Технические характеристики, классификация и конструкция токарного кулачкового патрона
Патрон токарный кулачковый: описание, схема. Разновидности по типу зажима, фиксации, исполнению, классу точности. Как самостоятельно сделать патрон.
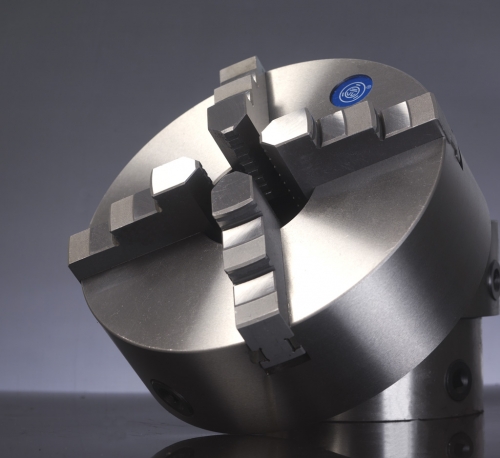
Патрон токарный кулачковый представляет собой необходимое комплектующее для токарного станка. От качества зажимного устройства зависит конечный результат работы. В частности, если патрон не будет давать наибольшее усилие зажима, то деталь может просто вылететь с переднего конца шпинделя. Устройство отвечает за точность центрирования, влияет на то, будут ли точно перпендикулярными оси обработки. Безусловно, к вопросу выбора комплектующего следует отнестись со всей серьезностью, так как оно определяет эффективность процедуры и качество получаемых деталей.
Общие понятия о токарных патронах
Токарные патроны подбираются в зависимости от технических характеристик устройства и шпинделя, в частности. Они представляют собой главные узлы оборудования. Механизм заключается в кулачковом эффекте. Размеры подбираются в зависимости от параметров уникальной заготовки.

Кулачки обеспечивают надежную фиксацию механизма. Из-за действия механической силы, которая обуславливает плотность крепления, происходит установка и закрепление. Заготовка фиксируется при помощи патрона.
Следует учитывать, что детали, которые требуется обрабатывать имеют различные размеры и диаметры.
Некачественный патрон не будет держаться максимально крепко, в результате сильного механического движения он может слететь, с ним и заготовка. Патрон обеспечивает плавное передвижение крепления, при этом обрабатываемая деталь не будет смещаться относительно центра. В самом простом понимании слова патрон представляет собой механизм, который отвечает за вращение заготовки, делает ее обработку эффективной и ровной.
Предназначение
Внутри рассматриваемого типа детали находится кулачковый механизм. Эта важная составляющая позволяет центрировать и зажимать заготовку. Происходит это за счет сужения деталей кулачков, а потом зажатие их пинолем. Только после полного закрепления детали можно начинать работу токарного станка по дереву или по металлу. Если процедуру не выполнить, то заготовка может не только выпасть или повредиться, но и нанеси вред мастеру.

Следует внимательно проверить качество крепления детали в патроне. Сначала специалисты включают токарный станок на небольшую мощность, смотрят, хорошо ли вращается механизм. Если после нескольких кругов все в порядке, то продолжат работу на более высоких мощностях.
Классификация токарных патронов
Классификаций присутствует несколько видов: по числу кулачков, типу зажима, механизму фиксации, виду исполнения, классу точности.
По количеству кулачков в патроне
Кулачки отвечают за качество закрепления деталей. Они выполняются из качественного металла.
Двухкулачковые
Варианты закрепляют несимметричные детали, которые не подвергаются обработке. Но используются и для стандартизированных заготовок.

Трёхкулачковые
Оптимален для выработки шестигранных и округлых вариаций. Шунтирование происходит по трем бокам кулачков.
Четырёхкулачковые
4 х кулачковый патрон состоит из четверых узлов, которые функционируют независимо. Применяют для обработки прямоугольных и квадратных вариантов.
По типу зажима детали
Кулачки патронов разделяют на прямые и обратные. Практически не влияет на результативность. Подбирается в зависимости от типа входа патрона.
Прямые
Зажим происходит внешний. Кулачки располагаются сверху и хватаются за деталь.

Обратные
Происходит зажим изнутри, с внутренней стороны. Обрабатываемый предмет выбирается полый, так чтоб была возможность зацепиться.
По механизму фиксации заготовки
Механизм фиксации — важная характеристика, определяющая качество работы.
Клиновые
Происходит закрепление при помощи трех кулачков на прямой площадке. Применяются клиновые вариации для оборудования с цифровым управлением.
Цанговые
Стандартных зажимов не присутствует. Их роль выполняют втулки с клещами (до шести штук). Использоваться могут на стандартных механических станках.

Рычажные
Обработка детали происходит путем передвигания механизма рычагом. Довольно затратный процесс, длительный. Используется для работы с особыми, сложными по фактуре деталями.
Сверлильные
Крепится детали в результате давления ключа. По принципу действия напоминает работу сверла, только в обратную сторону.
Термопатроны
Неординарный вид, который практически не используется в станках, произведенных в России. Для крепления производится нагревание отверстия, для вынимания тоже.

Гидропатроны
Механизм такой же, что и предыдущий, но используется не температура, а гидросфера. Жидкостная среда дополнительно гасит вибрации.
Поводковые
Зажатие детали происходит специальным поводком. Удобно только для обработки небольших поверхностей.
Самозажимные
Подобные варианты практичны. Конструкция включает в себя зажимы, которые плотно фиксируются на заготовке самостоятельно.

По типу исполнения
В Российской Федерации разновидности патронов по исполнению регулируются ГОСТом 2675 — 80.
Цельный
Выполняют из куска стали с параметрами от 500 МПа. Наиболее распространенный вид.
Сборный
Из стали выполняется рейка, на нее крепится кулачок. Последний выполняется из металла.

Накладной
Составные вариации, состоят из цветного металла, нержавеющей стали, черных металлов. Применяется для работы с масштабными проектами.
Классы точности патрона
Точность устройства определяется в ГОСТе 1654 86. Всего присутствует четыре ступени.
Класс Н
Нормальные показатели, усредненные.
Класс П
Повышенный класс, используется для выделки твердых производственных деталей.
Класс В
Высокая точность — применяется для обработки мелких вариаций.

Класс А
Особо высокая точность. Сфера применения — мелкие и твердые заготовки.
По материалу изготовления
Чугунные вариации дешевы и не обладают достойным качеством. Сталь дороже и показывает срок службы в 3-5 раз больший.
Чугун
Используется марка от СЧ 30. Минимальное число оборотов. Профессионалы предпочитают не использовать такие вариации ввиду малой эффективности.
Сталь
Конструкция выполняется из материала с показателем от 500 МПА. Максимальное число оборотов и функционал.
Конструкция патрона: схема и описание
Токарный патрон состоит из более чем десяти деталей. Эффективность и срок службы определяется качеством сборки и материалом изготовления комплекта деталей.
Основной механизм, отвечающий за перемещение заготовки токарным станком. Он способствует креплению обрабатываемого предмета.

Пружина
Крепится к ключу. Отвечает за повороты последнего.
Втулка
Соединена с пружиной. Необходима для обеспечения свободного перемещения ключа по механизму.
Стопор
Соединен с втулкой и ключом. Является основной механизма, которая отвечает за безопасность. Стопор контролирует фиксацию заготовки и не дает ей отпасть.

Шестерня
Диск, при помощи которого происходит вращательное движение, приводится в действие шестерней.
Фланец
Является основанием токарного патрона. Соединяет механизмы между собой.
Диск спиральный
Соединяется с шестерней. Отвечает за получение вращения. Регулирует степень и скорость обработки.

Кулачок обратный
Механизм отвечает за крепление обрабатываемой детали изнутри.
Кулачок прямой
Прямая вариация необходима для закрепления предмета снаружи.
Корпус
Необходим для закрепления сторон. Обеспечивает защиту конструкции в общем узле оборудования.
Кулачки накладные
Способствуют налаживанию работы с заготовками нестандартной формы. Используется, когда требуется поместить вариант большого диаметра или меньшей, большей длины.

Самостоятельная сборка патрона по чертежам
Самостоятельная сборка не занимает много времени. Это достаточно простой процесс. Главное — понять механизм работы устройства. В крайнем случае можно заказать такое миниатюрное оборудование у профессионального токаря. Из имеющихся деталей он соберет любую вариацию. Стоят самодельные модели существенно дешевле заказанных на производстве.
Качество при этом может быть даже лучшее, чем у заводских.
Установка оправки
Оправа надевается первой. Установка детали дает возможность закрепить патрон.

Установка самого патрона на шпиндель
Происходит закрепление механизма. Нельзя пережимать или растачивать детали. На этапе происходит закрепление предварительно подготовленными подходящими по размеру болтами.
Закрепление
Проверив качество накрутки, производится окончательная сборка механизма. Болты прикручиваются при помощи ключа.
Закрепление заготовки
На самодельный патрон устанавливается инструментарий. Проводится после проверки сборки болтами.

Освобождение патрона
После вкручивания заготовки оправа больше не нужна. Ее аккуратно снимают.
Обязательно необходимо проверить работоспособность изготовленного самостоятельно механизма. Изделие помещается в токарный станок. Производится несколько плавных оборотов и проверяется четкость закрепления. Специалист оценивает уровень централизации, то двигаются ли предметы.

Самодельные патроны в обязательном порядке следует периодически обслуживать. Они полностью разбираются, внутри проводится чистка, а потом сушка на свежем воздухе. Смазывается обычным маслом. Если изделие собираются хранить, то делать это нужно по правилам. Загибают кулачки в центральную часть, дырка затыкается тряпкой плотно.
Такое хранение обеспечит целостность патрона, так как его нельзя будет повредить механически, пыль не будет оседать в отверстии конструкции оборудования. Перед применением старый патрон смазывается и работает до 10 минут на плавном медленном ходу.
Токарные патроны для станков
Токарный патрон — важный элемент оснастки токарного станка. От того, насколько надежно закреплена заготовка на станке, зависит точность обработки. От качества изготовления патрона – зависит длительность эксплуатации. В процессе совершенствования металлообрабатывающих технологий было разработано множество конструкций патронов, из которых были выбраны наиболее эффективные.
Закрепление патронов на токарном станке
Крепление и центрирование токарных патронов производится на шпинделе токарного станка. Диаметры патронов и способы их крепления – стандартизированы. В зависимости от производителя патроны будут обозначаться типом (по ISO) или исполнением (по Гост). Распространенная конструкция конца шпинделя – это крепление типа С или типа D (cam-lock). Существуют и другие конструкции шпинделя.
Для крепления токарных патронов широко используются фланцы и планшайбы, размещаемые на шпинделе. Они имеют такую же конструкцию, как и фланец токарного патрона, однако такие приспособления позволяют значительно повысить универсальность, поскольку на них можно устанавливать различные патроны. На планшайбах имеются многочисленные отверстия для затяжных болтов и центрирующий выступ. При установке патрона на планшайбу или фланец также можно добиться высокой точности.
Виды токарных патронов
Токарные патроны делятся на такие виды:
- Механические. Наиболее распространенный класс патронов, разделяется на кулачковые, поводковые, цанговые. Первая группа сейчас практически вытеснила вторую и, в свою очередь, делится на самоцентрирующиеся, обычно с 3 кулачками, и несамоцентрирующиеся, у которых количество кулачков может быть 2, 4 или 6. Шестикулачковые патроны используются реже всего.
- Механизированные: Пневматические, гидравлические, электрические. Автоматизируют процесс зажима-разжима заготовки с заданным усилием. Гидравлические патроны чаще используются на станках с диаметром патрона больше 200 мм (диаметры импортных патронов указаны в дюймах 6, 8, 10, 12, 15 и далее дюймов). Пневматические патроны применяются на токарных автоматах. Цанговые патроны служат для зажима прутковой заготовки относительно небольшого диаметра. Электрические. не получили широкого распространения.
 |
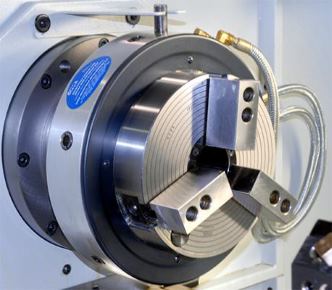 |
| Токарный патрон с механическим управлением | Патрон с пневматическим приводом |
Наружный диаметр токарных патронов находится в пределах 80-1000 мм, из которых наибольшей популярностью пользуются патроны диаметром 80-400 мм. Для изготовления токарных патронов используется сталь и чугун. Особенно прочными выполняются кулачки для токарных патронов, которые испытывают значительные поверхностные и истирающие нагрузки в процессе работы. Поэтому для их производства применяется высококачественная сталь, которая подвергается закалке.
Двухкулачковые патроны

Патроны этого типа имеют достаточно простое строение. Они могут быть ручными с двухзаходным винтом или с механическим приводом. В ручных устройствах винт располагается либо среди кулачков, либо сбоку.
Ходовой винт выполняется из прочных легированных сталей с высоким содержанием хрома. Кулачки производятся из цементируемой стали, термическая обработка которой придает высокую прочность.
Трехкулачковые патроны
Трехкулачковый патрон получил наибольшее распространение. Причина высокой популярности — быстрота крепления деталей, что особенно важно в мелкосерийном производстве, где смена заготовок происходит весьма часто.
В отличие от патронов клинореечного типа, этот патрон не требует времени на переналадку, когда устанавливается заготовка другого размера. Центрирование патрона может выполняться цилиндрическим пояском или конусом.
Патрон представляет массивную планшайбу, в которой прорезаны радиальные пазы. В них перемещаются три кулачка, приводимые в действие конической зубчатой передачей, которая смонтирована внутри планшайбы. Одно из колец снабжено торцевой резьбой, называемой спиралью Архимеда, при помощи которой его можно вращать ключом. При вращении этой спирали происходит одновременное перемещение всех кулачков.
Четырехкулачковые патроны
Патрон этого типа имеет кулачки, которые перемещаются независимо друг от друга, что обеспечивает ему широкие возможности. С другой стороны, из-за потребности в центрировании заготовки закрепление детали требует большего времени, чем на самоцентрируемых устройствах.
Наиболее простые четырехкулачковые токарные зажимы представляют собой чугунную планшайбу, на которой винтами зажимаются кулачки. Планшайба имеет лучевые пазы, на которых возможно размещение дополнительной оснастки.
Для крупных станков используются массивные патроны с Т-образными пазами. Перемещение кулачков выполняется винтами, ось которых лежит на плоскости планшайбы. В таких патронах часто используются составные кулачки.
Выбор токарного патрона
Выбор патрона ведется в зависимости от обрабатываемой детали. Двухкулачковые патроны применяются для зажима небольших фасонных заготовок. Для простых симметричных заготовок чаще всего используются трехкулачковые патроны, которые позволяют быстро закрепить деталь на шпинделе. Чтобы зажать несимметричную деталь, применяются двух- или четырехкулачковые патроны. Благодаря независимому перемещению кулачков, их можно настроить на детали различной формы.
Если длина заготовки превышает ее диаметр в 4 раза и более, то ее крепление выполняется патроном, в зависимости от формы, и подвижным центром задней бабки. Другим вариантом является применение крепления заготовки в центрах с использованием поводкового патрона для передачи вращающего момента. Таким образом можно закреплять деталь, длина которой превышает диаметр в 10 раз. Для еще более длинных заготовок используются дополнительные опоры — люнеты.
Несмотря на все разнообразие патронов для токарных станков с ЧПУ, некоторые детали сложной и несимметричной формы невозможно закрепить в них. Для таких заготовок используются планшайбы с противовесом.
Дата внесения последних изменений 16.06.2020
Виды токарных патронов
Тяжелая промышленность в настоящее время набирает всё больше оборотов, ведь производство деталей, начиная простой гайкой и заканчивая составляющими космического корабля, требует использования уже новых технологий для изготовления самого деревообрабатывающего и металлорежущего оборудования. И, конечно, в данном случае не последнее место принадлежит токарному станку. Чтобы удерживать при высокой скорости передвижения шпинделя деталь, применяют токарные патроны, разновидности которых зависят от назначения обрабатываемой поверхности, формы заготовки и вида резания.
Выбор токарного патрона
Токарные патроны предназначаются для установки на токарные специальные и универсальные станки. Конструкция подобного патрона обеспечивает передачу большего усилия зажима при намного меньшем крутящем моменте на зажимных ключах по сравнению с патронами спиральными. Все отечественные и зарубежные производители изготавливают патроны для токарных станков на базе закаленного корпуса из стали, они включают в себя комплект закаленных кулачков.
Для того, чтобы подобрать токарный патрон к станку, необходимо знать следующие данные:
- Наружный диаметр патрона.
- Количество кулачков в патроне (2,3,4,6);
- Исполнение (с цельными кулачками, со сборными);
- Тип посадки (c цилиндрическим центрирующим пояском и креплением через промежуточный фланец, с креплением непосредственно на фланцевые концы шпинделей под поворотную шайбу по ГОСТ 12593-93, с креплением непосредственно на фланцевые концы шпинделей по ГОСТ 12595-93, с креплением на фланцевые концы шпинделей типа Кэмлокк по ГОСТ 26651);
- Диаметр посадочного отверстия;
- Диаметр расположения крепежных отверстий;
- Количество крепежных отверстий.
При покупке токарных патронов следует уделять внимание и кулачкам, они могут иметь разные методы фиксации заготовок. Помните, что кулачки выпускаются самоцентрирующиеся и с независимым перемещением. Более современные и дорогие модели токарных патронов оборудуются встроенным пневмоприводом, который способен надежно фиксировать заготовки. Подобные «расходники» очень часто устанавливаются на станках для обработки трубных деталей большого диаметра.
Помимо таких специфических характеристик, вам необходимо знать высоту токарного патрона, тип хода штока и кулачка, высоту от края до главного кулачка. Не лишним станет, если вы укажете продавцу общую силу зажима в кулачках и максимально возможную частоту вращения. Эти сведения вы можете отыскать в техническом паспорте используемого станка. Иногда там же указывают и маркировку необходимого токарного патрона.
Классификация токарных патронов
Станочная оснастка токарными патронами представлена двух-, четырех- и трехкулачковыми патронами с ручным и механизированным зажимом. Для различных фасонных отливок используются двухкулачковые самоцентрирующиеся патроны. Круглые и шестигранные заготовки принято закреплять в трехкулачковых патронах. Четырехкулачковые патроны предназначаются для прямоугольных и нессиметричных деталей, а также прутков квадратного сечения. Давайте внимательнее рассмотрим основных виды патронов для токарных станков.
Цанговые патроны
Основной рабочий элемент цангового патрона – это втулка с несколькими осевыми прорезями, которые разделяют ее на лепестки, которых, зависимо от диаметра заготовок, бывает три, четыре или шесть. Подобные лепестки играют роль кулачков, которые обжимают деталь, что вставляется внутрь втулки. Цанги бывают подающими и зажимными. Подающая цанга представляет собой стальную закаленную втулку с тремя неполными разрезами, что формируют лепестки с поджатыми концами друг к другу. Зажимные цельные цанги изготавливают в виде втулки с лепестками пружинящегося типа.

Сцепление возрастает вследствие сужения прорезей при процедуре вдавливания цанги в патрон конической частью. Устройство токарного патрона с цангой с технической точки зрения имеет некоторые преимущества перед прочими зажимными устройствами – у детали, которая закреплена в цанге, радиальные биения изделия настолько незначительные, что ими спокойно можно пренебречь.
Преимущественная сфера использования таких патронов – зажатие цилиндров, коротких прутков или втулок для обработки. Они также применяются для фиксации фрез, сверл, наконечников гайковертов и метчиков. Цанговые патроны пользуются популярностью при вторичном зажиме заготовки с обработанной поверхностью. При несоответствии профиля обрабатываемого изделия форме цангового отверстия принято применять сменные вкладыши.
Рычажные патроны
Рычажные патроны могут быть использованы в мелкосерийном производстве, потому что процедура их переналадки проста и способна обеспечивать крепление заготовок в широчайшем диапазоне диаметров. На центрирующей поверхности в корпусе патрона размещен диск, на стороне которого присутствует резьба по архимедовой спирали, конический зубчатый венец нарезан на другой стороне.
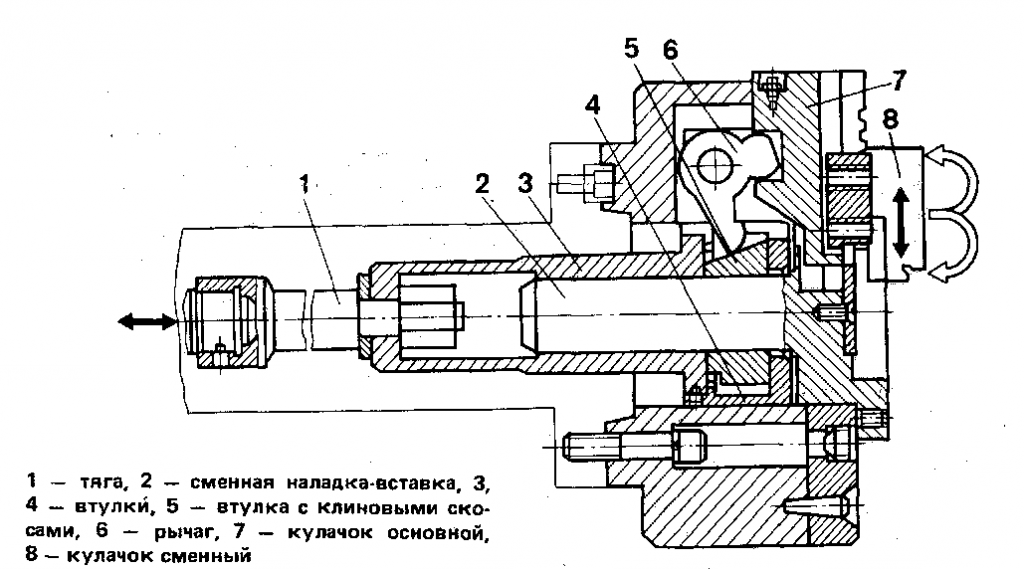
Крепление заготовки в рычажном токарном патроне происходит от гидропривода, который перемещает тягу с муфтой. Стержни с сухарями, что образуют двуплечий рычаг, способны поворачиваться вокруг центра цилиндрического участка сухаря, перемещать ползуны с кулачками к центру и зажимать заготовку. Переналадка рычажного патрона проста и сводится к одновременному передвижению всех кулачков в необходимое радиальное положение при помощи ключа.
На данную операцию затрачивают не больше времени, чем на процедуру крепления заготовки в трехкулачковом патроне, который имеет немеханизированный привод. Из-за подвижных элементов, которые предусмотрены в чертежах токарных патронов и соединяют ползуны с основными кулачками, погрешности центрирования заготовки существенные, поэтому рычажные патроны используются преимущественно на черновых операциях.
Клиновые патроны
Клиновые патроны демонстрируют высокую точность центрирования заготовки, нежели патроны рычажные. Закрепление заготовки происходит при помощи пневматического или гидравлического привода, который размещен сзади на конце пологого шпинделя. Три основных кулачка и кулачки, что с ними связаны, при осевом движении клина передвигаются в радиальном направлении и зажимают изделие.

Для станков с ЧПУ, где совершается обработка большой партии деталей, важной является возможность совершения быстрой сборки токарного патрона и переналадки патрона на прочий диаметр закрепляемой заготовки, что длится не более 2 минут. Для станков с ГПС и ЧПУ разрабатывают конструкции патронов с автоматическим переналаживанием на определенный диаметр заготовки. Использование для изготовления основных деталей высококачественной стали с термообработкой повышает надежность, долговечность и точность патрона.
Мембранные патроны
Самую высокую точность центрирования деталей обеспечивает мембранный патрон. Упругие мембраны крепятся к фланцу патрона болтами. Подобная мембрана имеет от 3 до 8 кулачков со сменными губками. Некоторые конструкции мембранных патронов имеют кулачки, которые закрепляются к мембране болтами. Заготовки устанавливаются до упора в разжатые губки торцом в штифты, отключается пневмопривод, мембрана пытается возвратиться в исходное состояние и зажимает губками заготовку.
Большое число кулачков на мембранном токарном патроне способствует центрированию изделия с точностью 0,05 миллиметров и выше. Из-за небольшой силы крепления заготовки подобные патроны используются на чистовых операциях при небольшом сечении снимаемой стружки. При установке заготовок в мембранный патрон пневмопривод используется исключительно для разведения кулачков, поэтому совершение действий с таким патроном безопасно. В случае внезапного уменьшения давления в сети во время обработки заготовка все также надежно в патроне удерживается упругими силами мембраны.
Трехкулачковые патроны
Патроны, которые имеют три радиальные радиальные пазы, имеют такую характерную особенность – центрирование, которое происходит одновременно с закреплением заготовки. Кулачки двигаются по спирали синхронно под действием усилия, которое прилагается в одной точке при помощи торцевого рычага или ключа, зависимо от механизма передачи, который используется в конструкции патрона.

В конструкции патрона токарного трехкулачкового используются кулачки разных видов. Прямые устанавливают в паз наружу ступенями, и деталь зажимается сверху внутренними поверхностями или наружной поверхностью ступеней по внутренней поверхности изделия. Обратные кулачки располагаются ступенями к центру и применяются для зажима заготовок с большим диаметром. Кулачки маркируются порядковым номером, которому нужно следовать при монтаже в патрон.
Четырехкулачковые патроны
Четырехкулачковые патроны характеризуются присутствием четырех пазов, что радиально направлены, в которые устанавливают зажимные кулачки. Для передвижения каждого кулачка в конструкции патрона предусмотрен отдельный механизм, который делает его независимым от перемещения остальных. Предназначение четырехкулачного токарного патрона по дереву с независимыми кулачками состоит в закреплении и удержании при обработке заготовок с нецилиндрической формой, либо когда ось цилиндрической поверхности, что обрабатывается, не совпадает с осью крепления.

Кулачки устанавливают в обратной и прямой позиции. Обратная позиция применяется, если нужен зажим заготовки с большой площадью сечения. Четырехкулачковые самоцентрирующие патроны также используются для закрепления прутков, что имеют квадратное сечение.
Теперь вы можете смело отдать свое предпочтение в пользу одной из разновидностей токарных патронов. Руководствоваться рекомендуется преимущественно средой использования изделий, материалом и формой заготовок, которые будут закрепляться с помощью токарного патрона.
Подробный обзор патрона для токарного станка по металлу
Токарный патрон – это основной элемент оснастки токарного станка, зажимное устройство обеспечивающее фиксацию заготовок на шпинделе. Применение патронов позволяет производить обработку на высоких скоростях вращения, обеспечивает точность установки и необходимое усилие зажима.
Данный элемент оснастки изготавливается из прочных марок чугуна или закаленной инструментальной стали, имеет различные варианты исполнения, обеспечивающие широкие возможности обработки деталей различной конфигурации.

Назначение.
Патрон токарный самоцетрирующий трехкулачковый относится к классу спирально-реечных самоцентрирующих трехкулачковых патронов с цилиндрическим пояском и креплением на токарном станке через промежуточный фланец. Самоцентрирующие спирально-реечные токарные патроны предназначены для установки на универсальные токарные, револьверные, внутришлифовальные станки.
Применяются в условиях единичного, мелкосерийного и серийного производства.В трехкулачковых самоцентрирующих патронах закрепляют заготовки круглой и шестигранной формы или круглые прутки большого диаметра. В отличие от токарных патронов клинореечного типа, не требуют времени на переналадку в том случае, когда требуется установка на другой диаметр зажима.
Как собрать по чертежам самостоятельно
Для работы по металлу новичку собрать самопальный патрон можно, но весь процесс станет головной болью из-за поисков, нестыковок, ошибок и т. д. Сделать токарный патрон для обработки дерева гораздо доступнее, хотя и не проще, как может показаться.
Прежде всего – чтобы работа шла, необходимо создать подробный сборочный чертёж с чертежами деталировки. За чертежами, потянутся мероприятия. Без чертежей и плана действий чего-либо путного достичь вряд ли удастся, ибо всякий, кто действует без плана, действует долго и плохо.
Затем начинается процесс сбора комплектующих и материалов. Процесс воплощения идей самый трепетный и несёт в себе мощную струю самообновления. А удачное завершение становится очередным благоприятным этапом в творческой жизни.
Технические характеристики.
Корпус патрона выполнен из высококачественного специального чугуна
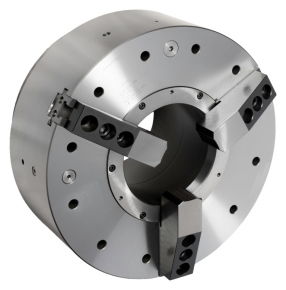
Рис.1 — Общий вид и основные размеры трехкулачкового токарного патрона.
Технические характеристики токарного патрона приведены в таблице 1
Таблица 1
| Наименование параметров | Значения величин |
| Диаметр наружный D, мм | 250 |
| Диаметр присоединительного пояска D2, мм | 200H7 |
| Диаметр отверстия в корпус D1, мм | 76 |
| Диаметр расположения крепежных отверстий, мм, D3 | 224 |
| Наружный диаметр изделия, зажимаемого в прямых кулачках,мм наибольший | 120 |
| Наружный диаметр изделия, зажимаемого в обратных кулачках, мм наибольший | 266 |
| Максимально допустимая частота вращения, мин ‘ | 2000 |
| Высота бортика под фланец | 5 |
| Высота патрона без кулачков | 85 |
| Высота патрона в сборе | 119 |
| Масса патрона, кг | 29 |
| Крепеж | 6 болтов М12 |
С помощью токарного патрона, используя прямые и обратные кулачки, можно зафиксировать заготовки следующего диапазона размеров
Кулачок прямой предназначен для закрепления обрабатываемой заготовки за наружную поверхность для вала или за внутреннюю поверхность отверстия в заготовке. Кулачок обратный предназначен для закрепления обрабатываемой заготовки за наружную поверхность.
Точностные характеристики токарного патрона
Рис.2.1 — Токарный патрон на холостом ходу
патрон обеспечивает следующие точностные характеристики: Радиальное биение a – 0,045мм;
Торцевое биение c – 0,025мм.
Закрепляя заготовку в патроне можно добиться следующих характеристик:
Рис. 2.2 — Токарный патрон с креплением за внешнюю поверхность заготовки с прямыми кулачками.
диапазон закрепляемых заготовок от 5 до 118мм;
Радиальное биение a на длине 80 мм – 0,040мм.
Рис. 2.3 — Токарный патрон с креплением заготовки за внешнюю поверхность с обратными кулачками.
диапазон закрепляемых заготовок от 77 до 188мм и от 160 до 250мм;
Радиальное биение a – 0,045мм;
Торцевое биение c – 0,025мм.
Рис. 2.4 — Токарный патрон с креплением заготовки за внутреннюю поверхность с прямыми кулачками.
диапазон закрепляемых заготовок от 62 до 174мм и от 145 до 256мм;
Радиальное биение a – 0,045мм;
Торцевое биение c – 0,025мм.
Предприятия — производители токарных патронов
- Гродненский завод токарных патронов — В настоящее время — БелТАПАЗ выпускает токарные патроны и является самым крупным их производителем на территории СНГ;
- Барановичиский завод станкопринадлежностей БЗСП — Завод выпускает патроны токарные ручные стальные, патроны токарные с механизированным зажимом стальные 2-х, 3-х, 4-х кулачковые;
- Инрост, ООО г. Екатеринбург — Компания выпускает патроны токарные ручные 3-х кулачковые;
- Псковский завод технологической оснастки изготавливает самоцентрирующие токарные патроны с ручным приводом;
- Оршанский инструментальный завод ОИЗ — Завод выпускает сверлильные трехкулачковые патроны, резьбонарезные патроны и станочную оснастку;
- Новосибирский инструментальный завод — Завод выпускает сверлильные трехкулачковые патроны.
Предприятия — производители токарных патронов в СССР
- Псковский машиностроительный завод Псковмаш — изготавливал самоцентрирующие токарные патроны с ручным приводом;
- Павелецкий завод станочных узлов ПЗСУ — Завод прекратил существование. Завод являлся единственным в России изготовителем 4-х кулачковых токарных патронов с независимым перемещением кулачков;
- Борисоглебский завод токарных патронов — Выпуск токарных патронов прекращен. Завод выпускал трехкулачковые самоцентрирующие и четырехкулачковые патроны с независимым перемещением кулачков.
- Луганский станкостроительный завод — В настоящее время — Луганский Патронный Завод — токарные патроны завод не выпускает. Выпускал токарные патроны диаметром 125 мм (7100-0003), 250 мм (7100-0009) с посадкой на планшайбу
- Фрунзенский машиностроительный завод им. Ленина — В настоящее время — Бишкекский машиностроительный завод. Наиболее известная продукция: токарные патроны диаметром 160 мм (7100-0005), 250 мм (7100-0009)
Иностранные поставщики токарных патронов в Россию
- BISON-BIAL Польша — Официальный представитель завода в России — ООО «Скальт» Санкт-Петербург
- Jet, Китай — Токарные патроны для станков Jet
- Proma, Китай — Токарные патроны для станков Proma
Устройство и принцип работы.
3.1. Конструкция спирально-реечного токарного патрона представлена на рис.3.
Рис.3 — Конструкция спирально-реечного токарного патрона.
Кулачки 1, 2 и 3 патрона перемещаются одновременно с помощью диска 4. На одной стороне этого диска выполнены пазы (имеющие форму архимедовой спирали), в которых расположены нижние выступы кулачков, а на другой — нарезано коническое зубчатое колесо, сопряженное с тремя коническими зубчатыми колесами 5. При повороте ключом одного из колес 5 диск 4 (благодаря зубчатому зацеплению) также поворачивается и посредством спирали перемещает одновременно и равномерно все три кулачка по пазам корпуса 6 патрона. В зависимости от направления вращения диска кулачки приближаются к центру патрона или удаляются от него, зажимая или освобождая деталь. Кулачки изготовляют трехступенчатыми и для повышения износостойкости закаливают.
Основные варианты конструкции
Токарные патроны изготавливаются из прочного чугуна маркой не менее СЧ-30 или инструментальных марок стали прочностью не менее 500 МПа.
Существуют различные варианты конструкции токарных патронов, остановимся на наиболее часто используемых в современном производстве:
- Патрон рычажный. Зажим происходит благодаря смещению кулачков с зажимами благодаря действию двухплечевого рычага. Основной характеристикой является количество кулачков и степень смещения на рабочем диске. К недостаткам можно отнести сложность настройки, особенно при проведении нетиповых операций. Кулачки могут настраиваться путем одновременного смещения посредством ключа или отдельной регулировкой каждого зажима. Данный тип оснастки, как правило, применяется для черновой или получистовой обработки.
- Клиновые токарные патроны – это усовершенствованный вариант конструкции рычажного зажима. Высокую точность фиксации обеспечивает наличие собственного механического или пневмопривода для каждого кулачка. Имеет возможность фиксации заготовки со смещением относительно центра вращения, что позволяет производить обработку деталей сложной конфигурации.
- Мембранные токарные патроны. Обеспечивают наиболее высокую точность фиксации благодаря мембранам из упругого материала. Заготовка фиксируется путем отключения гидропривода, что приводит к расширению мембраны. Характерными особенностями конструкции является большое количество зажимов при сравнительно низком усилии сжатия. Поэтому основной сферой применения данного типа оснастки является чистовая обработка деталей на малых скоростях вращения.
Что это за узел, для чего он нужен?
Токарный патрон — это устройство, предназначенное для установки заготовки на токарных, специальных, универсальных станках. Сам патрон жестко соединяется со шпинделем и передает детали крутящий момент.
Для изготовления поверхностей правильной круглой формы, деталь должна быть выставлена точно в оси вращения шпинделя и не иметь биения. Удобнее всего крепить круглые заготовки, шестигранники, в самоцентрирующийся патрон. Наилучшим вариантом такого патрона является трехкулачковый. Сжимаемая с трех сторон, заготовка сама принимает нужное положение.
В массовом и мелкосерийном производстве при изготовлении мелких и средних деталей типа вал, используют патрон с диаметром корпуса 160 мм. Установленная внутри спираль Архимеда преобразует слабое мускульное усилие при закручивании ключом шестерни, в большую силу, прижимающую кулачки к детали. В результате вручную заготовка прочно крепится в патроне и выдерживает нагрузки при обработке.
Цена в полной комплектации
Полная комплектация узла состоит:
- патрон в сборе;
- прямые кулачки;
- набор обратных кулачков;
- ключ для закручивания спирали;
- паспорт.
Некоторые поставщики добавляют в качестве бонуса за покупку, тюбик смазки ВНИИ НП-232, применяемой для спирали диска. Она улучшает скольжение кулачков, продлевает срок службы сопрягаемых деталей.
Прямые кулачки обычно установлены в патрон, обратные упакованы вместе с ключом. Список деталей и узлов, входящих в комплект, вместе с полной маркировкой модели, имеются на упаковке – картонной коробке. Данные дублируются в техническом паспорте на изделие, находящемся внутри. Документация от зарубежных производителей имеет тексты на нескольких языках, включая русский.
Стоимость патрона зависит от производителя: Китай, Россия, Польша и другие европейские фирмы. Второй параметр, влияющий на цену – это регион и продавец. Приобрести новый патрон с Поднебесной можно минимум за 10000–11000 руб. в интернет-магазине. С гарантией качества и всеми документами продавцы предлагают качественные узлы за 15120-18600 руб.
Токарный патрон – узел, без которого работать на станке невозможно. Именно в нем закрепляется деталь вращается вместе со шпинделем. Качественный узел гарантирует высокую точность размеров и чистоту обработки. При правильной эксплуатации, патрон может прослужить дольше, чем само оборудование.
Единая система обозначения токарных патронов
Шифр патрона состоит из 8 цифр и буквы, указывающий класс точности изделия. Воспользовавшись соответствующей таблицей по такой маркировке можно определить:
- Количество кулачков в патроне
- Диаметр патрона
- Основные размеры патрона
- Вид крепления на конце шпинделя
- Исполнение кулачков
- Класс точности патрона Н, П, В, А
Пример условного обозначения патрона типа 1, диаметром 200 мм, с цельными кулачками, класса точности Н:
Патрон 7100-0007 ГОСТ 2675—80
То же, патрона типа 2 диаметром 200 мм, устанавливаемого на шпиндель с условным размером 5, со сборными кулачками, класса точности П:
Токарно-револьверные станки – назначение, характеристики, модели
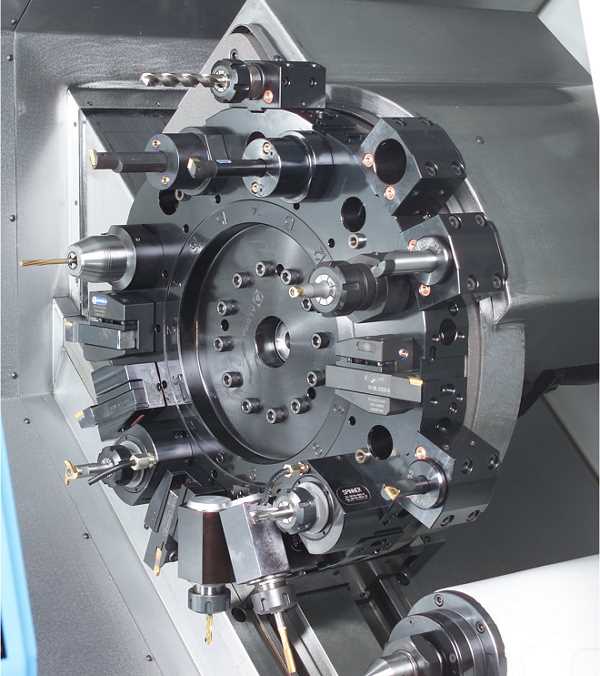
Для изготовления металлических деталей различной конфигурации часто используют токарно-револьверный станок. Особенностью револьверных станков является наличие многопозиционной поворотной головки, которая способна нести различные инструменты для целого ряда технологических операций (точение, сверление, зенкерование и многие другие). Такие устройства в зависимости от модели и назначения производятся с типовой конструкцией либо дополняются системой ЧПУ.

Современный токарно-револьверный станок с ЧПУ
Общие характеристики оборудования
Станки данной группы используются преимущественно для оснащения предприятий, выпускающих свою продукцию крупными и средними сериями. Заготовки, обрабатываемые на токарно-револьверном станке, – это прутки, поковки и отливки, а также детали, до этого прошедшие обработку на других устройствах.
Существует множество операций, для которых применяются токарно-револьверные станки: сверление и растачивание отверстий, обтачивание наружной поверхности детали, нарезание наружной и внутренней резьбы и др. Целесообразно применять такие станки в тех случаях, когда технологический процесс предполагает смену рабочих инструментов.
Конструкция станков данной группы разработана таким образом, что инструменты фиксируются в заданной последовательности в специальном приспособлении, которое называется револьверная головка. Данный узел станка, способный совершать поворот после выполнения одного рабочего хода, позволяет в требуемый момент использовать для выполнения обработки именно тот инструмент, который необходим. Для ограничения хода инструмента токарно-револьверные станки оснащены специальными упорами, отключающими продольную и поперечную подачу.
Одна из разновидностей конструкции револьверных головок
На станки данной группы можно устанавливать специальные, комбинированные и обычные инструменты и обрабатывать с их помощью партии деталей за одну установку, не выполняя предварительных промеров и проходов, не корректируя каждый раз настройки устройства.
Категории токарных станков револьверной группы
Токарно-револьверные станки от отечественных производителей классифицируются по двум основным параметрам.
- По типу обрабатываемых деталей такие устройства подразделяются на модели для прутковых или патронных работ.
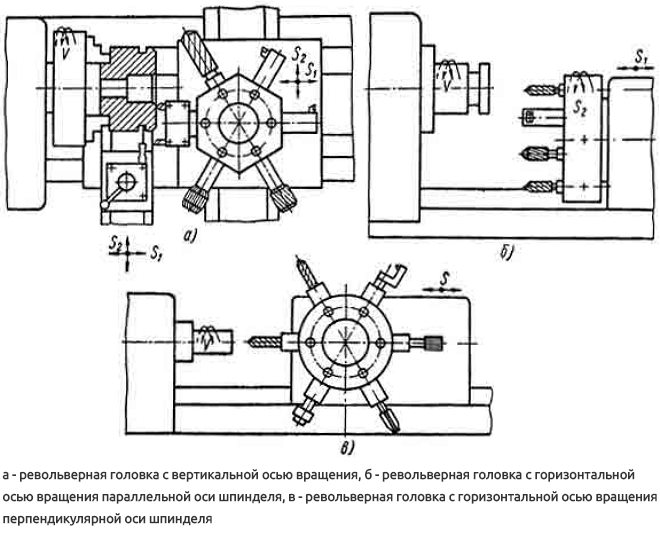
- По расположению оси, в которой находится револьверная головка, станки делят на горизонтальные, вертикальные и наклонные.
Токарные станки револьверной группы могут быть оснащены планшайбами, трех- или четырехкулачковыми патронами, приводимыми в действие при помощи ручного или гидравлического привода, что дает возможность выполнять обработку заготовок, отличающихся значительными размерами. Это могут быть заготовки, которые были предварительно получены при помощи ковки, штамповки или литья.
Виды револьверных головок
Отдельную категорию составляют станки револьверной группы, на которых обрабатывают прутковые заготовки. Отверстие в шпинделе таких моделей имеет небольшой диаметр, а их дополнительным оснащением является механизм, обеспечивающий подачу и фиксацию заготовки-прутка. При необходимости на таких станках (если оснастить их обычным патроном) обрабатывают кованые, литые и штампованные детали.
В зависимости от расположения оси рабочей головки в станке может быть различное количество суппортов. Так, если ось рабочей головки расположена в горизонтальной плоскости, то на таком станке устанавливается только суппорт револьверного типа, способный совершать круговые движения и продольную подачу. Если ось рабочей головки токарно-револьверного станка располагается в вертикальной и наклонной плоскости, на нем может быть два суппорта – револьверный и поперечный. При этом на последнем устанавливаются два резцедержателя – передний и задний, – в которых фиксируется одновременно до шести рабочих инструментов. На другом суппорте находится револьверная головка.

Наклонная револьверная головка
Виды выполняемых на токарно-револьверном станке операций
Функциональные возможности, которыми обладает револьверный станок, позволяют выполнять с его помощью почти весь спектр токарных технологических операций. Деталями, которые обрабатываются на таких устройствах, могут быть болты, гайки, кольца, ступенчатые валики, фланцы, втулки и др. К самым распространенным типам операций, выполняемых на токарно-револьверных станках, относятся:
- нарезание внутренней и наружной резьбы различными инструментами;
- обработка торцевой поверхности заготовок;
- обтачивание деталей цилиндрической формы;
- протачивание канавок с различными геометрическими параметрами.
На отдельных моделях токарно-револьверных станков (с ходовым винтом) можно нарезать различные типы резьбы, применяя резцы и специальные головки.
В том случае, если резьба с использованием такого оборудования нарезается на деталях, выпускаемых серийно, применяются специальные головки, в которых установлены гребенки круглого, радиального и тангенциального типов (при этом максимальную точность параметров нарезаемой резьбы позволяют получить гребенки круглого типа). Использование специальных головок позволяет нарезать метрическую резьбу, параметры которой находятся в широком диапазоне: от М4 до М60.
Как говорилось выше, на токарно-револьверных станках можно также нарезать резьбу, используя для этого метчики и плашки. Для этого станок должен быть оснащен специальной державкой, которая может свободно перемещаться в осевом направлении. Такая державка дает возможность беспрепятственно вывинчивать плашку или метчик при рабочем ходе суппорта.
Кроме вышеперечисленных технологических операций, на станках токарно-револьверной группы можно обрабатывать детали:
- с фасонным профилем (для этого можно использовать специальный криволинейный шаблон, устанавливаемый вместо копировальной линейки, либо фасонный резец, совершающий подачу в поперечном направлении);
- с конической поверхностью (обработку выполняют посредством копировального инструмента или используют для этого резцы с широкой рабочей поверхностью).

Токарный станок с 12-позиционной револьверной головкой и ЧПУ
Особенности станков токарно-револьверной группы
Как обычные модели станков токарно-револьверной группы, так и устройства, оснащенные системой ЧПУ, отличаются высокой производительностью, которая достигается за счет ряда факторов.
- Данные станки оснащаются скоростными механизмами, отвечающими за фиксацию заготовки и ее подачу.
- Обработка осуществляется за счет эффективного комбинирования работы двух суппортов – поперечного и револьверного.
- Все рабочие приспособления станка оперативно заменяются.
- Станки оснащаются многорезцовыми державками, а для обработки применяются инструменты комбинированного типа.
Конечно, для того чтобы обработка на токарно-револьверных станках отличалась высокой производительностью, необходимо правильно выполнить настройку всех параметров их работы. К таким параметрам, в частности, относятся:
- перечень рабочих инструментов и их установка на оборудовании в правильной технологической последовательности;
- регулировка положения установленных инструментов и рабочих приспособлений в радиальном и осевом направлениях;
- квалифицированная установка упоров, ограничивающих продольные и поперечные подачи.
Большинство токарно-револьверных станков, в частности хорошо знакомая специалистам модель 1341 и ее модификация 1К341, оснащены командоаппаратами, которые обеспечивают автоматическое переключение режимов вращения шпинделя и подач. Использование таких устройств позволяет значительно сократить время выполнения вспомогательных технологических операций.
Модели станков данной группы, на которых для фиксации детали установлен патрон, могут использоваться для обработки заготовок, сечение которых находится в интервале 16–63 см. Основными характеристиками агрегатов, на которых обрабатывают прутковые детали, являются:
- максимальная длина обработки, зависящая от наибольшего расстояния, на которое способна перемещаться рабочая головка;
- наибольшее сечение детали, которая может обрабатываться над суппортом или над станиной;
- максимальное расстояние, на котором может быть расположен передний край рабочей головки от переднего края шпиндельного узла.
Популярные модели с ЧПУ
Практически любому опытному токарю известны популярные станки, относящиеся к категории револьверного оборудования. Сюда можно отнести следующие модели: 1П371, 1341, 1П365, 1Н318, 1А365, С193А и др. Одну из этих немолодых моделей станков опытный специалист можно увидеть на фото ниже.
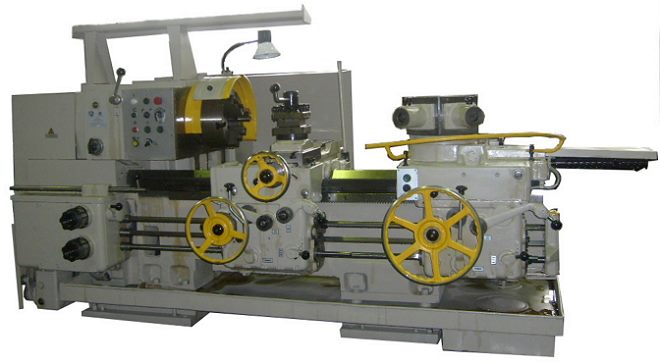
Станок 1П365 с горизонтальным расположением револьверной головки
Однако технический прогресс не стоит на месте. Как бы ни были удобны и надежны перечисленные модели, им на смену приходят станки, оснащенные числовым программным управлением. Такие агрегаты за счет высокой автоматизации всех технологических процессов, которые на них выполняются, позволяют обеспечить исключительное качество и точность обработки.

Револьверный станок 1В340Ф30 с ЧПУ
Если говорить о популярных моделях токарно-револьверного оборудования, то среди них можно выделить отечественное устройство 1В340Ф30, которое производил станкостроительный завод в г. Бердичеве. Данное оборудование оснащено системой ЧПУ «Электроника НЦ-31», поперечным суппортом с гидравлическим приводом, а также револьверной головкой, в которой можно установить сразу 8 инструментов. На таком токарно-револьверном станке обрабатывают:
- штучные изделия, сечение которых не превышает 20 см;
- заготовки пруткового типа с сечением не больше 4 см.
Отечественным специалистам хорошо знакома и модель 1П426ДФ3 от станкостроительного завода в г. Алапаевске. Универсальность оборудования данной модели позволяет использовать его для оснащения предприятий, производящих свою продукцию средними и мелкими сериями, а также в единичном экземпляре. Суппорт данного токарно-револьверного станка имеет крестообразную конструкцию, на нем располагают две рабочих головки, одна из которых служит для выполнения наружной обработки (круглая – восьмипозиционная), а вторая – для обработки внутренних поверхностей (шестигранная).

Haas Automation ST-30SS — токарно-револьверный центр с ЧПУ
Пользуются популярностью среди отечественных производителей и модели токарно-револьверного оборудования от зарубежных компаний. Среди таких устройств можно выделить:
- американские станки серий ST и DS (производитель Haas Automation Inc.), на которых обрабатывают детали из обычной и нержавеющей стали;
- продукцию компании Goodway – модели серии GS-200 (представитель этой серии станков представлен на первом фото в данной статье).
Универсальность револьверных станков позволяет изготавливать детали сложной конфигурации в крайне сжатые сроки благодаря возможности производить большое число операций на одном станке. Это преимущество и позволило таким станкам получить широкое распространение в различных производствах.
Устройство и назначение основных узлов токарно-револьверного станка
Общие сведения
Токарно-револьверные станки применяют в серийном производстве
для изготовления деталей сложной конфигурации из прутков или штучных заготовок. Отличительной особенностью станков этого типа является наличие продольного суппорта, несущего многопозиционную поворотную револьверную головку с вертикальной или горизонтальной осью вращения. В гнездах револьверной головки закрепляют различные резцы, а также сверла, зенкеры, метчики и другие инструменты для обработки отверстий. Смена инструментов в процессе обработки на станке осуществляется простым поворотом револьверной головки.
Получение деталей сложной конфигурации требует применения большого числа режущих инструментов. Использование револьверной головки, позволяющей реализовать эту задачу, установка всех инструментов на станке до обработки и сокращение в связи с этим времени на смену инструмента при переходе от обработки одной поверхности заготовки к другой позволяют повысить производительность обработки в условиях серийного производства по отношению ко времени выполнения этих же работ на токарно-винторезных станках.
На токарно-револьверных станках можно выполнять почти все работы, свойственные станкам токарной группы: получать на деталях цилиндрические, конические, винтовые, фасонные и плоские (торцовые) поверхности. На них выполняют обтачивание наружных и растачивание внутренних поверхностей заготовок, подрезание торцов, отрезание, сверление, зенкерование и развертывание отверстий, нарезание резьб и другие виды работ. При этом обеспечивается точность размеров не выше 8 квалитета точности и шероховатость поверхностей с параметром Rа до 1,25 мкм.
В то же время в силу специфики конструкции токарно-револьверные станки менее универсальны, чем токарно-винторезные станки. В связи с этим ряд таких работ, как нарезание резьб, растачивание отверстий, обработка фасонных поверхностей на токарно-револьверных станках выполняется с ограничениями, не свойственными токарно-винторезным станкам.
Устройство и назначение основных узлов токарно-револьверного станка
Внешний вид и основные узлы токарно-револьверного станка, представленного моделью 1341, показаны на рис. 1.35, а. Станок имеет горизонтальную ось вращения револьверной головки. На нем можно обрабатывать как прутковые, так и штучные заготовки. Максимальный диаметр закрепляемого прутка равен 40 мм, штучной заготовки – 400 мм.
Станина станка состоит из основания 1 и верхней части 2, на которой закреплены: передняя бабка 3 с коробкой скоростей и шпинделем 5, электрошкаф 10, кронштейн 7 с копирной линейкой для точения конусов, командоаппарат 13 для автоматического переключения частот вращения шпинделя и величин подач.
На продольных направляющих верхней части станины находится суппорт 9, несущий револьверную головку 8 с горизонтальной осью вращения, задний барабан упоров 11 и барабан 12 с переставными кулачками. Кулачки предназначены для набора программы, обеспечивающей требуемую последовательность переключения и необходимые значения частоты вращения шпинделя 5 станка и подачи суппорта 9 при смене инструментов.
Здесь же, на станине расположен упор 15, обеспечивающий выключение кругового движения револьверной головки. На левой части станины станка закреплен передний барабан упоров 16.
Рабочими движениями на станке являются: вращение шпинделя (главное движение резания), движение продольной подачи суппорта и движение круговой подачи револьверной головки (используется при необходимости создания поперечных движений режущего инструмента).
Резьбонарезные работы на станке выполняют метчиками и плашками, устанавливаемыми в револьверной головке, а также резьбовой гребенкой, закрепляемой на механизме приклона 6. Механизм приклона сообщает резьбовой гребенке движение в продольном направлении с подачей, равной шагу нарезаемой резьбы.

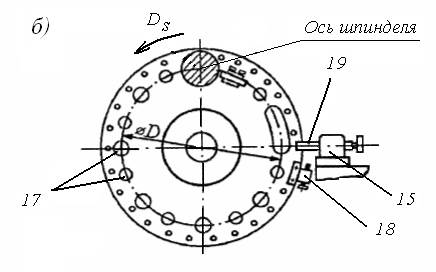
Рис. 1.35. Токарно–револьверный станок модели 1341 (а) и револьверная головка (б)
В условиях серийного производства токарно-револьверные станки обладают более высокой производительностью, чем токарно-винторезные станки. Достигается это следующими особенностями конструкции станка.
Револьверная головка 8 на своей торцовой поверхности имеет 16 гнезд 17 (рис. 1.35, б), оси которых лежат на окружности с диаметром D. Верхняя точка этой окружности находится на высоте оси шпинделя станка. В каждом гнезде револьверной головки с помощью вспомогательного инструмента (резцовых державок, переходных втулок, сверлильных патронов и др.) можно закрепить один или несколько инструментов. Все инструменты устанавливают в револьверной головке при наладке станка на обработку партии заготовок. Из-за большого числа инструментов наладка станка занимает довольно много времени. По этой причине использование станка при обработке малых партий заготовок оказывается невыгодным.
Система упоров станка состоит из барабана задних упоров 11, барабана передних упоров 16, ограничителя круговой подачи 15 с выдвижным пальцем 19 и упоров револьверной головки 18 (рис. 1.35, а, б). Каждому гнезду 17 револьверной головки с режущим инструментом выделяют в системе упоров один или два (при поперечном движении подачи инструмента) упора, которые путем их установки при наладке станка должны обеспечить повторение выполнения этим инструментом одного или нескольких размеров на каждой заготовке из партии. Следовательно, необходимость в затратах времени на подналадку и контроль получаемых размеров при переходе от обработки одной заготовки к другой отпадает.
Задние упоры 11 служат для автоматического отключения движения продольной подачи револьверного суппорта. Это необходимо для обеспечения заданного продольного размера обрабатываемой заготовки при выполнении переходов по продольному точению наружных и внутренних поверхностей и работе осевым инструментом. Диаметральные размеры, получаемые продольным точением, обеспечивают наладкой вылета резцов из резцовых державок.
Передний барабан 16фиксирует положение продольного суппорта (расположение инструмента относительно заготовки в продольном направлении) при резании инструментами, работающими с движением круговой подачи (подрезание торца, точение канавок или фасонных поверхностей, разрезание заготовки и т. п.). При выполнении конкретного перехода к соответствующему упору барабана 16 суппорт подводится вручную. Для выключения движения круговой подачи и получения при этом заданного диаметрального размера канавки или фасонной поверхности служат регулируемые упоры 18, которые устанавливают на револьверной головке (рис. 1.35, б).
Экономия затрат времени на токарно–револьверном станке по отношению к обработке заготовок на токарно–винторезном станке достигается и тем, что переключение частоты вращения шпинделя и подачи на новые значения производится здесь одновременно со сменой режущего инструмента за счет совместного поворота револьверной головки и закрепленного на ней барабана 13. На этом барабане при наладке станка набирают программу переключения частот вращения шпинделя и величин подачи путем определенной расстановки кулачков барабана 12.
Частоты вращения шпинделя и скорости подач на данном станке разделены на два диапазона. На технологических переходах, где требуются переключение с одного диапазона на другой, затраты времени увеличиваются, поскольку такое переключение, выполняемое вручную на пульте управления передней бабки станка, требует некоторого времени.
Сокращение затрат основного времени при работе на токарно-револьверном станке достигается также применением многоинструментальных державок (рис. 1.36), обеспечивающих одновременную обработку нескольких поверхностей заготовки за один рабочий ход суппорта (технологический переход).

Рис. 1.36. Многоинструментальные наладки
Время обработки на данном переходе определяют по длительности обработки самой протяженной в направлении движения подачи обрабатываемой поверхности. Параметры режима резания в этом случае назначают по наиболее нагруженному инструменту.
Изложенные выше особенности конструкции станка, направленные на повышение производительности обработки в условиях серийного производства, привели к сужению его технологических возможностей по отношению к аналогичным характеристикам токарно–винторезного станка. Из-за отсутствия задней бабки здесь невозможна обработка валов в центрах, ограничена длина обрабатываемых заготовок, невозможно точение длинных конусов. В связи с отсутствием ходового винта и кинематической цепи резьбовых подач исключена возможность нарезания на станке точных резьб и резьб с глубоким профилем.
Особенности и принцип работы, виды токарно-револьверного станка
В процессе металлообработки задействовано разное оборудование. Отдельную категорию представляют токарно-револьверные станки. По принципу работы они во многом схожи с универсальными агрегатами.
Но на револьверных станках можно обрабатывать заготовку с применением нескольких инструментов, при этом токарю не нужно их менять и переустанавливать.

Общие технические характеристики
Токарно-револьверные станки применяются на предприятиях для серийного производства деталей. Отличительная черта, особенность станков данной группы — наличие револьверной головки для крепления нескольких режущих инструментов. Оборудование выгодно использовать, когда технологический процесс подразумевает неоднократную смену инструмента.
Одновременно можно устанавливать 4 и более инструмента, смена происходит путем поворота револьверной головки. Инструмент устанавливается в необходимой для работы последовательности. За счет этого ускоряется цикл обработки одной детали по сравнению с аналогичным процессом на универсальном токарном станке.
Классификация
Токарно-револьверные агрегаты классифицируются по следующему принципу:
- По количеству режущего инструмента — в среднем головка имеет 6-12 гнезд, но на некоторых современных моделях их число доходит до нескольких десятков.
- Направление револьверной головки — вертикальное, горизонтальное или под углом.
- По типу управления — ручные, полуавтоматы, с ЧПУ.
- По принципу работы — прутковые или для обработки штучных заготовок.
- По типу заготовок — легкие (детали из прутка), средние (обработка прутка и штучных заготовок), тяжелые (работа только со штучными заготовками в патроне).
- По типу привода — ручной или гидравлический.

Назначение оборудования
Универсальные револьверные станки предназначены для обработки прутков до 100 мм в диаметре, а также для изготовления изделий из штучных (литых, штампованных и др.) заготовок диаметром до 630 мм. Какие операции можно выполнять:
- Обтачивание наружных цилиндрических поверхностей.
- Нарезка резьбы метчиками и плашками.
- Обработка торцов.
- Развертывание отверстий для получения нужных параметров.
- Вытачивание канавок.
Возможна обработка сложных фасонных поверхностей. Для этой цели вместо копировальной линейки устанавливается криволинейный шаблон. Для некоторых операций используются фасонные резцы, которые подаются в поперечном направлении.
Работа на токарно-револьверном станке позволяет добиться высокой точности обработки. Также можно точить изделия, которые прошли черновую обработку на другом оборудовании.
Устройство
Устройство станков в целом имеет сходство с другими группами токарного оборудования. Основу составляет станина, на которой расположены остальные узлы.

Коробка скоростей
На револьверных станках коробка скоростей встроена в шпиндельную бабку. В зависимости от модели, она имеет определенное число диапазонов оборотов шпинделя и подач инструмента.
Суппорт
Узел несет на себе револьверную головку для крепления режущего инструмента. Он устанавливается в пазы головки и закрепляется при помощи специальных державок. Они, в свою очередь обеспечивают жесткость и надежность фиксации инструментов. Суппорт перемещается в продольном и поперечном направлении с помощью ручной или автоматической подачи.

Также на суппорте расположены командоаппарат и барабан упоров. Командоаппарат отвечает за включение/выключение заданной частоты оборотов и скорости подачи для каждого инструмента. Барабан упоров обеспечивает автоматическую остановку суппорта, когда инструмент пройдет заданное расстояние.
Некоторые модели оснащены револьверным и поперечным суппортом. Конструкция последнего позволяет устанавливать два резцедержателя одновременно с шестью инструментами. Это удобно во время обработки сложных деталей.
Узел шпинделя
Данный узел обеспечивает подачу и фиксацию прутковой заготовки. Главным движением в станке как раз является вращение шпинделя с заготовкой в прямом или обратном направлении.

Диаметр шпиндельного отверстия на конкретном агрегате определяет наибольший размер прутка, с которым можно работать. В зависимости от модели, в него можно установить пруток с максимальным диаметром 10, 16, 18, 25, 40, 65, 100 мм.
Частота вращения шпинделя и подача настраивается при помощи командоаппарата, либо вручную путем установки находящихся на шпиндельной бабке рукояток в нужные позиции.
Принцип работы
В серийном производстве пруток крепится в цанговый патрон при помощи гидравлики. Имеется встроенный механизм, который обеспечивает подачу заготовки на необходимую длину. При работе со штучными заготовками токарь закрепляет их вручную.
Обычно станки оснащены универсальной цангой со сменными кулачками для зажима круга и многогранника. В комплекте идут дополнительные оправки, втулки и другая оснастка.
Модификации станков для патронных работ предназначены для обработки литых, штампованых и кованых штучных заготовок. Они оснащены трехкулачковыми (либо четерехкулачковыми) патронами.
Все инструменты крепятся в револьверную головку. Выполнив рабочий ход одним резцом (сверлом, разверткой), она меняет позицию и подает новый инструмент. Длина рабочего хода инструмента ограничивается специальными упорами, которые отключают подачу.

Техника безопасности
Обработка металла на токарных станках приравнивается к работам с повышенной опасностью. Рабочие допускаются к процессу только после проведения предварительного инструктажа. Во время работы токарь обязан соблюдать правила техники безопасности:
Прочно фиксировать заготовку.
- Не приступать к работе при обнаружении неисправностей.
- Выполнять только порученную мастером работу.
- Если обратный конец прутка выступает из шпинделя, необходимо оградить эту зону.
- Не допускать, чтобы кулачки выступали за пределы наружного диаметра патрона или планшайбы. В таком случае необходимо применить другую оснастку.
- После закрепления заготовки вынуть ключ.
- Не оставлять в револьверной головке инструмент, который больше не используется.
- Измерять, снимать и устанавливать деталь после полной остановки механизмов.
- При шлифовке изделия вручную отводить револьверную головку.
- Во время работы станка не открывать заграждающие устройства.
Современные модели с ЧПУ
Обычные станки вытесняются с производства усовершенствованными моделями с программным управлением. Они позволяют полностью автоматизировать рабочий процесс и обеспечивают высокую точность обработки. Также нет необходимости выполнять замеры после каждого прохода.
На современном производстве актуальны следующие модели оборудования.
1В340Ф30 — оснащен устройством ЧПУ Электроника НЦ-31 и револьверной головкой на 8 инструментов. Позволяет обрабатывать штучные заготовки диаметром не более 20 см, а также изготавливать изделия из прутка диаметром до 4 см.

1П426ДФЗ — оснащен двумя револьверными головками. Первая позволяет использовать 8 режущих инструментов, предназначена для обработки наружных поверхностей. Вторая головка предусмотрена для работы с внутренними поверхностями.

ST и DS — серия револьверных станков с ЧПУ американского производства. Универсальные агрегаты, предназначенные для обработки заготовок из разных типов, стали.

Токарно-револьверные станки целесообразно применять в серийном производстве для изготовления больших партий однотипных изделий. Но их функциональность револьверной немного ограничен по сравнению с токарно-винторезными агрегатами.
Выполнение некоторых операций (к примеру, нарезка резьбы, точение фасонных поверхностей) требует использования дополнительных приспособлений.





