Сварка аргоном своими руками. Как быстрее освоить процесс?

Хотите самостоятельно освоить ручную аргонодуговую сварку? С чего начать? Какое оборудование понадобится? В чем тонкости работы с разными материалами? Конечно, можно обратиться за советом к мастеру. Но прежде – прочитайте нашу статью. Имея представление о методе в целом, вы будете разговаривать с опытными сварщиками на одном языке.
Содержание:
- 1. Аргонодуговая сварка. Что это?
- 2. Что понадобится для работы?
- 3. Описание сварочного процесса
- 4. Тонкости сваривания различных металлов
Не зря аргонодуговую сварку называют гибридом электродуговой и газовой сварки. Чтобы успешно освоить процесс, желательно иметь хотя бы небольшой опыт сварочных работ. Так вы сможете более уверенно вести горелку, правильно направлять инструмент на металл, соблюдать нужное расстояние от заготовки. Но об этом позже. Сначала разберемся в особенностях метода.
Аргонодуговая сварка. Что это?
Принцип: электродуга является источником нагрева, именно за счет нее происходит расплавление металла, а аргон выступает в роли инертного газа – он тяжелее воздуха, поэтому мгновенно вытесняет кислород из зоны образования сварного шва. Поэтому в месте соединения не будет кислорода и находящихся в окружающем воздухе примесей, что обеспечивает высокую чистоту процесса. Отсекание кислорода способствует получению прочного, однородного шва.
Существует несколько методов: ручная сварка с неплавящимся электродом, автоматическая сварка с неплавящимся электродом и автоматическая сварка с плавящимся электродом. Мы поговорим о ручной аргонодуговой сварке неплавящимся электродом, которую еще называют TIG-сваркой. Именно она широко применяется и в профессиональной сфере, и любителями. У данного метода есть свои сильные и слабые стороны.
Начнем с преимуществ:
- можно сваривать металлы, которые при нагреве боятся контакта с кислородом; например, легированные стали и цветные металлы окисляются, а алюминий может воспламеняться;
- высокотемпературная дуга способствует мгновенному прогреву заготовки, что ускоряет рабочий процесс;
- защита аргоном шва от кислорода помогает получить надежное соединение без инородных включений и пор;
- нагрев участка осуществляется локально, поэтому исключен риск деформации деталей и элементов конструкций даже сложной формы.
Однако у аргонодуговой сварки есть два недостатка: сложность использования оборудования и технология, требующая особого навыка сварочных работ. Несмотря на это все-таки данный метод набирает популярность. Ведь ряд материалов, например, алюминий, медь, цветные металлы, предпочтительнее сваривать именно аргоном. Кроме того, сварочный шов имеет одинаковую глубину проплавления, что важно при обработке тонких металлических заготовок, к которым возможен лишь односторонний доступ.

Данный вид сварки находит широкое применение в сфере ремонта автомобилей, например, когда нужно заварить масляный поддон, трубки кондиционера, радиатор и даже кузовные элементы. Используется также при монтаже трубопроводов, в строительных и ремонтных работах. Услуги сварщика-аргонщика стоят недешево, поэтому если вы будете выполнять эту работу самостоятельно, сможете значительно сэкономить. А может быть, вы планируете этим зарабатывать? В любом случае вам потребуется специальное сварочное оборудование. Расскажем какое.
Что понадобится для работы?
Перечень всего необходимого для сварки аргоном представлен в таблице.
| Название оборудования | Описание |
| Источник сварочного тока | Аппарат для TIG-сварки – это трансформатор или инвертор. При выборе обратите внимание на возможности оборудования. Если вы планируете сваривать алюминий, установка должна работать на переменном токе (АС). Для работы со сталями нужен аппарат постоянного тока (DC). Если же необходим универсальный вариант, ищите модель, в которой совмещены два эти режима. Учитывайте и рабочее напряжение: для сварки в гараже или мастерской с однофазной электросетью подходят аппараты, рассчитанные на 220 В. Кстати, есть модели, в которых совмещены два метода: ММА и TIG |
| Газовый баллон | На баллоне с аргоном должен быть редуктор для регулировки подачи газа, а также шланг, идущий к рабочему инструменту |
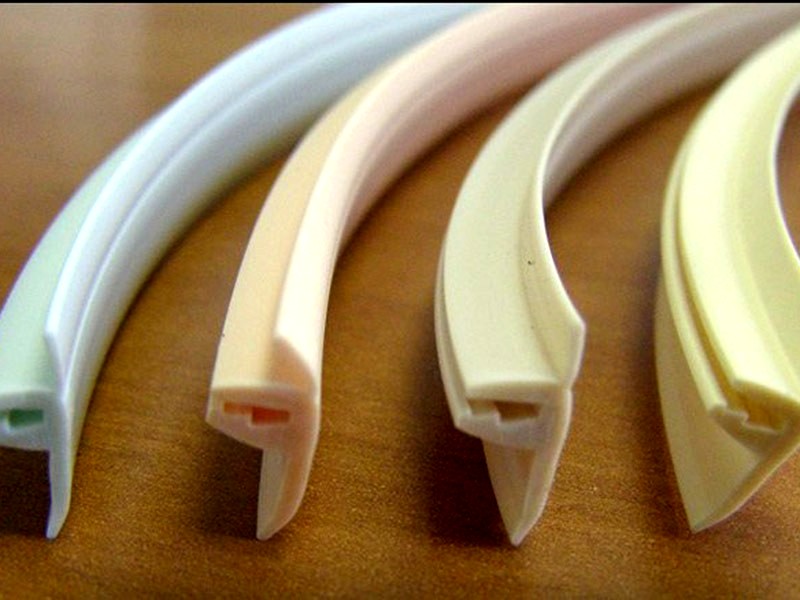
| Горелка | Это инструмент пистолетной формы. Присоединяется к газовому шлангу, через который аргон поступает из баллона. В держатель горелки вставляется электрод, конец которого на несколько миллиметров выходит за пределы ее корпуса. Через шланг газ идет в сопло на конце инструмента. На рукоятке есть кнопки для подачи тока и газа |
| Электроды | Для TIG-сварки используются неплавящиеся вольфрамовые, покрытые или графитовые электроды. Их диаметр подбирается под толщину свариваемых деталей |
| Присадочная проволока | Может понадобиться при сваривании толстых металлических заготовок. Представляет собой пруток из того же металла, что и свариваемый. Толщина прутка подбирается в зависимости от толщины заготовки |
Запомните! Сварочные работы должны проводиться в защитной экипировке. Вам обязательно понадобится сварочная маска – для защиты глаз и лица от опасного ультрафиолетового излучения, и перчатки – для защиты рук от ожогов.
Описание сварочного процесса

Чтобы легче было самостоятельно освоить метод аргонодуговой сварки, опишем его поэтапно, начиная с подготовительных работ.
Прежде всего следует хорошо очистить поверхность заготовок. Затем к обрабатываемой детали прикрепить кабель массы, как это делается при ручной дуговой сварке. Горелка присоединяется к аппарату и газовому баллону. Пользователь берет ее в одну руку, а в другую – присадочный пруток. В зависимости от толщины металла на аппарате выставляется значение тока. Вы можете выбрать его опытным путем или по специальной таблице, которая должна быть в инструкции сварочного аппарата. Выбирается и режим сварки. На постоянном токе с прямой полярностью свариваются основные стали и сплавы. При работе с цветными металлами нужно разрушить образующуюся оксидную пленку, поэтому требуется обратная полярность или переменный ток. Если варить на постоянном токе, следует использовать прямую полярность: это обеспечит хороший прогрев металла без излишнего нагрева электрода.
Перед началом работ нужно включить подачу газа на 20 сек. Затем сопло подносят к поверхности заготовки, но не касаются ее – расстояние до конца электрода должно быть около 2 мм. Между электродом и заготовкой образуется электрическая дуга, которая расплавляет кромки металла и присадочную проволоку. При методе соединения заготовок расплавлением кромок присадочный материал не используется. Направленный поток газа изолирует сварочную зону, отсекая кислород.
Запомните! При сварке тугоплавким электродом дугу не получают путем касания о заготовку. Во-первых, электрод может загрязниться; во-вторых, не удастся эффективно ионизировать интервал между ним и поверхностью детали при искре от касания.

Больше всего вопросов у начинающих сварщиков-аргонщиков связано с тем, как вести горелку. Итак, следует делать только одно перемещение по оси сварного шва, исключая перпендикулярные ему движения. Присадочный пруток нужно подавать в зону сварки плавно, располагая его перед соплом горелки. Избегайте резких движений, которые могут привести к разбрызгиванию металла. Чтобы получить прочное и эстетичное соединение, следует соблюдать одинаковое расстояние между горелкой и металлом, при этом подносить электрод как можно ближе к поверхности. Так дуга будет короче, а материал будет проплавлен глубоко. При увеличении дуги металл расплавляется хуже, шов становится шире и выглядит менее эстетично, кроме того, ухудшается качество сварного соединения. В идеале шов должен иметь одинаковую ширину, а его структура напоминать чешуйки.
Запомните! Подачу газа прекращают через 7 – 10 сек после завершения работы. Это нужно для продувки сопла горелки.
Тонкости сваривания различных металлов
Теперь, когда вы знаете о последовательности процесса аргонодуговой сварки, можно перейти к более частным вопросам. Ведь при работе с разными видами металлов есть свои нюансы. Расскажем о самых распространенных.
- Алюминий (таблица 1). В данном случае аргон служит не только для вытеснения кислорода, но и для создания электропроводной плазмы. Это заметно упрощает получение качественного шва. Во время нагрева металла на нем появляется тугоплавкая пленка, которую можно разрушить при сварке на переменном токе или обратной полярности. Газ разрушает пленку, если у детали положительный заряд, а работа ведется на обратной полярности. В случае со сваркой на переменном токе данный процесс осуществляется, когда заготовка выступает в роли катода. Подробнее о порядке работы читайте в статье «Как варить алюминий: обзор моделей и правила работы».
- Титан (таблица 2). Сложности сварки обусловлены тем, что данный металл обладает высокой химической активностью при контакте с газами, когда осуществляется нагрев и расплавление. При взаимодействии с кислородом он окисляется, образуется твердая пленка, а водород снижает качество металла. Кроме того, титан имеет низкую теплопроводность, что может потребовать наложения дополнительных швов по краям основного шва. Сварка заготовок толщиной от 1,5 мм ведется вольфрамовым электродом с присадочной проволокой – при этом угол между ними должен быть 90°.
- Медь (таблица 3). При контакте с воздухом она окисляется, что может привести к неоднородному шву. Кроме того, закись меди вступает в реакцию с водородом, который содержится в окружающей среде, – возникает пар, образующий поры в сварном шве. Поэтому медь варят аргоном, причем на переменном токе или обратной полярности. Используется графитовый или покрытый электрод. Соединение осуществляется методом расплавления кромок, то есть без присадочной проволоки.
Таблица 1
| Толщина заготовки, мм | Диаметр вольфрамового электрода, мм | Диаметр прутка, мм | Сила тока, А |
| 1 – 2 | 2 | 1 – 2 | 50 – 70 |
| 4 – 6 | 3 | 2 – 3 | 100 – 130 |
| 4 – 6 | 4 | 3 | 160 – 180 |
| 6 – 10 | 5 | 3 – 4 | 220 – 300 |
| 11 – 15 | 6 | 4 | 280 – 360 |
Таблица 2
| Толщина заготовки, мм | Диаметр электрода, мм | Диаметр проволоки, мм | Сила тока, А |
| 0,3 – 0,7 | 1,6 | – | 40 |
| 0,8 – 1,2 | 1,6 | – | 60 – 80 |
| 1,5 – 2,0 | 2 | 2,0 – 2,5 | 80 – 120 |
| 2,5 – 3,5 | 3 | 2,0 – 2,5 | 150 – 200 |
Таблица 3
| Вид электрода | Толщина заготовки, мм | Диаметр электрода, мм | Сила тока, А | Длина дуги, мм |
| Графитовый | 2 | 6 | 125 – 200 | 5 – 8 |
| 5 | 8 | 200 – 350 | 10 – 15 | |
| 8 | 10 | 300 – 450 | 15 – 20 | |
| 13 | 15 | 450 – 700 | 25 – 30 | |
| Покрытый | 2 | 2 – 3 | 100 – 120 | – |
| 3 | 3 – 4 | 120 – 160 | – | |
| 4 | 4 – 5 | 160 – 200 | – | |
| 5 | 5 – 6 | 240 – 300 | – | |
| 6 | 6 – 7 | 260 – 340 | – | |
| 8 | 7 – 8 | 380 – 400 | – | |
| 10 | 7 – 8 | 400 – 420 | – |
Надеемся, наша статья будет для вас полезна и поможет в успешном освоении аргонодуговой сварки. Регулярная практика и терпение уже в скором времени дадут свои результаты. А с качественным оборудованием осуществить это еще легче! Аппарат для TIG-сварки вы можете купить в нашем интернет-магазине. Также у нас вы найдете необходимую оснастку и расходные материалы для сварочных работ. Изучайте ассортимент, сравнивайте и делайте заказ на сайте или по телефону 8-800-333-83-28.
Оборудование для аргонодуговой сварки
Аргонно-дуговая сварка — это процесс образования неразъемного соединения методом дуговой сварки в среде аргона, представляющего собой инертный газ. По сути, это сочетание электрической и газовой сварки своими руками. Процесс может осуществляться с применением либо плавящегося, либо неплавящегося электрода.
Виды оборудования, применяемого для аргонодуговой сварки
В зависимости от уровня механизации аргоно дуговая сварка разделяется на несколько видов:
- Ручная. Перемещение горелки и подача сварочной проволоки осуществляются самим сварщиком в ручном режиме. Сварные работы могут осуществляться с применением неплавящегося — вольфрамового электрода.
- Механизированная. Горелка находится в руках сварщика, а проволока подается механизированным способом.
- Автоматизированная. При таком способе перемещение горелки и подача проволоки полностью механизированы, а процессом управляет оператор.
- Роботизированное оборудование не нуждается в непосредственном управлении оператором.
 Оборудование используемое для выполнения работ в инертных газах
Оборудование используемое для выполнения работ в инертных газах
Сварочное оборудование подразделяется на универсальное, специальное и специализированное. Универсальный сварочный аппарат аргонно дуговой сварки выпускается серийно и является наиболее широко востребованным. Аргонная сварка в большинстве случаев выполняется в производственных условиях на специально оснащенном рабочем месте, которое именуется «сварочный пост». Установка аргонно дуговой сварки с использованием неплавящегося вольфрамового электрода в среде аргона оборудована следующими элементами:
- источником сварочного тока — постоянного и/или переменного;
- горелкой или их комплектом, предназначенным для работы на разных токах;
- устройством, обеспечивающим первоначальное возбуждение дуги или стабилизирующим дугу переменного тока;
- аппаратурой, которая управляет сварочным циклом и его защитой;
- устройством для компенсации или регулирования постоянной составляющей тока.
Для расширения диапазона толщины свариваемых материалов, повышения производительности при получении неразъемных соединений работая вольфрамовым электродом, и улучшения провара в последнее время были разработаны новые методы аргонной сварки:
- Работы пульсирующим током. Во время импульса тока металл расплавляется, кристаллизуясь во время паузы. Дуга перемещается с постоянной скоростью или шагами, которые синхронизированы с импульсами сварочного тока. При этом обеспечивается эффективное проплавление во всех пространственных положениях, нечувствительность к мелким недочетам, допущенным при сборке. Периодическое снижение поступления тока не допускает перегрев металла, и следовательно, снижает деформации.
- Используя подогрев присадочной проволоки. Этот метод существенно увеличивает производительность.
- Использование нескольких вольфрамовых электродов — эффективный способ получить швы без подреза на высоких скоростях сваривания металла.
Для осуществления этих разновидностей процесса может использоваться стандартное оборудование для аргонно дуговой сварки в сочетании с дополнительными блоками.
Инверторные сварочные аппараты
Наиболее популярным сварочным устройством для аргонной сварки, которое с успехом может применяться не только на производстве, но и в быту, является инверторный аппарат. Для тех, кто хочет узнать, как научиться варить аргоном, использование сварочного инвертора является оптимальным вариантом, поскольку разобраться с принципом его работы может даже начинающий сварщик, не обладающий богатыми профессиональными навыками, с помощью изучения «Аргонно дуговая сварка, инструкция».
Инверторный аппарат аргонно дуговой сварки обладает рядом существенных преимуществ:
- Высокие качественные характеристики сварного шва, что позволяет использовать это оборудование для ремонта автомобилей: сварки узлов и деталей кузова, коробки передач, двигателя.
- Малые габариты и небольшой вес по сравнению с трансформаторными аппаратами.
- Простая эксплуатация. Для начала работы необходимо уложить присадочную проволоку и включить аппарат. Подача проволоки и инертного газа включаются автоматически.
Как правило, такие современные аппараты оснащены целым рядом дополнительных опций и защитных устройств, это — ускоренный поджиг, стабилизация дуги, модуляция сварочного тока.
Если вам нужно быстро и качественно нарезать металл, используйте для этого газовую резку. Подробнее читайте в этой статье.
Горелка для аргонно дуговой сварки с неплавящимся электродом
Метод аргонной сварки с использованием неплавящегося электрода, как правило, вольфрамового, используется для соединения изделий и конструкций, в изготовлении которых используются химически активные металлы и сплавы из них: алюминий, титан, магний, нержавеющая сталь. Этим материалам характерно сильное окисление при нагреве на воздухе. В данном случае могут применяться как постоянный, так и переменный ток. Процесс может быть ручным и автоматическим. При малых толщинах работа может осуществляться без использования присадки.
В большинстве случаев в аргонной сварке используют источники постоянного тока.
Постоянный ток и прямая полярность способствуют эффективному распределению тепла дуги, что обеспечивает длительный срок службы вольфрамового электрода и высокое качество шва. Такой режим применяют для большинства нержавеющих сталей. При сварке конструкций из алюминия и его сплавов используют источники переменного тока. В процессе сварки в период прямой полярности происходит расплавление основного металла, а в моменты обратной — катодное распыление поверхностной тугоплавкой оксидной пленки, которая препятствует сварочному процессу. Если нержавеющая сталь содержит примеси алюминия, то для ее сваривания также применяют переменный ток.
Работа с неплавящимся катодом требует наличия источников тока, удовлетворяющих повышенным требованиям по стабильности сварочного тока при внешних воздействиях. Также источники тока должны иметь широкий диапазон регулирования. Это связано с тем, что в конце работы ток должен быть снижен в несколько раз по сравнению с рабочим режимом для избежания образования кратера.
Способ сварочных работ неплавящимся электродом обеспечивает формирование качественных сварных швов, поддерживает точную глубину проплава материала. Этот фактор очень важен при сварке тонких металлов с возможностью одностороннего доступа к поверхности конструкции. Данный метод широко применяется для создания неповоротных стыков труб. Такой метод называется орбитальным.
 Горелка для работы неплавящимся электродом
Горелка для работы неплавящимся электродом
Горелка для аргоно дуговой сварки с плавящимся электродом
В случае комплектации горелки плавящимся электродом дуга подается между концом сварочной проволоки и самим изделием.
Достоинства данного вида:
- узкая зона термического воздействия;
- возможность влияния на качественные характеристики шва при помощи регулирования состава газа и проволоки;
- широкие возможности автоматизации процесса, что существенно повышает производительность сварочных работ.
Применяется при сваривании нержавеющих сталей и алюминия.
Аргонная сварка своими силами
Если вы приобрели сварочный инверторный или трансформаторный аппарат для аргонной сварки, то вам для полного комплекта необходимо также иметь: горелку, баллон с аргоном, редуктор и клапан газа, сварочную маску.
Основные правила, которые нужно соблюдать в процессе работы используя инертный газ — аргон.
- Если вы применяете неплавящийся электрод, то его необходимо держать как можно ближе к поверхности свариваемой конструкции, что позволяет создать минимальную дугу. Увеличение дуги приводит к уменьшению глубины проплава и повышению ширины шва, что значительно снижает качество сварных соединений.
- При аргонной сварке необходимо совершать единственное движение вдоль оси шва, не делая перпендикулярных шву перемещений. Это создает эстетичное прочное соединение, что качественно отличает эту технологию от сварки покрытыми электродами.
- Необходимо постоянно следить, чтобы электрод и присадочная проволока не выходили из защитной газовой зоны.
- Проволоку нужно подавать плавно для избежания разбрызгивания металла.
- При применении вольфрамового электрода проволоку необходимо подавать впереди горелки без поперечных колебаний. Таким образом можно обеспечить образование узкого эстетичного шва.
- Заварка кратера по окончании работ производится с понижением силы тока реостатом. Не допускается прекращать сварочный процесс обрывом дуги при отведении горелки. Это резко снижает защиту шва. Подачу газа прекращают только через 10 секунд после окончания сварочных работ. Начинают подавать газ перед сваркой за 20 секунд до начала работ.
- Перед началом работы, поверхности свариваемых элементов необходимо очистить от жира и грязи механическими и химическими методами, провести обезжиривание.
Сварка конструкций в защитной среде аргона — процесс кропотливый, не терпящий суеты и халатного отношения. Цены на работы сварщиков — аргонщиков, которые являются профессионалами в своем деле, довольно высокие. Поэтому при наличии специального оборудования и необходимости частого проведения сварочных работ вполне возможно освоить все тонкости этого процесса самостоятельно.
Какое нужно оборудование для сварки аргоном?
Инверторное оборудование для аргонной дуговой сварки можно разделить на 3 вида: специальное, специализированное и универсальное. Подобный вид работ могут применять как профессионалы, так и начинающие сварщики. Это объясняется тем, что агрегаты очень просты в использовании и легко поддаются изучению.
Поэтому аргоновая сварка успешно может использоваться на бытовом уровне и на крупном производстве при соединении сложных конструкций. Подбор оборудования всегда будет зависеть от поставленных перед ним задач и уровня сложности будущей сварки.
Особенности оборудования для аргонной сварки
Как говорилось ранее, все устройства делятся на три типа:
- Универсальное. Используется для нескольких видов материала.
- Специализированное. Имеет узкую специализацию и применяется для деталей какого-то определённого типа. Например, для круглого каркаса или двутавровой балки.
- Специальное. Предназначено для решения одной определённой задачи. В основном сварка аргоном с помощью таких устройств используется в крупных предприятиях для серийного производства.
Первые являются более популярными у многих специалистов. Эти аппараты выпускаются серийно и благодаря достаточно приемлемой цене имеют высокий спрос. Но, в большей мере, все виды агрегатов используют только в промышленных целях, на специально оборудованном рабочем месте, которое называется сварочным постом.
Каждое устройство для аргонной сварки имеет практически идентичное строение и состоит из таких компонентов:
- Приспособление для стабилизации дуги переменного тока или для её активации.
- Устройство, защищающее и контролирующее цикл сварки.
- Регуляторы рабочего тока.
- Горелки, необходимые для сварки с определённым напряжением.
- Источник постоянного или переменного тока.
С недавнего времени оборудование для аргонной сварки начало прогрессировать. Разработчики задумались об увеличении диапазона свариваемого материала, улучшении производительности и получении неразъёмных крепежей соединений. Для этого уже были внедрены некоторые инновационные способы аргонодуговой сварки.
Одним из этих внедрений является применение пульсирующего тока.
При попадании импульса на изделие, оно плавится и кристаллизируется в моменты паузы. Сама дуга может двигаться с постоянной скоростью или отрывками.
При этом уменьшенная поставка напряжения не дает изделию нагреваться, это значительно снижает вероятность деформации.
Ещё одним выигрышным способом является применение нагрева присадочной проволоки. Этот вариант используется для увеличения производительности. А чтобы швы получались без подреза, было решено применить несколько электродов из вольфрама. Все эти способы предполагают использование стандартного аппарата в комплексе с дополнительными устройствами.
Агрегаты для аргонодуговой сварки
Сварочный инвертор является одним из самых популярных и востребованных устройств для аргонного соединения. Его используют сварщики-любители при соединении несложных конструкций и профессионалы в условиях промышленного производства. Его популярность среди начинающих сварщиков обусловлена тем, что он очень прост в освоении и в тоже время позволяет решить даже сложные задачи.
Его часто используют для ремонта автомобилей, а именно при сварке коробки передач или элементов кузова. Стоит также отметить его компактные габариты и легкий вес, что всегда позволит удобно переносить аппарат и использовать его в тесном пространстве.
Чтобы начать работу, требуется установить присадочную проволоку, затем включить инвертор. Подача газа должна начаться автоматически.
На сегодняшний день практически все агрегаты оснащаются дополнительными функциями, которые решают проблему розжига дуги, её стабилизации и модуляции сварочного тока.
Советы экспертов по сварке с аргоном
При использовании неплавящегося электрода для сварки желательно приблизить его максимально близко к соединяемой детали. В результате чего образуется небольшая дуга, увеличение которой спровоцирует повышение ширины шва и уменьшение провальной глубины. Такая ситуация способна негативно повлиять на качество стыковки.
В процессе сварки аргоном алюминия или других металлов нужно проделать одно передвижение вдоль соединяемой поверхности, без перпендикулярных отклонений. Это позволит сделать шов качественным с точки зрения внешнего вида.
Важно!
Если используется вольфрамовый электрод, проволоку необходимо выдвигать перед горелкой, что позволит сделать шов более эстетичным и надёжным. Когда работа проделана до конца, заварку кратера производят, используя пониженное напряжение. Стоит также учитывать то, что конечный этап не должен завершаться обрывом дуги. А подача самого аргона прекращается постепенно, примерно в течение 15 секунд после окончания сварки.
Аргонно-дуговая сварка: технология
Отправим материал на почту


















- Необходимая техническая информация
- Что это такое
- Оборудование
- Сварочные работы
- Выбор прутка
- Проволока
- Аргон
- Шланги и фитинги
- Некоторые особенности
- Режимы
- Плюсы и минусы аргонно-дуговой сварки
- Заключение
Определение «аргонно дуговая сварка» не совсем верно с технологической точки зрения – правильнее было бы сказать «дуговая сварка в инертной или аргоновой среде». Сам газ Ar не относится к числу горючих элементов таблицы Менделеева, наоборот, в процессе он защищает шов от нежелательного вмешательства в горение других газов. Этот метод позволяет работать с разными цветными металлами и сплавами.
Необходимая техническая информация
Зачастую необходимость в аргонно-дуговой сварке возникает не только на предприятиях, но и дома. Например, вам потребуется ремонт автомобиля или электрического бойлера, где бак сделан из нержавеющей стали, хотя есть много других агрегатов, в изготовлении которых задействованы сплавы и цветмет. Поэтому, зная технологию процесса, вы сможете научиться варить самостоятельно.
Что это такое
Эта технология предусматривает на первый взгляд странное гибридное сочетание газа и электричества. Тем не менее, метод сварки в среде аргона функционирует и позволяет работать практически со всеми металлами. Более всего такой метод востребован для сварки нержавеющей стали, чугуна, меди и алюминия – их чаще всего используют при создании разных узлов и механизмов. В бытовом плане практически каждый человек сталкивается с продуктами, где применялся аргонно-дуговой метод – это маленькие бронзовые крючки для вешалки, различные люстры, бра и торшеры или задняя часть нашего холодильника.
Как видите, аргонно-дуговая сварка или, точнее, продукты, которые невозможно было бы сделать без её применения, окружают нас в быту, следовательно, такой метод очень даже может пригодиться любому домашнему умельцу. Но, как известно, рождение хорошего специалиста-практика всегда должно быть подтверждено теоретическими знаниями, и иначе не бывает. Здесь, конечно, не понадобится изучать состав элементов по таблице Менделеева, но вот без знания и понимания физических процессов плавления металлов в инертной среде никак не обойтись.
Технология сварки аргоном содержит в себе разрешение дилеммы: для поддержания горения нужен кислород, но O2 способствует окислению металлов, что неблагоприятно сказывается на соединении. При застывании сварочной ванны там образуется множество пузырьков, что никак не содействует прочности шва, а если это алюминий, то он попросту сгорает. Инертный аргон, подаваемый на ванну, окутывает место сварки защитным облаком, что минимализирует процесс окисления. Как видите, инертный газ является изоляцией от других элементов, которые есть в обычном воздухе в естественных условиях, то есть, от воздуха, которым мы дышим. Ar тяжелее всех составных газов из этого состава, поэтому сварочная дуга и часть ванны оказываются в его оболочке.
Примечание: в некоторых случаях вместо аргона (Ar) используют гелий (He) – это тоже инертный газ. Но такое происходит скорее в виде исключения, нежели правила, так как гелий гораздо дороже.
Обратите внимание, почему предпочтение отдают именно аргону:
- Ar тяжелее всех атмосферных газов, следовательно, он способен вытеснить их из ванны;
- инертный Ar не вступает в реакцию с веществами, которые присутствует во время сварочного режима.
Примечание: в некоторых случаях вместо аргона (Ar) используют гелий (He) – это тоже инертный газ. Но такое происходит скорее в виде исключения, нежели правила, так как гелий гораздо дороже.
Теперь поговорим о методах, при которых такой процесс осуществляется в настоящее время. Существует всего три способа:
- Ручной. Когда сварщик работает ручной аргонодуговой сваркой, ему необходимо задействовать обе руки – в одной из них придется держать горелку, а другой пруток.
- Полуавтомат. Сварщик удерживает и направляет горелку рукой, а пруток подается автоматически.
- Автомат. Перемещение горелки и прутка осуществляется автоматически, но под наблюдением оператора. Также есть линии, на которых функции человека выполняет робот с числовым программным управлением.
Оборудование
Когда человек хочет разобраться, как правильно варить аргонодуговой сваркой и сталкивается с большим разнообразием материалов и инструментов, то большинство людей, как минимум, впадают в состояние растерянности. Но это только временное явление, так как современный вариант сварочного оборудования предлагает универсальные технологии, предназначенные для широкого спектра действий.

Есть три типа установок, которыми пользуются в быту и в промышленности:
- Специализированные – такое оборудование предназначено для выполнения одной и той же операции. Как правило, это автоматы, которые монтируют на конвейерных линиях промышленных предприятий.
- Специальные – такие агрегаты тоже больше нужны для заводов, верфей и ремонтных цехов, где обрабатываются детали одного размера.
- Универсальные – установки, которые нужны и в быту, и почти на каждом производстве. Это самая обыкновенная, привычная всем ручная аргонодуговая сварка, которой можно пользоваться в двух первых случаях.
Вполне естественно, что для полноценного проведения сварочных работ нужно полное оснащение, и мы обратим внимание на комплектацию именно универсальных установок:
- источник тока TIG или MIG сварки – трансформатор или инвертор;
- стальной баллон в комплекте с редуктором для Ar/He;
- горелка со шлангом для подачи инертного газа от баллона;
- осциллятор для бесконтактного розжига;
- электроды из вольфрама или графита – диаметр зависит от толщины заготовок для соединения;
- присадочный пруток нужен для сваривания толстых металлоконструкций. Это проволока из металла, аналогичного заготовке. Её толщина напрямую зависит от толщины металла заготовок;
- защитные средства в виде сварочной маски со специальным стеклом (для лица и глаз), а также рукавицы, как предупреждение ожогов рук.
Видео описание
TIG-сварка или Сварка аргоном для новичка.
Сварочные работы
Как и любая работа, сварочный процесс начинается с подготовки инструментов и материалов. Место, где в дальнейшем будет шов, нужно очистить от грязи и коррозии – для этого обычно используют металлическую щетку, а от чистоты краев (отсутствия там нежелательных элементов) будет зависеть качество сварки. Присадочный пруток подбирается по толщине свариваемого металла. К обрабатываемой заготовке присоединяется кабель массы (захват крокодилом), а горелка подключается к TIG и через шланг к баллону.
Существует несколько сварочных технологий, но они в основном нужны для промышленных предприятий при изготовлении деталей с повышенной точностью параметров. Поэтому, обратим внимание только на две из них:
- TIG – это ручная аргонодуговая сварка вольфрамовым электродом, где присадка подается вручную.
- MIG/MAG – автоматизированная сварка плавящимся электродом (автоподача).
Для таких технологий можно использовать агрегаты, поддерживающие что-то одно, а можно применять универсальные аппараты, например, такие, как на верхней фотографии. В любом случае, это будет очень удобно для домашних условий, а также для начинающего (будущего) специалиста по сварочным работам.
Выбор прутка
Для заполнения сварочной ванны однородным металлом используются специальные присадочные прутки. Учитывая тот факт, что работать приходится с разными металлами, то и состав будет разным. Их можно классифицировать по однородным материалам:
- нержавеющая сталь;
- алюминий и сплавы;
- медь и сплавы;
- никель для чугуна.

Проволока
Сварочная проволока продается в расходниках, как на фото вверху. Материал производится согласно требованиям ГОСТ 2246-70 (не обновлялся) и ТУ 1227-220-10557608-2015 (последнее обновление). Её качество и назначение можно определить по маркировке, заключенной в аббревиатуре:
- CB – указывает на принадлежность к сварке;
- 08 – процентный состав углерода (C);
- Г – указывает на присутствие марганца (Mn);
- 2 – процентный состав Mn;
- C – присутствие кремния (Si) ≤1%.
Если в конце маркировочной аббревиатуры стоит символ «O», это указывает на медное покрытие (омеднение). Так, проволока с медным покрытием может быть толщиной от Ø 0,8 до Ø 2,0 мм. Когда покрытие отсутствует, то сечение варьируется Ø 0,6-6,0 мм.
Аргон
Элемент, находящийся в таблице Менделеева под порядковым №18 и больше известный, как аргон (Ar), почти полностью растворяется в жидких (расплавленных) металлах и не вступает с ними в химическую реакцию. Этот газ на 38 единиц тяжелее воздуха, которым мы дышим, поэтому он обволакивает дугу и зону плавления в сварочной ванне, защищая её от окисления. Аргон, как правило, используют в сварках типа TIG, MIG/MAG.
Газ Ar чаще всего нужен:
- в строительстве для аргонодуговой сварки труб из меди чугуна и нержавеющей стали;
- в машиностроении и ракетостроении, например, как сварка титана в среде аргона;
- в горнодобывающей промышленности.

Шланги и фитинги
Как правило, самым слабым звеном, особенно, если это ручная аргонодуговая сварка, является прорезиненный шланг, он же рукав. Как вы сами понимаете, его постоянно перемещают с места на место, и он при этом выгибается, что никак не может способствовать постоянной целостности изделия. Этого, конечно, не скажешь о металлических фитингах разного назначения – они служат гораздо дольше рукавов от любого производителя.
Видео описание
Что такое аргоновая сварка и как выбрать аргонодуговой аппарат.
Некоторые особенности
Как в любом процессе и технологии, у аргонно-дуговой сварки существуют некоторые особенности. То есть, здесь мы хотим обратить внимание на работу с неплавящимся вольфрамовым электродом. Когда-то люди, которые осваивали этот метод, обязательно должны были окончить профтехучилище или хотя бы пройти специальные курсы, на которые получали направление от предприятия по месту трудоустройства. Но, как всем известно, прогресс и технологии не дремлют – они упрощаются, автоматизируются и в наше время стали доступными практически для любого взрослого человека, желающего овладеть этой профессией. Можно сказать, что сейчас TIG 200A MIG/MAG можно встретить чуть ли не в каждом десятом гараже.
На первый взгляд такой способ ничем не отличается от обычной дуговой сварки в инертной среде, но это не так. Здесь есть следующие нюансы:
- вольфрамовый электрод не должен касаться поверхности заготовки (как и у обычной электросварки) – здесь для создания дуги используется осциллятор;
- зазор между заготовкой и электродом не должен меняться (рефлекс нарабатывается со временем), чтобы не нарушалась емкость сварочный ванны, от чего зависит качество шва.
Примечание: в отличие от электросварки здесь не нужны маятниковые колебания электрода – он должен передвигаться строго вдоль шва перед горелкой.
Режимы
Рассмотрим четыре режима:
- Этот метод основан на защите сварочной ванны от кислорода, который окисляет металлы, а иногда даже способствует их прожигу (например, алюминий). Такой режим обязывает сварщика следить за аргоновой изоляцией, точнее, за направлением дуги. Начинать процесс без включения аргона запрещено, так как без такой защиты шов попросту будет испорчен. Чтобы закончить шов без возникновения окислов, нужно удерживать отключенную горелку над расплавом еще 5-15 секунд, пока еще идет подача газа.
- Чтобы шов получался равномерным, скорость подачи проволоки не должна изменяться – каждый рывок будет выглядеть, как бугорок или ямка. При автоматической подаче таких проблем не возникает. В ручном способе все зависит от мастерства сварщика – он двигает горелкой и припоем вдоль шва с одинаковой скоростью (пруток обязательно перед горелкой).
- Расход инертного газа будет постоянным, в соответствии с ГОСТ 10157-2016 (исправлено от 10157-79).
- Настройка тока. Правильно выставить этот параметр, не имея опыта, практически невозможно. Следовательно, начинающему сварщику нужно обратиться к таблице, расположенной ниже и это без вариантов.
| Толщина заготовки, мм | Ø электрода, мм | Ø проволоки, мм | Ток, A | Расход Ar для защиты дм3/мин | |
| дуги | обратной стороны шва | ||||
| 0,5-1 | 1,5-2,0 | 1,0-1,5 | 25-60 | 8-10 | 2-3 |
| 2 | 2,0-2,5 | 1,5-2,0 | 80-100 | 8-10 | 2-4 |
| 4 | 2,5-3,0 | 2,0-2,5 | 120-100 | 12-16 | 2-4 |
| 8 | 2,5-3,0 | 2,5-3,0 | 160-180 | 12-16 | 2-4 |
| 12 | 3,0-4,5 | 3,0-4,0 | 180-220 | 12-16 | 2-4 |
Важно! Для создания шва высокого качества настройки оборудования могут меняться в зависимости от металла.

Плюсы и минусы аргонно-дуговой сварки
Основные положительные стороны технологии:
- в некоторых случаях самым важным, можно назвать возможность этой технологии к сварке разнородных металлов;
- отличные характеристики шва – высокая точность глубины плавки краев, что особенно важно для тонких заготовок, а также при одностороннем доступе (трубы, обшивка);
- для алюминия и титана это самая оптимальная технология.
- в ручном режиме технически невозможно развить большую скорость;
- автоматический режим не позволяет создавать точеные и разнонаправленные швы.
Видео описание
Сварка для начинающих (аргонно-дуговая сварка, настройка аппарата и подачи газа).
Заключение
Мы выложили основные позиции технологии и материалов для ознакомления с тем, как варить аргоновой сваркой TIG И MIG. Безусловно, прочитав только одну статью, вы не станете сварщиком – без практики в этом деле не обойтись. Но если у вас есть желание, то все обязательно должно получиться.
Как совместить натяжной потолок и встроенный шкаф-купе


Натяжной потолок представляет собой тонкую пленку из ПВХ, такая конструкция технически не позволяет что-либо крепить к поверхности. Но при установке шкафа-купе для раздвижных дверей требуются направляющие. Поэтому непонятно, как собирать встроенную мебель с натяжным потолком, и что монтировать в первую очередь. Существуют разные способы, работа может быть выполнена в любой последовательности, но в каждом случае есть свои технические нюансы. Рассмотрим подробно, как совместить натяжной потолок и шкаф-купе, а также разберемся, что лучше делать сначала.

Что сначала: шкаф или потолок
По классической схеме ремонта в доме начинают сверху и постепенно спускаются вниз. То есть сперва делают потолок, затем стены и пол. Мебель ставят в последнюю очередь. Но с натяжными конструкциями ситуация меняется.
Шкаф-купе собирают двух типов:
- Встроенный с креплением направляющих для дверей к потолку.
- Каркасный с верхней крышкой, не касающейся потолка (высота получается чуть ниже, чем у комнаты).
Поскольку к натяжному полотну ничего крепить нельзя, к плите перекрытия заранее монтируют закладные. А при сборке высокой мебели соблюдают осторожность, чтобы не повредить плёнку инструментом или острым краем.
При желании смонтировать шкаф-купе и натяжной потолок, можно начать с установки полотна или сперва поставить мебель. Но в каждом случае появляются свои тонкости и нюансы.
Лучше начать с установки шкафа, так исключается риск повредить полотно во время сборки мебели, а двери получатся до самого верха без малейших зазоров.
Если в первую очередь натягивать потолок, потребуется предусмотреть закладные. В противном случае придется сильно изловчиться, чтобы закрепить направляющие для раздвижных дверей. А шкаф, не доходящий до потолка, смотрится менее эстетично и требует большой аккуратности при сборке, поскольку легко повредить полотно.
Способы установки шкафа-купе с натяжным потолком
Существует несколько вариантов совмещения:
- использование фальш-панели;
- установка закладной балки;
- независимое крепление раздвижных дверей и натяжного полотна;
- сборка шкафа с крышей.
У каждого способа сочетания есть преимущества и недостатки, которые необходимо учитывать. На выбор влияют и эстетические предпочтения, внешний вид шкафа-купе с натяжным потолком при разных вариантах установки будет немного отличаться.
Фальш-панель
Сначала устанавливают закладную. Для этого берут деревянный брус сечением от 50х50 до 100х100 мм. Длина должна совпадать с шириной комнаты в месте установки. Можно собрать каркас из ДСП той же формы.
Монтаж проходит так:
- Размечают на потолке место расположения закладной (достаточно приставить брус к поверхности и обвести карандашом).
- Сверлят отверстия в плите перекрытия.
- Дюбелями фиксируют металлические уголки.
- К ним крепят балку.
Внимание! Закладная должна встать строго горизонтально. Чтобы расположить её ровно, пользуются нивелиром или ниткой, натянутой между отмеченными на стене точками. Иногда протягивают сразу два шнура, чтобы точнее вымерить плоскость.
К нижней части бруса прикручивают направляющие для раздвижных дверей. Затем со стороны комнаты к закладной крепят декоративную планку.
В качестве материала используют тот же ДСП, что и для шкафа. Ширина должна быть больше, чем размер балки вместе с направляющими, а нижний торец — заламинирован. Фальш-панель прикроет профили для дверей-купе и вся конструкция будет выглядеть более эстетично. Такой вариант выбирают для гостиной или спальни.
Багет для натяжного потолка крепится к планке и свободным стенам на одном уровне. Минимальное расстояние от чернового перекрытия до полотна — около 5 см. Когда шкаф собран, натягивают потолок.
Закладная
При этом способе тоже понадобится прочный брус. Его монтируют в том месте, где будут располагаться двери шкафа. Закладная крепится вровень с профилем для потолка. Тогда после натягивания полотно в этом месте будет ровным.
Балку устанавливают по тому же принципу, что и в предыдущем способе. Но плёнка будет проходить прямо под закладной, поэтому важно подготовить дерево. Брус тщательно шлифуют, чтобы не осталось заусенец или других неровностей и пропитывают антисептиком для профилактики развития грибка.
Следующий этап — установка натяжного потолка. Монтаж проходит как обычно, а потому не будем останавливаться на этом моменте подробно.
Направляющие для дверей крепятся к закладной через полотно. В ткани просто проделывают отверстия, материал не позволит им разойтись. А для ПВХ-плёнки требуется защита. Вокруг проколов приклеивают термокольца или сантехнический скотч. Тогда материал не будет расползаться.
В результате и в комнате, и внутри шкафа получится одинаковый красивый потолок. Но появляется риск повредить плёнку острыми предметами, такими, как углы коробок или лыжные палки, которые часто прячут в коридоре или прихожей.
Независимое крепление
Вначале монтируется закладная для натяжного потолка. Со стороны будущего шкафа к ней крепится профиль. Затем, на небольшом расстоянии или вплотную устанавливаются направляющие для раздвижных дверей. Промежуток между шкафом и потолком прикрывают плинтусом или вставляют F-образную декоративную заглушку. Иногда там делают подсветку. Для этого берут специальный алюминиевый профиль и светодиодную ленту.
Монтаж натяжного потолка при таком варианте несколько усложняется. Зато сокращаются затраты на материал, так как в зоне шкафа остаётся черновой потолок.
Кроме того, отсутствует риск повреждения плёнки при размещении вещей с острыми краями. А потолок в зоне шкафа можно закрыть листом ДСП, покрасить или оставить как есть. Первый способ выглядит эстетичнее, но теряется место.
Шкаф-купе с крышей
В предыдущих вариантах рассматривался монтаж встроенной мебели, которая собирается на месте по размерам помещения. Но часто покупают модульные шкафы. Которые изготавливают по другому принципу. Основное отличие в присутствии верхней крышки из ДСП.
В данном случае есть два варианта взаимного расположения:
- Натягивается потолок, а затем собирается шкаф.
- Устанавливается мебельная конструкция, а потом к верхней планке прикручивают багеты для крепления полотна. Небольшую щель прикрывают маскировочной лентой или декоративным шнуром.
У каждого из способов есть свои преимущества и недостатки. В первом случае остаётся небольшой зазор (до нескольких сантиметров), в котором скапливается пыль. Кроме того, при неаккуратной установке можно задеть и порвать плёнку инструментами. Тогда придётся ремонтировать потолок. Зато монтаж полотна проходит быстро и без дополнительных затрат.
Для второго варианта нужно заранее предусмотреть в верхней части шкафа планку подходящей ширины. В больших помещениях этот способ стоит применять с осторожностью. Дело в том, что с увеличением площади потолка сила натяжения становится больше, вместе с тем растёт нагрузка на полосу ДСП. Она менее прочная, чем толстый деревянный брус и может не выдержать. Но такой вариант хорошо выглядит. К тому же меньше собирается пыль, что облегчает уборку.
Можно ли сделать натяжной потолок, если есть встроенный шкаф
В случае когда мебель встроена до потолка, на небольшом расстоянии от направляющих монтируют балку. К ней крепят профиль для натяжного полотна. Получается независимое крепление. Но если шкаф собран раньше, чем установлена закладная, прикрутить багет с его стороны сложнее. Здесь возможны два варианта:
- Сделать зазор между направляющей и потолочной балкой больше, чтобы было удобнее работать.
- Примерить закладную, прикрепить к ней профиль и только после этого монтировать к бетонной плите.
Если шкаф с крышкой, между ним и потолком остаётся щель в несколько сантиметров. Тогда балку устанавливают (в зависимости от размеров промежутка): впритык к направляющим или прямо в зазор.
Внимание! Сечение бруса не должно быть больше 10 см, иначе невозможно просунуть под него двери.
Для монтажа балки используют металлические уголки. Профиль для плёнки крепят к нижней поверхности бруса. Если шкаф не встроен в нишу, нужно сделать обход по части периметра. Тогда может быть удобнее другой порядок монтажа:
- Сначала размечают и обрезают балки и профиль.
- Соединяют между собой детали закладной.
- Сгибают и крепят багет.
- Получившуюся конструкцию уголками монтируют к плите.
Особенности! Если брус расположен между крышкой и потолком, его можно замаскировать полосой ЛДСП. Тогда профиль для полотна крепят к декоративной планке.
На стенах размещают продолжение каркаса для плёнки. С помощью нивелира добиваются того, чтобы весь профиль находился на одном уровне. Затем нагревают и натягивают ПВХ-плёнку, а оставшуюся в месте стыка щель маскируют декоративной заглушкой.
Как установить шкаф-купе, если потолок уже натянут
Простейший вариант — заказать каркасную мебель с крышкой. Она должна быть ниже комнаты. Оптимальное расстояние до верха — 5-7 см. Некоторые мастера собирают шкаф-купе под натяжной потолок с зазором в несколько миллиметров, но это довольно сложная задача.
Минусы такого решения:
- риск повредить полотно при установке мебели;
- скопление пыли на верхней крышке;
- неэстетичный внешний вид.
Чтобы получить встроенный шкаф-купе при уже установленном натяжном потолке, лучше выбрать другой способ. Сначала устанавливают систему стоек и полок, а затем собирают каркас для дверной направляющей. При этом опора идёт на пол и стены. Потолок остаётся целым без проколов или отверстий.
Варианты стыковки натяжного потолка и шкафа купе
Как состыковать шкаф купе с натяжным потолком, что сделать вперед натяжной потолок или шкаф купе? Такими вопросами задаются многие. Для нас решение очевидно, важно сразу все продумать: где будет и какого размера шкаф купе, где сделать освещение.
Бывает, что сделают натяжной потолок со светильниками, а потом “вдруг” решают установить шкаф купе и не знают, как закрепить верхнюю направляющую для дверей купе, а ещё хуже, светильники окажутся в месте установки шкафа купе и будут светить в крышу шкафа купе, если это корпусной шкаф купе.
 |
|---|
| Рис. 1. Шкаф купе и натяжной потолок |
Ну, а если не спланировали, или у вас уже есть шкаф купе и вы решили сделать натяжной потолок, что делать? Варианты решений по сопряжению шкафа купе и натяжного потолка рассмотрим ниже в статье.
Для начала немного теории по профилям (багетам), которые применяются для монтажа натяжного потолка и по общей схеме натяжного потолка. Это поможет проанализировать и понять варианты стыковки натяжного потолка и шкафа купе и вы сами для себя решите, что делать первым шкаф купе или натяжной потолок.
Схема натяжного потолка
Как видно из схемы, натяжной потолок включает собственно полотно натяжного потолка, стеновой багет, декоративный кант.
 |
|---|
| Рис. 2. Основные элементы натяжного потолка |
Элементы системы натяжного потолка
Стеновой багет для натяжного потолка
Профиль или багет стеновой алюминиевый необходим для крепления полотна натяжного потолка к стене или вертикальной фальшь панели шкафа купе. Крепят с шагом 15-20 см. Минимальная потеря высоты потолка 3,5 см. Зазор, который образуется между стенкой и натяжным потолком закрывается декоративной лентой.
 |
|---|
| Рис. 3. Стеновой багет для монтажа натяжного потолка |
Универсальный и потолочный багеты для натяжного потолка
Багет или потолочный профиль алюминиевый используется для крепления полотна натяжного потолка к потолку и любым горизонтальным поверхностям. Минимальная потеря высоты потолка 2 см.
Универсальный багет может быть использован и как стеновой, и как потолочный багет.
 |
|---|
| Рис. 4. Потолочный багет для монтажа натяжного потолка |
Декоративная лента или кант, плинтус для натяжного потолка
Декоративная лента применяется закрытия щели между потолком и стеной. Г -образная декоративная лента закрывает зазор между стеной и потолком заподлицо, а Т – образный декоративный кант идет по стене.
 |
|---|
| Рис. 5. Т-образный декоративный кант для натяжного потолка |
 |
|---|
| Рис. 6. Г–образный декоративный кант для натяжного потолка |
 |
|---|
 |
|---|
| Рис. 7. Закладной брус из ДСП для монтажа верхней направляющей |
 |
|---|
| Рис. 8. Закладной брус из полос ДСП |
Возникает вопрос, а как сам закладной брус или закладную прикрепить к потолку. Для этих целей можно использовать металлические крепежные уголки.
 |
|---|
| Рис. 9. Металлический крепежный уголок |
 |
|---|
| Рис. 10. Закладной брус или закладная закреплена с помощью металлических крепежных уголков к потолку |
Возможны два подхода по креплению натяжного потолка, но в обоих случаях натяжного потолка внутри шкафа купе не будет.
Первый подход – верхнюю направляющую шкафа купе крепим к брусу, к брусу так же крепим фальш панель из ДСП
Высоту фальш панели делаем исходя из уровня опускания натяжного потолка относительно базового бетонного потолка. К фальш панели крепим стеновой багет.
 |
|---|
 |
|---|
| Рис. 11-12. Натяжной потолок и встроенный шкаф купе, крепление багета к фальш панели |
Второй поход – стеновой багет крепим сразу к деревянному брусу, после монтажа натяжного потолка он будет скрыт
 |
|---|
 |
|---|
| Рис. 13-14. Натяжной потолок и встроенный шкаф купе, крепление багета к деревянному брусу |
При этом, возможен другой способ крепления багета. В этом случае используем универсальный или потолочный багет, который крепим снизу закладного деревянного бруса, перед направляющей для дверей купе.
 |
|---|
 |
|---|
| Рис. 15-16. Крепление натяжного потолка к шкафу купе с помощью универсального или потолочного профиля |
На наш взгляд, во всех случаях монтажа шкафа купе и натяжного потолка лучше будет сделать не только боковые фальш панели шириной 100 мм из ДСП, но и сделать фальш панель верхнюю. В итоге вы будете крепить направляющую для дверей купе не сразу к деревянному брусу. Сначала к брусу крепим фальшь панель, а затем к фальшь панели направляющую для дверей купе. Такая схема описана в статье по изготовлению встроенного шкафа купе своими руками.
Встроенный шкаф купе своими руками
Встроенный шкаф купе: из самого названия следует, что шкаф купе встроен куда-либо. Это может быть отдельная ниша или отгорожена часть комнаты, читать статью полностью.
Какой способ выбирать решайте сами, главное все это сразу предусмотреть, потому что в этих случаях от места расположения деревянного бруса будет зависеть глубина будущего шкафа купе и высота дверей купе.
И ёще один момент, если вы любитель шкафов купе с подсветкой, то сразу спланируйте при заказе натяжного потока, где будут светильники. В отличие от корпусного шкафа купе светильники будут не в козырьке шкафа купе, потому как его в встроенном шкафу купе нет, а в натяжном потолке, перед дверьми шкафа купе. Всё это надо грамотно рассчитать и при заказе натяжного потолка указать в проекте места вырезания отверстий под светильники.
 |
|---|
| Рис. 17. Натяжной потолок со светильниками перед дверьми шкафа купе |
Вариант сопряжения встроенного шкафа купе и натяжного потолка, натяжной потолок внутри шкафа купе
Если мы хотим сделать натяжной потолок внутри шкафа купе, то брус деревянный тоже нам нужен. Аналогично крепим к брусу верхнюю фальшь панель из ДСП, а к ней верхнюю направляющую для дверей шкафа купе. Вариант мало применяемый, потому что натяжной потолок внутри шкафа купе можно повредить.
 |
|---|
 |
|---|
| Рис. 18-19. Натяжной потолок внутри шкафа купе |
Вариант сопряжения корпусного шкафа купе и натяжного потолка, натяжной потолок вокруг шкафа купе
У вас стоит готовый корпусной шкаф купе, причем где-то на 10 см ниже высоты до потолка. Шкаф купе нет возможности двигать, и мешает тому, чтобы сделать натяжной потолок на всю комнату.
На помощь опять же приходит деревянный брусок, который крепим перед передней и боковыми кромками шкафа купе, а затем крепим стеновой багет изнутри к деревянному брусу.
 |
|---|
 |
|---|
| Рис. 20-21. Корпусной шкаф купе и натяжной потолок |
Смотрите видео как обойти шкаф купе натяжным потолком
Сопряжения натяжного потолка и шкафа купе без закладного деревянного бруса
Потолок натяжной сделан, бруса нет и не спланирован заранее, и захотели вы сделать шкаф купе. В этом случае делается корпусной шкаф купе, высотой ниже на 2-3 мм уровня натяжного потолка. Хотя рекомендуется всё-таки шкаф купе делать ниже на большие величины – 2-5 см.
Шкаф устанавливаем аккуратно, чтобы не порвать потолок. Здесь необходимо особая точность при предварительных замерах, чтобы шкаф купе не подпер натяжной потолок.
Что сначала делают в комнате: встроенный шкаф или натяжной потолок?
Оборудование интерьера квартиры сегодня не обходится без использования вместительного, многофункционального шкафа. Разные по конфигурации расположения стенки, угловые, прямые, длинные, являются необходимым атрибутом квартиры. Правда, вместе с неоспоримым удобством такая мебель имеет и ряд проблемных моментов.
Сложность, которая возникает при ремонте помещения со встроенной мебелью, заключается в установке натяжного потолка, ведь сам купе встраивается по высоте до перекрытия.
Особенность установки натяжных систем
Когда речь заходит о натяжном потолке, чаще всего упоминается его две характеристики – эластичность материала и водонепроницаемость. А вместе с тем, сама ПВХ-пленка хотя и выдерживает нагрузки при растяжении, уязвима к уколам и порезам. Ведь как ни крути, при неосторожном движении или уколе на малом участке натянутой пленки приведут к появлению дырки или другого повреждения.
 Шкаф под матовый потолок
Шкаф под матовый потолок
В случае, когда необходимо сделать ремонт в помещении со стационарно установленной мебелью, это не самое тяжкое, что может быть. Дело в том, что пленка сама по себе не наносится на бетонную плиту, а натягивается по периметру на специальную монтажную рейку шириной 4-5 см и фиксируется в ней утолщенным краем внутри специальных захватов. Наглядно это показано на фото этапов работы с материалом.
В готовых интерьерах конструкция крепления спрятана под поверхностью пленки, и поэтому создается впечатление, что материал натянут на плиту перекрытия. Технология установки такого натяжного покрытия требует размягчения пленочного материала до пластичного состояния, когда можно без ущерба для целостности полотна проводить его натяжку в различных направлениях. ПВХ материал проявляет эти свойства при повышении температуры. Именно для этого для монтажа используются тепловые пушки. Нагнетая горячий воздух, они создают высокую температуру, размягчая материал.
Таким образом, сама технология установки пленочных конструкций подразумевает:
- монтаж специального металлического каркаса по периметру комнаты;
- жесткое закрепление каркаса к стенам;
- минимальное пространство между покрытием и железобетонным плитой, не более чем на ширину рейки;
- использование специальных нагревательных приборов для разогрева пленки.
 Установка мебели под натяжную систему
Установка мебели под натяжную систему
Такая особенность монтажа ставит под вопрос сооружение потолка без проблем в помещении со встроенной мебелью.
Встроенный шкаф – конструкция, технология установки
Традиционно встроенная мебель еще до недавно ассоциировалась с громоздкими, навечно закрепленными в нишах или специально устроенных у стен шкафами. Однообразные, безвкусные, нефункциональные элементы «декора» чаще всего загромождали пространство, постепенно превращаясь из необходимого предмета интерьера в обузу. Сегодня встроенная мебель – это, по сути, маленькое произведение искусства.
Есть одно «но», которое ставит под вопрос устройство шкафа типа купе от пола до потолка в комнате с подвесной конструкцией. Дело в том, что современные конструкции, например, стеллажи в библиотеке, одной из точек опоры имеют потолочную плиту перекрытия. Учитывая то, что такие элементы интерьера собираются индивидуально, по авторскому проекту, то для устойчивости верхняя часть шкафа типа купе закрепляется в плите. Стандартные разборные модели, высота которых 2,45-2,50 метра устанавливаются без фиксации в верхней точке.
 Шкаф-купе в спальную
Шкаф-купе в спальную
Обратите внимание! При этом остается малое расстояние до железобетонного перекрытия – всего 2-3 см. Такой вариант делает установку монтажной рейки для полотнища практически невозможной.
Таким образом, учитывая возможность установки натяжного покрытия в помещении с уже установленной мебелью, получается:
- встроенный шкаф типа купе, даже стандартных размеров не позволяет установить монтажную рейку;
- сборка мебели после установки покрытия может повредить полотно;
- высота элемента декора может быть выше уровня пленки, и он будет упираться в нее.
Как совместить натяжной потолок и встроенный шкаф?
Ситуация не является неразрешимой. И мебель купе, и натяжную конструкцию можно без проблем совместить в одном помещении. Это достигается тремя способами:
- первый метод – установка покрытия и последующая подгонка мебели под размер высоты покрытия;
- второй способ – переделка мебели и в дальнейшем установка пленочного покрытия;
- третий – создание композиции, когда и мебель, и перекрытие дополняют друг друга.
Для первого варианта действует такой алгоритм: сначала монтируется потолочное покрытие, а потом заказывается мебель. Плюс такого сценария – относительная дешевизна проекта ведь и пленка, и купе заказываются с наименьшими отклонениями от стандартных размеров и не предполагают подгонки друг к другу. Монтажная рейка устанавливается по периметру и не требует дополнительных манипуляций, даже если комната имеет сложную конфигурацию, это не проблема, ведь крепятся рейки строго по размеру стен.
 Пример купе с натяжной системой
Пример купе с натяжной системой
Здесь есть и минусы. Рано или поздно придется признать, что вид у конструкции не будет похожим на рекламное фото. Трудно делать уборку, на потолке со временем появляются разводы от касания.
Технология установки с готовым шкафом
Вариант работ с готовой мебелью, когда требуется сначала ее разобрать, а потом собрать, но уже меньшего размера с учетом высоты потолка вызывает еще больше вопросов. Здесь необходимо не только правильно разобрать конструкцию, но и в последующем сделать ее высоту меньше. Помудрить придется с зеркалами и дверьми. Здесь начинаются большие проблемы:
- неэстетичный или неправильный разрез материала;
- ошибки в повторном монтаже;
- замена зеркальных элементов;
- замена раздвижной системы и внутренних механизмов.
Наиболее приемлемым и наиболее правильным вариантом является одновременная установка встроенного купе и конструкции натяжного потолка. Суть такого решения проста и надежна – сам шкаф выступает в роли одной из сторон для крепления монтажной рейки.
 Установленный потолок с готовым шкафом
Установленный потолок с готовым шкафом
Изначально определяется уровень установки натяжного потолка. Купе заказывается с учетом того, что к его крышке или специально накладываемой дополнительной планке будет крепиться рейка. Поскольку рейка изготавливается из алюминиевого сплава, то нет особых проблем придать ей необходимый изгиб. Учитывая, что многие стенки имеют фигурную крышку со встроенными светильниками, такое решение целиком оправдано, ведь в результате потолочное покрытие будет иметь дополнительный источник света. Теперь вы знаете, что устанавливается раньше, и при каких обстоятельствах.





