Как работать с пресс-фитингами для металлопластиковых труб

Соединение труб из металлопластика производится компрессионными фитингами под зажим и их аналогами под опрессовку. Монтаж трубопроводов в обоих случаях не требует наличия сложного оборудования и высокой квалификации от мастера.
Первый способ более прост в реализации, но не так надежен. А вот пресс-фитинги для металлопластиковых труб дают возможность сформировать долговечную систему с минимальным риском порыва.
- Общее описание муфт под опрессовку
- Виды пресс-фитингов для труб из металлопластика
- Тип #1: Обжимные
- Тип #2: Напрессовочные (надвижные)
- Отличия от компрессионных аналогов
- Особенности монтажа и выбора фитингов
- Выводы и полезное видео по теме
Общее описание муфт под опрессовку
Пресс-фитинговое соединение является одним из наиболее надежных способов сочленения металлопластиковых труб. Трубопровод в результате такого монтажа получается неразъемным, но очень надежным. Если после сборки потребуется изменить его схему, то придется многое переделывать заново, зато протечки практически исключены.

Пресс-фитинги относятся к неразъемному виду соединений, получаемых в данном случае за счет обжатия металлической гильзы вокруг уплотнительного кольца. При этом в результате производимого обжима кольцо необратимо деформируется. Снять его, а затем повторно использовать невозможно. Немного изменяется и геометрия самой трубы.
Для металлопластиковых труб фитинги под опрессовку изготавливаются из:
- латуни;
- нержавеющей стали.
Первый вариант более предпочтителен. Он надежней и долговечней в условиях повышенной влажности.
Недобросовестные производители нередко используют для изготовления рассматриваемых фитингов алюминий и иные мягкие металлы. Их легко можно определить по весу. Латунь в руках заведомо тяжелее этих подделок. Использовать подобные изделия для обжима металлопластиковых труб категорически не рекомендуется. Они по определению не способны плотно обжать штуцер и трубный пластик.

Каждый производитель труб из металлопластика рекомендует приобретать свой набор пресс-фитингов. И не зря. Трубные изделия и фитинги у разных изготовителей могут по диаметру различаться буквально на миллиметр. Совсем немного, но этого вполне хватает, чтобы снизить надежность соединения. Лучше здесь не экономить, рискуя получить порыв и протечку.
Единого стандарта на очертания и точные габариты для штуцеров не существует. Каждый из изготовителей самостоятельно выбирает эти параметры для своих изделий. Некоторые продавцы предлагают универсальные пресс-фитинги, но это банальная рекламная уловка. Применение подобных соединительных деталей неизбежно и в ближайшем будущем после монтажа обернется протечками.
Виды пресс-фитингов для труб из металлопластика
Рассматриваемые соединительные элементы на сантехническом рынке представлены:
- крестовинами;
- тройниками;
- угольниками;
- муфтами с накидной гайкой;
- переходниками с наружной и внутренней резьбой.
Такое разнообразие модельного ряда позволяет собрать металлопластиковый трубопровод любой конфигурации и назначения. Ограничений здесь нет никаких.

По способу опрессовки гильзы пресс-фитинги делятся на обжимные и надвижные. В первом случае кольцо обжимается специальными клещами. Во втором оно натягивается на штуцер с помощью гидравлического или ручного пресса.
Тип #1: Обжимные
Гильза на таком пресс-фитинге может быть отдельным элементом либо сразу закрепленной на корпусе деталью. Обжим ее после насадки металлопластиковой трубы на штуцер осуществляется клещами. Инструмент этот специализированный и для других целей не предназначен. Его можно использовать исключительно для монтажа трубопроводов способом сдавливания обжимного металлического кольца.

Монтаж металлопластиковых труб обжимными пресс-фитингами осуществляется следующим образом:
- Отрезается при помощи трубореза труба нужного размера.
- С торца этого отрезка снимается внутренняя фаска.
- Для избавления от овальности, которая возникает в результате сдавливания пластика режущим инструментом, используется калибр.
- На трубу надевается обжимное кольцо.
- На штуцер надеваются диэлектрическая прокладка и уплотнительные кольца, а затем он вдавливается в трубу.
- Производится обжим металлической муфты пресс-клещами.
Если все сделано правильно, то на кольце должны образоваться две ярко выраженные вдавленные полосы по всей окружности. Причем эти зоны максимального сжатия не должны совпадать с местами, где на штуцере размещены уплотнительные кольца из резины. При выполнении обжима крайне важно избежать формирования избыточного напряжения в материале уплотнителя. Нельзя допускать его излишнего сдавливания.

Уплотнительные прокладки предназначены для компенсации температурных деформаций в стенках трубы. Если их при обжиме пресс-фитинга пережать, то резина потеряет свои упругие свойства, и тогда при перепадах температуры воды пластик начнет постепенно разрушаться. В результате вместо заявляемых производителями 20–30-ти лет пресс-соединение прослужит от силы 5–10.
Труба на штуцер должна надеваться до упора. Чтобы сантехнику здесь не ошибиться, на многих обжимных муфтах имеются небольшие отверстия, через которые прекрасно виден белый пластик. Надо лишь приложить небольшое усилие, а после обжать фитинг клещами. Полученное соединение можно без опаски замуровывать в бетон. Оно без протечек прослужит столько же, сколько сами металлопластиковые трубы.
Тип #2: Напрессовочные (надвижные)
Второй вариант пресс-фитингов подразумевает не обжатие кольца, а его натягивание на трубу, в которую заведен штуцер. Подобное соединение получается не менее прочным, нежели в первом случае с обжимом. Только для выполнения монтажа металлопластиковых труб фитингами напрессовочным способом используются не клещи, а специальный пресс.

Для соединения металлопластиковых труб напрессовочными пресс-фитингами надо последовательно выполнить четыре действия:
- Надеть на трубу металлическое кольцо.
- Расширить диаметр трубы, обработав ее конец экспандером.
- Всунуть на предназначенное для него место штуцер до упора.
- Зажать надвигаемую муфту губками пресса и напрессовать ее на штуцер.
Этот способ предполагает использование помимо пресс-инструмента еще и экспандера. Он предназначен для расширения трубы в месте среза. Без этого натянуть ее на штуцер нельзя. Все диаметры рассчитаны такими образом, что вручную без предварительной подготовки сделать это невозможно.
Надежность соединения обеспечивается с одной стороны надвижным кольцом, а с другой — свойствами сшитого полиэтилена, из которого сделаны металлопластиковые трубы. После расширения и насадки на штуцер этот пластик старается вернуть себе исходные размеры. Происходит неизбежное и плотное обжатие им разъема фитинга. А сверху все это еще стягивается кольцом из металла.

Для монтажа надвижных пресс-фитингов инструмент имеется как ручной, так и аккумуляторный, и электрический от сети. Если предстоит соединять много труб, то стоит выбрать второй вариант. Для разовых работ вполне хватит более дешевого ручного аналога. Особых усилий при обжиме этого фитинга прилагать не приходится.
Отличия от компрессионных аналогов
По неопытности и незнанию всех нюансов монтажа труб из металлопластика пресс-фитинги можно спутать с фитингами компрессионными. У них тоже есть штуцер и гильза. Только обжим последней производится не инструментом, а за счет имеющейся в конструкции накидной гайки.
Главное различие между этими деталями – это разный тип получаемого в результате монтажа соединения. Компрессионный вариант при необходимости можно разобрать, а с опрессованным сделать этого не получится. Пресс-фитинг возможно лишь срезать с трубы для замены новым.

Однако вероятность образования протечки в пресс-соединении практически равна нулю. Не зря именно такой способ монтажа рекомендуют применять при устройстве «теплых полов» под стяжку и при замоноличивании трубопроводов в стену. Случаи, когда такие фитинги начинают течь в бетоне, в практике сантехников возникают крайне редко. Это больше исключение из правил.
С другой стороны, для монтажа обоих типов пресс-фитингов требуется специализированный инструмент. А для затягивания гаек компрессионных изделий необходима лишь пара гаечных ключей. В итоге на одной чаше весов «дорогой инструментарий + более высокая надежность стыка», а с другой «отсутствие лишних трат + несколько более высокий риск протечек». Выбор здесь только за мастером и владельцем дома, где производится укладка трубопровода.
Особенности монтажа и выбора фитингов
Металлопластиковые трубы из сшитого полиэтилена изначально не предназначены для сварки и склеивания. Сварные швы на них через пару месяцев все равно потрескаются и разойдутся. А клей не используется из-за стойкости этого пластика к растворителям и его низкой адгезии. Остается для монтажа применять только специализированные фитинги.
Выбирая пресс-фитинг, основное внимание следует обратить на кольцо обжима. Оно должно быть выполнено из прочного металла. И никаких швов на этой металлической поверхности, только литая бесшовная штамповка. Любой шов – точка для разрушения. Лучше сразу снизить либо полностью исключить вероятность порыва трубопровода с затоплением дома. За дешевизной здесь гоняться не стоит точно.
Типоразмеры пресс-фитинга указываются в маркировке как на кольце, так и на его корпусе. Аналогичная информация содержится и на трубе. Все должно совпадать. Еще раз – не стоит приобретать фитинги и трубы из металлопластика разных производителей. В большинстве случаев такой разнобой приводит к проблемам и на стадии монтажа, и потом при эксплуатации.
Трубу после обжима фитинга нельзя сгибать рядом с последним. Это может привести к лишнему напряжению в соединении. Недопустимо также прикладывать к пресс-фитингу какое-либо боковое усилие. Сам он поврежден не будет, а вот пластик рядом может и разрушиться.
Выводы и полезное видео по теме
Монтаж рассматриваемых фитингов не должен вызвать проблем. Однако нюансы при выполнении соединения ими металлопластиковых труб все же существуют. И прежде чем начинать работы, рекомендуем просмотреть нижеприведенные видеоинструкции, чтобы избежать ошибок новичков.
Сравнение обжимных компрессионных фитингов и пресс-фитингов:
Пошаговая инструкция по обжиму пресс-фитингов:
Обзор плюсов и минусов обжимных фитингов:
Производители металлопластиковых труб дают на свои изделия гарантию до полувека. Однако трубопроводная система из них работать все эти десятилетия будет исправно только при условии правильного монтажа фитингов. Не стоит скупиться. Для сборки трубопровода из металлопластика приобретать следует исключительно качественные соединительные детали.
Пресс-фитинги должны быть совместимы с монтируемыми трубами. Оптимальный вариант – это когда все комплектующие изготовлены одним производителем. Благо выбор их сейчас на рынке обширен, есть из кого выбирать.
Как соединять и монтировать металлопластиковые трубы
Стальные трубы постепенно вытесняются с рынка: появились достойные конкуренты, которые стоят меньше, монтируются проще, служат не меньше. Например, из металлопластика делают горячий и холодный водопровод, систему отопления. Как правильно провести монтаж металлопластиковых труб, какие фитинги когда использовать, как с их помощью соединять отрезки в единое целое — обо всем этом и пойдет речь.
Виды фитингов для металлопластиковых труб
Структура металлопластиковых труб такова, что варить их или паять невозможно. Потому все ответвления и некоторые изгибы делают при помощи фитингов — специальных элементов разной конфигурации — тройников, переходников, уголков и т.п. С их помощью собирается система любой конфигурации. Недостаток такой технологии — дороговизна фитингов и время, которое придется потратить на их установку.
 Примерный ассортимент фитингов для монтажа металлопластиковых труб с прессом
Примерный ассортимент фитингов для монтажа металлопластиковых труб с прессом
Плюс металлопластиковых труб в том, что они хорошо гнутся. Это позволяет использовать меньшее количество фитингов (они дорогие). Вообще фитинги для металлопластиковых труб бывают:
- Обжимные.
- Пресс-фитинги (прессовые).
Решить какого типа фитинги использовать просто. Обжимные применяются для трубопроводов, к которым всегда есть доступ — со временем требуется соединения подтягивать. Прессовые можно замуровывать. Вот и весь выбор — надо знать какого типа монтаж металлопластиковых труб будет на конкретном участке.
 Внешний вид некоторых фитингов с накидными гайками — винтовых или обжимных
Внешний вид некоторых фитингов с накидными гайками — винтовых или обжимных
Общий недостаток металлопластиковых труб — из-за конструкции фитингов на каждом соединении происходит заужение сечения трубопровода. Если соединений немного и трасса недлинная, никаких последствий это иметь не может. В противном случае необходимо или увеличение сечения трубопровода, или насос с большей мощностью.
Подготовка к монтажу
Прежде всего необходимо на листе бумаги нарисовать всю систему водопровода или отопления. Во всех местах ответвлений прорисуйте фитинг, который необходимо установить и подпишите его. Так их удобно считать.
Инструменты
Для работы кроме трубы и купленных фитингов понадобится:
Труборез. Устройство, напоминающее ножницы. Обеспечивает правильное расположение среза — строго перпендикулярно поверхности трубы. Это очень важно.
 Этим инструментом режут металлопластиковые (и не только) трубы
Этим инструментом режут металлопластиковые (и не только) трубы
Калибратор (калибр) для металлопластиковых труб. В процессе разрезания, труба слегка сплющивается, а края ее немного загибаются внутрь. Калибратор как раз нужен для того, чтобы восстановить форму и выровнять края. В идеале края развальцовываются наружу — так соединение будет надежнее.
 Виды калибраторов
Виды калибраторов
- Зенкер — устройство для снятия фаски. Подойдет также строительный нож или кусок наждачной бумаги. Часто калибраторы имеют выступ для снятия фаски, так что без этого инструмента можно обойтись.
- Оборудование для установки фитингов:
- для обжимных нужны два гаечных ключа подходящего размера;
- для пресс-фитингов — обжимные клещи.
 Ручные обжимные клещи или пресс, устройство для резки МП-труб и калибратор. Собственно это весь инструмент, необходимый для установки пресс-фитингов и монтажа металлопластиковых труб
Ручные обжимные клещи или пресс, устройство для резки МП-труб и калибратор. Собственно это весь инструмент, необходимый для установки пресс-фитингов и монтажа металлопластиковых труб
 Ручные обжимные клещи или пресс, устройство для резки МП-труб и калибратор. Собственно это весь инструмент, необходимый для установки пресс-фитингов и монтажа металлопластиковых труб
Ручные обжимные клещи или пресс, устройство для резки МП-труб и калибратор. Собственно это весь инструмент, необходимый для установки пресс-фитингов и монтажа металлопластиковых труб
В принципе все. Вместо трубореза можно использовать пилу с полотном по металлу, но надо будет делать срезы строго перпендикулярно к поверхности. Если вы своему глазомеру на доверяете, возьмите плотницкое стусло.
Порядок подготовки
Продаются металлопластиковые трубы небольшого диаметра в бухтах. Перед монтажом отрезают от бухты кусок требуемой длины. При этом надо учитывать длину, которая заходит на фитинг. То есть, надо отрезать кусок с небольшим запасом — в 1,2-1,5 см.
Края отрезка осматривают, если есть заусенцы (при резе труборезом их не бывает, это недостаток при отрезании пилой), их выравнивают. Далее при помощи фаскснимателя или куска наждачной бумаги снимают фаску — стачивают под углом пластик как внутри трубы, так и снаружи.
 Отрезаем, калибруем, снимаем фаску
Отрезаем, калибруем, снимаем фаску
После этого берут калибратор, с усилием вгоняя его в трубу и проворачивая, выравнивают геометрию, заодно выпрямляя «задавленные» внутрь края. После этого можно приступать к монтажу металлопластиковых труб и установке фитингов.
Как выровнять кусок металлопластиковой трубы
Как уже говорили, этот вид труб идет в бухтах, то есть они скручены. Отрезав кусок, руками вы его немного распрямите, но как добиться идеальной ровности. Это важно, если монтаж трубопровода открытый. Рецепт прост:
- Находите ровную доску или кусок ДСП, фанеры и т.д.
- Выравниваемый отрезок заворачиваете в мягкую ткань (можно в старое махровое полотенце).
- На доске выкатываете, ровняя.
 Обычно при разводке водопровода местами трассу приходится выгибать, местами укладывать прямые участки
Обычно при разводке водопровода местами трассу приходится выгибать, местами укладывать прямые участки
После того, как отрезок станет ровным, можно калибровать его края.
Монтаж металлопластиковых труб при помощи компрессионных фитингов
Компрессионные фитинги состоят из нескольких частей. Основа — литой корпус с резьбой. Также имеется обжимное кольцо, которое фиксирует кусок трубы на фитинге и накидная гайка, которая зажимает соединение. Важная деталь — уплотнительное кольца, которое обеспечивает герметичность.
Такой способ монтажа хорош тем, что не нужно никакое специальное оборудование. Второй плюс — соединение разборное и при необходимости можно фитинг заменить. Если он вышел из строя или возникла необходимости изменения конфигурации трубопровода. И это очень удобно.
Но есть и недостаток: время от времени на резьбе возникает течь. Устраняется все просто — подтяжкой на пол-оборота. Но из-за этого все соединения должны быть доступны и замуровывать их нельзя. Также напрягает необходимость проверки — потекло-не потекло. Не всем это нравится.
 Так выглядят компрессионные фитинги
Так выглядят компрессионные фитинги
Ассортимент фитингов широк уголки, тройники, крестовины, переходники (с одного диаметра на другой). И все это с разными углами, в разных диаметрах.
Монтаж металлопластиковых труб на компрессионных фитингах начинается с того, что снимается накидная гайка и обжимное кольцо, проверяется наличие уплотнительной резинки. После этого собственно и начинается сборка:
- Гайка и кольцо надеваются на трубу.
- Отрезок натягивается на фитинг до упора. Упор обозначается специальным небольшим выступом-буртиком.
- Кольцо натягивается тоже до упора на фитинг.
 Перед затягивание гайки
Перед затягивание гайки
На этом все, процесс монтажа компрессионного (винтового, резьбового) фитинга закончен. Есть только один нюанс: если в систему заливать будете антифриз, сразу прокладки меняйте. Те, которые идут в комплекте потекут с незамерзайками очень быстро. Ставьте паронитовые или тефлоновые. Только они могут обеспечить герметичность. А вообще, для систем с антифризом лучше использовать пресс-фитинги. Они точно не текут (если правильно обжаты).
Установка обжимных (пресс или пуш) фитингов на МП-трубы
Монтаж металлопластиковых труб с помощью обжимных фитингов требует наличия специальных клещей. Они есть ручные, есть электрические. Любые снабжены набором накладок под разные диаметры. Ручные, естественно, стоят дешевле. Это оборудование не обязательно покупать — понадобится оно только раз. Намного выгоднее взять в аренду.
Состоит пресс-фитинг из двух частей — собственно корпуса и обжимной гильзы. Перед тем как соединить металлопластиковые трубы, проводят подготовку среза. Она такая же как при использовании компрессионных фитингов, но фаску снимают только изнутри. Далее порядок действий такой:
- На трубу надевают гильзу.
- На фитинг устанавливают прокладку для предотвращения электрохимической коррозии.
- Тубу надевают на фитинг — до упора. На корпусе фитинга есть отверстие, в котором должно быть видно край трубы.
- Берут клещи, в которых установлены подходящие накладки (нужного диаметра). Клещи устанавливают вплотную к краю фитинга, соединив ручки пресса вместе обжимают деталь. В результате на гильзе должны быть явно видны две вогнутые полосы. Их глубина должна быть одинаковой. После обжима фитинги могут вращаться вокруг трубы.
На этом все, монтаж металлопластиковых труб с помощью пресс фитинга закончен. Подобный стык выдерживает давление до 10 атм, чего достаточно для большинства систем. Не подходит только для систем отопления домов с этажность. больше 16. У них давление в системе может быть больше.
Как согнуть металлопластиковую трубу
Часто монтаже металлопластиковых труб возникает необходимость изогнуть трубу. Сделать это можно руками или с помощью пружины. Проще и быстрее работать с пружиной, но ее надо купить (стоит недорого). Пружина вставляется внутрь трубы и сгибается в требуемом направлении. Труба повторяет изгиб, пружина вынимается. Гнуть металлопластиковые трубы с пружиной просто — больших усилий не требуется, действия легко контролируются, есть возможность откорректировать результат.
Чем хорош данный способ — вы не сможете пережать стенки, что случается при приложении излишних усилиях в ручном способе. Также не получиться сделать более крутой изгиб (с радиусом меньше минимального) и сжать стенки на сгибе, заузив проходное сечение.
 Пружина для гибки металлопластиковых труб
Пружина для гибки металлопластиковых труб
Руками гнуть МП-трубы надо постепенно. Беретесь руками с двух сторон от места сгиба (на одинаковом расстоянии от центра будущей дуги), большие пальцы снизу подпирают трубу. В таком положении начинаете края опускать вниз, одновременно большими пальцами давите наверх.
 Ручная гибка металлопластиковых труб
Ручная гибка металлопластиковых труб
При таком способе иногда от чрезмерных усилий труба теряет свою геометрию. Это негативно сказывается на ее пропускной способности. Такие участки ставить в водопровод или отопление нельзя. Чтобы избежать таких ситуаций, место сгиба нагревают. Делать это можно только при помощи строительного фена. Использовать открытый огонь нельзя. Разогретый пластик согнуть просто. При этом он не сдавливается (главное — не переусердствуйте).
 Способы гибки МП труб
Способы гибки МП труб
Еще один способ избежать деформации — насыпать внутрь песок. Он не даст стенкам сжиматься.
Как крепить к стенам
При открытой прокладке трубопровода, его требуется каким-то образом фиксировать на стенах. Обычно для этого используются специальные пластиковые клипсы. Они есть одинарные — для прокладки одной нитки трубопровода. Обычно используются при разводке водопровода. Есть сдвоенные — чаще всего их устанавливают на отопление — подача и обратка в двухтрубных системах идут параллельно.
 Клипсы для монтажа металлопластиковых труб на стену
Клипсы для монтажа металлопластиковых труб на стену
Эти клипсы устанавливают через каждый метр (можно чаще). Под каждую сверлится в стене отверстие, вставляется дюбель требуемого типа (подбирается в зависимости от типа материала, из которого сделаны стены). Большой нагрузки не предвидится, но намного привлекательнее смотрится водопровод и отопление, если все выложено ровно, как по линеечке.
Нестандартные соединения: с металлическими трубами, переход на другой диаметр
При замене водопровода или отопления часто приходится соединять металл и металлопластик. Чаще всего это происходит на отводе от стояка. В этом случае металлическая труба обрезается на некотором расстоянии — в 3-5 см, на ней нарезается резьба. Далее на резьбу накручивается фитинг с накидной гайкой (цангой) или внутренней резьбой. Далее монтаж металлопластиковых труб идет по обычной технологии.
 Некоторые виды фитингов, которые можно использовать при переходе с металла на металлопластик
Некоторые виды фитингов, которые можно использовать при переходе с металла на металлопластик
Подбирается фитинг по диаметру металлической трубы, а резьба на переходнике должна быть внутренней — на трубе нарезается наружная. Это соединение требует уплотнения. Подматывают льном и подмазывают упаковочной пастой или просто используют фум-ленту.
Соединение двух труб разного диаметра происходит точно также. Только требуется соответствующий фитинг-переходник с гайками/ниппелями подходящего диаметра.
Пример разводки системы водоснабжения
Сначала рисуем план разводки водопровода. Сделать это можно на листе бумаги, обозначив необходимые фитинги. Обратите внимание, что под установку кранов необходима установка фитинга с резьбой на конце. Краны нужны на отводах к бытовой технике и к сантехническим приборам, к радиаторам отопления. Это дает возможность отключать приборы не перекрывая всю систему целиком. Тип резьбы и ее размер подбираете в зависимости от вида используемого крана.
 Пример системы водоснабжения на металлопластиковых трубах
Пример системы водоснабжения на металлопластиковых трубах
Также переходные фитинги нужны до и после счетчика (воды или отопления зависит от типа системы). Нарисовав подробный план, проставляете размеры на всех участках. По данному чертежу считаете, сколько и чего вам надо. Фитинги можно закупать строго по списку, а трубы желательно взять с некоторым запасом. Во-первых вы могли ошибиться при измерении, во-вторых, при отсутствии опыта можно какой-то кусок испортить — отрезать меньше, чем требуется или неправильно обжать, и т.п.
Договоритесь о возможности обмена
При покупке всего необходимого договоритесь с продавцом о том, что при необходимости вы сможете поменять/вернуть некоторые фитинги. С ними часто ошибаются даже профессионалы, а уж тот, кто решился делать разводку системы водопровода или отопления из металлопластика своими руками и подавно. Остатки трубы никто у вас обратно не примет, а фитинги — запросто. Но для гарантии сохраняете чек.
 Иногда удобнее использовать коллекторы. Они позволяют параллельно подключить несколько потребителей. Бывают коллекторы для водопровода и для отопления (при разводке теплого пола)
Иногда удобнее использовать коллекторы. Они позволяют параллельно подключить несколько потребителей. Бывают коллекторы для водопровода и для отопления (при разводке теплого пола)
Когда и как начинать работу
Придя домой, разложите фитинги, приступайте: монтаж металлопластиковых труб летом можно делать сразу, зимой надо выждать некоторое время (часов 12), пока все элементы не нагреются до комнатной температуры. Отрезать за раз желательно один отрезок трубы нужной длины. Это чуть дольше, но так точно не запутаетесь. Далее действия в зависимости от выбранного типа фитингов.
 Разводка отопления металлопластиковыми трубами делается только на пресс-фитингах
Разводка отопления металлопластиковыми трубами делается только на пресс-фитингах
После завершения монтажа металлопластиковых труб, трубопровод проверяют. Если это водопровод, достаточно открыть кран на входе. Делать это надо постепенно и плавно. Система сразу начнет заполняться водой. Если ничего нигде не потекло — вы все сделали верно. Если какие-то соединения потекли, их надо или переделать — если использовались пресс-фитинги, или подтянуть — если сборка была на обжимных соединителях.
Если из металлопластиковых труб собиралась система отопления, перед пуском ее надо опрессовать — испытать повышенным давлением, закачав в систему холодную воду. Если испытание прошло успешно, можно делать пробный запуск отопления.
Видео по теме
Еще раз о том, как правильно проводить монтаж металлопластиковых труб объяснят специалисты Valtek (Валтек), продукция которой считается одной из лучших на этом рынке.
Пресс-фитинги. Все о пресс-соединениях. Преимущества и недостатки
Пресс-соединения в виде пресс-фитингов являются одними из самых популярных способов соединения современных труб. Чаще всего применяются при монтаже металлопластиковых труб. Давайте разберем, чем так хороши данные соединения и почему вам стоит внимательно к ним присмотреться.
Что из себя представляет
Пресс-фитинг – специальное приспособление, служащее неразъемным соединителем металлопластиковых труб, либо конструкций системы с элементами из металла. С помощью таких конструкций возможен быстрый и прочный монтаж системы с применением металлопластиковых труб, состоящих из сшитого полиэтилена, с трубопроводами, смесителями и отопительными приборами.
Подобные пресс-соединения производятся из нержавеющей стали, или же латуни – материала, который возможно деформировать при обжатии, но который, при этом, достаточно прочен по своей структуре для применения в подобных конструкциях.
В зависимости от вида соединений металлопластиковых конструкций, выделяют два основных вида пресс-фитингов:
- Обжимные. Используются для укрепления разъемного вида соединений коммуникаций из металлопластика. В этом случае у пресс-фитинга имеется накидная гайка, которая служит прессом. Такой вид деталей ещё называется компрессионным.
- Надвижные. Используются для укрепления неразъемных соединений. У таких деталей нет резьбы, а вместо гайки прессом служит гильза. В результате установки на гильзу оказывается деформационное воздействие. В последующем она больше не обретает свою изначальную форму.

Спросом на рынке пользуются также пресс-фитинги из алюминия, но они непригодны для соединения металлопластиковых изделий ввиду того, что алюминиевые детали слишком мягки для того, чтобы обжимать трубу с достаточной силой.
Преимущества и недостатки
Пресс-фитинги уже зарекомендовали себя как надежные и прочные закрепители металлопластиковых конструкций.
Рассмотрим другие положительные стороны использования пресс-фитингов:
- Работа системы не нуждается в контроле и дополнительном обслуживании. Можно устанавливать скрытый трубопровод, либо же вовсе заливать систему цементом.
- При колебаниях температур не возникает эффекта расширения труб. Благодаря этому, пресс-фитинги можно использовать для труб, подающих горячую воду.
- Быстрый монтаж. Для того, чтобы установить такую систему, достаточно вооружиться специальными пресс-клещами. Особых навыков для установки не потребуется.
- Нет необходимости в большом количестве арматуры. Прокладка трубопровода упрощается. Расход на материалы – уменьшается.
Помимо достоинств, однако, выделяют и некоторые недостатки пресс-фитингов:
- «Одноразовость» системы. Такую конструкцию невозможно рассоединить. Если во время установки пресс-фитинг запрессован неправильно, единственное, что придется сделать – отсоединить его и выбросить.
- Латунные изделия имеют свойство со временем покрываться малоприятной для глаза патиной и темнеть. Впрочем, пользователи советуют покрыть такую конструкцию никелем или хромом для придания декоративности.
- Пресс-соединения из латуни рассчитаны в своей работе на давление в 16 атмосфер. Но в городских квартирах давление преимущественно варьируется в пределах 2-3 атмосфер.
Сравнение с другими способами соединения
Существуют несколько основных видов фитингов:
- Радиальный и аксиальный пресс-фитинги, использующиеся преимущественно профессиональными монтажерами;
- Пуш-фитинги, которые можно применять и самостоятельно, без специальной подготовки;
- Обжимные – «ручные» – фитинги.
Для того, чтобы правильно выбрать соединительный инструмент, учитываются следующие параметры: каково назначение фитинга (что и на каком участке он будет соединять), цена, опытность в установке.
Пресс-фитинги (радиальный и аксиальный) продаются, как правило, по разумной цене, имеют высокую степень прочности, но требуют наличия некоторого опыта в установке. Пуш-фитинги наиболее эффективны при необходимости большого количества соединений. Их достаточно просто монтировать даже неопытным новичкам. Но, с другой стороны, такие фитинги часто используются опытными монтажниками при необходимости завершить крупный объект в сжатые сроки.
Обжимный фитинги идеально подходят для подсоединения к радиаторам и прочему инженерному оборудованию. Их используют в своей работе как профессионалы, так и неопытные монтажники.
На что обращать внимание при выборе
Надежность конструкции из металлопластиковых труб зависит от того, насколько качественными окажутся приобретенные инструменты. Для этого к выбору пресс-фитингов необходимо тщательно. Рекомендовано обратить внимание на следующие важнейшие детали пресс-соединений:
- Маркировки на корпусе. Компаний, производящие качественные детали, используют и дорогостоящие пресс-формы для маркировок. Первым сигналом для покупателя является четкость символов на упаковке изделия.
- Масса детали. Она должна весить «прилично». Латунь, из которой выполнены фитинги, имеет впечатляющий вес. Поэтому если кажется, что деталь «как пушинка», ее не стоит приобретать.
- Внешний вид. Надежное соединение способны создать только прочные сами по себе детали. Поэтому если фитинг будет слит из тонкого алюминия, качество соединения будет крайне низким.
- Цена. Не стоит приобретать изделие в непроверенных местах только потому, что оно намного дешевле остальных. Скорее всего, это подделка.
Обжим пресс-фитингов. Как правильно делать
Пресс-фитинги отличны внешним видом и конструкцией. Но неизменной остается часть, помещающаяся в процессе работы в полость трубы. Обжимное кольцо, которое эту трубу скрепляет, также неотъемлемая часть фитингов.
Благодаря обжиму и получается добиться эффекта герметичности без использования дополнительных деталей скрепления.
Для того, чтобы соединение металлопластиковых труб получилось максимально эффективным, необходимо выполнять конкретные шаги:
- Подготовить трубы к соединению. Специальными кусачками отрезается необходимая длина. Выполняется этот элемент жестким надавливанием при небольшом повороте трубы до того момента, пока она не будет аккуратно надрезана.
- Калибровать трубы. Специальный калибратор сделает так, чтобы в процессе монтажа и резки труба не становилась овальной (как это обычно и бывает). Торцы трубы делают округлыми с помощью вращательных движений, предварительно вставив калибратор во внутреннюю полость.
- Обжимная муфта. Она почти всегда представлена в виде широкой шайбы.
- Штуцер тоже необходимо вставлять в трубу. Внутри уже должны находиться уплотнительное кольцо, а также специальные, служащие закрепителем, прокладки.
- После всех подготовительных работ можно приступать к обжиму. Он выполняется специальным механическим, либо электрическим прессом для обжима. В домашних условиях всё чаще используются механические пресс-клещи.
- При разведенных в стороны на 180 градусах рукоятях пресс-клещей вставляются втулки в раскрытую обжимную головку.
- Втулки подбираются для каждой работы индивидуально, согласно диаметру трубы.
- Далее необходимо расположить инструмент поверх муфты и соединить рукояти. Так проводится обжим и соединение штуцера и пластиковой трубы.
- Убрать пресс-клещи для перехода к следующему участку можно вновь расставив в стороны его рукояти.
Соединенные таким методом трубы становятся прочными и герметичными. Считается универсальным для использования как в домашних условиях самостоятельно, так и для крупных объектов, монтируемых профессионалами.
Инструмент для пресс фитингов
Разновидностей инструментов и фирм, реализующих их для установки соединительных металлопластиковых конструкций сейчас более чем предостаточно. Все они разные, но призваны служить для прочности и справляются со своей задачей.
-
Обычные ручные клещи для домашнего использования по своему внешнему виду больше схожи с плоскогубцами. Однако, они тяжелее, более сложно сконструированы и больше по размеру. С одной стороны такой инструмент имеет место для специальных съемных насадок, с другой – лопасть для установки фитинга.

Ручные клещи для металлопластиковых труб

Гидравлические пресс соединения
При выборе клещей для работы важно учесть несколько факторов. Одним из таких может стать покупка инструмента с дополнительным набором насадок. Это позволит соединять металлопровод с разным диаметром просто, без лишних затрат времени.
Основные марки
На рынке пресс-фитингов можно выделить некоторые марки-лидеры.
- VALTEC – наиболее популярный вариант, пользующийся спрососм в нашем регионе,
- REHAU – чья ценовая политика полностью оправдывает качество,
- Tiemme – итальянская фабрика, производящая огромное количество установочных систем,
- COMAP (Франция),
Эти пресс-фитинги хоть и стоят дороже, но качественно не разочаруют своего покупателя никогда. Также необходимо обратить внимание на пресс-фитинги марок OVENTROP, ALTSTREAM (Россия), Henco (Бельгия), UPONOR (Финляндия).
Как сделать обжим металлопластиковых труб – технологии и способы
Соединением труб очень часто приходится заниматься при сборке или ремонте водной и отопительной системы. Когда в этих сферах использовались исключительно металлические трубные изделия, популярностью пользовались резьбовые соединения.

С их помощью решалась основная часть возникающих проблем. Но развивающаяся химическая промышленность сделала новое открытие, и все чаще стали использоваться трубы из металлопластика, которые невозможно прочно и герметично соединить с помощью резьбы. Решением проблемы стала технология обжима металлопластиковых труб, в результате которой трубы соединяются посредством специальных фитингов. Описание процесса и его особенности следует изучить более подробно.
Принцип технологии обжима
Как уже говорилось выше, соединение металлопластиковых трубных изделий в большинстве случаев выполняется с помощью специальных соединительных элементов, фитингов.
Эти детали могут конструктивно отличаться друг от друга, но всегда имеют главную часть, которая вставляется в полость трубы, и обжимное кольцо (гильзу), которое надевается поверх трубы и непосредственно обжимает ее.

Использование обжимного фитинга позволяет получить надежный и герметичный стык, который не требует никаких специальных уплотнительных деталей. Соединение осуществляется без помощи сложных технических приспособлений, поэтому решить вопрос, как обжимать металлопластиковые трубы, можно самостоятельно, при этом сэкономив некоторые средства и сократив время на его выполнение поставленной задачи.
Последовательность обжима металлопластиковых труб
Соединение трубных изделий из металлопластика с использованием метода обжима требует внимательного и аккуратного выполнения всех действий, а также соблюдения техники безопасности.
- Вначале готовят трубы к соединению. Для этого отмеряют нужную длину и отрезают с помощью специальных кусачек. Чтобы выполнить рез этим инструментом, нужно развести рукоятки в стороны на максимальное расстояние, а затем сдавливающими движениями сделать рез трубы. После этого изделие немного поворачивают и делают еще один надрез. Действия повторяются до тех пор, пока труба не будет полностью отрезана.
- Затем проводят калибровку трубы. Это сделать необходимо вследствие того, что в процессе резки изделие принимает форму овала. Устранить этот дефект можно посредством специального калибратора (подробнее: “Как использовать калибратор для металлопластиковых труб с фаскоснимателем – правила и особенности”). Приспособление вставляют в полость трубы и, выполняя вращательные движения, выравнивают торцы трубы, придавая им круглую форму. Одновременно с трубы снимается фаска. Такие действия упрощают вхождение соединительного штуцера в полость трубы и предотвращают повреждение резиновых уплотнителей.
- Далее на трубу надевают обжимную муфту, которая выполнена в виде широкой шайбы и является одной из комплектующих деталей.
- Теперь в трубу вставляют штуцер, который является основной частью соединительного элемента. Перед его установкой необходимо проверить наличие всех резиновых прокладок и уплотнительного кольца. Последний элемент необходим не только для уплотнения, но и предотвращения контакта между металлическим штуцером и металлической сеткой трубы, в результате которого могут образоваться очаги коррозии.
- После полной подготовки места соединения можно переходить к выполнению процесса обжима. Работа выполняется посредством специального пресса для обжима металлопластиковых труб, который может быть электрического или механического типа. Электрическим инструментом пользуются только мастера специализированных организаций. В бытовых условиях рекомендуется использовать более распространенный инструмент – механические пресс-клещи (прочитайте: “Какие пресс клещи для металлопластиковых труб лучше использовать – виды и преимущества”). Обжим выполняется следующим образом: рукоятки инструмента разводят в стороны до 180 0 , раскрывают обжимную головку и вставляют в нее специальные втулки, которые подбираются в соответствии с диаметром трубы. Далее инструмент располагают поверх муфты и, соединяя рукоятки, проводят ее обжим пластиковых труб и штуцера. Чтобы снять и убрать клещи, достаточно вновь развести рукоятки в стороны.

Соединение, полученное в результате выполненных действий, отличается прочностью и герметичностью. Этот простой метод вполне можно назвать универсальным, с его помощью можно соединять трубы, которые должны быть скрытыми и не иметь выступов. Фитинги для соединений аналогичного типа имеют различные формы и конфигурации, поэтому помогают решать большой круг проблем.
Пресс-фитинги надвижного типа
Соединение металлопластиковых труб выполняется не только элементами обжимного типа. Довольно часто для этой цели используется еще один тип обжимки для металлопластиковых труб – надвижные пресс-фитинги, с помощью которых получается более герметичное соединение (прочитайте также: “Как использовать пресс фитинги для металлопластиковых труб и какой инструмент понадобится”). Это особенно важно в тех случаях, когда предполагается эксплуатация трубы под высоким давлением.
В целом процесс выполняется по аналогичной схеме, что и при обжимной технологии, но имеются некоторые нюансы:
- Для начала также необходимо отмерить и отрезать трубу (прочитайте: “Как ровно отрезать трубу – инструменты и способы отрезания”).
- На нее надевают муфту обжимную для металлопластиковых труб.
- Далее выполняют обработку торцов и с помощью эспандера. Этот инструмент расширяет торцевые участки трубного изделия, делая их похожими на раструб.
- В полость трубы вставляют штуцер.
- Затем посредством специального гидравлического пресса к месту соединения двигают соединительную муфту. В результате этих действий уже получается плотный стык.
- Чтобы окончательно закрепить соединение пользуются прессом для обжима металлопластиковых труб, с помощью которого достигается максимальная прочность и герметичность соединения.

Соединительные элементы для осуществления такого способа также представлены в большом разнообразии. Специализированные магазины предлагают различные модели и конфигурации фитингов. Однако для каждого типа трубных изделий производители рекомендуют подбирать соединительные фитинги в индивидуальном порядке.
Преимущество перечисленных способов соединения труб из металлопластика обусловлено простотой технологического процесса и получением в конечном итоге герметичного, прочного и надежного соединения, которое может эксплуатироваться долгое время. Но нельзя забывать и о недостатках этих методов.
Основной минус – необходимость использования для обжима фитингов металлопластиковых труб специальных инструментов, которые не всегда могут быть под руками. Решить проблему в этом случае помогает аренда инструмента, кстати, такую услугу предлагают многие специализированные предприятия. Все остальные аргументы характеризуют соединение труб методом обжима и пресс-фитингов только с положительной стороны.
Технология монтажа медного трубопровода своими руками (видео)
Опубликовано Артём в 29.03.2019 29.03.2019
Медные трубы являются наиболее приемлемым вариантом организации сети водоснабжения. Наличие разнообразных примесей в воде не влияет на структуру таких изделий. Благодаря своим свойствам они могут активно использоваться в системах отопления, кондиционирования и передачи газов. Соединение труб при монтаже производится обжимными фитингами или посредством пайки.

Монтаж медных труб можно производить при помощи обжимного фитинга
Способы монтажа медных труб
Существуют два распространенных способа соединения медных труб в единую систему:
- пайка (или сварка для труб большого диаметра);
- резьбовое соединение с использованием обжимного кольца.
Что касается резьбового соединения, то оно настолько элементарно в исполнении, что справиться с ним может даже человек, не имеющий никакого опыта монтажа медных труб. Также не потребуется и специальных инструментов – монтаж выполняется с помощью простых гаечных ключей. Главное в этом случае – правильно выбрать диаметр фитинга, чтобы он соответствовал диаметру труб. А характерной чертой такого соединения является то, что оно разъемное, то есть его можно будет в случае необходимости легко разобрать (например, при демонтаже трубопровода или его ремонте).

Обратите внимание! Данный тип соединений нуждается в регулярной проверке и контроле герметичности. Дело в том, что перепады температуры или напора воды в системе могут вызывать ослабление резьбового узла, поэтому его придется периодически подтягивать. В том случае, если узел подвергается ремонту, обжимное кольцо следует обязательно заменить на новое.
Пайка (сварка) является неразъемным соединением труб, такой узел не нуждается в обслуживании, поэтому считается более надежным. Но для выполнения пайки медных труб необходимо иметь достаточный опыт такой работы.
Главные преимущества и сферы использования медного трубопровода
Медные трубы имеют рабочую температуру от -200 до +250 градусов, а также низкое линейное расширение, что позволяет успешно применять их для таких систем:
- Отопления;
- Водопровода;
- Кондиционирования;
- Транспортировки газа;
- Получения альтернативной энергии, например, гелиосистем.

При установке медных трубопроводов для подачи холодной и горячей воды, можно не беспокоиться о зарастании или заиливании внутреннего сечения. Также они не разрушаются под воздействием хлора, который в большой концентрации добавляется в водопроводную воду. Наоборот, хлор создает на внутренней стенке трубопроводов тончайший защитный слой, что значительно продлевает срок эксплуатации магистралей. В свою очередь, незначительное количество меди выделяется в воду для питья, что благотворно влияет на здоровье человека.
Сборка трубопровода при помощи фитингов
Соединение медных труб при помощи фитингов производится исключительно в местах, доступных для проведения контроля. Это правило обуславливается тем, что соединение получается не полностью герметичным и с течением времени могут образовываться протечки.
Преимуществом резьбового соединения является то, что в случае необходимости можно произвести ремонт без дополнительных усилий, так как полученное соединение получается разъемным.
Инструменты и материалы
Для сборки трубопровода потребуются следующие материалы и инструмент:
- медные трубы подходящего диаметра;
- соединительные обжимные или пресс-фитинги;

Специальные устройства для сборки трубопровода
Виды и количество фитингов подбирается в соответствии со схемой трубопровода.
- труборез или ножовка по металлу;
- трубогиб для медных труб. Устройство используется для организации трубопровода с меньшим количеством соединений, что повышает прочность системы;
- напильник для обработки труб после резки (перед соединением). Дополнительно можно использовать мелкую наждачную бумагу;
- ФУМ-лента для герметизации резьбы. Кроме ФУМ-ленты можно также использовать льняную нить, нить Тангит Унилок или любой иной герметизирующий материал;
- гаечный ключ.
Инструкция по сборке
Сборка медного трубопровода своими руками при помощи фитингов производится следующим способом:
- нарезка труб для трубопровода. Длина каждой трубы должна полностью соответствовать составленной в процессе разработки системы схеме;
- удаление изоляционного слоя. Если для обустраиваемой системы трубопровода какого-либо назначения используются трубы с изоляцией, то для прочного соединения утепляющий слой удаляется. Для этого ножом прорезается нужный участок и производится зачистка трубы;
- обрезанный край обрабатывается напильником, наждачной бумагой до получения ровной поверхности. Если на конце трубы останутся заусенцы, выбоины или иные неровности, то соединение получится менее герметичным;

Зачистка трубы перед соединением с фитингом
- при необходимости производится гибка труб;
- на подготовленную трубу надевается накидная гайка и обжимное кольцо;

Установка элементов фитинга для соединения
- труба соединяется с фитингом. Первоначально затяжка производится руками, а затем гаечным ключом. В процессе затяжки обжимное кольцо полностью герметизирует соединение, что исключает необходимость применения дополнительных герметиков. Однако при соединении медной трубы с трубой или фитингом, изготовленным из иного материала, требуется дополнительная герметизация ФУМ-лентой.

Важно не перетянуть резьбу, так как мягкая медь легко деформируется.
Материалы для монтажа медных труб
Чтобы подсчитать точное количество необходимых материалов, потребуется предварительно спроектировать трубопровод из медных труб. Как правило, составление схемы прокладки и разводки труб – это и есть первый этап монтажа любой коммуникационной системы. Чем более точной она будет, тем легче можно будет посчитать, сколько материалов придется закупить. Итак, для монтажа медного трубопровода вам потребуются:
- трубы – их следует покупать с небольшим запасом, так как какое-то количество сантиметров будет «уходить» при резке и выполнении соединений;
- фитинги – выбор конкретного вида зависит от способа монтажа и схемы системы. Если планируется монтировать трубопровод из медных труб с помощью пайки, то и фитинги надо покупать соответствующие, а если вы хотите собрать систему с помощью резьбовых соединений, то потребуются фитинги с обжимными кольцами. Все повороты и разветвления системы также выполняются с их помощью: разнообразных тройников, поворотников, угольников и переходников с одного диаметра трубы на другой;

- фум-лента для герметизации соединений на резьбе;
- флюс и припой для пайки меди.
Цель и предназначение теплоизоляции
Теплоизоляция медных труб представляет собой вспененный материал, предназначенный для систем холодного и горячего водоснабжения, отопления, а также кондиционирования.
Теплоизоляция изготавливается из стойкого к агрессивной среде материала, что не боится механических нагрузок, имеет длительный срок эксплуатации и при этом доступную стоимость. Главные задачи, которые выполняет теплоизоляция, таковы:
- Снижение потери тепла;
- Снижение уровня шума.

Теплоизоляция для медных труб
Теплоизоляция отличается по способу теплопередачи и может быть:
- Жесткая;
- Гибкая;
- Сыпучая.
По варианту размещения на магистралях, теплоизоляция бывает:
- Внутренняя;
- Наружная.
Самый популярный материал для теплоизоляции, который применяется, в том числе для системы отопления – это вспененный полиэтилен. Полиэтилен изготавливается в виде оболочек для труб, которые легко принимают ее форму. Стоимость такой изоляции копеечная, а уменьшение теплопотерь довольно существенное. Благодаря теплоизоляции можно сделать дом теплым и уютным в любое время года.
Сборка медного трубопровода методом пайки
Наибольшей герметичности можно достичь, если соединять трубы методом пайки. При выполнении работы необходимо четко соблюдать рекомендуемые правила безопасности.
Инструменты
Для сборки трубопровода методом пайки потребуется следующий набор материалов и инструментов:
- медные трубы, количество и диаметр которых определяется по схеме;
- труборез (в отсутствии устройства можно воспользоваться обычной ножовкой по металлу);
- трубогиб;
- металлическая щетка для подготовки трубы для пайки;
- наждачная бумага (используется в дополнение к щетке);
- труборасширитель – специальное устройство для увеличения диаметра одной из соединяемых труб;
- газовая горелка;
- фаскосниматель (устройство для удаления заусенцев после обрезки труб);
- флюс-состав, который позволяет произвести дополнительную чистку труб и способствует более равномерному распределению припоя;

Разновидности флюса для пайки
- припой – металлический сплав, которым заполняется пространство между трубами в процессе пайки.

Разновидности припоя для разных видов пайки
Флюс и припой подбираются в зависимости от вида пайки (низкотемпературной или высокотемпературной), причем флюс и припой должны максимально соответствовать друг другу.
Процесс пайки
Как соединять медные трубы методом пайки? Для получения прочного соединения рекомендуется придерживаться следующей схемы:
- нарезаются трубы. Длина каждого участка трубопровода должна соответствовать схеме, в которой указана медная разводка труб по жилому помещению;

Резка труб труборезом
- с концов труб снимается фаска. Затем участки для пайки зачищаются до достижения максимально ровной поверхности и очищаются от окислов и иных загрязнений при помощи металлической щетки;

Подготовка поверхности трубы к пайке
- для достижения максимальной герметичности паевого соединения конец одной трубы необходимо расширить на 2 мм – 3 мм;

Увеличение диаметра трубы
- место будущей пайки обрабатывается флюсом. Поскольку химический состав может негативно повлиять на кожу рук, то работа производится в защитных перчатках. Флюс в виде пасты удобнее всего наносить при помощи небольшой кисточки;

Нанесение флюса на участок трубы
- разогревается до нужной рабочей температуры горелка;
- флюс немного расплавляется;
- соединяются трубы;
- излишнее количество флюса удаляется при помощи сухой мягкой тряпки;
- производится пайка. На разогретый участок плавно наносится припой, который при нагреве расплавляется и заполняет все свободное пространство;

Заполнение припоем в процессе пайки
- на 3 – 5 минут (до полного остывания) соединение оставляется в неподвижном состоянии;
- следующий участок трубопровода присоединяется аналогичным образом.
Пайка труб производится при высокой температуре. Кроме этого нередко в ходе выполнения работы выделяются вредные вещества. Поэтому сборку трубопровода методом пайки необходимо производить в хорошо проветриваемом помещении и вдали от легковоспламеняющихся веществ или предметов.
Возможные способы монтажа медных труб подробно рассмотрены на видео.
После предварительной сборки производится прокладка медных труб согласно ранее разработанной схеме. Для крепления трубопровода можно использовать хомут, кронштейн или иные приспособления. Кроме этого прокладывать трубы можно в стенах.
Особенности монтажа трубопровода из медных труб
При монтаже трубопровода из медных труб необходимо принимать во внимание одну из главных особенностей этого материала – его пластичность.
С одной стороны, это свойство меди относят к ее достоинствам. Ведь благодаря этому она отлично переносит все температурные перепады и воздействие разного давления проходящей по трубопроводу среды. Кроме того, пластичность позволяет упростить и процедуру монтажа трубопровода, так как дает возможность легко изгибать трубы, придавая системе нужную конфигурацию и экономя место внутри помещения.
Но с другой стороны, эта же пластичность приводит к тому, что медные трубы легко деформируются. Чтобы избежать этого, необходимо исключить прогибание трубопровода. Следует позаботиться о хорошем закреплении трубопровода с помощью опор и специальных С-образных или О-образных крепежных элементов.
Шаг между креплениями зависит от диаметра трубопровода – чем он больше, тем чаще рекомендуется устанавливать неподвижные опоры. Кроме того, трубы можно крепить непосредственно к стенам с помощью специальных кронштейнов. Возможна прокладка трубопровода внутри стен – в специально выполненной штрабе. В этом случае рекомендуется использовать медные трубы в ПВХ оболочке, которая выполняет одновременно теплоизолирующую и защитную функцию, не позволяя портиться ни трубе, ни штукатурке.
Пайка медных труб
Интересное по теме:
Правила безопасности при пайке медных труб
При выполнении пайки медных труб необходимо соблюдать некоторые меры безопасности.
- Особенно осторожными следует быть при работе с припоями, содержащими кадмий и фтор. При испарении они насыщают воздух вредными веществами, поэтому необходимо позаботиться о хорошей вентиляции помещения, где производятся работы. Кроме того, в ходе работы следует использовать средства индивидуальной защиты, например, респиратор.
- Стоит позаботиться и о безопасности глаз и кожи с помощью защитных очков и перчаток.
- Работа с газовой горелкой также требует особой предосторожности. Если вы впервые столкнулись с этим оборудованием, то перед его применением следует тщательно изучить инструкцию, а в ходе работы в точности следовать изложенным в ней указаниям.
Кол-во блоков: 11 | Общее кол-во символов: 14193
Количество использованных доноров: 4
Информация по каждому донору:
Обзор фитингов для монтажа медных труб
Медные комплектующие для монтажа трубопроводов не уступают аналогам из других материалов, а по долговечности и устойчивости к температурам – даже опережают. Однако надежность и функциональность коммуникаций из меди полностью зависит от качества выполнения узлов соединения.

Где применяются медные трубы
Фитинги и трубы из высококачественной меди не уступают по техническим качествам комплектующим для трубопроводов из других популярных материалов. В отличие от сплавов на основе железа, медь совершенно не ржавеет. Кроме того, она не боится ультрафиолета, экстремально низких и высоких температур, тогда как для полимерных соединений одинаково губительны солнечный свет, мороз и сильный жар. Медные трубы мало весят, просты в транспортировке, хранении и монтаже.

Все эти положительные качества позволяют трубной продукции из меди сохранять популярность в качестве комплектующих для монтажа систем:
- горячего и холодного водоснабжения,
- кондиционирования воздуха,
- газораспределения,
- отопления.
Особенности соединительных элементов для медных труб
Так как комплектующие из меди применяют в сферах, где недопустимы даже малейшие утечки, к узлам медных трубопроводов предъявляются высокие требования. При соединении труб важно обеспечить не только максимальную надежность и герметичность, но и предотвратить химические процессы, которые негативно повлияют на состав рабочей среды и состояние трубопровода.
Для монтажа трубопровода можно использовать фасонные элементы из разных материалов:
- Медные. Это наилучший вариант – трубы и фитинги на узловых участках будут одинаково реагировать на температурные колебания, что снизит вероятность разгерметизации узлов. Кроме того, все комплектующие из меди, в том числе и соединительная арматура, делаются тонкостенными, так как медь не подвержена коррозии и не нужно при изготовлении изделий закладывать запас толщины. Чем тоньше стенки, тем легче фитинг, поэтому медная арматура – одна из самых легких, а значит, оказывает на трубопровод минимальную нагрузку.
- Стальные нержавеющие. Такие фитинги универсальны и подходят для соединения между собой медных изделий и для образования перехода между трубами из разных материалов. Однако из-за разницы в температурном расширении этих материалов может произойти разгерметизация узлов. Кроме того, нержавеющая сталь под воздействием горячей или химически агрессивной рабочей среды хоть и медленно, но разрушается.
- Латунные. Арматура из латуни, как и из нержавейки, универсальна. Латунные фитинги для соединения медных труб предпочтительнее стальных, так как ближе по температурному расширению и сроку эксплуатации.



Обратите внимание! Для сопряжения труб из меди нельзя применять фитинги из черной стали, даже если она хромирована или оцинкована. С нелегированной сталью медь вступает в реакцию, в результате которой фасонный элемент может разрушиться.
Виды фитингов
Вся соединительная арматура разделяется на несколько видов по выполняемым функциям:
- Прямые – для прямого соединения двух труб одного диаметра. Называют такие фитинги муфтами, корпус обычно имеет форму цилиндра.
- Переходные – для прямого соединения двух труб разных диаметров. Переходники, или редукторы, имеют сложную форму: два коротких разноразмерных цилиндра соединены усеченным конусом.
- Угловые, или поворотные, – для соединения одинаковых труб под углом. Такие фитинги называют отводами или уголками, угол изгиба корпуса – от 15 до 90 градусов.
- Разветвительные – для объединения двух и более потоков или разделения одного потока на несколько. Корпуса тройников имеют три патрубка, диаметры которых могут различаться. Корпуса крестовин состоят из четырех или более патрубков, соединенных под прямым углом.
- Герметизирующие – для перекрытия свободных патрубков. Эти фасонные элементы, называемые заглушками, представляют собой крышку или пробку.
Особенности разных методов соединения
Монтаж узлов на медных трубопроводах выполняется следующими способами:
- сварной – с нагревом до температуры, близкой к температуре плавления,
- капиллярный – пайка при невысокой температуре,
- резьбовый – скручивание на резьбу,
- обжимной – с применением компрессионных фитингов,
- опрессовочный – с помощью пресс-фитингов и пресс-клещей.
Обратите внимание! Сварной и капиллярный методы применимы только для соединения медных труб между собой или с медными фитингами. Резьбовые, обжимные и пресс-фитинги можно использовать не только медные, но и стальные или латунные.
Каждый из методов имеет нюансы проведения монтажных работ и особенности получаемых узлов. Сварка и пайка позволяют образовать надежные неразъемные узлы, но для их выполнения необходимо сварочное оборудование, а его применение не всегда возможно. Остальные способы можно применять для монтажа медных трубопроводов в помещениях, где проведены отделочные работы, в непосредственной близости от других коммуникаций, в том числе рядом с газовыми трубами.
Сварное соединение медных труб
Сварка трубной продукции из меди производится только встык.
Работы выполняются в следующем порядке:
- Под соединяемые элементы прокладывают асбестоцементные листы, чтобы снизить потери тепла и ускорить нагревание трубы и фитинга.
- Торцы фитинга и трубы нагревают газовой горелкой, работающей на высокой мощности.
- Стыкуют оплавленные срезы и плотно прижимают их друг к другу, избегая перекосов.
- Остывший шов проковывают, чтобы снизить зернистость образовавшегося грата.
Обратите внимание! Медь легко остывает, поэтому нагрев и соединение следует проводить максимально быстро. Если свариваются толстостенные трубы, подключают вторую горелку, которой подогревают оплавленные срезы, не давая им остыть.
Капиллярное соединение или пайка
Более популярным, чем сварка, методом монтажа медных узлов является пайка. Во-первых, этот метод не требует сильного нагревания соединяемых деталей и последующей проковки шва. Во-вторых, нет ограничений по времени работ, так как нагревать нужно не трубы и фитинги, а припой – тонкую проволоку из технической меди.
Выполняется соединение в несколько шагов:
- Вставляют трубу в раструб фитинга.
- Нагревают место соединения, нанося припой на трубу вдоль края надетого на нее раструба.
- Расплавленный припой поднимается по зазору между медными элементами, равномерно заполняя его.
- Дают образованному узлу остыть.
- После остывания очищают наружную часть соединения от остатков припоя при помощи чистящего средства. Внутренности трубопровода с этой же целью промывают водой сразу или по окончании монтажа всех узлов.
Обратите внимание! Название способа происходит от капиллярного эффекта – жидкость может преодолевать силу тяжести и двигаться вверх между двумя поверхностями при определенной дистанции между ними. Расплавленная медь является жидкостью и поэтому поднимается между стенками трубы и фитинга. Однако для этого метода необходимо, чтобы соединяемые элементы трубной сети имели раструбы, обеспечивающие необходимый зазор.
Использование резьбовых фитингов
Самым простым является соединение на резьбу, выполняемое, если нужно образовать разъемный узел. Чаще всего для этого способа применяются стальные и латунные фитинги, которые могут иметь внутреннюю или внешнюю резьбу.

Выполняется монтаж следующим образом:
- Наматывают на внешнюю резьбу фитинга или трубы ФУМ-ленту.
- Вкручивают элемент с внешней резьбой внутрь элемента, имеющего внутреннюю, вручную.
- Завинчивают фитинг до упора при помощи гаечного ключа.
Обратите внимание! Резьбовые узлы склонны к разбалтыванию в ходе эксплуатации и требуют периодического подтягивания. Поэтому их можно устанавливать только на тех участках трубопровода, которые доступны для профилактики.
Обжимные фитинги
Компрессионная арматура состоит из корпуса с внешней резьбой на штуцерах, обжимной гайки и одного или двух обжимных колец. Суть метода соединения заключается в том, что торцевую часть трубы зажимают между штуцером фитинга и обжимной гайкой. Удобен этот способ тем, что проводится без нагрева, без специальных инструментов – достаточно разводного ключа, этим же ключом при необходимости можно демонтировать узел. При этом надежность компрессионного узла гораздо выше, чем у резьбового. Обжимные фитинги производят из различных материалов, но для соединения медных труб применяются только те, у которых обжимные кольца изготовлены из меди.
Соединение выполняется в следующем порядке:
- Снимают с фитинга и надевают на трубу обжимную гайку, сдвигают ее в сторону от края.
- Поочередно выполняют эти же действия с обжимными кольцами.
- Вставляют в трубу штуцер фитинга.
- Поочередно сдвигают к корпусу фитинга кольца и навинчивают гайку.
- Затягивают обжимную гайку ключом.
Обратите внимание! Приложение избыточного усилия при затягивании обжимной гайки может привести к деформации трубы или срыву резьбы фитинга.
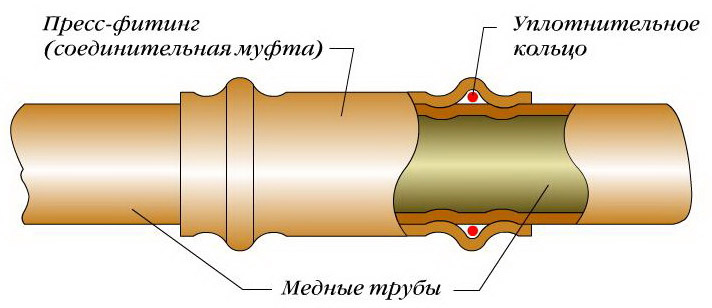
Особенности применения пресс-фитингов
Опрессовка напоминает обжимной метод соединения, но для выполнения опрессовочного узла необходим пресс-фитинг и пресс-клещи.
Фитинг для опрессовки состоит из корпуса с гладким или ребристым штуцером, фиксирующего кольца и пресс-кольца.
Порядок монтажа узла:
- Надевают на трубу пресс-кольцо и фиксирующее кольцо, сдвигают их в сторону от среза.
- Устанавливают штуцер в трубу.
- Сдвигают поочередно кольца к корпусу фитинга.
- Затягивают пресс-кольцо пресс-клещами.
Получаемое соединение является неразборным и по надежности не уступает сварному и капиллярному.
Медные трубы: механические способы соединений без применения пайки
Главная страница » Медные трубы: механические способы соединений без применения пайки

Несмотря на частое использование технологии пайки для соединений, медная труба нередко соединяется с фитингами и арматурой посредством механических способов без применения нагрева газовой горелкой. Причём, по мере технологического развития, механические способы соединений узлов медных труб становятся всё более практичными и рациональными для работы. На текущий момент соединения медных труб, фитингов и арматуры доступно выполнить несколькими опробованными механическими способами разъёмных соединений. Рассмотрим такие варианты механической сборки без нагрева более подробно.
Механические разъёмные соединения медных труб
Сантехническая и другая практика отмечается использованием целого ряда способов создания разъёмных соединений, которые по надёжности и прочности не уступают паяным. При эксплуатации водопроводных и прочих систем, где используются медные трубы, встречаются монтажные фрагменты, где пайка меди невозможна в принципе. Для таких ситуаций как раз и применимы разъёмные механические соединения:
- Конической развальцовкой.
- Накатными канавками.
- Связывающим обжимом.
- Вставкой нажимом.
Рассмотрим технологические моменты каждого способа на случай применения для строительства систем медных трубопроводов.
Способ #1: соединение конической развальцовкой
Развёрнутые по концам трубки — уширенные в сторону торца, рассматриваются приемлемой альтернативой организации соединения, когда использование пайки нежелательно, либо нецелесообразно.
Системам водоснабжения обычно присущи соединение между трубой и раструбом при подключении, например, счётчика расхода воды. Кроме того, медную трубу нередко приходится соединять с латунными фитингами раструбной посадкой концевых частей труб, развальцованных на конус под 45°.
 Подготовленное коническое механическое соединение медной трубы с фитингом под резьбовое закрепление сопрягаемых частей узла. Этот способ широко распространён на монтаже систем кондиционирования
Подготовленное коническое механическое соединение медной трубы с фитингом под резьбовое закрепление сопрягаемых частей узла. Этот способ широко распространён на монтаже систем кондиционирования
Подобного рода соединение медной трубы с фитингом (арматурой) выполняется при помощи соответствующего инструмента, посредством которого делается коническая развальцовка концевой части медной трубы. Для каждого размера трубы применяется инструмент, соответствующий наружному диаметру медной трубы и углу наклона развальцовки — обычно 45º.
Инструмент включает в набор следующие элементы:
- раздвижные металлические планки с отверстиями разных диаметров;
- ярмо, оснащённое подвижным расширяющимся конусом;
- зажимной винт раздвижных планок.
Медная трубка предварительно отрезается дисковым труборезом для получения ровного торца под прямым углом относительно оси трубы. Затем на тело медной трубы надевается гайка латунного фитинга и производится развальцовка концевой части медной трубы до полного внутреннего диаметра без остаточных внутренних заусенцев.
 Коническая развальцовка (развёртка) конечной части медной трубы при помощи специального инструментального набора под развальцовку разных диаметров медных труб
Коническая развальцовка (развёртка) конечной части медной трубы при помощи специального инструментального набора под развальцовку разных диаметров медных труб
Процедура развальцовки проста. Основные моменты:
- точно по широкой кромке раздвижного стержня выставить торец медной трубы;
- ярмо установить по контрольным боковым отверстиям точно над срезом медной трубы;
- стянуть крепёжным винтом половины зажимных металлических планок;
- винт ярма с конусом плавно вкручивать по резьбе до характерного щелчка.
Следует отметить – не все инструменты обеспечивают функцию проскальзывания при достижении полной развальцовки — дают характерный контрольный «щелчок». Поэтому следует дополнительно контролировать процесс развальцовки.
Способ #2: соединение накатными канавками (Roll Groove)
Трубопроводы, создаваемые соединением с торцевыми выточками (накатными канавками), длительное время практиковались на устройстве спринклерных (оросительных) пожарных систем. Начиная с 1925 года, этот вполне надёжный метод соединения труб используется на стальных и железных магистралях отопления, вентиляции, кондиционирования воздуха и других систем.
Между тем, аналогичный способ механического соединения накатной канавкой также доступен для медных труб диаметром от 50 до 200 мм. Комплект для создания механического соединения накатной канавкой содержит:
- муфты,
- прокладки,
- разнообразные фитинги.
Система механического соединения накатными канавками предлагает практическую альтернативу пайке медных труб большего диаметра. Соответственно, способ накатной канавки не требует дополнительного нагрева (применения открытого пламени), как в случае пайки твёрдыми или мягкими припоями.
 Накатная канавка на концевой части медной трубы – один из главных элементов способа соединения «накатными канавками». Измерением после наката определяется подходящий фитинг
Накатная канавка на концевой части медной трубы – один из главных элементов способа соединения «накатными канавками». Измерением после наката определяется подходящий фитинг
Соединение способом накатных канавок основано на свойствах пластичности меди и повышенной прочности этого металла при холодной обработке. Конструкция предполагает уплотнение зажимной системы, для чего используется прокладка синтетического эластометра (EPDM — Ethylene Propylene Diene Methylene) и специально разработанный зажим. Ряд производителей по всему миру предлагают инструменты под создание соединений накатными канавками — прокладки, зажимы, фитинги.
 Разнообразные по размерам фитинги и рабочие зажимы с прокладками используются в конструкциях соединений, выполняемых методом «накатных канавок»
Разнообразные по размерам фитинги и рабочие зажимы с прокладками используются в конструкциях соединений, выполняемых методом «накатных канавок»
Подготовка и выполнение соединения накатной канавкой
Как и для других процессов соединения меди без пайки, правильная подготовка концевой части трубы имеет первичную значимость для создания прочного, герметичного шва. Правильный выбор инструмента соединения накатными канавками под каждый тип медной трубы также очевиден. Необходимо соблюдать рекомендации производителя для обеспечения безопасной, безаварийной подготовки таких видов соединений.
Таблица допустимых давлений и температур для этого типа соединений
| Тип соединения | Диапазон давлений, кПа | Диапазон температур, ºC |
| Накатная канавка, D = 50,8 – 203,2 мм, тип K, L | 0 — 2065 | минус 35 / плюс 120 для K |
Пошаговый процесс сборки узла накатными канавками:
- Отрезать по размеру концевые части медных труб точно перпендикулярно оси.
- Удалить заусенцы после реза и снять фаску.
- Накатить канавки нужных размеров, как того требует производитель фитингов.
- Осмотреть фитинги, прокладки, зажимы, на отсутствие повреждений.
- Смазать прокладки в соответствии с рекомендациями производителя.
Перед окончательной сборкой осмотреть зажимные поверхности на чистоту, на отсутствие строительного мусора. Собрать соединение в соответствии с рекомендациями производителя.
 Практически собранный фрагмент узла методом «накатной канавки». Эластичные прокладки зажимного кронштейна перед окончательной посадкой медных труб обрабатываются небольшим количеством смазки
Практически собранный фрагмент узла методом «накатной канавки». Эластичные прокладки зажимного кронштейна перед окончательной посадкой медных труб обрабатываются небольшим количеством смазки
Затягивать окончательно зажимные гайки следует, прилагая требуемый крутящий момент в соответствии с рекомендациями производителя. После затяжки винтов следует ещё раз осмотреть область зажима, чтобы убедиться в правильной сборке узла.
Тестирование законченной системы с накатными канавками
Испытание законченной системы трубопроводов допускается выполнять методом подачи в систему давления воздуха или воды. Также не исключается гидропневматический метод, когда применяется относительно высокое испытательное давление.
Однако следует учитывать – величина испытательного давления не должна превышать максимально допустимого рабочего давления, указанного производителем системы накатных канавок.
Способ #3: соединение связывающим обжимом (Press-connect)
Соединение медной трубы и арматуры из медного сплава посредством обжимного связывающего способа является быстрым, экономичным и не требует технологии пайки. Метод соединения связывающим обжимом (Press-connect) появился в Европе в конце 1950-х годов и до сих пор успешно применяется. С конца 1990-х годов этот способ соединений распространился по всему миру.
 Структурный вид механического связывающего обжимного соединения («press-connect»), где высокая герметичность достигается за счёт использования элестомерного уплотнения
Структурный вид механического связывающего обжимного соединения («press-connect»), где высокая герметичность достигается за счёт использования элестомерного уплотнения
Практика применения связывающего обжимного соединения показывает удовлетворительные результаты. Как и в предыдущем (#2) варианте, здесь используется эффект пластичности и выраженной прочности меди при холодной обработке. Соединение связывающим обжимом предусматривает наличие:
- специального фитинга,
- эластомерной прокладки,
- инструмента обжима,
- специальных губок.
Типичные диапазоны значений давления и температуры для соединений связывающим обжимом приведены в таблице ниже:
| Тип соединения | Диапазон давлений, кПа | Диапазон температур, ºC |
| Обжимное связывающее, D = 12,7 – 101,6 мм | 0 – 1375 | минус 18 / плюс 120 |
| Обжимное связывающее под высокое давление, D = 6,35 – 31,75 мм | 0 — 4826 | Минус 32 / плюс 150 |
Пошаговое создание соединения связывающим обжимом
Медную трубу под соединение связывающим обжимом следует внимательно осмотреть на предмет наличия вмятин, глубоких царапин, грязи, масел, жира, других дефектов снаружи и внутри. Если обнаружена лёгкая овальность медной трубы в области обжима, соответствующим инструментом необходимо выправить дефект.
Шаг 1: подгон заготовки по размеру
Точно подогнать медную трубу по длине с учётом упора в основание чаши соединительного узла. Отрезать заготовку по размеру дисковым труборезом, соблюдая перпендикулярность торцевой кромки. Удалить заусенцы, снять фаску торцевой части медной трубы, чтобы исключить вероятность повреждения прокладки при вставке медной трубы в фитинг.
Шаг 2: отметка глубины вставки и подбор кулачков
РИС8 Подбор соответствующего кулачкового механизма и отметка глубины вставки концевой части в процессе применения способа связывающего обжима
Проверить фитинг под использование в узле, убедиться в целостности уплотнительной прокладки и правильном расположении. Глубину вставки концевой части медной трубы внутрь фитинга необходимо отметить на поверхности, прежде чем вставлять медную трубу внутрь фитинга. Выбрать подходящий размер прессующего кулачка, вставить в инструмент прессования.
Шаг 3: сочленение медной трубы с фитином и процесс обжима
Медную трубу следует вставить до упора внутрь фитинга, выровнять до момента наложения прижимных губок на фитинг. Поместить прижимные губки на буртик фитинга под углом 90° (перпендикулярно) относительно центральной осевой линии медной трубы. Активировать пусковой механизм прессующего инструмента.
По завершении цикла прессования ослабить зажимные губки, снять инструмент и визуально осмотреть шов, ориентируясь по ранее выставленной метке на поверхности медной трубы.
Соединения связывающим обжимом под высокое давление
Достижения в технологиях связывающих обжимных соединений и в разработках материалов для уплотнительных колец, позволяют применять соединения связывающим обжимом для систем высокого давления. Однако системы высокого давления требуют применения несколько иной конфигурации прессовых губок.
 Результат изготовления соединительного узла техникой двойного обжима на 360º
Результат изготовления соединительного узла техникой двойного обжима на 360º
Соединения связывающим обжимом для трубопроводов низкого давления, технологических трубопроводов и линий сжатых газов немедицинского назначения, используют единую стандартную шестиугольную форму прессования.
Соединение с помощью связывающих обжимов под более высокие давления требует использования специально разработанных пресс-фитингов и зажимных губок для обеспечения двойного обжима фитинга на 360°.
Способ #4: соединение вставкой нажимом (Push-connect)
Отличительная особенность способа сборки вставкой нажимом — для установки не требуется никаких дополнительных инструментов, горелок, специальных топливных газов или электроэнергии. Сборка вставкой нажимом обеспечивается встроенным эластомерным уплотнением и захватным кольцом из нержавеющей стали.
 Удобный во всех отношениях и вполне практичный для эксплуатации способ сборки узла вставкой нажимом (push-connect)
Удобный во всех отношениях и вполне практичный для эксплуатации способ сборки узла вставкой нажимом (push-connect)
Типичные диапазоны значений давления и температуры для узлов, выполненных вставкой нажимом, приведены в таблице:
| Тип сборки | Диапазон давлений, кПа | Диапазон температур, ºC |
| Вставкой нажимом, D = 12,7 – 50,8 мм | 0 – 1375 | минус 18 / плюс 120 |
Существует два распространенных типа фитингов для этого типа сборки. Оба варианта создают прочные надёжные сборки узлов. Однако если один тип фитинга для способа вставки нажимом позволяет легко снимать сборку после установки, например, для обслуживания системы, второй не поддерживает такой конфигурации. Этим моментом фитинги отличаются один от другого.
 Виды фитингов для соединений способом вставкой нажимом: слева – разборная конструкция; справа – неразборная конструкция
Виды фитингов для соединений способом вставкой нажимом: слева – разборная конструкция; справа – неразборная конструкция
Перед сборкой узла требуется выполнить все подготовительные процедуры с медной трубой, как уже было описано выше. Здесь следует уделить особое внимание очистке скошенного конца медной трубы с помощью наждачной бумаги, нейлоновой абразивной ткани или сантехнической ткани. Этими действиями обеспечивается целостность уплотнительной прокладки в момент вставки медной трубы в тело фитинга.
Сборка предполагает исполнение жёсткого толкающего, одновременно закручивающего движения, направленного в тело фитинга. Движение медной трубы внутрь фитинга выполняется до момента, пока медная труба не упрётся в заднюю часть чашки фитинга. Этот момент обычно указывает предварительно сделанная отметка глубины вставки на поверхности меди.
При помощи информации: Сooper
КРАТКИЙ БРИФИНГ
Z-Сила — публикации материалов интересных полезных для социума. Новости технологий, исследований, экспериментов мирового масштаба. Социальная мульти-тематическая информация — СМИ .




