Что такое скользящая опалубка: устройство, характеристики и виды
Можно ли построить 16-24-этажный дом за минимальное количество времени без потерь качества (безопасности) постройки? Благодаря развитию монолитной технологии строительства, можно. Для этого нужна скользящая опалубка: что это такое, где используется, как она устраивается — вот вопросы, на которые специалисты нашей компании помогут вам найти ответы.
Такая временная форма для придания жидкому бетону определенной формы и габаритов поднимается в ходе возведения монолита без прекращения процесса бетонирования. За счет этого ее эффективно использовать именно при возведении сооружений из железобетона и бетона:
- высотой свыше 10 этажей;
- с монолитными (цельнозаливными) вертикальными стенами;
- различной конфигурации (скользящую опалубку применяют в строительстве дымовых труб, резервуаров, башен, градирен и пр.);
- со стенами с минимальным числом проемов (двери, окна) и пр.;
- с вертикальными стенами постоянного сечения по всей высоте;
- с вертикальными стенами переменного сечения по высоте.
Если используется скользящая опалубка, то сроки строительства сокращаются до 5-8 раз, существенно возрастают темпы работ и снижаются трудозатраты. А это благоприятно сказывается на общей стоимости работ. Наша компания предлагает формирующие бетон подвижные конструкции ведущих производителей России и Европы: Гелиос, Peri, DoKa, Geotub, MonotechMonotube, Техноком-БМ и другие. У нас доступные цены и мгновенная поставка опалубочного оборудования на стройплощадку. Разобравшись, в каком строительстве применяют скользящую опалубку, выясним принцип работы с ней, рассмотрим ее составляющие элементы и устройство.
Основные элементы скользящей опалубки
- пара одинаковых по физико-техническим и геометрическим данным щитов. Могут изготавливаться из ламинированной (устойчивой к влаге) фанеры, листов стали или алюминия;
- домкратные стержни. Используются гидравлические, ручные и электрические варианты домкратов, которые упираются в раму и служат для «скольжения»;
- опорные балки. Согласно чертежам скользящей опалубки они размещаются по периметру снаружи и внутри конструкции, принимают (распределен равномерно) вес конструкции;
- рамы из высокопрочного металла;
- внутренний настил;
- подвесные подмостки;
- замковые системы различного типа из стали или чугуна.

Сборка перечисленных элементов формирует временную конструкцию для бетонирования вертикально стоящих монолитов толщиной 12-25 см, а горизонтально скользящая опалубка для заливки межэтажных пролетов будет включать дополнительные опорные элементы. Применение этого вида формирующих бетон систем выгодно при возведении цельнолитых частей здания. Необходимость прокладывать коммуникации и организовывать проемы вызывают трудности, поскольку эти объекты нарушают монолитность ЖБ конструкции, значит, ее эксплуатационные (требования ГОСТ и СНиП должны быть строго соблюдены) качества.
Разновидности скользящей опалубки
В современном строительстве применяется скользящая опалубка, состоящая из:
- небольших щитов, или мелкощитовая;

- крупных щитов, или крупнощитовая.


Оба вида временных конструкций эффективно применяются в высотном и малоэтажном строительстве. Если выполняется возведение зданий в скользящей опалубке из мелких щитов, то для их перемещения спецтехника не потребуется. Поэтому этот вид системы в 87% случаев выбирается для самостоятельного строительства частных домов. Крупнощитовая скользящая опалубка потребует не только применения спецтехники для перемещения щитов, то и специальных машин для распределения при заливке и утрамбовки бетонной смеси в конструкции. Обе разновидности передвижной системы могут собираться из щитов как прямых (обычные стены), так и вогнутых (башни, трубы и т.д.). также стоит учитывать, что возведение зданий в крупнощитовой опалубке существенно сокращает трудоемкость и трудозатраты строительного процесса. Ее легче демонтировать, чем мелкощитовую систему, которую считают универсальной.
Технология использования перемещаемой опалубки
При монолитном строительстве к бетону предъявляются повышенные требования качества. Поскольку подвижная опалубка предполагает непрерывное заливание раствора, то главная задача — обеспечить равномерное застывание смеси в нижних слоях. При этом стоит помнить, что верхние слои должны оставаться жидкими. Поэтому технология заливки будет следующей — следующий слой бетонного раствора заливается и утрамбовывается до момента, когда нижний слой схватится. При монолитном строительстве посредством подвижной системы придерживаются ряда правил:
- следующий слой должен быть по высоте идентичен предыдущему;
- каждый слой подлежит утрамбовке;
- бетонирование в скользящей опалубке выполняется постепенно. Заливаются слои высотой не менее 10 см, но не более 20 см, иначе технологичный процесс не будет выдержан;
- слои складываются в ярусы величиной 60-80 см в каждом по 4-8 слоев;
- амплитуда перемещения опалубочной системы должна быть равномерной, иначе ее прихватывания к жидкому бетону не избежать.

Если возводится высотное здание, можно использовать прерывное заполнение бетоном скользящей опалубки — технология в этом случае предусматривает применение специальных добавок в раствор, которые замедляют застывание.
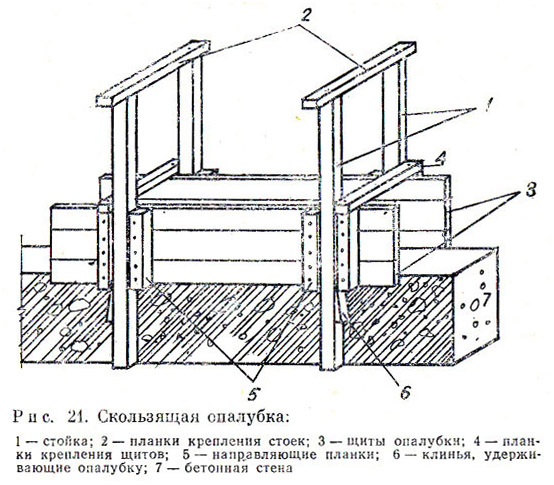
Устройство и монтаж подвижной опалубки своими руками
Мелкощитовую конструкцию для частного домостроения можно изготовить самостоятельно. Рассмотрим, как сделать скользящую опалубку для возведения на участке дома с монолитными стенами. Можно использовать:
- металлические листы или влагоустойчивую фанеру. Пиломатериалы лучше не применять. Доски дадут на поверхности монолита дефекты, которые потом нужно будет устранять;
- деревянные бруски для упора щитов. Можно применять профильные трубы;
- металлическая арматура. Применяется для стяжки противоположных щитов. Грамотное устройство скользящей опалубки требует размещения стержней в два ряда с отступом от краев щитов не менее чем на 50 мм. Расстояние между — 250-300 мм;
- саморезы для скручивания щитов друг с другом;
- металлические уголки;
- подпорки.
Если при возведении конструкции применяется подвижная опалубка, здание получается теплое и очень прочное. Секрет повышенных энергосберегающих и прочностных характеристик монолитных сооружений в отсутствии строительных швов, которые являются слабыми местами и мостиками холода. Наша компания может предложить вам большой выбор временных систем, а также помощь в их сборке и установке, демонтаже. У нас работают высококвалифицированные и опытные специалисты.
Скользящая опалубка: что это такое
В строительстве монолитных зданий применяют щитовые конструкции, которые служат формой для укладки бетона. Одна из разновидностей таких конструкций – скользящая опалубка, которая позволяет осуществлять непрерывный процесс бетонирования при возведении высотных зданий и сооружений с простой конфигурацией.

Технические характеристики
Скользящая опалубка относится к разряду подвижных конструкций, применяемых при возведении монолитных сооружений. Система состоит из следующих элементов:
- двойной ряд щитов одинаковой высоты и ширины, сохраняющих стабильное положение;
- вертикальные опалубочные балки (арматура), фиксирующие щиты с внешней и внутренней сторон;
- горизонтальные домкратные рамы с 2-4 стойками, которые держат палубу с подвесными подмостями;
- домкратные стержни, которые крепятся к арматурным выпускам, обеспечивая несущую способность опалубки;
- домкрат, который перемещает конструкцию вверх по стержням.
На строительных площадках применяются ручные, гидравлические или электрические домкраты грузоподъемностью до 10 т. Количество домкратов рассчитывается исходя из общей массы опалубочной системы и может включать до 200 одновременно работающих единиц.
Принцип работы
Технические особенности скользящей опалубки позволяют осуществлять непрерывный процесс бетонирования. Выделяют несколько этапов работ для получения бесшовного монолита:
- Сборка опалубочной конструкции. Внешние и внутренние щиты фиксируют к домкратной раме и домкратным стержням, сверху устанавливают домкрат.
- Установка опалубочной системы. Опалубку устанавливают по расчетному периметру (окружности), прочно фиксируя щиты и оснастку в промежуточных стыках.
После закрепления конструкции выполняют укладку армированного бетона с обязательным вибрационным уплотнением и оставляют, пока первый уровень бетонной смеси наберет начальную прочность. По окончании схватывания опалубка постепенно вытягивается кверху, непрерывным или циклическим движением домкратов.
Скольжение опалубки
После первоначального твердения бетона начинают подъем опалубки, которая легко скользит по пластичной поверхности частично застывшей бетонной смеси. Перемещение опалубочной конструкции происходит с помощью работы домкрата, который тянет скользящую конструкцию вверх по домкратным стержням. Скорость перемещения составляет до 30 см/ч. Постепенный подъем щитов (одномоментно с палубой) обеспечивает непрерывный цикл бетонирования во время скольжения системы.
Особенности щитовых элементов
Конструктивное решение скользящей обшивки – одновременное перемещение всех элементов конструкции на равное расстояние. Эта особенность требует применения соответствующих материалов:
- внутренняя плоскость щитовых опалубочных панелей выполняется из деревянной клепки, листовой стали или влагостойкой фанеры;
- настил палубы и подвесных подмостей собирают из древесины.
- домкратные стержни и рамы выполняют из металла, с расчетом запаса прочности при суммарной несущей нагрузке.
Для наращивания домкратных стержней и соединения рам используют резьбовое соединение.
Виды щитовых панелей
Опалубочные щиты для скользящей формы выполняют в двух типовых решениях:
- Мелкощитовые, размером до 1,2 м. Такие панели можно укрупнять с помощью укрупнительных соединений – дополнительные элементы крепят на кружала.
- Крупнощитовые опалубочные элементы. Конструкция состоит из крупноразмерных панелей, которые воспринимают нагрузки без дополнительных компонентов.
Срок службы скользящих опалубочных щитов зависит от материала, из которого изготовлена конструкция. Самый короткий срок у деревянной опалубки, но это свойство компенсируется низким количеством брака при укладке бетона.
Применение скользящей опалубки
Возможность перемещать скользящую опалубку без демонтажа щитовых элементов позволяет использовать ее для непрерывного бетонирования высотных зданий и сооружений. Выделяют несколько областей, где применение скользящей формы для монолитной укладки бетона особенно эффективно:
- жилые и общественные здания высотой 16-24 этажа (не менее 25 м);
- вспомогательные сооружения до 400 м (элеваторные башни, резервуары для воды);
- дымовые трубы котельных и промышленных объектов;
- радио- и телевизионные башни.
Скользящая опалубка значительно повышает темпы строительства, если применяется для возведения зданий с минимальным количеством сквозных проемов, переменных сечений и закладных элементов.
Использование скользящей опалубки улучшает эксплуатационные и архитектурно-планировочные характеристики здания. Бесшовные монолитные стены обладают лучшими теплотехническими свойствами и звукоизоляцией, а непрерывность процесса возведения значительно сокращает сроки строительства. Чтобы преимущества скользящей опалубки сохранялись, необходимо четко наладить поставку и укладку бетона, а также организовать непрерывную посменную работу укладчиков.
Что такое скользящая опалубка
Монолитный железобетон является одним из наиболее популярных строительных материалов. Главное его преимущество по сравнению с кирпичной или блочной кладкой — повышенная скорость и простота строительства. Единственным существенным недостатком подобной технологии, отнимающим множество времени и сил, является необходимость сооружения и регулярной переустановки опалубки. Однако данный трудоёмкий процесс может упростить так называемая «скользящая опалубка».
Виды опалубок
Сегодня в строительстве используется два основных вида опалубки для стен из монолитного железобетона:
- Несъёмная.
- Съёмная.
В основе несъёмной опалубки лежит, как правило, прочный теплоизоляционный материал — экструдированный пеноплоистирол, сэндвич-панели и т.д. После заливки бетона она не убирается, а остаётся в качестве теплоизоляционного и шумопоглощающего слоя. Ввиду ограниченной прочности, несъёмная опалубка применяется по большей части в малоэтажном строительстве — при возведении частных загородных домов или подсобных строений.
Съёмная опалубка – достаточно универсальный вариант, который может использоваться как в мало-, так и в многоэтажном строительстве. Основными преимуществами этой технологии являются:
- Функциональность и практичность. Съёмная опалубка, собранная из металлических или ламинированных щитов, может прослужить длительное время. Так, разборная конструкция из оцинкованных стальных листов рассчитана на 300 и более циклов заливки. Деревянные съёмные опалубки имеют гораздо меньшую «живучесть», но и они, при условии регулярного небольшого ремонта, могут прослужить длительное время.
- Высокая прочность и надёжность. Качественно собранная съёмная конструкция способна выдержать огромные нагрузки, достигающие порой десятки тонн бетонной заливки за один раз.
- Экономичность. Благодаря многоразовому использованию материала существенно сокращаются сметные расходы.
Область применения
Скользящую опалубку применяют в основном при возведении высотных монолитных зданий относительно небольшого периметра. Принцип работы конструкции заключается в возможности передвижения её без прерывания процесса бетонирования. После заливки бетона жёстко скреплённые щиты поднимаются вверх, на новый уровень, не дожидаясь пока произойдёт полное схватывание нижнего участка стены.
Метод скольжения позволяет обойтись без разборки конструкции и установки её на новом месте, тем самым значительно ускоряя весь процесс бетонных работ. Кроме того, скользящая опалубка позволяет создавать бесшовные монолитные конструкции, что значительно увеличивает общую прочность здания.
По своей себестоимости подобная конструкция намного дороже традиционной разборной. Однако при некоторых обстоятельствах её применение может являться более выгодным с финансовой точки зрения.
Наибольшую эффективность и экономичность данный метод показывает при следующих условиях:
- Когда застройщиком возводится несколько типовых зданий, расположенных рядом друг с другом. В этом случае скользящая опалубка может быстро перекидываться на новый объект сразу же по завершении предыдущего.
- При возведении одиночного монолитного здания, высота которого превышает 10 этажей — высотных домов, водонапорных и телевизионных башен, промышленных дымовых труб. В этом случае «скользящий метод» позволяет значительно ускорить строительство и произвести заливку больших объёмов бетона за один строительный сезон.
- При строительстве железобетонных домов упрощённой конструкции — с минимумом архитектурных деталей, металлических закладных, оконных и дверных проёмов.
Вследствие сложности монтажа скользящей системы, её массивности и высокой стоимости, использовать её при частном строительстве нецелесообразно. Среди прочих минусов данной технологии следует упомянуть:
- Зависимость от бесперебойного электропитания и беспрерывных поставок бетонного раствора. В случае вынужденных простоев экономическая эффективность строительства резко снижается.
- Сложность монтажа армирующего каркаса.
- Высокая вероятность перекосов системы, что вынуждает постоянно следить за её горизонтальным уровнем.
- Необходимость привлечения к работе строителей с более высокой квалификацией и большим опытом работы.
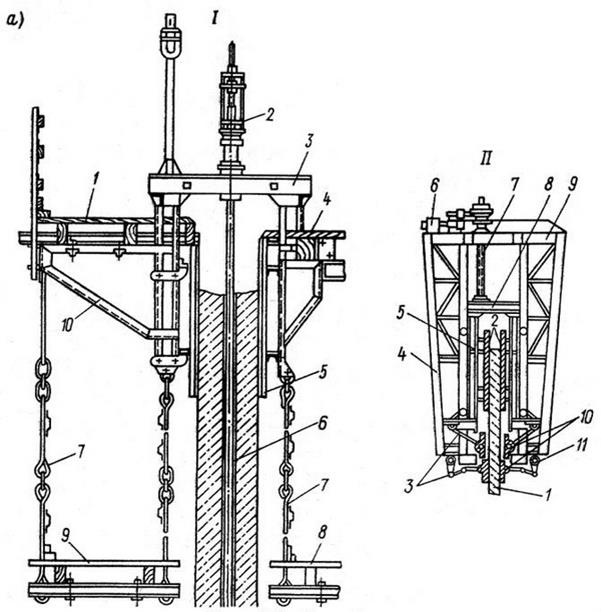
 Конструкция в разрезе
Конструкция в разрезе
Конструкция и принцип работы
Конструктивно скользящая опалубка состоит из следующих элементов:
- Два ряда ограждающих щитов: внутренний и внешний, одинаковых по своему размеру. Создают форму, в которую и происходит заливка бетонного раствора.
- Балки, закреплённые как на внутренних, так и на наружных щитах, служат для придания дополнительной прочности и жёсткости конструкции.
- Домкратные рамы опоясывают всю щитовую конструкцию по периметру в верхней её части. Служат для установки домкратов, соединённых с домкратными стержнями.
- Домкратные стержни представляют собой металлические трубы длиной до 6 и более метров при диаметре в 25 — 28 мм каждая. Служат для соединения домкрата непосредственно со стеной здания, служащей внешней опорой при подъёме конструкции. При необходимости стержни могут наращиваться резьбовым или замковым способом по аналогии со штангами буровых установок.
- Подмости и рабочий настил. Подмости подвешиваются к домкратным рамам с внешней и внутренней стороны, а рабочий настил устанавливается поверх балок и рам. Служат для размещения рабочих при заливке бетона, армировании, произведении пусконаладочных работ и т.д.
 Щиты, скреплённые балками и оборудованные подмостями
Щиты, скреплённые балками и оборудованные подмостями
В зависимости от своего размера скользящая опалубка может быть крупно- или мелкощитовой. Наиболее универсальным является мелкощитовой вариант — он более удобен при работе и может легко настраиваться для заливки зданий иных размеров. Крупнощитовые конструкции целесообразно применять при строительстве зданий в промышленных масштабах, когда нужна одновременная заливка больших объёмов бетона.
Перемещение опалубки производится при помощи домкратного оборудования, мощность которого напрямую зависит от размеров и массы конструкции. От этих же показателей также зависит количество и толщина домкратных стержней. Обычное расстояние между ними составляет от 2 до 4 м.
Домкратные стержни в нижней своей части опираются на арматуру, выпущенную из фундаментного основания, и фиксируется к ней посредством электросварки. Домкраты, размещаемые на домкратной раме, и соединяемые с опорными стержнями, могут быть гидравлическими, электрическими или ручными.
При подъёме щитов все домкраты должны работать синхронно, чтобы не допустить перекосов и деформации конструкции. Для этого все они подключаются к единой распределительно-питающей станции – насосной или электрической, которая обычно размещается непосредственно на настиле, либо на земле. При использовании ручных домкратов подъём выполняется в одном режиме по единой команде.
Особенности работы
Возведение стен с использованием скользящей опалубки регламентируется положениями СНиП. В качестве конструкционного материала может использоваться фанера, дерево, ЛДСП, алюминий или листовая сталь. Металлические щиты более дорогостоящи, и рекомендуются для применения в том случае, если планируется возведение большого количества однотипных построек – от 10 и более.
 Применение скользящей опалубки в домашних условиях
Применение скользящей опалубки в домашних условиях
Щиты, применяемые в скользящей опалубке, могут выполняться в виде плоских или криволинейных конструкций, в зависимости от архитектурных особенностей проекта. Высота их обычно составляет от 1 до 1,5 м, что наиболее удобно при работе с ними. Во избежание заклинивания системы, внешние и внутренние щиты устанавливаются под небольшим уклоном друг к другу. Конусность может достигать порядка 0,5-1%, т.е. нижняя часть скользящей опалубки должна быть на 5-10 мм шире верхней.
Имеет ограничения и ширина возводимых стен. Согласно положениям строительных нормативов, минимально допустимая толщина стен, возводимых по «скользящей технологии», должна составлять свыше 12 см, а для несущих колонн – 25 см. В данном случае, при подъёме скользящей опалубки, можно избежать образования разрыва между разными слоями бетонной заливки. Слишком тонкий, и, соответственно, чересчур лёгкий слой бетона может быть увлечён вверх поднимаемыми щитами за счёт силы трения. Во избежание этого также применяется обмазка внутренних щитовых поверхностей составами, уменьшающими силу трения и облегчающими скольжение – машинными маслами, или специальными жидкостями.
На видео показана данная технология в действии:
Несмотря на то, что скользящий метод разработан для крупного промышленного и жилищного строительства, некоторые частные застройщики используют его для постройки частных домов. Однако прежде чем применить такое бетонирование, следует хорошенько просчитать все плюсы и минусы с точки зрения финансовых расходов.
Что такое скользящая опалубка
Подвижная или скользящая опалубка применяется при строительстве промышленных монолитных конструкций различной конфигурации и назначения. Благодаря ее использованию, возведение сооружений высотой более 10 этажей производится непрерывно, без прекращения процесса бетонирования. Применение подвижной системы ограничено в сфере гражданского строительства, так как технология затрудняет закладку арматуры и создание многочисленных дверных и оконных проемов.
Скользящая опалубка используется для быстрого возведения высоких вертикальных стен резервуаров, промышленных труб, башен, силосов и пр. Это увеличивает темпы отливки и качество, снижает трудозатраты, положительно сказываясь на эффективности, а также стоимости проведения строительных работ.
Конструкция и принцип работы
Основная особенности строительства монолитных стен с применением скользящей системы – это возможность быстро проводить бетонные работы без необходимости выполнения демонтажа и сборки формовочной конструкции на другом уровне. Технология подъема форм для осуществления непрерывной заливки определена конструкцией подвижной опалубки, состоящей из:
- каркасных стальных рам;
- щитов (внутреннего и наружного) с едиными физико-механическими свойствами и геометрией;
- домкратных стержней с механическим, электрическим или гидравлическим приводом, обеспечивающих передвижение опалубки;
- опорных балок, служащих для компенсации нагрузок и равномерного их распределения по наружному и внутреннему периметру конструкции;
- соединительных замковых устройств;
- внутреннего настила, подвесных сборочных помостов;
- такелажных приспособлений.
Объекты с высокими стенами отливают с применением вертикально скользящей опалубки. Для отливки водоводов, технологических тоннелей, перекрытий применяют подвижную опалубку горизонтального скольжения/качения, которая перемещается по рельсам-направляющим. Для ее формирования используются крупно- или мелкощитовые элементы.
Технология
Скользящая опалубка представляет собой комплект из двух щитов, соединенных балками-стяжками по всей высоте. Каждый щит снабжен 2-х уровневыми помостами с ограждениями. Верхние помосты обеспечивают проведение подготовки перед началом заливки бетоном очередного слоя. Нижние площадки позволяют проводить своевременный контроль качества произведенной заливки, а также вовремя устранять технологические дефекты.
Подъем осуществляют домкратами с механическим, электро- или гидроприводом. Направление движения конструкции обеспечивают металлические стержни, жестко зафиксированные в фундаменте и наращиваемые по высоте резьбовыми замками. Они располагаются в межпалубном пространстве и после заливки уровня остаются в конструкции, играя роль дополнительных армирующих элементов.
Такая технология позволяет подавать строительную смесь одновременно по всей длине возводимого сооружения и отслеживать качество заливки. Подъем на очередной уровень должен осуществляться только после того, как произошло отвердевание предыдущего.
Плюсы и минусы
Строительство монолитных конструкций с использованием скользящей опалубки позволяет быстро построить высотные сооружения. Ее преимущества:
- возможность строительства стен с различной геометрией;
- бесшовность конструкции, ее высокая энергоэффективность (отсутствие стыков и мостиков холода);
- высокая скорость отливки. Применение скользящей опалубки позволяет за одну рабочую смену отлить до 3-4 м конструкции по высоте;
- сокращение затрат на строительство и экономия до 20%.
Использование подвижной конструкции требует профессионализма и присутствия на площадке квалифицированной бригады бетонщиков, обеспечивающей непрерывный процесс заливки. При остановке работ в силу различных причин (перерывы в подаче бетона, отсутствие рабочих на площадке, погодные условия), качество строительства существенно снижается. Также серьезным недостатком применения скользящей опалубки является невозможность установки армирующего каркаса, что ограничивает ее применение при возведении жилых зданий.
Изучаем технологию изготовления пластиковых окон
 В этой статье расскажем обо всех этапах изготовления пластиковых окон.
В этой статье расскажем обо всех этапах изготовления пластиковых окон.
Не секрет, что любое производство начинается с закупки материалов и комплектующих. К тому же нужны полуфабрикаты. Поэтому технология изготовления пластиковых окон, как и любая другая, начинается с входного контроля.
Для всех комплектующих имеются соответствующие ГОСТы. Так, уплотнители должны соответствовать ГОСТ 30778-2001, фурнитура – ГОСТ 30777-2001, а профили, используемые для сборки окон ГОСТу 30673-99.
Что касается хранения материала, то он должен складироваться в помещении в нормальных условиях. Необходимо избегать попадания прямых солнечных лучей и не хранить вблизи отопительных приборов. Температура в производственных цехах не должна быть ниже +18 градусов, иначе при низкой температуре обработка пвх профилей может не дать должного качества.
Этапы производства пластиковых окон
Весь процесс изготовления пластиковых окон можно разделить на 11 этапов.
1 этап. На этом этапе происходит резка армирующего профиля. Для этого используют пилы для резки стального армирования с установленными на них абразивными отрезными кругами. В качестве альтернативы могут быть установлены диски для резки металла. Армирующий профиль режут под прямым углом. Заусенцы после распила снимают на наждачном круге.
2 этап. На втором этапе режется ПВХ профиль. Его режут двухголовочными или одноголовочными усорезными пилами. Импосты нарезают под углом 90 градусов, учитывая запас на сторону до 6мм в зависимости от системы профиля. Сами профили створок и коробки нарезают под углом 45 градусов с учетом припуска до 3мм на сторону для сварки.
В процессе резки базовые поверхности профиля прижимают к вертикальному упору и поверхности стола. Для этого используются струбцины. Однако, нужно быть осторожными, чтобы избежать деформации профиля.
3 этап. После того как ПВХ профиль нарезан происходит фрезерование водоотводных окон в нижних профиля коробки оконного блока на фрезерном станке с концевой фрезой. Диаметр фрезы должен быть не более 5 мм. Так же это можно сделать вручную с помощью электродрели со специально заточенным сверлом диаметром 5 мм. Для водоотводных окон обычно не превышает 25 мм.
4 этап. На этом этапе происходит армирование профилей ПВХ. Армирующие профили обрезают по длине и вставляют в профиль ПВХ с помощью специального станка или вручную, используя ручную дрель.
5 этап. После армирования сверлятся отверстия и фрезеруются пазы для фурнитуры на копировально-фрезерном станке. Так же при наличии электроинструмента и специальных насадок и приспособлений это можно сделать вручную.
6 этап. Процесс фрезерования торцов импостов фасонными фрезами с дальнейшей их сборкой и установкой фитингов. Перед установкой на торцы импоста наносят силиконовый герметик.
7 этап. Профили свариваются на специальном сварочном станке. Температура сварного ножа порядка 250 градусов.
8 этап. На восьмом этапе устанавливаются импост и подставочный профиль. Все это делается вручную на сборочном столе с использованием шуруповерта или электродрели.
9 этап. После импоста и подставочного профиля устанавливаются уплотнительные профили. Установка в паз начинается с середины пазов верхних горизонтальных профилей створок и рам. Уплотнитель устанавливается единым неразрывным контуром без растяжения. Концы уплотнителя склеиваются встык циано-акрилатным секундным клеем.
10 этап. Навеска фурнитуры. Для поворотной створки ставится основной запор, петли, угловые переключатели, средние запоры и дополнительный средний петлевой зажим. Для рамы устанавливаются ответные детали запорного механизма и петли. Для наклонно-поворотной створки устанавливается нижняя петля на створку, основной запор и угловые переключатели. Если узкая створка, то на нее ставят средний запор на створку и ножницы. Если створка широкая, то нижний средний запор, средний запор на створку и ножницы. На ответную раму устанавливаются верхние и нижние петли, ответная планка наклонно-поворотного механизма и по периметру ответные планки запорного механизма.
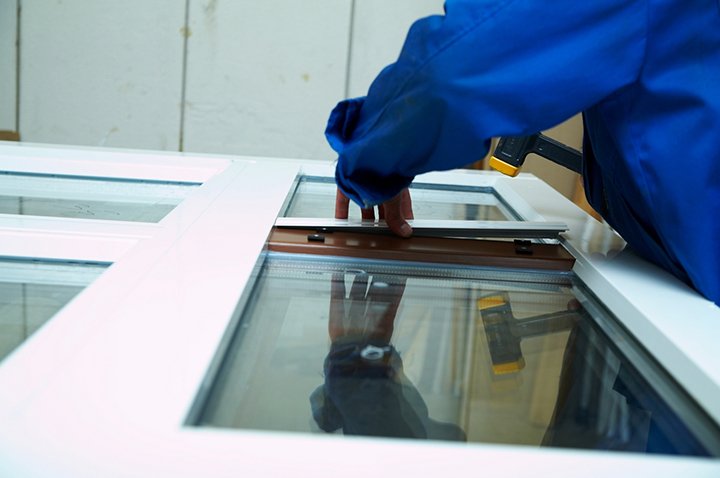
11 этап. Заключительный этап включает в себя резку штапика и установку стеклопакета в профильную систему (максимально плотно!). Внимание! Резка штапика должна быть с направляющими. Во избежания провисания створка со стеклопакетом должна образовывать жесткую конструкцию. После того, как штапики установлены пластиковой киянкой производится осадка части створки. Выполняется предварительная регулировка фурнитуры на стенде, а затем на месте уже после монтажа окна.
Этапы производства стеклопакетов для оконных конструкций
- Нюансы терминологии
- Этапы изготовления стеклопакетов
- Резка стекла
- Подготовка дистанционных рамок
- Мойка стекол
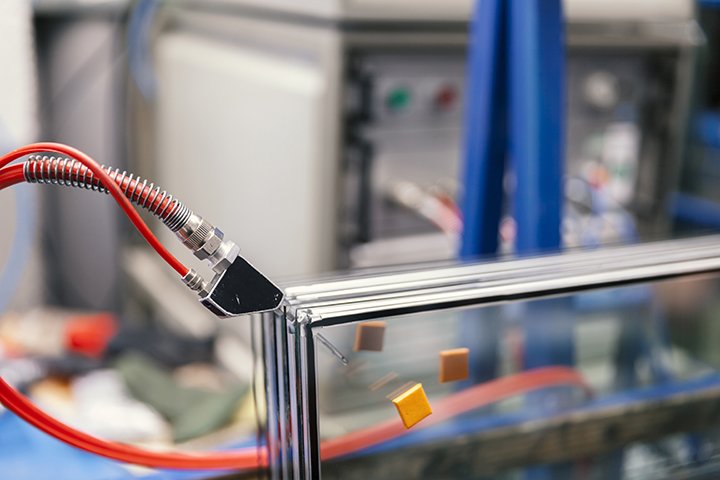
- Нанесение герметика
- Шлифовка стекол
- Первичная сборка
- Завершающая стадия
Чтобы современные окна имели отличные характеристики, производство стеклопакетов должно выполняться в строгом соответствии с технологическими стандартами. Основное требование к этим изделиям – абсолютная герметичность. Однако помимо этого существует еще ряд не мене важных критериев – стабильность форм, заявленная производителем звуко- и теплоизоляция, а также отсутствие конденсата на внутренней стороне стекол. Такого результата можно добиться только в том случае, если выполнять все нормативы в процессе производства.

Нюансы терминологии
Технология изготовления стеклопакетов для окон из пластика, евробруса и алюминия одинаковая. Вследствие этого не существует отдельное производство деревянных стеклопакетов и других их видов. К тому же в самом этом термине содержится смысловая ошибка, которая может ввести в заблуждение. Ведь ни в каком в стеклопакете нет деревянных деталей, а речь в данном случае идет об изготовлении стеклопакетов для деревянных окон.
Для производства этих элементов оконных конструкций используются:
- различные виды стекла;
- металлические или пластиковые дистанционные рамки;
- герметики;
- инертный газ;
- поглотитель влаги;
- декоративные элементы – фьюзинг, полимеры, бевели и протяжки;
- энергосберегающие и звукоизоляционные покрытия.
Для изготовления стеклопакетов с подогревом используются дополнительные материалы и специальные технологии. Подробнее об этом уникальном продукте читайте на ОкнаТрейд.
Этапы изготовления стеклопакетов
Благодаря автоматизации некоторых стадий этого процесса удалось добиться более высокого качества и сократить сроки изготовления стеклопакетов. Вся производственная процедура состоит из 7 этапов:
- раскрой стекла;
- резка спейсеров – дистанционных рамок;
- мойка стекла;
- нанесение герметика;
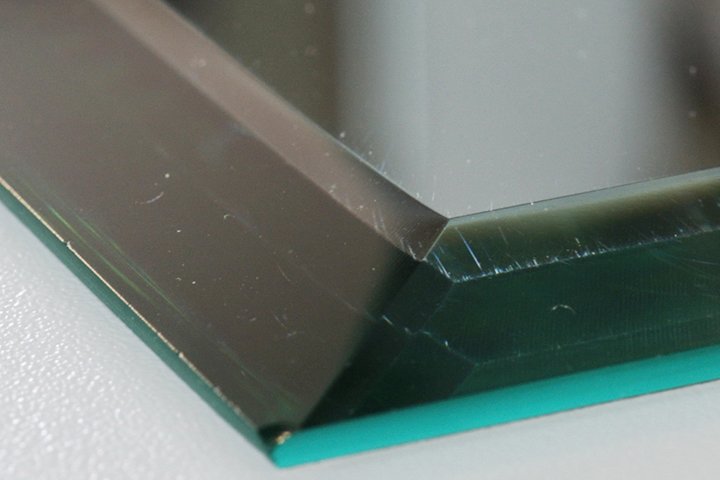
- шлифовка краев стекла;
- первичная сборка;
- завершающая герметизация.
После выполнения всех перечисленных процессов стеклопакеты готовы к интеграции в оконные рамы.
Резка стекла
Одна из основных и самых важных процедур – резка стекла. Причем в этом процессе значение имеет не только точность, но и сохранение структуры раскраиваемого материала, а также обеспечение ровных краев разлома. Дело в том, что в процессе резки на стекле образуются микротрещины, которые имеют способность довольно быстро «самозалечиваться». В результате такой особенности, если замешкаться, можно допустить брак, поэтому при качественном раскрое разлом должен выполняться сразу же после разреза.
Сегодня этот процесс полностью автоматизирован, поэтому производителям стеклопакетов удалось повысить качество. Резка осуществляется на специальных форматно-раскроечных станках с ЧПУ и специальными воздушными подушками для листов стекла. Кроме того, для предотвращения сколов линия реза сразу же автоматически обрабатывается смазывающей жидкостью с низкой вязкостью. Благодаря этому существенно замедляется процесс «самозалечивания» стекла, и удается добиться идеально ровных разломов без сколов.

Подготовка дистанционных рамок
Одновременно с процессом резки стекла осуществляется подготовка дистанционных рамок, о видах которых можно узнать в обзоре на ОкнаТрейд. Поскольку дистанционные рамки изготавливаются путем предварительной резки профилей и последующей их сборки в цельный каркас или при помощи гибки, подготовительная процедура может отличаться в зависимости от выбора дистанционного профиля. В ходе сборки во внутренние полости спейсеров засыпается молекулярное сито – специальные поглощающие гранулы. К этому материалу предъявляется ряд требований:
- способность впитывать исключительно влагу и инертность к другим содержащимся в воздухе веществам;
- подходящий диаметр гранул, который не позволит им высыпаться из отверстий в дистанционной рамке.

Изготовление стеклопакетов на этом этапе выполняется с тем учетом, чтобы стекла не запотевали изнутри в процессе эксплуатации окон. В процессе этого мероприятия важно правильно определить «точку росы», благодаря чему будет подобрано правильное количество поглотителя влаги.
При заказе стеклопакетов рекомендуется отдавать предпочтение моделям, изготовленным из дистанционных рамок с терморазрывом. Использование таких спейсеров позволяет устранить «мостики холода» в этой зоне оконной конструкции.
Мойка стекол
Мойка уже раскроенных стекол выполняется в специальной камере с применением деминерализованной воды. Вся процедура выполняется без применения моющих средств. Все загрязнения с поверхности стекла удаляются при помощи специальных щеток, имеющих ворс со строго определенной жесткость. Такая технология позволяет качественно очистить все поверхности и не поцарапать при этом стекло.

Нанесение герметика
Шлифовка стекол
Перед выполнением непосредственного монтажа, чтобы снизить вероятность разрушения только что собранной конструкции, выполняется шлифовка стекол по периметру. Это мероприятие позволяет улучшить адгезию и обеспечивает страховку на то время, которое требуется для застывания герметика.
Первичная сборка
Стеклопакеты с белыми пятнами в местах склеивания стекол и дистанционных рамок не пригодны для установки и эксплуатации. Использование таких изделий может привести к быстрому снижению энергоэффективности окон и уровня шумопоглощения.

Завершающая стадия
Изготовление стеклопакетов для окон заканчивается этапом нанесения на боковые части конструкции второго слоя герметика. Процедура выполняется в температурном диапазоне 16-25°C при влажности воздуха не выше 50%. В качестве вторичного слоя могут быть использованы тиоколовые, силиконовые или полиуретановые герметики. Благодаря этому этапу обеспечивается сохранность первичной геометрии стеклопакетов в течение всего их гарантийного срока эксплуатации.
Изготовление пластиковых окон
Производство окон ПВХ является довольно-таки сложным и многоэтапным процессом. Технология изготовления евроокон предусматривает использование нескольких зон производства. Одной из наиболее важных зон является участок заготовки. Именно здесь осуществляется резка и мойка стекла, а также сборка контура, заполнение влагопоглотителя и нанесение первого слоя герметизации.
Изготовление деревянных окон также выполняеься на участке сборки. На этой стадии осуществляется отжим стеклопакета для обеспечения максимального уровня герметичности. Следующий герметизирующий слой наносится уже на участке герметизации. Наконец, на последнем этапе изготовления ПВХ окон выполняется визуальный мониторинг качества полученной продукции. Кроме вышеперечисленных участков, процесс изготовления предусматривает наличие участков сварки, зачистки углов, монтажа импостов, уплотнителей, фурнитуры и стеклопакетов. В целом данный процесс включается в себя целый ряд необходимых технологических операций, которые должны проводиться на разных участках в заданной последовательности.
Содержание [Скрыть]
Среди особенностей технологии производственного процесса необходимо обязательно отметить, что для изготовления применяются исключительно полые профили, имеющие несколько камер. Причем в производственном процессе отдельного ПВХ окна применяется заданный набор профилей. Они делятся на два типа – основные и доборные. Второй вариант предоставляет возможность осуществлять установку окон со стеклопакетами быстрее и качественнее. В целом на практике применяются различные варианты профилей. Например, могут использоваться профили не только для вертикальных, но и горизонтальных импостов. Также необходимо сделать акцент на том, что применяются профили для створок, монтируемых в один уровень с рамой, полотен балконных дверей и т.д.

Рис. 1. Цех для производства пластиковых окон.
Технология изготовления окон из ПВХ профиля
Как говорилось выше, технология производства окон из ПВХ профиля – это многоэтапный процесс. Среди основных производственных этапов, прежде всего, стоит отметить распил пластикового профиля, армирование, а также крепеж профилей в створки и оконную раму. Кроме того, стоит выделить этапы установки необходимой фурнитуры и непосредственно стеклопакета. Однако перед выполнением вышеперечисленных процессов также осуществляется поставка профиля от производителя в производственный цех. Поставка обычно выполняется большими паллетами. Для изготовления оконной конструкции рама, створка, штапик и импост нарезаются на заготовки необходимых размеров согласно техническому заданию. После этого они отправляются на участок распила.
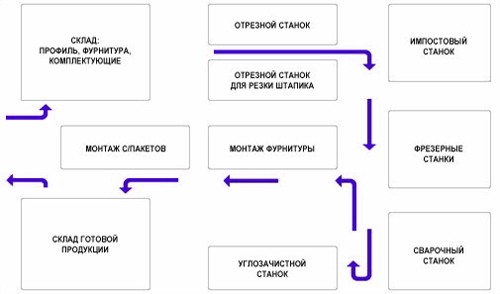
Рис. 2. Технологическая линия по производству пластиковых окон.
Распил ПВХ профиля
Распил пластикового профиля на специальных станках осуществляется под углом 45 градусов. Профиль, предназначенный для производства пластиковых окон, как правило, имеет внутренние полости. Они необходимы для придания конструкции морозоустойчивых качеств. В процесс распила профиля очень важно контролировать точность. Это обусловлено тем, что точность является одним из наиболее важных условий качественной сварки. При распиле ПВХ профиля также стоит обращать внимание на такие параметры, как длина заготовки, чистота поверхности среза и угол реза. Полученные профили не должны иметь каких-либо повреждений.

Рис. 3. Станок для распила ПВХ профиля.
Установка стального вкладыша
Обработка и распил профиля предусматривает монтаж стального армирующего вкладыша. Он устанавливается в центральную камеру пластикового профиля. Установка стального вкладыша объясняется необходимостью обеспечить устойчивость конструкции к различным механическим нагрузкам. В целом армирование ПВХ является обязательным этапом производства, который обеспечивает устойчивость профиля к изменениям температурного режима. Монтаж армирующего профиля выполняется в соответствие с маркировкой на автоматическом шуруповерте. После этого завершается подготовительный процесс, и заготовка отправляется на участок сварки.

Рис. 4. Способы армирования.
Скрепление ПВХ профиля в рамы и створки
После завершения процесса армирования пластиковый профиль должен быть сформирован в цельную оконную конструкцию: створку или раму. Чаще всего для выполнения этой цели проводятся сварочные работы. Полученные заготовки отправляются на специальный сварочный аппарат в необходимой последовательности. Там края заготовок нагреваются до необходимой температуры плавления. За счет этого они скрепляются друг с другом. Таким образом, образовывается прочный шов. Но стоит учитывать, что подобные швы не отличаются эстетичностью. Для того чтобы удалить лишний наплыв пластика применяются фрезерные станки.
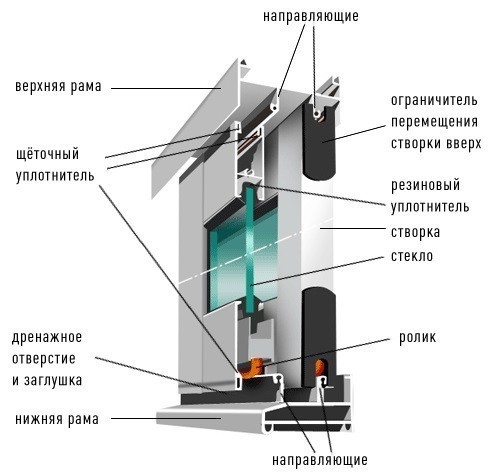
Рис. 5. Основные элементы пластикового окна.
Установка фурнитуры на окна ПВХ
Следующий производственный этап – установка фурнитуры. Она необходима для обеспечения возможности открывания и запирания створок окна. Другими словами, фурнитурные элементы обеспечивают возможность регулировки даннойконструкции. К наиболее популярным фурнитурным элементам принято относить ручки, замки, петли, заглушки, защелки и т.д. Эти элементы могут быть монтированы как на створку, так и на оконную раму. В процессе монтажа фурнитуры необходимо, чтобы все элементы на створке соответствовали таким же элементам на оконной раме. Стоит только лишь добавить, что данные процессы проводятся по заранее созданным эскизам.
Рис. 6. Фурнитура для ПВХ окон.
Остекление окна, установка стеклопакета
Завершающим процессом производства пластиковых окон является установка стеклопакета. В отличие от стандартных стекол, стеклопакет представляет собой несколько листов, которые скреплены между собой и герметично запаяны. Для изготовления стеклопакетов используют различные стекла. При этом пустоты между листами обычно заполняются плотным инертным газом. За счет этого обеспечивается снижение теплопотерь. Кроме того, использование такого газа обеспечивает защиту от жаркого летнего солнца. Качество остекления должен проверить контроллер, который оценит качество защитной пленки и функциональность стеклопакета.
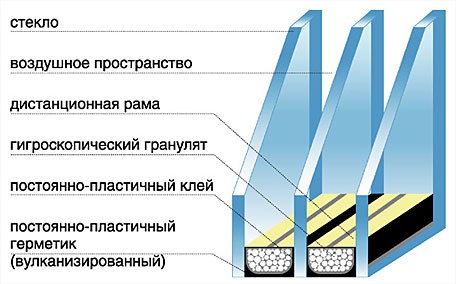
Рис. 7. Схема стандартного стеклопакета.
Изготовление арочных пластиковых окон
Технология производства арочных окон предусматривает выполнение на порядок большего количества операций, чем при изготовлении пластиковых евроокон. Одним из наиболее важных процессов является гнутье ПВХ профиля. Этот процесс производится в соответствие с заданным радиусом, под который необходимо произвести стеклопакет. Кроме того, изготовление арочных окон предполагает сварку на станке с одной сварочной головкой. Учитывая наличие дополнительных процессов, стоимость производства арочных пластиковых окон обычно выше. Помимо этого, на цену влияет срок изготовления.

Рис. 8. Процесс производства арочного окна.
Стеклопакеты с отверстием под кондиционер
Стеклопакеты с отверстием обычно применяются для обеспечения вывода мобильного или напольного кондиционера. Необходимость в установке таких кондиционеров обычно продиктована отсутствием других выходов для кондиционера. Причиной монтажа такого стеклопакета может быть нежелание нарушать внешний вид здания, нецелесообразность затрат на установку сплит-системы и т.д. Среди особенностей подобных стеклопакетов стоит отметить, что отверстия в стеклах вырезаются индивидуально в соответствие с размером шланга кондиционера. Кроме того, такие стеклопакеты изготовляются исключительно в заводских условиях, в которых возможно соблюдение безопасности, прочности и герметичности стекла.
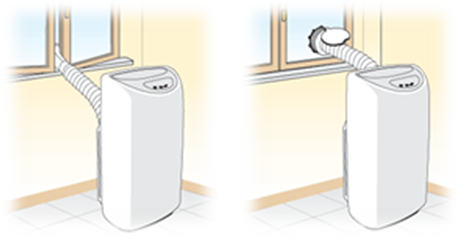
Рис. 9. Стеклопакет с отверстием под кондиционер.
Стеклопакеты с отверстием под вентилятор
Также существует возможность производства стеклопакетов с отверстием под вентилятор. Такие стеклопакеты также изготовляются по индивидуальным заказам. Стоит заметить, что подобные стеклопакеты не имеют аналогов, так как выполнить отверстие в уже готовом изделии невозможно по причине потери целостности конструкции. Помимо этого, нарушится и герметичность стекла. Изготовление и монтаж стеклопакетов с отверстием требует ювелирной работы, которую может выполнить только мастер. Поэтому не стоит самостоятельно устанавливать такие окна, а доверить этот процесс профессионалам.

Рис. 10. Стеклопакет с отверстием под вентилятор.