Металлические садовые качели своими руками, чертежи, виды, нюансы
Где бы человек не находился, тяга к комфорту останется с ним всегда. Поэтому владельцы дачных участков, загородных резиденций стремятся сделать новое место своего обитания благоустроенным по высшему разряду. А какой двор или сад может обойтись без этих удобных, привлекательных конструкций, делающих отдых особенно приятным? Наиболее популярны долговечные сооружения из металла, а подходящий материал найдется в любом хозяйстве. Чтобы сконструировать идеальные металлические садовые качели своими руками, чертежи — вещи первой необходимости. Имея на руках подробную схему, легко избежать даже небольших ошибок.
Оценка главных достоинств и недостатков
Если есть желание изготовить металлические садовые качели своими руками, чертежи искать рано. Лучше сначала познакомиться с их плюсами и минусами, чтобы не пожалеть о сделанном выборе, когда будет уже поздно. Несмотря на большое количество достоинств, есть некоторые относительные минусы и у изделий из металла.

Положительные характеристики металлических качелей:
- Долговечность конструкций, их практичность — то, что подкупает более всего, если борьба происходит между этим материалом и деревом. Последнее боится огня, влаги и насекомых, неравнодушных к нему. Древесина может рассохнуться, а такие качели — угроза здоровью детей и взрослых.
- Невероятная прочность и большой ассортимент металлических качелей, которые нетрудно изготовить самостоятельно, — несомненные, неоспоримые преимущества металла.
Теперь о недостатках:
- Металлические качели не могут естественно вписаться в ландшафт. Поэтому придется заранее продумать стилевое решение данной проблемы. Например, какие похожие элементы декора добавить, чтобы качели не выглядели в саду «белой вороной».
- Наиболее надежны сварные изделия, а значит, надо иметь представление об этой работе. Необходимо также соответствующее оборудование. Его придется или покупать, или арендовать.
- Травмоопасность суперпрочного материала — самый большой минус, ведь качели легко могут поранить, если обращаться с ними неосторожно.
К этой категории относится подверженность коррозии, однако этот минус не настолько страшен, от него легко избавляются обработкой металла защитными покрытиями. Если недостатки не вызывают отторжения, то можно переходить к знакомству с различными видами этих «аттракционов».
Также вы можете сравнить цены на металлические садовые качели:
Металлические садовые качели своими руками: чертежи
Основа любых подобных конструкций — металлический каркас. Его делают:
- сварным;
- сборно-разборным.
Первый предпочтителен, так как на протяжении очень долгого времени с ним не случится никаких «чрезвычайных происшествий», которые могут обернуться посягательством на здоровье хозяев. Если нет навыков работы со сварочным оборудованием, то второй метод — единственный выход. Собирают такой каркас, используя болты с гайками, поэтому крепежная операция не вызовет затруднений ни у кого.
Минус второго варианта — потенциальное разбалтывание резьбы. Чтобы не допустить разрушение качелей, рекомендуют крепить элементы изделия контргайками, гроверами. Места повышенного риска необходимо регулярно проверять, подтягивать ключом.
Готовый чертеж использовать лучше, это гарантированный способ избежать ошибок, которые могут вкрасться в свое творение незаметно. В результате возникнет необходимость в переделках, а значит, львиная доля работы пойдет насмарку.
Виды металлических каркасных конструкций
Конфигурация их различна. Классикой можно назвать А-образную форму стоек, соединенных сверху перекладиной. Обычно для придания жесткости их стягивают ниже перемычкой. Существуют другие чертежи, где она отсутствует, а у опорных элементов Л-образная форма.
Самые простейшие конструкции — П-образные, но для обеспечения им устойчивости опоры обязательно заглубляют и бетонируют. Есть чертежи качелей, сильно отличающихся от привычных. Сиденье таких конструкций можно использовать даже отдельно — подвешивать к веткам или потолку веранды.
Все металлические качели делят по другому признаку — возможности перемещения. Существуют:
- стационарные модели, где опоры забетонированы;
- мобильные качели, крепящиеся к грунту арматурой либо анкерами.
Подготовка к сооружению качелей
Расчет общих размеров и отдельных составляющих необходим, так как нередко в готовых схемах данные величины не совсем устраивают. Поэтому при корректировке чертежа под свои потребности учитывают следующие правила:

- Ширина сиденья, достаточная для одного человека, составляет примерно 500-600 мм.
- Высота спинки обязана быть не менее 550-600 мм, она обеспечит удобство качающимся.
- При выборе подвесной конструкции необходимо принять во внимание, что минимальное расстояние от сиденья до стоек — 300 мм, если для подвеса используют металлическую цепь, но 400 мм, когда в его роли выступает веревка.
- Промежуток от сиденья до поперечины зависит исключительно от роста самого высокого пользователя будущих качелей.
Если качели предназначаются для семьи с одним ребенком, хватит ширины сиденья в 1600 мм. Если для трех взрослых, требуется уже не менее 1800-2000 мм. При планировке одиночной качели идеальна метровая ширина сиденья.
Необходимый инструментарий и материалы
Чтобы без задержек и незапланированных поисков необходимого наслаждаться процессом сборки, нужно заранее подготовить весь инструмент. В зависимости от выбора способа сооружения качелей может понадобиться:
- болгарка, сварочный аппарат;
- бур либо лопата;
- гаечные ключи;
- уровень и рулетка;
- молоток, напильник, пила, тиски;
- шлифовальная машина, наждачная бумага;
- шуруповерт;
- электродрель, сверла для разных поверхностей;
- саморезы, болты (для сиденья — с полупотайной головкой) с гайками и шайбами.
Из материалов надо запастись:

- круглым профилем (это идеал), минимальный диаметр — 50 мм;
- металлическим (стальным) уголком;
- прямоугольным профилем для сиденья и небольшим квадратным — для козырька;
- антикоррозийной грунтовкой;
- деревом для сиденья — брусом, досками;
- песком, щебнем, цементом;
- шарикоподшипниками;
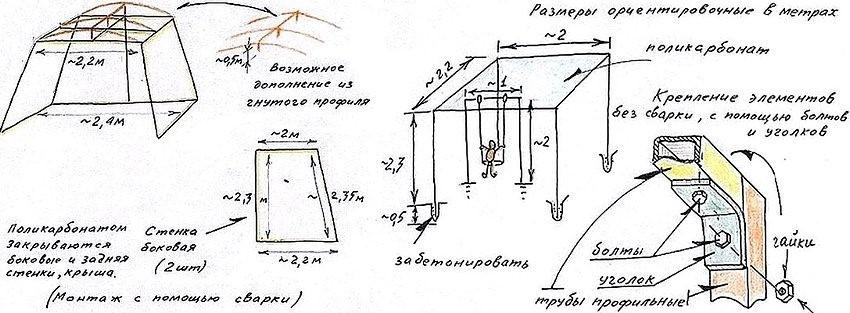
- тентовой тканью либо поликарбонатом;
- морилкой, лаком или краской, кистями.

Чтобы конструкция была надежной и устойчивой, бетонирование опорных элементов — обязательный этап. Другой способ — выбор большего угла на вершине элементов, имеющих форму буквы «А». Некоторые конструкциям, снабженным основанием, нужны даже не ямы, а траншеи. В этом варианте садовым буром делают 4 отверстия. Болгаркой нарезают трубы:
- 4 отрезка для боковых стоек;
- 1 — для перекладины;
- 2 — для перемычек, обеспечивающих опорам жесткость.
Все элементы после нарезки тщательно проверяют на точность их размеров. Края деталей обрабатывают, избавляя от всех неровностей. Дальнейшую работу проводят, четко контролируя вертикали с горизонталями уровнем. Стойки приваривают друг к другу, затем соединяют элементы перекладиной. К ней монтируют скобы для подвесных механизмов.

Помимо подвесок с подшипниками в качестве последних используют крюки, кольца, карабины. Конструкцию устанавливают в ямы, засыпают щебень, заливают бетонный раствор. Делают паузу для набора крепости как минимум на 5 дней. Если к опорам дополнительно приваривают основание, то после рытья траншеи действуют аналогичным способом.
Основание для сиденья также изготавливают из металлического уголка. Оптимальный угол между спинкой и сиденьем составляет 120°. Чтобы обеспечить корректный изгиб, на одной полочке в уголке вырезают треугольник (примерно 60°). Каркас конструируют из прямоугольного профиля, соединяя боковины горизонтальными перемычками, не забывая о креплении там, где у кресла находится изгиб.

В каркасе просверливают отверстия для деревянных деталей. Планки, сделанные из штакетника или шлифованного (если наждачкой, то сначала крупным зерном, затем мелким) бруса, фиксируют на каркасе болтами. Следят, чтобы головки их были утоплены. Крепят кресло к подвесам в 4 местах. Дерево обрабатывают антисептиками, морилкой, лаком либо краской, металл после грунтовки окрашивают.
Конструкцию подвешивают, изготавливают из металла квадратного сечения легкий каркас-козырек — раму, усиленную перемычками. Сваркой монтируют козырек под небольшим углом, чтобы обеспечить беспрепятственную эвакуацию осадков.

После высыхания краски его обтягивают тканью для тентов (ПВХ, акриловой, каучуковой) либо используют сотовый поликарбонат. Для монтажа берут уплотнительные шайбы и саморезы. Торцы покрытия закрывают от насекомых, грязи и пыли профилем из полимера. Другой способ — замазывание их герметиком.
Металлические садовые качели своими руками, чертежи, которые вряд ли поставят кого-нибудь в тупик, — запрос популярный, ведь самодельные конструкции сейчас в почете. А наградой мастеру станут гордость за свое «детище» и радость при взгляде на счастливые лица — как малышей, так и взрослых, мечтающих снова вспомнить беззаботное детство.
Тот, кто не уверен в своих силах, обязательно должен посмотреть это видео мастера, который впервые знакомился со сваркой:
Садовые качели своими руками из металла — чертежи, размеры
Хорошо обустроенный сад не может считаться завершенным, если в нем нет грамотно оформленного уголка для отдыха. А где лучше можно отдохнуть лучше, чем на удобных и надежных качелях? Даже вполне взрослые, самостоятельные и самодостаточные люди с удовольствием вспомнят детство и покатаются, а может быть, просто посидят или даже вздремнут на качелях из металла.
Садовые качели своими руками из металла: разновидности
В целом любое изделие этого вида состоит из двух базовых элементов – опоры и сидения. Дополнить их можно чем угодно, от навеса до целого гимнастического комплекса. При этом функция навеса – не только защита от солнца, наличие «крыши» над сидением позволяет не опасаться его быстрого выхода из строя.
Планируя изготовить качели для дачи своими руками, следует определиться по таким пунктам:
- будет ли конструкция стоять на земле или необходимо заглубить опоры в грунт. Первый вариант обычно выбирают при сравнительно небольшой нагрузке, и даже в этом случае стараются прикрепить собранную раму к грунту анкерами или изогнутыми штырями. Если нагрузка ожидается солидная (вес двух-трех взрослых людей плюс масса самого сидения в виде диванчика или скамьи), то лучше заглубить и забетонировать опоры. Желательно набросать хотя бы простой чертеж или схему – это поможет избежать ошибок при изготовлении;
- вид металлопроката. Обычно используют профилированную трубу квадратного, прямоугольного или круглого сечения. Для усиливающих и соединяющих элементов применяют полосу, листовой металл, уголок или швеллер. Для подвеса сидения можно задействовать пруток с достаточно большим сечением (не менее 8 мм). Оптимальный вариант для сварной конструкции – «черный» прокат, для собираемой на болтах можно принять хромированный или окрашенный профиль, соответственно подобрав соединительные элементы (фитинги);
- размеры качелей и ожидаемое количество пользователей. При устройстве качелей для дачи своими руками с сидением-скамьей необходимо опираться именно на длину скамьи, прибавляя к ней как минимум по 25 см с каждой стороны, получим расстояние между стойками (в плане). Высота изделия от грунта до поперечины выбирается исходя из роста пользователей, но не менее 2 м, при этом расстояние от низа сидения до грунта должно составлять минимум 30…50 см. Расстояние между нижними точками опор составляет 3…3,5 ширины сидения;

- наличие дополнение – навеса, полок, лесенки и прочих деталей. Нагрузка от их веса учитывается при определении сечения профиля. Так, если планируется металлический навес с покрытием из поликарбоната, необходимо увеличить начальную площадь сечения на 5…7%, если сидение будет сварным с декоративными дополнениями – на 8…10%, подвесные лесенки, турники и другие элементы могут добавить от 3 до 10% веса.

Для качелей из профильной трубы «необходимым минимумом» считается внешний диаметр 1 дюйм. Толщина листового металла (полоса, лист) для усиливающих элементов – 3 мм. Пруток для подвеса – не менее 8 мм диаметром, для опорных балок навеса можно использовать швеллер или уголок с шириной полки 30…50 мм.
Если в качестве соединительного элемента стоек используется изогнутая (в виде полуокружности) труба, ее диаметр подбирается либо равным диаметру труб стоек, либо больше него на толщину стенки изогнутой трубы плюс примерно 2…3%. При увеличенном диаметре стойки вставляются внутрь изогнутой трубы и привариваются – это дает повышенную жесткость и прочность стыка. Соединение встык требует более четкого соблюдения технологии сварного шва.
Выбор конфигурации дачных качелей
Как уже говорилось, необходимо определиться со схемой – А-образная, Л-образная (без перемычек), П-образная, Г-образная (с консольным расположением балки для подвеса сидения). После этого определяется положение опор – на грунте или в нем. В первом случае необходимо соединить стойки в жесткую призматическую конструкцию на уровне земли, во втором – увеличить длину опор на величину заглубления (обычно 50…80 см).
При бетонировании или закапывании опор в землю лучше добавить к ним поперечины, как показано на схеме выше – это увеличит устойчивость качели для сада своими руками.
После выбора всех необходимых элементов конструкции проводятся следующие работы:
- нарезка металлопроката на куски нужной длины;
- сварка или скрепление фитингами на болтах стоек;
- сборка конструкции со всеми поперечинами с помощью сварки или болтовых соединений;
- установка изделия на грунте или в грунте (с последующим бетонированием опор или засыпкой и трамбовкой);
- монтаж подшипников или петель для подвеса сидения (это может быть сделано на стадии общей сборки качели садовой своими руками);
- подвес сидения и проверка работоспособности изделия;
- окраска (иной вид покрытия) всех деталей антикоррозионной краской.
Если качели из металла имеют навес или другие дополнительные элементы, то они монтируются на стадии общей сборки. Для навеса последним этапом работ будет установка покрытия (из поликарбоната, дерева или других материалов).
Интересные идеи для садовой качели своими руками: размеры и чертежи
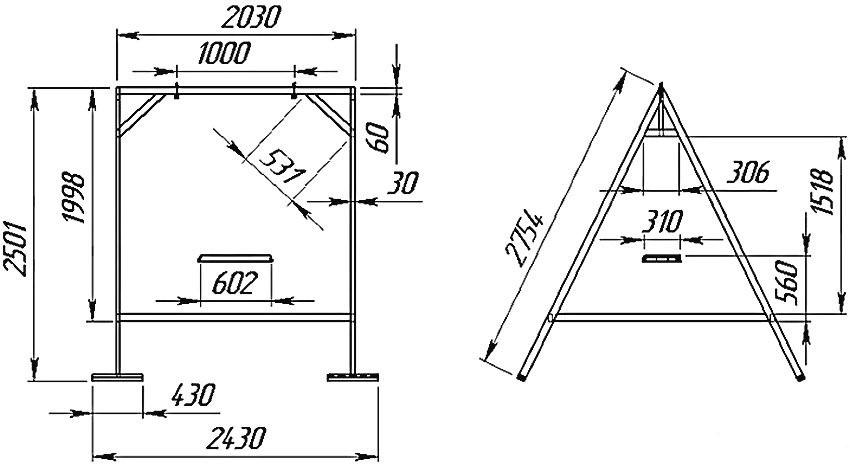
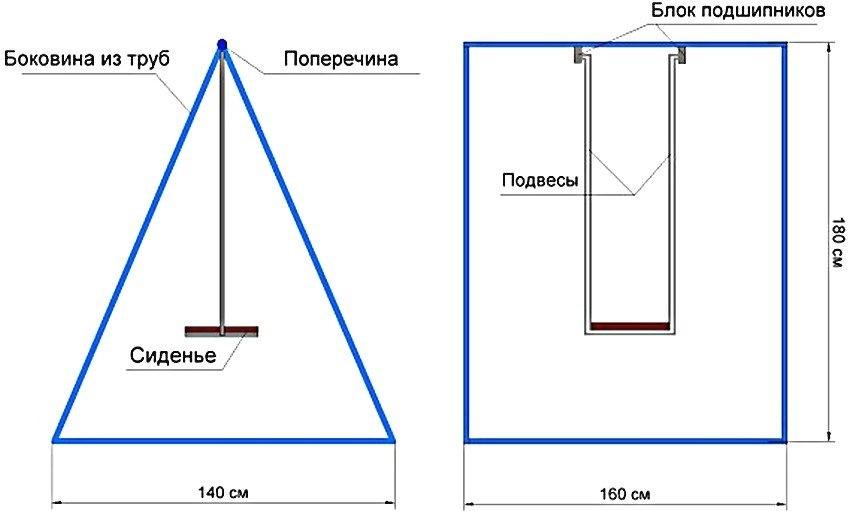
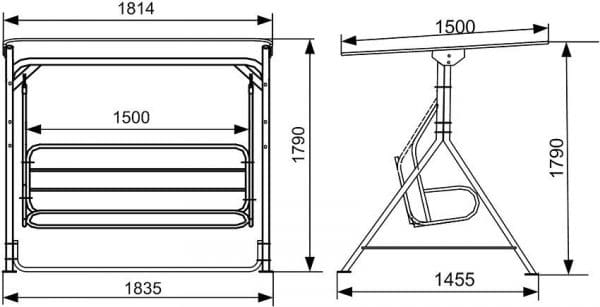
Это самый простой вариант – жесткая и прочная сварная конструкция в виде треугольной призмы с блоком подшипников и жестким же подвесом сидения на профильной трубе или прутке. Сидение на металлическом каркасе дополнено деревянными планками.
На этой схеме предложены варианты изготовления навеса из поликарбоната над уличными качелями и показан один из возможных способов соединения труб каркаса (на уголок с болтовым креплением). Более детально можно посмотреть, как сделать качели на даче с навесом, в этом видео.
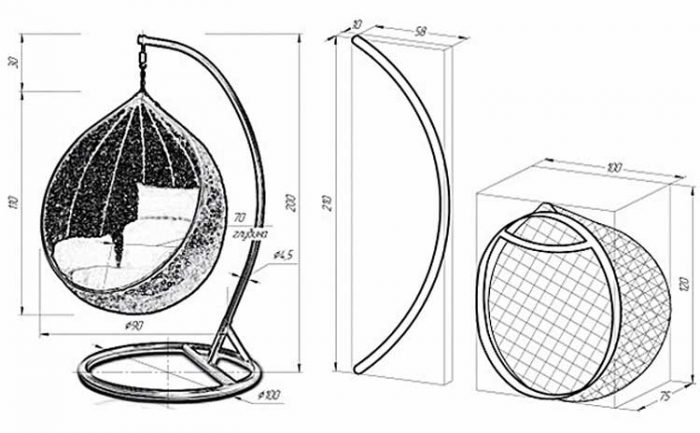
Есть и более интересные и креативные идеи по поводу того, как сделать качели на даче из металла. Пример – объемная конструкция-«капля» на Г-образном подвесе или на подвесе к потолку веранды (беседки, балкона, комнаты и так далее). Такое изделие сваривают или собирают на фитингах из сравнительно тонкой трубы, дополняют плетением из искусственного ротанга, лозы, веревки, текстилем и прочими материалами.

Ниже представлен чертеж популярной модификации подвесного кресла-качели. При пересчете размеров под собственные потребности главное – сохранить правильное положение центра тяжести, иначе конструкция будет опрокидываться.
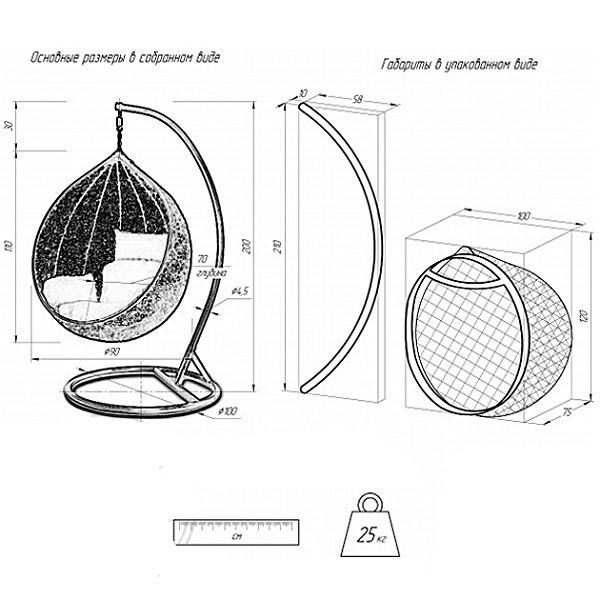
При желании можно сделать опору двойной, как на фото, и использовать в качестве базы для сидения старый гимнастический обруч.

Заключение
После того, как мы привели основные вариации металлических садовых качелей своими руками с фото, предлагаем рассмотреть еще несколько интересных идей, основанных на креативном использовании металла.
Качели садовые своими руками из металла
Качели садовые – модный тренд и непременный атрибут двора частного дома, дачного участка и загородного дома. Их покупают в готовом виде и устанавливают самостоятельно. Более демократичный по стоимости вариант – постройка своими руками. Самые прочные – из металла, для них приводятся чертежи с размерами и фото креативных решений.
Место для конструкции на садовом участке
Планирование собственного землевладения – важная часть процесса обустройства. Есть различные СНиПы и ГОСТы, диктующие нормы расстояния между постройками, для обеспечения безопасности людей, которые проживают или отдыхают на отведенном пространстве.

Частный и загородный дом могут располагать значительной площадью придомовой территории, но на дачном участке размеры полезных метров ограничены.

Садовые качели устанавливаются на специальной игровой площадке, в зоне отдыха, в тени деревьев или просто на газоне. В схеме размещения жилых и подсобных строений, которая сейчас непременно утверждается в местных органах власти, это сооружение не нужно указывать. Но сам землевладелец должен выбрать место для постройки своими руками, ориентируясь на габариты и амплитуду раскачивания.

Чтобы избежать травмирования детей и взрослых, исключают площадь, на которой в опасной близости есть открывающиеся двери, дорожки, место проезда автомобиля, пожароопасные постройки, вроде барбекю и мангала, санитарные зоны (колодцы, туалеты уличного типа, канализационные сети, газовые трубы).

При составлении схемы учитывается, к какому типу относятся садовые качели. Эта дифференциация производится по существующей надобности, определяющей основные параметры:
- Переносные конструкции мобильны и могут перемещаться. При необходимости их можно убирать на зиму в хозяйственные помещения для большей сохранности. Стационарные – более надежны, могут выполняться из тяжелых деталей, снабжаться дополнительными креплениями. Их установка проводится капитально, с бетонированием, в этом случае место определяется обдуманно, поскольку с переносом возникнут немалые сложности.
- Есть разные варианты раскачивания – горизонтально или вертикально. В практике создания своими руками превалируют подвесные, горизонтальные. Для их постройки рассчитывают пространство при самой большой амплитуде раскачки, хотя она обычно используете редко.
- Детские конструкции считаются в размерах по возрасту и росту ребенка, но, по мере подрастания, они могут утратить актуальность – кататься станет неудобно. Поэтому их чаще делают с запасом.
- Взрослые садовые качели часто выполняют в виде скамейки со спинкой и навесом. Вариантов может быть много – в декоративном, стилевом направлении, количестве мест, форме навеса. Здесь амплитуда имеет опосредованное значение, поскольку на такой скамейке редко раскачиваются, чтобы получить удовольствие от процесса. Такой тип качелей можно разместить на ограниченном пространстве – в беседке, у стены дома, под навесом у зоны отдыха.
- Качели садовые могут быть каркасными и бескаркасными. Постройка из металла предполагает наличие жесткого каркаса и надежных креплений, из-за значительного веса составных сегментов. Размеры зависят от использованного материала, количества мест, применяемого крепежа или проведения сварки.

Качели садовые из металла – общее название, которое учитывает только использованный материал. Простор для творчества своими руками неограничен. Землевладельцы и дачники могут устанавливать кованые, с красивой визуализацией, сварные, менее эстетичные и требующие сварочного аппарата, сборные, из профильных труб, надежно зафиксированные крепежными элементами. Для каждого вида находят отдельное место на схеме, учитывая особенности конструкции, безопасность, возможность переноса или постоянного присутствия.
Простые детские качели для дошкольного и раннего школьного возраста
При наличии в семье одного ребенка дошкольного возраста можно построить одноместные садовые качели самой примитивной конструкции, с каркасом в виде буквы П, стационарные или переносные. Отличие – в способе крепления.

Стационарные крепятся бетонированием. Это оптимальный и безопасный вид крепления в переносных качелях. Такие конструкции удерживают забитые в землю куски арматур, которые загибают нужным образом.
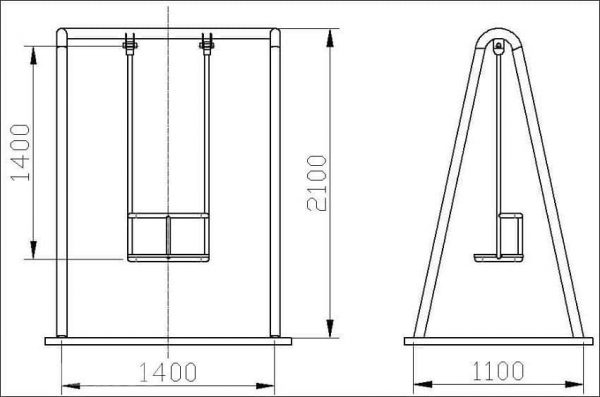
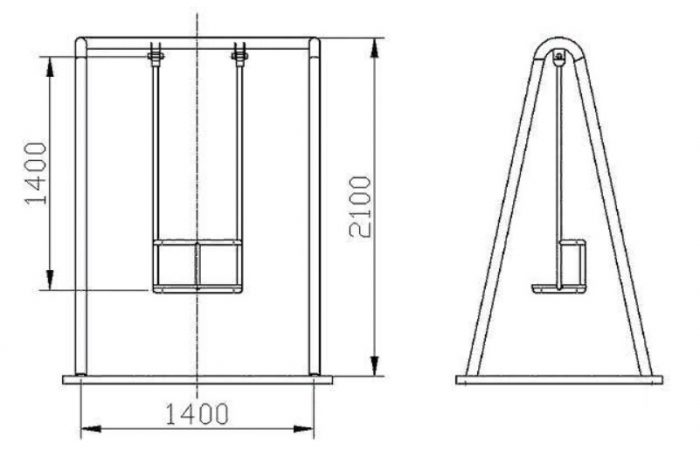
Чертеж и размеры конструкции из металла можно найти в любом строительном пособии, посвященном садовому строительству или работе своими руками:
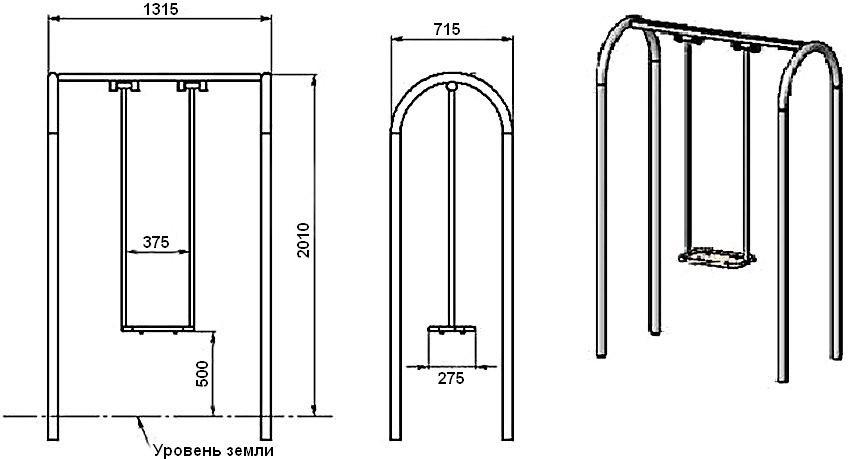
- высота – 1,5 – 2 метра (определяется по росту малыша, дети есть стандартные и нестандартные);
- рекомендованная ширина – 1,4 м (в этом параметре конструкция устойчива, без излишней нагрузки на верхнюю перекладину, но не стесняет ни раскачивания закрепленного сидения, ни движений ребенка);
- при высоте боковых стоек в 2,1 м, расстояние от сиденья составляет 0,7 м (условно – треть от высоты, поэтому при меньшей высоте удаленность сиденья будет от 50 до 66 см);
- диаметр профильных труб для постройки может варьироваться от 50 до 70 мм;
- размер арматуры для крепления – не менее 1 м, половина из которого должна уйти под землю.

Примерно такие же параметры на чертеже можно соблюдать и при проектировании качелей из металла для детей старшего возраста. Стандартный рост 10-летнего ребенка составляет 140 см. Высота сиденья в 70 см позволит ему свободно раскачиваться.
Но простая форма конструкции усложняется, поскольку увеличивается вес, и прежнего каркаса, выполненного двумя стойками с перекладиной, недостаточно.
Ранний школьный возраст ребенка (с 6 до 11 лет)
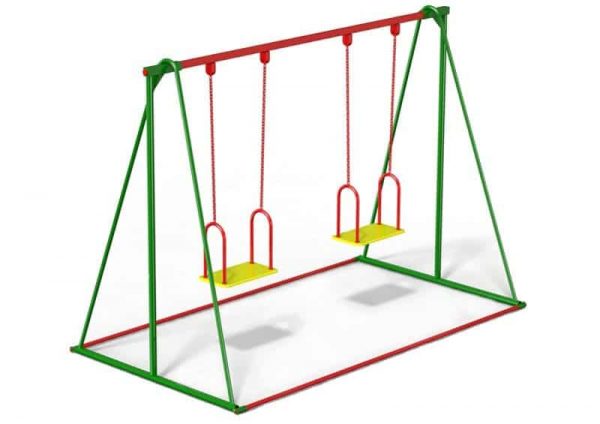
Для детей постарше лучше взять за основу чертеж садовых качелей, сохраняющих П-образную конструкцию при виде сзади и спереди. Боковая часть выполняется двумя трубами, в форме буквы Л, по мере увеличения веса можно добавить поперечные перемычки, расположенные на высоте, получаемой делением высоты на три части.

В усложненной конструкции вид сбоку представляет стилизованную букву А, а для пущей надежности можно сделать две небольшие распорки вверху, от каждой боковой стойки – к верхней, на расстоянии четверти от общей длины верхней перекладины. На фото – сварная конструкция из профильной трубы, с плавным ходом и дополнительным уровнем надежности.
Наличие сварочного аппарата и умение им пользоваться в создании полезных вещей из металла своими руками значительно облегчает процесс творчества. Однако дополнительные детали и распорки прибавляют качелям веса, поэтому крепления вбитой арматурой может быть недостаточно, особенно, если профильные трубы использовались диаметра 65-70 мм.
Придется делать стационарные качели, с бетонированием, или приваривать к основанию квадрат из металла, для безопасности ребенка.

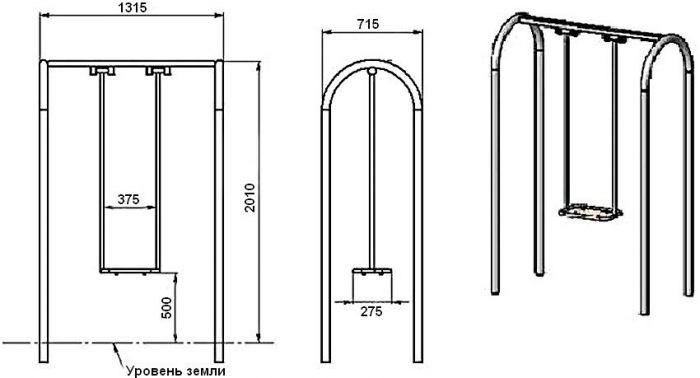
Простые качели без сварки, с использованием резьбового соединения
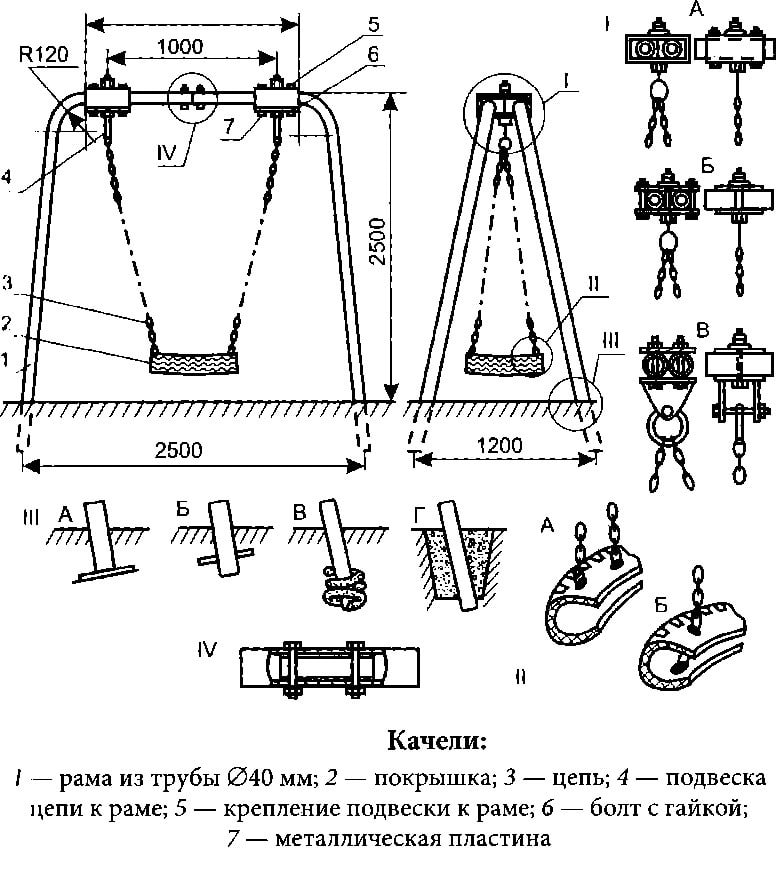
Чертеж с размерами определяется количеством мест, поскольку за основу детских качелей берется та же буква – П. Для одного малыша нужна высота около 2 м, значит, профильная труба для вертикальной стойки должна быть на метр длиннее – она уйдет под землю при бетонировании. Длина горизонтальной перекладины может варьировать не только от количества сидений, но и от их размера – при стандартной ширине будет достаточно 1,4-1,5 м, более просторное требует увеличения расстояния между боковыми стойками, а значит, и более длиной верхней перекладины.

Для изготовления своими руками потребуется чертеж с размерами, правильно определенная дислокация, профильная труба диаметром от 60 мм, болты М16, гроверы и контргайки к ним, уголки для сиденья, оцинкованная цепь и карабины.
Пошаговая инструкция, как сделать самые простые детские качели своими руками из металла, выглядит следующим образом:
- Выкапывается яма, глубиной не менее 1 м, которая не должна быть широкой (специалисты советуют использовать садовый бур).
- Конструкция монтируется в лежачем виде, к горизонтальной стойке крепятся обе вертикальные трубы, с помощью болтов, контргаек и гроверов (контргайки надежно закрепляют болты крепления, не позволяя им раскручиваться.
- Для крепления сидения надежно устанавливаются рым-болты (по два на каждое посадочное место). К ним карабинами крепятся оцинкованные цепи.
- Готовая конструкция устанавливается в выкопанные ямы, в которых дополнительно укрепляется дно (можно взять кирпич, дикий камень, насыпать щебень).
- После проверки правильной установки столбов с помощью отвеса, грунт трамбуется вручную или с помощью подсобного приспособления – например, палки с закрепленным бруском. Только после качественно выполненного требования можно заливать столбы в яме жидким цементом.

Пока бетон застынет, можно заняться изготовлением сиденья. На Интернет-форумах есть рекомендации заниматься рым-болтами и карабинами только после окончательной установки простой конструкции из трех стоек.
Однако это может потребовать дополнительного времени и усилий, поскольку работать придется на высоте, а вибрация от инструментов может нарушить целостность цементной заливки, если она застыла еще недостаточно хорошо.

Сделать сиденье – несложно, особенно, если оно без спинки. Нужно просверлить в уголке отверстия для карабинов и для брусков. При желании, можно вместо брусков использовать доску или фанеру.
На размещенных фото – простые детские качели с надежной защитой от коррозии, погодных условий, повреждения деревянного сиденья вредителями и влажностью. Они наглядно демонстрируют, что даже несложное сооружение можно сделать привлекательным и эстетичным, органично вписать в окружающую обстановку.
Делаем садовые качели из металла своими руками: подробная инструкция


Чтобы собрать качели своими руками из металла, сначала нужно придумать схему и сделать чертеж. К работе приступать лучше тогда, когда размеры и конструкция уже известны. И хотя фабричные изделия прекрасно подходят для дачи, а их форма и габариты хорошо продуманы, иногда хочется отойти от привычных стандартов. Не обязательно изготавливать стойки такими же, как в инструкции от готового набора. Они могут быть большими или маленькими, узкими или широкими. Главное — правильно рассчитать их толщину для определенной нагрузки. Ее следует брать с запасом, иначе не удастся обеспечить необходимую надежность и устойчивость. Все детали должны быть безопасными. Их разрабатывают таким образом, чтобы при ударе или падении они не нанесли травму.
Все о сборке металлических качелей своими руками
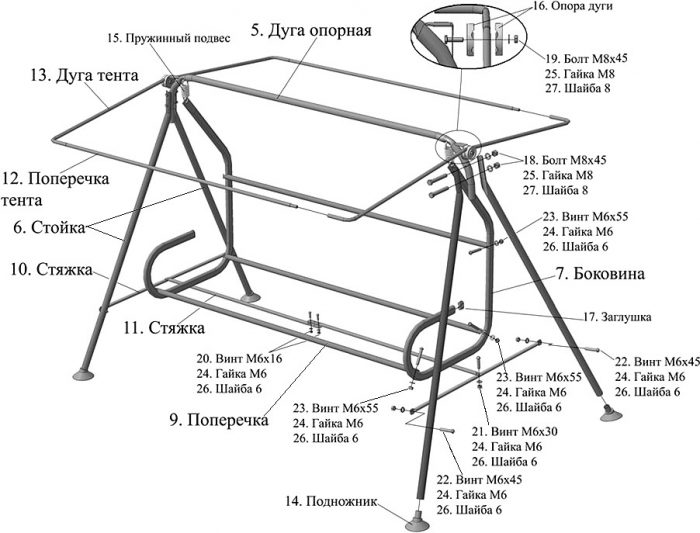
Конструкция качелей
Опоры
Всю нагрузку принимают на себя вертикальные стойки. Их устанавливают на фундамент либо делают переносные легкие опоры, которые можно переставить вдвоем. Модели без фундамента сложно сбалансировать. Им необходимо ровное основание. На дачном участке, в саду или на траве найти такое место непросто. Часто приходится обустраивать площадку самому, выкладывая ее плиткой. Ножки внизу соединяются горизонтальной опорой — без нее они провалятся в почву.

Рама имеет А- либо П-образную форму. Сверху монтируется горизонтальная перекладина, на которую крепятся подвесы с сиденьем. Сборные элементы сваривают либо крепят на болты. Недостатком сборно-разборных моделей являются торчащие гайки и головки винтов, о которые несложно пораниться. Чтобы они не ржавели, их красят и грунтуют. Винтовые соединения прослужат дольше, если закрыть их заглушками, на пропускающими влагу.
Сталь позволяет создавать сложные ломаные линии, а также конструкции на основе дуги, опирающейся на подножье. Балки, образующие стороны буквы «А», могут иметь разную длину и смыкаться не на самом верху, а в середине. Короткая балка поддерживает длинную, на вершину которой монтируется горизонтальный профиль. Можно также заказать фигурные боковины из кованого железа по собственному эскизу.
Сиденье
Есть много способов, как сделать качели своими руками из металла. Это может быть небольшой кусок пластика с продетыми сквозь него веревками или уличный диван с тентом, висящий на цепях.
При небольших размерах часто используются нестандартные решения. Вместо обычного пластика и фанеры можно взять несколько брусков одинаковой длины, просверлить в них отверстия и соединить их веревкой. Между брусками завязывают узелки, разделяющие их равными промежутками.
Каркас дивана состоит из стального профиля. По краям к нему привариваются петли, за которые цепляется карабин с цепью. Чтобы соорудить скамейку, изогнутую раму обшивают лакированными досками либо подвешивают уже готовую конструкцию, сняв с нее ножки. Таким же образом используются старые стулья, кресла и табуретки.

Рама самодельного садового дивана должна быть удобной и безопасной. Прочность следует задать с запасом, поскольку каркас будет находиться в движении. Это увеличивает механические нагрузки и ускоряет его износ.
Прочные металлические держатели выдержат два небольших сиденья на одного человека. Такая конструкция более массивна, так как между ними должно оставаться безопасное расстояние. При небольшой высоте между двумя уличными качелями будет достаточно расстояния 1 м.
Подвесы
Их можно сделать из ремней, веревок, цепей или профильных труб. Жесткие подвесы устанавливают на пружинах, придающих соединению с основанием больше мягкости и подвижности. Существует четыре пособа крепления к верхней горизонтальной балке.
Способы крепления подвесов
- Узлы — применяются для веревок. Такое решение подойдет в случае, если сиденье обладает небольшой массой. Чтобы веревка не перемещалась по горизонтальному основанию, ее вдевают в петли либо устанавливают ограничители. Как правило, это тонкие прутья, приваренные по краям узла; приклеенные куски материала; углубления; отверстия или обмотка.
- Приваренные петли, изготовленные из согнутых арматурных стержней. В них вставляют звенья цепи, пристегивают карабин и продевают веревку.
- Рым-гайки — они представляют собой кольцо, накручивающееся на болт. Перед их монтажом в балке нужно просверлить два отверстия подходящего размера. В них вставляются винты головкой вверх и затягивается рым-гайка.
- Вращающиеся держатели — чтобы собрать качели на подшипниках своими руками из металла, нужно правильно подобрать детали. Они должны выдерживать расчетную нагрузку. Такое решение применяется для жестких подвесов, изготовленных из профильной трубы. Круглые подшипники помещают в держатели — петли из стальных полос, приваренные к основанию. Они имеют полукруглую форму. В подшипники вставляют стержень с подвесами и фиксируют его боковыми заглушками. Существуют специальные держатели, состоящие из горизонтальной планки с винтами и закрепленном на ней подшипнике с петлей.

Снизу сиденье фиксируется на сварные петли, рым-гайки, ремни и веревочные узлы. Цепи лучше поместить внутрь мягкой оболочки для рук, иначе цепь поранит ладонь. Проще всего обмотать их тканным шнуром или обшить брезентом.

Выбор правильного материала
Для каркаса
Как правило, используют уголки или профильные трубы из углеродистой стали. Уголки проще монтировать, однако, у них есть серьезный недостаток — острые края и грани. Если сиденье не приспособлено для сильного раскачивания, а удариться о стойку ему не позволяют жесткие подвесы, края не представляют опасности.
Профильные трубы прочнее. Внутри у них установлены ребра жесткости. Каркас укрепляет внешние стенки и повышает прочность на изгиб. Чтобы согнуть изделие, понадобится трубогибочный станок. Такое оборудование обычно стоит в заводских цехах и ремонтных мастерских.
Производятся изделия с прямоугольными, ромбовидными и закругленными стенками. Лучше использовать детали с круглым либо овальным сечением. Края в местах соединения можно сплющить на станке. Проще монтировать стойки с двумя противоположными прямыми стенками. Две другие стенки у них имеют форму полукруга. Сборные элементы соединяют, прикладывая прямыми сторонами — так они плотнее прилегают друг к другу.

Масса профильной трубы зависит от ее сечения и толщины материала. Существует несколько типоразмеров, применяющихся для создания несущих элементов.
Типоразмеры профильных труб
- Квадратное сечение 20х20 см с толщиной внешней стороны 1 мм — масса 1 метра изделия составляет 0,6 кг.
- 30х30 см — вес 0,9 кг.
- 40х40 см, толщина 2 мм — вес 1 метра составляет 2,3 кг.
Чтобы изготовить детские самодельные качели для дачи из металла, лучше обмотать стенки или обшить их мягким материалом. В этом случае квадратные и прямоугольные опоры не будут представлять опасность.
Для сиденья
Сиденье делают из круглых, полукруглых и овальных труб. Их проще согнуть. Гладкие края не вызывают неприятных ощущений при контакте.
Углеродистая сталь при воздействии влаги быстро ржавеет. Для защиты от коррозии используют цинковое покрытие. Оцинковка проводится только в производственных условиях.
Выбор места для установки качелей на участке
Для переносных и стационарных моделей желательно выбрать ровную площадку. Если поставить опоры неровно, шатающаяся переносная рама погнется или опрокинется. Одну из сторон фундамента придется заглублять слишком сильно, что приведет к перерасходу материала. Если не удается найти сухой участок, грунт засыпают щебнем или укладывают плитку.
Подвесной диван для отдыха лучше расположить в тихом месте, где нет раздражающего шума. Детскую качель лучше разместить под окнами возле дома — при падении ребенка придется срочно принимать меры. Площадка для детских игр должна находиться на виду. Ее необходимо разбить подальше от проезжей части и огородить от нее забором. Не следует устраивать пространство для игр возле гаража или мастерской.
Опоры монтируют на безопасном расстоянии от стены, чтобы исключить возможность удара. Важно расположить конструкцию так, чтобы взгляд не упирался в преграду — стену или забор.
Стойки нельзя монтировать под трубопроводом и линией электропередач. При обрыве провода они окажутся под напряжением.
Как сварить качели своими руками из металла
Такой способ соединения более надежен, чем винтовой. Он имеет только два недостатка. Несущие элементы невозможно разобрать, чтобы перенести их в другое место. И для монтажа понадобится специальное оборудование и особые навыки работы. Впрочем, после хорошего мастер-класса с задачей справится даже новичок.
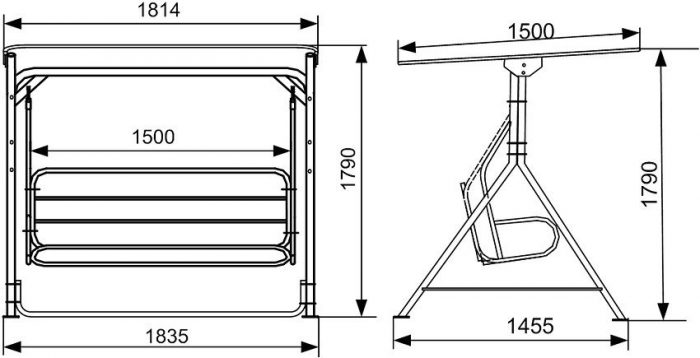
Рассмотрим в качестве примера схему сборки двухместной подвесной скамейки, установленной на стационарные стойки. Длина наклонных опор боковых стоек — 2,5 м, общая ширина — 2,1 м.
Технология изготовления керамической плитки
Керамическая плитка — это отделочный материал, представляющий собой керамическое изделие состоящие из каолиновой глины, кварцевого песка и полевого шпата с добавлением различных минералов, и обожжённое в печи при высоких температурах. Керамическую плитку традиционно разделяют на настенную и напольную.
Напольное керамическое покрытие отличается от настенной большей износостойкости и меньшей степенью влагопоглощения.
Наиболее универсальным материалом является керамогранит. Производственные технологии, которые применяются при изготовлении керамогранита, позволяют его сделать максимально прочной и плотной структурой, что и делает его универсальным материалом для облицовки как внутренних так наружных плоскостей.
Технология изготовления керамических изделий такова:
-
1. Отбор сырья 2. Смешивание материалов 3. Формовка 4. Сушка 5. Нанесение глазури 6. Обжиг 7. Сортировка

Рассмотрим подробнее, каждый этап.
Отбор сырья
Процесс изготовления начинается со складирования сырья, которое бывает трёх видов: глинистые, неглинистые и инертные материалы.
Глинистое сырьё составляют каолиновые глины, придающие сырьевой основе связывающие свойства и пластичность, что впоследствии, после прессования, позволяет плитке сохранять свою форму.
 Неглинистые материалы – полевые шпаты – уменьшают пористость обожженных изделий, облегчая процесс спекания и придавая материалу прочность, компактность и стойкость. Инертные материалы – это кварцевые пески; они образуют “остов“ плитки. К сырьевым материалам относятся также пигменты, которые являются оксидами или смесями оксидов металла. Используются для получения цвета, требуемого производством.
Неглинистые материалы – полевые шпаты – уменьшают пористость обожженных изделий, облегчая процесс спекания и придавая материалу прочность, компактность и стойкость. Инертные материалы – это кварцевые пески; они образуют “остов“ плитки. К сырьевым материалам относятся также пигменты, которые являются оксидами или смесями оксидов металла. Используются для получения цвета, требуемого производством.
Смешивание материалов
Сырьевые материалы, строго дозированные на весовых конвейерах, перемешиваются по заданной рецептуре, в результате чего получается основная сырьевая смесь. Эта смесь подвергается последующей обработке, призванной обеспечить абсолютную однородность массы по размеру и по влажности частиц материалов. Достижение гранулометрической однородности, происходит в результате мокрого помолам материалов в мельницах. Результат – водная суспензия, частицы которой обладают достаточно мелкой и однородной величиной. Эта суспензия называется шликером.
Полученный шликер поступает в огромные подземные бассейны, где, во избежание отстаивания (т.е. оседания составных частей), непрерывно перемешивается.
Затем сырьевая смесь окрашивается, и получаются те тона, которые впоследствии составят смесь пресспоршка. Окрашивание осуществляется путём добавления в шликер приготовленных ранее красителей, система дозирования которых полностью компьютеризована.
Формовка
Далее производится формовка методом прессования или экструзии.
Метод экструдирования. Технология заключается в проведении тестообразной массы с содержанием влаги от 15% до 20% через клинкер – агрегат, который придает массе форму, выводя ее в виде ленты. После высыхания эту ленту разрезают на элементы необходимых размеров. Такая плитка имеет шероховатую поверхность, которая улучшает сцепление с клеящим материалом, и тем самым повышает прочность плитки. Именно благодаря тому, что вязкая масса выдавливается из аппарата и обрезается, есть возможность производить изделия разной формы.
Прессование. Порошковую смесь с содержанием влаги около 6% выкладывают в специальные пресс-формы, а затем уплотняют посредством высокого давления (550кг/см2) – прессуют. Постепенно плитка набирает необходимую твёрдость по всему своему объёму. Пористость плитки, произведенной методом прессования, значительно меньше, чем у экструдированной.
Сушка
На этом этапе формованная плитка пока ещё не готова к обжигу, так как её остаточная степень влажности слишком высока. Если подвергнуть сырец обжигу, минуя стадию сушки, то он растрескается. Поэтому плитка перемещается в сушилку. Функция сушилки – довести степень влажности плитки до значения, близкого к нулю. Условия сушки играют важнейшую роль в обеспечении целостности и прочности будущего изделия. На заключительных стадиях сушки и в процессе обжига происходит усадка плитки, то есть пропорциональное уменьшение ее линейных размеров. Этим и объясняется необходимость в калибровке готовых изделий. Далее, сохраняя температуру 80-100°C, плитка возвращается на линию для последующей обработки.
Нанесение глазури
Глазурь (эмаль) – стекловидное покрытие, которое наносится на лицевую сторону плитки и закрепляется в процессе обжига. Глазуровка выполняется с целью декорирования и укрепления изделия. В состав глазури могут входить различные материалы и соединения (песок, окислы, фритты, красящие пигменты и прочее). Она может быть глянцевой и матовой, цветной и одноцветной. Цвет глазури достигается за счет добавления солей и оксидов металлов, например, кобальт дает синий цвет, хром – зеленый, железо – красный.
У глазурованной плитки верхний тонкий слой имеет стекловидную структуру, то есть поверхность плитки отличается от ее основания и обеспечивает зрительный эффект (цвет, глянец, орнамент и т.д.), а также ряд свойств, таких как водонепроницаемость, твердость и т.д., которые не может обеспечить основание плитки. Таким образом, в составе глазурованной плитки имеется два слоя с различной структурой: глазурь на поверхности и основание, расположенное ниже (бисквит).
Существует несколько способов нанесения глазурей на поверхность керамической плитки. Глазурь может наносится в виде распыленной суспензии, пасты или гранул. Нанесение может производиться до или после обжига.
Глазурь позволяет не только получать гладкоокрашенную плитку (моноколор), но и добиваться различных эффектов:
-
поверхность с глянцевой или матовой фактурой рельефный рисунок люстрирование (создание блестящего металлического узора на глазури)
Для придания плитке более эстетичного вида в процессе глазурирования могут наносится различные декоративные рисунки
Основные методы нанесения рисунка:
Сериография (шелкография) -Рисунок наносится на плитку путем продавливания мастик через сетки-трафареты.
Ротоколор (Барабанный метод) – Технология позволяет выпускать плитку с неповторяющимся рисунком, имитирующим природный камень, дерево, текстиль. Эффект натуральности достигается путем переноса на плитку рисунка гравировки силиконового покрытия специального барабана.
Цифровая печать – Технология такая же, как и фотопечать на принтере. Она дала возможность производить плитку с неповторяющимся рисунком, что очень важно для производства плитки «под мрамор» или «под дерево». Рисунок без повтора делает плитку почти неотличимой от натурального.
Обжиг
Для каждого типа плитки разрабатывается индивидуальный температурный режим. Отличается и максимальная температура обжига для разных материалов. У плитки двойного обжига – около 950°С, у однократного обжига – до 1180°С, у керамогранита – до 1250°С.
Однократный обжиг (monocottura), когда глазурь и основание обжигаются вместе – используется, как правило, для производства напольной глазурованной плитки. Высокая температура обжига позволяет получить хорошо спеченный прочный бисквит, и обеспечивает значительную устойчивость глазури к истиранию. При данном способе производства невозможно получить изделия ярких, насыщенных цветов, поскольку при высоких температурах красящие пигменты выгорают и тускнеют. Замечено, что менее яркие глазурованные плитки более устойчивы к истиранию поверхности.
Двойной обжиг (bicottura) используется для производства настенной глазурованной плитки. Он состоит из двух этапов. На первом – обжигается только основание плитки. Обжиг производится при достаточно невысоких температурах. В результате получается высокопористый (более 10%) черепок, не подвергнувшийся усадке и не требующий в дальнейшем сортировки плитки по размерам (калибровки). Далее на основание наносится глазурь и происходит вторичный обжиг, характеризующийся еще более низкой температурой (700-900 градусов). Общий смысл поэтапного обжига – обеспечение необходимых прочностных характеристик бисквита (необходимы высокие температуры), и сохранение цвета желаемой яркости и насыщенности (при низких температурах красящие пигменты практически не выгорают).
Декор производится при помощи 3-его обжига. Сперва на уже готовую плитку наносят необходимый рисунок. После изделие обжигается при еще более низкой температуре (до 700 градусов). При этом порошок глазури расплавляется, образуя рельефный рисунок. Затем, если декоры производятся на фоновой плитке, осуществляется их нарезка. Поскольку процесс производства декоративных элементов наиболее длительный и сложный, декоры имеют большую стоимость по сравнению с фоновой плиткой.
Керамогранит. Обжиг плиток производится в несколько стадий, каждой из которых соответствует определённая зона печи.
Первая стадия, предварительный обжиг, имеет место во входной секции, в которой нет горелок, и которая нагревается до 400°C газами, подаваемыми вентилятором из зон обжига. Цель данной секции – полностью обезводить сырой материал во избежание образования впоследствии трещин или разрывов. Следует зона предварительного нагрева, где, при температуре 900°C, испаряется вода от кристаллизации материалов, содержащихся в глинах, сгорают органические вещества и разлагаются карбонаты.
После этого плитка попадает в зону обжига как такового, где температура достигает 1250°C. Здесь объем плиток сокращается на 6%, и завершается процесс спекания. Тут изделия приобретают свои характеристики огромной прочности и стойкости; их уровень водопоглощения составляет менее 0,05%, что делает весь керамический гранит абсолютно морозостойким. Следующая зона – зона охлаждения, в которой удерживается низкий температурный градиент, чтобы предотвратить раскалывание изделий.
После выхода из печи плитки укладываются на специальные стальные рамы (называемые также контейнерами для хранения обожжённых изделий), которые в зависимости от формата могут содержать более 200 кв. метров плитки. Отсюда “полотна” плитки переносятся на линии ректификации и полирования.
Ректификация- это механический метод обработки краев изделия, что позволяет получить плитку одного калибра с абсолютно ровными краями, и возможностью укладки с минимальным швом в 1 мм.
Результатом полирования являются поверхности, характеризуемые особым зеркальным блеском.
Сортировка
На этом этапе решаются две основные задачи.
Первая – сгруппировать изделия по калибру, т.е. по размерам граней, и по тону, т.е. по цветовым признакам поверхности.
Определение калибра каждой плитки – автоматизированный процесс.
Отбор изделий по тону выполняется либо квалифицированным персоналом, либо автоматически.
Вторая задача при сортировке – обнаружение и классификация дефектных плиток.
В этом случае продукция первого сорта отделяется от продукции других сортов, отмеченной некоторыми недостатками.
Отсортированные плитки укладываются в коробки (при этом они сгруппированы по сорту, по тону и по калибру).
Упакованные в коробки плитки размещаются на складе готовой продукции, откуда и попадают к потребителям.
Производство керамической плитки: от А до Я. Урок №1 программы обучения Casa de Lux

Керамическая плитка – это тот облицовочный материал, который присутствует в каждом доме. Приходя в салоны, мы оцениваем цвета, дизайн, размеры, формы, даже не задумываясь о том, а как собственно, производится плитка, которую мы сейчас держим в руках. А ведь это очень интересный процесс, и поверьте, у современного производства керамической плитки есть свои секреты.
Состав керамической плитки
Сырье для производства керамической плитки – это смеси различных материалов, за счет использования которых обеспечиваются технические, эстетические и эксплуатационные характеристики изделия:
- глинистые материалы обеспечивают пластичность влажной массы, необходимую для формовки заготовок плитки;
- кварцевое сырье – кварцевый песок, образующий «скелет» керамической плитки, выполняет структурную функцию, необходимую для контроля и ограничения изменения размеров плитки, неизбежно происходящих при сушке и обжиге;
- материалы, содержащие полевые шпаты (алюмосиликаты натрия, калия, кальция и др.) или же карбонаты (в частности, кальция). За счет этих материалов при обжиге достигается требуемая вязкость, которая обеспечивает стекловидную и плотную структуру готового изделия.

Процесс производства керамической плитки
1. Добыча глины
Производственный процесс начинается в карьерах, где добывается исходное сырье. Сорта глины должны иметь строго определенный химический состав, так как он во многом определяет свойства материала и его поведение при прессовании и обжиге. Именно поэтому ведущие производители осуществляют жесткий контроль данного этапа. Качество сырья контролируется как при заборе, так и при завозе на фабрику. Поступив на фабрику, глина складируется в специальные контейнеры: для каждого сорта глины предназначен отдельный контейнер.

На заметку: Производители используют разные сорта глины. Большая часть испанских фабрик «работает» с красной глиной, поскольку в Испании богатые залежи данного сырья. Но наиболее качественной является белая глина, она обеспечивает лучшие характеристики и высокий уровень устойчивости изделия.
Например, фабрика Aparici работает преимущественно с белой глиной и привозят её из Австралии.
Среди фабрик, использующих в производственном процессе исключительно сорта белой глины, – Porcelanosa и Venis. Для Porcelanosa глина добывается в Англии, Украине, Бельгии, Турции и Голландии.
2. Приготовление смеси
На втором этапе глина, в строго рассчитанных пропорциях, смешивается с другими компонентами. Разные виды смеси используются для производства определенных цветов, форматов и моделей плитки.
Полученная смесь поступает на участок предварительного перемалывания и проходит операции:
- измельчения
- смешивания
- увлажнения
Для изготовления тела плитки, которое также называют «бисквит», сырьевые материалы тщательно измельчаются и перемешиваются для получения совершенно однородной массы.

На сегодня существует три типа технологий приготовления керамической массы. Выбор той или иной технологии зависит от свойств исходного сырья и вида изготовляемой продукции.
- Полусухой способ, т.е. прессование из порошкообразной массы. Для этого глину сначала дробят и подсушивают, после чего измельчают и подают на формование.
- Пластический способ – из тестообразной массы с помощью тепловой обработки. Сначала глину дробят под давлением, затем она поступает в глиносмеситель, где перемешивается с добавками до получения однородной пластичной массы.
- Мокрый способ. Исходные материалы измельчают и смешивают с большим количеством воды (до 60%) до получения однородной массы. После чего уже жидкая смесь поступает в специальные резервуары.
3) Формовка изделия
Полученная однородная масса проходит следующий этап производственного процесса – формовку изделия.
Существуют два метода формовки – прессование и экструзия.
Прессование позволяет получить только плоскую плитку определенных размеров; экструзия же обеспечивает производство материала различной формы, в том числе выпуклой или вогнутой.

Формовка изделия с помощью прессования: порошкообразная масса сдавливается прессом в двух направлениях. Под высоким давлением частицы перемещаются и частично деформируются, за счет чего даже необожженная плитка уже обладает соответствующей плотностью и прочностью.
Формовка изделия с помощью экструзии: клинкерная плитка изготавливается из тестообразной массы, которая продавливается через специальное отверстие экструдера, имеющее форму будущего профиля. В производственном процессе есть «жидкая фаза»: вязкая масса под давлением выдавливается из определенной формы и обрезается. Именно за счет этого момента (которого нет при формовке с помощью прессования) метод экструзии обеспечивает производство материала разных форм.
Такая плитка может быть гораздо толще прессованной, может быть выпуклой или вогнутой, что дает возможность выпускать специальные клинкерные элементы – угловые, внешние, внутренние.
Материал, полученный на этом этапе еще очень мягкий, его легко разломать руками.

4) Сушка изделия
Это – обязательный процесс для производства керамической плитки, так как если материал с высоким уровнем влаги сразу после формовки отправить на обжиг, то изделие растрескается.
За счет сушки из изделия удаляется тот процент воды, который был необходим для его формовки. От сушки зависит целостность плитки (отсутствие деформаций, трещин и прочих дефектов), поэтому данный процесс очень жестко контролируется.
Сушка может осуществляться разными методами, но в современном производстве чаще всего используются установки с сушкой горячим воздухом. Они обеспечивают выход влаги на поверхность изделия, ее дальнейшее испарение и удаление. Процесс сушки длится несколько десятков минут. Скорость процесса достигается за счет хорошего теплообмена, эффективной вентиляции и относительно высокой температуры воздуха в ходе осушения материала.
В процессе сушки и окончательного высокотемпературного обжига происходит «усадка» изделия, т.е. пропорциональное уменьшение в линейных размерах. При этом невозможно предусмотреть с точностью до миллиметра фактическое уменьшение размеров, оно зависит от многих факторов. Именно этим объясняется наличие калибров, т.е. обозначений фактического размера керамической плитки. Определение и присвоение калибров готовому изделию происходит на этапе сортировки.
На заметку: многие коллекции Porcelanosa не проходят сушку в традиционном понимании. Материал сушится естественным образом, доходя до нужного состояния. Конечно, это требует специальных условий и времени, но такой материал считается более натуральным, более качественным.
5) Нанесение глазури (эмали)
Керамическая плитка – всегда глазурованная. Керамогранит может быть глазурованным и неглазурованным. У глазурованной плитки и глазурованного керамогранита верхний сравнительно тонкий слой имеет стекловидную структуру. То есть поверхность плитки отличается от ее основания и обеспечивает зрительный эффект (цвет, глянец, орнамент и т.д.), а также ряд свойств, таких как водонепроницаемость, твердость и т.д., которые не может обеспечить основание плитки. Таким образом, в составе глазурованной плитки имеется два слоя с различной структурой: глазурь на поверхности и основание, расположенное ниже. Неглазурованный керамогранит, наоборот, имеет однородную структуру по всей толщине.

Что представляет собой глазурь в керамике? Глазурь (от немецкого Glas – стекло) – это стекловидное защитно- декоративное покрытие на керамических изделиях, закрепляемое обжигом. Это покрытие может быть прозрачным или непрозрачным, бесцветным или окрашенным, матовым или глянцевым.
По составу глазурь – это смесь различных минералов и соединений, таких как красящие пигменты, фритты, различные оксилы, песок. Цвет глазури дают различные соли и оксиды металлов. Например, хром даст зеленый цвет, железо- красный, кобальт – синий.
Подготовленная смесь наносится на поверхность изделия и расплавляется на ней в процессе обжига.

Существует три основных сособа нанесения глазури на поверхность керамической плитки: с помощью “барабана”, “купола” и цифровой печати.
Нанесение глазури на плитку может производиться до обжига, в процессе обжига или после обжига.
Глазурь может наноситься в виде пастообразной массы, гранул, в виде распыленной суспензии. Процесс нанесения глазури осуществляется с помощью машины, которая представляет собой круглый барабан с длиной окружности в несколько раз больше длины плитки. Барабан, прокатываясь по плитке, наносит жидкую эмаль на поверхность изделия, а так как длина его окружности в несколько раз превышает длину плитки, то за один оборот обрабатывается 3-4 изделия.
Процесс глазурования может совмещаться с процессом нанесения рисунка. Чаще всего для этого используется осевое смещение барабана, что позволяет производить большое количество плитки с неповторяющимся рисунком. Но дизайн и цвет сохраняется для всей коллекции.
Другой способ нанесения глазури производится с помощью машины в виде «купола». При этом машина не касается поверхности плитки, она «поливает» сверху поверхность изделия подготовленной смесью.
Метод цифровой печати дает ряд преимуществ по сравнению с двумя другими способами нанесения изображения:
- обеспечивает очень высокое качество печати;
- дает возможность декорирования рельефных поверхностей;
- обеспечивает воспроизведение природных и других фактур в фотографическом качестве;
- позволяет быстро создавать новые дизайны;

На заметку: В настоящее время производители керамической плитки либо покупают уже готовую глазурь (собственно смесь, которая будет нанесена на плитку), либо разрабатывают ее сами. Например, фабрика Peronda представила новую коллекцию с эксклюзивным покрытием, напоминающим кристаллин. Это – разработка самой фабрики и в настоящее время такой глазури у других производителей нет.
Среди известных производителей разных видов глазури для керамической промышленности можно отметить компанию Torrecid. Актуальное направление Torrecid – производство глазури для цифровых технологий.
6) Обжиг
За счет обжига керамическая плитка приобретает механические характеристики, необходимые для ее последующей эксплуатации. При высоких температурах в плитке (а если плитка глазурованная, то и в глазури) происходит ряд химических реакций и физических изменений. При обжиге глина превращается в камневидную массу.

Обжиг происходит в печах непрерывного действия, которые представляют собой туннели, по которым плитка перемещается на специальных транспортерах. В процессе обжига плитка подвергается предварительному нагреву, за счет чего испаряются последние остатки влаги, и далее изделия обжигаются при температуре от 900 до 1250°C и выше. Выбор температуры будет зависеть от типа изделия. Для каждого типа плитки разрабатывается индивидуальный температурный режим.
Температура в печи поднимается постепенно: плитка нагревается от меньшей температуры к большей. Иначе изделие сразу бы треснуло.
Для разных материалов есть своя максимальная температура обжига. Так, для плитки двойного обжига – около 950°C, для однократного обжига – до 1180°C, для керамогранита – до 1300°C. После пребывания на участке обжига плитка перемещается по туннелю, последовательно охлаждаясь до температуры, необходимой для её безопасной выгрузки из печи. После охлаждения плитка приобретает структуру с высокой механической прочностью.
На заметку: Прохождение плитки через печь на производстве Porcelanosa занимает около 55 минут (от начала до конца печи). Каждый сектор печи подключен к своему компьютеру, у каждого сектора своя температура, например, к середине печи – около 1200°C.
7) Сортировка
До того, как плитка поступит на участок упаковки и далее на склад, она проходит этап сортировки. Здесь выполняются следующие задачи:
- отбраковка изделий с дефектом;
- плитка первого сорта отделяется от плиток более низких сортов;
- плитка каждого сорта группируется в торговые партии, исходя из тональности (цвета) и калибра (фактических размеров);
После выхода из печи плитка поступает на участок дефектоскопического контроля и калибровки, далее идет на визуальный контроль тональности.

На участке дефектоскопического контроля каждая плитка проходит по специальным «рельсам», по центру изделия прокатывается ролик, который оказывает на плитку определенное давление. В случаях, когда у изделия есть дефект, оно ломается и автоматически не попадает на дальнейшие испытания.
На участке визуального контроля тональности проверяются дефекты эмалевой поверхности, соответственно, в случае их наличия, плитка отбраковывается. И на этом же этапе определяется тональность плитки.
Далее происходит сортировка плитки по партиям, упаковка и маркировка. Готовая продукция отправляется на склад.

На заметку: Раньше визуальный контроль тональности выполняли люди. Сегодня производство многих фабрик автоматизировано до такой степени, что эту работу выполняют машины, а их контролирует, допустим, один человек. Например, на фабрике Aparici цвета сравнивает специальная машина, за качеством работы которой наблюдает сотрудник фабрики. В принципе, такие машины достаточно точные, поэтому контроль над их работой необязателен, но рекомендован.
Производство керамической плитки
Несмотря на то, что производство керамической плитки осуществляют сотни предприятий по всему миру, его организация считается делом перспективным, удачным вложением капитала.
 Поточная линия производства керамической плитки
Поточная линия производства керамической плитки
Эти утверждения основываются на следующих факторах:
- Строительная индустрия потребляет все больше материалов, среди которых керамические изделия занимают видное место, спрос на них растет.
- Производство керамической плитки – хорошо отработанная технологическая операция, она не требует больших ассигнований на исследовательские работы. Методика производства работ подробно описана и проверена многолетней практикой.
- Основной исходный материал – глина дешев и широко распространен, часто его добыча производится неподалеку от производства, плечо подвоза небольшое, что снижает себестоимость.
- Многообразие оборудования для производства различной производительности и цены позволяет выбирать объемы и конкретное направление деятельности.
В ближайшее время вряд ли будет найдена альтернатива керамике. Предприятие по производству керамической плитки может не беспокоиться о перспективах, его продукция будет пользоваться постоянным, устойчивым спросом на рынке стройматериалов.
 Кроме автоматики на предприятии работают и люди. Так ОКТ плитки, которое вы видите на картинке, частично выполняет человек
Кроме автоматики на предприятии работают и люди. Так ОКТ плитки, которое вы видите на картинке, частично выполняет человек
Технология
Рассматривая такое изделие, как керамическая плитка, технология производства которой приводится ниже.
Нужно вспомнить — алгоритм работы всех предприятий, производящих строительные изделия примерно одинаков:
- Сортировка и хранение исходного сырья
- Смешивание ингредиентов в первичную массу
- Формовка
- Механические, тепловые и другие физические воздействия на исходный материал
- Контроль качества и складирование.
Технология производства керамической плитки — это ряд мероприятий, последовательно приводящих, к созданию готового продукта.
 На открытых участках видно только разъезжающую плитку от формовки до упаковки
На открытых участках видно только разъезжающую плитку от формовки до упаковки
Один из секретов получения качественной плитки состоит в тщательном предварительном отборе и соблюдении пропорций в смешивании главных компонентов: глины, песка, полевого шпата. Все составляющие должны быть чистыми, без примесей. Карьерная глина непригодна для производства, ее нужно сначала подготовить к дальнейшему использованию. Сырье для производства керамической плитки подвергается измельчению в дробильно-размольных машинах, методом магнитной сепарации удаляются окислы железа.
 В этих печах плитка получает свою твердость
В этих печах плитка получает свою твердость
Лидеры отрасли знают, что качественное изготовление плитки керамической во многом зависит от химического состава глины. Сырье, взятое из разных месторождений, каждый раз требует коррекции температурных режимов, что часто приводит к изменению тона плиток одной серии. Поэтому они предпочитают иметь дело с постоянными поставщиками, привозящими сырье из проверенных карьеров.
Дробление и перемешивание преследуют главную цель – создание максимально однородной массы. В зависимости от способа формования в нее может добавляться вода.
 На этой фотографии вы видите плитку заезжающую на сушку. Через пару минут все полки будут заполнены и робот перевезет плитку.
На этой фотографии вы видите плитку заезжающую на сушку. Через пару минут все полки будут заполнены и робот перевезет плитку.
Формирование геометрических размеров будущих изделий происходит одним из трех способов:
- Экструдером. Механизм вытягивает тестообразную массу в широкую ленту установленной толщины, здесь же она нарезается на фрагменты.
- Прессом. Гидравлическое устройство со специальным штампом сдавливает приготовленную смесь с двух сторон усилием равным 300–500 кг/см 2 .
- Литьем. Разбавленная до полужидкого состояния масса заливается в заранее приготовленные формы.
Следует отметить, что два первых способа получили большее распространение.
Если сразу после формовки сырую плитку подвергнуть обжигу, то содержащаяся в ней лишняя вода разорвет материал. Для того чтобы подготовить полуфабрикат к дальнейшим операциям, его подвергают предварительной сушке. После ее проведения содержание влаги в глине должно составлять 0.1–0.3%. Время, отведенное для подсушивания в скоростных сушилках, зависит от плотности и толщины заготовок. Так, производство керамических плиток для полов предусматривает сушку полуфабриката в течение 30–60 минут.
 А так выглядит перевозка роботом плитки для окончательной упаковки
А так выглядит перевозка роботом плитки для окончательной упаковки
Основная термическая обработка материала производится в специальных печах. Технология изготовления керамической плитки предусматривает два варианта обжига. Керамический гранит, основная масса напольной и настенной декоративной плитки делаются в технике однократного обжига. По этой методике на полуфабрикат вначале наносится глазурь, а затем он отправляется в печь, где при температуре в 900–1400 0 C происходит спекание минеральных компонентов, получается монолитная прочная структура. Производство кафеля двойного обжига подразумевает сначала обжиг глиняного черепка, затем нанесение на него глазури и потом повторный обжиг с более низкой температурой, достаточной для расплавления глазури, но не влияющей на структуру основы.
 Марка производителя технологический линии красуется на самом видном месте.
Марка производителя технологический линии красуется на самом видном месте.
В ряде случаев технология производства керамической плитки двойного обжига включает процесс ангобирования, то есть нанесения на поверхность после первого обжига тонкого слоя смеси из качественной глины, стекольного боя и минералов. Это подглазурное покрытие улучшает качество поверхности после второго обжига.
Производство напольной керамической плитки имеет свои особенности. Они заключаются в создании дополнительных условий, способствующих полному спеканию массы. С этой целью в шихту добавляются плавни (пегматиты, натриевые и кальциевые шпаты). Результат – улучшение прочности на изгиб и повышенное сопротивление абразивному воздействию. Для того чтобы ускорить процесс обжига используются присадки (тальк, магнезит и доломит).Остывшая готовая плитка проходит контроль качества и сортировку по сериям.
 Остановка бывает только в трех случаях: сушка, подготовка к упаковке, поломка линии
Остановка бывает только в трех случаях: сушка, подготовка к упаковке, поломка линии
Технологическая схема производства керамической плитки
Представленное на видео производство керамической плитки наглядно иллюстрирует весь процесс.
Оборудование
Оборудование для производства керамической плитки широко представлено на рынке, оно постоянно совершенствуется. Выбор велик, можно приобрести отдельные агрегаты для небольших фабрик или мощные высокопроизводительные механизмы для массового производства, все зависит от целевого назначения.

Эта машина делает рисунок на плитке  Вот что происходит внутри. Именно так наносится рисунок. Очень похоже на печать. Правда чернила у такого принтера особенные
Вот что происходит внутри. Именно так наносится рисунок. Очень похоже на печать. Правда чернила у такого принтера особенные
Примерный перечень составлен с учетом, выполняемых оборудованием, задач:
- Подготовка и смешивание компонентов в первичную массу. Шаровые мельницы, различные дробилки, распределительные башенные сушилки, специальные миксеры. В интернете часто упоминаются бетономешалки. Если маленькое кустарное производство – почему бы и нет;
- Формование. Пресса, экструдеры, заливные формы;
- Предварительная сушка. Однорядные скоростные сушки на сетчатых или роликовых конвейерах.
- Глазурование. Аэрографы, автоматы фильерные и конусные, распылители дисковые, автоматы шелкографии, дозаторы трубчатые и ковшовые;
- Обжиг. Газовые или электрические туннельные печи с транспортером и программным регулированием температуры.
Если отдельные механизмы установлены в соответствии с технологическими требованиями, объединены автоматическим транспортом и общей системой управления, то образуется линия по производству керамической плитки.
 Это мельница. Самая настоящая, только для производства сырья плитки
Это мельница. Самая настоящая, только для производства сырья плитки
Это оптимальная производственная конфигурация. Достижения в области информатики позволяют компьютеризировать весь процесс, свести участие человека к минимуму. Ведущие производители керамики используют именно такие линии. К примеру, керамическая плитка производства разных развитых стран практически целиком делается на таком оборудовании.
Декорирование плитки
Технология изготовления керамической плитки переживает в последние годы второе рождение в связи с появлением новых методик нанесения рисунков или красочных слоев на ее поверхность. Причем важно, что это не переводные картинки, смываемые водой, а составная часть самой структуры изделия.
К традиционным методам окрашивания – пигментации шихты, введению в состав глазури минеральных присадок, добавился новый способ – фотопечать. Технология печати на керамической плитке предусматривает методы: сублимации; использование чернил, вступающих во взаимодействие с керамикой при ультрафиолетовом облучении; способ «горячей деколи»; перенесения на плитку специальных чернил принтерами.
 На таких линиях плитку и полируется и преполируется
На таких линиях плитку и полируется и преполируется
Сегодня производство керамической плитки во много ориентируется на индивидуальные заказы. Вышеперечисленные способы помогают воплотить в керамике любой художественный замысел клиента.
Можно ли сделать керамическую плитку самому? Разумеется. Производство керамической плитки имеет в основе тысячелетнюю практику. Люди делали керамику задолго до появления гидравлических прессов и прочих современных механизмов. Простейшие механизмы, помогающие приготовить и перемешать массу, нанести глазурь и произвести обжиг — вполне доступны. Для того чтобы керамическая плитка своими руками, изготовление которой задумано, получилась сносного вида, необходимо позаботиться, прежде всего, о качестве глины. Поскольку, в ручном производстве использование пресса не предусмотрено, все зависит от мелкозернистой однородной структуры приготовленной массы. С порядком глазуровки и обжига можно ознакомиться, отправив запрос «производство керамической плитки видео». Следует только помнить, что оборудование для изготовления керамической плитки потребует достаточно места для размещения, агрегаты для смешивания создают много шума, а печи опасны в пожарном отношении. Техника безопасности должна соблюдаться неукоснительно.
 В этих печах температура плавления достигает 1200 градусов по Цельсию
В этих печах температура плавления достигает 1200 градусов по Цельсию
Если методика хорошо изучена и соблюдаются все технические требования, то вполне возможно наладить собственное небольшое производство. Фото плитки керамической, сделанной самостоятельно, демонстрирует, что упорство и правильный подход к делу обязательно приводят к успеху.





