Все об аргонодуговой сварке. Обзор популярных TIG-аппаратов.
Содержание:
- 1. Что же нужно для получения качественного результата работы?
- 2. Что такое TIG-сварка?
- 3. Преимущества TIG-метода
- 4. Особенности аргонодуговой сварки
- 5. Популярные модели аппаратов для TIG-сварки
- 6. Сравнительная таблица технических характеристик
Основная сфера применения TIG-метода — сварка тонкостенных изделий (до 6 мм). Он является универсальным сварочным методом: на сегодняшний день с его помощью можно сварить не только цветные, но и нержавеющие, низколегированные и углеродистые стали, причем в любом пространственном положении. Несмотря на невысокую скорость работы, при TIG-сварке получается прочный аккуратный шов. Этот способ используется, когда самый важный фактор — высокое качество, а скоростью можно пренебречь.
Что же нужно для получения качественного результата работы?
- Во-первых, обязательно необходим опыт работы в сварочном деле — все дело в том, что в процессе работы одной рукой необходимо удерживать горелку, а второй – осуществлять подачу присадочного материала (если это необходимо). Поэтому справиться с этим может человек, обладающий отточенными навыками.
- Во-вторых, кроме навыков и сноровки обязательно нужно знать суть метода и учитывать специальные рекомендации. К примеру, при работе с TIG-сваркой горелку нужно держать под углом 15-40° по направлению сварки. Не зная этой тонкости, Вы получите ненадежное и хрупкое соединение.
- И, в-третьих, немаловажную роль играет сварочный аппарат, который вы используете. Естественно, это должен быть качественный аппарат от надежного производителя, который долго Вам прослужит. Поэтому далее мы рассмотрим принцип действия аргонодуговой сварки и проведем краткий обзор популярных моделей сварочных аппаратов.
Что такое TIG-сварка?
TIG (Tungsten Inert Gas) — ручная дуговая сварка с использованием неплавящегося электрода под защитой инертных газов. Дуга инициируется между деталью и вольфрамовым электродом, из газового сопла поступает газ, который защищает сварочную ванну и электрод. Он, в свою очередь, располагается в центре сопла и не плавится. Во время работы газ должен поступать постоянно, без перерывов, иначе страдает качество шва. Если необходима подача присадочного материала в зону сварки, то это можно сделать 2 способами: вручную и автоматически.
Преимущества TIG-метода
- Высокое качество сварного шва — с его помощью можно сваривать даже детали из алюминия, металла, который наиболее трудно поддается обработке. Все дело в очень высокой теплопроводности этого металла, которая почти в 5 раз выше, чем у других, поэтому после начала сварки тепло от места контакта очень быстро распространяется по всей детали и глубина провара получается очень малой. Чтобы избежать этого, и применяются защитные газы. Вторым важным моментом при сварке алюминия является низкая температура, при которой этот материал начинает плавиться. Вся проблема заключается в том, что этот металл никак не изменяет своих качеств при достижении расплавленного состояния (не меняет цвет, как другие металлы). Вот почему так важны профессиональные навыки сварщика — только опытный оператор сможет вовремя уловить этот переход.
- Точное поддержание глубины проплавления — очень важный аспект, особенно при работе с тонкими материалами. Это исключает как непровар деталей, и как следствие, непрочное соединение, так и прожог детали насквозь.
- Универсальность — TIG-метод можно использовать для сварки цветных металлов в различных пространственных положениях (вертикальном, горизонтальном, нижнем в «лодочку» и т.д.)
Особенности аргонодуговой сварки
На что стоит обратить особое внимание, прежде чем начинать работу, так это на выбор защитного газа. Самые распространенные, использующиеся для защиты сварочной ванны — аргон и гелий. Если металл пористый, то к аргону примешивается кислород до 3-5%. Это дает более активную защиту сварочного шва от воздействия атмосферного воздуха, исключая появления трещин и пор в шве. Но стоит помнить, что чистый аргон не защищает во время сварки металл ни от влаги, ни от грязи, которые могут попасть с присадочных материалов либо плохо очищенных кромок.
Популярные модели аппаратов для TIG-сварки
На качество аргонодуговой сварки влияют не только выбранный защитный газ или опыт сварщика, но и сварочный аппарат. К примеру, самая распространенная ошибка при выборе сварочного аппарата для работы с алюминием — не обращать внимание на способность устройства работать с переменным (АС) и постоянным (DC) током. Запомните: только на переменном токе можно работать с этим металлом.
Далее мы рассмотрим несколько моделей аппаратов, которые полностью подходят для TIG-сварки и наиболее востребованы из-за сравнительно невысокой стоимости и высокой функциональности.
Тем, кто ищет недорогой, но мощный аргонодуговой аппарат, советуем инвертор Ресанта САИ 180 АД, который значительно проще и удобнее в работе (по сравнению с выпрямителями и трансформаторами) благодаря трем функциям: ArcForce, AntiStick и HotStart. Сила сварочного тока небольшая — 180А, однако ПВ на максимальном токе составляет 70%. Это свидетельствует о высокой производительности данного аппарата, так как он может работать без перерыва 7 минут и только 3 минуты — отдыхать. Отчасти такой длительной работе без перерыва способствует туннельная система охлаждения. Другим важным преимуществом Ресанта САИ 180 АД является его работа даже при пониженном напряжении в 198В. И это еще одна причина остановить свой выбор на этой модели.
Мастерам, подыскивающим более мощное устройство, советуем обратить внимание на инвертор Сварог TIG 300S. Это профессиональный аппарат, работающий от сети 380 В, при этом сварочный процесс можно проводить даже при скачках напряжения в сети ± 15%. Сила сварочного тока регулируется плавно, что позволяет задать точные параметры для сварки, которые отражаются на цифровом дисплее устройства.
Встроенный вентилятор и эффективная система охлаждения обеспечивают продолжительную работу «сварочника» без перерыва — ПВ его на максимальном токе составляет 60%. Весит он 19 кг, а для простоты его перемещения по рабочей зоне удобной пользоваться ручкой на корпусе.
Если Вы хотите приобрести не инвертор, а выпрямитель для TIG-сварки, то советуем присмотреться к BLUE WELD KING TIG 280/1 AC/DC-HF/Lift 832201, который пользуется особым доверием покупателей. С его помощью можно сваривать такие металлы как титан, алюминий, нержавеющая сталь, медь и т.д. Этот аппарат может работать не только TIG, но и ММА-методом. Управление рабочими характеристиками очень простое — на передней панели расположен цифровой дисплей, на котором и отображаются данные.
Сравнительная таблица технических характеристик
| Технические характеристики/модель | Ресанта САИ 180 АД | Сварог TIG 300S | BLUE WELD KING TIG 280/1 AC/DC-HF/Lift 832201 |
| Мощность, кВт | 5,3 | 8,3 | |
| Min, max ток, А | 10-180 | 20-300 | 5-250 |
| ПВ на макс. токе, % | 70 | 60 | 20 |
| Напряжение, В | 220 | 380 | 380 |
| Габариты, мм | 360х135х232 | 480х205х355 | 960х340х820 |
| Вес, кг | 8,1 | 19 | 105 |
| Страна-производитель | Китай | Китай | Италия |
Эта статья была создана для того, чтобы еще раз напомнить нашим читателям: если приходится иметь дело с деталями и металлоконструкциями из цветных металлов, то для поддержания высокого качества выполняемой работы, знать правила и особенности сварочного метода и свойства обрабатываемых материалов нужно обязательно. А еще – выбирать подходящий сварочный аппарат, обладающий необходимыми функциями. В нашем интернет-магазине представлен широкий выбор сварочных аппаратов для аргонодуговой сварки с различными характеристиками — от бытовых до профессиональных. Приобрести нужную модель очень просто: позвоните по бесплатному номеру телефона 8-800-333-83-28. Опытные специалисты проконсультируют Вас и помогут сделать заказ. Кроме этого, в интернет-магазине «ВсеИнструменты.ру» вы сразу же сможете приобрести необходимые расходные материалы — вольфрамовые электроды, прутки, щетки, защитные сварочные маски и т.д.
Аргонодуговая сварка: принцип работы, как выбрать, лучшие аппараты

В отличие от метода ММА, аргоновая сварка позволяет создавать более аккуратные швы, которые не нуждаются в зачистке. Еще этим методом можно соединять до восьми видов металлов. Наша статья поможет выбрать сварочный аппарат для аргонодуговой сварки, чтобы он подходил для Ваших потребностей, и покажет рейтинг уже опробованных моделей, которые имеют положительные отзывы, а также нравятся сварщикам своими характеристиками.
Подборка товаров осуществлена на основе отзывов, мнений и оценок пользователей, размещенных на различных ресурсах в сети интернет. Вся информация взята из открытых источников. Мы не сотрудничаем с производителями и торговыми марками и не призываем к покупке тех или иных изделий. Статья носит информационный характер.
Принцип работы аргонодуговой сварки
В международном обозначении аргонодуговой метод имеет аббревиатуру TIG. Он активно применяется на производстве и в мастерских. С его помощью соединяют треснутые детали автомобилей (поддоны картера, блоки охлаждения двигателя), собирают емкости для пищевой и химической промышленности, изготавливают нержавеющие полотенцесушители, коллекторы, фильтры для жидкостей и т. д. В гараже таким аппаратом можно успешно выполнять кузовной ремонт или выпускать мелкую продукцию.
Принцип работы аргоновой сварки заключается в соединение металлов электрической дугой в среде инертного газа. Для процесса понадобиться источник тока, который понижает напряжение и повышает ампераж. Ток подается на горелку, оснащенную вольфрамовым электродом. Он неплавящийся, поэтому сварщику легче контролировать длину дуги, которая должна быть 2-5 мм. Кабель массы подключается к изделию.
Прикосновение конца вольфрамовой иглы к детали возбуждает электрическую дугу. Для тонких швов не требуется поперечных колебаний — электрод ведется ровно, справа налево вдоль линии шва, поверхность соединения получается гладкой как зеркало. Если между деталями присутствует зазор или необходимо расширить границы шва, то при ведении горелки, сварщик совершает незначительные колебания по сторонам, растягивая сварочную ванну. Это содействует образованию мелкой чешуи.

Процесс аргонодуговой сварки.
Температура дуги колеблется от 2000 до 5000 градусов, в зависимости от силы тока. Это позволяет расплавлять кромки металла и соединять его тонким швом. Чтобы усилить конструкцию, используется присадочная проволока, подающаяся второй рукой сварщика в сварочную ванну. Так, можно повысить высоту валика, придать шву чешуйчатость и даже выполнять наплавку металла под последующую механическую обработку (проточку на токарном станке, шлифовку).
Для защиты сварочной ванны от внешней среды применяется инертный газ аргон. Он подается от баллона в горелку и вытесняет обычный воздух. Это исключает образование пор в структуре шва. Соединение получается герметичным и прочным. Параллельно защитный газ охлаждает вольфрамовый электрод и керамическое сопло, чтобы они не перегревались. На заключительной стадии, когда дуга погашена, аргон содействует застыванию шва.
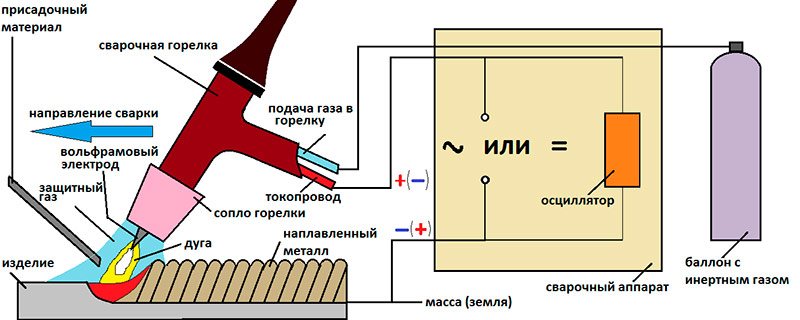
Схема процесса аргонодуговой сварки.
Плюсы и минусы метода TIG
У метода TIG есть явные преимущества перед другими способами сварки, но работа аргоновым сварочным аппаратом имеет и несколько недостатков, к которым нужно быть готовым, выбирая этот метод сваривания.

Плюсы метода TIG
- локальный нагрев исключает серьезные деформации изделия;
- тонкая вольфрамовая игла позволяет создавать узкие, аккуратные швы;
- можно вести сварку с присадкой и без нее, влияя на высоту валика;
- соединение получается без шлаковой корки сверху;
- в большинстве случаев не требуется последующая
- механическая обработка;
можно сваривать нержавеющие стали и цветные металлы; - швы герметичны и выдерживают высокое давление;
- отсутствуют брызги металла, прилипающие к поверхности.

Минусы метода TIG
- скорость соединения уступает MIG;
- колпак горелки мешает работе в труднодоступных местах;
- керамическое сопло немного ограничивает видимость сварочной ванны;
- качество шва зависит от навыков пользователя (сразу взять и варить, как полуавтоматом не получится);
- требуется постоянно подавать второй рукой присадку и контролировать ее длину (при сварке длина проволоки быстро сокращается, а длинные куски неудобно держать в руках,
- поскольку они «гуляют»);
- вольфрамовые электроды стоят дороже покрытых;
- дополнительные расходы на аргон;
- нельзя качественно сварить детали на улице при сильном ветре (сдувается аргон и сварочная ванна остается незащищенной).
Как подобрать оборудование, необходимое для работы
Оборудование для аргонодуговой сварки нужно выбирать исходя из предстоящих задач и их объемов. Иначе можно купить слишком слабый агрегат, или наоборот переплатить за тот потенциал, который останется незадействованный. Сперва поговорим о выборе источника тока.
Как выбрать сварочный аппарат для TIG сварки
Аргонный сварочный аппарат — это инвертор, подключаемый к сети 220 или 380 V, который несколько раз преобразует ток из переменного в постоянный, повышая при этом его частоту. Внутри используется несколько трансформаторов, диодные мосты и плата с ключами. Все это содействует небольшому весу 4-30 кг и высокому качеству шва.
Если Вам необходим аппарат для сварки в гараже, то выбирайте модель 220 В. Для производства оптимально 380 В. Вес 4-8 кг пригодится при выездной деятельности и работе на высоте, а также с объемными конструкциями. При стационарном использовании вес не играет значения. Обратите внимание на следующие параметры и возможности оборудования при выборе инвертора для аргоновой сварки.

Сварочный аргоновый аппарат и необходимо оборудование.
Вид металла и сварочного тока
На выходе инвертор выдает постоянный ток. Это позволяет отлично сваривать черные стали, нержавейку, чугун, медь и даже титановые сплавы.
Если в Вашей мастерской работают только с этими металлами, то выбирайте любой аргоновый аппарат со значением DC.
Но соединить таким аппаратом алюминий и его сплавы не получится. Трудность составляет оксидная пленка, которая имеет температуру плавления свыше 2000 градусов, хотя сам металл становится текучим уже после 660 градусов. Для сварки алюминия необходим универсальный инвертор AC/DC, который может переключаться на переменный ток. Благодаря этому легко разрушается оксид на поверхности, а основной металл не прожигается от высокой температуры дуги.
Если у Вас СТО или деятельность связана с емкостями из алюминия, то ищите аргоновый аппарат с обозначением AC/DC.
| Постоянный ток | Переменный ток |
|---|---|
| Различные виды сталей | Алюминий |
| Нержавеющая сталь | Сплавы магния |
| Чугун | – |
| Медь | – |
| Титановые сплавы | – |
Диапазон сварочного тока
От диапазона силы тока (А) зависит, с какой толщиной заготовок получится работать. Здесь важен как верхний, так и нижний показатель. Средним расчетным значением служит 35 А на каждый 1 мм толщины металла. Например, если Вы свариваете трубы и профиль, у которых сечение стенки не превышает 2 мм, то будет достаточно 70 А. Аргоновый аппарат с максимальным показателем 160 А покроет любые потребности по сварке заготовок с толщиной до 4 мм. Когда требуется соединять аргоновой сваркой заготовки 5-7 мм, то выбирайте инвертор с максимумом 200-250 А.
Минимальное значение, до которого можно опустить силу тока, влияет на возможность сварки тонкого металла. Например, есть аргоновые аппараты с нижним порогом в 5 А. Этого хватит, чтобы заварить жесть с сечением 0.6 мм. Модели с нижним показателем 20-30 А на такое не способны.
| Вид металла | Толщина металла, мм | Род тока | Сила тока¸ А |
|---|---|---|---|
| Стальные сплавы | 1,0 | DC | 20-40 |
| 1,5 | DC | 40-70 | |
| 4,5 | DC | 120-140 | |
| Алюминий | 1-2 | AC | 20-60 |
| 4-6 | AC | 120-180 | |
| 6-10 | AC | 220-230 | |
| 11-15 | AC | 280-360 |
Импульсный режим
Выбирать аргоновый аппарат с такой функцией необходимо для еще более качественной сварки тонких металлов. Импульсный режим подразумевает чередование сварочного тока и паузы. Это позволяет сократить тепловложение, полностью устранить деформации и коробление детали. Частоту смены импульса можно регулировать, что определяет скорость сваривания. Такой режим востребован и при соединении алюминия, поскольку высокий ток разрушает оксид, а понижение мощности во время паузы не дает прожечь основной металл.
Интенсивность использования (продолжительность включения)
По-другому этот параметр называется продолжительностью включения и обозначается в процентах. Например, с ПВ 40% аргоновым аппаратом получится работать 4 минуты из десяти. Если применять его чаще, то он перегреется и сработает защита. Оборудование отключится принудительно до полного охлаждения. Когда в работе есть много подготовительных процессов, зачистка, нарезка заготовок, то достаточно показателя ПВ 40%. Инвертор будет успевать остывать во время таких пауз. Если сварщик работает постоянно, а все подготовительные процессы выполняют другие, то необходим более производительный аппарат с ПВ 80 или 100%. Тогда работа не будет простаивать.
Но продолжительность включения измеряется на максимальном токе, поэтому у модели на 300 А с ПВ 60%, при понижении сварочного тока до 200 А, ПВ составит 100%. Так что при определении интенсивности использования еще стоит учесть, какой рабочий ток необходим для повседневных задач.
Дополнительные функции
Аппараты для аргонодуговой сварки могут оснащаться некоторыми функциями, облегчающими процесс или повышающими качество шва. Конечно, чем шире возможности оборудования, тем оно дороже, поэтому стоит подумать, насколько каждая функция необходима в конкретном случае.
Вот самые распространенные:
- Время продувки газом. В аппарате можно настраивать время предварительной и пост продувки аргоном. В начале процесса это помогает убрать окружающий воздух из зоны возбуждения дуги. В конце это содействует кристаллизации сварочной ванны и охлаждению электрода. Чем дольше остывает металл, например алюминий, тем длительнее должна быть продувка (до 7 с).
- Высокочастотный поджиг. Любой инвертор можно оснастить вентильной горелкой, чтобы им получилось выполнять ТИГ сварку. Но для возбуждения дуги потребуется касаться кончиком электрода об изделие, к которому подключена масса. В моделях с высокочастотным поджигом используется осциллятор, который пробивает напряжением по воздуху расстояние до 10 мм. Это помогает начать сварку без касания, просто поднеся горелку. На поверхности изделия остается меньше следов, а электрод приходится реже затачивать.
- Заварка кратера. Это постепенное снижение амплитуды сварочного тока, которое помогает устранить точку на «замке» шва. Такая функция важна при сварке труб и емкостей под воду и другие жидкости, а также во время работы с тонкими листами 0.6-1.0 мм.
- Водяное охлаждение. В аппаратах для аргоновой сварки может быть установлен насос, перекачивающий антифриз по кабель-каналу в горелку. Это содействует ускоренному отводу тепла от керамического сопла и электрода, продлевая время беспрерывной работы. Функция необходима там, где используются высокие токи 250-400 А и нужна продолжительная работа оборудования.
Дополнительное оборудование, необходимое для работы
Для аргонодуговой сварки, кроме источника тока понадобится кабель с горелкой. Чаще всего он идет в комплекте с оборудованием, но у премиальных моделей EWM, Lincoln Electric и других может продаваться отдельно.
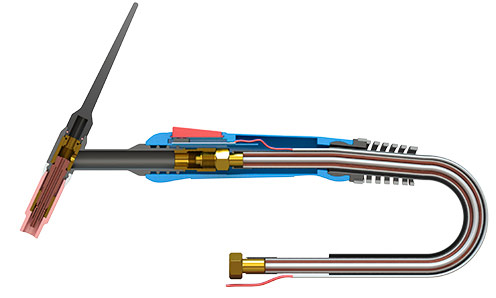
Горелка для аргонодуговой сварки в разрезе.
Горелки бывают вентильного типа (подача газа открывается вентилем на горелке) и с кнопочным управлением (нажатие кнопки на горелке запускает газ и ток). Длина рукава 2-5 м выбирается в зависимости от требуемой мобильности сварщика и размеров собираемых конструкций.

Горелка для аргонодуговой сварки вентильного типа.

Горелка для аргонодуговой сварки с кнопочным управлением.
Для сварки необходим баллон с инертным газом. Если работать приходится периодически, то достаточно купить баллон на 10 л, который не занимает много места и его легко отвезти в багажнике на заправку. Этот же вариант практичен при выездном образе работы. При постоянной стационарной деятельности в мастерской или на производстве выбирают большой баллон на 150 л.

Баллон с инертным газом для аргонодуговой сварки.
К баллону необходим редуктор с манометрами высокого и низкого давления, а также шланг, связывающий баллон с инвертором. По манометру высокого давления сварщик следит за остатком газа, а по низкому устанавливает расход аргона в горелке.

Редуктор манометры и шланг.
Для сварки понадобятся вольфрамовые электроды. Они бывают с синим, золотистым, красным или зеленым наконечником для разных типом металлов. Самым универсальным служит синий цвет наконечника. Диаметр электрода 1.6-4.0 мм выбирается в зависимости от требований к ширине шва, глубине проплавки и максимальной силы тока.

Электроды для аргонодуговой сварки.
Аргоновую сварку можно выполнять без присадки, если детали плотно подогнаны между собой, а на конструкцию не оказывается сильной механической нагрузки. В других случаях используют присадочную проволоку из того же материала, что и основной свариваемый металл.

Присадочная проволока для аргонодуговой сварки.
Выбор аппарата аргонодуговой сварки – 5 главных принципов
На рынке представлены десятки, если не сотни аппаратов аргонодуговой сварки. Возможность TIG-сварки реализована во многих современных моделях инверторов ручной дуговой сварки и в полуавтоматах. Разнообразие вариантов создает определенные трудности выбора подходящей модели, особенно для новичка.
Для начала стоит ответить на 5 простых вопросов:
- С какими видами металлов предстоит работать?
- Какова толщина свариваемых деталей?
- Пригодится ли сварка конструкций толщиной менее 1 мм или выполненных из нержавеющей стали?
- Как интенсивно планируется использовать аппарат?
- Есть ли опыт в TIG-сварке или Вы только начинаете?
Ответы определят тот функционал, который должен присутствовать в сварочном оборудовании, чтобы оно безукоризненно справлялось с поставленными задачами.
ОТВЕТ №1. Вид металла и сварочные токи

У аппаратов с переменным и постоянным током есть важные отличия. Постоянный ток требуется во время сварки различных видов стали, меди, чугуна и т.д. Для таких материалов как алюминий, магний и металлов с оксидной пленкой на поверхности обязательно применяются аппараты, работающие на переменном сварочном токе.
Существуют и универсальные варианты. Их функционал определяет необходимую разновидность тока, чтобы использовать для сварки конкретного вида металла. Различить их легко. В названии таких аппаратов часто используется аббревиатура AC/DC (к примеру, FUBAG INTIG 200 AC/DC).

ОТВЕТ №2. Диапазон сварочного тока
Аргонодуговая сварка металлоконструкций определенной толщины доступна в соответствующем диапазоне сварочного тока.
Допустим, основной фронт работ – стальные металлоконструкции толщиной до 6 мм. Здесь подойдет инвертор с током до 200 А. Сварка алюминия толщиной 6 мм потребует больше чем 200 А. Ну, а аппарат с диапазоном от 5 до 200 А позволит работать с нержавеющей сталью толщиной до 1 мм и алюминием до 5 мм.

Здесь мы приводим общие рекомендации для сварочных аппаратов серии INTIG и для наиболее используемых металлов и толщин. Это поможет сориентироваться при выборе оборудования под ваши задачи.
| Вид металла | Толщина металла, мм | Род тока | Сила тока¸ А |
|---|---|---|---|
| Стальные сплавы | 1,0 | DC | 20 – 40 |
| 1,5 | DC | 40 – 70 | |
| 4,0 | DC | 120 – 140 | |
| Алюминий | 1-2 | AC | 20 – 60 |
| 4-6 | AC | 120 – 180 | |
| 6-10 | AC | 220 – 230 | |
| 11-15 | AC | 280 – 360 |
ОТВЕТ №3. Импульсный режим
Если предстоит сваривать металлы небольших толщин, то стоит обратить внимание на аппараты аргонодуговой сварки, работающие в импульсном режиме.

Импульсный режим облегчает сварку на малых токах. В течение сварочного цикла сварочный ток меняется от максимального (ток импульса) до минимального (ток паузы) с определенной частотой. Процесс проходит стабильно, уменьшается тепловложение – коробление металла сведено к минимуму, деталь не перегревается.
Данный режим необходим для контроля тепловложения в сварной шов или сварки без присадочного прутка. При этом, сварка может вестись как на постоянном, так и на переменном токе.
ОТВЕТ №4. Интенсивность
Время работы сварочного аппарата (рабочего цикла) напрямую зависит от такой характеристики как продолжительность включения. Чем выше ее показатель, тем дольше используется tig установка без перерыва.

Для примера рассмотрим рабочий цикл аппарата FUBAG INTIG 200 DC. Он будет работать 6 минут при максимальном сварочном токе 200А и 4 минуты ему понадобится на технологический перерыв. На практике крайне редко кто варит без остановки дольше 3-4 минут, т.к. периодически нужно прерываться, чтоб подготовить участок к сварке, подогнать детали, сменить сварочный пруток и т.д.
Правильно оценив предполагаемую нагрузку можно хорошо сэкономить. Заниженное значение этого параметра приведет к увеличению времени выполнения сварочных операций, так как придется часто прерывать сварку для охлаждения инвертора. Неоправданно высокая для задач продолжительность включения значительно удорожает стоимость оборудования.
ОТВЕТ №5. Дополнительные функции
Все аргонодуговые аппараты для TIG-сварки оснащены функциями высокочастотного поджига и заварки кратера.
- Заварка кратера. С точки зрения качества сварного соединения, необходимо исключить образования кратера в финальной части шва. Для этого в tig аппарате предусматривается режим плавного уменьшения тока.

- Высокочастотный поджиг. Обеспечивает уверенный старт сварочного процесса – дуга загорается без контакта с поверхностью металла, что исключает прожиг металла. К тому же на металле не остается вольфрамовых включений.
И еще немного полезного
1. Продувка газа. Данная функция защищает шов от окисления.

2. Жидкостное охлаждение горелки. Интенсивная эксплуатация аппарата предполагает перегрев горелки. Чтобы этого не случилось, модели оснащаются системой охлаждения, что также стоит учитывать при выборе TIG-установки.
3. Напряжение питания. Аппараты с большими токами сварки, как правило, производятся в трехфазном варианте. Их младшие собратья – в однофазном.
Теперь Вы обладаете всем необходимым, чтобы сделать правильный выбор. Если у Вас возникли дополнительные вопросы или хотите наглядно закрепить полученные знания, ознакомьтесь с нашим видео руководством на канале FUBAG RUSSIA:
Как выбрать аппарат для аргонодуговой сварки TIG?
В этой статье мы подробно расскажем о том, как правильно подобрать аргонодуговой аппарат TIG под нужные вам цели и рабочие задачи.
Аббревиатура TIG расшифровывается как Tungsten Inert Gas или сварка вольфрамовым электродом в среде инертных защитных газов. В данном виде сварки чаще всего используется аргон из-за его доступности, но также можно использовать азот и гелий.
Достоинства и недостатки TIG сварки
К достоинствам этого способа сварки можно отнести высокое качество сварных соединений, а также красоту и аккуратность сварных швов, которые не требуют последующей механической обработки. Недостатки этого способа связаны с низкой скоростью сварки и производительностью работ, а также необходимости дополнительных навыков сварщика. Аргонодуговая сварка — самая сложная сварка в освоении по причине одновременной подачи присадочной проволоки в зону сварки и ведении сварочной горелки на расстоянии 2–4 мм от свариваемого металла.
На что обратить внимание при выборе сварочного аппарата для TIG сварки?
При выборе источника сварки следует учитывать несколько важных факторов:
1. Какую толщину металла вы собираетесь сваривать?
От толщины металла зависит сварочный ток, а также наличие режима PULSE. Если вы собираетесь сваривать малые толщины (до 2 мм), вам необходим источник с функцией пульсации сварочного тока. Если при этом нет необходимости в транспортировки аппарата с места на место, то с этой задачей без проблем справятся ПРОФИ TIG 200 P AC/DC, ПРОФИ TIG 315 P AC/DC, ПТК RILON TIG 315 P AC/DC. Если необходима мобильность, компактность источника для решения тех же задач, то вам подойдут аппараты ПТК МАСТЕР TIG 200 PULSE D91, ПТК МАСТЕР TIG 200 P AC/DC D92, ПТК RILON TIG 200 P GDM и ПТК RILON TIG 200 P AC/DC GDM.
Для сварки толщин свыше 2 мм пульсация тока не нужна. С такой задачей справятся все вышеперечисленные источники, также ПТК RILON TIG 200 CT, ПТК МАСТЕР TIG 200 D90, ПТК МАСТЕР TIG 200A F55, ПРОФИ TIG 200 A.
2. Какой материал вы собираетесь сваривать?
Аппараты аргонодуговой сварки имеют возможность сварки как на постоянном токе (DC), так и на переменном токе (AC). На постоянном токе свариваются конструкционные, углеродистые, нержавеющие, жаропрочные стали, а также медь и титан. На переменном токе сваривают алюминиевые, никелевые и магниевые сплавы.
Обратите внимание, что источники ПТК МАСТЕР серии D и ПТК RILON серии GDM поддерживают функцию SPOT сварки — это сварка точками, для предварительного прихватывания изделий.
3. Понадобится ли вам жидкостное охлаждение горелки?
Жидкостное охлаждение горелки необходимо при сварке длинных швов на высоких токах, чтобы она не перегревалась, что увеличит срок ее службы. Здесь подойдут аппараты ПРОФИ TIG 315 P AC/DC и ПРОФИ TIG 315 P AC/DC (НАКС) с возможностью подключения горелки к БЖО. Также, вы можете приобрести любой сварочный аппарат и докупить к нему водоохладитель WRA-300S.
4. Понадобится ли вам педаль для сварки?
Для облегчения процесса аргонодуговой сварки, а также для лучшего контроля сварочного тока в режиме PULSE или при сварке алюминиевых сплавов, используйте педаль управления сварочным током, которая подойдет для источника ПТК RILON TIG 315 P AC/DC. Педаль управления сварочным током предназначена для подключения к источникам аргонодуговой сварки, которые могут работать совместно с ПДУ.
При подключении педали необходимо убедиться, что коннекторы 2 и 3 pin соединены с соответствующими ответными гнездами аппаратов. Нажатие на педаль активирует высокочастотный поджиг дуги и открывает электромагнитный клапан подачи защитного газа. Сила воздействия на педаль меняет значение сварочного тока в процессе работы.
Чем сильнее нажатие, тем больший ток выдает источник. С помощью педали вы сможете увеличить или уменьшить сварочный ток прямо в процессе сварки, не отвлекаясь от рабочего процесса.
5. Нужна ли вам аттестация НАКС для сварочного аппарата?
ПРОФИ TIG 200 P AC/DC (НАКС) и ПРОФИ TIG 315 P AC/DC (НАКС) — это модели аппаратов с сертификатом НАКС, которые допускаются для эксплуатации на стратегических объектах и опасных промышленных предприятиях нефтегазовой, химической промышленности.
Основные параметры сварочных аппаратов для аргонодуговой сварки
Постоянный ток DC
Если вы хотите сваривать черный металл, вам нужен хороший провар и красивый шов без обработки, с этим отлично справятся аппараты ПТК МАСТЕР TIG 200 D90, ПТК МАСТЕР TIG 200A F55, ПТК RILON TIG 200 CT и ПРОФИ TIG 200 A . Данные аппараты подойдут и для сварки простых конструкций из нержавеющей стали, в которых швы будут зачищаться или полироваться.
Для более качественного и красивого шва лучше подобрать аппарат с набором функций, способствующих облегчению и улучшению сварочного процесса, таких как ПТК МАСТЕР TIG 200 PULSE D91 и ПТК RILON TIG 200 P GDM. Импульсный режим в этих аппаратах за счет периодического понижения сварочного тока позволяет варить тонкие металлы не перегревая металл и не давая ванне остыть, как это бывает при прерывистой сварке.
Импульс позволяет создавать более длинные швы без деформации конструкции, чему очень подвержена нержавеющая сталь.
Повысить качество шва поможет настройка сварочного процесса по циклограмме. Точная настройка поможет избежать появление пор. Для этого требуется хорошая продувка газом перед началом сварки и достаточное охлаждение газом после окончания сварки.
Разберем основные сварочные параметры TIG аппаратов:
- Продувка газом перед сваркой — время, в течении которого защитный газ проходит все каналы сварочной горелки. Необходимо для предотвращения образования дефектов в начале сварки и более легкого поджига дуги.
- Стартовый ток — ток, с которого будет зажигаться дуга при начале сварки.
- Время нарастания тока — время, за которое ток от стартового вырастет до основного. Такие настройки используются при сварке тонкостенного металла, чтобы не проплавить кромки дав сразу высокий ток.
- Пиковый ток используется только в импульсном режиме для регулировки высокого порога сварочного тока.
- Базовый ток в обычном режиме регулирует высоту основного тока, а в импульсном — регулирует ток паузы.
- Время снижения тока — время снижения основного тока до тока заварки кратера.
- Ток заварки кратера — значение, до которого опустится ток перед тем, как сварка прервется.
- Продувка газом после сварки — время, в течении которого газ поступает в сварочную горелку, тем самым охлаждая металл.
Если вам требуется ток свыше 200 А, например до 315 Ампер, тогда стоит рассмотреть инверторы ПТК RILON TIG 315 P AC/DC, ПРОФИ TIG 315 P AC/DC и аппарат с аттестацией НАКС ПРОФИ TIG 315 P AC/DC (НАКС). Эти аппараты позволяют произвести настройку сварочной дуги проще и быстрее, за счет индивидуальных регуляторов для каждого параметра в циклограмме.
Переменный ток AC
Функции настройки для TIG сварки в переменном токе во всех вышеперечисленных аппаратах с индексом АС одинаково. Во всех аппаратах есть импульсный режим, настройка дуги и настройки продувки газом перед сваркой и после. Отличие аппаратов друг от друга только за счет максимального сварочного тока.
Если у вас остались вопросы по подбору аппарата для TIG сварки, то переходите в каталог фирменной продукции с инверторами для аргонодуговой сварки, изучайте технические характеристики, описание функционала и выбирайте нужный вам товар.
Алмазная резка, что это такое и зачем она нужна

Алмазная резка — это технологический процесс, обеспечивающий формирование проемов в конструкциях из бетона и камня, кирпича и железобетона. Подобная технология применяется для сглаживания углов, доработки проемов и их расширения, прокладки инженерных коммуникаций. Процесс состоит из разметки, пропила швов и создания проема.
Почему именно алмазная резка? Известно, что алмаз — самый твердый материал на планете, потому его износ при работе минимален.
Зачем нужна алмазная резка
Применение технологии алмазной резки заменяет ударно-перфораторный метод, распространенный в строительстве и при осуществлении ремонта. Высокотехнологичная алмазная резка бетона упрощает и ускоряет строительство, процесс гарантирует получение технологических отверстий необходимых видов:
- Дверные и оконные проемы в монолитных конструкциях;
- Желоба для прокладки инженерных коммуникаций и проводов.
За несколько часов работы можно получить отверстие под сейф в стене, нишу для камина или гардеробной, телевизора или полок. Благодаря высокой точности работ не требуется дальнейшей обработки краев среза. С применением технологии алмазной резки проводится частичный и поэтапный демонтаж построек любого назначения или перепланировка квартиры.
Оборудование и инструменты для алмазной резки
Для формирования отверстий в монолитных и структурных поверхностях используются специальные инструменты:
- Алмазный канат. Прочный стальной трос с запрессованными алмазными сегментами, 1 метра каната (троса) хватает на обработку до 250 м2 поверхности;
- Алмазные коронки. Цилиндрический инструмент с напаянными на кромку сегментами из искусственных алмазов и алмазного напыления;
- Алмазные диски. Металлические круги с элементами алмазного напыления (сплошные, турбо и сегментные) для болгарок, штроборезов и бензопил;
- Цепи с алмазными сегментами. Используются для комплектации бензорезов и бензопил. Они представляют собой сегментную цепь с алмазными элементами.
Для обработки вертикальных поверхностей используются гидравлические (электрические) стенорезы, машины канатной резки и настольные пилы. Современное оборудование для алмазной резки гарантирует точное и оперативное проведение работ по обработке поверхностей. В технологическом процессе применяются дисковые и цепные бензорезы, угловые шлифовальные машины.
Кстати, заказать услуги алмазной резки в Симферополе и Крыму можно на сайте компании ГосСтройАлмаз. Компания также предлагает услуги, связанные с алмазным сверлением и усилением дверных проёмов.

Преимущества использования алмазной резки
Алмазная резка, проводимая с использованием специализированного оборудования и инструментов, отличается рядом достоинств, среди которых можно в первую очередь выделить:
- Отсутствие пыли на объекте. В процессе обработки поверхности формирующаяся пыль собирается пылеулавливателем или осаждается за счет подачи воды. Расход воды составляет 4-10 литров в минуту;
- Сохранение целостности конструкции. Специальное оборудование не оказывает динамическую или ударную, вибрационную нагрузку на обрабатываемую поверхность;
- Получение геометрически ровных разрезов. Конструкционные особенности применяемого инструмента обеспечивают рез с минимальными отклонениями от разметки;
- Минимальные затраты времени. Аналогичные операции резки поверхности за рабочую смену производимые с применением лома и перфоратора занимают от 3 до 5 дней. Алмазная резка позволяет закончить работы в несколько раз быстрее.
Технология алмазной резки обеспечивает формирование отверстий и проемов безударным способом с низким уровнем шума.

Виды алмазной резки
Выделяют 2 способа классификации. Согласно первой существуют:
- Сухая резка — используемые при ней алмазные диски не требуют охлаждения водой, что нивелируется малой скоростью работ (инструмент перегревается и его надо остужать каждые 3-4 минуты) и быстрым износом. Подходит для резки небольших углублений (до 200 мм). Подходит при постройке домов, удаленных от воды. Или при выполнении работ в помещениях, где начата отделка. Но ее лучше не применять в закрытых помещениях из-за обилия пыли и шума.
- Мокрая — отличается большей скоростью работы и обеспечивает меньший износ инструмента при работе. Благодаря применению воды резка получается более точной и менее пыльной. Поэтому её можно применять в жилых помещениях.

По второй классификации выделяются ручная и машинная резка
Ручная — важным показателем при этом способе выполнения работ является вес инструмента, так как этот метод нередко используется при работе на высоте. Чаще всего резать можно до 30 см, но кольцерезы и цепные пилы позволяют резать стены до 60 см. Инструмент разделяют на:
- Электрический — их предельный диаметр алмазного диска 35 см и они способны делать разрез до 125 мм (с одной стороны).
- Гидравлический — диаметр до 40 см, а максимальный пропил достигает 14 см.
- Бензиновый — используют в работе маслостанцию и напряжение в 380 вольт. Обычно применяются на открытом воздухе.
Машинная алмазная резка выполняется с использованием профессионального оборудования (сверлильных машин, бензорезов и стенорезов), закрепленного на станину или передвижную установку. Можно выполнять рез до глубины в 55 см. Стенорезные машины увеличивают этот показатель вдвое, а канатные машины позволяют разрезать почти любую преграду. Отдельные виды оборудования (стенорезные машины) позволяют резать даже на поверхностях, расположенных под углом. Используют мощность 380 вольт.
Что влияет на стоимость алмазной резки
Стоимость работ зависит от необходимой глубины резки и типа материала, над которым будут проводить операцию. Резать кирпич дешевле, чем бетон. Для сравнения приведем таблицу (все цены указаны в рублях за 1 погонный метр без учета утилизации и сбора воды). Стоимость указана средняя, в каждом конкретном случае возможны небольшие расхождения в обе стороны.
| Глубина резки (в см.) | Асфальт (в руб.) | Кирпич и пеноблоки (в руб.) | Безармированный бетон (в руб.) | Армированный бетон (в руб.) |
| 10 | 300 | 500 | 700 | 1000 |
| 20 | 800 | 1200 | 2000 | 3000 |
| 40 | — | 1500 | 2500 | 4000 |
На цену влияет сложность и условия работы. Тогда стоимость работы умножается на коэффициент (уникальный для каждого вида):
- труднодоступность места;
- работа зимой (на улице в минусовую температуру);
- высотные работы;
- работа по граниту или бутовому камню;
- отсутствие поблизости воды;
- высокое армирование конструкции.
Отметим, что алмазная резка (даже бетона) нередко получается намного бюджетнее, чем «обычная» резка или же разрушение бетонных конструкций. Она — оптимальный вариант при демонтаже зданий, когда невозможно применение тяжелой строительной техники.
Технология алмазной резки
Технология алмазной резки бетона
Строительство, а также ремонт – процессы сложные, состоящие из многих видов работ. Зачастую, при ведении таких работ необходимо выполнить резку бетонных конструкций. С это целью используются специальные алмазные диски и соответствующий профессиональный инструмент. Технология алмазной резки бетона – это сбалансированный вариант и для проведения реконструкционных работ.
Что представляет алмазная резка бетона
Ручная резка представляет собой резку инвентарем, находящимся непосредственно в руках рабочего. Сюда относят работу специальными резцами, шлицефрезерами, цепными пилами, бензорезами, кольцерезами. Она используется также и с целью вскрывания дорожного полотна, что дает возможность не применять для этого дорогостоящую технику, страховаться от появления растрескиваний в случаях использования отбойных молотков либо бетоноломов Алмазная резка предполагает механическое воздействие инвентарем профессионального типа на конструкции, сооружённые из бетона и железобетона, а также из кирпича без вибрационной и ударной нагрузки. Такой подход позволяет избегать образования вибрационного напряжения в строительных конструкциях, которое появляется в случае использования отбойных молотков. Это очень важно, поскольку образующиеся из-за вибрации микротрещины уменьшают длительность эксплуатации конструкции и ослабляют её примерно на треть.
Инструмент для алмазной резки бетона
В настоящее время доступно следующее оборудование, при помощи которого осуществляется алмазная резка бетона:
- нарезчики швов;
- штробарезы ;
- электрические алмазные резчики;
- бензорезы ;
- алмазные гидравлические пилы;
- алмазные дисковые пилы;
- алмазные цепные пилы;
- пневматические алмазные пилы;
- угловые шлифовальные машины (УШМ);
- настольные пилы;
- камнерезные станки;
- электрические или гидравлические канатные машины;
- электрические или гидравлические стенорезные машины.
К специальным же алмазным инструментам относятся алмазная цепь, алмазный диск, алмазная фреза и алмазный канат. В зависимости от инструментов, которые используются для разрезания бетона, резку бетона можно выполнять машинным либо ручным способом, она может быть сухой либо с водяным охлаждением.
Ручная резка бетона осуществляется бензорезами или ручными швонарезчиками и применяется, как правило, для работы со стенами толщиной не более 30 см. Главным достоинством ручной резки бетона является ее сравнительно невысокая стоимость. Однако время и силы, затраченные на такую работу, будут значительными. Используют такой тип оборудования чаще всего в нежилых помещениях и новостройках.
Машинная резка бетона проводится при помощи профессионального инструмента, крепящегося на какой-либо передвижной установке (к примеру, на рельсах) или же на станине. Это может быть один из видов стенорезных машин, камнерезных станков, самоходных нарезчиков швов и т.п. Данный вид резки используется для разрезания поверхностей, толщина которых составляет более 30 см, поскольку профессиональное оборудование существенно сокращает время проведения работ, хотя и стоит дороже.
Применение алмазной резки
При резке отдельных элементов конструкции, при вырезании проёмов в кирпиче, монолите, железобетоне, бетоне для поправки допущенного строителями или даже ещё на стадии проектирования брака, при ведении реконструкции частей строения, при перепланировке жилья, домов, отдельных жилых комнат и офисных помещений – в каждом из этих случаев может успешно использоваться алмазная резка.
Способ алмазной резки бетонных конструкций также широко используется и при ведении работ по демонтированию фундаментов, перекрытий, стен имеющихся сооружений и построек, для резки различных плит и перекрытий для их последующего монтажа в соответствующие проёмы. Наиболее подходящей алмазная резка будет и при прокладке каналов в стенках и в полах для предстоящей прокладки коммуникаций. Один из вариантов использования алмазной резки бетона – процессы реконструкции имеющихся цепочек производства. Эти процессы сопровождаются вскрытием полов в производственных помещениях с целью дальнейшей заливки оснований под новое промоборудование, равно как и для многих других целей.
Способ алмазной резки бетона дисками дает возможность проводить все без исключения виды работ со стенами, полами, потолками из монолита и кирпича, бетона и железобетона. Машинная алмазная резка осуществляется при помощи особого профессионального инструментария, который укрепляется на станинах специальной конструкции или на мобильные приспособления. К таким инструментам относят сверлильные, стенорезные машины и др.
- устранение строительного брака
- резка ригелей
- резка фундаментов
- резка проемов в перекрытиях и панелях
- резка фасадов
- резка ниш под мебель и сейфы
- резка монолитных конструкций
- резка поверхностей вплотную к стене, потолку и полу на
- любой высоте
- резка швов
Преимущества применения алмазной резки бетона
Среди прочих преимуществ технологии алмазной резки, обычно, отмечают также повышенную экологическую безопасность этого вида работ. Отсутствие либо пониженное образование пыли и грязи в процессе ведения работ с применением способа алмазной резки нередко становится главным фактором в пользу её выбора для осуществления необходимых операций в строительстве, ремонте и при реконструкции. Резка с помощью алмазного инструмента позволяет очень быстро, аккуратно и относительно недорого выполнять различные проемы в бетонных перекрытиях и стенах без каких-либо повреждений самой поверхности.
Если вам нужны услуги алмазного бурения, Позвоните нам прямо сейчас по телефонам: +7 8452 212-870, +7 967 501 2870, +7 960 358 2240 или воспользуйтесь формой обратной связи, и мы оперативно свяжемся с Вами для качественного решения Ваших задач!
Также Вы можете воспользоваться одним из своих мессенджеров:
- отправив нам сообщение через приложение
 WhatsApp
WhatsApp - отправив нам сообщение через приложение Viber
 WhatsApp
WhatsApp Viber
ViberРаботаем без выходных и праздников с 8.00 до 20.00, принимаем заказы через сайт ежедневно и круглосуточно!
Посмотреть фотографии выполненных проектов по алмазной резке в Саратове можно в разделе “Портфолио”.
Без пыли и шума: все, что надо знать об алмазной резке
Алмазная резка — высокотехнологический процесс, который широко используется в строительстве. С помощью алмазного оборудования можно получить идеально ровные проемы и отверстия в конструкциях из твердых материалов, плохо поддающихся обработке другими методами: бетона, железобетона, камня, кирпича. А также разрезать практически любой твердый материал, сгладить углы, проложить инженерные коммуникации.

Алмаз — самый твердый материал с минимальным износом при работе. Для изготовления инструментов используется искусственный (синтетический) алмаз.
Технология алмазной резки позволила заменить ударно-перфораторный метод, который ранее повсеместно использоваться в строительстве. Методика упрощает и ускоряет многие строительные операции, результат которых всегда предсказуемый.
Сфера применения алмазной резки
Алмазная резка отличается универсальностью:
- резка проемов, плит перекрытий;
- сверление отверстий;
- оборудование желобов для прокладки инженерных коммуникаций;
- полный и частичный демонтаж построек и сооружений любого типа;
- работы по перепланировке и многое другое.
Всего за несколько часов можно получить идеально ровный проем для шкафа, гардеробной, камина. Высокая точность работ исключает необходимость обработки краев среза.
Технология алмазной резки появившись в начале 1960-х гг. в странах Европы.
Оборудование для алмазной резки. Технологии
Для получения отверстий используются следующие инструменты:
- алмазный канат из высокопрочной стали, в которую запрессованы алмазные сегменты;
- коронки — инструмент цилиндрообразной формы с сегментами алмаза в виде напыления;
- алмазные диски с напылением, которые используются для болгарок, бензопил, штроборезов;
- алмазные цепи – также используются для бензорезов и бензопил;
- гидравлические (электрические) стенорезы, настольные пилы, машины канатной резки используются для обработки вертикальных поверхностей.
Алмазная резка выполняется по двум технологиям:
- Сухая резка. Используются специальные диски, не требующие охлаждения водой. Скорость работ меньшая, чем при мокрой резке, инструмент приходится периодически охлаждать, а это — перерывы в работе. Диск изнашивается быстрее. Метод подходит для резки малых углублений до 200 мм. Чаще это единственно возможный метод, когда нет доступа к воде. Соответственно, шум и пыль будут сопровождать этот процесс.
- Мокрая резка. Наиболее актуальная технология. Высокая скорость и точность работ, минимизация шумового дискомфорта и пыли, меньший износ инструмента – благодаря этим преимуществам мокрая резка применяется даже в жилых помещениях.

Преимущества технологии алмазной резки
Алмазная резка имеет ряд достоинств, которые отсутствуют у других методов:
- без пыли и шума. Название статьи красноречиво говорит о данном преимущества. При обработке поверхности образующаяся пыль собирается пылеулавливателем или осаждается водой. Шум также незначительный;
- отсутствие риска повреждения конструкций. В процессе резки конструкция не испытывает динамическую, вибрационную или ударную нагрузку;
- получение ровных краев. Особенности режущей части инструмента, который нередко сравнивают с хирургическим скальпелем, обеспечивают рез с минимальными отклонениями;
- минимальные трудо- и временные затраты. Если использовать лом и перфоратор, работы займут в 3-4 раза больше времени.
Одним из важнейших для заказчиков преимуществ является удешевление стоимости работ, несмотря на то, что услуги по алмазной резке в принципе стоят дороже обычных методов. Дело в том, что работы по факту являются чистовыми – никакой коррекции не требуется. Тогда как обычная и на первый взгляд дешевая резка может потянуть за собой шлейф дополнительных услуг: отделочных работ, чтобы довести работу до ума. Компания «Дестрой» более 10 лет предлагает услуги по алмазной резке. Профессиональное оборудование, проверенные технологии, гарантия. Обращайтесь!
По всем вопросам обращаться по телефонам:
MTS +375 (29) 577-00-00
Velcom +375 (44) 577-00-00
Velcom +375 (44) 533-00-00
Тел/факс: +357 (17) 392-40-00
e-mail: destroy577(собака)mail.ru
ООО “ДЕСТРОЙ”
220004 г. Минск, пр. Победителей,11, оф. 1222
IBANBY32UNBS30120545700020000933
в ЗАО “БелСвиссБанк”
код 175
г. Минск, пл. Свободы, 4
УНП 191665049





