Аргонно-дуговая сварка: технология
Отправим материал на почту


















- Необходимая техническая информация
- Что это такое
- Оборудование
- Сварочные работы
- Выбор прутка
- Проволока
- Аргон
- Шланги и фитинги
- Некоторые особенности
- Режимы
- Плюсы и минусы аргонно-дуговой сварки
- Заключение
Определение «аргонно дуговая сварка» не совсем верно с технологической точки зрения – правильнее было бы сказать «дуговая сварка в инертной или аргоновой среде». Сам газ Ar не относится к числу горючих элементов таблицы Менделеева, наоборот, в процессе он защищает шов от нежелательного вмешательства в горение других газов. Этот метод позволяет работать с разными цветными металлами и сплавами.
Необходимая техническая информация
Зачастую необходимость в аргонно-дуговой сварке возникает не только на предприятиях, но и дома. Например, вам потребуется ремонт автомобиля или электрического бойлера, где бак сделан из нержавеющей стали, хотя есть много других агрегатов, в изготовлении которых задействованы сплавы и цветмет. Поэтому, зная технологию процесса, вы сможете научиться варить самостоятельно.
Что это такое
Эта технология предусматривает на первый взгляд странное гибридное сочетание газа и электричества. Тем не менее, метод сварки в среде аргона функционирует и позволяет работать практически со всеми металлами. Более всего такой метод востребован для сварки нержавеющей стали, чугуна, меди и алюминия – их чаще всего используют при создании разных узлов и механизмов. В бытовом плане практически каждый человек сталкивается с продуктами, где применялся аргонно-дуговой метод – это маленькие бронзовые крючки для вешалки, различные люстры, бра и торшеры или задняя часть нашего холодильника.
Как видите, аргонно-дуговая сварка или, точнее, продукты, которые невозможно было бы сделать без её применения, окружают нас в быту, следовательно, такой метод очень даже может пригодиться любому домашнему умельцу. Но, как известно, рождение хорошего специалиста-практика всегда должно быть подтверждено теоретическими знаниями, и иначе не бывает. Здесь, конечно, не понадобится изучать состав элементов по таблице Менделеева, но вот без знания и понимания физических процессов плавления металлов в инертной среде никак не обойтись.
Технология сварки аргоном содержит в себе разрешение дилеммы: для поддержания горения нужен кислород, но O2 способствует окислению металлов, что неблагоприятно сказывается на соединении. При застывании сварочной ванны там образуется множество пузырьков, что никак не содействует прочности шва, а если это алюминий, то он попросту сгорает. Инертный аргон, подаваемый на ванну, окутывает место сварки защитным облаком, что минимализирует процесс окисления. Как видите, инертный газ является изоляцией от других элементов, которые есть в обычном воздухе в естественных условиях, то есть, от воздуха, которым мы дышим. Ar тяжелее всех составных газов из этого состава, поэтому сварочная дуга и часть ванны оказываются в его оболочке.
Примечание: в некоторых случаях вместо аргона (Ar) используют гелий (He) – это тоже инертный газ. Но такое происходит скорее в виде исключения, нежели правила, так как гелий гораздо дороже.
Обратите внимание, почему предпочтение отдают именно аргону:
- Ar тяжелее всех атмосферных газов, следовательно, он способен вытеснить их из ванны;
- инертный Ar не вступает в реакцию с веществами, которые присутствует во время сварочного режима.
Примечание: в некоторых случаях вместо аргона (Ar) используют гелий (He) – это тоже инертный газ. Но такое происходит скорее в виде исключения, нежели правила, так как гелий гораздо дороже.
Теперь поговорим о методах, при которых такой процесс осуществляется в настоящее время. Существует всего три способа:
- Ручной. Когда сварщик работает ручной аргонодуговой сваркой, ему необходимо задействовать обе руки – в одной из них придется держать горелку, а другой пруток.
- Полуавтомат. Сварщик удерживает и направляет горелку рукой, а пруток подается автоматически.
- Автомат. Перемещение горелки и прутка осуществляется автоматически, но под наблюдением оператора. Также есть линии, на которых функции человека выполняет робот с числовым программным управлением.
Оборудование
Когда человек хочет разобраться, как правильно варить аргонодуговой сваркой и сталкивается с большим разнообразием материалов и инструментов, то большинство людей, как минимум, впадают в состояние растерянности. Но это только временное явление, так как современный вариант сварочного оборудования предлагает универсальные технологии, предназначенные для широкого спектра действий.

Есть три типа установок, которыми пользуются в быту и в промышленности:
- Специализированные – такое оборудование предназначено для выполнения одной и той же операции. Как правило, это автоматы, которые монтируют на конвейерных линиях промышленных предприятий.
- Специальные – такие агрегаты тоже больше нужны для заводов, верфей и ремонтных цехов, где обрабатываются детали одного размера.
- Универсальные – установки, которые нужны и в быту, и почти на каждом производстве. Это самая обыкновенная, привычная всем ручная аргонодуговая сварка, которой можно пользоваться в двух первых случаях.
Вполне естественно, что для полноценного проведения сварочных работ нужно полное оснащение, и мы обратим внимание на комплектацию именно универсальных установок:
- источник тока TIG или MIG сварки – трансформатор или инвертор;
- стальной баллон в комплекте с редуктором для Ar/He;
- горелка со шлангом для подачи инертного газа от баллона;
- осциллятор для бесконтактного розжига;
- электроды из вольфрама или графита – диаметр зависит от толщины заготовок для соединения;
- присадочный пруток нужен для сваривания толстых металлоконструкций. Это проволока из металла, аналогичного заготовке. Её толщина напрямую зависит от толщины металла заготовок;
- защитные средства в виде сварочной маски со специальным стеклом (для лица и глаз), а также рукавицы, как предупреждение ожогов рук.
Видео описание
TIG-сварка или Сварка аргоном для новичка.
Сварочные работы
Как и любая работа, сварочный процесс начинается с подготовки инструментов и материалов. Место, где в дальнейшем будет шов, нужно очистить от грязи и коррозии – для этого обычно используют металлическую щетку, а от чистоты краев (отсутствия там нежелательных элементов) будет зависеть качество сварки. Присадочный пруток подбирается по толщине свариваемого металла. К обрабатываемой заготовке присоединяется кабель массы (захват крокодилом), а горелка подключается к TIG и через шланг к баллону.
Существует несколько сварочных технологий, но они в основном нужны для промышленных предприятий при изготовлении деталей с повышенной точностью параметров. Поэтому, обратим внимание только на две из них:
- TIG – это ручная аргонодуговая сварка вольфрамовым электродом, где присадка подается вручную.
- MIG/MAG – автоматизированная сварка плавящимся электродом (автоподача).
Для таких технологий можно использовать агрегаты, поддерживающие что-то одно, а можно применять универсальные аппараты, например, такие, как на верхней фотографии. В любом случае, это будет очень удобно для домашних условий, а также для начинающего (будущего) специалиста по сварочным работам.
Выбор прутка
Для заполнения сварочной ванны однородным металлом используются специальные присадочные прутки. Учитывая тот факт, что работать приходится с разными металлами, то и состав будет разным. Их можно классифицировать по однородным материалам:
- нержавеющая сталь;
- алюминий и сплавы;
- медь и сплавы;
- никель для чугуна.

Проволока
Сварочная проволока продается в расходниках, как на фото вверху. Материал производится согласно требованиям ГОСТ 2246-70 (не обновлялся) и ТУ 1227-220-10557608-2015 (последнее обновление). Её качество и назначение можно определить по маркировке, заключенной в аббревиатуре:
- CB – указывает на принадлежность к сварке;
- 08 – процентный состав углерода (C);
- Г – указывает на присутствие марганца (Mn);
- 2 – процентный состав Mn;
- C – присутствие кремния (Si) ≤1%.
Если в конце маркировочной аббревиатуры стоит символ «O», это указывает на медное покрытие (омеднение). Так, проволока с медным покрытием может быть толщиной от Ø 0,8 до Ø 2,0 мм. Когда покрытие отсутствует, то сечение варьируется Ø 0,6-6,0 мм.
Аргон
Элемент, находящийся в таблице Менделеева под порядковым №18 и больше известный, как аргон (Ar), почти полностью растворяется в жидких (расплавленных) металлах и не вступает с ними в химическую реакцию. Этот газ на 38 единиц тяжелее воздуха, которым мы дышим, поэтому он обволакивает дугу и зону плавления в сварочной ванне, защищая её от окисления. Аргон, как правило, используют в сварках типа TIG, MIG/MAG.
Газ Ar чаще всего нужен:
- в строительстве для аргонодуговой сварки труб из меди чугуна и нержавеющей стали;
- в машиностроении и ракетостроении, например, как сварка титана в среде аргона;
- в горнодобывающей промышленности.

Шланги и фитинги
Как правило, самым слабым звеном, особенно, если это ручная аргонодуговая сварка, является прорезиненный шланг, он же рукав. Как вы сами понимаете, его постоянно перемещают с места на место, и он при этом выгибается, что никак не может способствовать постоянной целостности изделия. Этого, конечно, не скажешь о металлических фитингах разного назначения – они служат гораздо дольше рукавов от любого производителя.
Видео описание
Что такое аргоновая сварка и как выбрать аргонодуговой аппарат.
Некоторые особенности
Как в любом процессе и технологии, у аргонно-дуговой сварки существуют некоторые особенности. То есть, здесь мы хотим обратить внимание на работу с неплавящимся вольфрамовым электродом. Когда-то люди, которые осваивали этот метод, обязательно должны были окончить профтехучилище или хотя бы пройти специальные курсы, на которые получали направление от предприятия по месту трудоустройства. Но, как всем известно, прогресс и технологии не дремлют – они упрощаются, автоматизируются и в наше время стали доступными практически для любого взрослого человека, желающего овладеть этой профессией. Можно сказать, что сейчас TIG 200A MIG/MAG можно встретить чуть ли не в каждом десятом гараже.
На первый взгляд такой способ ничем не отличается от обычной дуговой сварки в инертной среде, но это не так. Здесь есть следующие нюансы:
- вольфрамовый электрод не должен касаться поверхности заготовки (как и у обычной электросварки) – здесь для создания дуги используется осциллятор;
- зазор между заготовкой и электродом не должен меняться (рефлекс нарабатывается со временем), чтобы не нарушалась емкость сварочный ванны, от чего зависит качество шва.
Примечание: в отличие от электросварки здесь не нужны маятниковые колебания электрода – он должен передвигаться строго вдоль шва перед горелкой.
Режимы
Рассмотрим четыре режима:
- Этот метод основан на защите сварочной ванны от кислорода, который окисляет металлы, а иногда даже способствует их прожигу (например, алюминий). Такой режим обязывает сварщика следить за аргоновой изоляцией, точнее, за направлением дуги. Начинать процесс без включения аргона запрещено, так как без такой защиты шов попросту будет испорчен. Чтобы закончить шов без возникновения окислов, нужно удерживать отключенную горелку над расплавом еще 5-15 секунд, пока еще идет подача газа.
- Чтобы шов получался равномерным, скорость подачи проволоки не должна изменяться – каждый рывок будет выглядеть, как бугорок или ямка. При автоматической подаче таких проблем не возникает. В ручном способе все зависит от мастерства сварщика – он двигает горелкой и припоем вдоль шва с одинаковой скоростью (пруток обязательно перед горелкой).
- Расход инертного газа будет постоянным, в соответствии с ГОСТ 10157-2016 (исправлено от 10157-79).
- Настройка тока. Правильно выставить этот параметр, не имея опыта, практически невозможно. Следовательно, начинающему сварщику нужно обратиться к таблице, расположенной ниже и это без вариантов.
| Толщина заготовки, мм | Ø электрода, мм | Ø проволоки, мм | Ток, A | Расход Ar для защиты дм3/мин | |
| дуги | обратной стороны шва | ||||
| 0,5-1 | 1,5-2,0 | 1,0-1,5 | 25-60 | 8-10 | 2-3 |
| 2 | 2,0-2,5 | 1,5-2,0 | 80-100 | 8-10 | 2-4 |
| 4 | 2,5-3,0 | 2,0-2,5 | 120-100 | 12-16 | 2-4 |
| 8 | 2,5-3,0 | 2,5-3,0 | 160-180 | 12-16 | 2-4 |
| 12 | 3,0-4,5 | 3,0-4,0 | 180-220 | 12-16 | 2-4 |
Важно! Для создания шва высокого качества настройки оборудования могут меняться в зависимости от металла.

Плюсы и минусы аргонно-дуговой сварки
Основные положительные стороны технологии:
- в некоторых случаях самым важным, можно назвать возможность этой технологии к сварке разнородных металлов;
- отличные характеристики шва – высокая точность глубины плавки краев, что особенно важно для тонких заготовок, а также при одностороннем доступе (трубы, обшивка);
- для алюминия и титана это самая оптимальная технология.
- в ручном режиме технически невозможно развить большую скорость;
- автоматический режим не позволяет создавать точеные и разнонаправленные швы.
Видео описание
Сварка для начинающих (аргонно-дуговая сварка, настройка аппарата и подачи газа).
Заключение
Мы выложили основные позиции технологии и материалов для ознакомления с тем, как варить аргоновой сваркой TIG И MIG. Безусловно, прочитав только одну статью, вы не станете сварщиком – без практики в этом деле не обойтись. Но если у вас есть желание, то все обязательно должно получиться.
Аргонодуговая сварка: что это такое, как правильно варить аргоном
Аргоновая сварка позволяет аккуратно сваривать разные металлы, создавая одновременно прочные и красивые швы. Это прогрессивный тип сварки, применяемый в химической и пищевой промышленности, машиностроении. Не помешает такая сварка и в гараже, частной мастерской. Рассмотрим, что необходимо для аргоновой сварки, как она проводится, какие металлы на каких режимах свариваются.
- Что такое аргоновая сварка
- Классификация аргоновой сварки по видам
- Что нужно для сварки аргоном
- Оборудование для работы с аргоном
- Как правильно варить аргоном
- Какие металлы варят аргоном
- Преимущества и недостатки аргоновой сварки
Аргоновая сварка — это разновидность электродуговой сварки, только с неплавящимся электродом и другим принципом защиты сварочной ванны. Дуга зажигается между изделием, к которому присоединена масса, и вольфрамовым электродом. Он не плавится, зато температуры дуги достаточно, чтобы плавить кромки металла. Колебаниями электрода можно управлять сварочной ванной, регулируя скорость сварки, ширину шва, глубину проплавления.
Для заплавления зазоров или наплавления высокого валика шва задействуется присадочная проволока. Ее выбирают с таким же составом, что и свариваемый металл. Проволоку сварщик подает свободной рукой.

Через сопло горелки в зону сварки подается защитный газ аргон. Он выдувает атмосферу вокруг электрода, изолируя расплавленный металл от внешней среды. Без аргона сильно выделяется углерод, сварочная ванна бурлит, швы получаются пористыми.
В качестве источника тока выступает сварочный инвертор. Он обозначается TIG и этим отличается от оборудования для MMA. У него есть особые разъемы под горелку, дополнительный канал подачи газа, иная форма управления.
На производстве встречается три вида аргоновой сварки, которые классифицируются по следующим категориям:
Кроме этого аргоновая сварка разделяется по способу выполнения с присадочной проволокой или без нее. Без присадки можно обойтись в случае сварки тонких сталей сечением до 2 мм. У сторон не должно быть щелей — важен плотный прижим. Тогда вольфрамовый электрод плавит кромки, и этого металла достаточно для соединения сторон. Швы получаются тонкими, гладкими (практически без чешуи, как зеркало), герметичными. Но при изломе их легко повредить.
С присадкой варить дольше, швы чешуйчатые (количество слоев чешуи зависит от частоты подавания присадочной проволоки в сварочную ванну), зато можно заплавлять зазоры шириной 3-5 мм, создавать бугорки под проточку. Метод с присадкой применяют для сварки толстых металлов сечением от 3 мм



Чтобы варить аргонодуговой сваркой, необходимо собрать комплект оборудования и аксессуаров, а также расходных материалов и СИЗ.
Для работы потребуется аргоновая горелка. Горелка отличается разъемом для подключения, содержащим канала для подачи газа, силовой кабель, фишку для питания кнопок управления.
При выборе горелки обращайте внимание на место расположения кнопки. Оно может быть как снизу, так и сверху. Влияет на удобство управления. Длина шлейфа определяет зону маневренности сварщика. Для настольной работы достаточно 3 м. Для сварки крупных емкостей выбирайте шланг-пакет 5-8 м. Если планируете варить на токах 250-400 А регулярно, ищите модель с водяным охлаждением.
В горелку вставляется неплавящийся вольфрамовый электрод. Расходники отличаются по цвету наконечника для разных типов металлов. Если вы новичок, купите электрод с синим кончиком. Он более универсальный и подойдет для любых задач.
Вторым кабелем, необходимым для замыкания электрической цепи, выступает масса. Она фиксируется к изделию при помощи “крокодила”. Чем лучше контакт, тем стабильнее дуга.
Горелка БАРСВЕЛД TIG-26 V
Электроды вольфрамовые WL-20 -175
Электрододержатель ESAB Handy 300
Чтобы подавать аргон в зону сварки, понадобится баллон для аргона серого цвета. Емкость бывает от 10 до 80 л. Для выездной работы практично иметь небольшой баллон. Резервуар подключается через редуктор. К аппарату газ подают посредством специального шланга для сварки. Он должен быть черного цвета. Если выбрать длину 10 м, получится перемещаться с аппаратом по цеху, не перетаскивая за собой баллон.
Баллон аргоновый 5 -150У
Редуктор GCE ProControl
Рукав газовый ⌀ 9,0 мм
Аргоновая сварка не менее опасна, чем РДС, поэтому необходимы средства индивидуальной защиты. Чтобы не обжечься о горячие предметы, используйте краги и защитный фартук. Контроль сварочного процесса осуществляется через маску. Удобнее всего работать в маске-хамелеон, чем в щитке с постоянным затемнением. Можно всегда выбрать комфортную сварочную маску по приемлемой цене.
Фартук сварщика ESAB
Маска БАРСВЕЛД МС 307
Одним из важнейших для аргоновой сварки является инверторный аппарат TIG. От его характеристик и функционала зависят возможности провара и соединения различных металлов. Выбрать подходящий аппарат для аргонодуговой сварки – залог успеха.
На производстве встречается три вида аргоновой сварки, которые классифицируются по следующим категориям:
Сперва настройте аппарат. На самых простых моделях установите силу тока и расход газа. Режимы зависят от толщины металла.
| Толщина металла, мм | Сила тока, А | Расход газа, л/мин |
|---|---|---|
| 1 | 30-40 | 6 |
| 1.5-2 | 45-70 | 7 |
| 3 | 75-90 | 8 |
В более продвинутых версиях задайте такие настройки (для примера подберем параметры для сварки стали толщиной 1.5 мм):
Зажигать дугу можно двумя способами, что зависит от возможностей аппарата. Контактный метод требует касания кончиком электрода по изделию. Иногда вольфрамовая игла прилипает, из-за чего быстрее тупится, приходится тратить время на повторную заточку. Бесконтактный поджиг работает при высокочастотном импульсе (встроенный осциллятор), возбуждая электрическую дугу без касания. Это удобнее, игла тупится реже.
Аргоновая сварка проводится в такой последовательности:
- Включите инверторный аппарат TIG.
- Присоедините массу к изделию.
- Вставьте в горелку заточенный вольфрамовый электрод.
- Откройте баллон с газом.
- Поднесите горелку к изделию на расстоянии 3-5 мм от поверхности до кончика иглы.
- Наденьте маску, нажмите кнопку подачи тока. Удобнее всего варить с режимом 4Т. Тогда не требуется постоянно держать кнопку подачи тока зажатой.
- Когда загорится электрическая дуга, подержите ее на стыке, чтобы образовалась лужица металла. Круговыми движениями электрода добейтесь сплавления сторон. Держать горелку нужно под углом 45 градусов относительно поверхности.
- Медленно ведите иглу справа налево, аккуратно подавая второй рукой присадочную проволоку. Присадку подают перед электродом.
- При окончании шва нажмите на кнопку, но не отпускайте ее. Сварочный ток снизится, чтобы закрыть кратер, избежав образования свища в конце.
При помощи аргонодуговой сварки соединяют:
Источник видео: Aurora Online Channel
При помощи аргоновой сварки можно соединить алюминий, медь, титан — металлы, которые трудно поддаются свариванию другими способами. Еще одно достоинство — аккуратные швы, повышенной герметичности. На нержавейке они почти зеркальные и не требуют механической обработки. Удобство сварки заключается в отсутствии шлака, поскольку за защиту сварочной ванны отвечает инертный газ.
Основным недостатком аргоновой сварки выступает низкая скорость процесса при ручном исполнении. Расходники для сварки (вольфрамовые электроды, заправка баллонов аргоном) не дешевые. Метод сварки TIG подойдет для изготовления конструкций из нержавейки, заварки трещин блока цилиндров, ремонта легкосплавных дисков.
Ответы на вопросы: что такое аргонодуговая сварка и как правильно варить аргоном?
Что такое аргоновая сварка
Нередко возникает потребность сварить материалы, которые при обычных видах сварки не соединяются, к примеру, алюминий, медь, титан и так далее. Поэтому, чтобы создать прочную неразъемную конструкцию из этих металлов, применяется сварка аргоном. Что такое аргонная сварка, как она работает? На эти и другие вопросы ответы в этой статье.

Особенности аргонной с варки
Процесс – аргонодуговая сварка происходит в среде инертного газа аргона, отсюда и название сварочного процесса. Использование аргона в сварке при соединении двух металлов – это защита от окисления, которая может произойти за счет соприкосновения с кислородом в воздухе. То есть, аргон покрывает зону сварки и не дает кислороду проникнуть в зону сопрягаемых поверхностей.
Сам режим сварки может производиться ручным способом, полуавтоматическим и автоматическим. Существует классификация режимов, которые зависят именно от вышеописанных способов и вида электрода, участвующего в процессе сварки. Два вида электродов: плавящийся и неплавящийся. Ко второму виду относится вольфрамовая проволока, с помощью которой можно гарантировать прочное и надежное соединение двух металлов, даже разнородных.
Итак, классификация режимов сварки аргонодуговой:
- Ручная сварка аргоном, где используется неплавящийся электрод – его маркировка РАД.
- Аргоновая сварка автоматическая, где применяется неплавящийся элемент – ААД.
- Аргонно дуговая сварка автоматического типа, где используется плавящийся электрод – ААДП.
Техника сварки аргоном
Знание некоторых правил облегчит проведение процесса сварки аргоном и позволит добиться высокого качества сварного шва.
- Чем длиннее сварочная дуга, тем шире шов и меньше его глубина, что снижает качество шовного соединения. Поэтому рекомендуется неплавящийся электрод держать как можно ближе к стыку свариваемых деталей.
- Чтобы создать узкий и глубокий шов, необходимо придерживаться только продольного движения электрода и горелки. Отклонения в сторону (поперечные движения) уменьшают качество сварочного соединения. Поэтому при сварке аргоном необходима аккуратность и внимание сварщика.
- Присадочная проволока и неплавящийся электрод должны находиться только в зоне сварки, прикрытыми аргоном. Это не даст возможности кислороду и азоту проникнуть внутрь зоны.
- Подача присадочной проволоки должно проводиться плавно и равномерно. Резкая подача – это разбрызгивание металла в большом количестве. Процесс подачи не самый простой, все приходит с опытом.
- Есть такой показатель – проплавленность. В аргонной сварке он определяется самим сварочным швом. Если он имеет округлую и выпуклую форму, то это говорит о низком его качестве. Проплавление поверхности было проведено недостаточно.
- Присадочная проволока подается перед горелкой с неплавящимся электродом. К тому же ее подача производится под углом. Эти требования обеспечивают ровность сварочного шва и его небольшую ширину. Просто так удобно контролировать сам сварочный процесс.
- Нельзя начинать и заканчивать сварку аргоном резко, потому что это открывает доступ кислорода и азота в зону сваривания. Поэтому рекомендуется сварку начинать после 15-20 секунд, как будет начата подача в стык соединения двух металлов инертного газа. И заканчивать (убирать присадочную проволоку) до того, как будет выключена горелка. На это обычно дается 7-10 секунд.
Внимание! Заканчивать сварочный процесс нужно снижением силы тока при помощи реостата, который входит в состав сварочного аппарата. Просто отводить горелку – это значит, открыть доступ в зону сваривания азота и кислорода.
Стыки свариваемых металлических деталей перед началом работ необходимо очистить и обезжирить.
Режимы аргонной сварки
Сварка аргоном пройдет качественно, если правильно выбрать оптимальный режим проведения процесса.
- От свойств свариваемых металлов будет зависеть выбор полярности и направления тока. Так со стальными конструкциями в аргонной сварке используется постоянный ток прямой полярности. Для сваривания алюминия или бериллия применяется постоянный ток обратной полярности.
- Сила свариваемого тока выбирается на основе трех составляющих: диаметра используемого электрода, типа металла свариваемых деталей и их толщины, полярности. Взаимосвязь всех параметров определяется табличными значениями. Некоторые мастера выбор делают с учетом собственного опыта. Вот одна из таблиц, которая определяет режим работы аргонодуговой сварки титана.
| Толщина металла, мм | Диаметр вольфрамового электрода, мм | Сила тока, А |
|---|---|---|
| 0,3-0,7 | 1,6 | 40 |
| 0,8-1,2 | 1,6 | 60-80 |
| 1,5-2,0 | 2 | 80-120 |
| 2,5-3,5 | 3 | 150-200 |
- Как уже было сказано выше, чем короче сварочная дуга, тем качественнее получается шов. Та же самая зависимость напряжения дуги и ее длины.
- Расход инертного газа зависит от показателя силы и равномерности его потока, выходящего из горелки. Специалисты рекомендуют создавать поток ламинарного типа. То есть, газ подается без пульсаций.
Правильно подобрать определенный режим – дело непростое. Поэтому еще в процессе обучения нужно изучать теорию и овладевать практическими навыками.
Преимущества и недостатки
К преимуществам аргонодуговой сварки можно отнести:
- Невысокая температура нагрева, что сохраняет размеры и форму двух свариваемых изделий.
- Газ аргон является инертным, то есть, он тяжелее и плотнее воздуха, что обеспечивает максимальную защиту зоны сваривания.
- Тепловая мощность дуги достаточно высокая, что позволяет сам процесс сварки проводить за короткий промежуток времени.
- Сам процесс прост, поэтому научиться ему несложно.
- Этот сварочный процесс позволяет соединить разные виды металлов, которые другими вилами сварки не состыковать.
- При сквозняках и ветре часть аргонной защиты улетучивается, что снижает качество сварочного шва. Поэтому рекомендуется весь процесс проводить в закрытых помещениях с хорошей вентиляцией.
- Сварочное оборудование достаточно сложное, к тому же непросто провести настройку режимов сварки.
- Если в процессе соединения необходима высокоамперная дуга, то нужно продумать дополнительное охлаждение стыкуемых металлов.
Принцип работы сварочного оборудования
В состав сварочного оборудования входят:
- Сварочный аппарат любого типа для дуговой сварки, у которого напряжение холостого хода: 60-70 вольт.
- Контактор силовой, с помощью которого напряжение будет подаваться от сварочного аппарата на горелку.
- Осциллятор. Этот прибор преобразует сетевое напряжение 220 вольт и частотой колебания 50 Гц в напряжение 2000-6000 вольт с частотой 150-500 кГц. Эти параметры электрического тока позволяет легко зажечь дугу.
- Устройство обдува зоны сварки аргоном.
- Горелка керамическая.
- Баллон для аргона, он с горелкой соединяется через редуктор и шланг.
- Электрод неплавящийся и присадочная проволока.
Как работает аргонная сварка, можно посмотреть видео, но принцип таков. Сначала производится настройка сварочного режима и очистка соединяемых металлов. В правую руку берется горелка, в левую присадочная проволока, она не подключена к электроэнергии. На рукоятке горелки есть специальная кнопка, с помощью которой можно подавать защитный газ в зону сваривания. Включается подача газа за 20 секунд до начала производства сварочных работ.
Горелку нужно опустить так, чтобы между неплавящимся электродом и свариваемыми поверхностями осталось маленькое расстояние – в пределах 2 мм. Кстати, электрод вставляется в горелку таким образом, чтобы из нее торчал конец длиною не более 5 мм. Внутри горелки есть защелка, в которую вставляется электрод любого диаметра.
Включается сварочный аппарат, и напряжение подается на электрод. Между ним и стыкуемыми металлами возникает дуга. Из сопла горелки в это время подается аргон, который собой покрывает зону сваривания. Сварщик в сварочный стык подает присадочную проволоку, которая под действием электрической дуги расплавляется и покрывает собой зазор между деталями. При этом производится медленное движение вдоль шва.
Нельзя зажигать электрод при помощи соприкосновения его со свариваемыми металлами. Для розжига специально используется осциллятор, как это показано на видео.
Виды сварочного оборудования
Для аргонной сварки используются четыре вида оборудования.
- Ручная (показана на видео) – это когда сварщик собственными руками держит и горелку, и присадочную проволоку.
- Механизированный вариант – сварщик держит горелку, а проволока подается механизированным способом.
- Автоматическая сварка аргонодуговая – сварщик отсутствует, его заменяет оператор, который следит за процессом, потому что и подача горелки, и подача присадочной проволоки происходит в автоматическом режиме.
- Роботизированный сварочный процесс. Задается программа, которая полностью отвечает за проводимый процесс.
Самое важное достоинство аргонодуговой сварки – это возможность сваривать детали тех металлов, которые другими способами соединить невозможно. И в быту такие ситуации встречаются нередко, к примеру, стыковка труб из нержавейки. Обязательно посмотрите видео на этой странице сайта.
Аргонодуговая сварка: принцип работы, как выбрать, лучшие аппараты

В отличие от метода ММА, аргоновая сварка позволяет создавать более аккуратные швы, которые не нуждаются в зачистке. Еще этим методом можно соединять до восьми видов металлов. Наша статья поможет выбрать сварочный аппарат для аргонодуговой сварки, чтобы он подходил для Ваших потребностей, и покажет рейтинг уже опробованных моделей, которые имеют положительные отзывы, а также нравятся сварщикам своими характеристиками.
Подборка товаров осуществлена на основе отзывов, мнений и оценок пользователей, размещенных на различных ресурсах в сети интернет. Вся информация взята из открытых источников. Мы не сотрудничаем с производителями и торговыми марками и не призываем к покупке тех или иных изделий. Статья носит информационный характер.
Принцип работы аргонодуговой сварки
В международном обозначении аргонодуговой метод имеет аббревиатуру TIG. Он активно применяется на производстве и в мастерских. С его помощью соединяют треснутые детали автомобилей (поддоны картера, блоки охлаждения двигателя), собирают емкости для пищевой и химической промышленности, изготавливают нержавеющие полотенцесушители, коллекторы, фильтры для жидкостей и т. д. В гараже таким аппаратом можно успешно выполнять кузовной ремонт или выпускать мелкую продукцию.
Принцип работы аргоновой сварки заключается в соединение металлов электрической дугой в среде инертного газа. Для процесса понадобиться источник тока, который понижает напряжение и повышает ампераж. Ток подается на горелку, оснащенную вольфрамовым электродом. Он неплавящийся, поэтому сварщику легче контролировать длину дуги, которая должна быть 2-5 мм. Кабель массы подключается к изделию.
Прикосновение конца вольфрамовой иглы к детали возбуждает электрическую дугу. Для тонких швов не требуется поперечных колебаний — электрод ведется ровно, справа налево вдоль линии шва, поверхность соединения получается гладкой как зеркало. Если между деталями присутствует зазор или необходимо расширить границы шва, то при ведении горелки, сварщик совершает незначительные колебания по сторонам, растягивая сварочную ванну. Это содействует образованию мелкой чешуи.

Процесс аргонодуговой сварки.
Температура дуги колеблется от 2000 до 5000 градусов, в зависимости от силы тока. Это позволяет расплавлять кромки металла и соединять его тонким швом. Чтобы усилить конструкцию, используется присадочная проволока, подающаяся второй рукой сварщика в сварочную ванну. Так, можно повысить высоту валика, придать шву чешуйчатость и даже выполнять наплавку металла под последующую механическую обработку (проточку на токарном станке, шлифовку).
Для защиты сварочной ванны от внешней среды применяется инертный газ аргон. Он подается от баллона в горелку и вытесняет обычный воздух. Это исключает образование пор в структуре шва. Соединение получается герметичным и прочным. Параллельно защитный газ охлаждает вольфрамовый электрод и керамическое сопло, чтобы они не перегревались. На заключительной стадии, когда дуга погашена, аргон содействует застыванию шва.
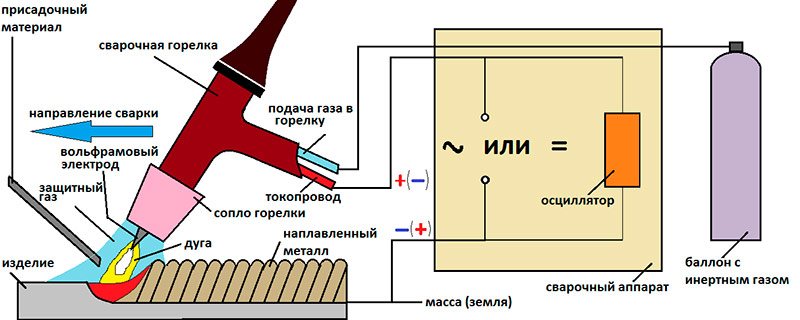
Схема процесса аргонодуговой сварки.
Плюсы и минусы метода TIG
У метода TIG есть явные преимущества перед другими способами сварки, но работа аргоновым сварочным аппаратом имеет и несколько недостатков, к которым нужно быть готовым, выбирая этот метод сваривания.

Плюсы метода TIG
- локальный нагрев исключает серьезные деформации изделия;
- тонкая вольфрамовая игла позволяет создавать узкие, аккуратные швы;
- можно вести сварку с присадкой и без нее, влияя на высоту валика;
- соединение получается без шлаковой корки сверху;
- в большинстве случаев не требуется последующая
- механическая обработка;
можно сваривать нержавеющие стали и цветные металлы; - швы герметичны и выдерживают высокое давление;
- отсутствуют брызги металла, прилипающие к поверхности.

Минусы метода TIG
- скорость соединения уступает MIG;
- колпак горелки мешает работе в труднодоступных местах;
- керамическое сопло немного ограничивает видимость сварочной ванны;
- качество шва зависит от навыков пользователя (сразу взять и варить, как полуавтоматом не получится);
- требуется постоянно подавать второй рукой присадку и контролировать ее длину (при сварке длина проволоки быстро сокращается, а длинные куски неудобно держать в руках,
- поскольку они «гуляют»);
- вольфрамовые электроды стоят дороже покрытых;
- дополнительные расходы на аргон;
- нельзя качественно сварить детали на улице при сильном ветре (сдувается аргон и сварочная ванна остается незащищенной).
Как подобрать оборудование, необходимое для работы
Оборудование для аргонодуговой сварки нужно выбирать исходя из предстоящих задач и их объемов. Иначе можно купить слишком слабый агрегат, или наоборот переплатить за тот потенциал, который останется незадействованный. Сперва поговорим о выборе источника тока.
Как выбрать сварочный аппарат для TIG сварки
Аргонный сварочный аппарат — это инвертор, подключаемый к сети 220 или 380 V, который несколько раз преобразует ток из переменного в постоянный, повышая при этом его частоту. Внутри используется несколько трансформаторов, диодные мосты и плата с ключами. Все это содействует небольшому весу 4-30 кг и высокому качеству шва.
Если Вам необходим аппарат для сварки в гараже, то выбирайте модель 220 В. Для производства оптимально 380 В. Вес 4-8 кг пригодится при выездной деятельности и работе на высоте, а также с объемными конструкциями. При стационарном использовании вес не играет значения. Обратите внимание на следующие параметры и возможности оборудования при выборе инвертора для аргоновой сварки.

Сварочный аргоновый аппарат и необходимо оборудование.
Вид металла и сварочного тока
На выходе инвертор выдает постоянный ток. Это позволяет отлично сваривать черные стали, нержавейку, чугун, медь и даже титановые сплавы.
Если в Вашей мастерской работают только с этими металлами, то выбирайте любой аргоновый аппарат со значением DC.
Но соединить таким аппаратом алюминий и его сплавы не получится. Трудность составляет оксидная пленка, которая имеет температуру плавления свыше 2000 градусов, хотя сам металл становится текучим уже после 660 градусов. Для сварки алюминия необходим универсальный инвертор AC/DC, который может переключаться на переменный ток. Благодаря этому легко разрушается оксид на поверхности, а основной металл не прожигается от высокой температуры дуги.
Если у Вас СТО или деятельность связана с емкостями из алюминия, то ищите аргоновый аппарат с обозначением AC/DC.
| Постоянный ток | Переменный ток |
|---|---|
| Различные виды сталей | Алюминий |
| Нержавеющая сталь | Сплавы магния |
| Чугун | – |
| Медь | – |
| Титановые сплавы | – |
Диапазон сварочного тока
От диапазона силы тока (А) зависит, с какой толщиной заготовок получится работать. Здесь важен как верхний, так и нижний показатель. Средним расчетным значением служит 35 А на каждый 1 мм толщины металла. Например, если Вы свариваете трубы и профиль, у которых сечение стенки не превышает 2 мм, то будет достаточно 70 А. Аргоновый аппарат с максимальным показателем 160 А покроет любые потребности по сварке заготовок с толщиной до 4 мм. Когда требуется соединять аргоновой сваркой заготовки 5-7 мм, то выбирайте инвертор с максимумом 200-250 А.
Минимальное значение, до которого можно опустить силу тока, влияет на возможность сварки тонкого металла. Например, есть аргоновые аппараты с нижним порогом в 5 А. Этого хватит, чтобы заварить жесть с сечением 0.6 мм. Модели с нижним показателем 20-30 А на такое не способны.
| Вид металла | Толщина металла, мм | Род тока | Сила тока¸ А |
|---|---|---|---|
| Стальные сплавы | 1,0 | DC | 20-40 |
| 1,5 | DC | 40-70 | |
| 4,5 | DC | 120-140 | |
| Алюминий | 1-2 | AC | 20-60 |
| 4-6 | AC | 120-180 | |
| 6-10 | AC | 220-230 | |
| 11-15 | AC | 280-360 |
Импульсный режим
Выбирать аргоновый аппарат с такой функцией необходимо для еще более качественной сварки тонких металлов. Импульсный режим подразумевает чередование сварочного тока и паузы. Это позволяет сократить тепловложение, полностью устранить деформации и коробление детали. Частоту смены импульса можно регулировать, что определяет скорость сваривания. Такой режим востребован и при соединении алюминия, поскольку высокий ток разрушает оксид, а понижение мощности во время паузы не дает прожечь основной металл.
Интенсивность использования (продолжительность включения)
По-другому этот параметр называется продолжительностью включения и обозначается в процентах. Например, с ПВ 40% аргоновым аппаратом получится работать 4 минуты из десяти. Если применять его чаще, то он перегреется и сработает защита. Оборудование отключится принудительно до полного охлаждения. Когда в работе есть много подготовительных процессов, зачистка, нарезка заготовок, то достаточно показателя ПВ 40%. Инвертор будет успевать остывать во время таких пауз. Если сварщик работает постоянно, а все подготовительные процессы выполняют другие, то необходим более производительный аппарат с ПВ 80 или 100%. Тогда работа не будет простаивать.
Но продолжительность включения измеряется на максимальном токе, поэтому у модели на 300 А с ПВ 60%, при понижении сварочного тока до 200 А, ПВ составит 100%. Так что при определении интенсивности использования еще стоит учесть, какой рабочий ток необходим для повседневных задач.
Дополнительные функции
Аппараты для аргонодуговой сварки могут оснащаться некоторыми функциями, облегчающими процесс или повышающими качество шва. Конечно, чем шире возможности оборудования, тем оно дороже, поэтому стоит подумать, насколько каждая функция необходима в конкретном случае.
Вот самые распространенные:
- Время продувки газом. В аппарате можно настраивать время предварительной и пост продувки аргоном. В начале процесса это помогает убрать окружающий воздух из зоны возбуждения дуги. В конце это содействует кристаллизации сварочной ванны и охлаждению электрода. Чем дольше остывает металл, например алюминий, тем длительнее должна быть продувка (до 7 с).
- Высокочастотный поджиг. Любой инвертор можно оснастить вентильной горелкой, чтобы им получилось выполнять ТИГ сварку. Но для возбуждения дуги потребуется касаться кончиком электрода об изделие, к которому подключена масса. В моделях с высокочастотным поджигом используется осциллятор, который пробивает напряжением по воздуху расстояние до 10 мм. Это помогает начать сварку без касания, просто поднеся горелку. На поверхности изделия остается меньше следов, а электрод приходится реже затачивать.
- Заварка кратера. Это постепенное снижение амплитуды сварочного тока, которое помогает устранить точку на «замке» шва. Такая функция важна при сварке труб и емкостей под воду и другие жидкости, а также во время работы с тонкими листами 0.6-1.0 мм.
- Водяное охлаждение. В аппаратах для аргоновой сварки может быть установлен насос, перекачивающий антифриз по кабель-каналу в горелку. Это содействует ускоренному отводу тепла от керамического сопла и электрода, продлевая время беспрерывной работы. Функция необходима там, где используются высокие токи 250-400 А и нужна продолжительная работа оборудования.
Дополнительное оборудование, необходимое для работы
Для аргонодуговой сварки, кроме источника тока понадобится кабель с горелкой. Чаще всего он идет в комплекте с оборудованием, но у премиальных моделей EWM, Lincoln Electric и других может продаваться отдельно.
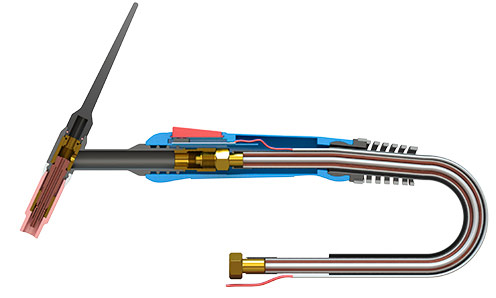
Горелка для аргонодуговой сварки в разрезе.
Горелки бывают вентильного типа (подача газа открывается вентилем на горелке) и с кнопочным управлением (нажатие кнопки на горелке запускает газ и ток). Длина рукава 2-5 м выбирается в зависимости от требуемой мобильности сварщика и размеров собираемых конструкций.

Горелка для аргонодуговой сварки вентильного типа.

Горелка для аргонодуговой сварки с кнопочным управлением.
Для сварки необходим баллон с инертным газом. Если работать приходится периодически, то достаточно купить баллон на 10 л, который не занимает много места и его легко отвезти в багажнике на заправку. Этот же вариант практичен при выездном образе работы. При постоянной стационарной деятельности в мастерской или на производстве выбирают большой баллон на 150 л.

Баллон с инертным газом для аргонодуговой сварки.
К баллону необходим редуктор с манометрами высокого и низкого давления, а также шланг, связывающий баллон с инвертором. По манометру высокого давления сварщик следит за остатком газа, а по низкому устанавливает расход аргона в горелке.

Редуктор манометры и шланг.
Для сварки понадобятся вольфрамовые электроды. Они бывают с синим, золотистым, красным или зеленым наконечником для разных типом металлов. Самым универсальным служит синий цвет наконечника. Диаметр электрода 1.6-4.0 мм выбирается в зависимости от требований к ширине шва, глубине проплавки и максимальной силы тока.

Электроды для аргонодуговой сварки.
Аргоновую сварку можно выполнять без присадки, если детали плотно подогнаны между собой, а на конструкцию не оказывается сильной механической нагрузки. В других случаях используют присадочную проволоку из того же материала, что и основной свариваемый металл.

Присадочная проволока для аргонодуговой сварки.
Разметка фундамента под дом. Рассказывают форумчане
Выбираете энергоэффективные решения?
Обратите внимание на геотермальные тепловые насосы FORUMHOUSE
Геотермальный тепловой насос EU (старт/стоп)
Геотермальный тепловой насос IQ (псевдоинвертор)
Геотермальный тепловой насос IQ (инвертор)
 Любой, кто регулярно читает forumhouse.ru, хорошо знает, что от надёжности основания дома во многом зависит срок эксплуатации дома и комфортность проживания в нём.
Любой, кто регулярно читает forumhouse.ru, хорошо знает, что от надёжности основания дома во многом зависит срок эксплуатации дома и комфортность проживания в нём.
Одним из самых главных этапов строительства, напрямую влияющих на качество основания, становится правильная разметка фундамента.
В последнее время для этого всё чаще используются современные измерительные приборы.
Теодолит, лазерный нивелир или лазерный уровень существенно облегчают проведение строительных работ.
Каждому застройщику пригодятся базовые навыки по ручной разметке фундамента.
С чего начинается разметка фундамента
Первое, что приходит в голову – настрогать колышков, запастись прочным шнуром, рулеткой, понять, как работает гидроуровень, и можно приступать к разметке.

Как выставить разметку под фундамент
Для качественной разметки основания здания необходимо составить план, включающий в себя два последовательных шага:
1. Независимо от того, какой фундамент требуется по проекту – ленточный, свайный или плитный, сначала необходимо выяснить точные границы участка.
2. Затем на листке бумаги фундамент правильно привязывают к территории. Необходимо заранее учесть расположение предполагаемых хозяйственных построек, расстояние до соседского забора, септика, колодца или скважины. И только после этого можно приступить к разметке «в натуре».
Этот шаг позволит соблюсти СНиП 30-02-97, регулирующий расстояние от дома до границ соседнего участка.
Узнать о минимально допустимых расстояниях между соседними домами можно в этой теме.
Gexx:
– Разметку я начал с того, что отступил 5 метров от красной линии по границе участка.
Для разметки вам потребуется:
- рулетка;
- шнурка – моток прочного шнура или лески;

Лучшая веревка для разметки фундамента – это шнур. На фоне травы или земли леска визуально теряется, в то время как шнур белого цвета хорошо заметен.
- колышки;
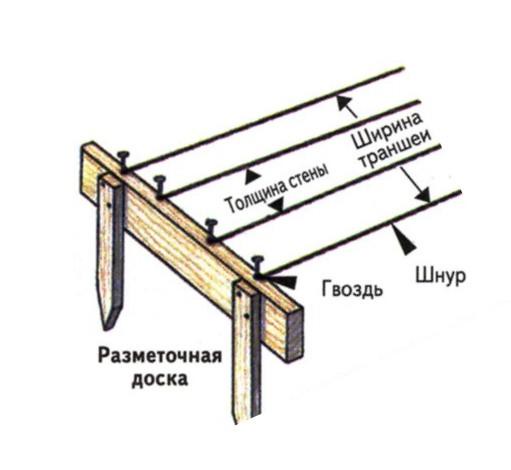
- деревянная рамка, или, как её ещё называют, – «скамеечка».

Почти профи:
– В качестве шнурки лучше использовать капроновую нить толщиной в 1.5-2 мм, т.к. она хорошо натягивается и не провисает.
Виталяля:
– При разметке фундамента я использовал полипропиленовая нить толщиной в 1 мм. Она отличается повышенной прочностью.
Как размечать со «скамеечкой»
 «Скамеечка» существенно упрощает и ускоряет разметку. Этот инструмент легко сделать своими руками: его сколачивают из двух деревянных столбиков. Нижние концы заостряют, а сверху и посередине прибивают две горизонтальные перекладины. Для большей устойчивости под углом к столбикам прибивают две упорные дощечки. Получается треугольная основа. В перекладину вворачивают два самореза, на которых потом крепится шнурка.
«Скамеечка» существенно упрощает и ускоряет разметку. Этот инструмент легко сделать своими руками: его сколачивают из двух деревянных столбиков. Нижние концы заостряют, а сверху и посередине прибивают две горизонтальные перекладины. Для большей устойчивости под углом к столбикам прибивают две упорные дощечки. Получается треугольная основа. В перекладину вворачивают два самореза, на которых потом крепится шнурка.
Простой и небольшой фундамент можно правильно разметить, забив только лишь колышки. Но если речь заходит о сложной конструкции – под большой дом, то «скамеечка», при помощи которой делается разноска фундамента, просто необходима.
Количество «скамеечек» увеличивается прямо пропорционально сложности фундамента.
Вворачивая или выворачивая саморезы в перекладину, на разном расстоянии друг от друга можно регулировать ширину между шнуром, которая должно соответствовать ширине подушки основания дома.
Проверка геометрии
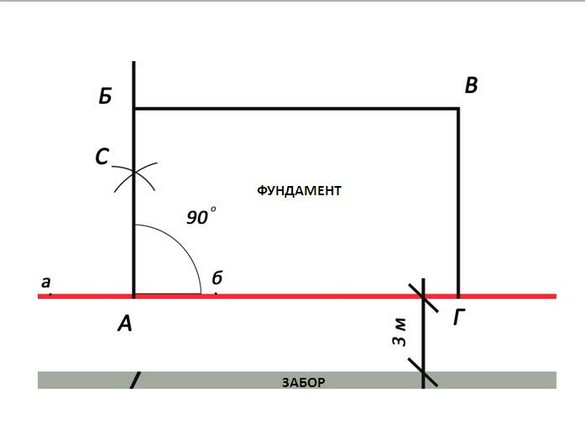
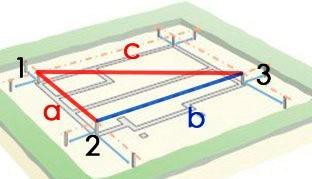
Мы определились, где будет возводиться фундамент на участке. Подготовили все необходимые инструменты и материалы. Теперь нужно определить базисный угол, который задаст направление будущей стены. В этом месте ставим и вбиваем колышек. Затем, отступив от колышка на 1- 2 метра, устанавливаем «скамеечку».
Выставить этот отступ необходимо для того, чтобы при выемке грунта (под ленточный фундамент и т.п.), рамка не мешала копать, маневрировать технике и не упала в вырытую траншею. Ширина траншеи также выкапывается с запасом по отношению к ширине ленты фундамента для беспрепятственной установки опалубки!
После установки скамеечки на саморезе закрепляется шнур. После этого от колышка отмеряем необходимое нам расстояние. Его длина обычно равна самой длинной стене дома. В этом месте ставим и вбиваем второй колышек, устанавливаем вторую «скамеечку» на том же самом расстоянии от колышка, что и первую, и натягиваем веревку.
Виталяля:
– Установленная разноска оставляется до окончания всех фундаментных работ. Благодаря отступу от фундамента, веревку можно снимать и натягивать по мере необходимости.

Дятька, Москва:
– Если скамеечек много, то выносить сразу все точки не следует. Из-за большого количества шнурок это только мешает работе.
В самом начале разметки важно выставить прямой угол между предполагаемыми стенами. Если не выполнить это сразу, то упущение может привести к плачевным результатам.
EvgeniyT79:
– Перед тем как начать копать траншею, мы тщательно перемерили все диагонали фундамента. Размеры сошлись. Но после установки опалубки оказалось, что одна из сторон фундамента меньше другой на 40 см!
Hooter:
– Это называется равнобедренная трапеция. При такой фигуре, даже если все диагонали сошлись, то фундамент всё равно получится кривой.
Трапеция, боковые стороны которой равны, называется равнобедренной или равнобокой. У равнобедренной трапеции диагонали одинаковы, а вот углы не равны 90 градусам.
Как добиться прямого угла
Для этого вспоминаем теорему Пифагора: квадрат гипотенузы прямоугольного треугольника равен сумме квадратов катетов.
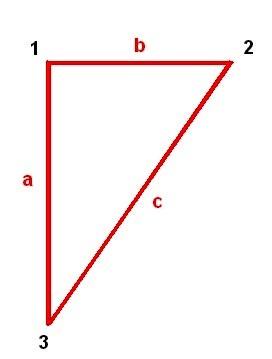
Для нахождения прямого угла при разметке следует воспользоваться формулой: 3² + 4² = 5².
 Суть формулы заключается в следующем:
Суть формулы заключается в следующем:
Если отмерить по одной стороне фундамента – 3 метра, а по другой – 4 метра, то при угле в 90 градусов диагональ между ними равна – 5 метрам.
Используя эту пропорцию, можно разметить прямые углы всех сторон.
Gexx:
– Я пробовал выставлять прямые углы лазерным нивелиром, но по диагоналям получилось проще и точнее.
Чтобы упростить разметку прямого угла, можно заранее сколотить треугольник с нужными сторонами из досок или сварить друг с другом отрезки арматуры.
Главное – семь раз отмерить и один раз выкопать!

Читайте на FORUMHOUSE о том, как как правильно разметить фундамент и избежать ошибок. Всё, что вы хотели узнать о разметке котлована разметке котлована под цоколь, находится в этой теме.
Читайте о том, как исправить «подводные камни» у купленного дома, а из нашего видео вы узнаете, как переделать проблемный фундамент под старым домом.
Разметка фундамента для дома своими руками
Строительство дома, очень сложный и ответственный процесс. Любая, даже самая мелкая ошибка может привести к краху всей конструкции, поэтому большинство людей предпочитают в таких вопросах обращаться к профессионалам. Но, тем не менее, обладая нужными знаниями и головой на плечах, можно построить дом полностью самостоятельно.
При этом, важен каждый этап строительства, в данной статье будет рассмотрен, наверное, самый важный, а именно – строительство фундамента.
- Общие правила разметки ↓
- Методы разметки прямоугольного фундамента ↓
- Золотой треугольник ↓
- Разметка в зависимости от типа фундамента ↓
- Ленточный фундамент ↓
- Столбчатый фундамент ↓
- Рассмотрим устройство каждого из типов фундамента отдельно ↓
- Ленточный фундамент ↓
- Свайный фундамент ↓
- Плитный фундамент ↓
- Столбчатый фундамент ↓

Общие правила разметки
Первым шагом в строительстве фундамента, является разметка фундамента, тут необходима особая точность иначе в итоге дом может поехать либо завалиться, поэтому необходимо быть крайне внимательным на этом этапе, учитывать особенности грунта, на котором будет стоять дом, то какой дом вы хотите построить и какими средствами располагаете.
В зависимости от этих параметров можно выбрать подходящий фундамент из нескольких возможных, а именно:
- Столбчатый.
- Ленточный.
- Свайный.
- Плитный.
Кроме того, имеется несколько способов разметки фундамента:
- Метод паутины.
- Золотой треугольник.
- Обноска.
Таким образом, расстояние от забора должно быть одинаковое на протяжении всей стены. Также, для разметки фундамента любым способом, необходимо иметь определенные предметы и инструменты.
Итак, что необходимо для разметки:
- Калькулятор.
- Бечевка. Как можно прочнее, ведь для правильной разметки её необходимо будет довольно сильно натягивать.
- Рулетка. Желательно что бы её длинна была как минимум равна длине основной стены.
- Колья, длиною примерно в метр.
- Режущие инструменты.

Методы разметки прямоугольного фундамента
Прямоугольная форма фундамента является наиболее простой для строительства. Для его разметки можно использовать следующие способы:
- Метод паутины.
- Золотой треугольник (т. Пиагора).
- Обноска (чаще используется для сложных форм).
Золотой треугольник
Очень простой и надежный способ разметки фундамента. Для того чтобы сделать разметку с помощью данного способа вам необходимо:
- Вбить колышек в углу главной стены.
- Отмерять по главной стене 4 метра и вбить колышек
- Соединить 2 имеющихся колышка веревкой
- Отмерять от первого колышка по смежной стене 3 метра и вбить колышек.
- Соединить 1й и третий колышек веревкой.
- Протянуть веревку от колышка находящегося на главной стене, до колышка находящегося на смежной стене веревку. Длина веревки должна быть 5 метров.
- Если веревка не достанет до колышка на смежной стене – подвинуть его ближе, если же веревка не будет натянута – отодвинуть дальше.
Таким образом, вы получите ровный угол в 90 градусов. Далее необходимо будет продолжить стены на необходимую длину. Чтобы получит оставшиеся в стены, отмерьте 2 куска веревки необходимой длины и протяните от угловых колышков уже имеющихся стен до натяжения. Затем закрепите. Вот и все – прямоугольная разметка готова.
Разметка в зависимости от типа фундамента
Каждый фундамент имеет свои особенности в связи, с которыми имеются свои особенности в разметке.
Ленточный фундамент
По углам фундамента ставятся колышки, между которыми необходимо натянуть бечевку либо цветную ленту. Колышки вбиваются по углам вешних граней, траншея при этом капается с внутренней стороны разметки. Трудно найти идеально ровный участок, поэтому глубина траншеи, как правило, измеряется по самой низкой точке разметки фундамента.
Для небольшой постройки будет достаточно траншеи глубинно в полметра. Крайне важно, что бы дно траншеи было как можно ровнее. Также траншея должна иметь строго вертикальные стены.
Столбчатый фундамент
Разметка столбчатого, свайного или плитного фундамента очень похожа на обычную разметку, но процесс несколько усложнен. На гранях разметки фундамента необходимо разметить точки размещения опор. Расстояния между ними должно быть не более 2х метров.
Рассмотрим устройство каждого из типов фундамента отдельно
Ленточный фундамент

Разметка фундамента под дом 3х3 м
Ленточный фундамент представляет собой траншеи, заполненные железобетоном, бутобетоном, кирпичом или фундаментными железобетонными блоками. Траншеи копаются непосредственно под стенами.
Материал, используемый для фундамента, зависит от типа грунта:
- Кирпичный фундамент. Используется крайне редко, в основном для наружной части фундамента. Данный тип может быть использован на глиняном грунте. Ни в коем случае нельзя его применять при повышенном уровне грунтовых вод.
- Бутобетон. Применяется на скалистых либо песчаных грунтах.
- Бетонные плиты и литой железобетон используется на глиняных грунтах.
Плюсы данного фундамента заключаются в следующем:
- Подходит для строительства на любом грунте.
- Возможность размещения под постройкой подвала.
- Более дешевый и простой чем плитный.
Ленточный фундамент может быть:
- Мелкозаглубленый. Используется на устойчивых, стабильных грунтах и для строительства легких построек. Глубина траншеи для такого грунта не превышает 70 см, то есть, не проходит глубже уровня промерзания грунта.
- Заглубленный фундамент. Используется только для тяжелых построек. Глубина траншеи для такого грунта проходит дальше уровня промерзания земли. Такой тип фундамента хорош тем, что является устойчивым к сдвигам грунта. Однако только при условии что здание, стоящее на нем будет достаточно тяжелым.
- Монолит. Внутреннее пространство граней заливается бетоном.
- Сборная лента. Данный тип фундамента не заливается раствором, а собирается из отдельных железобетонных фундаментных плит.

Разметка внешнего контура фундамента
Свайный фундамент
Если грунт, на котором строится дом слишком слабый чтобы удержать постройку, либо слишком неровный, разумным решением будет свайный фундамент.
Благодаря тому, что сваи проникают довольно глубоко, появляется возможность миновать слабые слои и поставить опору на более сильные. Сверху на сваи устанавливаются балки и стены, таким образом, получается устойчивый фундамент.
Сваи бывают следующих типов:
- Забивные. Массивные, длинные, армированные бетонные сваи с заостренным концом. Углубляется в грунт путем забивания с помощью специальной техники. Обычно не используется в частном строительстве небольших домов, так как использование техники, является довольно затратным удовольствием.
- Буронабивные. Вместо того чтобы вбивать готовые сваи, в грунте пробуриваются скважины, которые заполняются бетоном, высота верхушек которых регулируется в зависимости от плана постройки. Могут быть армированные или же неармированные.
- Винтовые. Металлические, заостренные сваи с винтами на конце. Это дает возможность более простым способом углубить их на необходимую глубину. Такой тип фундамента чаще используется в негабаритных частных постройках.
Плитный фундамент
Универсальный, надежный и самый дорогой тип фундамента. Монолитная железобетонная плита отливается на «подушке» под размер дома или немного больше. При движении грунта, подушка может плавать, что придает строению устойчивости.
Плитный фундамент может быть следующих типов:
- Мелкозаглубленный плитный фундамент. Устанавливается на поверхности грунта. Минусом такого фундамента является то что исключается возможность строительства подвала.
- Заглубленный плитный фундамент. При его строительстве вырывается яма с ровными стенами под размер дома, по дну выливается плита. При использовании данного фундамента возможно строительство подвала.

Схема разметки фундамента с учетом установленных норм расстояния до соседнего участка
Столбчатый фундамент
Является самым простым и дешевым, однако, и самым ненадежным фундаментом. Суть его заключается в том, что по периметру обозначения контуров стен устанавливаются невысокие столбы из кирпича, камней или бута. Устанавливаются они в наиболее ответственных местах, расстояние между ними от 1,2 до 2,5 метров.
Снизу, для большей устойчивости, такие столбы расширены. Столбчатый фундамент устанавливается только на устойчивых фундаментах, и подходит лишь для малоэтажных, легких построек. Кроме того исключается строительство подвала.
Как происходит разметка фундамента?
По окончании ряда процедур, входящих в цикл подготовительных, а именно: подготовки проектной документации, проведения инженерно — геологических изысканий и прочих этапов, застройщики начинают возведение объекта. Первым делом начинается организация опорного поля. Для определения и разграничения его габаритов, архитектуры и геометрии на территории строительной площадки происходит разметка фундамента.
Она даст гарантию, что будущий дом встанет на нужное место, а по размерам и виду не будет отличаться от строительного чертежа. Наличие меток облегчает головную боль и переживания насчет неточностей и вероятности перекоса.
Разметка фундамента
Это начальный этап строительства. Добротная часть людей называют её подготовительной стадией, мы готовы поспорить – это не так. Невозможно недооценивать важность наличия разметки на пятне застройки. При отсутствии весомых перепадов с подобной работой справится любой, кто знает геометрические фигуры, не путая квадрат с прямоугольником. Школьные уроки математики обязаны помочь, пользуйтесь ими в полном объеме. Перед началом работ следует расчистить участок от мусора, травы, крупных корней деревьев, остатков старого базиса, если участок не новый. Также стоит поднять взгляд вверх и оценить, не помешают ли работам низко провисающие провода и ветки деревьев. Начинается разметка фундамента. У подобной работы есть правила, инструкция, технология, которой необходимо следовать.
Разметка фундамента ленточного или плитного типа принципиально отличается от свайного или столбчатого. В первом случае детальная точность не имеет весомого значения. Эта роль отведена опалубке. Второй случай, работа с винтовыми и забивными сваями, требует четкости, так как столбы и сваи размещаются не сплошным полем, а выборочно, в определенных точках. Площадь соприкосновения с обвязочным материалом ограничивается сечением самой сваи, а это 150х150 или 200х200 миллиметров.

Свая С30.15-3 (3000х150х150 мм)
Сваи С40.15-3 (4000х150х150 мм)
Свая С30.20-3 (3000х200х200 мм)
В условиях пренебрежительного отношения к правилам, ситуация приведет к негативным последствиям. В особенности при наличии перепадов, наклонов. Отнеситесь к начальному этапу строительства с тотальной серьезностью. Подобные фундаменты в идеале доверить профессионалам, исключите проблему неверного расположения базиса или перекосов. Специалисты учтут необходимые факторы, к примеру, поправка на высоту. Вернемся к ровному пятну застройки.
По большому счету процедура не составляет труда. Необходимо лишь:
- Перенести контуры проектного пятна застройки на участок;
- Верно обозначить угловые точки;
- Соблюсти масштабное соответствие боковых сторон;
- Выдержать шаг между опорными элементами.
Следуя этим положениям и руководствуясь знаниями основ геометрии мы без проблем обеспечиваем в будущем:
- Правильное возведение стен, прохождение обвязки четко по опорной линии;
- Точный расчет строительных материалов, сохранение проектных планов;
- Отсутствие непредвиденных ситуаций, перерасходов и прочих неожиданностей, связанных с отхождением от проектной документации.

Из инструментов понадобятся: рулетка (при лучших раскладах длина выдвигающейся ленты равна самой протяженной стороны постройки), отвес, колышки (идеальным выбором станет арматура), угольник строителя, бечевка (веревка, шнур), зажимы (или скотч, который закрепит натянутые отрезки друг с другом), уровень (лазерный дорогой, или подойдет обычный), ножницы, молоток, калькулятор, наличие нивелира облегчит работу (его покупка ради возведения одного дома нелогична, возьмите у соседа). Ну и, конечно же, план свайного поля перед глазами.
Существуют разные способы
Перед тем, как начнется разметка фундамента, произведите уборку территории от строительного мусора, высокой травы. При наличии ям, возвышенностей стоит их устранить. Площадка горизонтально ровная? Приступим к облегчению проезда крупногабаритной техники. Погода дождливая? Засыпьте гравийным камнем дорогу, исключите проблему с заездом. Подготовьте место – склад стройматериалов. Наличие забора обезопасит купленный товар от чужих глаз. Приступим к разметке.
Все существующие способы разметки фундамента объединяет единый принцип — первым делом определяется базисная точка, указывающая направление самой продолжительной стены строения. Этот угол служит отправным ориентиром, от которого отталкиваются дальнейшие измерения и отметки. Поэтому важно верно определить расстояние от соседних строений, заборов, подъездных путей и прочих близлежащих объектов.
Для фактического обозначения точек разметки используются арматурные прутья, выступающие из земли примерно на полметра. Самые популярные способы:
- Треугольник. Правило золотого треугольника из теоремы Пифагора. Для начала определяется расположение самой длинной стены. Этот отрезок служил катетом. Остальные стены определяются пропорциями из теоремы — 3:4:5. Приступаем к натягиванию второй бечевки. Ровно выходит редко, стараемся максимально перпендикулярно. Скрепляем бечевки между собой подручными средствами – скотч, скобы. От места пересечения отмеряем по первой бечевке четыре метра, по второй – три метра. Конечные точки помечаем. От длинного отрезка начинаем вести рулетку. Она сформирует гипотенузу в пять метров. Если точка трехметрового катета не сошлась с новым отрезком, то двигаем бечевку в сторону до момента точного соединения. В итоге получаем прямоугольный треугольник с углом в 90 градусов. Переходим к разметке фундамента. Ставим отметки на двух изначальных бечевках по меркам реального базиса. К примеру, 8 и 9 метров. Берем третью бечевку, скрепляем с первой перпендикулярно. Четвертую бечевку крепим ко второй. Выводим обе точки так, чтобы они совпали. В итоге измеряем стороны, в условии, что они одинаковые, получается четырехугольник. Разметка фундамента по теореме Пифагора.
- Паутина. Простой способ, подходящий абсолютно всем. Он поможет сделать прямоугольник с углами в 90 градусов. Понадобится шнур, длина которого соответствует периметру постройки. Нарезаем бечевку равную сторонам фундамента, и две диагонали. Соединяем части бечевки. Начинаем с первого отрезанного куска, натягиваем. В углах основания расставляются арматурные прутки, так, чтобы шнур был полностью натянут. Обратите внимание, колышки обязаны крепко держаться в грунте, иначе их уведет и геометрическая фигура будет нарушена. Проделываем эту процедуры с четырьмя частями бечевки. Между углами определяется диагонали, которые по правилам геометрии должны оказаться равны друг другу. В итоге, получаем прямоугольник с углами, равными 90 градусам.
- Пересекающиеся кривые. От определенной базовой отметки прокладывается одна из стен. Из соображений соответствия перпендикулярной смежной стены отмеченной, от отметки в две стороны отмеряются одинаковые расстояния. Эти отметки будут служить центральными точками окружностей, дуги, выходящие из которых, будут обозначать ориентиры, из которых к вершине угла пойдет перпендикуляр.
Разметка фундамента свайного типа
В условиях слабых грунтов на участке оптимальным вариантом фундамента станет свайный базис. Опоры минуют неустойчивые слои, проникая в плотную почву. Основания свайного типа подразумевают один из следующих видов расположения опорных элементов:
- Кустовой — когда сваи расположены компактно, точечно, принимая нагрузку в конкретном участке (под колоннами, печами в банях, дымовыми трубами);
- Полосой — когда сваи идут одна за другой, формируя опору для моста, набережной, другого вытянутого сооружения;
- Полем — самый распространенный способ для частного загородного домостроения, для домов, коттеджей, прочих зданий. Сваи располагаются с определенным выдержанным шагом под всей площадью застройки, по периметру, под несущими стенами.
Как было сказано выше, подобные основания требуют более точного переноса на местность, так как каждая самостоятельная опора имеет определенную несущую возможность. Перекос нагрузок негативно скажется на состоянии строения.

Свайная основа существует трех видов:
- буронабивные опоры. Монтаж производят путем бурения скважин, следом ставят армированную конструкцию, заливают бетонную смесь. Имеется вариант возведения фундамента без арматуры. Этот способ возможно реализовать своими руками, но пожалуй это единственное его преимущество;
- забивные опоры. Они представляют из себя громоздкие, бетонные сваи с армированным каркасом внутри, острым наконечником снаружи. ЖБ монтируют в почву путем забивания при помощи специализированной техники — копровых установок. Подобный базис чаще используют на объектах под массивные постройки;
- винтовые опоры. Популярная основа, подходящая для всех типов грунтов, за исключением каменистой почвы. Готовые металлические сваи с острым винтовым наконечником, который позволяет вкрутить единицу на нужную глубину. Монтируются экскаватором с гидровращателем, гидравлическим сваекрутом или методом кабестана. Последний метод не рекомендовано использовать из-за малой возможности достичь несущих грунтов, а это технологически необходимо.
Разметка плитного фундамента
Тип базиса, стоящий немалых денег. Используется на тяжелых грунтах, с целью большей надежности и устойчивости. Монолитом отливают железобетонную плиту по габаритам постройки, либо с запасом в несколько сантиметров. Под бетонной смесью имеется подушка, гарантирующая меньшие подвижки. Плитный фундамент существует в двух вариантах:
- мелкозаглубенный – возводится на поверхности почвы, поэтому постройка подвального помещения исключена;
- заглубленный – возводится в специально вырытой яме, по размерам будущего дома, в отдельных случаях котлован делают чуть больше габаритов постройки. При подобном базисе имеется возможность соорудить подвальное помещение.
Осуществление обычной разметки под плитный тип производится способами, описанные в начале статьи. В условиях строительства дома сложных форм специалисты прибегают к подобной схеме. Начинаем с заключения постройки в ровный прямоугольник. Отмечаем границы с помощью колышков и бечевки по известным нам технологиям. Когда прямоугольник будет с углами, равными 90 градусам, то натянуть дополнительные бечевки по размерам дома несложно. Знание технологии гарантирует правильную разметку. Во время самостоятельного выполнения работ важно следовать инструкциям.
Особенности разметки под ленту
Подобный фундамент представлен в виде протяженных лент, которые укладывают в вырытые траншею. Ширина выкапывания равна стенам постройки. В условиях строительства дома из кирпича, блоков, закладывайте в толщину базиса не менее пятидесяти сантиметров. Ленточный тип пользуется успехом у загородных жителей, он позволяет возвести подвальное помещение. Занимаясь разметкой, учитывайте правила:
- три метра отступаем от соседского забора;
- расстояние от стены до стены между двух построек равно шести метрам;
- соблюдайте санитарные требования (по СНиПам три метра).
Приступаем к разметке будущей опоры дома. Она выполняется по технологиям, описанным вначале повествования. Правила возведения обноски схоже с разметкой. В верхней части которой вбиваем гвозди для пометок. В центр ставим точку для оси базиса. По бокам метки для ширины основания. Помните про подушку, ей также обозначаем границы. Исключите риски просчетов.
Как разметить столбчатый фундамент
Состоит базис из столбов (шаг полторадва метра), оставшееся пространство засыпают песком и щебенкой. Перед разметкой возводим обноску, высота зависит от высоты фундамента. Сделать конструкцию разумнее из дощечек. Попарно друг напротив друга, ограничиваем обноску бечевкой. Углы держим прямыми равными 90 градусам. Финальные шнурки делаем с помощью водяного уровня. Точки пересечений отмечаем арматурой (колышком) – место для опоры. Копаем ямы, монтируем столбы, заливаем цементной смесью. Шнурки убираем, дальнейшие работы следует выполнять, опираясь на общие советы по разметке.

Разметка фундамента: советы
Лучшим советом станет, несомненно, обратиться в компанию специалистов. Особенно если основание имеет нестандартную, отличающуюся от простого прямоугольника или квадрата, форму. Строительство дома — процесс серьезный и дорогостоящий. Экономить на фундаментальных процессах, значит потерять деньги в последствии. Если вы достаточно уверены в собственных силах и осознаете градус ответственности, следует:
- Приобрести нивелир. Лазерная модификация стоит порядка 2 — 3 тысяч рублей. В общей смете эта сумма не настолько заметна. Точность переноса проекта на местность значительно облегчит и усовершенствует процесс строительства.
- Убедиться в точности отрезков, отступов от забора. Сверьтесь с документами: планами, чертежами. Подобно русской поговорке — семь раз отмерь, один отрежь.
- В качестве колышков разумно использовать арматуру (диаметр десять-четырнадцать миллиметров). Она удержит бечевку в нужной точке, разметка не поползет.
- Расчистите участок застройки от мусора, травы, которая может изменить направление разметки.
- Привлечь помощников. Напарник сократит время выполнения стадии, поможет не допустить ошибок, которые могут оказаться незаметными, выполняя процесс самостоятельно.
- Не забывать про опалубку. Если решено использовать несъемную модификацию, ширину траншей важно заранее спланировать с учетом ширины стенок опалубки.
- Оставьте натянутые бечевки до момента, пока траншея не дойдет до глубины в три ряда. При условиях разметки плитного типа фундамента, то можно обратиться за помощью специалиста. Или следить за правильностью разметки вплоть до заливки котлована бетонной смесью.
Каждый существующий на сегодня вид базиса подразумевает индивидуальный подход в проектировании и переносе на местность. Занимаясь процессом самостоятельно, детально изучите нюансы и особенности вашей технологии.
Инструкция по разметке основы простая, следуя советам работу выполнить правильно вполне реально. Отклонения по проекту не возникнут, в условиях точного соблюдения углов в 90 градусов. Нанесение меток и обноска – два друга, позволяющие возвести постройку без проблем. При возникновении вопросов обратитесь к специалистам проверенной компании. Помните, фундамент – основа, на которой неразумно экономить. От качества возведенного базиса зависит надежность постройки.





