Сверло по металлу: описание,маркировка,виды,фото,марки
Плотность металла настолько велика, что для его обработки необходимо использовать специальные инструменты и механизмы. Для того чтобы сделать отверстие в этом материале применяются дрели и сверлильные станки, в которых основным режущим элементом являются сверла.
Какие свёрла по металлу лучше? Непросто определить, ведь универсальных изделий которые бы подходили для обработки всех типов металлических изделий, не существует. Опытный мастер сможет «на глаз» определить вид металла и быстро подобрать для обработки подходящий режущий инструмент.
Новичку в этом деле необходимо начинать с азов. Вначале изучить классификацию свёрл и сферу их применения, потому что лучшие модели — это изделия, которые идеально подходят для обработки конкретного вида металла.
Какие бывают сверла, как по маркировке и внешнему виду подобрать подходящее для работы изделие, узнайте в статье.
Сверла какой марки лучше?
В запасах домашних мастеров до настоящего времени сохранились инструменты и оснастка с советских времен. Нельзя сказать, что это были плохие сверла, особенно победитовые, но как заточить сверло по металлу без оборудования?
Проще купить новый режущий инструмент от зарубежных и отечественных производителей:
- Bosch – любая продукция исключительного качества.
- Ruko – ищите лучшие крестовые сверла с твердым наплавлением для надежности.
- Haisser – их сверла с титаново-нитридным покрытием выдерживают экстремальные нагрузки (обработка стали, меди, бронзы, металлокерамики пр.).
- «Зубр – хорошо зарекомендовавшая себя отечественная марка, оптимальное соотношение цены и качества, предлагает надежные резцы по металлу, в частности с кобальтом.
Важно: Отверстие в тонком изделии из податливого сплава возьмет любое сверло. Для «спецов», работающих по металлу, не выгодно покупать дешевые буравчики сомнительного качества и тратить время на их заточку.
Как правило, сверла имеют специализацию – по металлу и древесине, но ими можно работать и по другим материалам, включая бетон, керамику и полимеры.
Из чего изготавливают сверла
Для изготовления сверл по металлу применяется быстрорежущая сталь. Это группа высоколегированных сплавов, в состав которых, кроме железа и углерода, входит вольфрам, молибден, кобальт, ванадий и другие элементы.
Быстрорежущая сталь отличается от обычной инструментальной тем, что сверло из нее сохраняет работоспособность при нагреве. Инструментальная сталь при нормальной температуре не уступает по твердости быстрорежущей, но при нагреве свыше 200 о С происходит отпуск и она становится мягкой. Быстрорежущая сталь сохраняет твердость до 500—600 о С, а некоторые марки – до 1000 о С.
Вольфрам – основной компонент, повышающий «красностойкость стали» (способность сохранять твердость при нагреве). Однако из-за ограниченных запасов вольфрама пришлось отказываться от стали с его высоким содержанием и переходить на молибденовые сплавы. При содержании вольфрама в пределах 6% требуемые качества сверл обеспечиваются добавкой молибдена, кобальта и других элементов. Инструменты из стали Р18 уже не производятся, и даже Р9 встречается нечасто.
В зарубежной классификации быстрорежущие сплавы обозначаются аббревиатурой HSS (High Speed Steel). Их существует несколько разновидностей, и некоторые из них аналогичны сплавам, указанным в ГОСТе. Марки быстрорежущих сталей обозначаются буквой «М» с последующей цифрой. Сравним несколько наиболее часто используемых марок.
Сталь с низким содержанием вольфрама и увеличенным – молибдена (1.5 и 8 % соответственно). Не отличается высокой стойкостью, используется для изготовления сверл общего назначения.
Сплав содержит 6% вольфрама и 5% молибдена, что придает сверлам из него высокую твердость. Российский аналог – Р6М5. Сверла из этой стали обладают хорошей износостойкостью и красностойкостью.
Сверла из этой стали применяются для глубокого сверления и работы с высокими усилиями. В ее составе уменьшено содержание вольфрама (1,75 %), но увеличено количество молибдена (8,75 %) и ванадия (2 %). Российский аналог – Р2М9.
Российский аналог этого сплава – Р6М5К5. Эта сталь отличается от М2 (Р6М5) более высокой «красностойкостью» за счет добавки 5 % кобальта. В сплав также добавлены: кремний, магний и никель. Сверла из стали М35 выдерживают сильный нагрев и обеспечивают высокую производительность.
Этот сплав имеет в составе немного вольфрама, но высокое содержание молибдена и кобальта. Сверла из него отличаются высокой красностойкостью и отлично держат заточку. Хорошо работают при высокой скорости резания и по вязким материалам. Российский аналог – сталь Р2М10К8.
Особенности сверл и их маркировка
В зарубежной системе маркировки сверл отражаются некоторые особенности их изготовления и важнейшие компоненты стали.
Нешлифованные сверла изготавливаются винтовой прокаткой. Для них используется относительно мягкая, деформируемая сталь. После прокатки инструмент закаляется. В маркировке буква «R» может отсутствовать.
Вышлифованные сверла изготавливаются шлифовкой CBN (кубическим нитридом бора). Это самый распространенный вид инструментов для широкого круга задач. Сверла имеют высокую износостойкость и минимальное радиальное биение.
HSS-PM
Сверла, изготовленные по технологии порошковой металлургии. Применяются для обработки твердых металлов.
HSS-E (HSS-Co)
Кобальтовые сверла из сплавов с высоким содержанием кобальта. К маркировке может добавляться цифра, обозначающая округленное до целых содержание кобальта в процентах. Например, HSS-Co5 или HSS-Co8, что соответствует сплавам М35 или М42.
HSS-TiN или HSS-TiAN
Титановые сверла покрыты нитридом титана. Буква «A» во втором варианте означает легирование алюминием. Покрытие нитридом титана придает инструменту золотистый цвет и в несколько раз повышает его износостойкость.
HSS-E-VAP
Парооксидированные сверла. Сверла этой группы покрыты пленкой окислов, которая создается парооксидированием – обработкой перегретым паром в специальной среде. Покрытие имеет черный цвет, снижает налипание стружки на режущие кромки, повышает смачиваемость поверхности охлаждающей жидкостью. Сверла HSS-E-VAP эффективны для сверления нержавеющей стали и других вязких сплавов.
Твердость сверл из быстрорежущих сталей по ГОСТ 2034-80 должна быть в пределах 63—66 HRC.
Режущая часть
Резание при сверлении осуществляется двумя кромками, которые образованы пересечением передних поверхностей винтовых канавок и конической головки сверла. Строго говоря, режущая часть не совсем коническая: задняя поверхность лезвия понижается, под небольшим углом отходя от теоретического конуса.
Главный параметр заточки – угол при вершине. Для большинства применений он составляет около 118 о . Для чугуна или твердой бронзы его можно уменьшить до 116 о . Для латуни, мягкой бронзы, алюминия применяют углы 120 о , 130 о , 140 о .
Для сверления мягкого листового металла применяют специальную заточку с криволинейными режущими кромками, выступающим заостренным центром и чуть выступающими краевыми резцами. В начале сверления сверло сразу четко центрируется, затем очерчивается контур, и после этого начинается выемка металла по всей площади отверстия. В результате исключается биение на входе и закусывание краев на выходе.
Для сверления стального и чугунного литься применяются сверла с двойной заточкой. Кроме угла при вершине 116 – 118 о , кромки стачиваются на периферии, на ширину 0,2 диаметра, под углом 70 – 75 о . Существуют и другие формы заточки для конкретных применений.
Точность сверления
Факторы, влияющие на точность сверления, делятся на две группы: зависящие от оборудования и зависящие от инструмента. Сверла делятся на три класса точности: А1, В1 и В. Класс точности определяется предельно допустимыми величинами:
- несимметричностью сердцевины и поводка сверла;
- радиальным биением;
- допуском прямолинейности режущих кромок.
Класс точности должен соответствовать требуемому квалитету точности отверстий и возможностям оборудования. Сверла класса А1 применяются для отверстий от 10 до 13 квалитетов точности. Сверла классов В1 и В – до 14 и до 15-го квалитета точности соответственно.
Виды хвостовиков
Хвостовая часть сверла, предназначенная для крепления в станке или ручном инструменте, может иметь разные формы.
- Цилиндрический хвостовик. Это самая распространенная форма хвостовика, пригодная для фиксации в патроне дрели, сверлильного или токарного станка.
- Конический (конус Морзе). Сверла с коническим хвостовиком применяются на промышленном оборудовании. Для них требуется соответствующий конус на шпинделе. Отличаются надежной фиксацией, точной центровкой и быстротой замены инструмента.
- Шестиугольный. Такой хвостовик пригоден для установки в трехкулачковый патрон и отличается уверенной передачей высокого крутящего момента. Исключает проскальзывание сверла в патроне. Кроме того, шестиугольная форма удобна для установки сверла в адаптер шуруповерта. При этом сверло не нужно зажимать, но не обеспечивается его точное положение при работе.
Какого размера бывают свёрла
Размеры свёрл существуют разные, но ГОСТ нашей страны устанавливает следующие параметры:
- Короткие (ГОСТ 4010-77) – диаметром 0,3-0,20 мм, длиной – 20-131 мм;
- Удлинённые (ГОСТ 10902-77) – диаметром 0,3-0,20 мм, длиной – 19-205 мм;
- Длинные (ГОСТ 886-77) – диаметром 1-20 мм, длиной – 56-254 мм.
Они позволяют делать отверстия разной глубины.
Что такое хвостовик и какие они бывают
Хвостовиком называется часть сверла, зажимаемая патроном сверла или перфоратора. Вначале они были одного типа – четырёхгранные, помещались в отверстие патрона дрели и закреплялись винтом. Позже появились усовершенствованные виды хвостовиков, используемые для различного вида инструментов.
- Цилиндрические – встречаются чаще всего. Как правило, такие изделия обладают одинаковым размером основания и диаметра сверла. Иногда встречаются модели, в которых хвостовик толще или тоньше сверла. Недостаток – проскальзывание хвостовика, из-за чего не получается передать сверлу большой крутящий момент. Достоинство – если сверло заклинит в рабочей поверхности, дрель будет защищена от поломок;
- Шестигранные (они же гексагональные и hex) хвостовики – подходят для различных видов дрелей. Недостаток –незначительная точность при применении держателя ¼ дюйма;

Такая форма хвостовиков подходит практически к любой модели дрелей
Хвостовики разработанные специально для перфораторов
Такие хвостовики обеспечивают наибольший крутящий момент
Лучшие производители
При покупке свёрл важно обращать внимание на производителя. В этом случае цена оправдывает качество, и чем известнее бренд, тем лучше заточка сверла, сплав металла, износостойкость и устойчивость к чрезмерному нагреву. Если покупаете сверло не одноразового использования – не экономьте на инструменте. Для разовых работ подойдут дешёвые варианты.
Для удобства мы объединили характеристики основных производителей в таблицу:
| Торговая марка | Характеристики | Примерная стоимость (зависит от вида, длины сверла и кол-ва штук в упаковке) |
| СССР | Надёжный бренд с высоким качеством металла. | от 15 и до 10 000 р. |
| Ruko | Хорошее качество и разумная цена. Наиболее популярна линейка TL 3000 – свёрла, обладающие крестовой заточкой и титановым напылением. | от 30 до 1 000 р. |
| Bosch | Свёрла этой компании считаются лучшими. | от 70 до 7 000 р. |
| Haisser | Мощные свёрла, используемые в промышленности и быту, характеризуются титановым сплавом, углом заточки 135 градусов, сетчатой шлифовкой. | от 150 до 5 000 р. |
| Зубр | Свёрла российского производства. Достоинства – приемлемая цена и качество. Профессионалы рекомендуют серию «Кобальт», обладающую хорошей точностью и соответствием ГОСТу 10902-77. | от 35 до 700 р. |
В магазинах вы найдёте свёрла разных размеров и формата, различные по твёрдости и цветам, разделённые по углу заточки, с различными хвостовиками и с многообразием производителей. Для того чтобы не ошибиться с выбором сверла, определитесь с тем, для чего оно нужно вам сейчас и понадобится ли оно в будущем. Если вы будете руководствоваться этими принципами, покупка сверла не превратится в проблему.
Классификация сверл по типу конструкции
При работе с металлическими деталями, можно выделить 2 основные группы сверлильных приспособлений:
- Плоские (или перовые) буравы — такой инструмент имеет сменные пластины к перовому сверлу, нетребователен к точности угла приложения силы во время выполнения сверлильных работ, конструктивно прост и имеет низкую стоимость, но при этом легко теряет диаметр рабочей поверхности при заточке и конструктивно не имеет желобка для вывода стружки.
- Спиральные сверла – цилиндрические буравы, которые имеют на поверхности своего тела одну или две канавки для отвода стружки.
При работе с металлом важно подобрать соответствующее материалу сверлильное приспособление. Для того, чтобы работа была выполнена качественно, мастеру необходимо уметь отличать сверла по металлу от похожих на них сверл по дереву. Конфигурация буравов для обоих материалов имеет схожие элементы, в обоих случаях инструменты могут иметь диаметр до 80 мм и длину до 600 мм, технология проведения сверлильных работ идентична и, более того, буравчики имеют одинаковую маркировку. Но при всей схожести, инструменты по дереву не всегда подойдут для сверления по металлу, и наоборот.
Первым отличительным признаком является твердость буравчика: для сверления отверстий в металле выбирается инструмент с более высокой твердостью. Нужно понимать, что твердость буравов по металлу не является постоянным параметром и, в свою очередь, также зависит от прочностных характеристик того материала, по которому будут проводиться сверлильные работы.
Второе отличие – это тип заточки режущих элементов. У приспособления для сверловки по дереву на наконечнике имеется острый носик в виде штыря или уголка, который предупреждает соскальзывание буравчика относительно его заданного положения. Подобная фиксация при работе с металлом не требуется. Угол между режущими кромками также отличается и напрямую зависит от того материала, для которого предназначен бурав.
При проведении сверлильных работ по деревянным деталям и решением мастера использовать инструмент, рассчитанный на выполнение работ по металлу, нужно понимать, что отличительные характеристики, перечисленные выше, могут сыграть ключевую роль в получении качественного отверстия с ровными краями и без подпалин.
Немаловажную роль при получении качественного отверстия играет тот фактор, правильно ли была выдержана технология изготовления бурава. Если в процессе производства сверлильного инструменнта по металлу было что-то нарушено, то ни правильная форма буравчика, ни его соответствующий цвет не смогут обеспечить качественный результат работ и срок службы сверлильного изделия значительно сократится.
Типы сверл в зависимости от материала
Для определения лучших буравчиков для металла, необходимо выяснить, из какого материала был изготовлен выбираемый буравчик и познакомиться с тем, какие бывают разновидности сверл в зависимости от этого.
Для сверловки высокопрочных сплавов подойдут твердосплавные изделия, имеющие на своей режущей кромке поверхность повышенной твердости. Обычно тело подобных буравчиков изготовлено из простой инструментальной стали, за счет чего обеспечивается невысокая цена готового сверлильного изделия. Пластины, изготовленные из карбидного сплава, подвергаются самозаточке в процессе их использования, вследствие чего такие буравчики справляются с особо прочными материалами, в т.ч. имеющих большую толщину.
Кобальтовые сверла отлично реагируют на высокие механические нагрузки и не подвержены изменением своих свойств под действием высокой температуры. В своей основе такие буравы имеют быстрорежущую сталь, легированную кобальтом, в результате чего они отлично справляются со сверловкой отверстий в высокопрочных материалах и металлических изделиях с высокой вязкостью. Ценовая характеристика также выступает в пользу этой категории буравчиков по металлу.
Титановые сверла имеют наилучшие показатели своих сверлильных характеристик. При соблюдении правил эксплуатации таких буравов, титановые изделия будут радовать своего хозяина отличными результатами работ в течении очень долгого времени.
Определение типа сверла по цвету его поверхности
Цвет инструмента для сверловки – это важный признак, который позволяет сделать соответствующие выводы о его добротности и долговечности. Различные типы окрасов буравчиков имею разные прочностные характеристики, выбор которых должен быть основан на частоте использования инструмента, его точности и требований к качеству готового отверстия.
Сверла серого цвета недолговечны и наименее надежные ввиду полного отсутствия какого-либо защитного покрытия, что делает их подверженными к изменению механических свойств в худшую сторону под влиянием высокой температуры или силовых нагрузок. Такие буравы имеют невысокую стоимость, но и их применение будет одноразовым.
Черные сверла по металлу, по сравнению с серыми, имеют более хорошее качество. Технология изготовления черных буравчиков подразумевает обработку высокотемпературным паром, за счет чего повышается их прочность и стойкость к износу. Сверлильные изделия с черной поверхностью также имеют невысокую стоимость, что обращает на себя внимание многих мастеров.
Сверла со светлым желтым покрытием имеют очень хороший запас прочности. Внутренние напряжения в таких изделиях устранены термическим отпуском еще на этапе их изготовления, за счет чего создается высокая прочность инструмента. Для их изготовления прибегают к использованию быстрорежущей инструментальной стали высокого качества. Несмотря на все свои достоинства, бледно-золотые буравы уступают по своим характеристикам более ярким экземплярам.
Ярко-желтые сверла изготовлены из высокопрочной стали, имеющей нитридо-титановое покрытие. Изделия с подобным окрасом при оформлении отверстий испытывают минимальную силу трения, что оказывает положительное влияние на их срок службы. Стоимость таких буравчиков достаточно велика, но при этом полностью окупается за счет своего продолжительного срока службы.
Как выбрать сверло для обработки металла
Сверлом для работы с металлом мастер может обработать материал из прочной стали, бронзы или просверлить отверстия в алюминиевом изделии. Ими пользуются и на промышленных предприятиях, и в бытовой сфере. Правильно подобрать тип режущего инструмента – половина успеха задуманной работы. Опытным мастерам легко удаётся выбирать сверла, ориентируясь на такие параметры, как вес, длина, цвет и маркировка. Новичкам перед тем, как сделать выбор, нужно изучить главные особенности.

Виды сверл
Идеальный результат сверления зависит не только от профессионализма и опыта мастера, но и от верного подбора сверла. Нужный инструмент значительно облегчит работу. Виды сверл для металлических поверхностей различаются по типу конфигурации и материалу, из которого они изготовлены.
1. Спиральные сверла – стандартные изделия цилиндрической формы. Они достигают 80 мм в диаметре. Изготавливаются из качественной стали. Их конструкция такова, что рабочие поверхности заточены под углом 118 градусов. Они нужны практически для всех основных сверлильных работ с металлом. Это универсальный, прочный инструмент.

2. Конические (или ступенчатые) сверла – изготавливаются в виде конусов со ступенчатой поверхностью (спиралью). Ими легко можно пробуравить двухмиллиметровое отверстие. Также их используют для корректировки небольших дефектных отверстий, которые образовались в результате плохой работы другого инструмента.

3. Корончатые сверла представляют собой зубчатые полые коронки. Их также называют кольцевыми фрезами. Они нужны мастеру для работы с тонким металлом, чтобы оформить аккуратные отверстия до 30 мм. Данным инструментом можно сверлить на большую глубину, благодаря тому, что стружка проходит в полость коронки.

4. Перовые (плоские) сверла состоят из сменных рабочих пластин. Они предназначены для высверливания идеальных глубоких отверстий в металле любой прочности. Особенность этого вида в том, что плоское сверло практически не делает перекосов во время сверления. Кроме того, они самые дешёвые, поэтому привлекают к себе внимание мастеров.

В зависимости от материала производства, сверла делятся на кобальтовые и твердосплавные. Первые выполнены из кобальта. Вторые – из высокопрочных сплавов.
– Кобальтовые сверла используют при высоких температурах, так как они не теряют своих качеств. С инструментами из быстрорежущей стали, легированной кобальтом, можно работать с очень прочными материалами и металлическими изделиями высокой вязкости. У кобальтовых свёрл средняя цена, но их качество и работоспособность вполне её оправдывают.
– Твердосплавные свёрла обладают высокой твёрдостью режущей кромки. Сама оснастка обычно выполнена из простой стали для слесарных инструментов. А пластины – из карбидного сплава. Такие модели нужны для сверления изделий из особо прочных материалов большой толщины. Особенность твердосплавного сверла в том, что оно умеет самозатачиваться в процессе работы.
Конструкция сверла
Сверла для работы с металлом состоят из режущей части, хвостовика и рабочей поверхности, которая нужна также, чтобы выводить насверленную стружку из отверстия. Все три части оснастки могут отличаться по размеру, материалу изготовления и конфигурации. Поэтому конструкция сверл – это их уникальная структура, которая отличает один вид от другого.

Особенности маркировки
Маркировка на сверлах зависит от их технических свойств и страны производства. Российский ГОСТ предполагает наличие маркировки на всех сверлах, чей диаметр от двух сантиметров и выше. В ней обычно содержится основная информация об изделии: о марке стали и диаметре сверла. Маркировка располагается на хвостовике режущего инструмента.
На инструменте отечественного производства можно увидеть маркировку вот такого типа: «Р6М5К». Это формула, в которой каждый символ – подробная информация о сверле. Данная маркировка, к примеру, означает, что изделие изготовлено из быстрорежущей стали (Р), содержание вольфрама в нём составляет шесть процентов (6), молибдена – пять процентов (М5) и пять процентов кобальта (К5). На свёрлах иностранного производства стоит маркировка НSS и дополнительные обозначения, которые так же, как и у отечественных производителей, указывают на характеристики изделия. Например, «HSS-4241» означает, что данная модель пригодна для работы с алюминием.
Классификация по цвету
По цвету можно определить характеристики инструмента: прочность, долговечность, назначение. Различают сверла трёх цветов: серый, чёрный и золотистый.
Серые свёрла относятся к самым простым, дешёвым и недолговечным. У них отсутствует защитное покрытие, поэтому при работе быстро теряются рабочие характеристики. Они не подойдут для работы при высокой температуре или для сильной механической нагрузки. Но в качестве одноразового использования для несложной работы используются часто.

Сверла чёрного цвета при изготовлении обрабатывают паром высокой температуры. Благодаря этой обработке материал закаляется и становится прочным. Они изнашиваются меньше и служат дольше, чем серые.

Золотистые сверла могут быть более светлыми и насыщенными. Светло-жёлтые очень прочные. Их изготавливают из быстрорежущей стали, используя технологию термической обработки. Ярко-золотые режущие инструменты обладают ещё более высокой прочностью, чем светлые. У них имеется нитридно-титановое покрытие. Во время сверления отверстия золотое сверло почти не испытывает силы трения, что значительно продлевает срок службы.

Чертеж сверла
Классификация по размерам
В настоящее время выпускают сверла для работы с металлом разных размеров для работы с изделиями любой толщины. Современное производство классифицирует режущий инструмент трёх рабочих размеров:
сверла короткой серии – их минимальная длина – 20 мм, максимальная – 130 мм; диаметр колеблется от 0,3 до 20 мм.
удлиненные – выпускают длиной от 19 до 205 мм и диаметром от 0,3 до 20 мм.
сверла длинной серии – достигают длины 254 мм, минимальный диаметр – 1 мм (максимальный – 20 мм).
Длинной моделью удобно работать с изделиями, имеющими большую толщину и прочность. Короткие режущие инструменты используют для сверления аккуратных одинаковых отверстий в тонком изделии (например, металлическая пластина).

Типы хвостовиков
Хвостовая часть сверла имеет разную конфигурацию – цилиндрические, конические и шестигранные. Чаще всего в практике используют цилиндрические модели. У них есть небольшая особенность: диаметры сверла и хвостовика могут не совпадать. Специалисты утверждают, что если оснастить инструмент для сверления цилиндрическим хвостовиком чуть большего диаметра, этот маневр сделает фиксацию более крепкой. Есть и минус – повышение рекомендуемой мощности инструмента. Но дрель не повредиться, если такое сверло в процессе работы заклинит. Конические хвостовики подходят для свёрл в промышленных дрелях. Такими – обрабатывают заготовки на заводских станках. Инструмент с шестигранным хвостовиком служит хорошей фиксацией в специальных зажимах и кулачковых патронах.

Каким производителям можно доверять
Качество и срок службы сверл обработки металла зависит от производителя. Мастера, которые пользуются свёрлами каждый день, утверждают, что хороший инструмент можно найти как у отечественных компаний, так и у зарубежных.
Сверла российского производства устойчивы к износу, прочны и долговечны, но, к сожалению, на рынке их с каждым годом всё меньше. Сейчас спросом пользуются изделия фирм «Интерскол» и «Зубр». Под этими торговыми марками выпускаются не дорогие, но надёжные инструменты высокого качества. Также хорошо зарекомендовали себя сверла производителей «Практика» и «АТАКА».
Среди импортных профессионалы предпочитают режущие инструменты по металлу фирм «Ruko», «Bosch», «Haisser» и «Makita». Характеристики у них примерно одинаковые: могут выдерживать экстремальные нагрузки, работать «на износ», при этом изнашивание происходит медленно. Хорошее соотношение цены и качества. Есть еще две фирмы – «Extreme 2» и «Dewalt». Их изделия отличаются от прочих высокой скоростью сверления.
Цена инструмента зависит от страны производства, длины, диаметра, прочности и от того, для чего он предназначен.
| Рейтинг лучших сверл для обработки металла |
|---|
| Bosch 2607017154 |
| Атака Н802-6 |
| Wurth Zebra Spiralbohrersatz HSS |
| Энкор 25219 |
| Metabo Bestell-Nr. 27 094 HSS—G |
| AEG HSS-G 4932430416 |
| Зубр МЕТ-Ш H19 Р6М5 |
| DeWALT DT7926 Extreme2 HSS |
| Hawera HSS—C SpiralBohrer GQ-32692 |
| Irwin TurboMax 10503992 |
Какие материалы можно обрабатывать сверлами для металла
Сверлом данного типа можно обработать не только изделия из стали, бронзы, алюминия. Его можно использовать для других материалов, например, дерева, керамики, бетона, кирпича. Для работы с ними нужно учитывать толщину, длину и вид инструмента, а также мощность, с которой производится сверление.

По какому принципу стоит выбирать сверло
Выбирая сверло, ориентируйтесь на следующие показатели:
Вес – качественное сверло не должно быть лёгким; специалисты рекомендуют покупать режущие инструменты весом от 14 граммов. Если в магазине нет весов, ориентируйтесь на свои ощущения.
Прочность – чтобы сверлу поддалось изделия из металла, оно должно быть прочным; проверить прочность можно с помощью стеклянной бутылки. Нацарапайте что-то на стекле рабочей поверхностью инструмента – на бутылке должны остаться внушительные царапины и стеклянная крошка вокруг них.
Качество изготовления – мастера советуют брать свёрла, сделанные методом фрезеровки с последующим шлифованием.
Угол заточки – для металла лучше выбирать сверла, заточенные под углом 130-135 градусов.
Марка стали – приобретайте инструменты, которые подойдут к вашему оборудованию (дрели, сверлильному станку и т.д.).

Правила заточки
Угол заточки сверла – это то, насколько остро обточена рабочая поверхность и кромки. По технологии выполнения обтачивание может быть одноплоскостным и коническим. По одноплоскостной технологии затачивают небольшие свёрла до 3 мм в диаметре. Для заточки такого режущего инструмента нужен специальный наждачный круг. Сверло под углом 30 градусов подносят к кругу так, чтобы его режущая часть соприкасалась с наждачной поверхностью круга.
Более сложной считается коническая заточка. Этот способ применяют для свёрл диаметром более 3 мм. Инструмент нужно держать обеими руками одновременно за хвостовик и спиралевидную часть и проворачивать в процессе обтачивания, придавая форму конуса. Сверла затачивают под определённым углом. Угол заточки зависит от цели использования. К примеру, для работы с изделиями из бронзы или высокопрочной стали угол заточки должен быть не меньше 120 градусов, оптимальный вариант – 130-140. А для сверления мягких металлов достаточно будет оснастки с углом заточки 100.

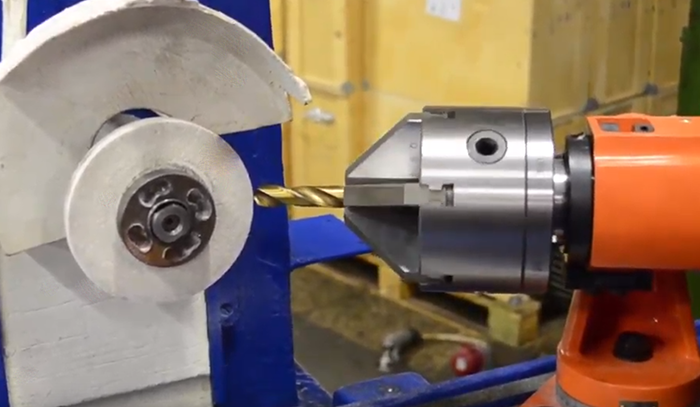
Какие приспособления используют для заточки сверл
Подточить затупившийся режущий инструмент можно на специальном промышленном станке. Он может быть профессиональным и бытовым. Первый используют для массовой заточки свёрл на предприятиях или в профессиональных фирмах. Вторым удобно пользоваться дома или в гараже.
Сверло для металла можно заточить узкоспециализированным станком (только для одного вида оснастки) и универсальным, который используют для работы с другими видами буравчиков. По типу работы инструменты для заточки могут быть электрическими и механическими. Аппарат для заточки режущего инструмента можно сделать своими руками или приобрести в специальном магазине. Профессионалы предпочитают использовать станки таких производителей, как «HAMMER» и «REZER», а также приспособления отечественных фирм – «Вихрь», «Калибр», «Кратон».
Чем отличаются сверла для обработки металла и дерева
У режущего инструмента для металла и дерева есть несколько отличий:
– в сверлах для металла нет центровой пики (острый угол или штырь, необходимый, чтобы инструмент не соскакивал во время работы).
– сверла для металлических поверхностей изготавливают из прочных сплавов, чтобы ими легко можно было высверливать отверстия в металле.
– инструменты для металла имеют чёрный или золотой (жёлтый) окрас. Для сверления изделий из дерева и ДСП прочности серых достаточно.
– у сверла для металла угол заточки не менее 100 градусов. А для дерева хватит 90 градусов и меньше.

Практические методы заточки спирального сверла
Сверла по металлу
Виды сверл по металлу и их назначение, характеристики спиральных сверл
Прочитав эту статью, вы узнаете:
- какие существуют виды сверл по металлу;
- где найти их маркировку;
- какие важные характеристики есть у этих инструментов;
- на что они влияют;
- на какое оборудование устанавливают сверла по металлу.

Фотография №1: сверла по металлу
Расшифровка маркировки сверл
При выборе подходящего сверлильного приспособления, мастеру поможет сориентироваться соответствующая маркировка сверл по металлу. Маркировка сверл содержит информацию о его рабочем диаметре, о марке стали и информацию о производителе.
Сверла по металлу с нанесенной маркировкой
Так, на сверлильных изделиях с диаметром до 2 мм, маркировку не наносят ввиду миниатюрности подобных изделий.
Для сверл, с диаметром от 2-х до 3-х мм, на теле буравчика будет расположена информация о марке стали и о рабочем диаметре.
Буравы с диаметром более 3-х мм проинформируют мастера о данных своего диаметра, буквенное обозначение марки стали, из которой изготовлен буравчик, и логотип предприятия-изготовителя.
Буквенно-цифровое обозначение марки стали содержит в себе следующую информацию:
- категорию сплава;
- присутствие дополнительных примесей;
- химический состав.
Особенности маркировки сверл по металлу отечественного производства при помощи буквенного обозначения сообщают следующее:
- буква «Р» — инструмент выполнен из быстрорежущей стали. Цифра, стоящая после нее, указывает на процентное содержание вольфрама в стали;
- буква «М» — сплав легирован молибденом, процентное содержание которого также указано соответствующей цифрой, стоящей после буквы «М»;
- буква «К» — сплав содержит кобальт в количестве, указанном последующей после буквы цифрой.
Для примера стоит ознакомиться со следующими обозначениями, применяющимися для маркировки сверлильных изделий отечественного производства:
- Р6М5К5 — буравчик из быстрорежущей стали, содержащей 6 % вольфрама, 5 % молибдена и 5 % кобальта;
- Сверло СЦП Р6М5 –спиральный бурав с цилиндрическим хвостовиком, сплав которого содержит 6 % вольфрама и 5 % молибдена.
Зарубежные изделия имеют отличительную маркировку HSS, которая также содержит в себе информацию о легирующем элементе при помощи дополнительных символов.
- HSS-Е – сплав сверла легирован кобальтом, что положительно скажется при оформлении отверстий в металлах с высокой вязкостью;
- HSS-R – твердосплавный буравчик, который имеет повышенную прочность и применяется для сверления литых изделий, деталей из латуни, чугуна, бронзы, мельхиора и сплавов, с прочностью до 900 Н/мм2;
- HSS-TiN (-TiАN) – тело сверла подвергнуто титановому напылению, благодаря которому увеличена твердость рабочей поверхности и уменьшено изменение механических свойств под воздействие высоких температур, вплоть до +600 ºС, что позволяет работать с материалами, имеющими прочность до 1100 Н/мм2;
- HSS-Е VAP – буравчик применим для нержавеющей стали;
- HSS-4241 – сверлильное приспособление для работы с алюминиевым сплавом.
Стандарты для разных типов HSS
Маркировка сверл по металлу (российская и зарубежная)
По российскому ГОСТу маркировке подлежат все сверла по металлу диаметром от двух миллиметров. Обозначения содержат информацию о диаметре инструмента и марке стали. На некоторых моделях встречаются клейма производителей. Чтобы узнать маркировку сверла, смотрите на хвостовик инструмента.
Российская маркировка выглядит так.
Изображение №4: правила расшифровки российских маркировок
Зарубежные сверла по металлу, изготовленные из быстрорежущей стали, имеют маркировку HSS. В зависимости от модификаций и особенностей изготовления к ней добавляют различные дополнительные обозначения.
Части и элементы спирального сверла.
Рис.21. Части и элементы спирального сверла.
1 — рабочая часть; 2 — режущая часть; 3 — направляющая часть; 4 — шейка;
5 — хвостовик; 6 — лапка
Режущая часть — часть сверла, заточенная на конус. Рабочая часть — часть сверла, снабженная двумя спиральными канавками. Направляющая часть — часть сверла, которая обеспечивает направление сверла в процессе резания. Хвостовик — часть сверла, служащая для закрепления сверла.
Рис.22. Основные элементы рабочей части сверла
1 — передняя поверхность; 2 — задняя поверхность; 3 — режущая кромка;
4 — ленточка; 5 — поперечная кромка
Передняя поверхность — винтовая поверхность канавки, по которой сходит стружка. Задняя поверхность — поверхность, обращенная к поверхности резания.Режущая кромка — линия, образованная пересечением передней и задней поверхностей; режущих кромок у сверла две. Ленточка — узкая полоска на цилиндрической поверхности сверла, расположенная вдоль винтовой канавки; обеспечивает сверлу направление при резании. Поперечная кромка — линия, образованная в результате пересечения обеих задних поверхностей.
Геометрия спирального сверла.
Геометрические параметры спирального сверла показаны на рис. 23.
Рис.23. Геометрия спирального сверла.
Угол 2φ (удвоенный угол в плане) между режущими кромками колеблется в широких пределах в зависимости от обрабатываемого материала. Угол наклона винтовой канавки ω определяет величину переднего угла и колеблется от 100 до 45° в зависимости от обрабатываемого материала.
Угол ψ — угол наклона поперечной режущей кромки измеряется между проекциями поперечной и главной режущей кромок на плоскость, перпендикулярную оси сверла.
Для определения геометрических параметров режущих кромок их рассматривают
1) в плоскости NN, перпендикулярной к режущей кромке;
2) в плоскости ОО, параллельной оси сверла. Передний угол γ рассматривается в плоскости NN.
Угол наклона винтовой канавки ω и задний угол α рассматриваются в
Элементы резания при сверлении.
Скоростью резания при сверлении называется окружная скорость вращения наиболее удаленной от оси сверла точки режущей кромки.
Подачей при сверлении называется перемещение сверла вдоль оси за один его оборот. Величина подачи измеряется в миллиметрах на один оборот
сверла и обозначается S мм/об . Т.к. сверло имеет две главные режущие кромки,
то подача, приходящаяся на каждую из них Sz= S/2.
Как и при точении, подачу можно измерять и в мм. за 1мин. (минутная подача)
Рис.24. Элементы резания при сверлении.
a— толщина среза в мм., измеряемая в направлении, перпендикулярном к режущей кромке;
b — ширина среза в мм., измеряемая вдоль режущей кромки;
t — глубина резания — расстояние от обрабатываемой поверхности отверстия до оси сверла t = D/2.
Фрезерование.
Фрезерование — один из высокопроизводительных и распространённых способов обработки металлов резанием.
Фреза представляет собой инструмент, имеющий несколько зубьев, причём каждый из них можно рассматривать как резец.
Рис.25 Режущая часть фрезы.
При фрезерование главное (вращательное) движение осуществляет фреза, а движение подачи — заготовка. Фрезерованием производится обработка плоскостей, пазов, фасонных поверхностей, разрезка металлов.
Геометрия фрез.
Фреза состоит из корпуса (тела) и режущих зубьев. Она представляет собой многозубный режущий инструмент в виде тела вращения, на образующейповерхности или на торце которого расположены режущие кромки. Различают углы главной режущей кромки зуба в плоскости, нормальной к режущей комке, и углы в плоскости, нормальной к оси фрезы.
В плоскости А-А, нормальной к режущей кромке, находятся главный передний угол у и нормальный задний угол αn . В плоскости Б-Б, нормальной к оси фрезы, находятся главный задний угол α и поперечный или радиальный передний угол γ’.
Основное назначение переднего угла γ — уменьшение работы пластической деформации и работы трения по передней поверхности в процессе резания и обеспечение наивыгоднейшей стойкости режущего инструмента.
Главный задний угол α измеряется в плоскости Б-Б, перпендикулярной к оси фрезы.
Назначение заднего угла:
1. в создании условий беспрепятственного перемещения задней поверхности зуба относительно поверхности резания;
2. в уменьшении работы трения по задней поверхности зуба.
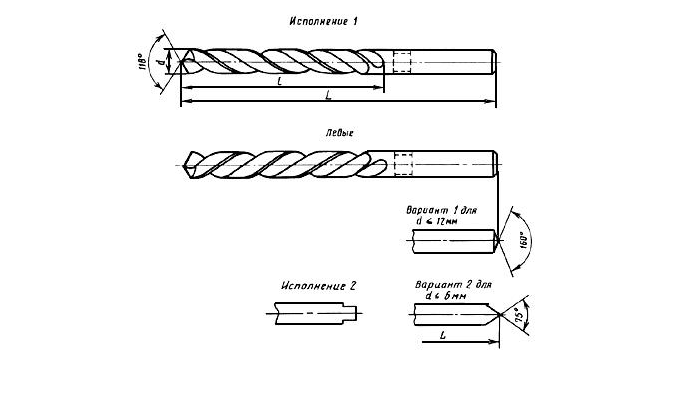
Виды заточки сверл по металлу
В завершении статьи расскажем о видах заточки сверл по металлу, которую применяют для восстановления затупившихся инструментов и изменения их геометрии.
Изображение №6: виды заточки спиральных сверл
- Нормальная (одинарная) заточка (Н). Считается универсальной. При нормальной заточке на поверхности сверла формируются две режущих кромки и одна поперечная. Угол между режущими кромками — 118–120°. Этот вид заточки можно использовать по отношению к сверлам с диаметрами до 12 мм. Остальные технологии подходят для инструментов с диаметрами до 80 мм.
- Одинарная заточка с подточкой режущей кромки (НП). Уменьшает ее длину. За счет этого снижается нагрузка на рабочую часть при выполнении сверлильных работ.
- Одинарная заточка с подточкой поперечной кромки и ленточки (НПЛ). Дополнительно уменьшает ее ширину в области режущей части. Сила трения значительно снижается. Кроме этого, образуется дополнительный задний угол. Это приводит к облегчению резания.
- Двойная заточка с подточкой поперечной кромки (ДП). При двойной заточке формируются 4 режущие кромки и одна поперечная. Они имеют вид ломаных линий. Стойкость сверл с двойной заточкой увеличивается в 5–7 раз при обработке заготовок из чугуна и в 2,5–3 раза при сверлении сталей.
- Двойная заточка с подточкой поперечной кромки и ленточки (ДПЛ). При такой заточке сверление облегчается дополнительно.
Что такое сверло
Главная / Справочники / Что такое сверло
В зависимости от конструкции и назначения различают спиральные, перовые, для глубокого сверления, центровочные, с пластинками из твердых сплавов и другие сверла (рис.1).
Наиболее распространены спиральные сверла. Они имеют две главные режущие кромки, образованные пересечением передних винтовых поверхностей канавок сверла, по которым сходит стружка, с задними поверхностями, обращенными к поверхности резания; поперечную режущую кромку (перемычку), образованную пересечением обеих задних поверхностей, и две вспомогательные режущие кромки, образованные пересечением передних поверхностей с поверхностью ленточки.
Ленточка сверла
представляет собой узкую полоску на его цилиндрической поверхности, расположенную вдоль винтовой канавки и предназначенную для направления сверла при резании.
Угол наклона винтовой канавки
– угол между осью сверла и касательной к винтовой линии по наружному диаметру сверла (20-30°).
Угол наклона поперечной режущей кромки
(перемычки) – острый угол между проекциями поперечной и главной режущих кромок на плоскость, перпендикулярную оси сверла (50-55°).
Угол режущей части
(угол при вершине) – угол между главными режущими кромками при вершине сверла (118°).
Передний угол
– угол между касательной к передней поверхности в рассматриваемой точке режущей кромки и нормально в той же точке к поверхности вращения режущей кромки вокруг оси сверла. По длине режущей кромки передний угол изменяется: наибольший у наружной поверхности сверла, где он практически равен углу наклона винтовой канавки, наименьшей у поперечной режущей кромки.
Задний угол
– угол между касательной к задней поверхности в рассматриваемой точке режущей кромки и касательной в той же точке окружности ее вращения вокруг оси сверла. Задний угол сверла величина переменная: 8-14°на периферии сверла и 20-26° — ближе к центру.
Спиральные сверла изготавливают из быстрорежущей стали Р9, Р18 и стали 9ХС.
Хвостовик спирального сверла может быть цилиндрическим и коническим. Цилиндрический хвостовик (у сверл диаметром до 10 мм) служит для крепления сверла в трехкулачковом патроне или другом приспособлении, предназначенном для соединения сверл со шпинделем сверлильного станка. Конический хвостовик закрепляет непосредственно в шпинделе станка или в переходной втулке, если конус сверла не совпадает с конусом шпинделя.
У сверл диаметром 6-15,5 мм хвостовик изготавливается с конусом Морзе №1, у сверл с диаметрами 16-23,5 мм — №2, у сверл диаметрами 23,9-38,9 мм — №3, у сверл диаметрами 39-49,5 мм — №4 и т.д.
Лапка на конце хвостовика препятствует провертыванию сверла в шпинделе. Она служит также для выбивания сверла из шпинделя по окончании работы. Для этого в боковое отверстие шпинделя вставляют клин и ударяют по нему молотком. Клин давит на лапку, и сверло освобождается.
| оглавление | вперёд>
Сверло
Сверло́ — режущий инструмент, с вращательным движением резания и осевым движением подачи, предназначенный для выполнения отверстий в сплошном слое материала. Свёрла могут также применяться для рассверливания, то есть увеличения уже имеющихся, предварительно просверленных отверстий, и засверливания то есть получения несквозных углублений.



Содержание
Элементы спирального сверла
Спиральное сверло представляет собой цилиндрический стержень, рабочая часть которого снабжена двумя винтовыми спиральными канавками, предназначенными для отвода стружки и образования режущих элементов.
- Рабочая часть
- Режущая часть имеет две главные режущие кромки, образованные пересечением передних винтовых поверхностей канавок, по которым сходит стружка, с задними поверхностями, а также поперечную режущую кромку (перемычку), образованную пересечением задних поверхностей.
- Направляющая часть имеет две вспомогательные режущие кромки, образованные пересечением передних поверхностей с поверхностью ленточки (узкая полоска на цилиндрической поверхности сверла, расположенная вдоль винтовой канавки и обеспечивающая направление сверла при резании, а также уменьшение трения боковой поверхности о стенки отверстия).
- Хвостовик — для закрепления сверла на станке или в ручном инструменте.
- Поводок для передачи крутящего момента сверлу или лапка для выбивании сверла из конусного гнезда.
- Шейка, обеспечивающая выход круга при шлифовании рабочей части сверла.
Углы сверла

- Угол при вершине 2φ — угол между главными режущими кромками сверла. С уменьшением 2φ увеличивается длина режущей кромки сверла, что приводит к улучшению условий теплоотвода, и таким образом к повышению стойкости сверла. Но при малом 2φ снижается прочность сверла, поэтому его значение зависит от обрабатываемого материала. Для мягких металлов 2φ=80…90°. Для сталей и чугунов 2φ=116…118°. Для очень твердых металлов 2φ=130…140°.
- Угол наклона винтовой канавки ω — угол между осью сверла и касательной к винтовой линии ленточки. Чем больше наклон канавок, тем лучше отводится стружка, но меньше жёсткость сверла и прочность режущих кромок, так как на длине рабочей части сверла увеличивается объём канавки. Значение угла наклона зависит от обрабатываемого материала и диаметра сверла (чем меньше диаметр, тем меньше ω).
- Передний угол γ определяется в плоскости, перпендикулярной режущей кромке, причём его значение меняется. Наибольшее значение он имеет у наружной поверхности сверла, наименьшее — у поперечной кромки.
- Задний угол α определяется в плоскости, параллельной оси сверла. Его значения так же, как и переднего угла, изменяются. Только наибольшее значение он имеет у поперечной кромки, а наименьшее — у наружной поверхности сверла.
- Угол наклона поперечной кромки ψ расположен между проекциями главной и поперечной режущих кромок на плоскость, перпендикулярную оси сверла. У стандартных свёрл ψ=50…55°.
Переменные значения углов γ и α создают неодинаковые условия резания в различных точках режущей кромки.
Углы сверла в процессе резания
Углы сверла в процессе резания отличаются от углов в статике, так же, как и у резцов. Плоскость резания в кинематике получается повёрнутой относительно плоскости резания в статике на угол μ и действительные углы в процессе резания будут следующими:
Классификация свёрл


По конструкции рабочей части бывают:
- Спиральные (винтовые) — это самые распространённые свёрла, с диаметром сверла от 0,1 до 80 мм и длиной рабочей части до 275 мм широко применяются для сверления различных материалов.
- Конструкции Жирова — на режущей части имеются три конуса с углами при вершине: 2φ=116…118°; 2φ=70°; 2φ ‘ =55°. Тем самым длина режущей кромки увеличивается и условия отвода тепла улучшаются. В перемычке прорезается паз шириной и глубиной 0,15D. Перемычка подтачивается под углом 25° к оси сверла на участке 1/3 длины режущей кромки. В результате образуется положительный угол γ≈5°.
- Плоские (перовые) — используются при сверлении отверстий больших диаметров и глубин. Режущая часть имеет вид пластины (лопатки), которая крепится в державке или борштанге или выполняется заодно с хвостовиком.
- Для глубокого сверления (L≥5D) — удлинённые винтовые свёрла с двумя винтовыми каналами для внутреннего подвода охлаждающей жидкости. Винтовые каналы проходят через тело сверла или через трубки, впаянные в канавки, профрезерованные на спинке сверла.
- Конструкции Юдовина и Масарновского — отличаются большим углом наклона и формой винтовой канавки (ω=50…65°). Нет необходимости частого вывода сверла из отверстия для удаления стружки, за счет чего повышается производительность.
- Одностороннего резания — применяются для выполнения точных отверстий за счёт наличия напраляющей (опорной) поверхности (режущие кромки расположены по одну сторону от оси сверла).
- Пушечные — представляют собой стержень, у которого передний конец срезан наполовину и образует канал для отвода стружки. Для направления сверла предварительно должно быть просверлено отверстие на глубину 0,5…0,8D.
- Ружейные — применяются для сверления отверстий большой глубины. Изготовляются из трубки, обжимая которую получают прямую канавку для отвода стружки с углом 110…120° и полость для подвода охлаждающей жидкости.
- Кольцевые — пустотелые свёрла, превращающие в стружку только узкую кольцевую часть материала.
- Центровочные — применяют для сверления центровых отверстий в деталях.

По конструкции хвостовой части бывают:
- Цилиндрические
- Конические
- Четырёхгранные
- Шестигранные
- Трёхгранные
- SDS
По способу изготовления бывают:
- Цельные — спиральные свёрла из быстрорежущей стали марок Р9, Р18, Р9К15 диаметром до 8 мм, либо из твёрдого сплава диаметром до 6 мм.
- Сварные — спиральные свёрла диаметром более 8 мм изготовляют сварными (хвостовую часть из углеродистой, а рабочую часть из быстрорежущей стали).
- Оснащённые твёрдосплавными пластинками — бывают с прямыми, косыми и винтовыми канавками (в том числе с ω=60° для глубокого сверления).
- Со сменными твердосплавными пластинами — так же называются корпусными (оправку к которой крепятся пласты называют корпусом)В основном используются для сверления отверстий от 12 мм и более.
- Со сменными твердосплавными головками — альтернатива корпусным сверлам.
По назначению
По форме обрабатываемых отверстий бывают:
- Цилиндрические
- Конические
По обрабатываемому материалу бывают:
- Универсальные
- Для обработки металлов и сплавов
- Для обработки бетона, кирпича, камня — имеет наконечник из твёрдого сплава, предназначенный для бурения твёрдых материалов (кирпич, бетон) с ударно-вращательным сверлением. Свёрла, предназначенные для обычной дрели, имеют цилиндрический хвостовик. Хвостовик бура для перфораторов имеет различную конфигурацию: цилиндрический хвостовик, SDS-plus, SDS-top, SDS-max и т. д.
- Для обработки стекла, керамики
- Для обработки дерева
Переходный конус сверла


В зависимости от назначения и применения, сверло с коническим хвостовиком Морзе имеет т.н — универсальные переходные конуса, которые в свою очередь обеспечивают удобное соединение и удобную работу на любом сверлильном, фрезерном, токарном и расточном оборудовании. Переходники со вставленным сверлом отделяют с помощью клина, ударами молотка. Для этого существует специальный технологический паз.
Тахта с подъемным механизмом: комфорт в сочетании с компактностью

Тахта, поставленная в гостиной, сочетает в себе одновременно диван и кровать. Днем на ней отлично отдыхается, а вечером получаем удобное место для сна. Чтобы постельное белье всегда было под рукой, внизу тахты в большинстве моделей предусмотрен вместительный ящик. Для доступа к нему нужно поднять матрас – делается это с помощью специального механизма подъема.
- 1 Преимущества и недостатки изделия
- 2 Размеры мебели
- 2.1 Односпальные модели: 90х190 и 90х200
- 2.2 Полутораспальные и двуспальные изделия: 120х200, 140х200, 160х200
- 2.3 Другие модели
- 3 Где и как можно недорого купить тахту с подъемным механизмом
Преимущества и недостатки изделия
Начнем с описания видов таких механизмов – их три:
- Самый простой из них – ручного типа. Это когда каркасы основания кровати и матраса скреплены между собой большими петлями. Получается крепко, надежно и долговечно. Поднимать матрас нужно вручную. Но если он тяжелый, с каркасом, сделанным из прочного дерева или металла, то делать это непросто. Хрупкой женщине или пожилому человеку не всегда удается справиться – приходится кого-то звать на помощь.
- Второй механизм – пружинного типа. В нем присутствуют витые пружины, на которые распределяется значительная часть веса матраса. Поэтому поднимать его гораздо проще. Вот только пружины постепенно ослабевают и растягиваются, переставая работать во всю силу. Их приходится регулярно менять. Кроме того, они не справятся с очень большим весом.
- Самое современное устройство подъема вместо механических пружин оснащено газовыми, работающими за счет энергии сжатого воздуха. Они служат достаточно долго (по гарантии – не менее пяти лет), обеспечивают плавный ход и способны выдержать вес матраса до 80 килограммов. Совладает с таким механизмом даже ребенок, так как особых усилий при подъеме прилагать не нужно. В общем, одни плюсы, недостаток лишь один – достаточно высокая стоимость.
И еще стоит отметить, что каждый механизм может иметь удобную функцию – возможность фиксации в верхней точке. Хорошо, если она есть – можно спокойно покопаться в бельевом ящике, прибрать внутри при необходимости. Так что при выборе тахты на это стоит обращать внимание.
В современных моделях в основном используют витые и газовые пружины. Ручные подъемные устройства применяются реже, в основном в небольших недорогих изделиях (предназначенных для кухни или дачи, например).
Подытожим сказанное. Тахта, у которой имеются ящик с механизмом подъема, обладает следующими преимуществами:
- Можно быстро достать постель для себя или гостя;
- Нет надобности ставить отдельную тумбу для белья или комод – всё в ящик поместится. В маленькой квартире это сильно выручает.
- Проще делать уборку.
- Не надо прилагать усилий (особенно в случае газовых пружин).
Что касается минусов, то у каждого типа механизмов они свои. О них было упомянуто чуть выше.
Тахта с подъемным механизмом светлого оттенка

Размеры мебели
Односпальные модели: 90х190 и 90х200
Тахта с подъемным механизмом, имеющая такие размеры, как 90х190 и 90х200, нередко углового типа, вполне подойдет для одного человека. Часто подобные изделия покупают в комнату ребенку или подростку.
Механизм подъема может быть как пружинным, так и газовым. Кроме того, в не слишком широких моделях этот механизм может располагаться вдоль короткой части. Как у односпальной тахты с подъемным механизмом углового типа фабрики «Элегия» из Боровичей. Спальное место у нее – 2 на 0,9 метра, и газовые пружины легко справляются с поперечным подъемом и фиксируются наверху.
Тахта с подъемным механизмом углового типа фабрики «Элегия»

Полутораспальные и двуспальные изделия: 120х200, 140х200, 160х200
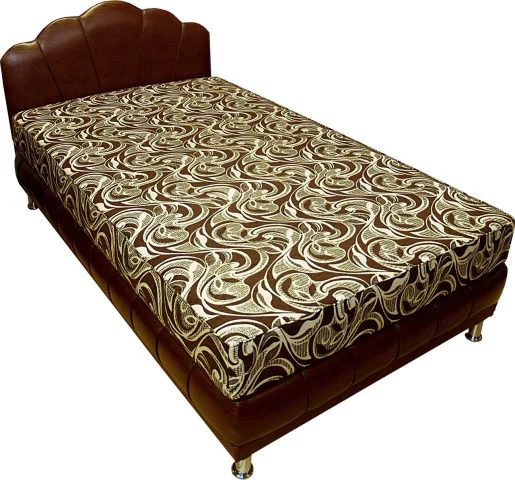
При такой ширине устройство подъема ставится, как правило, вдоль длинной стороны тахты – иначе будет неудобно и ненадежно. Механизм используется в зависимости от веса матраса. Если он солидный, то применяют более выносливые газовые пружины.
Такими механизмами оснащены многие изделия компании «Норд» из Санкт-Петербурга». Например, стильная тахта «Элита» с красивым сочетанием двух расцветок обивки. Она имеет стеганое изголовье, пружинный матрас и четыре невысоких металлических ножки. Ее размеры – 1,64 на 2,15 метра. Этого достаточно для весьма комфортного ночного отдыха двоим.
Заметим, что тахта с подъемным механизмом размером 120х200, 140х200 и 160х200 довольно таки часто попадает на распродажи, где стоит вполне недорого. И многие при этом отличаются изящным дизайном, как, например, тахта-кровать с подъемным механизмом Лира (140х200).
Тахта с подъемным механизмом серо-голубого цвета (120х200)

Иногда нет необходимости использовать тахту как спальное место – достаточно ее дневной функции. К примеру, в кухне. Или в дачном домике, где места немного. Для таких целей выпускаются укороченные изделия с ящиком (ведь он всё равно лишним не будет).
Подобную тахту под названием «Лолита – 1М» предлагает фабрика из Владимира «Мебелус». Ее длина всего 1,15, а глубина – 0,5 метра. Плавно изогнутая задняя и прямая боковая спинка, а также сиденье имеют пенополиуретановое наполнение. Внизу четыре хромированных ножки. Механизм подъема – ручной.
А вы знаете, что такое шагающая тахта с подъемным механизмом? Следующее видео расскажет об этом:
Где и как можно недорого купить тахту с подъемным механизмом
Чтобы не переплачивать, можно приобрести тахту с подъемным механизмом непосредственно на сайте производителя – у популярных мебельных фабрик имеются собственные интернет-магазины. Или отправиться в мебельный гипермаркет, причем лучше виртуальный. При покупке суммарная стоимость будет зависеть от размеров, типа матраса, обивки. Ну, и вида подъемного механизма, естественно.
Бывает, что денег совсем в обрез, и приходится учитывать каждую мелочь. Можно сэкономить на следующих вещах:
- Вместо пружинного матраса использовать пенополиуретановый наполнитель – он обойдется дешевле.
- Выбрать недорогую обивочную ткань. Флок, например – будет и прочно, и красиво, и недорого.
- Отказаться от газового подъемника, купив изделие с механизмом на витых пружинах.
Недорогую тахту с подъемником можно приобрести, например, в интернет-магазине компании «INTERYER» (Москва). Самая дешевая модель («Юлия 3С») с ящиком и тремя спинками из ДСП шириной 0,9 метра стоит менее 7700 рублей. Матрас на пружинах с добавкой ППУ, подъемник тоже пружинный.
А в виртуальном магазине «Софт Мебель» из Санкт-Петербурга цены еще ниже. Тахта с одним мягким изголовьем, обивкой из шенилла и матрасом с пенополиуретановым наполнением имеет стоимость 4700 рублей (вариант 0,9 на 1,9 метра). Подъемный механизм на пружинах.
Фото стильных моделей тахты с угловым механизмом
Тахта с подъемным механизмом: обзор, советы по сборке и ремонту
Не все потребители еще до конца понимают разницу между кроватью и тахтой, это вносит путаницу в определение понятий. Слово «тахта» тюркского происхождения, такую мебель использовали в небольших юртах, и переводится оно как «доска». Доски накрывались красивыми коврами, на них сидели днем, встречали гостей и принимали пищу, а ночью здесь же укладывались спать.
В настоящее время этот предмет мебели немного усовершенствовали, подняли над землей, установили специальный подъемный механизм. За счет этого появилось пространство, в которое складываются постельные принадлежности и иные вещи. Отдельного матраса нет.
Еще одно усовершенствование – если у тюрков доски не имели спинок, то современная тахта чаще всего с такими элементами. Кровать же обязательно имеет изголовье, изножье и отдельный матрас. Каркас кровати обычно на высоких красивых ножках, по стоимости она намного дороже тахты. Конечно, если иметь в виду примерно одинаковые сегменты.

Тахта с подъемным механизмом
Особенности конструкции
В зависимости от конструктивных отличий механизмов подъема, линейных параметров и дизайнерских элементов, различают несколько видов этой мебели. Классификацию начнем с рассмотрения способов подъема матраса.
- Ручной механизм. Самый простой, дешевый, функциональный и надежный вариант. Поднимающаяся часть фиксируется к каркасу поворотными петлями. Весь вес матраса поднимается вручную, это единственный недостаток конструкции.

Ручной механизм подъема

Пружинный механизм гораздо удобнее ручного

Самый современный механизм — газовый лифт
Все механизмы имеют функцию фиксации матраса в поднятом положении, для опускания надо нажимать специальный рычаг. Наличие ящика под белье дает возможность экономить не только свободную площадь помещения, но и деньги на приобретение специальной мебели. Для некоторых наших соотечественников это ключевое преимущество тахты.
Размеры тахты
По этому параметру мебель отличается от привычных кроватей, причина – сложность механизма подъема. В реализации есть три вида таких изделий.
Таблица. Виды тахты



Советы по выбору тахты
Тахта может использоваться как кратковременное решение или в качестве постоянного элемента меблировки комнаты. В первом случае следует руководствоваться только одним критерием – ценой, все остальные характеристики второстепенны. А во втором случае подходить к выбору модели рекомендуется более взвешенно. По каким критериям выбирается тахта?
-
Место установки. Если в спальной комнате, то следует выбирать мебель больших удобных размеров. Она будет использоваться только для сна, наличие спинок не имеет большого значения. В залах тахта служит местом для кратковременного отдыха, в том числе и гостей, а потому обязательно должна иметь спинки, желательно с двух сторон.

Угловая тахта отлично подойдет для небольшой спальни
Тахту нужно выбирать с качественной обивкой, которая прослужит не один год

Надежность подъемного механизма — один из основных критериев выбора тахты
Обращайте внимание на известность производителя, не покупайте очень дешевые товары полулегальных компаний. Осмотрите швы обивки: они должны быть ровными, с обратной стороны сделана накидка. Если соблюдать все рекомендации во время выбора и не допускать механических повреждений при эксплуатации, то тахта будет исправно служить многие годы.
Практические советы по замене пружин на тахте
Мы дадим пошаговую инструкцию довольно сложного технологического процесса, такого типа тахты изготавливались лет 30–40 тому назад. Но качество было таким высоким, что мебель исправно служит и сегодня, причем каркас и механизм подъема никаких ремонтов не требуют. Физически износилась только пружинная часть.
Шаг 1. Аккуратно снимите обивку. Она прикреплена по периметру мелкими гвоздиками или скобами степлера. Если планируется ее повторно использовать, то не рвите ткань, крепеж вынимайте аккуратно и без чрезмерных усилий.

Аккуратно снимают обивку
Шаг 2. Скатайте в рулон поролон, если он без большой усадки и видимых повреждений, то его можно потом установить обратно. Но желательно этот материал менять, стоит он недорого, а по показателям прочности намного превосходит старые образцы. Поролон крепится к каркасу скобами по периметру, их вынимать сложно, можно только отрывать. Делайте это внимательно, пальцы рук держите в максимальной близости к местам фиксации и только в таком положении прилагайте усилия на отрыв.

Поролон тоже снимают и откладывают в сторону
Шаг 3. Уберите верхний ватин. Его также можно в дальнейшем установить обратно. Места прилегания немного сместятся и незначительный износ материала скроется.

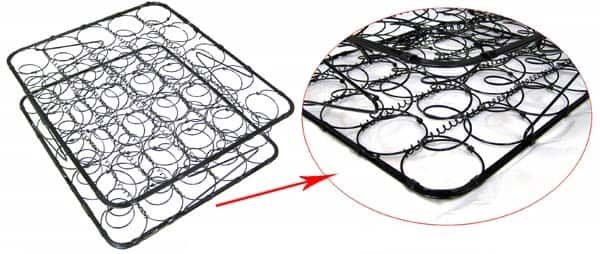
Следующим убирают ватин
Шаг 4. Внимательно осмотрите состояние пружинного блока. Как правило, посередине матраса пружины просели или полностью треснули, из-за этого на тахте появилось углубление. В зависимости от состояния мастер должен принимать решение: менять только некоторые элементы или весь пружинный блок.

Пружины внимательно осматривают, чтобы выбрать правильный вариант ремонта
Какие отличия имеют эти решения?
- Замена пружин. Некоторые считают, что таким способом можно значительно сэкономить, но это не совсем так. Ответственный мастер меняет пружины по своему алгоритму. После удаления пришедших в негодность, вынимает пружины по краям и ставит их в середину, а на освободившиеся места устанавливает новые. Делается это в связи с тем, что в настоящее время сложно найти надежные пружины, для их изготовления используется проволока из некачественных сталей, они не выдерживают расчетных нагрузок. Металл быстро физически устает, пружины вначале сильно проседают, а при дальнейшей эксплуатации ломаются. С учетом сложности и длительности качественной замены возрастает стоимость ремонта, иногда она может превышать цену нового пружинного блока.
- Замена всего блока. Выполняется быстрее, но только при условии, что вам удалось купить или сделать точно такой же.
При сильном износе пружин блок необходимо менять полностью
Шаг 5. Снимите блок, он крепится гвоздиками или большими скобами к нижней раме. Уберите нижний ватин, его также можно оставить или поменять новым. Нижний ватин требуется для гашения звуков во время сидения или лежания на тахте. Они появляются из-за трения металлических пружин о плиту из ДВП или фанеры.

Снимают пружинный блок, выдергивают скобы
Практический совет. Если нижний ватин в очень плохом состоянии, то его надо после раскладки на поверхности прикрепить степлером. Дело в том, что во время эксплуатации тахты пружины со временем сдвинут небольшие кусочки материала и будут напрямую соприкасаться с фанерой или ДВП.
Шаг 6. Положите на место новый пружинный блок. В нашем случае он рамочный, имеет лучшие эксплуатационные показатели. Ширина блока стандартная 66 см, а длина 182 см, это еще старые государственные нормы. Если вы заказываете изготовление элемента другим компаниями, то надо указывать точные размеры старого.

Укладывают новый блок
Шаг 7. Фиксируйте пружины к каркасу. Пользоваться лучше пневматическими или электромагнитными инструментами, они намного облегчают и ускоряют процесс. Вначале рекомендуется вбить несколько скоб по углам, еще раз проверить положение пружин. Если все в норме, то продолжайте фиксацию. Шаг скоб примерно двадцать сантиметров. Измерять ничего не надо, выдерживайте это значение на глаз, фиксируйте каждую пружину.

Блок нужно закрепить скобами
Берите скобы шириной 1,2 мм и длиной 10 мм, они имеют увеличенные параметры физической прочности и надежно удерживают конструкцию. Боковые нагрузки могут достигать существенных значений, блок пружин должен иметь надежный запас прочности.
Шаг 8. Разложите и пришейте ватин. Мы уже упоминали, что можно использовать старый. Заверните края под каркас пружинного блока, внимательно выровняйте все складки. Для прошивания надо пользоваться большим иголками, есть прямые и изогнутые. Для этой работы нет разницы, любыми удобно работать. Для прошивки применяйте только прочные шелковые нити. Пришивайте по всему периметру, расстояние между стежками не более 3–4 см.

Ватин укладывают обратно, ровняют и пришивают к раме блока
Шаг 9. Поставьте на место поролон, разровняйте и прибейте его к новым планкам.

Степлером фиксируют поролон к каркасу тахты
Практический совет. Не натягивайте материал, он должен лежать свободно, но и без складок.
Толщина поролона не мене трех сантиметров. Для улучшения комфортности сверху закрепите синтепон. Поролон фиксируется скобами, синтепон пришивается. Если вы планируете устанавливать новый поролон, то надо знать, по каким характеристикам его выбирать. Для ремонта мебели надо покупать поролон стандартный (ST) или повышенной жесткости (EL). Профессионалы советуют для тахты покупать марку ST3542, первые две цифры обозначают плотность, в данном случае 35 кг/м 3 , 42 – индекс жесткости материала (усилие в кПа, при котором толщина уменьшается на 40%). Такой поролон имеет гарантийный срок службы 10 лет.

Поролон мебельный ST3542
Если на тахте будут не только спать, но и отдыхать днем, то рекомендуется использовать материал EL2842 или ST3542. Такие материалы стоят довольно много, но цена вполне оправдывается высоким качеством.
Шаг 10. Натяните обивочную ткань, работайте очень внимательно, поверхность должна быть идеально ровной. Переверните матрас обратной стороной, поправьте ткань. Надо добиться, чтобы все острые углы поролона немного сгладились.

Натягивают обивочную ткань
Шаг 11. Теперь можно прибивать материал. Начинать рекомендуется с середины и постепенно двигаться влево и вправо. Одной рукой постоянно натягивайте ткань, а второй держите степлер и вбивайте скобы.

Ткань закрепляют скобами степлера
Если у вас подготовлены для замены все материалы, то процесс замены блока пружин отнимет не более 1,5–2,0 ч. Это намного выгоднее, чем отвозить мебель в специализированную ремонтную мастерскую. Вам только за заказ грузовика для доставки придется заплатить больше стоимости купленных расходных материалов.
Советы по сборке тахты
Технология сборки тахты намного проще, чем кроватей или диванов, это объясняется меньшим количеством частей. На первом этапе надо собрать каркас и спинки, а только потом приступать к креплению механизма для поднимания. Этот элемент имеет свои конструктивные особенности, перед началом работ следует внимательно ознакомиться с прилагаемой инструкцией. Большинство изготовителей делает в каркасе установочные технологические отверстия, что намного облегчает процесс. Обращайте внимание на правильность положение пружин, они не должны касаться боковин каркаса при поднимании/опускании.

При сборке тахты важно правильно установить подъемный механизм
Желательно собирать мебель в той комнате, в которой она будет постоянно находиться, при транспортировке в другие помещения есть вероятность повреждения механизма. Большинство мебели изготавливается из дешевой ламинированной ДСП, а она не отличается высокими показателями физической прочности. Рабочее место должно быть свободным, все инструменты располагайте в зоне шаговой доступности. И последнее – приступайте к работе только после внимательного изучения назначения каждого элемента тахты и каждого метиза. Обязательно по списку проверьте комплектность поставки.

Тахта своими руками
Видео — Тахта с подъемным механизмом
Тахта с подъемным механизмом имеет несколько продолжений развития конструкции. Все они значительно повышают комфортность их использования, дают возможность владельцам увеличивать пространство в квартирах с небольшой жилой площадью. Отличное решение – встроенная в шкаф кровать. Подробная статья о ее изготовлении есть на страницах нашего сайта.
Тахты с подъемным механизмом

- * Можем сделать в любом цвете
- * Доставка в пределах МКАД бесплатно

- * Можем сделать в любом цвете
- * Доставка в пределах МКАД бесплатно

- * Можем сделать в любом цвете
- * Доставка в пределах МКАД бесплатно
- * Можем сделать в любом цвете
- * Доставка в пределах МКАД бесплатно
- * Можем сделать в любом цвете
- * Доставка в пределах МКАД бесплатно
- * Можем сделать в любом цвете
- * Доставка в пределах МКАД бесплатно
- * Можем сделать в любом цвете
- * Доставка в пределах МКАД бесплатно
- * Можем сделать в любом цвете
- * Доставка в пределах МКАД бесплатно
- * Можем сделать в любом цвете
- * Доставка в пределах МКАД бесплатно
- * Можем сделать в любом цвете
- * Доставка в пределах МКАД бесплатно
- * Можем сделать в любом цвете
- * Доставка в пределах МКАД бесплатно
- * Можем сделать в любом цвете
- * Доставка в пределах МКАД бесплатно
- * Можем сделать в любом цвете
- * Доставка в пределах МКАД бесплатно
- * Можем сделать в любом цвете
- * Доставка в пределах МКАД бесплатно
- * Можем сделать в любом цвете
- * Доставка в пределах МКАД бесплатно
- * Можем сделать в любом цвете
- * Доставка в пределах МКАД бесплатно
- * Можем сделать в любом цвете
- * Доставка в пределах МКАД бесплатно
- * Можем сделать в любом цвете
- * Доставка в пределах МКАД бесплатно
- * Можем сделать в любом цвете
- * Доставка в пределах МКАД бесплатно

Я в восторге. Заказывала 190*130, чтобы поставить вдоль окна и смогла открыться балконная дверь. Размеры совпадают на 100)%, без погрешности. Независимы пружинный блок, двойные пружины, т.к. достаточно широкий. Подушки не каменные, которые как обычно откладывают куда-нибудь на балкон – наоборот, не толстые и не тонкие, как раз под спину хорошо ложатся. Поверхность идеально ровная. Ящик только мелковат, можно было повыше бортики сделать, но это не беда. Фабрике и сотрудникам процветания и нитки нигде не торчат. Привезли в полиэтиленовой упаковке, это радует. Не знаю как покажет себя дальше, но по-моему все отлично. Будем активно использовать, чтобы если что обратиться по гарантии.

Заказали тахту-кровать лагуна. Менеджер-приятный молодой человек(к сожалению не запомнила как зовут) помог определиться с материалом, рассказал о плюсах и минусах каждого образца.Обговорили все детали заказа.Приятно иметь дело с профессионалами.Сюрпризом для дочери стала доставка раньше на целую неделю. Рекомендую данный магазин

Решили купить такой диван-тахту для старшего сына. Он сам подобрал его по каталогу, говорит, что будет очень удобно. В принципе, в удобство и комфортабельности мебели я и не сомневаюсь. Диван этот очень надежный и качественно сделан, мы очень довольны.

Уже второй раз обращаюсь в эту компанию. Три месяца назад покупал здесь диван, сейчас вот купил кровать. Сервис отменный, обещали сделать мебель в течении двух недель, оба раза сделали в сроки, а точнее в течении 10 дней. Мебель качественная мне нравится.





