираются толщиной около 4−5 мм. Связано это с тем, что ручка монтируется на тело оси каркаса. Внимательно выбирайте металлические пластинки. Они размещаются на оси с запасом приблизительно 5 мм.
- Шкив рукоятки можно отрегулировать, чтоб упростить сборку станка.
- Проделывается отверстие. Ось не нужно закреплять сваркой, она фиксируется шплинтами.
- Когда ручка сделана, на нее устанавливается шкив, необходимый для приведения в движение приводного ремня.
- Фиксируется основание собранного агрегата, для чего обычно используются тиски.
- На ось остова надевают пластины рукояти.
- Устанавливается главный шкив. В тело широкой гайки на остове ввинчивается шпилька крепежного элемента. Рабочий шкив затяжными ремнями фиксируется на ось основы.
 Пластины для ручки подбираются толщиной около 4−5 мм. Связано это с тем, что ручка монтируется на тело оси каркаса. Внимательно выбирайте металлические пластинки. Они размещаются на оси с запасом приблизительно 5 мм.
Пластины для ручки подбираются толщиной около 4−5 мм. Связано это с тем, что ручка монтируется на тело оси каркаса. Внимательно выбирайте металлические пластинки. Они размещаются на оси с запасом приблизительно 5 мм. Отдельные элементы и их расположение рекомендуется контролировать с помощью измерительных приборов.
Отдельные элементы и их расположение рекомендуется контролировать с помощью измерительных приборов.
Трубогиб — полезное устройство, помогающее гнуть трубы в домашних условиях. Можно купить мобильное оборудование, стоящее гораздо меньше стационарного. Однако если предполагается частое использование станка, внимательно изучите схему его сборки и сделайте собственноручно хороший и недорогой трубогибочный станок.
Гибка труб: что это, виды, применяемое оборудование








- 1. Что это такое?
- 2. Виды гибки труб
- 3. Какое оборудование используется при гибке труб
Что это такое?
Гибка труб (перейти к услуге) — один из способов металлообработки (перейти к услугам), который позволяет получить трубы любой формы без сварки (перейти к услуге) и крепёжного соединения. Это проще, помогает сохранить эстетичный внешний вид, быстрее, но главное: отсутствует излишняя хрупкость, которую получает металл при сварке, и присутствует герметичность — та характеристика, которая всегда «страдает» при классическом резьбовом соединении двух и более элементов.
У методики есть свои ограничения: не каждое изделие можно изогнуть.
Виды гибки труб
Изгибать изделия можно разными способами. Наиболее распространены следующие:
- Холодная гибка, подходящая для пластичных цветных металлов, например, меди и алюминия. Дешевле горячего и технологичнее, позволяет за один раз произвести больше готового материала, но и подходит не всем разновидностям металлов. Поскольку цветмет достаточно пластичен, а трубы часто тонкостенные, для предотвращения дефектов используются дорны — элементы оснастки, размещаемые в полости трубы во время процедуры гибки. Дорн бывает жёстким и гибким, но в обоих случаях его задача — обеспечить неизменность формы прохода, чтобы из круглой она не стала овальной, на сгибе не появились гофровые складки, а толщина стенки не уменьшилась на внешней стороне.
- Горячая гибка труб намного более трудоёмкая, чем холодная, и используется только в тех ситуациях, когда нет возможности применить более простые методы. В полость труб засыпается наполнитель, в качестве которого обычно используется просеянный речной песок без органики и мелких фракций; он обеспечивает равномерные размеры полости. Разогрев может достигать 900ºС и больше, после сгибания наполнитель высыпается, а изделие промывается.
Какое оборудование используется при гибке труб
Следующие два метода — холодная гибка, но с применением особого оборудования, так называемых трубогибов. Они делятся на мобильные разновидности и на стационарные — станки.
- Использование мобильных трубогибов — устройств, которые позволяют изогнуть трубы на месте. Делятся на подтипы:
- рычажные, позволяют гнуть мышечным усилием работника, хорошо работают с цветметом, нержавеющей сталью,
- арбалетные, состоят из двух опор и гибочного башмака с перемещающимся штоком, эффективнее рычажного типа, потому что позволяют изогнуть сильнее и легче; бывают механическими, гидравлическими, электрическими,
- полностью электрические с сегментами разного радиуса, обычно сменными, что делает трубогиб практически универсальным; такие аппараты высокопроизводительны, универсальны, компактны, сравнительно мало весят, ими удобно и легко пользоваться.
- Использование трубогибочного станка — вальцевого трубогиба, деформирующего трубы при помощи вальцевания (перейти к услуге), холодного метода. Станок позволяет обработать любой диаметр, а также профилированные изделия квадратной и прямоугольной формы, великолепно справляется с любыми металлами — от стали до титановых сплавов и цветмета. Преимущества станковой технологии — в возможности загнуть трубу кругом и обработать профили длиной около 5 метров и более, что с использованием мобильных установок попросту невозможно.
Увидели незнакомый термин? Посмотрите его значение в словаре.
Технология и способы гибки труб
При производстве жестких металлоконструкций из цельной заготовки в качестве альтернативы сварке и резьбовому соединению все чаще применяется гибка труб.

Человечество начало применять трубу очень давно — ее прототипом были тростник и бамбук, из которых сооружались первые водоводы. Еще в древнем Риме научились изготавливать трубы из бронзы. Первые методы промышленного производства таких металлических изделий возникли в начале 19 века. В настоящее время выпускаются миллионы и миллионы тонн продукта, без которого не могут обойтись огромное количество отраслей хозяйственной деятельности человека.
При производстве жестких металлоконструкций из цельной заготовки в качестве альтернативы сварке и резьбовому соединению все чаще применяется гибка труб. Это объясняется целым рядом причин:
- снижение материалоемкости, так как нет ввариваемых патрубков;
- уменьшение трудоемкости при создании конструкций по сравнению со сварными и резьбовыми соединениями;
- лучшие гидроаэродинамические показатели прохода;
- отсутствие неблагоприятного воздействия на структуру металла по сравнению со сваркой;
- преимущество в герметизации относительно резьбовых соединений;
- лучший внешний вид конечного изделия.
Гнутье труб осуществляется различными методами. Применение той или иной технологии определяется следующими основными факторами:
- материал изготовления;
- толщина стенок;
- профиль;
- размер сечения (диаметр или высота профиля);
- радиус сгиба;
- необходимая точность гнутья;
- допустимые пределы деформации гнутой конструкции;
- качественные показатели прочности и долговечности в месте изгиба.
Горячая гибка труб
Гнутье труб с предварительным разогревом применяют в случаях,  когда нет возможности применить трубогибочные устройства и приспособления для гиба холодным способом. Процесс гибки труб с предварительным разогревом весьма трудоемок и производится с наполнителем. В этом качестве используют сеяный речной песок без органических включений и слишком мелких фракций, которые при термическом воздействии могут спекаться и пригорать к стенкам. Песок не должен быть влажным, чтобы исключить возникновение высокого давления пара в трубе при ее нагреве.
когда нет возможности применить трубогибочные устройства и приспособления для гиба холодным способом. Процесс гибки труб с предварительным разогревом весьма трудоемок и производится с наполнителем. В этом качестве используют сеяный речной песок без органических включений и слишком мелких фракций, которые при термическом воздействии могут спекаться и пригорать к стенкам. Песок не должен быть влажным, чтобы исключить возникновение высокого давления пара в трубе при ее нагреве.
Гибка стальных труб производится при температуре порядка 900 о С без пережога и с одним нагревом — иначе ухудшается качество продукции. Размер разогреваемого участка определяется сечением и радиусом гибки. По окончании процесса удаляют заглушки, извлекают песок, очищают и промывают полость трубы.
Холодная гибка труб
Строго говоря, гибка труб отрицательно влияет на характеристики их качества. Возникают заметные дефекты, основными из которых являются:
- уменьшение толщины стенки на внешней стороне изгиба;
- появление гофровых складок на внутренней стороне изгиба;
- искажение формы прохода трубы — из круглой она превращается в овальную.
Особенно подвержены деформациям трубы из мягких металлов и с тонкими стенками. Поэтому гибка тонкостенных труб требует применения механического стабилизатора — им служит дорн.
Дорном называют специальный элемент оснастки, который в процессе гибки располагается в полости трубы по месту ее изгиба. Он предназначен для предотвращения деформаций стенок трубы в гибочном процессе. Дорн может быть жесткой или гибкой конструкции.
Жесткий дорн — это направляющий элемент, выполненный из твердого металла, с закругленным торцом с рабочей стороны. Его заправляют непосредственно в точку изгиба. Гибкий дорн также состоит из твердого стержня. На одном его краю находятся один или несколько изгибающихся сегментов, выполненных в виде шаров или полусфер особой формы.
Эти конструкции, находясь в месте изгиба, обеспечивают неизменность формы прохода. По завершении процесса дорн выталкивается из гибочной зоны, а шарики дополнительно калибруют внутреннюю поверхность. Использование гибкого дорна достаточно сложно. Для его применения в трубогибе должно быть устройство автоматического управления дорном.
Трубогибы с использованием дорна, в силу своей специфики, бывают только стационарными. Они производятся для работы как в полуавтоматическом, так и в полностью автоматическом режиме. Работа высокопроизводительных дорогостоящих трубогибов контролируется системой ЧПУ, которая отслеживает все текущие параметры технологического процесса.
Переносные трубогибы
-
Трубогибы рычажные. За счет большого плеча возможно совершать необходимые действия исключительно мышечным усилием человека. В изделиях из пластичного металла, включая нержавеющую сталь сечением до 3/4 дюйма, они позволяют делать загиб до 180 о .
вращающихся вокруг собственных осей. Гибочный башмак, соединенный с перемещающимся штоком, прилагает усилие к той части трубы, которая расположена между опорами. Такие легко переносимые трубогибы способны согнуть трубу из нержавейки диаметром до 100 мм на угол до 90 о . Шток, создающий давление, может быть выполнен как:
- механический винтовой;
- гидравлический с ручным приводом;
- гидравлический с электроприводом.
- Электрические трубогибы. В них гибка труб производится на сменных гибочных сегментах различного радиуса. Здесь с помощью поворотной оправки заготовку загибают под определенным углом.
Положительные свойства этого инструмента:
- универсальность, которую обеспечивает сменный набор сегментов и поворотных оправок для разных сечений труб;
- угол изгиба до 180 о ;
- автоматическая работа без дополнительных действий;
- плавное изменение скорости, присутствие обратного хода;
- фактическое отсутствие деформации изгиба, благодаря безукоризненному согласованию всех элементов оснастки и необходимой динамики подачи;
- простота использования, легкая замена насадок;
- высокая производительность;
- компактность и малый вес, благодаря большой приведенной мощности привода.
При отсутствии электросети такие трубогибы обеспечиваются приводом, работающим от встроенного аккумулятора.
Станочная гибка труб
Гибка профиля из металла не представляет для такого станка никакой проблемы, так же как и гибка профильной трубы. Универсальность оборудования данного типа обусловлена тем, что вальцовка по сути — это деформация материала по некоторому направлению. Этот метод можно отнести к самому общему виду гибки металла. Изгиб профильной трубы обеспечивается установкой необходимой формы (калибра) роликов или валков.
К достоинствам такого станка следует отнести возможность получения гнутого профиля большой длины — более 5 метров, что бывает часто необходимо в строительстве. Кроме того, заготовку можно гнуть на угол до 360 градусов — на полный круг. Гибку труб большого диаметра производят на электрических станках со следующим принципом изгиба: сначала один конец заготовки устанавливается в специальный захват, а затем наматывается на колодку нужного радиуса.
Такие станки позволяют реализовать точный угол загиба (до одного градуса). Это обеспечивается либо простым механическим путем, либо заданием параметров в цифре с контролем всего процесса на мониторе на высокоавтоматизированных комплексах. Станки используются только в заводских условиях.
Трубогиб. Виды и устройство. Работа и применение. Безопасность
Трубогиб – это станок, предназначенный для выгибания труб из различных металлов, в том числе и стали. Приспособление обеспечивает равномерную деформацию заготовок под требуемый угол. При этом тело трубы сгибается плавно, без образования складок. Это особенно важно, если она используется для передачи жидкости или газа, поскольку сохраняется стандартная пропускная способность. Гибки подвергаются трубы диаметром от 5 до 1220 мм. Для изгибания толстого металлопроката применяются станки промышленного типа. 
Где используется трубогиб
Станок является незаменимым в строительстве и ремонтных работах. Его применяют для подготовки труб используемых для газо- и водоснабжения. Также с его помощью выгибаются детали для изготовления каркасных сооружений:
- Спортивных тренажеров.
- Опор для винограда и цветов.
- Мебели.
- Рам автомобилей и мотоциклов.
- Теплиц.
- Дверных козырьков.
- Альтанок.
Трубогибочный станок применяется не только для деформации труб, но и для перегиба квадрата и других изделий металлопроката. Применение данного оборудования незаменимо в тех случаях, когда нужно обеспечить изгиб под углом до 180 градусов. При более сильном перегибе существует риск того, что заготовка будет сломана, поскольку холодный металл обладает низкой пластичностью. В связи с этим подавляющее большинство станков не имеют диапазон хода свыше 180 градусов.
При использовании трубогиба можно делать однотипные заготовки. Это особенно важно, если они применяются для строительства каркасной конструкции, такой как теплица.

Принцип работы инструмента
Трубогиб проводит деформацию труб по заданному радиусу. Чтобы при загибании материала не образовывались внутренние складки, требуется, чтобы длина участка перегиба составляла 3-4 диаметра заготовки. Более короткая обработка приводит к нарушению желаемой геометрии и может стать причиной того, что тонкостенный металл разорвется или сложиться гофрой.
При использовании трубогибочного станка со сварными трубами, существует вероятность того, что шов разойдется. Максимальное качество гнутых изделий достигается только с мягкими металлами и бесшовными заготовками.
Для создания изгиба труба зажимается в станке, после чего его плечи складываются, и оказывается воздействие на ее стенки. Точки соприкосновения выполнены в виде роликов, поэтому они легко прокатываются по периметру заготовки, обеспечивая воздействие в разных местах. В связи с этим исключается образование вмятин в точках давления. Количество роликов может быть разным.
Для регулировки угла загиба трубки, в конструкции трубогибов имеются сменные насадки, так называемые пуансоны. Пуансон давит на трубу, в результате чего заставляет ее деформироваться. Края заготовки заблокированы упорами в виде роликов, поэтому она не может отодвинуться.

Разновидность трубогибочных станков
Трубогиб является востребованным инструментом, который бывает различных видов. Одни станки предназначены для тонких трубок, а другие для толстых.
По принципу работы все трубогибы разделяют на следующие категории:
- Ручные.
- Гидравлические.
- Электрические.
- Гибридные.
- С индукционным нагревом.
Ручной трубогиб
Используется для обработки тонких заготовок. С их помощью деформируются трубы из нержавеющей стали, титана, меди, алюминия и латуни. Сжатие таким инструментом осуществляется путем оказания физической силы оператора. Такой станок является мобильным и может переноситься на место проведения сборки. Чтобы снизить нагрузку на руки человека, который пользуется трубогибом, его механизм оснащается длинными рычагами.
Главный недостаток подобного оборудования заключается в том, что оно непригодно для выполнения большого объема работ. Один оператор после нескольких деформаций заготовок устает, поэтому не может действовать долго. В том случае если ручной тип используется бригадой рабочих, то при смене операторов данный недостаток несущественен.

Ручные трубогибы являются самыми дешевыми и легкими. Они маневренные, поэтому используются сантехниками, газовщиками и мастерами занимающимися прокладкой труб теплоснабжения. С помощью станка можно провести деформацию заготовки по месту, без необходимости переноски крупногабаритной трубы в мастерскую. Весьма распространенной является винтовая конструкция трубогибов. При ее вкручивании вытягивается шток, который и деформирует заготовку. Для облегчения работы можно прогревать тело трубы в месте перегиба газовым резаком.

Гидравлические
Гидравлический трубогиб является более эффективным. Он рассчитан на толстые трубы диаметром от 3 дюймов. Такой инструмент может быть мобильным или стационарным. Его стоимость выше, чем у ручных трубогибов. Это мощная установка, которая оснащается гидравлическим механизмом. Его наличие исключает нагрузку на руки оператора. Хотя данное оборудование и очень мощное, оно имеет сравнительно небольшой вес. Большинство предлагаемых на рынке моделей можно вполне взять с собой к месту сборки трубопровода.
Станки данного типа могут обрабатывать большие диаметры труб. Стандартная масса станков используемых для деформации тонких труб, применяемых для прокладки коммуникаций в домах, составляет около 50 кг. Трубогибы, которые используются для труб на 4 дюйма и больше, весят от 500 кг. Они массивные и занимают много пространства в мастерской. Их нельзя устанавливать под стеной, чтобы иметь место для зажатия длинномерных заготовок.

По принципу действия гидравлические трубогибы подобны автомобильным домкратам. Преимущества применения трубогибов этого типа заключается в том, что они обеспечивают плавную деформацию.
Электрические
Электромеханический станок для сгибания труб относится к дорогостоящему оборудованию, которое обладает высокой точностью проведения деформации. Данные установки в большинстве случаев являются стационарными. Существуют переносные модели, которые работают только с тонкими трубками и цветными металлами. Использование трубогиба данного типа требует наличия доступа к электросети. Учитывая тот факт, что это в большинстве случаев стационарные станки, которые стоят в мастерских, то это не проблема.
В продаже встречаются электрические переносные трубогибы, являющиеся весьма компактными и способными работать с заготовками диаметром до 42 мм. При этом диапазон деформации составляет 90 градусов. Их обычно можно встретить у частных мастеров, занимающихся сбором теплиц и прочих каркасных построек, в которых используются сравнительно тонкие трубки. Гораздо проще доставить на стройплощадку компактный электрический трубогиб и ровные трубы, чем сгибать заготовки на стационарном станке в мастерской, и везти дуги.

Гибридные
Гибридные типы станков сочетают в себе привод различного типа. Обычно используется электрика и гидравлика. Эти станки обладают высокой скоростью обработки заготовок, а также большой силой сгиба. Обычно они довольно массивные, поэтому для переноски даже самых мелких моделей понадобится как минимум два человека. Для работы подобного оборудования требуется наличие доступа к электросети, что отличает его от чисто ручных и гидравлических трубогибов.

С индукционным нагревом
Также бывают трубогибы с индукционным нагревом. Их привод может быть электрическим и/или гидравлическим. Данное оборудование нагревает заготовку в месте деформации, после чего осуществляется сгибание. Это исключает разрыв металла. С помощью таких станков можно работать даже с трубами из пружинистых сталей, которые обычно при растягивании или сдавливании ломаются.
Данное оборудование является самым дорогостоящим. При его применении нужно строго придерживаться техники безопасности. Заготовка разогревается практически докрасна, поэтому если к ней прикоснуться, то ожог обеспечен. В связи с этим обязательно необходимо наличие индивидуальных средств защиты, в частности перчаток. Если проводится выгибание старой трубы с ржавчиной на поверхности, то существует вероятность того, что при деформации может отлететь горячая окалина, поэтому желательно применять маску или очки.

Техника безопасности при работе
При работе с трубогибом существует опасность травмирования. Она наблюдается не только при применении станков с индукционным нагревом, но и обычных установок. Чтобы снизить риск получения травмы при работе, нельзя подходить к изгибаемой трубе с той стороны, от которой она гнется. В случае соскальзывания направляющей, заготовка пружинит обратно. В результате труба может попасть в область груди или живота, ударив с высокой силой. Этого достаточно для перелома ребер, поэтому игнорирование данного правила может повлечь тяжелые последствия. Также возможно, что вал, на котором закреплен ролик, просто отлетит под воздействием давления.
Если на трубу уже оказывается усилия для деформации, то ее нельзя удерживать руками. Касаться заготовки можно только после того, как оказываемые усилия отключены.
Если трубогиб может работать на разных скоростях, то не стоит использовать максимальную. Ускоренная деформация приводит к тому, что заготовка ломается, и ее концы падают на пол, при этом придавливая ноги оператора или стоящих поблизости людей. Особенно это важно, если труба длинная и тяжелая.
Полное руководство по трубогибу


Трубогиб Введение
В отличие от изгиба пластин , труб гибочные машины в основном используются для гибки стальных труб.
Трубогибочный станок в основном применяется в энергетическом строительстве, строительстве железных дорог общего пользования, котлах, мостах, кораблях, мебели, отделке и других аспектах прокладки и строительства трубопроводов. Это также одно из самых важных устройств в категории насосно-компрессорных труб.
Преимущества, включая многофункциональность, разумную структуру, простое управление и т. Д.
Классификация трубогибов
Категории включают: гидравлический электрический гибочный станок, горизонтальный гидравлический трубогиб, многофункциональный вальцовочный трубогиб.
Электрический трубогиб — чисто электрический, с приводом от двигателя, переключателем скорости, с зубчатой передачей;
Гидравлический трубогибочный станок www.prof-inst.by выполняет операцию гибки , которая включает в себя приводной зажим для втягивания с гидравлическим давлением, изгиб трубы назад, вспомогательное движение вперед и назад, подачу и отступление сердечника.
Гидравлический трубогиб — это обычная автоматическая гибочная машина с плоской намоткой, гибка выполняется автоматически во время производства гибки труб, но его подача, трехмерное угловое вращение могут зависеть только от фиксированной вручную длины и механизма позиционирования угла.
Трубогиб с ЧПУ использует серводвигатель вместо гидравлического, который может управлять подачей и втягиванием, вращением угла наклона, изгибом и втягиванием трубы, вспомогательным движением вперед и назад, подъемом головки и т. Д., Но его зажим и отпускание, подача стержня и отступление осуществляется гидравлически или пневматически. Разница между трубогибом с ЧПУ и гидравлическим трубогибом заключается в непрерывном производстве, точности обработки и трехмерной формовке трубопроводной арматуры.

Особенности трубогиба
- Трубогиб использует сенсорный экран для добавления модуля числового управления , операции диалогового типа, простой настройки программы;
- Конструкция устойчива, не деформируется;
- Для каждого файла можно установить 16 углов изгиба, в памяти можно сохранить 16 наборов файлов;
- Функция медленного позиционирования, стабильный угол изгиба, точность повторения достигает ± 0,1 °;
- Сообщение об ошибке отображается на экране, помогите оператору немедленно устранить;
- Обеспечить собственные исследования и разработки координат преобразования стоимости обработки трубы, программное обеспечение можно приобрести и установить на настольный компьютер для редактирования расчета.
Технология трубогибов
Трубогиб аналогичен листогибу. В случае чистого изгиба, если внешний диаметр равен D, толщина стенки равна T, когда труба изгибается под действием внешнего крутящего момента M, внешняя боковая стенка трубы нейтрального слоя находится под растягивающим напряжением σ1, и стенка трубы становится равной тоньше. Внутренняя стенка нейтрального слоя испытывает растягивающее напряжение σ1, и стенка становится толстой.
А форма поперечного сечения превращается в приблизительный эллипс из-за результирующей силы F1 и F2, когда деформация слишком велика, внешняя сторона стены будет давать трещины, внутренняя стенка трубы будет казаться морщинистой.
Степень деформации трубы зависит от относительного радиуса изгиба R / D и значения относительной толщины T / D, чем меньше значение R / D и T / D, тем больше степень деформации.
Чтобы обеспечить качество формовки трубопроводной арматуры, степень деформации должна контролироваться в допустимом диапазоне, а предел изгиба трубы зависит не только от механических свойств и методов изгиба материала, но также и от требований трубы. арматура.
Предел формовки трубогиба
Предел формообразования трубопроводной арматуры должен содержать следующее:
- При максимальном относительном удлинении деформации в зоне боковой деформации растяжения нейтрального слоя не происходит разрыва, поскольку превышает пластическое допустимое значение материала;
- во внутренней зоне деформации сжатия нейтрального слоя тонкостенная конструкция, которая подвергается касательному сжимающему напряжению, не мнется, поскольку превышает нестабильность;
- Если фитинг имеет запрос степени эллипса, управляет его сечением для создания искажения;
- Если трубопроводная арматура имеет требования к прочности для выдерживания внутреннего давления, контролируйте предел деформации утонения толщины стенки.
Детали трубогиба
- Коромысло, его роль заключается в обеспечении того, чтобы радиус изгиба трубы соответствовал требованиям, зажимное гнездо должно ограничивать отскок стальной трубы в процессе изгиба .
- Насосная станция разделена на две части: высокого и низкого давления, чтобы обеспечить питание для открытия и закрытия направляющих роликов, масляного цилиндра зажима коромысла, открытия и закрытия пластины тележки толкающего устройства, открытия и закрытия правильного ролика.
- Устройство направляющих роликов имеет два набора направляющих роликов, раму и систему передачи зажима, открытие и закрытие направляющего ролика приводится в действие гидравликой, его функция заключается в горизонтальном направлении гибки стальной трубы вместе с коромыслом.
- T4, приводное устройство является источником питания толкающего устройства.
- Правильный ролик предназначен для предотвращения вертикальной деформации в процессе изгиба, а использование плавающего антиэллиптического приспособления обеспечивает соответствие эллипса стальной трубы требованиям после изгиба.
- Толкающее устройство (содержит автомобиль, станину, трансмиссионный вал, тяговую цепь и т. Д.), Чтобы продвинуть стальную трубу вперед под действием коромысла и направляющего ролика, чтобы изогнуть стальную трубу.
Применение трубогиба и меры предосторожности
(1) Ссылка на руководство по эксплуатации электронасоса.
(2) Рабочий цилиндр сначала ввинчивается во внутреннюю резьбу квадратного блока, так что задний конец цилиндра устанавливается на опорное колесо.
(3) В соответствии с диаметром трубы для выбора штамповочной головки, установленной в плунжере, два ролика, соответствующие пазу по направлению к штамповочной головке, затем вставьте соответствующий размер отверстия в цветочной доске, а затем закройте верхнюю часть доску для цветов, вставьте трубу в канавку, а затем потяните активную часть быстрого соединения на конце трубки высокого давления назад и установите на разъем рабочего цилиндра, затяните винты выпуска масла на электрическом масляном насосе, чтобы согнуть трубка. Когда изгиб трубы закончен, ослабьте винт выпуска масла, и плунжер автоматически вернется в исходное положение.
Примечания:
(1) ссылка на руководство по эксплуатации электронасоса.
(2) Не снимайте быстроразъемный соединитель при загрузке.
(3) Машина использует масло в качестве среды, она должна хорошо выполнять работы по очистке и техническому обслуживанию маслогибов и трубогибов, чтобы предотвратить засорение или утечку масла, которые могут повлиять на использование.
Конструкция трубогиба

- Ключ
- Стальная труба
- Зажим для стальных труб
- Ось штифта
- Ручка
- Весна
- Регулировочные винты
- Роликовое сиденье
- Шпиндель
- Направляющий шкив
- Роликовое прикатывающее колесо
- Проигрыватель
- Модуль гибки труб
(1) ГИБНАЯ ПЛАСТИНА
- снимите гайку, фиксирующую гибочную матрицу, против часовой стрелки.
- вставьте гибочную матрицу, а затем зафиксируйте гайку гибочной матрицы.
(2) ЗАЖИМНАЯ МАТРИЦА
- потянуть за зажимную плашку для фиксации центрирующего вала.
- вставьте зажимную матрицу, затем вставьте неподвижную оправку.
A. Зафиксируйте и расслабьте зажимное гнездо, затем установите панель управления в ручной режим, нажмите кнопку зажима до конца зажимного пути. (На этом этапе между зажимной матрицей колеса должен быть зазор, который можно отрегулировать с помощью зажимного седла для регулировочного винта).
B. Отрегулируйте зажимное гнездо для регулировки винта так, чтобы зажимная матрица и гибочная матрица были полностью герметизированы.
C. Нажмите кнопку возврата, чтобы вернуть зажимную матрицу, а затем отрегулируйте зажимной винт по часовой стрелке на 1 / 2-1 / 4 круга.
D. и затем заблокируйте гайку фиксированного зажимного седла.
(3) Давление DIE
A, выверните фиксированный винт на пресс-матрице и затем вставьте пресс-матрицу.
B, зафиксируйте винты направляющей формы.
A, зафиксируйте и расслабьте зажимное гнездо, затем установите панель управления в ручной режим, нажмите кнопку зажима до конца зажимного пути. (На этом этапе между зажимной матрицей колеса должен быть зазор, который можно отрегулировать с помощью зажимного седла для регулировки винта).
B, отрегулируйте зажимное гнездо для регулировочного винта так, чтобы зажимная матрица и гибочная матрица были полностью герметизированы.
C, нажмите кнопку возврата, чтобы вернуть зажимную матрицу, а затем поверните зажимной винт по часовой стрелке примерно на 1/2-1 / 4 круга.
D, а затем зафиксируйте гайку фиксированной зажимного седла.
(4) оправка
A. вставьте оправку в стержневой стержень по часовой стрелке.
Б. затем закрепите винтами оправку.
(Обратите внимание, что оправка должна быть в направлении изгиба)
Работа трубогиба
- Станок должен быть хорошо заземлен, провод должен быть не менее 4мм2 гибкого медного шнура. Не допускайте доступа к напряжению источника питания, превышающему указанный диапазон, нельзя подключать или отключать во время зарядки, нельзя тестировать цепь управления с помощью tramegger, в противном случае устройство может быть повреждено.
- При вставке и извлечении разъема нельзя тянуть за провод или кабель в случае сварки.
- Концевые выключатели, энкодеры и т. Д. Нельзя задевать твердыми предметами.
- Нет блока отображения столкновения острых предметов.
- Электрический шкаф должен быть размещен в проветриваемом месте и запрещен к работе в пыли и агрессивных газах.
- Никакой персональной загрузки или переключения входных и выходных клемм ПК.
- При смене источника питания станка необходимо повторно подтвердить двигатель.
- Машину следует содержать в чистоте, особое внимание следует уделять зажимному блоку, скользящему блоку и другим скользящим пазам, чтобы на нем не было посторонних предметов.
- Регулярно смазывайте цепь и другие скользящие детали.
- Электропитание должно быть отключено во время чистки и обслуживания.
- 11, Подготовка: перед запуском проверьте, соответствует ли уровень масла линии уровня масла, все точки смазки, багажник для подтверждения вращения двигателя, проверьте, нет ли ненормального звука на масляном насосе, проверьте, есть ли утечка в гидравлической системе после пыльник (Угловому датчику нельзя доливать масло во время работы);
- Регулировка давления: отрегулируйте давление с помощью электромагнитного перепускного клапана, чтобы обеспечить давление в системе до требуемого рабочего давления, обычно не выше 12,5 МПа.
- Регулировка формы: установка формы, необходимая для центрирования формы и зажимного блока, зажимной блок можно регулировать болтами; для центрирования блока ускорения и матрицы, блок ускорения регулируется; отцентрируйте стержневую головку и матрицу, ослабьте стержень болта, отрегулируйте центр и затяните болт.
Меры безопасности при эксплуатации трубогиба
- Обратите внимание на то, что когда трубогибочная машина движется, корпус не может входить в зону поворота вращающегося рычага.
- Во время работы трубогиба весь персонал не должен входить в пространство вращающегося рычага и трубопроводной арматуры.
- В гидравлической системе трубогиба используется обычное гидравлическое масло YA-N32 (оригинальный номер 20). Обычно масло меняют один раз в год, одновременно с этим необходимо очищать фильтр.
- При регулировке трубогиба (или матрицы) регулировка должна производиться регулятором. Один человек настраивает машину запрещается, а другой работает на шкафу управления .
- При регулировке трубогиба или езде на порожнем автомобиле снимайте оправку.
- Давление гидравлической системы не должно превышать 14 МПа.
- При регулировке скорости цилиндра вручную вращающийся рычаг должен быть повернут более чем на 900 °. Скорость регулировки синхронна с линейной скоростью кромки поворотного колена. Запрещается толкать скорость больше, чем край вращающейся формы в ручном состоянии.
- Через некоторое время обычная машина должна проверить натяжение цепи и поддерживать ее эластичность и устойчивость.
- Автоматическая работа в режиме изгиба сердечника, возврат к прежнему изогнутому рычагу, оператор должен убедиться, что головка сердечника находится в трубе, или убедиться, что вал сердечника не блокируется при изгибе рычага назад, в противном случае головка сердечника или стержень сердечника могут быть изогнуты или сломан.
- После работы отключите электропитание, хорошенько поработайте по чистке и смазке.
Регуляризация типа изгиба трубы
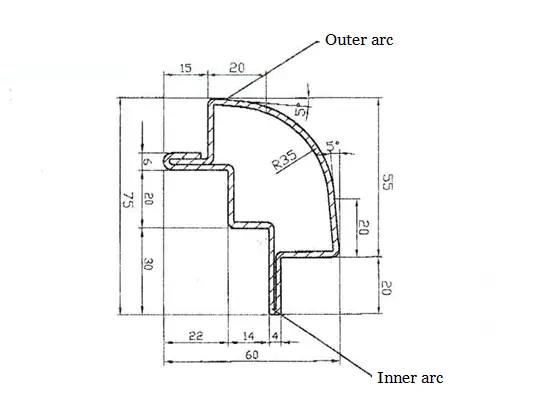
Конструкция и выхлопная труба позволяют избежать большой дуги окружности, любой кривой, изгиба композитного материала и дуги окружности больше 180 °.
Слишком большая дуга окружности не только увеличивает рабочую нагрузку, но и ограничивается размером трубогиба;
Произвольный изгиб и конструкция комбинированного изгиба неразумны, что значительно затрудняет механизацию и автоматизацию, что затрудняет операторам избавление от тяжелого ручного труда. Из-за дуги более 180 ° трубогиб не может разряжаться.

Скорость гибки трубогибочной машины
Основное влияние скорости формования изгиба на качество формования:
Если скорость слишком высокая, легко вызвать сглаживание изогнутой части воздуховодов, округлость не может соответствовать требованиям, вызывая шнуровку и разрыв воздуховодов;
Если скорость слишком мала, легко вызвать сморщивание катетера и прижимного блока, чтобы соскользнуть, труба большой трубы легко превратится в канальную часть раковины.
Чтобы определить максимальную скорость гибки машины, наилучшая конечная скорость гибки должна составлять 20-40% от максимальной скорости гибки трубогиба.
Стандартизация радиуса изгиба трубогиба
Радиус изгиба должен лучше достигать «одна труба и одна матрица» и «несколько труб и одна матрица».
Для трубы, или иметь несколько положений изгиба, или иметь несколько углов изгиба, радиус изгиба может быть только один, потому что модуль трубогибочной машины не будет изменен в процессе гибки, что является «трубой, соответствующей фильере. ».
Хотя для «нескольких труб с одной матрицей» это означает, что труба с одинаковым диаметром должна пытаться использовать один и тот же радиус изгиба, а также использовать одни и те же модули для гибки трубы с разными формами, это помогает уменьшить количество модулей. .
Оправка для изгиба трубы и ее положение
В процессе гибки оправка используется для поддержки внутренней стенки трубы радиуса изгиба, чтобы предотвратить ее деформацию.
Без оправки сложно гарантировать качество гибки труб.
Существует много видов оправок, таких как цилиндрическая оправка, универсальная одинарная головка, двойная головка, тройная оправка, оправка с четырьмя шаровыми головками, ориентационная одинарная оправка, оправка с несколькими шариками и т.
Кроме того, положение оправки в формовке трубы имеет определенное влияние, теоретически касательная должна быть на том же уровне, что и тангенс головки гибочной головки трубы, но большое количество экспериментов доказывает, что продвижение на 1-2 мм лучше, качество гибки в это время идеальное.
Конечно, при слишком большом перемещении на внешней стенке изогнутой части появится так называемая «гусиная голова».





