Муфты для соединения арматуры
Виды муфт для соединения арматуры
Сегодня основной метод соединения арматуры на муфтах стандартизирован для использования на территории нашей страны, представлен муфтовой системой, позволяющей фрагментарно устранять стыки на арматурной вязке путем замены их на муфтовые соединения арматуры.
Муфтами для соединения арматуры пользуются во всех сферах строительства. Стыковка арматуры муфтами масштабно внедряется в современные сооружения и исключают какие-либо минусы сварочной сборки конструкции, вязке арматурных штырей и обжимной муфты.
Спецификой соединения арматуры на муфтах является инновационность, широко востребованная при постройке многоэтажных зданий, гидростанций, мостов, атомных станций. При стыковке арматуры муфтами исключается какие-либо механические повреждения конструкции. Именно поэтому муфтовые соединения арматуры в последнее время становятся так популярны.
Виды муфт для соединения арматуры
Муфтовое соединение арматуры предусматривают разные варианты для стыковки металлопроката:
• Муфта для соединения арматуры с конической резьбой;
• Муфта соеденительная для арматуры с параллельной резьбой;
• Болтовые муфты для арматуры;
• Обжимная муфта для арматуры.
Муфты для механического соединения арматуры разделяются на несколько видов, и каждый из них отличается особенностями применения и конструкции.
Переходные муфты для арматуры. Применяются для стыковки арматурных стержней различного диаметра. Также переходные муфты для арматуры используют, когда один стержень может выполнить свободное вращение, а его движение по направлению к оси не ограниченно ничем.
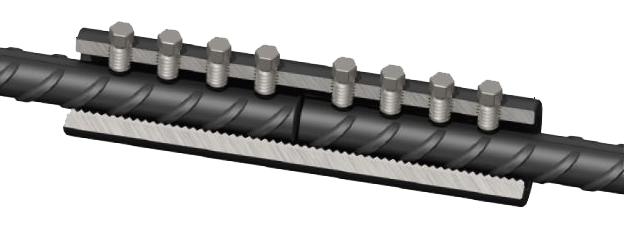
Болтовые муфты для стыковки арматуры. Эти соединительные муфты для арматуры представляют собой безрезьбовое механическое соединение, в котором арматура закрепляется внутри муфты при помощи двух фрикционных накладок и по мере затяжки срезных болтов их конические торцы врезаются в материал стержней. Такие муфты для соединения арматуры способны обеспечить плавный, и крайне удобный переход от стержня арматуры к шпильке с нарезанной резьбой. При этом прочность стержня сохраняются на высоком уровне.
Позиционные резьбовые муфты для соединения арматуры. Применяются в случае необходимости проведения быстрой стыковки арматурных прутьев. Могут соединять между собой криволинейные, изогнутые и прямые арматурные стержни. Использование резьбовых муфт для механического соединения арматуры особенно проявляется в сборных каркасах.
Особенности и отличия
Принцип обжима для соединения арматуры состоит в обжатии муфты из толстостенной стальной трубы и имеют ряд значительных недостатков:

Обжимное муфтовое соединение арматуры нельзя назвать технологией, которая повторяет заявленное качество вне зависимости от условий эксплуатации.
Преимущества стыковки арматуры муфтами Ancon
Использование соединения арматуры с помощью муфт Ancon имеет ряд достоинств, такие как:
- Муфтовые соединения для арматуры Ancon имеет малые габаритные размеры,
в тоже время обеспечивают равнопрочное соединение; - Высокая скорость сборки нужной конструкции без специального оборудования;
- Равномерное распределение прочности между всеми деталями соединения;
- Возможность располагать стыки в одном сечении;
- Возможность применения в криогенных условиях (-168°С/-278°F);
- Качество соединения не зависит от качества бетона и диаметра арматуры.
Муфты соедениетельные для арматуры Ancon CXL предназначены для поперечного соединения несущей арматуры. Имеют самые малые габаритные размеры, в тоже время обеспечивают равнопрочное соединение строительной арматуры. Диаметры соединяемой арматуры – 12; 16; 20; 25; 28; 32; 36; 40; 50. для соединения прутков металлопроката разного диаметра возможны переходные муфты для арматуры.

Муфты для механического соединения арматуры с конической резьбой разработаны для использования в подавляющем большинстве случаев, в которых необходимо выполнить соединение арматурных стержней. Муфты предназначены для установки на стержни диаметром от 12 до 50мм.
Безрезьбовые механические муфты предназначены для соединения неподготовленной арматуры диаметром от 10 до 40 мм. Арматура закрепляется внутри муфты при помощи двух фрикционных накладок и по мере затяжки срезных болтов их конические торцы врезаются в материал стержней. Муфты для стыковки арматуры МВТ особенно удобны в тех случаях, когда арматура уже установлена в конструкции.
Технология монтажа
Надежное соединение арматуры с помощью муфт достигается соблюдением всех аспектов технологического процесса. Как правило, установка муфт на арматурные стержни с подготовленной резьбой выполняется на арматурном участке, и отверстия муфт со внутренней резьбой закрываются пластиковыми колпачками.
Нарезанные концы соединяемых арматурных стержней закрываются пластиковыми или резиновыми защитными колпачками.
После того, как стержень будет наживлён на муфту, затягивание соединения выполняется ключом.


Резьбовые муфт для арматуры Ancon в монолитных конструкциях дают возможность обеспечения дополнительной прочности, а также экономят материал (до 20%). Данная технология также повышает сейсмостойкость и долговечность ЖБИ, одновременно уменьшая нагрузку на фундамент. Качественные соединительные муфты для арматуры позволяют сократить время монтажа, заметно снизив общие сроки строительства.
Цена муфт для соединения арматуры гораздо демократичнее, чем использование дорогостоящего сварочного инструмента или неудобных обжимных прессов, а также имеют явный ряд преимуществ по сравнению с другими соединениями арматуры.
Несмотря на относительную молодость такого метода стыковки металлопроката, соединения арматуры на муфтах внесены в ГОСТ 10922-2012. Стандартом предусмотрены основные типоразмеры муфт, параметры используемых в процессе производства комплектующих материалов и характеристики по прочности и надежности. Соединения арматуры на муфтах по ГОСТ 10922-2012 получаются прочные и надежные.
Многие инженеры уверены, что соединение арматуры на муфтах является идеальной альтернативой состыковки стержней внахлест. Это позволяет уменьшить затраты почти на треть, снизив перерасход металлопроката, при этом не нарушив нормативных требований.
Активное использование технологии отразилось и на цене муфт для арматуры. Если еще недавно стоимость изделий была достаточно высокой, то сегодня цены на муфты для арматуры доступны даже для малоэтажного строительства.
Муфты для арматуры, ванночки для сварки.
Компания ООО «Кубань-Снаб» производит муфты для соединения арматуры (соединительные муфты) и ванночки для сварки арматуры под торговым знаком ARCON-A . Все производимые изделия имеют соответствующие сертификаты и проходят лабораторные испытаниям для проверки прочностных характеристик, деформативности и стойкости к температурным воздействиям в разных климатических условиях. Наша продукция соответствует последним нормативным документам:
А также Техническим условиям на механические и сварные арматурные соединения.

Резьбовые муфты

Обжимные муфты

Ванночки для арматуры
Вы можете сделать заказ сразу по телефону: 8 (861) 290-23-21 или отправить ваш проект для просчёта на нашу электронную почту Адрес электронной почты защищен от спам-ботов. Для просмотра адреса в вашем браузере должен быть включен Javascript. .
Если вы еще не определились с видом соединения, которое хотите использовать для строительства вашего объекта, наши инженеры с удовольствием вас проконсультируют по всех вопросам, учтут пожелания и порекомендуют тот вид продукции, который оптимально подойдет именно под ваш проект, съэкономив ваше время и деньги.
Классификация соединительных муфт
Механическое соединение стандартными муфтами для арматуры применяется для стыковки стержней арматуры классов А400, А500, А600 диаметром от 12 мм до 40 мм при возведении монолитных железобетонных конструкций. Соединяемая арматура не должна испытывать предварительного напряжения или подвергаться воздействию агрессивных сред. В противном случае используются муфты из специальных материалов и проектирование их соединений происходит по иному алгоритму.
Муфтовые соединения подразделяются в зависимости от условий эксплуатации, метода соединения и его предназначения. По условиям эксплуатации муфты разделяются на:
- соединяющие стержни, работающий как на растяжение, так и на сжатие;
- соединяющие арматуру, не подвергающуюся нагрузкам растяжения.
Согласно методу соединения муфты делятся на:
- резьбовые;
- обжимные;
- винтовые;
- на болтах.
При соединениях с конической резьбой используется резьбонарезной станок для арматуры, для соединения муфт с цилиндрической резьбой, стержни обрабатываются резьбонакатным станком.
Обжимные муфты представляют собой полый цилиндр из бесшовной трубы, стержни арматуры в данном случае стыкуются методом опрессовки муфты обжимным арматурным прессом. Закрепление стержня в муфте происходит за счёт вдавливания металла муфты между рёбрами арматуры во время опрессовки.

Болтовые муфты . При помощи механического соединения с использованием болтовых муфт создаётся равнопрочный стык арматуры. Зажим торцевых концов стержней внутри муфты происходит путем вкручивания нескольких болтов в тело арматуры. По достижении заданного усилия происходит самосрезание болтов, что упрощает визуально-измерительный контроль соединения.

В зависимости от вида соединяемых стержней муфты подразделяются по назначению:
стандартные муфты – соединяют стержни одного диаметра;

переходные муфты используются при соединении стержней разного диаметра;
- позиционные муфты применяются в том случае, когда оба соединяемых стержня не могут свободно вращаться.
Требования к механическим муфтовым соединениям
Все муфты должны иметь соответствующие сертификаты качества, удостоверяющие то, что они прошли проверку испытаниями. Размеры, толщина, используемые для производства материалы должны быть отражены в нормативной документации производителя. Прочностные характеристики, деформативность и пластичность муфт, работающих под растягивающими нагрузками должны соответствовать следующим характеристикам:
| Разрывное усилие Pв (кН) | Деформативность соединения Δ (мм) | Равномерное относительное удлинение арматуры δр |
| не менее | не больше | не меньше |
| σв * Fs | 0,1 мм | 2% |
-
Разрывное усилие Pв (кН) должно быть не меньше σв * Fs, где Fs – площадь поперечного сечения соединяемых стержней арматуры согласно ГОСТ на производство; σв – браковочное значение временного сопротивления (временное сопротивление разрыву) арматуры согласно нормативным документам.. Например, согласно ГОСТ 52544-2006 значение временного сопротивления для арматуры ø32 А500С равно 600 Н/мм2, номинальная площадь 804,2 мм2, следовательно муфта, соединяющая стержни в месте стыка должна выдержать усилие не менее 482,4 kH.
Деформативность соединения Δ (мм) при растяжении не должна превышать 0,1 мм. За деформативность соединения принято значение пластической деформации стыка при напряжении в арматуре, равном 0,6т (0,60,2), где т (0,2) – браковочное значение физического или условного предела текучести арматуры
Требования при проектировании
монолитных конструкций
с муфтовым соединением арматуры
При проектировании зданий и сооружений, в которых присутствует муфтовое соединение арматуры, проектировщики должны руководствоваться теми же нормативными документами, что и при проектировании других объектов строительства. Производимые нашим предприятием муфты применяются для стыковки арматуры классов А400, А500С, А600. При соединении гладкой арматуры А240 разрешено применять только резьбовые муфты, опрессовка стержней категорически запрещена. Для соединения стержней арматуры класса А800 применяют специальные соединительные муфты, рассчитанные непосредственно под данную конструкцию.
Показатели модуля упругости, деформативности и другие прочностные характеристики соединяемой арматуры следует применять такие же, как для стержней того же класса, не имеющей стыков. При продольном армировании количество стержней, соединённых муфтами может составлять до ста процентов армировки. При прочих видах армирования – не более 50%.
Минимальное расстоянии между двумя стыками на одном стержне должно соответствовать минимальной величине нахлёстки арматуры соответствующего диаметра согласно СП 63.13330.2012.

Когда количество муфтовых соединений в сечении конструкции достигает 100%, желательно размещать стыки в зонах, подвергающихся наименьшей нагрузке, при этом возможно использование соединений, в которых муфты закрепляются с помощью опалубочной системы. При заливке бетона необходимо обеспечить защитный слой для арматуры, который равен расстоянию от края муфты до внешней границы бетонной конструкции. Предельные значения указаны в СП 63.13330.2012
| №п/п | Заданные условия эксплуатации | Толщина защитного слоя бетона, не менее, мм |
| 1 | Внутри закрытых помещений в условиях нормальной или пониженной влажности | 20 |
| 2 | Внутри закрытых помещений в условиях высокой влажности (если не проводятся защитные мероприятия) | 25 |
| 3 | На открытом воздухе (при отсутствии дополнительных защитных мероприятий) | 30 |
| 4 | В грунте (при отсутствии дополнительных защитных мероприятий), в фундаментах при наличии бетонной подготовки | 40 |
Муфтовые соединения при проектировании монолитных железобетонных конструкций следует располагать на высоте одной четвёртой – одной пятой от уровня пола.
Наличие муфтовых соединений никак не влияет на поперечное армирование.
Требования к проведению монолитных работ
при наличии муфтовых соединений в конструкции.
Проведении бетонных работ регулируется всё тем же СП 70.13330.2012 “Несущие и ограждающие конструкции”
Вид муфт для использования в стыковке определяется классом арматуры и условиями ее работы, а также технико-экономическими показателями. В отдельных случаях целесообразно заменить обжимные муфты на резьбовые или наоборот, или же вообще применить сварное соединение на скобах-накладках (ванночках) для сварки.
При приёме на стройплощадку и арматура, и муфты должны пройти обязательный входной контроль качества. Концы соединяемых стержней должны быть соответствующим образом обработаны и очищены от ржавчины.
При монтаже резьбовых соединений обязательно нужно использовать динамометрический ключ для контроля усилия затяжки. Во время проведения бетонных работ открытые концы арматурных стержней с нанесенной резьбой и накрученные на них муфты обязательно должны быть защищены от дождя, грязи и попадания бетонной смеси.
Требования к используемым материалам

Обжимные муфты должны изготавливаться из стальных бесшовных труб, горяче- или холоднодефорованных, либо из круглого проката Ст 10, Ст 15 согласно ГОСТ 1050 или Ст 2 и Ст 3 согласно ГОСТ 380.
Для изготовления резьбовых муфт используется Ст 40, Ст 45, Ст 45Х, Ст 45Г2. И те, и другие представляют собой цилиндр из бесшовной трубы со стенками различной толщины. Толщина и длина цилиндра напрямую зависят от диаметра соединяемой арматуры. Стенка трубы обычно не превышает 2-5 мм. Внутри резьбовой муфты – резьба, предназначенная для соединения с арматурным стержнем. Разница заключается в способе монтажа
Для монтажа муфт должно использоваться специальное сертифицированное оборудование, обеспечивающее полный комплекс работ по предварительной подготовке и непосредственно установке муфтовых соединений. А рматура внутри обжимных муфт закрепляется с помощью обжимного пресса:
Пресс для монтажа обжимных муфт
Гидравлический пресс работает в комплекте с маслостанцией, которая обеспечивает подачу рабочей жидкости к инструменту через рукава высокого давления. Маслостанция оснащена манометром, показывающим давление жидкости. Поверку манометра стоит проводить регулярно, чтобы избежать ошибок в монтаже обжимных муфт. Копии актов ежегодной поверки следует прикладывать к актам выполненных работ по устройству соединений.
Для предотвращения попадания грязи, дождя и бетонной смеси на обработанные концы стержней арматуры или муфты на них надеваются специальные колпачки из полимерных материалов или заглушки.
Резьбовые муфты навинчиваются на арматурный стержень с нарезанной на площадке или в условиях цеха резьбой, а далее следующий прут арматуры закрепляется с другой стороны муфты. Арматурные стержни для соединения резьбовыми муфтами с цилиндрической резьбой обрабатываются на резьбонакатном станке.
Резьбонакатной станок для арматуры
Закрепление муфты на арматуре осуществляется с помощью рабочих ключей. Размеры ключа, используемого для затяжки соединений:
| Диаметр соединяемой арматуры, мм | Длина ключа, мм |
| от 12 до 18 мм | 300 мм |
| от 20 до 28 мм | 500 мм |
| от 32 до 40 мм | 700 мм |
Для контроля усилия затяжки необходимо применять динамометрические ключи, которые, как и прочее оборудование необходимо подвергать ежегодной калибровке.
Применение муфтовых соединений
Темпы и объём монолитного строительства в нашей стране растут с каждым месяцем. Практически все здания в нынешнее время возводятся с применение технологий монолитного железобетона. Проблема соблюдения сроков и использования методов, позволяющих экономить время и человеческие ресурсы стоит повсеместно на каждой стройке. Ранее при возведении зданий в случаях возникновения вопроса соединения арматурных стержней в монолитной железобетонной конструкции чаще всего применялись различные способы сварки, в частности соединение арматуры ванным способом, с помощью скоб-накладок и ванночек для сварки арматуры.
В процессе проектирования высотных сооружений из монолитного железобетона всегда стоит вопрос о способе надёжного, быстрого и качественного соединения арматуры внутри конструкций, поскольку размер используемых на стройплощадке стержней ограничен габаритами используемого транспорта и не может быть больше двенадцати метров.

Чаще всего на большинстве российских стройплощадок применяют два вида стыковки стержней: сварной и соединение внахлест. Данные методы имеют ряд существенных недостатков. В частности, использование сварочных работ повышает затраты на трудовые ресурсы и увеличивает количество потребляемой стройплощадкой электроэнергии, также возникает необходимость привлечения высококвалифицированного и аттестованного персонала с соответствующими документами. Сварочные работы требуют жёсткого контроля качества соединений и проведения лабораторных испытаний. Один из самых простых методов стыковки горизонтальных стержней – соединение внахлест. Данный метод используется повсеместно при монтаже горизонтальных плит и балок. Этот способ также имеет свои недостатки, в частности – перерасход арматуры.
Соединение стержней посредством готовых муфт – обжимных или резьбовых – исключает все вышеперечисленные негативные стороны стыковки арматуры, а также сокращает сроки строительства и количество используемых трудовых ресурсов. Из всех видов механических соединений именно опрессовка муфт и резьбовые соединения получили наибольшее распространение как самые простые и дешёвые. И тот и другой метод стыковки можно рассматривать как сжато-растянутый, оба вида соединения способны воспринимать как сжимающие, так и растягивающие усилия.
Преимущества использования механических соединений с помощью муфт
- муфтовые соединения не требую лабораторного контроля стыков в отличие от сварных соединений;
- все муфты соответствуют техническим условиям и имеют сертификаты.
- монтаж обжимных и резьбовых муфт не требует привлечения сварщиков, прошедших сертификацию НАКС;
- процесс монтажа происходит в разы быстрее.
- сокращается расход электроэнергии, трудовых ресурсов, уменьшаются сроки строительства.
- Надёжность и прочность муфтовых соединений подтверждена лабораторными испытаниями.
Монтаж муфт
Наша компания также осуществляет монтаж резьбовых и обжимных муфт, предоставляет для продажи и аренды специализированное оборудование. Процесс монтажа в зависимости от вида используемого соединения требует применения обжимного пресса или резьбонакатного станка. Непосредственно сам процесс соединения занимает не более пяти минут.
Георафия доставки
Наше производство находится в Краснодаре. Мы осуществляем поставку муфт в основном по Югу России (Краснодарский край, Крым – Симферополь, Севастополь, регионы Северного Кавказа: Карачаево-Черкесия – Черкесск, Чечня – Грозный, Дагестан – Махачкала, Кабардино-Балкария – Нальчик, Ингушетия – Магас, Северная Осетия – Владикавказ, Ставропольский край – Ставрополь, Пятигорск.
Соединение арматуры – виды, описание
- Введение
- Виды соединения арматуры
- Соединение арматуры внахлест
- Сварочное соединение арматуры
- Соединение арматуры обжимными муфтами
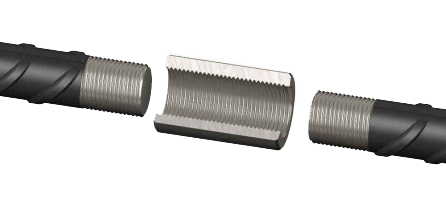
- Соединение арматуры резьбовыми муфтами с конусной резьбой
- Соединение арматуры резьбовыми муфтами с цилиндрической резьбой
- Заключение
Армирование – это один из самых важных и ответственных этапов монолитного строительства. Все нормы, допуски и правила армирования, а также типы соединения арматуры прописаны в соответствующих СНиПах и ГОСТах . И только строгое соблюдение этих норм и правил может максимально обезопасить дальнейшую эксплуатацию таких конструкций и объектов.
2. Виды соединения металлической арматуры
На сегодняшний день существует четыре основных вида соединения арматуры – это вязание арматуры внахлест, сварное соединение арматуры, резьбовое соединение арматуры и обжимное соединение арматуры. В свою очередь каждый из этих способов тоже можно разделить на различные подвиды и способы, но мы рассмотрим самые распространенные виды соединения строительной арматуры.
3. Соединение арматуры внахлест без использования сварки
В сравнении с остальными, это самое ненадежное соединение арматуры. Для соединения металлической арматуры внахлест используют различные инструменты либо приспособления с изогнутыми концами и вязальную проволоку. Есть три варианта связки арматуры:
- Связка прямыми концами периодического профиля;
- Связка прямыми концами поперечного профиля;
- Связка с деталями загибов на концах.
Плюсы соединения арматуры внахлест:
- Из плюсов можно выделить только относительную простоту данного способа.
Минусы соединения арматуры внахлест:
- Скорость соединения;
- Перерасход арматуры;
- Стоимость соединения;
- Прочность соединения.
 Соединение арматуры внахлест
Соединение арматуры внахлест
- Сварка полуавтоматическим методом;
- Электродуговая ручная сварка арматуры;
- Контактная автоматическая сварка арматуры.
- Сварка внахлест используется при ручной дуговой сварке;
- Стыковкой арматуры при использовании полуавтоматического метода сварки;
- Тавровым методом при использовании автоматической линии сварки арматуры.
- Относительную прочность и надежность соединения
- Использование арматуры только определенных марок (не вся арматура поддается свариванию);
- Лицензирование персонала;
- Потребность во вспомогательном персонале
- Стоимость соединения;
- Стоимость оборудования;
- Невозможность применения на определенных объектах;
- Скорость соединения.
- Относительная скорость соединения;
- Относительная равнопрочность соединения (при соблюдении всех условий стыковки данным методом);
- Тяжелое гидравлическое оборудование (пресс);
- Потребность во вспомогательном персонале;
- Контроль качества обжатия каждого стыка;
- Стоимость оборудования
- Скорость соединения;
- Возможность переходного соединения
- Экономия материала;
- Гарантированная прочность соединения;
- Не нужно лицензирование персонала;
- Подходит для любых типов арматуры.
- Стоимость резбонарезного станка (как выход — это аренда резьбонарезного станка);
- Стоимость расходных материалов (резцы);
- Контроль качества затяжки;
- Стоимость муфты.
- Скорость соединения;
- Возможность переходного соединения
- Экономия материала;
- Гарантированная прочность соединения;
- Не нужно лицензирование персонала;
- Подходит для любых типов арматуры.
- Стоимость резбонакатного станка (как выход — это аренда резьбонакатного станка);
- Стоимость расходных материалов (ролики для накатки резьбы);
- Контроль качества затяжки;
- Классификации и требования ГОСТ
- Способы соединения проводов
- Виды клемм для соединения проводов
- Муфтовые фиксаторы
- Клеммы на пластиковых колодках
- Самозажимные клеммы
- Колодки винтовые
- Пружинные клеммные колодки
- Колодки ножевые
- Порядок выбора соединителя
- традиционная скрутка;
- соединение пайкой и сваркой;
- сочленение посредством специальных переходников.
- муфтовые фиксаторы;
- колодочные и самозажимные клеммы;
- ножевые контакторы;
- винтовые и пружинные разъемы.
- PUSH WIRE – одноразовые неразъемные образцы;
- CAGE CLAMP – соединители многоразовые.
- марку и материал, их которого изготовлено изделие;
- напряжение, на которое рассчитаны его контакты;
- минимальный диаметр коммутируемых проводников, допустимый для данного образца.
4. Сварочное соединение арматуры
Сварочное соединение арматуры одно из самых прочных за счет чего и распространенных на сегодняшний день. Как и в предыдущем соединении здесь также применяется несколько способов сварки арматуры:
При этом сваривают арматуру тоже различными методами:
К плюсам сварки арматуры относят:
Основные минусы сварки арматуры:
 Сварочное соединение арматуры
Сварочное соединение арматуры
5. Соединение арматуры обжимными муфтами
Принцип данного способа состоит в том, что берутся специально изготовленные втулки большего диаметра чем соединяемая арматура далее втулка надевается на арматуру и обжимается специальным прессом для обжима арматуры, благодаря чему получается довольно равнопрочное соединение. На сегодняшний день это один из самых распространенных способов соединения арматуры.
К плюсам соединения арматуры обжимными муфтами относят:
Минусы обжимного соединения арматуры:
Скорость изготовления одного стыка минимум в 2 раза меньше чем при использовании резьбовых муфт с параллельной резьбой и минимум в 3 раза меньше чем при использовании муфт с конической (конусной) резьбой. Стоит отметить и неудобство плюс медленная скорость монтажа в колоннах. Если расстояние между арматурой в колоннах менее 100 мм то монтаж прессом становится невозможен.
Да и в целом данный вид стыковки арматуры нельзя назвать одинаково качественным и безопасным несмотря на различные условия и факторы использования обжимного оборудования. А его распространенность на наш взгляд обусловлена лишь тем, что он наиболее привычен для архитекторов.
 Соединение арматуры обжимными муфтами
Соединение арматуры обжимными муфтами
6. Соединение арматуры резьбовыми муфтами с конусной резьбой
Арматурные муфты с конусной резьбой подходят для соединения стержней диаметром от 12 до 58 мм.
Процесс выглядит следующим образом:
Сначала с помощью специального резьбонарезного станка на стержне арматуры нарезается коническая резьба. Далее с помощью заранее приобретенных муфт с конической резьбой происходит скручивание арматурных стержней специальным динамометрическим ключом.
Плюсы соединения арматуры муфтами с конической резьбой:
Минусы соединения арматуры муфтами с конической резьбой:
 Соединение арматуры резьбовыми муфтами с конусной резьбой
Соединение арматуры резьбовыми муфтами с конусной резьбой
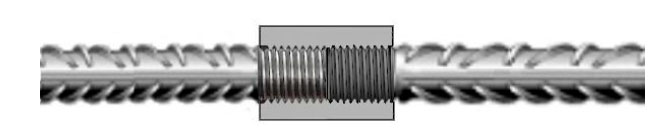
7. Соединение арматуры резьбовыми муфтами с цилиндрической резьбой
Как и муфты с конической резьбой, цилиндрические муфты относятся к передовым технологиям монолитного строительства. Их используют при возведении многоэтажных жилых и не жилых объектов, АЭС, ГЭС, мостов и даже с учетом сложных сейсмологических показателей.
Муфты с цилиндрической резьбой также можно применять при соединении арматуры диаметром от 12 до 58 мм.
Процесс выглядит следующим образом:
Аналогично, как и для соединения муфт с конической резьбой сначала с помощью специального резьбонакатного станка на стержне арматуры накатывается цилиндрическая резьба. Далее с помощью заранее приобретенных муфт с цилиндрической резьбой происходит скручивание арматурных стержней специальным динамометрическим ключом.
Плюсы соединения арматуры муфтами с цилиндрической резьбой:
Минусы соединения арматуры муфтами с цилиндрической резьбой:
8. Заключение
Применение резьбовых муфт для соединения арматуры позволило существенно снизить сроки возводимых объектов, снизить расход арматуры до 25%, а за счет прочности соединения уменьшить нагрузку на фундамент тем самым обеспечив более длительные сроки эксплуатации возводимых объектов.
Исходя из финансовых показателей экономия также за резьбовыми соединениями. Так что вопрос о том: Почему резьбовое соединение арматуры до сих пор не стало самым распространённым? Нужно задавать только проектными организациям.
 Соединение арматуры резьбовыми муфтами с цилиндрической резьбой
Соединение арматуры резьбовыми муфтами с цилиндрической резьбой
Муфты для соединения строительной арматуры
Муфты – это самый современный способ соединения арматуры в строительстве. Муфты применяются в США, Европе, Китае, Японии, России. Они используются при строительстве общественных и жилых зданий, строений и сооружений. Они позволяют соединять любые виды арматуры, включая термоупрочненную (А1, АIII, A500т, А500с, А800 и др.). Время сборки резьбового муфтового соединения арматуры до 10 раз быстрее чем ванная сварка. Механическое муфтовое соединение арматуры дешевле ванной сварки до 2 раз. Этот способ рекомендован для строительства в сейсмоопасных зонах.
Муфты и оборудование для соединения арматуры цены от производителя ЛМЗ “Алмаз”
Вам понравилась эта страница?
Эта страницу считают полезной
0 % клиентов
Что такое муфты для арматуры?
СОЕДИНЕНИЯ АРМАТУРЫ МЕХАНИЧЕСКИЕ ДЛЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Mechanical reinforcement couplers for reinforced concrete structures. Specifications
Дата введения 2018-01-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 “Межгосударственная система стандартизации. Основные положения” и ГОСТ 1.2 “Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены”
Сведения о стандарте
1 РАЗРАБОТАН Научно-исследовательским, проектно-конструкторским и технологическим институтом бетона и железобетона “НИИЖБ” им.А.А.Гвоздева АО “НИЦ “Строительство”
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 “Строительство”
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 25 сентября 2017 г. N 103-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
Минэкономики Республики Армения
Госстандарт Республики Казахстан
4 Приказом Федерального агентства по техническому регулированию и метрологии от 6 октября 2017 г. N 1364-ст межгосударственный стандарт ГОСТ 34278-2017 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2018 г.
5 Настоящий стандарт разработан с учетом основных нормативных положений международного стандарта ISO 15835-1:2009* “Стали для армирования бетона. Арматурные муфты для механического соединения стержней. Часть 1. Требования” (“Steels for reinforcement of concrete – Reinforcement couplers for mechanical splices of bars – Part 1: Requirements”, NEQ)
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. – Примечание изготовителя базы данных.
6 ВВЕДЕН ВПЕРВЫЕ
7 ПЕРЕИЗДАНИЕ. Ноябрь 2019 г.
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге “Межгосударственные стандарты”
1 Область применения
1.1 Настоящий стандарт распространяется на механические соединения арматуры периодического профиля, выполняемые при изготовлении и монтаже сборных и возведении монолитных железобетонных конструкций зданий и сооружений различного назначения.
1.2 Настоящий стандарт устанавливает требования к механическим соединениям арматуры периодического профиля классов А400, А500 и А600 диаметром от 12 мм до 40 мм по ГОСТ 34028 и действующим нормативным документам.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 166 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427 Линейки измерительные металлические. Технические условия
ГОСТ 7502 Рулетки измерительные металлические. Технические условия
ГОСТ 7566 Металлопродукция. Правила приемки, маркировка, упаковка, транспортирование и хранение
ГОСТ 12004 Сталь арматурная. Методы испытания на растяжение
ГОСТ 33530 (ISO 6789:2003) Инструмент монтажный для нормированной затяжки резьбовых соединений. Ключи моментные. Общие технические условия
ГОСТ 34028 Прокат арматурный для железобетонных конструкций. Технические условия
ГОСТ 34227 Соединения арматуры механические для железобетонных конструкций. Методы испытаний
Примечание – При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 12004, а также следующие термины с соответствующими определениями:
3.1 механическое соединение: Конструктивный узел, состоящий из двух предварительно обработанных арматурных стержней и соединительной муфты.
3.2 соединительная муфта: Устройство с необходимыми дополнительными элементами для механического соединения арматурных стержней в целях обеспечения передачи усилия с одного стержня на другой.
Примечание – Под дополнительными элементами понимаются контргайки, болты, резьбовые втулки и т.п.
3.3 опрессованное соединение: Соединение арматурных стержней пластической деформацией без нагрева стальных соединительных муфт с помощью мобильного оборудования в условиях строительной площадки или стационарного в заводских условиях.
3.4 резьбовое соединение: Соединение арматурных стержней резьбовыми муфтами заводского изготовления с нарезанной внутренней резьбой, аналогичной профилю резьбы на соединяемых арматурных стержнях.
3.5 деформативность механического соединения : Значение остаточной деформации механического соединения после нагружения до напряжения в соединяемой арматуре, равного 0,6 .
.
Примечание –  – нормативное значение физического или условного предела текучести соединяемой арматуры по действующим нормативным документам на ее производство.
– нормативное значение физического или условного предела текучести соединяемой арматуры по действующим нормативным документам на ее производство.
3.6 равномерное относительное удлинение арматуры после разрушения механического соединения: Наибольшее из двух значений равномерного относительного удлинения арматуры, определенных после испытаний этого соединения на растяжение до разрыва.
3.7 деформативность механического соединения , , : Значение остаточной деформации механического соединения после 4, 8, 20 циклов действия малоцикловой нагрузки.
3.8 механические соединения категории D: Механические соединения арматуры, рассчитанные на действие многоцикловых нагрузок.
3.9 механические соединения категории S1: Механические соединения арматуры, рассчитанные на действие 20 циклов переменного нагружения (растяжение – сжатие) в зоне упругой работы соединяемых арматурных стержней.
3.10 механические соединения категории S2: Механические соединения арматуры, рассчитанные на действие 4 и 8 циклов переменного (растяжение – сжатие) упруго-пластического нагружения соединяемых арматурных стержней.
3.11 технология механического соединения арматуры: Совокупность производственных процессов и операций, материалов и готовых изделий, оборудования, инструмента и технической документации, обеспечивающих изготовление механического соединения арматуры.
4 Общие технические требования
4.1 Соединительные муфты и предварительная обработка концов арматурных стержней для механических соединений арматурных стержней должны выполняться в соответствии с техническими условиями или технологической документацией, утвержденной в установленном порядке, и соответствовать требованиям настоящего стандарта.
4.2 Материалы, применяемые для изготовления соединительных муфт, должны соответствовать требованиям нормативных документов и технической документации, иметь сопроводительную документацию, подтверждающую их соответствие требованиям данных нормативных документов и технической документации.
4.3 Свойства механических соединений арматуры при растяжении должны соответствовать указанным в таблице 1.
Таблица 1 – Свойства механических соединений арматуры
Разрывное усилие , кН, не менее
Деформативность , мм, не более
Равномерное относительное удлинение арматуры после разрушения соединения, %, не менее
1 – номинальная площадь поперечного сечения соединяемой арматуры по нормативным документам на ее производство; – нормативное значение временного сопротивления соединяемой арматуры по действующим нормативным документам на ее производство.
2 При обеспечении прочности опрессованного соединения, равной прочности целого стержня, т.е. при разрушении испытанного образца соединения по арматурному стержню, деформативность опрессованных соединений не контролируется.
3 Если соединительные муфты используются для соединения стержней разных диаметров, то требования к разрывному усилию и равномерному относительному удлинению предъявляются к меньшему диаметру соединяемого арматурного стержня.
4.4 Механические соединения категории D должны выдерживать без разрушения многоцикловую нагрузку не менее 2 млн циклов нагружения при интервале изменения напряжений 60 Н/мм . Максимальное напряжение при испытании должно быть 0,6 .
.
4.5 По требованию потребителя механические соединения категорий S1 и S2 арматуры должны выдерживать испытания на переменные (растяжение – сжатие) малоцикловые нагрузки, имитирующие сейсмические толчки, и соответствовать требованиям 4.5.1, 4.5.2.
4.5.1 Свойства механических соединений категории S1 после 20 циклов испытаний должны соответствовать следующим требованиям:
– разрывное усилие – не менее ;
– деформативность механического соединения – не более 0,3 мм.
4.5.2 Свойства механических соединений категории S2 после четырех и восьми циклов испытаний должны соответствовать следующим требованиям:
– разрывное усилие – не менее ;
– деформативность механического соединения – не более 0,3 мм;
– деформативность механического соединения – не более 0,6 мм.
4.6 Значение удлинения соединительной муфты опрессованного соединения после опрессовки должно соответствовать требованиям технической документации на механическое соединение. При отсутствии данного требования значение контролируемого удлинения должно составлять не менее 8%.
4.7 Затяжка резьбовых соединений должна выполняться динамометрическими или трубными ключами до значений момента затяжки, обеспечивающих выполнение требований к деформативности механического соединения.
5 Правила приемки
5.1 Приемо-сдаточный контроль муфт и оборудования у изготовителя должен выполняться в соответствии с техническими условиями или технологической документацией, утвержденной в установленном порядке.
5.2 При производстве (выполнении) механических соединений арматуры должны проводиться следующие виды контроля:
Соединители электрических проводов — виды и способы
Основная задача, решаемая при электромонтаже – правильно подобрать соединитель проводов, оптимально подходящий для текущих операций. От качества этого элемента зависит надежность и безопасность эксплуатации любой электропроводки. Этим и объясняется желание пользователей подробно разобраться с тем, какие разновидности этих изделий чаще всего используются на практике и для какой проводки они подходят. Кроме того, важно ознакомиться с тем, как правильно соединять проводники, а также с особенностями применения различных типов коннекторов для электропроводов.
Классификации и требования ГОСТ

Соединители для электропроводки
Классификация электрических соединителей приводится в ГОСТ 10434-82, согласно которому они делятся на классы (1, 2, 3) и группы (А, Б). Помимо этого, в соответствии с действующими стандартами они различаются по типу образующегося контакта и способу фиксации жил.
Требованиями ГОСТ оговариваются условия применения различных образцов соединительных изделий и также их технические характеристики, обеспечивающие требуемое качество коммутации. Прежде чем разобраться со всеми этим вопросами, желательно ознакомиться с существующими способами соединения проводников, рекомендуемых ПУЭ.
Способы соединения проводов

Соединение проводов представляет собой простейшую операцию, позволяющую коммутировать их согласно требованиям технических условий (ТУ). Среди известных способов образования надежного контакта между проводниками выделяются следующие:
Скрутка – это простейший вариант образования соединения, применяемый только в крайнем случае. При его выборе обязательно использование защитных материалов в виде обычной изолирующей ленты или специальных пластмассовых колпачков.
Не допускается обустраивать соединение скруткой, если провода изготовлены из разнородных металлов (алюминия и меди, например).
Многочисленные недостатки скручивания проводников вынуждают дополнительно повышать качество контакта методами пайки или сварки. После их применения в этом месте образуется достаточно прочное и надежное сочленение. Когда сращиванию подлежат разнородные проводники, приходится применять специальные переходные клеммы.
Виды клемм для соединения проводов

Муфтовый фиксатор для проводов
Перед тем как соединить провода при монтаже следует запастись специальными клеммами, посредством которых удается налаживать контакт без применения вспомогательного оборудования. Обойтись без паяльника и сварочного аппарата позволяют следующие виды контактных соединителей для электрических проводов:
Каждая их этих разновидностей нуждается в особом рассмотрении.
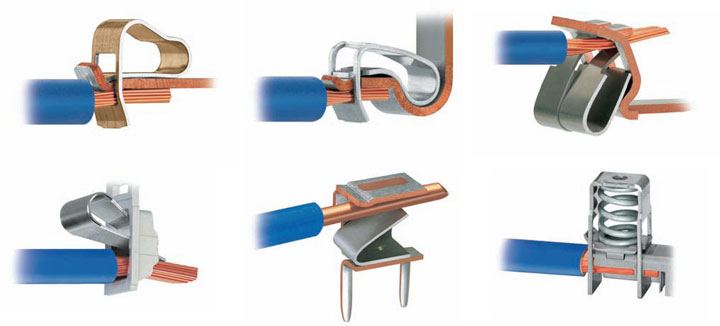
Муфтовые фиксаторы
Этот вид соединителей для проводов рассчитан на монтаж электрических шин сечением порядка 0,25-16,78 мм квадратных. Он изготавливается в виде полой металлической гильзы, фиксирующей жилы путем их силового обжима. Другой вариант муфтового фиксатора предполагает сочленение проводов за счет организации болтового соединения. Обычно этот вид соединителей применяют для одножильных обжимных проводников: качество и надежность крепления многожильного кабеля в этом случае резко падает, так как отдельные проволочки расходятся под сильным давлением на них.
Клеммы на пластиковых колодках

Клеммы в пластиковых колодках
Еще один очень удобный способ фиксации проводных изделий – использование специальных клемм, размещенных на прочных продолговатых пластиковых колодках. От обычных клеммных соединителей они отличаются тем, что гарантируют равномерный прижим по всей площади контакта. Особенностью их конструкции является наличие на прижимной поверхности особой выемки, ограничивающей давление на коммутируемую жилу проводника.
Такие клеммы годятся для любых проводников. Для образования надежного сочленения потребуется зачистить концы соединяемых жил от изоляции и поместить в зазор, образованный контактной и прижимной пластинами. Эти изделия оснащаются крышкой из прозрачного пластика, которая при желании легко снимается.
Самозажимные клеммы
Разъемы для проводников этого типа отличаются удобством и простотой налаживания контакта. Для этого достаточно вставить конец жилы в отверстие и утопить его до упора, после чего он автоматически фиксируется встроенным зажимом. Благодаря качественному материалу клеммы прижимное усилие со временем не ослабевает и гарантирует долгую эксплуатацию установившегося контакта.
Самозажимные клеммы оптимально подходят для соединения медных и алюминиевых проводов и пользуются повышенным спросом у профессиональных электромонтажников. Недостаток этого вида зажимов – возможность использовать их только один раз, поскольку после удаления концов провода контакт теряет свою прежнюю надежность.
Колодки винтовые

Винтовые клеммные колодки
Зажимы этого класса являются разновидностью муфтовых соединителей; они также выполняются в виде гильзы, но со скругленным донышком овальной формы. В ее верхней части имеется отверстие под винтовой зажим, а сам корпус изделия помещен в изолятор из капрона. Для вкручивания и ослабления винтов в теле изоляции предусмотрены сквозные каналы.
Эти изделия подразделяются на одиночные и групповые контакторы, рассчитанные на разное число сопряжений. Первые выполняются в виде отдельного контактного разъема, соединяющего одножильные проводники, а вторые – как мультисоединители. С их помощью допускается коммутировать проводники с сечением жилы до 25-ти мм квадратных.
Пружинные клеммные колодки
Типичные представители соединителей этого класса – клеммы или колодки от фирмы «WAGO». Коннекторы для проводов под таким названием выпускаются в следующих двух исполнениях:
Достать уже вставленный провод из одноразовой клеммы WAGO, не повредив его, практически невозможно.
Многоразовые соединители оснащены специальным рычажком, позволяющим легко освобождать концы жил кабеля. Корпуса таких изделий изготавливаются на основе полиамида или поликарбоната, устойчивых к колебаниям температуры и к агрессивным средам. Сами металлические коннекторы выполнены из луженой меди, улучшающей качество контакта, снижающей сопротивление перехода и улучшающей антикоррозийную защиту.
Колодки ножевые

Разъемные соединители этого типа применяются в практике электромонтажа не так часто. Они обычно используются при организации цепей зануления или заземления трехжильного кабеля, а также при монтаже неразрывных токопроводящих линий. Иногда к ним прибегают при оформлении ответвлений в линейных трассах методом врезки.
Соединители ножевого типа нередко применяются для коммутации проводных линий в аудиотехнике. Известно два типа изделий этого класса: одноразового и многоразового использования. К первым относятся хорошо известные колодки фирмы «Scotchlok» от компании 3М.
Изделия укомплектовываются специальным приспособлением, при использовании которого несколько жил вставляются в контакт путем простого надавливания. Отличительной особенностью и преимуществом этих контакторов является возможность обходиться при проведении операций подсоединения без зачистки концов от изоляции.
Порядок выбора соединителя

Перед выбором нужного типа соединителя важно учитывать следующие характеристики:
Помимо напряжения также выясняется, на какую токовую нагрузку он рассчитан, после чего можно смело покупать подходящий по всем параметрам коннектор. Рекомендуется узнать у специалиста по продажам, рассчитан ли он на подключение проводников из разнородных металлов.
Потребность соединения проводов разного сечения чаще всего возникает при разводке распределительных цепей по отдельным коробам. После этого допускается приступать к подбору коннектора подходящего типа, клеммы которого рассчитаны на подсоединение жил различной толщины.
Перед тем как соединять проводники в домашних условиях, важно разобраться с наиболее подходящими для заявленных целей видами коннекторов. Кроме того, потребуется подготовить специальный инструмент, без которого невозможно обойтись при опрессовке фиксаторов муфтового типа, например.
Способы соединения проводов между собой.
 В первую очередь вы должны понимать, что в разных условиях могут применяться различные типы соединений. И их выбор зависит от конкретно поставленной задачи.
В первую очередь вы должны понимать, что в разных условиях могут применяться различные типы соединений. И их выбор зависит от конкретно поставленной задачи.
Например, соединять провода малых сечений до 2,5мм2 в компактной распредкоробке, гораздо удобнее клеммниками или зажимами. А вот если речь идет о штробе или кабельном канале, то здесь уже на первое место выходят гильзы.
Рассмотрим три наиболее простых и одновременно надежных вида соединений.
 Начнем с соединения типа СИЗ. Расшифровывается он как:
Начнем с соединения типа СИЗ. Расшифровывается он как:
-
Соединительный
-
Изолирующий
-
Зажим
По виду напоминает простой колпачок. Бывает разных цветов.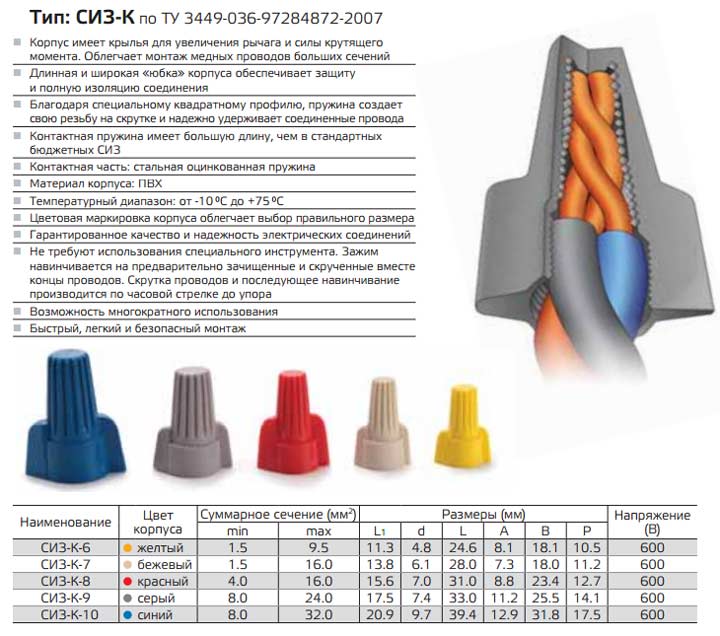
В этот колпачок вставляются жилы и скручиваются между собой.
Как делать правильно, сначала скрутить жилы и после этого одеть колпачок или закручивать их непосредственно самим СИЗом, подробно рассматривается в статье “Колпачок СИЗ для скрутки проводов.”
В итоге, благодаря СИЗу у вас получается старая добрая скрутка, только сразу же защищенная и изолированная.
Вдобавок ко всему, с подпружиненным контактом, который не дает ей ослабнуть.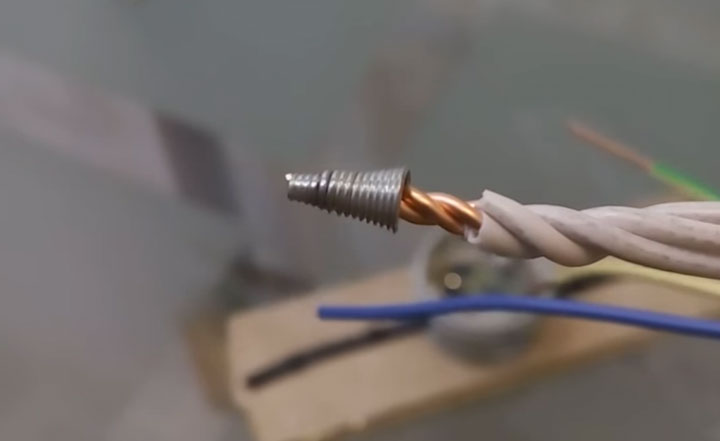
Кроме того, этот процесс можно слегка автоматизировать, применив насадку под СИЗы для шуруповерта. Об этом также рассказывается в вышеприведенной статье.
 Следующий вид – это клеммники Wago. Они также бывают разных размеров, и под разное количество соединяемых проводов – два, три, пять, восемь.
Следующий вид – это клеммники Wago. Они также бывают разных размеров, и под разное количество соединяемых проводов – два, три, пять, восемь.
Ими можно стыковать между собой как моножилы, так и многопроволочные провода.
Для многопроволочных, у зажима должна быть защелка-флажок, которая в открытом состоянии без труда позволяет вставить провод и зажать его внутри после защелкивания.
Эти клеммники в домашней проводке по заявлению производителя спокойно выдерживают нагрузку до 24А (свет, розетки).
Попадаются отдельные компактные экземпляры и на 32А-41А.
Вот наиболее популярные типы зажимов Wago, их маркировка, характеристики и под какое сечение рассчитаны:



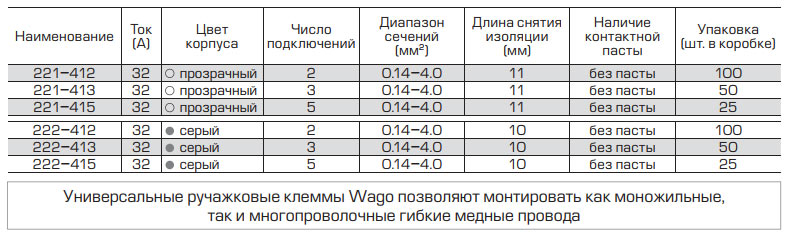


Есть еще и промышленная серия под сечения кабелей до 95мм2. Клеммы у них действительно большие, но принцип работы практически такой же, что и у маленьких.
Когда замеряешь нагрузку на таких зажимах, с величиной тока более 200А, и при этом видишь, что ничего не горит и не греется, у многих пропадают сомнения в продукции Wago.
Если у вас зажимы Ваго оригинальные, а не китайская подделка, и при этом линия защищена автоматическим выключателем с правильно подобранной уставкой, то такой вид соединения по праву можно назвать самым простым, современным и удобным в монтаже.
Нарушите какое-либо из вышеприведенных условий и результат будет вполне закономерным.
Поэтому не нужно ставить wago на 24А и при этом защищать такую проводку автоматом на 25А. Контакт в этом случае при перегрузке у вас выгорит.
Всегда правильно подбирайте именно клеммники ваго.
 Также есть достаточно старый вид соединения, типа клеммных колодок. ЗВИ – зажим винтовой изолированный.
Также есть достаточно старый вид соединения, типа клеммных колодок. ЗВИ – зажим винтовой изолированный.
С виду это очень простое винтовое подключение проводов между собой. Опять же бывает под разные сечения и разнообразных форм.
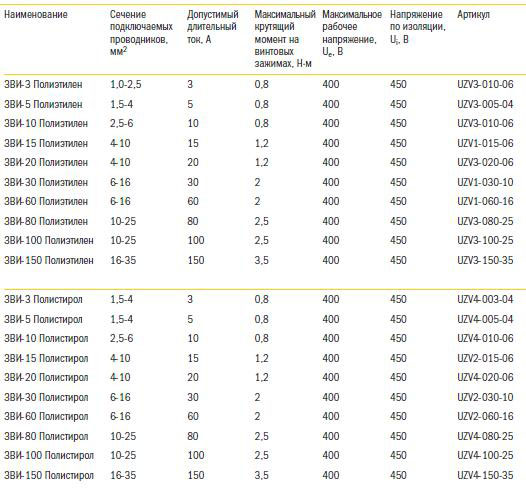
Вот их технические характеристики (ток, сечение, размеры, крутящий момент винтов):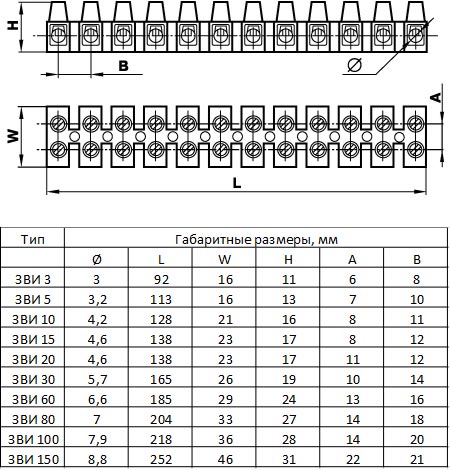
Однако ЗВИ имеет ряд существенных недостатков, из-за которых его нельзя назвать самым удачным и надежным соединением.
В основном таким способом можно соединить только два провода друг с другом. Если конечно специально не выбирать большие колодки и не пихать туда по несколько жил. Что делать не рекомендуется.
Такое винтовое подключение хорошо подходит для моножил, а вот для многопроволочных гибких проводов – нет.
Для гибких проводов вам придется их прессовать наконечниками НШВИ и нести дополнительные затраты.
В сети можно найти видеоролики, где в качестве эксперимента микроомметром замеряются переходные сопротивления на разных типах соединений.
Зачастую попадается ситуация, когда необходимо соединить медный проводник с алюминиевым. Так как химические свойства меди и алюминия разные, то прямой контакт между ними, при доступе кислорода приводит к окислению. Нередко даже медные контакты на автоматических выключателях подвержены такому явлению.
Образуется оксидная пленка, возрастает сопротивление, происходит нагрев. Здесь рекомендуется применять 3 варианта, чтобы этого избежать:
-
болт + гайка со стальными шайбами
Они убирают прямой контакт между алюминием и медью. Связь происходит через сталь.
-
специальные клеммники Wago с пастой

Контакты разведены между собой по отдельным ячейкам, плюс паста предотвращает доступ воздуха и не дает развиваться процессу окисления.
-
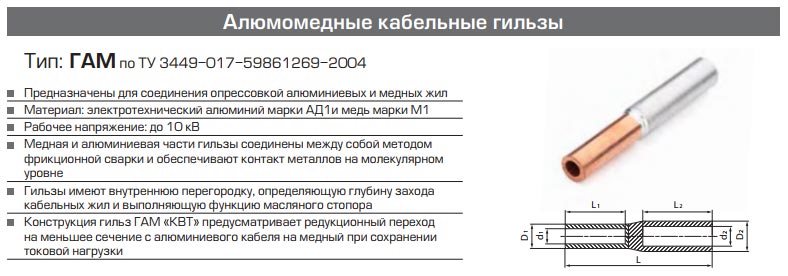
использование медно-алюминиевых переходных гильз ГМА

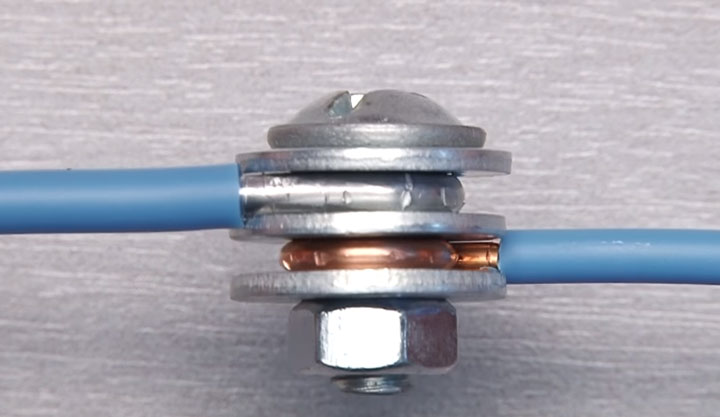
 Третий простой способ соединения проводников это опрессовка гильзами.
Третий простой способ соединения проводников это опрессовка гильзами.
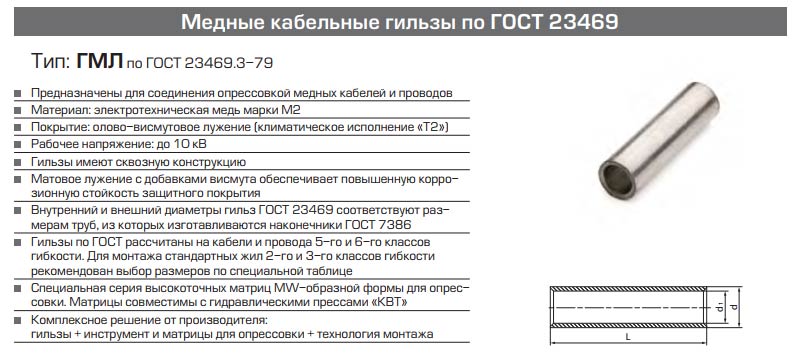
Для стыковки медных проводов чаще всего применяют гильзы ГМЛ. Расшифровывается как:
-
Гильза
-
Медная
-
Луженная

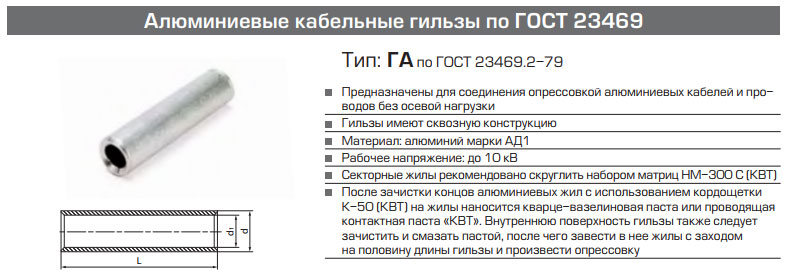
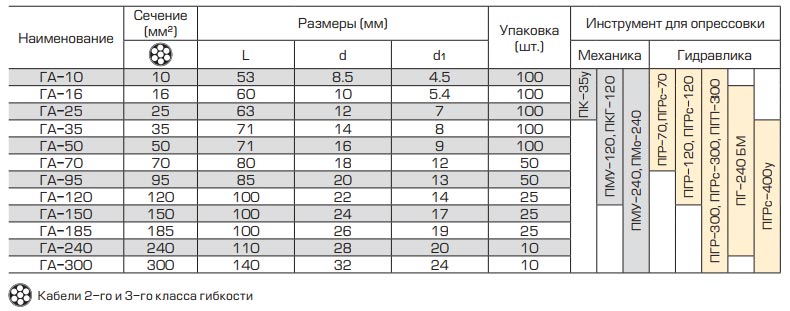
Для соединения чисто алюминиевых – ГА (гильза алюминиевая):
Для перехода с меди на алюминий специальные переходные ГАМ:
Что из себя представляет способ опрессовки? Все достаточно просто. Берете два проводника, зачищаете на необходимое расстояние.
После этого с каждой стороны гильзы проводники вставляются во внутрь, и все это дело обжимается пресс-клещами.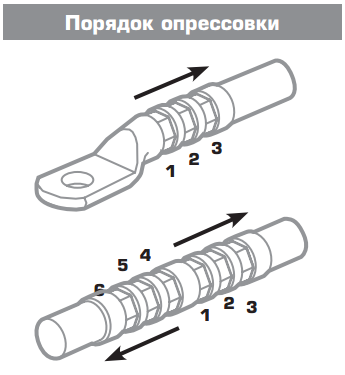
При очевидной простоте, есть в этой процедуре несколько правил и нюансов, при не соблюдении которых можно легко испортить, казалось бы, надежный контакт. Читайте об этих ошибках и правилах как их избежать в статьях ”5 правил опрессовки” и ”Обжим изолированных наконечников, гильз и клемм”.

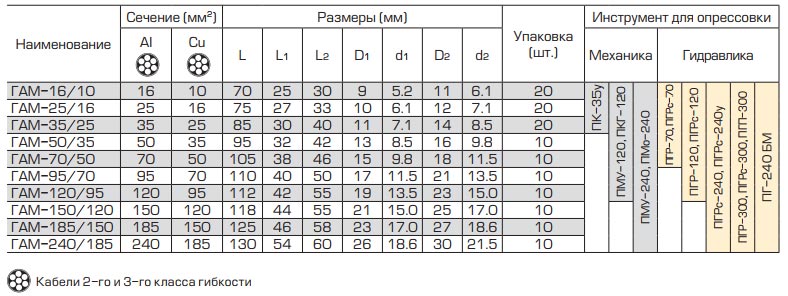
Для работы с проводниками больших сечений 35мм2-240мм2 используется гидравлический пресс.
До сечений 35мм2 можно применять и механический с большим размахом ручек.
Гильзу нужно обжимать от двух до четырех раз, в зависимости от сечения провода и длины трубки.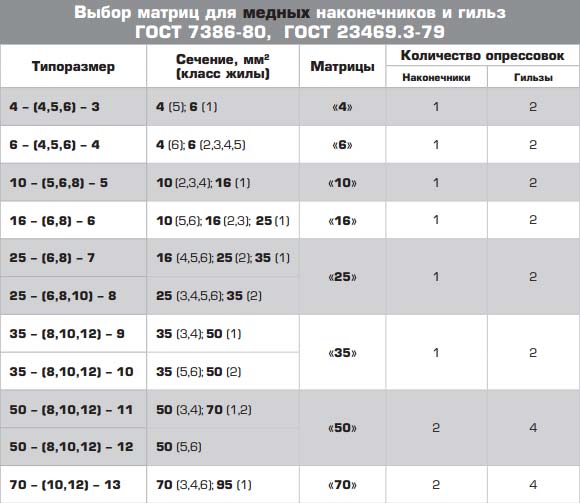
Самое важное в этой работе – это правильно подобрать размер гильзы.
А еще таким образом можно соединить в одной точке одновременно несколько проводников. При этом будет использована всего одна гильза.
Главное полностью заполнить ее внутренне пространство. Если вы обжимаете одновременно три проводника, и у вас внутри остались еще пустоты, то нужно это свободное пространство ”забить” дополнительными кусочками того же провода, либо проводниками меньшего сечения.
Только после этого можно прессовать.



После обжатия такое соединение требуется заизолировать. Удобнее всего это сделать термоусаживаемой трубкой ТУТ. 
Есть трубки с клеевой основой. При нагреве такой клей вытекает наружу и обеспечивает герметичность соединения.
Изолирование при помощи термотрубки также довольно простой процесс. При отсутствии газовой горелки или фена, для малых сечений достаточно даже зажигалки.
Опрессовка гильзованием является одним из самых универсальных и надежных соединений, особенно при необходимости наращивания кабеля, в том числе вводного.
Изоляция при этом получается практически равноценной основной, при использовании еще и внешней трубки ТУТ в качестве кожуха.
 Помимо всех вышеприведенных способов соединения есть еще два вида, которые опытные электрики по праву считают самыми надежными.
Помимо всех вышеприведенных способов соединения есть еще два вида, которые опытные электрики по праву считают самыми надежными.
-
электрическая сварка

-
пайка проводов

Однако такой вид стыковки никак нельзя отнести к простым. Он требует наличия специального оборудования, которого даже у 90% электриков зачастую нет в наличии.
Да и не всегда даже с его помощью можно соединить алюминиевый моножильный провод с гибким медным многопроволочным. Кроме того, вы навсегда оказываетесь привязаны к розетке или удлинителю.
А если поблизости вообще нет ни напряжения, ни генератора? Подробнее
Подробнее
При этом элементарные пресс-клещи наоборот, у 90% эл.монтажников как раз таки присутствуют. Не обязательно для этого приобретать самые дорогие и навороченные.
Например, аккумуляторные. Удобно конечно, ходи и только кнопочку нажимай.
Со своей задачей опрессовки хорошо справляются и китайские собратья. Причем весь процесс по времени занимает не более 1 минуты.
Соединители для кабеля
Найдено товаров: 279

Тип товара: Трубка термоусадочная; Бренд: КВТ; Фасовка: 34; Применение: Для герметизации мест соединения проводов; Страна-производитель: Россия; Вес: 0,09;

Часто ищут: Бытовой; Тип товара: Трубка термоусадочная; Бренд: DORI; Фасовка: 21; Страна-производитель: Китай; Бытовой: Да; Вес: 0,02;

Тип товара: Гильза кабельная; Бренд: DORI; Фасовка: 20; Применение: Для соединения проводов; Вид: Медный луженый; Количество модулей: 20; Тип конструкции: Сквозной; Номинальный ток: До 10; Страна-производитель: Россия; Вес: 0,04;

Часто ищут: Бытовой; Тип товара: Трубка термоусадочная; Бренд: DORI; Фасовка: 21; Страна-производитель: Китай; Бытовой: Да; Вес: 0,01;

Часто ищут: Бытовой; Тип товара: Наконечник; Бренд: DORI; Фасовка: 100; Страна-производитель: Китай; Бытовой: Да; Вес: 0,06;

Тип товара: Трубка термоусадочная; Бренд: КВТ; Фасовка: 30; Применение: Для герметизации мест соединения проводов; Страна-производитель: Россия; Вес: 0,92;

Тип товара: Гильза кабельная; Бренд: КВТ; Фасовка: 20; Применение: Для соединения проводов; Страна-производитель: Россия; Вес: 0,05;

Тип товара: Наконечник; Бренд: КВТ; Фасовка: 20; Применение: Для оконцевания проводов; Номинальный ток: 19; Страна-производитель: Россия; Тип наконечника: НКИ 6,0-6; Сечение: 2,5-6; Термостойкость изоляции: 75; Вес: 0,05;

Тип товара: Гильза кабельная; Бренд: DORI; Фасовка: 25; Вес: 0,03;

Тип товара: Трубка термоусадочная; Бренд: EKF; Вес: 0,009;

Тип товара: Гильза кабельная; Бренд: DORI; Фасовка: 100; Применение: Для соединения проводов; Вид: Медный луженый; Количество модулей: 100; Тип конструкции: Сквозной; Номинальный ток: До 10; Страна-производитель: Россия; Вес: 0,34;

Тип товара: Наконечник; Бренд: EKF; Фасовка: 50; Применение: Для оконцевания многопроволочных проводов; Номинальный ток: 48; Страна-производитель: Китай; Цвет: Желтый; Материал: Медь; Тип наконечника: НШВИ 6,0-12; Сечение: 6;

Тип товара: Наконечник; Бренд: DORI; Фасовка: 100; Вес: 0,04;

Тип товара: Гильза кабельная; Бренд: DORI; Фасовка: 20; Применение: Для соединения проводов; Вид: Медный луженый; Количество модулей: 20; Тип конструкции: Сквозной; Номинальный ток: До 10; Страна-производитель: Россия; Вес: 0,03;

Тип товара: Гильза кабельная; Бренд: DORI; Фасовка: 20; Применение: Для соединения проводов; Вид: Медный луженый; Количество модулей: 20; Тип конструкции: Сквозной; Номинальный ток: До 10; Страна-производитель: Россия; Вес: 0,12;

Тип товара: Трубка термоусадочная; Бренд: EKF; Вес: 0,014;

Часто ищут: Бытовой; Тип товара: Трубка термоусадочная; Бренд: DORI; Фасовка: 21; Страна-производитель: Китай; Бытовой: Да; Вес: 0,02;

Тип товара: Наконечник; Бренд: КВТ; Фасовка: 20; Применение: Для оконцевания проводов; Номинальный ток: 19; Страна-производитель: Россия; Материал: Рафинированная медь марки М1; Тип наконечника: ТМЛс; Сечение: 4-6; Вес: 0,05;

Тип товара: Муфта соединительная; Бренд: КВТ; Применение: Для соединения проводов; Страна-производитель: Россия; Вес: 0,09;

Тип товара: Наконечник; Бренд: EKF; Фасовка: 50; Применение: Для оконцевания многопроволочных проводов; Номинальный ток: 48; Страна-производитель: Китай; Цвет: Красный; Материал: Медь; Тип наконечника: НШВИ 10,0-12; Сечение: 10;
Продолжая работу с сайтом, вы даете согласие на использование сайтом cookies и обработку персональных данных в целях функционирования сайта, проведения ретаргетинга, статистических исследований, улучшения сервиса и предоставления релевантной рекламной информации на основе ваших предпочтений и интересов.





