Технология изготовления металлических дверей своими руками
В нынешних условиях любой желающий может без труда найти на рынке металлическую дверь сообразно своим предпочтениям и вкусам. Многочисленные фирмы предлагают изделия самых разных конструкций. Тем не менее, довольно часто возникает необходимость заняться самостоятельным изготовлением такой двери.
 Металлическая дверь
Металлическая дверь
Изготовление металлических дверей своими руками может быть продиктовано рядом причин:
- уникальными конструктивными или геометрическими требованиями;
- желанием применить оригинальное дизайнерское решение;
- применением специфических материалов;
- стремлением получить изделие высокого качества (как говорится, «хочешь сделать что-либо красиво – сделай это сам»);
- желанием сэкономить.
Конечно, изготовление двери из металла своими руками нельзя назвать делом легким, но имея некоторый навык, необходимые знания и инструменты, можно справиться с этой задачей за довольно короткий срок. Одно из главных условий – тщательное соблюдение последовательности операций.
Необходимые материалы, оборудование и инструмент
Для изготовления металлических дверей вам понадобятся следующие материалы, оборудование и инструмент:
- металлический уголок;
- стальной лист толщиной от 1,5 мм;
- дверные петли (их количество зависит от прочности самих петель и от веса двери);
- детали фурнитуры: замок, дверная ручка и пр.;
- материал для обшивки (фанера, доска или шпон – в зависимости от ваших предпочтений и наличия материалов);
- строительная пена;
- дрель;
- анкерные болты;
- сварочный аппарат;
- болгарка с диском, предназначенным для резки металла;
- стол сварочный или козлы для сборки изделия.
Но изготовление и установка металлических дверей — дело творческое. Поэтому приведенный список в некоторой степени можно считать приблизительным: многое зависит от вида и конструкции двери, на которой вы решили остановиться. Для входной, например, двери стоит взять стальной лист большей толщины или создать конструкцию типа «сэндвич», которая состоит из двух листов стали с пенопластом или другим утеплителем между ними.
Изготовление дверного каркаса
Работы нужно начинать с точных обмеров проема. Чаще всего стандартный проем имеет ширину в 800-900 мм и высоту в 2000 мм. Для того, чтобы избежать ошибок при обмерах, необходимо «добраться» до торца стены (бетона или кирпича), сбив на коротком участке слой краски и штукатурки и сделав вырез с помощью молотка и стамески в вертикальном наличнике, если он имеется.
Эту операцию следует выполнить по всем четырем сторонам снаружи и изнутри проема. Когда вы определились с истинными очертаниями проема – можно выполнять обмеры.
После того как размеры проема точно определены, начинаем изготовление дверей металлических своими руками.
Размеры металлической коробки двери должны быть такими, чтобы между торцами стен, ограничивающими проем, и коробкой оставался зазор шириной в 20 мм. Он позволит скорректировать положение двери при установке в том случае, если проем окажется перекошенным. По завершении монтажных работ этот зазор заделывают строительной пеной.
Первым делом надо по размеру коробки нарезать уголок (с длиной полок, к примеру, 50х25 мм) нужной длины и выложить его на какой-нибудь плоскости (лучше всего на сварочном столе) в форме прямоугольника. Вместо сварочного стола можно использовать козлы выверенные на плоскостность. Чтобы убедиться, все ли углы коробки равны 90 градусам, надо промерить длины диагоналей. Они должны быть равными. Затем уголки свариваются.
Изготовление дверного полотна
Изготовление металлической двери начинают с определения размеров рамы. Он должен иметь такие размеры, чтобы между ним и коробкой оставался зазор шириной 20 мм по высоте и 15 мм по ширине (распределение зазоров по периметру см ниже). Затем отрезают уголок нужной длины (подойдет уголок 40х25) и выкладывают на столе в форме прямоугольника, после чего раму сваривают.
Сразу же после этого следует сделать в профиле болгаркой вырез для установки замка. Для того, чтобы облегчить работы по обшивке двери, в раму забивают деревянные рейки необходимой длины. Далее к петлям и коробке приваривают петлевой профиль. Делается это для облегчения сварочных работ.
Необходимо очень тщательно промерить расстояние между петлями на коробке и раме двери, чтобы добиться полного совпадения. Иначе могут возникнуть проблемы при навешивании двери. Затем нужно уложить дверную раму внутрь коробки и добиться параллельности всех сторон.
Следующим шагом технология изготовления металлических дверей предусматривает подготовку дверного полотна. Стальной лист разрезается таким образом, чтобы полотно перекрывало проем на 1 см, а со стороны замка – на 1,5 см. После резки на кромке листа остается окалина, которую необходимо удалить.
Подготовленный лист укладывается таким образом чтобы верхний и нижний края коробки выступали на 10 мм. Со стороны замка коробка должна выступать на 5 мм, а со стороны навесов – на 15 мм. В нескольких местах аккуратно прихватываем лист к коробке.
Затем переворачиваем коробку таким образом, чтобы лист оказался внизу. Внутри коробки находится дверная рама.
Выставляем зазоры между рамой и коробкой:
- снизу (со стороны порога) – 10 мм;
- сверху – 10 мм;
- со стороны замка – 8 мм;
- со стороны навесов – 7 мм.
Для фиксации зазоров можно использовать подручные средства: полоски металла разной толщины диски от болгарки и т. д.
Теперь можно приварить раму к листу
Варить надо небольшими участками: шов должен быть не длиннее 40 мм расстояние между началами швов – 200 мм. Сварку следует начинать от середины к краям изделия обратноступенчатым шагом с разных сторон. Изделию надо периодически давать остывать.
Монтаж дверных петель
Прежде чем приступать к монтажу петель (навесов), необходимо приподнять изделие над плоскостью сварочного стола. Для этого под коробку положите куски трубы или профиля.
 Схема металлической двери
Схема металлической двери
Для изготовления петель применяют стальной прут диаметром 20 мм. Для облегчения работы петель в каждую из них помещают стальной шарик от подшипника. Петли собирают и фиксируют на конструкции таким образом, чтобы верхняя и нижняя петли были соосны. Затем петли приваривают к коробке и дверному полотну.
Верхняя часть петли приваривается к листу, а нижняя – к коробке.
После того, как вы приварили петли срежьте прихватки которыми крепили лист к коробке.
Изготовление входных металлических дверей завершают зачисткой сварочных швов и покраской. Окрашивание нужно выполнять независимо от того, какую отделку вы планируете делать дальше. Слой краски предотвратит появление ржавчины, защищая металл от коррозии.
Монтаж замка
Для установки замка в полке уголка дверной рамы делают вырез такого размера, чтобы замок входил в него без зазора. Установив замок, нужно сделать разметку всех отверстий: крепежных, под ключ, для ручки и т.д. По выполненной разметке необходимо просверлить отверстия нужного диаметра.
Кроме того, нужно выполнить отверстия по всему периметру двери под шурупы диаметром 4 мм, которыми к двери с внутренней стороны будут прикручены доски (в одной из них должен быть вырез для замка). Для крепежа можно использовать шурупы длиной 35-40 мм.
Все вырезы для щеколды и различных защелок в коробке делаются только тогда, когда коробка будет установлена, а дверь – навешена. На этапе монтажа замка делают и дверной глазок.
При сварке титана могут возникнуть определенные трудности, особенно, если сварщик неопытен. Подробнее читайте в этой статье.
Вам нужно быстро и качественно нарезать металл? Полезные советы и рекомендации по https://elsvarkin.ru/texnologiya/plazmennaya-rezka-metalla-svoimi-rukami/ ссылке.
Работы по отделке
Изготовление нестандартных металлических дверей подразумевает оригинальную отделку. Дверь можно обшить деревянными планками или полотном, а также оббить мягким материалом или оклеить пленкой с рисунком и текстурой «под дерево». Менее трудоемкий вариант – просто покрасить дверь. При этом на полотно можно наварить декоративные кованые элементы, которые преобразят внешний вид изделия.
Как видите, изготовить металлическую дверь может любой человек, который хоть немного знаком с ремонтными работами и знает, как варить металл. Любуясь результатом своего труда не забудьте отметить, что ваше решение выполнить эту работу самостоятельно позволило вам сэкономить существенную сумму.
По описанному алгоритму изготавливают практически все двери из металла. Исключения встречаются только при производстве специальных изделий, к примеру, когда ведется изготовление противопожарных металлических дверей.
Что нужно знать об изготовлении металлических дверей: разбираем во всех подробностях

Современные стальные дверные конструкции – это не исключительно надежная защита строения, но и элемент интерьера и экстерьера. Технология создания стальных блоков весьма примечательна, что и стоит рассмотреть.
Оборудование для производства стальных дверей
1. Автоматические линии
Применяются на крупных заводах с высокой производительностью от 200 дверей/день и больше. Технологический процесс полностью автоматизирован, на изготовление одного дверного полотна уходит около 2 минут. Высокоточная техника обеспечивает одинаковую геометрию изделия, формирование профилей, сверление отверстий под фурнитуру и соединительные крепежи, окраску дверного полотна и заполнение внутренних пустот – все происходит автоматически, при минимальном вмешательстве ручного труда.
Автоматизирована также сварка изделия, благодаря применению специальных сварочных роботов. Прочные соединения сварочного шва не требуют дополнительных зачисток и шлифовки вручную.
 Плюсы: автоматизированные линии позволяют производить 500-600 готовых изделий в день с минимальным риском получения брака.
Плюсы: автоматизированные линии позволяют производить 500-600 готовых изделий в день с минимальным риском получения брака.
Минусы: высокая цена и стоимость техобслуживания (линии изготавливаются на заказ, стоимость стартует от 6 млн.руб). Для полноценной работы такого оборудования требуется большая производственная площадь (от 1500 м2), где кроме самого цеха, необходимо предусмотреть значительные площади для хранения сырья и готовой продукции.
2. Линии-полуавтоматы (с применением ручного труда)
Набор оборудования и станков для открытия частично автоматизированного производства:
- Полуавтоматическая гильотина или станок для резки метала (плазменный — рис. 4, лазерный) – от 120 000 руб;
- Листогибочный пресс – 70 000 руб;
- Сварочные машины (включают точечную сварку, дверных полотен, сварку клещами, финальную сварку в среде углекислого газа) – от 100 000 руб. Можно заменить обычными сварочными аппаратами;
- Оборудование для окраски (окрасочный пистолет, компрессор).

С помощью такого оборудования можно производить 15-20 дверей в день. Требуемая площадь помещения – не менее 250 м2.
Плюсы: вполне подъемная для среднего бизнеса стоимость – цена на линию-полуавтомат полностью зависит от комплектации (от 400 000 руб). Но некоторые станки можно заменять более простым оборудованием, что значительно снизит стартовый капитал, но увеличит количество ручного труда и, соответственно, расходы на зарплату рабочим.
Минусы: «человеческий фактор» — чем меньше автоматизации, тем выше количество брака. Кроме того, потребуются мастера высокой квалификации, обученные работе и на станках, и вручную, чтобы обеспечить правильность выполнения технологии производства на всех его этапах.
3. Ручной труд и механические станки
Минимальный набор оборудования:
- болгарка;
- механическая гильотина для резки металла (рис. 5);
- фрезерный станок;
- токарный станок;
- вспомогательный ручной инструмент.

Плюсы: минимальные затраты на покупку оборудования (от 60 000 руб) и аренду помещения (60-80 м2).
Минусы: 2-3 двери в день – это максимальная производительность для такого оборудования. Подобное мини-производство может быть ориентировано только на низкий ценовой сегмент. Чтобы избежать большого количества брака, необходимы специалисты, умеющие работать по металлу.
Дверь для частного дома

Хотя такие входные системы универсальные, но перед тем, как выбрать железную дверь для частного дома, нужно больше внимания уделять определенным критериям.
Так, следует учитывать:
- Место установки. Входная дверь в доме непосредственно контактирует с внешней средой. Поэтому особые требования предъявляются к материалу изделия. Решая, какую металлическую дверь выбрать, обратите внимание, чтобы внешняя отделка выдерживала перепады температур, мороз, влагу, прямой солнечный свет.
- Уровень защиты. Частное владение нуждается в надежной двери, особенно, если хозяева не живут в доме постоянно. Устойчивость ко взлому напрямую зависит от толщины металла, количества ребер жесткости в середине конструкции. Замки, их количество и петли, противосъемные штыри также вносят свой вклад во взломоустойчивость конструкции. Перед тем, как выбрать стальную дверь, проанализируйте, что вы хотите получить.
- Утеплитель. Входная система в частный дом должна быть хорошо изолирована. Количество слоев утеплителя, толщина и вид материала определяется климатической зоной, где расположен дом. Для теплых регионов достаточно будет выбрать стальную дверь с гофрированным картоном или пенопластом, для более холодных зим потребуется минеральная вата, пенополиуретан, утепление не только створки, но и обязательно короба.
- Количество контуров уплотнителя. При прилегании створки к коробу всегда остаются зазоры, которые можно ликвидировать за счет установки уплотнителя. Его приклеивают в один, два и даже три контура для максимальной изоляции.
- Размеры и вес. Чтобы правильно выбрать железную входную дверь, это обязательно надо учитывать. Нередко проем имеет нестандартные размеры, значительную ширину. Чем больше величина двери, чем больше в ней слоев утеплителя, тем ее вес более внушительный. Для удержания такой конструкции потребуются особые прочные петли в достаточном количестве (три или четыре).
- Внешний вид. Створка должна одновременно сочетаться с фасадом здания и интерьером помещения.
При выборе стальной двери нужно знать, что качественное изделие имеет сертификат, а производитель предоставляет долгосрочную гарантию на свою продукцию.
Цеха изготовления металлических конструкций

Цех для изготовления металлических конструкций
На данный момент изготовление стальных дверей совершается по различным технологиям, но фактически все они наделены едиными исходными аспектами. Основная часть процессов технологии производства должна происходить в отдельных помещениях, поэтому площадь обязана предусматривать наличие следующих цехов:
- Цех, где производится прием металла и подготовка сырья;
- Цех, где происходит обработка металлических листов и прокат профилей;
- Цех, где совершается сварочно-сборочный процесс (производственная линия);
- Цех для покраски изделий;
- Отделочно-декоративный цех, при условии, что отделочный материал производится на территории предприятия, а не приобретается в готовом виде;
- Сборочный контрольный цех, где блоки комплектуются замковыми и другими механизмами;
- Складские помещения для хранения готовой продукции.
Каждый из цехов должен отвечать особым требованиям относительно пожарной безопасности. Так помещения должны быть отделаны (полы, стены), как минимум, негорючими материалами, и оснащаться приточно-вытяжной вентиляцией.
Изготовление дверного каркаса
Работы нужно начинать с точных обмеров проема. Чаще всего стандартный проем имеет ширину в 800-900 мм и высоту в 2000 мм. Для того, чтобы избежать ошибок при обмерах, необходимо «добраться» до торца стены (бетона или кирпича), сбив на коротком участке слой краски и штукатурки и сделав вырез с помощью молотка и стамески в вертикальном наличнике, если он имеется.
Эту операцию следует выполнить по всем четырем сторонам снаружи и изнутри проема. Когда вы определились с истинными очертаниями проема – можно выполнять обмеры.
После того как размеры проема точно определены, начинаем изготовление дверей металлических своими руками.
Размеры металлической коробки двери должны быть такими, чтобы между торцами стен, ограничивающими проем, и коробкой оставался зазор шириной в 20 мм. Он позволит скорректировать положение двери при установке в том случае, если проем окажется перекошенным. По завершении монтажных работ этот зазор заделывают строительной пеной.
Первым делом надо по размеру коробки нарезать уголок (с длиной полок, к примеру, 50х25 мм) нужной длины и выложить его на какой-нибудь плоскости (лучше всего на сварочном столе) в форме прямоугольника. Вместо сварочного стола можно использовать козлы выверенные на плоскостность. Чтобы убедиться, все ли углы коробки равны 90 градусам, надо промерить длины диагоналей. Они должны быть равными. Затем уголки свариваются.
Производственно-технологический процесс изготовления стальных блоков
Изготовление железных дверей относительно технологии предусматривает определенную последовательность производственных действий, которые прописаны в специализированной документации (маршрутной либо технологической карте), где указаны:
- Основные требования к исходному качеству используемого материала;
- Правила транспортировки сырья и готового продукта, приемки материала и хранения входных блоков;
- В документации специальных требований указывается комплекс технических требований к каждому этапу процесса;
- Прописаны методы проверки качества и контроля;
- Указаны многие технические условия (производственные ТУ), которые составлены в соответствии с показаниями ГОСТ 31173-2003.
Основные технологические этапы изготовления стальных конструкций:
Подготовка сырья
На данном этапе материал металла подлежит сортировке. Выверяется маркировка листов, проверяется наличие деформаций, которые проявляются, в основном, после процесса транспортировки либо проката. На данном этапе так же с материала удаляется окалина и коррозия. Хранение металлопроката на складах должно производиться на стеллажах либо листы укладываются в штабеля.
Разметка и нарезка заготовок.
Изготовление дверей стартует с правильного раскроя листов металла относительно нанесенных на поверхность шаблонов с использованием чертилок и кернеров.
Обработка заготовок и деталей.
Профиль дверного короба создается на листогибочном оборудовании.
Заготовки для будущих входных блоков опиливаются для устранения заусениц и неровностей. Так в процессе снимается поверхностный слой стали в местах порезки. Опилка может выполняться и вручную с использованием простых напильников, так в на специализированных опилочных станках.
Обработанные заготовки отправляются к штамповочному станку, на котором в деталях проделываются отверстия самого разнообразного диаметра под нужды установки на конструкции фурнитуры, замковых систем.

Сборочный процесс и сварочные работы
Дверное полотно собирается с использованием контактной сварки. Типичная технология сварки исключает деформационные повреждения полотен двери и обеспечивает полное исключение сварочных швов на поверхности.
Замковые системы устанавливают на металлические конструкции единовременно с установкой ребер жесткости, на площадях, укрепленных пластинами из металла. Создаются, своего рода, технологические карманы. На данном этапе полотна и утепляются. Внутри полотен прокладывается негорючий звукоизолирующий и утепляющий материал.
Петли к собранному изделию привариваются зачастую вручную.
Лакокрасочные работы
После окончания сборки конструкции, производится окраска блока. Составы наносятся исключительно на отшлифованную, очищенную, обезжиренную поверхности. Способов нанесения несколько:
- Струйный облив;
- Пневматическое распыление;
- Распыление в электростатическом поле.
Для процесса может использоваться одна из нескольких красок в разнообразной гамме цветов:
- Порошковая;
- Нитро;
- Молотковая;
- Графитовая.
Декоративная отделка конструкций
Зачастую металлические двери декорируются защитными покрытиями, формованными, ламинированными отделочными панелями. Декоративная отделка производством может закупаться в готовом виде. В качестве обшивки может использоваться:
- Дерматин, кожа, винилискожа;
- Вагонка из древесины;
- Панели МДФ, ДСП;
- Натуральная древесина;
- Термопленка с имитацией под натуральную древесину либо однотонная;
- Элементы декоративной ковки;
- Шпон натурального дерева.
Монтаж фурнитуры, замковых систем
Зачастую врезка фурнитуры делается вручную. Для избегания характерных металлических звуков, исходящих от конструкции входных блоков, и для теплоизоляционных свойств, дверные полотна оклеиваются специальными амортизирующими материалами:
- Резиновые уплотнители;
- Из каучука;
- Силиконовые уплотнители.
Обязанности консультантов-замерщиков
 Консультант- замерщик. Кто он? Это человек, от которого напрямую будет зависеть качество установки вашей двери, а значит и срок ее эксплуатации. Обязанности консультанта-замерщика:
Консультант- замерщик. Кто он? Это человек, от которого напрямую будет зависеть качество установки вашей двери, а значит и срок ее эксплуатации. Обязанности консультанта-замерщика:
1. Консультант-замерщик обязан прийти на встречу к клиенту, в основном на дом, в ранее оговоренное время.
2. Принять к сведению все пожелания заказчика, касающиеся будущей металлической двери и уровня безопасности конструкции, который ожидает увидеть клиент.
3. Нужно провести консультацию заказчику по всем вопросам, которые его интересуют, а также определить или дать рекомендации касательно оптимального уровня безопасности.
4. Ознакомить клиента со всеми имеющимися в наличии образцами видов отделки и фурнитуры. Если есть время можно наглядно посмотреть на образцы дверей, выставленных в офисе: г. Чебоксары, ул. Энгельса 26, тел. (8352).
5. Узнать, необходимы ли дополнительные услуги, устанавливая металлические двери. (Это может быть установка наличника, либо утепление дверной коробки (косяка) в частных домах, коттеджах, офисах и т.д.).
6. Для того чтобы установить металлические двери, нужно определить тип и материал из которого построены стены, рассчитать размер двери и определиться с типом дверной коробки.
7. Исходя из таких аспектов как безопасность и удобство пользования дверью, следует взять в расчет метод крепления двери, углубление коробки, способы защиты, а также следует определить направление открывания двери.
8. Далее, консультант-замерщик должен согласовать с заказчиком наиболее оптимальную для него высоту, на которой будет расположен глазок и дверные ручки.
9. Определить приемлемое время установки металлической двери для клиента.
10. Заранее решить вопросы касательно стоимости.
Устанавливая металлические двери, нужно защитить рядом расположенные предметы от искр, возникающих во время резания и сварки, если есть такая необходимость при расширении проема и демонтажа металлического косяка в панельных домах.
Признаки того, что дверь установлена качественно:
1. Дверь закрывается легко.
2. Ригеля замков не трутся о дверную коробку. Дверь прижимается язычком, управляемым ручкой. Нажимая на ручку, при этом замки находятся в закрытом положении, появляется небольшой зазор. Это говорит о том, что ригели находятся в свободном перемещении, если дверь закрыта правильно.
3. Замки легко закрываются и открываются на все обороты.
4. В глазок отчетливо просматриваются консультанты-установщики, которые ожидают расчет за их работу.
Будьте внимательны и прислушайтесь к нашим советам во избежание обмана.
Варианты установки стальных дверей
Независимо от того в какой части проема устанавливается дверь (изнутри, в середине или снаружи), стальная дверь фиксируется деревянными клиньями по углам проема и проверяется на вертикальность. Первым делом крепим штыри или анкера со стороны петель. Сначала верхнюю часть, потом — нижнюю, в середине рамы ставим твердый упор точно по размеру щели и натягиваем анкер или забиваем штыри, точно так же крепим противоположную сторону. После этого еще раз проверяем дверь на вертикальность. Крепление дверных блоков производится также путем приваривания к металлическим косякам (в некоторых панельных домах). Если дверь не открывается под силой тяжести, значит все правильно. Перед заделкой швов строительной пеной желательно побрызгать водой щели, чтобы не было пыли. Помните, что при высыхании пена увеличивается в объеме в три раза, во время высыхания держите двери закрытыми. Ниже представляем некоторые варианты установок стальных дверей:
Металлическая дверь своими руками – полный цикл сборки за 7 этапов
Вам нужна нормальная железная дверь, а цены на рынке «кусаются»? Есть вариант соорудить ее самому. Давайте вместе разберем, как делается металлическая дверь своими руками, начиная с подготовки инструмента, закупки материала и наброска эскиза и заканчивая утеплением и чистовой отделкой.
 Сделать железную дверь самому вполне реально.
Сделать железную дверь самому вполне реально.
Грамотная подготовка как один из залогов успеха
Сделать металлическую дверь своими руками для любителя задача вполне реальная, но есть один нюанс: вы должны свободно работать болгаркой и хотя бы на начальном уровне владеть сварочным аппаратом. Но перед тем как сделать саму дверь нужно подготовить инструмент и материал.
Выбор инструмента
- Болгарка;
- Сварочный аппарат;
- Шуруповерт или набор отверток;
- Электродрель с ударной функцией или перфоратор;
- Круглый «драчевый» напильник;
- Молоток;
- Рулетка;
- Керн;
- Уровень (желательно 1,5 м);
- Угольник.
 Инструмент домашнего мастера.
Инструмент домашнего мастера.
Кроме того понадобится разнообразная фурнитура для электроинструмента. Имеются в виду диски для болгарки по металлу, корд-щетка на болгарку, сверла на дрель, наждак и прочая мелочевка без которой изготовление металлической двери своими руками невозможно.
Закупка материала для изготовления металлической двери
Для железных дверей нужно купить:
- Металлический лист толщиной от 1,5, до 3 мм;
- Профилированная труба 40х20 мм – минимум 7 – 8 м;
- Уголок 50х50 мм – около 7 м;
- Полоса 40х4 мм – 2 м;
- Петли обычные папа-мама или шарнирные – 2 шт.
Если в сварочных работах у вас нет большого опыта, то лучше берите лист под входные двери потолще, хотя бы не менее 2 мм, а лучше 3 мм. Сварка металлических дверей дело не особенно сложное, но тонкий лист очень легко прожечь насквозь.
Еще вам понадобится хороший ровный стол или какое-то подобие козлов, сделать металлическую дверь на земле очень тяжело, а для начинающего мастера вообще не реально.
Делаем эскиз
Профессиональные чертежи на стандартные железные двери сейчас найти можно, но проблема в том, что эти документы делались по ГОСТ 31173-2003, то есть 2200х900 мм или 2200х1200 мм (для широких проемов).
 Профессиональный чертеж под дверь, сваренную из металла
Профессиональный чертеж под дверь, сваренную из металла
Входная металлическая дверь в квартире или частном доме далеко не всегда соответствует стандарту, поэтому лучше составить эскиз. В противном случае, на нестандартном проеме вам придется либо вырезать часть откоса, либо как-то заделывать щель рядом с дверью.
 Пример эскиза для нестандартной железной двери.
Пример эскиза для нестандартной железной двери.
Коль уж мы делаем железную дверь своими руками, то на этапе создания эскиза нужно учесть кое-какие допуски, ниже на примере они показаны:
- Стартовые размеры дверного проема 216х90 см;
- Делать раму (лутку) вплотную к стенам нельзя, так как некуда будет заливать монтажную пену, поэтому по верхней кромке оставляем 10 мм на пену, плюс 5 мм толщина уголка;
- Внизу делаем небольшой порожек, соответственно 25 мм от уголка будет отрезаться, итого остается 212 см высота рамы по внутреннему периметру;
- По бокам также оставляем по 10 мм на пену, плюс 10 мм составляет толщина металла в 2 уголках, итого ширина внутреннего проема 87 см;
- Саму стальную дверь, точнее раму под нее, нельзя делать вплотную к лутке, если дом начнет «гулять» и лутка чуть сдвинется, то полотно заклинит. Поэтому по наружному периметру оставляем зазор 5 мм, соответственно получается 211х86 см;
- Лист берем больше (90х215 см), так как он будет накладываться на часть лутки.
Инструмент подготовили, материал купили, эскиз сделали, теперь можно приступать к сооружению железных дверей своими руками.
Семь этапов сборки стальных дверей
Можно сделать металлические двери своими руками только из уголка или только из профилированной трубы, но смешанный вариант получается более надежным и практичным. Наружную раму (лутку) лучше сварить из уголка 50х50 мм, а каркас под дверное полотно из профилированной трубы 40х20 мм.
Этап № 1. Свариваем лутку
Первым делом отрезаем по схеме уголки и фиксируем их на рабочем столе или козлах струбцинами. Здесь важно чтобы нижняя плоскость была ровной, а углы соединились под 90º. Прямоугольник коробки проверяем по диагоналям, если они одинаковые, значит, углы будут прямыми.
 Фиксация каркаса струбцинами.
Фиксация каркаса струбцинами.
Сразу обваривать углы не стоит, их может повести, сначала прихватываем в нескольких точках и снова замеряем диагонали, пока все не проварено, еще можно отрегулировать мелкие неточности.
 Точечная прихватка.
Точечная прихватка.
При обваривании углов, сначала накладываем все вертикальные швы, а потом переходим к горизонтальным, так металл будет меньше перегреваться. Лишнюю часть уголка мы вырежем позже.
 Приваривание углов.
Приваривание углов.
Теперь переворачиваем раму и проверяем плоскость длинным уровнем или любым ровным эталоном. Никаких перекосов и изгибов быть не должно.
 Проверка плоскости рамы.
Проверка плоскости рамы.
Провариваем наружные стыки и сразу зашлифовываем эти швы болгаркой.
 Сварка наружных швов.
Сварка наружных швов.
Как показано на фото сверху, у нас остался не вырезанным кусочек уголка изнутри, его нужно убрать, так как он будет мешать при установке. Для этого снова переворачиваем раму и вырезаем лишние части болгаркой. Лутка готова, теперь можно переходить к раме для железной двери.
 Вырезаем лишние части.
Вырезаем лишние части.
Этап № 2. Рама под дверное полотно
Когда нарезаете профилированные трубы под каркас дверного полотна, сначала отмеряете все длинные части, а потом из остатков вырезаете короткие. В противном случае вы можете не угадать и тогда, большие вертикальные стойки придется сваривать из кусочков.
Прорезь под замок лучше сделать сразу. Для этого отмеряем от низа стойки 1 м. и делаем 2 вертикальных надреза по габаритам замка, а посередине эту полоску разрезаем наискось. Чтобы кусочки легче было выломать, делаем на них небольшие надрезы, стрелочки на фото указывают на эти надрезы.
 Заготовка под замок.
Заготовка под замок.
Дальше выламываем полоски, переворачиваем трубу и вырезаем с обратной стороны аналогичное отверстие, после чего можно высверливать боковые отверстия под винты, нарезать в них резьбу и примерять замок.
 Первичная примерка замка.
Первичная примерка замка.
Чтобы каркас дверного полотна четко лег на свое место, фиксируем струбцинами профилированные трубы с внутренней стороны лутки. Не забудьте: между профилированной трубой и уголком должен оставаться зазор 5 мм, для этого вставляем прокладки. В качестве прокладок можно использовать те же обрезки уголка.
 Фиксация профилированной трубы на раме.
Фиксация профилированной трубы на раме.
Здесь важно как ставить профилированные трубы, на любой такой трубе есть сварной шов, так вот, этот шов должен «смотреть» внутрь полотна.
 Сварной шов профилированной трубы.
Сварной шов профилированной трубы.
При сооружении рамы под дверное полотно проверять диагонали уже не обязательно, так как мы «привязываемся» к наружному каркасу. Углы свариваются по аналогии с луткой, то есть, в нескольких точках прихватываем, а потом от центра к краям провариваем стыки.
 Сварка углов дверного каркаса.
Сварка углов дверного каркаса.
Здесь же, пока рама находится в лутке, привариваем поперечные ребра жесткости, они делаются из профилированной трубы.
 Крепление ребер жесткости.
Крепление ребер жесткости.
Теперь снимаем струбцины, убираем наружный каркас и провариваем торцы соединений в углах, после чего зашлифовываем все швы. Будьте осторожны, металл тонкий и легко прогорает.
 Зашлифовывать сварные швы снаружи обязательно.
Зашлифовывать сварные швы снаружи обязательно.
Всегда контролируйте, где у вас находится верх, низ, петли и замок. На этом этапе очень легко перепутать и тогда будет сложно исправить ситуацию без потерь.
Этап № 3. Крепление листа
Для начала нам нужно вырезать лист по размерам. От рамы дверного полотна, до края листа оставляем 20 мм (5 мм на зазор, плюс 15 мм на нахлест лутки). Чтобы лист отрезать ровно по разметке, можно использовать профилированную трубу, просто крепите ее струбцинами и режете болгаркой по кромке.
 Эталон для резки листа болгаркой.
Эталон для резки листа болгаркой.
Кладем на отрезанный лист дверной каркас, проверяем чтобы везде четко соблюдался нахлест и точечно привариваем профилированные трубы к листу (шаг порядка 100 – 150 мм). Чтобы рама не сдвинулась во время сварки ее можно зафиксировать струбцинами.
Раму прихватываете не вдоль по периметру, а по диагонали. То есть: приварили одну точку, потом перешли на противоположную и так пока все не обварите. В противном случае, конструкцию может повести.
Производство стальных (металлических) дверей как бизнес
Инвесторы ищут проекты, которые имеют долгосрочные перспективы развития. Они охотно вкладывают деньги в сферу строительства и всё, что с ней связано, так как в России эта отрасль процветает. Бизнес-план производства металлических дверей понадобится тем, кто имеет навыки работы со сталью и хочет открыть своё дело. С его помощью предприниматель примет верный курс и быстрее придёт к своей цели – получению стабильного дохода.
Производство металлических дверей как бизнес: актуальность идеи

Бизнес по изготовлению стальных входных дверей сегодня актуален. Спрос на продукцию увеличивается из года в год, это связано с ростом объёмов строительства. В городах появляется всё больше новостроек, коттеджей, офисных зданий, каждое из которых нужно укомплектовать дверями.
Внимание! Главное преимущество бизнеса по изготовлению металлических дверей – растущий спрос на продукцию. На рынке пока нет аналогичного товара, который бы превзошёл по надёжности и качеству изделия из металла и при этом остался в доступном ценовом диапазоне.
Открыть своё производство стальных дверей сможет каждый желающий. Этот бизнес хорош тем, что стартовать можно с минимальными вложениями (80 000–100 000 рублей). Главное – уметь работать с металлом. Многие успешные предприниматели начинали свой путь, изготавливая железные двери в гараже, используя ручной инструмент. Через некоторое время они смогли расшириться и перейти на более высокий уровень продаж.
Анализ рынка и оценка конкуренции
Целевая аудитория этого проекта разнородна. Основными потребителями стальных дверей являются местные жители со средним достатком:
- застройщики;
- жители новостроек;
- горожане, которые делают ремонт в квартире;
- владельцы или арендаторы офисов.
В России большую часть рынка входных дверей (80%) составляет недорогая продукция, ориентированная на средний класс населения. Цена такого изделия стандартного размера – 10 000–15 000 рублей. Остальные 20% – это двери бронированные, с красивой отделкой из дерева, изготовленные по индивидуальным заказам клиентов. Такие изделия оснащены дорогой фурнитурой, цена на них колеблется в пределах 25 000–80 000 рублей.
Перед тем как принять решение заняться производством металлических дверей, нужно провести исследование на предмет конкуренции в городе и регионе. Важно выяснить:
- какую продукцию изготавливают аналогичные фирмы;
- в каком ценовом сегменте работают;
- какие дополнительные услуги предлагают клиентам.
Немаловажно изучить отзывы о действующих предприятиях. Эта информация позволит выявить их слабые места и сформировать собственные конкурентные преимущества, чтобы выделиться на их фоне. Например, быстрее выполнять заказы, комплектовать двери замками и фурнитурой лучшего качества, использовать более толстое полотно. Другие «фишки» компании, которые помогут найти своего покупателя:
- необычный дизайн дверей;
- возможность изготовления изделий нестандартной формы или размера – арочные, двустворчатые, с боковинами и др.;
- приемлемая стоимость.
Технология производства стальных дверей
Изделия из металла должны соответствовать требованиям ГОСТа:
- ГОСТ 31173-2003;
- ГОСТ 23118-99;
- ГОСТ 5089-97.
Ознакомиться с требованиями к металлическим изделиям нужно заранее. Когда производственный процесс будет запущен, предпринимателю предстоит получить лицензию, подтверждающую качество продукции. Её оформление обойдётся в 35 000 рублей.
Технологический процесс состоит из нескольких этапов. Рассмотрим его по порядку:
- Сырьё сортируют и проверяют на наличие дефектов. С листов металла удаляют окалины и следы коррозии.
- Прошедшие первичную обработку листы размечают и нарезают.
- Пластины, предназначенные для изготовления дверной коробки, обрабатывают на специальном гибочном прессе, придавая им нужную форму. Затем заготовки профиля разрезают на фрагменты нужной длины. Края опиливают, удаляя неровности.
- Далее дверное полотно отправляют на штамповый станок, где с его помощью пробивают отверстия для установки фурнитуры.
- Сборка частей двери выполняется при помощи сварочного оборудования. Для придания дополнительной прочности между направляющими профиля устанавливают рёбра жёсткости.
- Внутрь дверного полотна укладывают утеплитель – минеральную вату, полипропилен или пенополиуретан.
- К дверному полотну крепят петли.
- На очищенные и обезжиренные элементы изделия наносят краску.
- Далее производится обшивка полотна декоративными элементами – МДФ, шпоном, термоплёнкой, вагонкой, ЛДСП и др.
- Завершающий этап изготовления металлической двери – это врезка замка, защёлки, ручки и наклейка уплотнителя.
- Качество готового изделия проверяют на стенде, после чего его упаковывают и отправляют на склад.
Внимание! Оптимальная толщина листа для изготовления двери – 1,5–2 мм. Использование более толстого металла создаст дополнительную нагрузку на петли. С каждым лишним миллиметром вес готового изделия увеличивается на 7–8 кг.
Организация бизнеса по шагам
Первый шаг начинающего бизнесмена – это выбор формата бизнеса и его легализация. После получения документов на руки можно приступить к решению организационных вопросов – заняться поиском помещения под цех, закупкой оборудования, подбором кадров. Ещё одна задача – найти надёжных поставщиков стали и фурнитуры.
Формат бизнеса: небольшой цех или крупное предприятие
Выйти на рынок можно по-разному – организовать домашнее производство, цех среднего звена или большой завод. Всё зависит от объёма инвестиций, которым располагает предприниматель.
Имея небольшой капитал, стоит открыть производство в гараже. При этом придётся пользоваться ручным инструментом. Таким способом можно изготовить 2–3 двери за 1 рабочий день. Даже при небольших объёмах реализуемой продукции удастся зарабатывать от 50 000 до 70 000 рублей в месяц.
Если в распоряжении инвестора 500 000–700 000 рублей, с такой суммой можно открыть небольшой завод, закупив полуавтоматическое оборудование. В этом случае объёмы производства за сутки выше – 10–20 изделий.
Тем, кто располагает суммой более 5 000 000 рублей, стоит открыть крупное предприятие, на котором все производственные процессы будут автоматизированы. Для размещения такого оборудования понадобится площадь 1 500–2 000 м2, а также огромные складские помещения. Такой завод выпускает в среднем 200 металлических дверей в день.
Регистрация компании

Как зарегистрировать бизнес, зависит от выбранного формата. Крупное предприятие оформляют как ООО. Это необходимо, чтобы иметь возможность сотрудничать с юридическими лицами. В иных случаях подходящей организационной формой станет ИП. Регистрация проводится в налоговой службе по месту прописки. Документы:
- паспорт;
- ИНН;
- квитанция об оплате госпошлины (800 рублей для ИП и 4000 рублей для ООО);
- заявление о регистрации физлица в качестве ИП по форме 21001 (для ООО форма 11001).
В случае если выбор пал на общество с ограниченной ответственностью, помимо перечисленных документов понадобится ещё Устав, решение учредителя о создании ООО и протокол собрания учредителей.
Важно сразу определиться с системой налогообложения и написать заявление о переходе на неё, иначе предпринимателю автоматически присвоят ОСН. Для ООО с одним учредителем и ИП доступны ставки (если годовой доход не превышает 60 000 000 рублей):
- 6% от доходов;
- 15% от разницы между доходами и расходами предприятия.
Во время регистрации нужно указать коды ОКВЭД, разрешающие заниматься деятельностью по изготовлению и монтажу дверей:
- 25.12;
- 43.99.5.
Помещение под цех
Для организации полноценной работы предприятия понадобится большое производственное помещение. Оно может находиться за пределами города, главное требование – достаточная площадь для размещения нескольких цехов:
- приёмки металла и подготовки его к работе;
- цех проката;
- сварки и сборки;
- покрасочный;
- помещение для декоративной отделки изделий;
- склад готовой продукции.
Помещение оснащают вентиляционной системой, оно должно соответствовать требованиям пожарной безопасности. Для запуска производства придётся получить разрешение от Госпожнадзора и СЭС.
Покупка оборудования
 Определившись с форматом производства, нужно выбрать оборудование. Оно делится на 3 категории:
Определившись с форматом производства, нужно выбрать оборудование. Оно делится на 3 категории:
- автоматическое – не требующее участия человека;
- полуавтоматическое – предполагает участие в производственном процессе механизмов и рабочей силы;
- механическое – изготовление дверей выполняется ручным способом.
Это оборудование подходит для крупных предприятий. Оно позволяет изготавливать 1 дверь за 2–3 минуты (200–500 за 1 день), благодаря полностью автоматизированным процессам. Вмешательство человека в этом случае минимальное – он лишь контролирует работу машин.
На таком оборудовании останавливает свой выбор большая часть предпринимателей, так как оно стоит относительно недорого – 400 000–700 000, не требует наличия огромных площадей и позволяет изготавливать до 20 единиц продукции за 1 день.
Необходимый набор элементов производственной линии:
- гидравлические гильотинные ножницы или лазерный станок для резки металла;
- пресс листогибочный;
- сварочный аппарат;
- пистолет для покраски;
- компрессор.
Этот вариант подойдёт тем, кто хочет открыть мини-цех по производству дверных блоков из стали у себя в гараже и изготавливать 2–3 изделия в день. Затраты на оборудование в этом случае не превысят 90 000 рублей:
- болгарка;
- механическая гильотина;
- фрезерный станок;
- токарный станок;
- другие инструменты.
Сырьё
 Для изготовления металлической двери понадобятся листы стали. Рекомендуемая толщина металла – 1,5–2 мм. К фурнитуре предъявляются высокие требования, ведь от надёжности замка зависит безопасность клиентов. Стоит отдать предпочтение российским, венгерским, турецким производителям фурнитуры. Китайские замки дешевле, но они быстро ломаются.
Для изготовления металлической двери понадобятся листы стали. Рекомендуемая толщина металла – 1,5–2 мм. К фурнитуре предъявляются высокие требования, ведь от надёжности замка зависит безопасность клиентов. Стоит отдать предпочтение российским, венгерским, турецким производителям фурнитуры. Китайские замки дешевле, но они быстро ломаются.
Кроме этого, придётся постоянно закупать:
- глазки;
- петли;
- защёлки;
- ночные задвижки;
- минеральную вату или другой утепляющий материал;
- электроды;
- петли;
- краски;
- растворитель;
- грунтовку;
- материал для декоративной обшивки дверей;
- круги отрезные и шлифовочные.
Внимание! Себестоимость металлической двери стандартного размера 2180х1040 мм составляет в среднем 7 000–7 500 рублей.
Формирование штата
Открыв бизнес по производству стальных дверей, придётся обеспечить предприятие квалифицированными кадрами. Вакансии:
- технолог – его работу может выполнять сам организатор проекта, если он имеет специальные навыки и знания;
- 3 рабочих;
- 2 сварщика;
- монтажник.
Чтобы не включать в штат бухгалтера, ведение финансовых операций и подготовку отчётности стоит отдать удалённому специалисту.
Реклама и маркетинг

Само по себе производство дверей не принесёт прибыли предпринимателю. Важно найти покупателей на товар, иначе он будет просто залёживаться на складе. Поиск каналов сбыта – одна из главных задач бизнесмена.
Покупателями металлических дверей могут быть как частные лица, так и организации. Для владельца бизнеса выгодно заключить несколько контрактов с застройщиками, строительными супермаркетами и оптовыми базами, это позволит сбывать свою продукцию крупными партиями. Чтобы как можно больше потенциальных клиентов узнало о предприятии, нужно использовать разные методы рекламы:
- Создание сайта. На интернет-просторах проще всего найти клиентов, запустив рекламу в Яндекс Директ.
- Раздача листовок и буклетов с предложениями заказать двери со скидкой.
- Размещение объявлений на платных и бесплатных площадках и в местных СМИ.
- Реклама в транспорте поможет найти клиентов среди частных лиц, которые планируют поменять входную дверь.
Наработка клиентской базы и формирование репутации предприятия займёт несколько месяцев. Главное – стараться делать свою работу качественно, снизить процент брака до минимума, не подводить заказчиков по срокам, в этом секрет успеха компании.
Финансовый план компании
Рентабельность бизнеса оценивается путём сопоставления расходов на открытие и поддержание проекта с ожидаемыми доходами предприятия. Эта информация содержится в финансовом разделе бизнес-плана.
Инвестиции в бизнес и текущие расходы
 Расходы на открытие предприятия среднего звена включают:
Расходы на открытие предприятия среднего звена включают:
- оформление ИП – 800;
- лицензия – 35 000;
- оборудование – 700 000;
- реклама – 30 000;
- закупка сырья на первое время – 500 000.
Итого: 1 265 800 рублей.
К текущим расходам относятся траты на поддержание работы предприятия:
- аренда цеха площадью 300 м2 – 20 000;
- ФОТ – 130 000;
- реклама – 25 000;
- амортизация оборудования – 10 000;
- сырьё – 2 625 000;
- коммунальные платежи – 15 000;
- налог 15% от разницы между доходами и расходами.
Итого: 2 825 000 рублей плюс налоговые отчисления.
Доходы и расчёт прибыли, окупаемость и рентабельность
Предприятие средней величины изготавливает около 15 дверей за рабочую смену. Соответственно, за 1 месяц оно производит 15 х 25 дней = 375 изделий. Себестоимость 1 металлической двери стандартного размера составляет 7 000 рублей, а цена реализации – 9 000 рублей.
Среднемесячная выручка предприятия составит 9 000 х 375 = 3 375 000 рублей. Чтобы вычислить прибыль завода, нужно от этой суммы отнять расходы и налоговые отчисления.
- 3 375 000 – 2 825 000 = 550 000 – это грязный доход компании.
- 550 000 х 0,15 = 82 500 рублей – это налог.
- 3 375 000 – 2 825 000 – 82 500 = 467 500 рублей – чистая прибыль компании.
Расчёты показывают, что при условии выполнения плана – 15 изделий за смену предприятие получает хорошую прибыль. Даже в случае снижения продаж на 30% компания окажется в плюсе. Срок окупаемости проекта при успешном продвижении не превысит 7 месяцев. В среднем, инвестиции в бизнес такого формата полностью окупаются за 6–12 месяцев. Важно постоянно работать над привлечением новых клиентов, искать оптовых заказчиков на двери. Опытные предприниматели советуют взять в штат хорошего маркетолога.
Открыть собственное производство металлических дверей – одна из самых перспективных и экономически оправданных идей для бизнеса. Спрос на эту продукцию есть всегда, несмотря на растущую конкуренцию. Хорошо зарекомендовав себя на рынке, предприятие быстро выйдет на точку безубыточности и начнёт получать стабильную прибыль в размере 300 000–600 000 рублей ежемесячно.
Характеристики равнополочного уголка с размерами 50х50х5
 Уголок равнополочный 50х50х5 является одним из важных элементов металлоконструкций. По форме он представляет собой г-образную стальную балку. Может быть гнутым, катаным или тянутым, в зависимости от способа производства. Применение подобных уголков широко распространено в сфере строительства. Приобрести его можно в специализированных магазинах и на строительных рынках.
Уголок равнополочный 50х50х5 является одним из важных элементов металлоконструкций. По форме он представляет собой г-образную стальную балку. Может быть гнутым, катаным или тянутым, в зависимости от способа производства. Применение подобных уголков широко распространено в сфере строительства. Приобрести его можно в специализированных магазинах и на строительных рынках.
- Производство и характеристики
- Сфера применения
- Где приобрести уголки
- Что еще важно знать
Производство и характеристики

Уголок 50х50х5 производится двумя способами. Первый вариант предполагает метод горячего проката, а второй, с помощью изгиба, относится к холоднокатанному варианту. При этом горячая прокатка предполагает прохождение заготовки через специальные валы, которые задают необходимую форму по известным размерам. После этого производят прокатку через стан под давлением.
Равнополочный уголковый элемент из стали имеет определенные характеристики. Наиболее важными являются следующие параметры:
- Ширина 50 миллиметров;
- Длина 50 миллиметров;
- Толщина 5 миллиметров;
- В 1 тонне находится 265,3 метра;
- Вес 1 метра уголка достигает 4 килограммов.
Следует также помнить, что рассматриваемые уголки изготавливаются двумя способами с применением специального оборудования и согласно принятым техническим стандартам.
Сфера применения
Равнополочный уголок этой марки отличается повышенными параметрами прочности, изностойкости и вязкости. Кроме того, у изделия прекрасная стойкость к коррозии и климатическим явлениям. Сфера применения материала достаточно обширна:
 При строительстве помогает выравнивать оконные или дверные проемы, а также укрепляет перекрытия или бетонные основания;
При строительстве помогает выравнивать оконные или дверные проемы, а также укрепляет перекрытия или бетонные основания;- В мебельном производстве и изготовлении металлоконструкций;
- В строительстве вагонов;
- В промышленном производстве автомобилей;
- При декорировании ландшафтов и построек.
 При строительстве помогает выравнивать оконные или дверные проемы, а также укрепляет перекрытия или бетонные основания;
При строительстве помогает выравнивать оконные или дверные проемы, а также укрепляет перекрытия или бетонные основания;Поскольку у него высокие показатели прочности и стойкости к износу, его применяют в строительстве как несущий элемент. Разновидность гнутого проката отличается сравнительно небольшим весом, Это снижает его прочность, а следовательно, сужает сферу применения.
Оцинкованные уголки следует применять в условиях серьезных атмосферных изменений и эксплуатации в агрессивных и химических средах.
Где приобрести уголки
 Приобрести равнополочные уголки можно в специализированных магазинах, которые длительное время занимаются продажей подобных изделий для строительства и остальных работ, связанных с ремонтом и укреплением фундаментов и оснований.
Приобрести равнополочные уголки можно в специализированных магазинах, которые длительное время занимаются продажей подобных изделий для строительства и остальных работ, связанных с ремонтом и укреплением фундаментов и оснований.
В первую очередь, необходимо выбрать конкретную точку, где можно приобрести изделие. Затем следует уточнить наличие равнополочного уголка и сделать заказ, составив договор поставки. Далее необходимо оплатить товар любым из удобных способов.
Необходимо согласовать время и способ доставки, обговорить все необходимые детали. В некоторых случаях более удобным вариантом будет самостоятельный вывоз товара. Для стальных конструкций данного типа оптимальным вариантом доставки будет авиаперелет или железнодорожный транспорт. Доступна и услуга заказа спецтехники — в том случае, если имеется большая партия груза и требуется срочная перевозка.
В стоимость заказа входит разгрузка товара силами покупателя в течение часа. Когда процесс будет завершен, покупатель получит на руки полный комплект документов, включая инструкцию по эксплуатации и все необходимые параметры.
Что еще важно знать
 Элементы изготавливают на основе углеродистой и низколегированной стали путем проката на специальных установках. Точность проката может быть класса А, что относится к высокому показателю точности, либо класса В, что соответствует повышенной точности.
Элементы изготавливают на основе углеродистой и низколегированной стали путем проката на специальных установках. Точность проката может быть класса А, что относится к высокому показателю точности, либо класса В, что соответствует повышенной точности.
Обычно такие элементы изготавливаются мерной и немерной длины с толщиной стенок от 3 до 20 миллиметров. Равнополочные уголки можно использовать не только в строительной сфере, но и в сельском хозяйстве, на разнообразных производственных объектах и во многих других отраслях, относящихся к области народного хозяйства.
Равнополочные конструкции являются необходимым компонентом в различных сферах производства. Такой элемент не только прочный, но и обладает хорошими показателями стойкости к износу и воздействию сред, агрессивных в химическом плане.
Приобрести такие элементы можно не только в строительных магазинах, но и на официальных сайтах производителей, занимающихся изготовлением и реализацией равнополочных элементов. Рекомендуется заказывать материалы только у проверенных поставщиков.
Характеристики равнополочного уголка с размерами 50х50х5: объясняем по полочкам

Уголок 50х50х5 и других толщин этого типоразмера, пожалуй, самый универсальный фасонный металлический прокат этого вида. Его используют практически повсеместно: для сборки различных конструкций, в быту, на строительных и промышленных объектах, для производства самых разнообразных видов оборудования, техники, предметов обихода и оснащения.
Что такое равнополочный уголок 50х50х5, его особенности и характеристики
Уголок равнополочный 50х50х5 является одним из важных элементов металлоконструкций. По форме он представляет собой г-образную стальную балку. Может быть гнутым, катаным или тянутым, в зависимости от способа производства. Применение подобных уголков широко распространено в сфере строительства. Приобрести его можно в специализированных магазинах и на строительных рынках.
1 Основные характеристики и способы производства стального уголка 50×50
Стальной угловой прокат 50×50 относится к равнополочному. У обеих его полок одинаковая ширина – 50 мм. Стандартный стальной равнополочный угловой прокат такого типоразмера изготавливают длиной 3–12 м. Производят его двумя способами: есть горячекатаный угловой прокат и гнутый. Гнутый прокат изготавливается из холодно- или горячекатаного листового стального материала, который подвергают изгибанию на профилегибочном оборудовании.
Равнополочный стальной угловой прокат 50×50
Ко всем способам изготовления предъявляются требования. Они и характеристики готовых изделий 50×50 (сортамент, марка стали, параметры сечения, допустимые значения отклонений от стандартных размеров, удельная масса 1 м и иные) регламентируются соответствующими нормативными документами. Для горячекатаной продукции это ГОСТ 8509-93, а для гибкой – ГОСТ 19771-93.
Следует отметить, что в различной документации (сертификатах качества, бухгалтерской и по ведению склада отчетности, накладных на отгрузку-получение уголка и прочей) вместо 50×50 указывают номер, присвоенный в ГОСТе и соответствующий этому типоразмеру – № 5.
Разновидности стальных уголков равнополочного типа
Уголок равнополочный в зависимости от способа изготовления и используемого для его производства сырья подразделяется на несколько категорий. Все геометрические параметры, а также допустимые отклонения по ним регламентируются двумя нормативными документами:
- ГОСТом 8509-93 (производство горячекатаных уголков равнополочного типа);
- ГОСТом 19771-93 (изготовление равнополочных стальных уголков, полученных методом гибки).
Ознакомиться с требованиями ГОСТ и сортаментом стальных горячекатаных и гнутых равнополочных уголков можно, скачав соответствующие документы в формате pdf по ссылкам ниже.
ГОСТ 8509-93 Уголки стальные горячекатаные равнополочные. Сортамент
Скачать
ГОСТ 19771-93 Уголки стальные гнутые равнополочные. Сортамент
Скачать
Отличие равнополочных и неравнополочных изделий состоит в том, что у первых полки имеют одинаковые размеры (ширину), а у вторых – разные. Горячекатаные угловые профили изготавливают по следующей технологии: раскаленную заготовку прокатывают между валами специального прокатного стана, где она, подвергаясь давлению, формируется в изделие с требуемой геометрической формой и размерами.
Для того чтобы изготовить уголок металлический гнутого типа, листовой прокат соответствующего размера сгибают на оборудовании профилегибочного типа или на трубных станах. Горячекатаные профили благодаря особенностям их производства отличаются более высокой прочностью, но и у гнутых уголков есть свои преимущества: высокая точность размеров, легкий вес, широкий сортамент.

Равнополочный уголок является востребованным материалом как в промышленном строительстве, так в частном хозяйстве
В сортаменте равнополочных уголков присутствуют изделия из:
- стали повышенной прочности;
- легированной, высоколегированной стали;
- сплавов, отличающихся повышенной жаропрочностью, жаростойкостью и устойчивостью к коррозии.
Наиболее распространенным материалом для производства гнутого уголка является также углеродистая сталь, характеристики которой должны соответствовать ГОСТу 380-94.
2 Сортамент равнополочных стальных изделий 50×50
Горячекатаные изделия 50×50 согласно ГОСТа 8509-93 изготавливают по толщине четырех типоразмеров – с полками в 3, 4, 5 и 6 мм. В соответствии с этим они и обозначаются:
- 50x50x3;
- 50x50x4;
- 50x50x5;
- 50x50x6.
Изделия 50×50, изготовленные методом гибки согласно ГОСТа 19771, выпускают только одного типа – из сплавов, сопротивление разрыву которых равно либо меньше 47 кгс/мм2 (460 Н/мм2). Дело в том, что по этому стандарту производят гнутые уголки еще и из стали, сопротивление разрыву которой более 47 кгс/мм2. Но изготовление этого типа с размерами 50×50 ГОСТом 19771 не предусмотрено.

Изготовленные методом гибки равнополочные изделия
Таким образом, гнутые изделия 50×50 производят двух типоразмеров и с радиусом закругления внутреннего угла между полками:
- 50x50x3 с радиусом в 4 мм;
- 50x50x4 с радиусом в 6 мм.
Длины, допуски по размерам, точность изготовления и ряд прочих характеристик и параметров у горячекатаных и гнутых уголков одинаковые, как следствие, совпадают и требования к их изготовлению.
Сфера применения
Равнополочный уголок этой марки отличается повышенными параметрами прочности, изностойкости и вязкости. Кроме того, у изделия прекрасная стойкость к коррозии и климатическим явлениям. Сфера применения материала достаточно обширна:
- При строительстве помогает выравнивать оконные или дверные проемы, а также укрепляет перекрытия или бетонные основания;
- В мебельном производстве и изготовлении металлоконструкций;
- В строительстве вагонов;
- В промышленном производстве автомобилей;
- При декорировании ландшафтов и построек.
Поскольку у него высокие показатели прочности и стойкости к износу, его применяют в строительстве как несущий элемент. Разновидность гнутого проката отличается сравнительно небольшим весом, Это снижает его прочность, а следовательно, сужает сферу применения.
Оцинкованные уголки следует применять в условиях серьезных атмосферных изменений и эксплуатации в агрессивных и химических средах.
Основные характеристики
По таблице сортамента стальных уголков равнополочного типа можно узнать различные их параметры: массу одного погонного метра; площадь поперечного сечения профиля и другие размеры. Для вычисления массы горячекатаного или гнутого профиля плотность материала, из которого он изготовлен, принимается за 7850 кг/м3.

Масса погонного метра уголка равнополочного
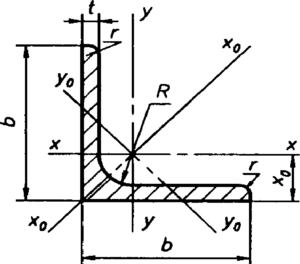
Радиусы закругления профиля равнополочных стальных уголков, приведенные в таблице с сортаментом, не являются контролируемыми параметрами, но они необходимы для калибровки изделий. В таблице сортамента приняты следующие обозначения размеров и других параметров, которыми характеризуется уголок стальной:
- t – толщина стенок полок;
- X0, Y0 – расстояния от наружных граней полок уголка до центра его тяжести;
- R – радиус закругления;
- b – ширина полки;
- r – радиус закругления граней полок;
- I – момент инерции;
- i – радиус инерции;
- F – площадь сечения профиля;
- Ixy – момент инерции, который развивают центробежные силы.

Обозначения основных геометрических параметров горячекатаного уголка. Ниже таблица сортамента данного вида металлопроката

Таблица 1: Сортамент горячекатаных уголков
Равнополочные стальные уголки могут быть обычной точности (маркируются литерой «В») и повышенной (в маркировке присутствует буква «А»). ГОСТом допускаются следующие отклонения ширины полок:
- для продукции № 2–4,5 – ±1 мм;
- № 5–9 – ±1,5 мм;
- № 10–15 – ±2 мм;
- № 16–20 – ±3 мм;
- № 22–25 – ±4 мм.

Полки уголка должны быть перпендикулярными по отношению к друг другу в пределах допусков согласно таблице
Толщина полки равнополочного стального уголка в соответствии с ГОСТом может иметь следующие отклонения, измеряемые в миллиметрах (см. таблицу).
Заказчик партии равнополочных стальных уголков может договориться с изготовителем продукции о том, что вместо допустимых отклонений по толщине стенки будет использоваться допуск на отклонения по массе изделия, который может составлять для профилей:
- № 2–7,5: от –5 до +3% (классы «А» и «В»);
- с № свыше 7,5: ±2,5% (класс «А»), от – 5 до +3% (класс «В»).

Отклонения в размерах уголка в зависимости от класса
Согласно положениям ГОСТа, стальные уголки, относящиеся к категории равнополочных, могут отпускаться заказчику длиной 3–12 м. По предварительной договоренности заказчика с производителем данная продукция может отпускаться и с длиной, превышающей 12 метров. Так, ГОСТ оговаривает возможность отпуска равнополочных стальных уголков следующих размеров в продольном направлении:
- мерной длины;
- мерной величины с включением в партию изделий немерной длины (количество таких уголков не должно превышать 5% от общего объема);
- длины, которая кратна мерной;
- длины, кратной мерной, при содержании в партии уголков немерной длины (их количество не должно превышать 5% от общего объема);
- немерной длины;
- длины, находящейся в немерном интервале.
Познавательный ролик советских времен, подробно освещающий нюансы производства сортового металлопроката.
Для длины мерных стальных уголков и изделий, длина которых кратна мерной, ГОСТ устанавливает следующие допустимые отклонения:
- не больше 4 метров – 30 мм;
- от 4 до 6 метров – 50 мм;
- свыше 6 метров – 70 мм;
- от 4 до 7 метров (по требованию заказчика) – 40 мм;
- свыше 7 метров (по предварительному согласованию с заказчиком) – 5 мм на каждый дополнительный метр изделия.
Где приобрести уголки
Приобрести равнополочные уголки можно в специализированных магазинах, которые длительное время занимаются продажей подобных изделий для строительства и остальных работ, связанных с ремонтом и укреплением фундаментов и оснований.
В первую очередь, необходимо выбрать конкретную точку, где можно приобрести изделие. Затем следует уточнить наличие равнополочного уголка и сделать заказ, составив договор поставки. Далее необходимо оплатить товар любым из удобных способов.
Необходимо согласовать время и способ доставки, обговорить все необходимые детали. В некоторых случаях более удобным вариантом будет самостоятельный вывоз товара. Для стальных конструкций данного типа оптимальным вариантом доставки будет авиаперелет или железнодорожный транспорт. Доступна и услуга заказа спецтехники — в том случае, если имеется большая партия груза и требуется срочная перевозка.
В стоимость заказа входит разгрузка товара силами покупателя в течение часа. Когда процесс будет завершен, покупатель получит на руки полный комплект документов, включая инструкцию по эксплуатации и все необходимые параметры.
4 Вес стального углового проката 50×50 разной толщины
Определить вес уголка 50×50 для любого из приведенных выше можно несколькими надежными способами. Самый быстрый и простой – с помощью таблиц сортамента равнополочных стальных изделий из соответствующих ГОСТов. В них указаны значения теоретической удельной массы 1 м уголка для каждого типоразмера.
Для горячекатаных изделий эти величины следует искать в ГОСТе 8509. Указанная в нем масса 1 м уголков соответствующих типоразмеров:
- 2,32 кг – 50x50x3;
- 3,05 кг – 50x50x4;
- 3,77 кг – 50x50x5;
- 4,47 кг – 50x50x6.

Размеры горячекатаных изделий
Для гнутого углового проката эти величины нужно искать в ГОСТе 19771. Указанная в нем масса 1 м продукции соответствующих типоразмеров:
- 2,23 кг – 50x50x3;
- 2,90 кг – 50x50x4.
После определения удельного вычисляют суммарный вес. Для этого умножают общий метраж на массу 1 м. Так, например, если имеется гнутый уголок 50х50х4 в количестве 100 м, то его суммарная масса: 100 * 2,90 = 290 кг.
Что еще важно знать
Элементы изготавливают на основе углеродистой и низколегированной стали путем проката на специальных установках. Точность проката может быть класса А, что относится к высокому показателю точности, либо класса В, что соответствует повышенной точности.
Обычно такие элементы изготавливаются мерной и немерной длины с толщиной стенок от 3 до 20 миллиметров. Равнополочные уголки можно использовать не только в строительной сфере, но и в сельском хозяйстве, на разнообразных производственных объектах и во многих других отраслях, относящихся к области народного хозяйства.
Равнополочные конструкции являются необходимым компонентом в различных сферах производства. Такой элемент не только прочный, но и обладает хорошими показателями стойкости к износу и воздействию сред, агрессивных в химическом плане.
Приобрести такие элементы можно не только в строительных магазинах, но и на официальных сайтах производителей, занимающихся изготовлением и реализацией равнополочных элементов. Рекомендуется заказывать материалы только у проверенных поставщиков.
Справочник металлопроката
Уголок стальной
На нашем сайте Вы сможете узнать цены на Уголок стальной в Вашем регионе и выбрать Вашего поставщика.
Неравнополочный уголок – тип профиля из металла, получаемый методом горячей прокатки, используемый как и в возведении зданий, так и в станкостроении. Данный профиль производится горячекатаным способом из непрерывно литой болванки, по своей форме, соответствующей прямоугольнику.
Равнополочный уголок – ведущий тип профильного проката, используемый везде и всюду. Это достаточно дешевый профиль, имеющий высокую прочность в продольном сечении и отличающийся универсальностью использования. Еще одно отличие, как говорилось выше, это одинаковая длина полок.
Данные изделия прекрасно свариваются и монтируется всеми возможными способами.
Способы использования уголка из металла.
Вместе со швеллером, равнополочным уголком и другими видами проката, не равнополочный уголок используется как основная часть для производства рамных и ферменных систем. Уголок имеет огромную прочность в поперечном сечении и небольшой вес, что совместно с его дешевизной делает его очень известным, используемым повсюду.
Равнополочный уголок применяется везде в хозяйстве и в возведении сооружений ― от строительства больших производственных объектов и зданий, связанных со спортом до дачного строительства. Главной областью использования равнополочного уголка является производство ферменных конструкций.
Еще один пример частого применения уголка – в машиностроении и переработке металла.
Структура производства уголка из металла
Неравнополочный уголок выпускается на сортовых станках способом горячего катания. Физические отличия и характеристики, произведенного уголка, существуют в ГОСТ 8510-86. Равнополочный уголок выпускается способом горячего катания из болванок, по своей форме идентичные с квадратом или прямоугольником в соответствии с ГОСТ 8509-93.
По точности прокатки уголки изготавливают:
А – высокой точности
В – обычной точности
По длине уголки изготавливаются:
– Кратной мерной длины
– Ограниченной длины в пределах немерной
Максимально допустимая длина готового профиля ограничена 12 м, однако в отдельных случаях неравнополочный уголок может иметь большую длину.
Основные параметры неравнополочного уголка описываются следующей таблицей:
Действующие стандарты
Номер
Название
ДСТУ 2251-93 ГОСТ 8509-93)
Уголки стальные горячекатаные равнополочные. Сортамент
Уголки равнополочные. Размеры
ДСТУ ISO 657.2-2001>
Профили стальные горячекатаные. Часть 2. Уголки неравнополочные. Размеры>
Уголки стальные горячекатаные неравнополочные. Сортамент
ДСТУ 2254-93 (ГОСТ 19771-93)
Уголки стальные гнутые равнополочные. Сортамент
ДСТУ 2255-93 (ГОСТ 19772-93)
Уголки стальные гнутые неравнополочные. Сортамент
Уголок горячекатаный равнополочный по ДСТУ 2251-93 (ГОСТ 8509-93)
Рис.1. Уголок равнополочный по ДСТУ 2251-93 (ГОСТ 8509-93)
A – ширина полки;
t – толщина полки;
r внутр. – радиус внутреннего закругления;
r внешн. – радиус внешнего закругления полок.
Размеры
Масса 1 м уголка,
Кол-во метров в тонне
Размеры
Масса 1 м уголка,
Кол-во метров в тонне
AхAхt,
мм
мм
кг
AхAхt,
мм
мм
кг
мм
мм
Примечание:
Масса 1 м уголка вычислена по номинальным размерам при плотности материала 7850 кг/м3 и является справочной величиной.
* – размеры, исключенные из последней редакции стандарта.
** – нестандартный размер.
Уголок равнополочный по ISO 657.1-1989 Е
Рис.2. Уголок равнополочный по ISO 657.1-1989 Е
A – ширина полки;
t – толщина полки;
r внутр. – радиус внутреннего закругления;
r внешн. – радиус внешнего закругления полок.
Масса 1м уголка,
Примечание:
Масса 1 м уголка вычислена по номинальным размерам при плотности материала 7850 кг/м3 и является справочной величиной.
Уголок гнутый равнополочный. ДСТУ 2254-93 (ГОСТ 19771-93)
Рис.3. Уголок гнутый равнополочный по ГОСТ19771-93
b – ширина полки;
S – толщина полки;
R – радиус кривизны.
b,
S,
R, не более,
Масса
Количество метров в
Количество метров в
Металлический уголок: описание, виды, особенности, использование
Уголок, если брать информацию из справочника номенклатуры, принадлежит к виду такого металлопроката, который выглядит как две перпендикулярные друг к другу ленты, имеющие пересечение под углом в 90 градусов в виде трапеции или прямоугольника. Физические свойства и виды производства уголка отражены в ГОСТ8509-93 и ГОСТ8510-86. Один из этих ГОСТов соответствует равнополочному, другой – неравнополочному уголку.
Виды уголков и их изготовление
В качестве основания для деления уголков на виды вступают:
· соотношение размеров полок;
· способ изготовления уголка
По соотношению размеров полок различают:
· равнополочный уголок (ширина полок одинакова);
Со стороны физических свойств, жесткость и возможность сопротивления внешнему давлению у неравнополочного уголка неравнозначна — более широкая полка способна вынести гораздо большие нагрузки в продольном сечении и меньшие в поперечном, чем более малая полка. Справочное наименование равнополочных уголков легче, чем неравнополочных: так, равнополочный продукт с шириной полки в 50 мм именуется как «уголок 50».
По виду производства выделяют типы уголков, перечисленные ниже:
· производимые благодаря способу горячей выкатки (здесь в качестве заготовки берется любой схожий по габаритам сортовой прокат);
· производимые благодаря способу горячей перекатки (в качестве заготовки —определенный сортовой прокат квадратной или прямоугольной формы).
Обычно для производства данного профиля берут низколегированную или конструкционную сталь.
Редко ранжирование уголков облегчают, так как: неравнополочные изготавливаются в основном способом горячей выкатки; равнополочные — способом горячей перекатки.
Гнутый уголок можно рассмотреть как отдельный тип. Несмотря, что в справочнике он обладает точно таким же наименованием, как прокатный — как-то: уголок металлический 40×40 — его прочностные свойства и размер допусков разительно меньше прокатного.
Этот тип уголка производится на определенных станках, в которых выполняется последовательный сгиб полосы из разнообразных типов стали.
Классификация по точности изготовления и длине
Что бы заказать уголок, необходимо знать его размеры и точность обработки. Например, информация: металлический уголок 50×50 – достаточно мала, для изготовления. Необходимо следующее:
· уголок вида А (с максимальной точностью изготовления);
· вида В (точность изготовления – средняя).
Фасонный или сортовой прокат уголок, как и любые другие, бывает:
· мерной длины и кратной мерной;
Это ранжирование расширяется следующими строчками:
· мерной длины с малым числом немерной (для партии любого объёма число продуктов немерной длины не может превосходить 5%);
· немерной предельно-допустимой длины.
Ранжирование, исходя из длины уголка, используется только для продуктов, чья длина не превосходит 12 и превышает 4 метров.
Возможности использования данного продукта зависят от его параметров жесткости, которые напрямую прямо-пропорциональны:
· размерам полок, т.е. ширине и длине (исходя из ГОСТа, уголок 100 содержит четко регламентированный интервал толщин полок, тоже— для уголка 70ит.д.);
· виду (гнутый уголок 75 имеет меньшие параметры жесткости и среднее время использования, чем уголок 50);
· типа стали, применяемый для производства продукта.
Частота использования уголка в капитальном строительстве зависит от ширины его полок. Например, он может применяться как замена или дополнение к пруткам — для усиления бетонных конструкций.
Пик изготовления уголков начался тогда, когда каркасное строительство достаточно широко распространилось в нашей стране. Если представить конструкцию каркаса для здания, то это будет система уголков различной длины и ширины, скрепленных между собой. Исходя из того, какие технические характеристики необходимы для возведения каркаса, используется низколегированный или уголок, из конструкционной стали, с той шириной полки, которая необходима.
В строительстве очень часто используют уголок из антикоррозийной стали или, более выносливый к данному процессу, оцинкованный. Уголок из антикоррозийной стали используют в качестве самой основы конструкции, несущей его части, а оцинкованный, как товар, имеющий более высокую цену и на вид кажущийся более эффектно, применяется в тех местах, где непосредственно будет контакт с влагой. Например: оконные и дверные ниши в металлическом каркасном здании.
Помимо строительства, существует еще множество отраслей, где применяется данное изделие. Еще одно его свойство – не способность вступать в химическое взаимодействие с органикой, позволяет ему быть привлекательным для пищевой промышленности и медицины.
Однако, универсальность уголка еще не говорит о том, что все его типы, по которым он классифицируется одинаково востребованы. Изделие с шириной полки 50, значительно доступнее на рынке металлопрокате, нежели угол 100.
Уголок из стали – самый популярный образец металлопроката нашей промышленности на сегодняшний день. Строительное и промышленное направление экономики являются основными в применении уголка из металла. Благодаря употреблению уголка из стали, строительные фирмы могут конструировать металлические системы с различными параметрами прочности и жесткости. При реконструкциях и ремонтах, как жилых, так и промышленных объектов, стальной уголок тоже используют, а также его применяют в различных масштабах, начиная от домиков для рабочих, кончая многоэтажными зданиями. Используется данный продукт как арматура, несущая достаточно большую прочность, для возведения зданий из монолита. Трудно не увидеть с каким количеством задач справляется металлический уголок при использовании в ведущих промышленных отраслях. Благодаря ему, мы можем видеть сегодня различную строительную технику, возведение тоннелей и мостов.
С большим трудом мы можем найти сооружение, объект строительства, где не применяется данный продукт, по своей форме напоминающий букву Г. Они бывают горячекатаными равнополочными (ГОСТ 8509-93), горячекатаными (г/к) неравнополочными (ГОСТ 8510-86), и холодногнутыми равнополочными (ГОСТ 19771-93), и холодногнутыми неравнополочными (ГОСТ 19772-93). Используется уголок из металла обычно в конструкциях из металла, как основных — несущих, так и для их связки, упрочнения, также используется в качестве материалов декора. Выпускается уголок из стали с обычным качествам (ГОСТ 380-88) следующих марок: ст 0, ст 3кп, ст 3сп, ст5пс, уголок высокой жесткости: (ГОСТ 19281-89) сталь 09Г2С.
Самый ходовой тип уголка из высокоуглеродистой стали обыкновенного качества, обычно равнополочный металлический уголок, благодаря применению в возведении промышленных объектов, каркасных конструкций, в приусадебном хозяйстве. Габариты уголка определяются двумя размерами: толщиной и шириной полки в мм. Габариты ширины полки составляют от 20 до 200 мм. И именно благодаря свой уникальной форме из данного строительного проката возможно произвести огромное множество различных конструкций, сооружений и изделий.
Рис.3. Уголок неравнополочный по ГОСТ 8510-86
А – ширина большей полки;
B – ширина меньшей полки;
t – толщина полки;
r внутр. – радиус внутреннего закругления;
r внешн. – радиус внешнего закругления полок.





