Электрические нагревательные элементы
Электрические нагревательные элементы — теплогенерирующие устройства, преобразующие электрическую энергию в тепловую. Электронагреватели являются рабочими органами тепловых аппаратов. На предприятиях общественного питания в настоящее время наибольшее распространение получило оборудование с электрическим обогревом. Использование оборудования с электрообогревом дает значительные преимущества перед газовым и огневым обогревом, так как позволяет:
- • повысить производительность труда;
- • осуществить полную автоматизацию работы теплового оборудования;
- • осуществлять регулирование температуры нагрева продукта в широких пределах;
- • создавать хорошие санитарно-гигиенические условия для обслуживающего персонала;
- • использовать оборудование с высоким КПД;
- • снижать расходы на профилактическое обслуживание и ремонт оборудования;
- • понижать вероятность взрыво- и пожароопасности самого предприятия.
Преобразование электрической энергии в тепловую может осуществляться одним из трех способов.
В отечественном оборудовании предприятий общественного питания основным электронагревателем является электронагреватель с металлическим сопротивлением. По конструктивному исполнению такие электронагреватели подразделяются на открытые, закрытые, но с доступом воздуха и герметичные (без доступа воздуха). Недостаток, а поэтому достаточно ограниченное применение открытых и закрытых нагревателей в тепловых аппаратах, заключается во взаимодействии нагретых спиралей с кислородом воздуха, что вызывает окисление спирали (ее медленное сгорание) при высоких температурах и ограниченный срок службы. Поэтому наибольшее применение среди электронагревателей нашли герметичные электронагреватели.
К герметичным электронагревателям относятся: трубчатые (тэны) и ребристые (рэны) электронагреватели.
Тэны и рэны имеют одинаковое устройство, отличие только в том, что рэн имеет большую наружную поверхность по сравнению с тэном за счет ребер, накатанных из тела самой трубки. Развитая наружная поверхность рэна позволяет значительно уменьшить его удельную поверхностную мощность по сравнению с таким же показателем тэна при условии одинаковой мощности них- ромовых спиралей. Изменяя наружную поверхность рэна путем накатки ребер различной высоты и шага, можно получать различную удельную поверхностную мощность при одной и той же мощности спирали и, соответственно, различные значения температур на поверхности рэна.
Малая удельная поверхностная мощность рэнов (при большой мощности спирали) позволяет использовать их для нагрева сред в условиях естественной конвекции без опасения перегрева и перегорания спирали.
К недостаткам рэнов следует отнести трудности изготовления различных конфигураций, что значительно сокращает область их применения в различных видах тепловых аппаратов.
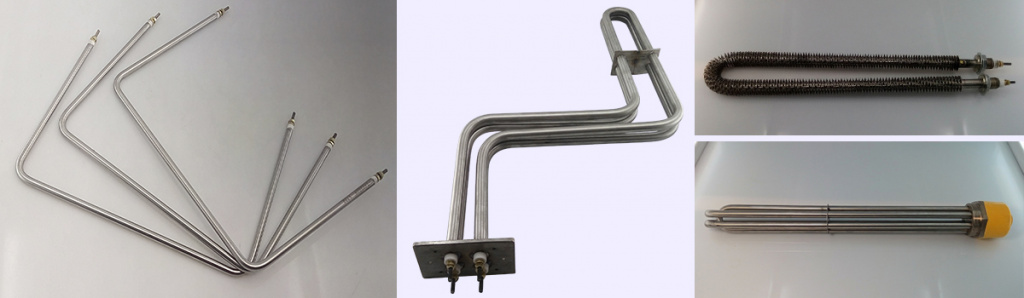
Тэны могут иметь различную конфигурацию (рис. 15.4).
Спирали тэнов изготовляют из сплава никеля с хромом (нихромы), а также из железохромалюминиевых сплавов (фехрали). Концы спирали плотно навивают на контактные стержни из малоуглеродистой или нержавеющей стали. Для предотвращения проникновения влаги внутрь трубки торцы тэнов обрабатывают герметиком.
Лучшим материалом для спиралей является нихром, так как он допускает высокие температуры нагрева и механически прочен в нагретом и коллоидном состоянии. Температура его плавления 1340—1420 °С. Стойкость нихромов к высокой температуре объясняется тем, что температурный коэффициент линейного расширения сплава и его оксидных пленок одинаков. Поэтому при нагреве нихрома оксидная пленка не растрескивается. Однако при резких изменениях температуры из-за частого включения и выключения аппаратов пленка может растрескиваться, поскольку она быстрее охлаждается и медленнее нагревается, чем нихромовая спираль,

Рис. 15.4. Конфигурация тэнов в образовавшиеся микротрещины попадает кислород. Кислород выделяется из периклаза, засыпаемого в трубку в качестве электроизолятора, в процессе его нагрева.
В качестве электроизоляторов используется не только пе- риклаз, но и кварцевый песок, шамот и т. п. Изоляционные материалы должны обладать большим удельным сопротивлением, высокой теплопроводностью, не вступать в химические реакции с нагревательным элементом, иметь низкую влагопоглощаемость, быть механически прочными.
Периклаз — кристаллический порошок плавленой окиси магния с содержанием последнего до 96 %. Его получают путем плавления в электродуговых печах увлажненной магнезии.
Кварцевый песок по химическому составу представляет собой почти чистую окись кремния (98—99 %).
Шамот — прокаленная и измельченная огнеупорная глина.
Тэны изготавливаются различных видов в зависимости от вида теплового оборудования (котлы с промежуточным обогревом, водонагреватели, кипятильники, жарочные и пекарные шкафы, фритюрницы и др.), а именно:
- • для нагрева воды, растворов щелочей;
- • нагрева воздуха и газовых смесей;
- • нагрева масла, жира.
Вид нагреваемой среды, температура нагрева, химическая активность среды по отношению к поверхности тэна определяют материал, конфигурацию и диаметр трубки, удельную мощность, ресурс работы. Тэны в основном рассчитаны на напряжение 220 В. Одна из главных характеристик тэна — его удельная поверхностная мощность (Ж, Вт/м 2 ).
Изменять удельную поверхностную мощность можно за счет как увеличения скорости обдува воздуха, так и повышения температуры наружной поверхности тэна, например до 450—650 °С. При таком повышении температуры наружной оболочки тэна возрастает лучистый теплообмен.
Тэн, предназначенный для нагрева воды, нельзя использовать для нагрева воздуха или масла, поскольку это приведет к повышению температуры на наружной поверхности тэна, его перегреву, потери герметичности и, как следствие, к быстрому перегоранию спирали. Удельная мощность тэнов для нагрева воды, воздуха или масла колеблется в определенных пределах. Например, для нагрева воды или слабых растворов щелочей поверхностная мощность составляет (9— 11)10 4 Вт/м 2 ; для нагрева воздуха — (2,2—6,0) 10 4 ; для нагрева масла, жира — (3,0—3,5) 10 4 Вт/м 2 . Большинство тэнов имеют наружный диаметр от 8 до 16 мм.
Электронагреватели: их разновидности, состав, подключение и обслуживание.

6.3. Электронагревательные элементы, их устройство и применение
Электронагревательные элементы (электронагреватели) могут быть отнесены к преобразователям электрической энергии. Они могут непосредственно преобразовывать электрическую энергию в тепловую и в электромагнитную, при этом взаимодействие с объектом нагрева приводит к образованию тепловой энергии. Электронагреватели (рис. 6.1) можно подразделить на:
– преобразователи электрической энергии непосредственно в тепловую;
– преобразователи электрической энергии в электромагнитную с промежуточным нагревом (ИК-генераторы);
– преобразователи электрической энергии в электромагнитные волны (СВЧ-генераторы, индукторы).
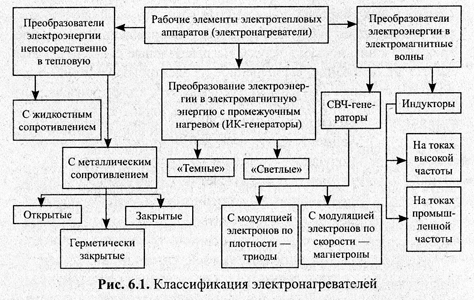
Электронагреватели по виду сопротивления могут быть подразделены на жидкостные и металлические. Жидкостные электронагреватели используют в электродных пищеварочных котлах, в которых жидкая среда — электролит. Ток подводится к погруженным в жидкую среду стальным или медным пластинам (электродам), при этом жидкая среда нагревается. Мощность этой группы электронагревателей зависит от удельного сопротивления электролита, площади омываемых им пластин и расстояния между ними.
Преимуществами жидкостных электронагревателей являются: простота устройства, длительный срок службы электродов, отсутствие опасности перегорания электродов при понижении уровня электролита (в этих случаях просто понижается мощность нагревателя), относительная простота регулирования теплового режима работы аппарата путем изменения уровня жидкости.
Недостаток этой группы электронагревателей — изменение сопротивления электролита в зависимости от его концентрации, при этом, естественно, изменяется и мощность нагревателя, что создает большие неудобства при эксплуатации соответствующих аппаратов.
Электронагреватели с металлическим сопротивлением по конструктивному оформлению подразделяются на: открытые, закрытые (с доступом воздуха) и герметически закрытые (без доступа воздуха).
Открытые электронагревательные элементы представляют собой нихромовые спирали, подвешенные на фарфоровых изоляторах, помещенные в бусы или уложенные в канавки керамических плиток. Передача теплоты от них к нагреваемой среде или посуде происходит главным образом излучением, поэтому их называют излучающими или открытого накала.
Закрытые электронагревательные элементы состоят из нагревательных спиралей, помещенных в защитную оболочку, которая предохраняет их от механических повреждений, но не преграждает к ним доступ воздуха. Нагревательные спирали наматываются на основание, выполненное из электроизоляционного жаростойкого материала, или запрессовываются в электроизоляционную массу (шамот с глиной, окись магния, периклаз и др.) и помещаются в прочный корпус соответствующей формы либо в пазы основания аппарата для нагрева рабочих поверхностей.
Примером применения нагревателей закрытого типа могут служить конфорки электроплит (рис. 6.2). Корпус конфорки отливается из чугуна и имеет пазы — канавки и ребра. В пазы запрессовываются нагревательные спирали из нихромовой проволоки с электроизоляционной массой (периклазом).
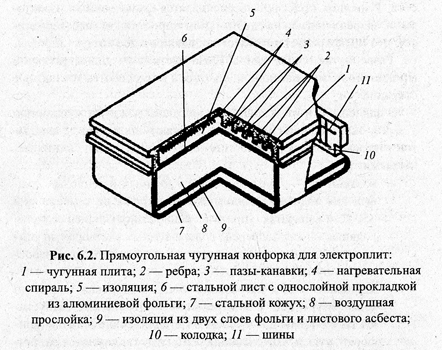
Для уменьшения потерь теплоты нижняя сторона конфорки закрыта стальным кожухом с воздушной прослойкой и тепловой изоляцией, расположенной на дне кожуха. Благодаря тепловой изоляции температура на наружной поверхности дна кожуха не превышает 120-140 °С. Включение конфорки в электросеть осуществляется через кабель.
Герметически закрытые трубчатые электронагреватели или, как их сокращенно называют, ТЭНы, получили наиболее широкое применение в тепловых аппаратах. По сравнению с другими нагревателями они отличаются компактностью, механической прочностью, удобством монтажа и эксплуатации.
ТЭНы представляют собой трубку (оболочку) с наружным диаметром 13,5 мм, изготовленную из углеродистой стали с защитным гальваническим покрытием или из нержавеющей стали, внутри которой помещена нагревательная спираль, выполненная из нихромовой проволоки марки Х15Н60 диаметром от 0,3 до 1,0 мм. В пространство между оболочкой и витками спирали запрессован периклаз или кварцевый песок, которые служат изоляцией, и, обладая хорошей теплопроводностью, обеспечивают небольшой перепад температур между спиралью и поверхностью трубки.
Спирали присоединяются (опрессовываются) к стальным контактным стержням, свободные концы которых выводятся наружу, и при помощи контактных гаек, шайб и кабеля подключаются к сети. Изоляция стержней обеспечивается фарфоровыми изоляторами, закрепленными на специальном жаростойком лаке (герметике), что предохраняет трубку от попадания в нее воздуха или влаги. Развернутая общая длина ТЭНа состоит из длины активной (греющей) части и пассивной, в которой размещаются контактные стержни.
В зависимости от условий теплообмена между поверхностью ТЭНа и окружающей средой их выпускают для тепловых аппаратов торговых объектов общественного питания в следующих исполнениях:
– воздушные — применяемые в жарочных и тепловых шкафах для подогрева неподвижного воздуха до температуры 350 °С и аппаратах с принудительной циркуляцией воздуха;
– водяные — для подогрева воды и водных растворов до температуры кипения в мармитах с водяной ванной, паровароч-ных и других аппаратах;
– масляные — для нагревания масла и пищевых жиров до температуры 200 °С в жаровнях и фритюрницах. Выпускают также ТЭНы для заливки в металлические отливки (конфорки, утюги, вафельницы).ТЭНы изготавливаются различной конфигурации с развернутой длиной трубки от 430 до 2467 мм и номинальной мощностью: воздушные — от 0,2 до 1,125 кВт; водяные — от 0,3 до 5 кВт; масляные:— от 0,3 до 0,8 кВт.
Трубчатый электронагреватель должен использоваться только в той среде, для которой он предназначен. При монтаже нагреватели не должны соприкасаться один с другим. Монтаж электронагревателей, работающих в жидкой среде, производится таким образом, чтобы активная часть нагревателя полностью находилась в жидкости.
Нагреватели подключают к сети через индивидуальные плавкие вставки, что позволяет легко устранять выход из строя любого ТЭНа, помещенного в аппарат. Для регулирования мощности аппарата электронагревательное устройство составляют из отдельных нагревателей, которые могут включаться в электросеть различными способами: параллельно, последовательно и др.
ТЭНы могут устанавливаться в электротепловых аппаратах блоками, состоящими из нескольких штук, а также заливаться в цветные и черные металлы и чугун, образуя нагревательные панели и конфорки. Температура нагрева поверхности трубки электронагревателя зависит от удельной мощности и нагреваемой среды.
В зарубежной практике ТЭНы изготавливаются с двумя спиралями, запрессованными в трубку, один конец которой наглухо заделан, другой имеет выход для обоих контактных стержней. Сечение трубок бывает: овально-сплюснутое, плоскотреугольное.
Источники инфракрасного излучения, ИК-генераторы можно подразделить на «светлые» и «темные» в зависимости от длины волны максимального излучения (кшх) и, следовательно, от температуры нагрева генератора. «Светлые» — такие генераторы, в спектре которых имеется видимая часть (светового) излучения (к = 0,4-0,8 мкм), а Хгаах = 0,77-2,66 мкм. К ним относятся кварцевые ИК-излучатели с йодным наполнителем КИ и КИО (буква «О» означает, что излучатели имеют отогнутые концы, выводимые за пределы рабочей камеры аппарата и охлаждаемые воздухом), зеркальные сушильные лампы, силитовые электронагреватели (СЭНы).
«Темные» — такие излучатели, в спектре которых отсутствует видимое излучение, а Х,тах = 2,6—4,3 мкм, что приблизительно соответствует температуре 670—1020 К. К этому типу генераторов относятся трубчатые электронагреватели (ТЭНы), конфорки, жароч-ные поверхности плит и сковород, стенки шкафов.
К источникам ИК-излучения относятся (см. рис. 6.3): силитовые генераторы, трубчатые кварцевые генераторы, зеркальные лампы, трубчатые электрические нагреватели (ТЭНы), открытые металлические моноспирали и панельные излучатели.
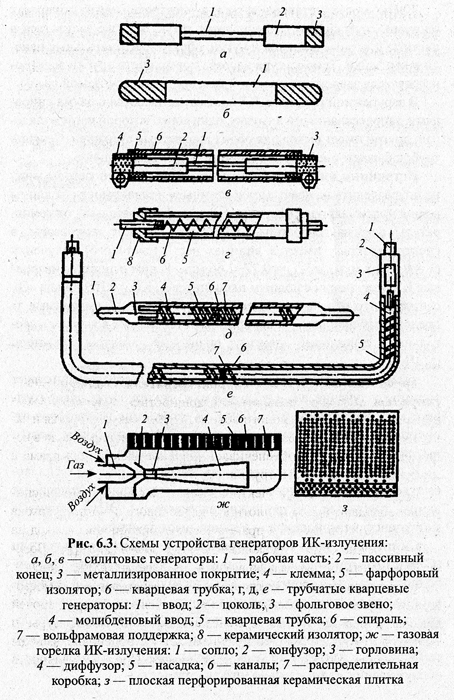
Силитовые или карбидкремниевые электронагреватели (СЭНы) изготовляют на базе силита, т.е. смеси карборунда, свободного кремния и глицерина. Характеризуются сильной устойчивостью при высоких температурах работы, а также падением мощности вместе с увеличением температуры. СЭНы имеют ряд достоинств: малый инерционный период (30 с); нагрев до высокой температуры; длительный срок службы, простота изготовления и обслуживания: сравнительно низкая стоимость.
Изготавливают СЭНы в форме цилиндрического стержня постоянного или переменного сечения. СЭНы постоянного сечения изготовляют из крупнозернистого карбида кремния, переменного сечения — из мелкозернистого. Концы нагревателей покрывают окисью кремния с алюминием для понижения электрического сопротивления и обеспечения надежного контакта между стержнем и токопроводом.
Недостатками СЭНов являются окисление материала в среде водяного пара и снижение срока службы вследствие этого на 25-30%. Кроме того, повышение допустимой рабочей температуры силитового излучателя приводит к разложению карбида кремния и увеличению электрического сопротивления нагревателя. Для увеличения срока службы СЭНов их помещают в трубки из кварцевого стекла.
Керамические электронагреватели состоят из спирали и керамической трубки. Спираль может располагаться как внутри, так и снаружи керамической трубки и содержать один или два металла (биспираль, например хромоникелевая). Спектр излучения керамического электронагревателя со спиралью на трубке, естественно, складывается из спектров излучения трубки и спирали.
Трубчатые кварцевые электронагреватели с вольфрамовой спиралью обладают повышенной мощностью, излучение сконцентрировано в трубке малого объема. Трубка вакуумируется и заполняется аргоном до давления 80 кПа с добавкой паров йода в количестве 1-2 мг. Это обеспечивает удаление налета вольфрама с внутренней поверхности трубки.
Трубчатые кварцевые электронагреватели с вольфрамовой спиралью обладают высокой плотностью теплового лучистого потока q = (0,6-1,0)х105 Вт/см2 и практически безынерционны (выход на рабочий режим длится несколько десятых долей секунды). Вольфрамовая нить нагревается до высокой температуры (2400-2800 К).
Генераторы типа КИО отличаются от генераторов типа КИ своими отогнутыми концами, которые выводятся за пределы рабочей камеры аппарата, т.е. зоны действия высокой температуры и охлаждаются воздухом. Это предохраняет молибденовые выводы от окисления, а трубку — от растрескивания. Продолжительность работы кварцевых генераторов с вольфрамовой нитью в зависимости от их типа колеблется от 2000 до 5000 ч.
Трубчатые кварцевые электронагреватели с хромоникелевой спиралью работают в диапазоне температур спирали 1350-1570 К. Спираль выполняется из сплава Х20Н80Т или ОХ27Ю5А и помещается в негерметизированную кварцевую трубку диаметром 18-20 мм. Кварцевые генераторы выпускают длиной от 0,4 до 2,0 м, мощностью 0,5-7,5 кВт. Электронагреватели данного типа применяются в электрогрилях.
СВЧ-генераторы. Основным элементом СВЧ-установки является СВЧ-генератор — прибор, в котором электрическая энергия постоянного или переменного тока преобразуется в энергию электромагнитного поля сверхвысоких частот. Широкое применение в электротермических установках СВЧ в качестве генераторной лампы нашли магнетроны непрерывного генерирования, которые характеризуются относительно простой конструкцией, достаточно высокой мощностью и КПД. Конструктивно магнетрон (рис. 6.4) представляет собой диод с особой конструкцией анода.
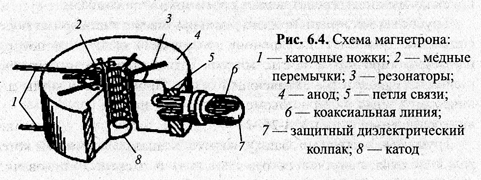
Анод выполнен в виде массивного медного блока кольцевой формы. Никелевый катод с оксидным покрытием, внутри которого находится нагревательная спираль из вольфрама, получает питание через выводы электрическим напряжением. Анодный блок (колебательная система) образуется четным числом полых резонаторов, соединенных пазами с внутренней полостью — пространством взаимодействия, в центре которого укреплен катод. Для вывода энергии используется медная петля, установленная в одном из резонаторов. Один ее конец припаян к стенке, а другой по коаксиальной линии выходит в волновод. Внешний конец линии закрыт колпаком из жаропрочного стекла или керамики, герметизирующим магнетрон.
Для поддержания теплового режима наружная часть анода имеет оребрение или рубашку, через которую пропускается охлаждающая вода. Анод магнетрона имеет высокий положительный потенциал относительно катода. Поскольку анод является корпусом магнетрона, его обычно заземляют; катод находится под высоким отрицательным потенциалом. Магнетроны непрерывного генерирования для электротермических СВЧ-аппаратов имеют выходную мощность от 0,5 до нескольких десятков киловатт, КПД их может достигать 70% и выше.
Трубчатые электронагреватели: выбор, особенность, подключение
Любое электрическое нагревательное устройство сопротивления представляет собой элемент высокой мощности, с дополнительными приложениями в виде электрических изоляторов, оболочки защищающей от различных повреждений, крепления, устройства для подводки тока.
ТЭНы на сегодня являются самыми применяемыми и качественно выполняющими работу по дополнительному нагреву на оборудовании устройствами, где необходимо произвести низко- или среднетемпературный нагрев. Их конструкция позволяет в полной мере защитить внутренности прибора от негативного влияния окружающей среды.
Устройство трубчатых электронагревателей
Обычно трубчатые ТЭНы по нагреву состоят из корпуса в виде металлической трубки толщиной до 1,2 миллиметров, минимальная плотность оболочки – 0,8 миллиметра. Внутри трубки находится проволока, имеющая высокое удельное электросопротивление намотанная на сердечник по спиральному типу. Концы проволоки присоединены к контактному стержню, наружные выводы которого нужны для питания электричеством из сети. Оболочка может быть выполненной из углеродистой или нержавеющей стали. Углеродистая сталь используется для нагревателей, температура поверхности которых во время эксплуатации не должна превышать 450 о С. Нержавеющую сталь вносят в состав ТЭНов, которые должны будут функционировать в агрессивных средах и при более высоких температурных требованиях.
Детали, входящие в состав герметического трубчатого нагревателя:
Проволока из нихрома (нихромовая спираль);
Оболочка в виде трубки;
Периклаз или другое вещество выполняющее функцию наполнителя;
Шпилька для выводов;
Гайка для крепления;
Наполнитель изолирует спираль от оболочки нагревательного устройства. Также в свою очередь наполнитель обладает характеристиками высокой электрической изоляции и отлично проводит тепловую энергию. После того как трубка полностью наполнена веществом в виде периклаза или его аналогом нагреватель опрессовывают. Под воздействием высочайшего давления наполнительное вещество становится полностью монолитным и фиксирует спираль по всей осевой доле трубки нагревателя. После опрессовки трубчатому нагревателю придают нужную форму. Контакты с помощью изоляторов отделяют от оболочки ТЭНа, а торцы с помощью кремнийорганического лака герметизируют.

Преимущества и минусы ТЭНов
Трубчатые нагревательные элементы являются универсальными, надежными и безопасными в обслуживании устройствами. Данный тип нагревательных приборов отлично подходит для теплового воздействия на жидкую и даже газообразную среду. Их можно использовать в самых неблагоприятных условиях, где другие электроприборы монтировать опасно. Трубчатые нагреватели не выходят из строя при постоянных вибрациях и возможных ударах, и очень важно, что они не взрывоопасны. Температура ТЭНов во время непосредственной работы может доходить до 800 о С. Такие особенности дают возможность применять ТЭНы не только в кондуктивном или конвекционном нагреве, но и как излучатели в приборах ИК нагрева. Благодаря тому, что спираль находится в полной герметизации, сроки эксплуатации ТЭНов достигают десяти тысяч часов.
Трубчатые нагреватели могут иметь самую разную конструкцию, поэтому их, возможно, устанавливать в различные установки с самым разным значением. Кроме стандартных ТЭНов популярностью и немалым спросом пользуются патронные и плоские трубчатые нагреватели.
Как правильно выбрать ТЭН
По разным показателям параметров есть большой выбор ТЭНов. Производят трубчатые нагреватели с мощностью от 15 Ватт и до 15 кВатт в единице с развернутой длиной 250 до 6300 миллиметров, наружный диаметр может быть 7-19 миллиметров, а номинальное напряжение 12-380 в одном либо трехэлементном выполнении.
Выбирая ТЭН важно учитывать: предназначение нагревателя, его показатели мощности, питающее напряжение, условия использования (среда или объект нагрева, характер нагрева, условия теплового обмена, требуемую температуру).
Удельная нагрузка нагревательного элемента зависит от условий, в которых функционирует устройство, материала трубчатой оболочки и состава наполнителя.
Недостатком трубчатых электроприборов, главным образом, является то, что при перегорании спирали их невозможно отремонтировать. Также устройства, выполненные из дорогих материалов, автоматически поднимаются в цене.
Эксплуатация ТЭНов
Основными факторами, влияющими на выход из строя трубчатого нагревателя, является нарушение герметичности внешней части выводов и перепады напряжения (возможен разрыв нагревательного элемента из-за перегорания). Конечно же, механические повреждения оболочки тоже негативно сказываются на работе нагревателя. Все эти проблемы можно исключить, если соблюдать правила эксплуатации ТЭНов не производя чрезмерных усилий на контактные стержни во время подключения проводов к нагревателю и не допускать образования толстого слоя накипи.
Надежный и длительный срок службы трубчатого нагревателя можно обеспечить, если соблюдать следующие рекомендации:
Подключая провода к нагревателю, не прикладывайте к гайкам контактных стержней излишние усилия, чтобы не нарушить герметичность выводных концов.
Необходимо исключить работу мокрых ТЭНов если в емкости отсутствует вода.
Необходимо производить очистку накипи с поверхности нагревателя хотя бы один раз в три месяца, не допускайте отложений толщиной более 2 мм.
Данная информация является ознакомительной и направлена на то, чтобы помочь пользователю выбрать ТЭН нужных параметров и производить правильный уход за устройством по нагреву во время эксплуатации.
Устройство и принцип работы водонагревателя
Бесперебойный доступ к горячей воде обеспечивает человеку комфорт в жилых, производственных и офисных помещениях. Наличие возможности подключения к централизованным сетям горячего водоснабжения не гарантирует постоянную подачу подогретой воды в связи с профилактическими работами и аварийными ситуациями. Для загородных домов, дач и других строений, где нет магистральных тепловых сетей эта проблема многократно усиливается. Есть ли выход из этой ситуации? Конечно, есть! Необходимо просто установить водонагреватель и доступ к горячей воде будет обеспечен практически круглогодично.
Современное водонагревательное оборудование использует в своей работе различные виды энергоносителей: электроэнергию, природный газ, жидкое и твердое топливо. Одним из самых распространенных видов водонагревателей являются электрические приборы в разнообразных исполнениях. В этой статье мы рассмотрим основные типы такого электротермического оборудования, принцип работы водонагревателей, а также их конструктивные и технологические особенности. В заключение будут приставлены наиболее популярные модели бойлеров и водонагревателей на российском рынке такой техники.
Типы электрических водонагревателей
Наиболее экономичный способ нагрева холодной воды — это использование газовой колонки, но в большинстве случаев этот нагревательный прибор просто невозможно установить. В многоэтажных домах чаще всего отсутствуют специальные системы отвода отходов горения природного газа, а многие частные дома и дачи не газифицированы. Поэтому в этом случае монтаж электрических приборов для получения горячей воды не имеет альтернативы. Все электрические водонагреватели делятся всего на два типа: накопительные (бойлеры) и проточные. Ниже мы кратко рассмотрим принцип действия каждого типа по отдельности.

- Электрический накопительный водонагреватель (бойлер). Этот прибор чаще всего называют бойлером. Устройство представляет собой простой бак для воды с установленными нагревательными элементами (ТЭНами) и электронными или механическими системами управления. Сама емкость имеет термоизоляцию от внешней среды, что позволяет существенно экономить электроэнергию. Принцип работы накопительного водонагревателя статический. Бак заполняется холодной водой и она нагревается с помощью ТЭНов. Весь процесс нагрева и поддержания необходимой температуры происходит под управлением блока автоматики.

- Проточный электрический водонагревательный прибор. Принцип работы проточного водонагревателя динамический. В этом устройстве нет накопительной емкости для холодной воды. Процесс нагрева воды ТЭНами происходит в специальных трубах и змеевиках при постоянном потоке водной среды через эти элементы. Как и в накопительных системах, в проточных водонагревателях реализован принцип механического или автоматического управления с помощью электронного блока. Для быстрого нагрева сильного потока воды до необходимой температуры проточный электронагреватель должен иметь достаточную мощность, что является определенным недостатком.

Эти два типа электрических водонагревателей могут иметь различное исполнение. Существуют приборы с косвенным нагревом, где тепловая энергия передается воде через дополнительный теплоноситель в теплообменном модуле. В этом случае нагревательные элементы подогревают специальную жидкость, которая, в свою очередь, передает тепло холодной воде в теплообменнике. Кроме того, в качестве элементов нагрева могут использоваться не только ТЭНы, но и другие устройства, например, инфракрасные источники.
Но все эти устройства намного дороже, поэтому в основном используются проточные и накопительные водонагреватели с прямым подогревом воды нагревательными элементами сопротивления, то есть ТЭНами. Ниже мы более подробно рассмотрим устройство, принцип работы, преимущества и недостатки обеих типов электрического водонагревательного оборудования. Это позволит вам сделать правильный выбор устройства для бесперебойного обеспечения горячей водой своего жилья, офиса или хозяйственного помещения.
Накопительный водонагреватель
Устройство накопительного водонагревателя довольно простое. Главным элементом прибора является емкость для воды, изготовленная из нержавеющей стали или алюминия. Если бак изготовлен из простой стали, то его внутренняя поверхность бака покрывается специальными материалами, улучшающими его эксплуатационные характеристики коррозионную стойкость. В накопительном баке устанавливается нагревательный модуль, состоящий из одного или нескольких ТЭНов. ТЭНы могут быть «мокрыми» или «сухими». В первом случае нагревательный элемент контактирует непосредственно с водой, а во втором он помещается в трубку, которая и нагревает воду.
Вся эта конструкция помещается во внешний кожух и изолируется от него специальным термоизоляционным материалом. В баке устанавливается термостат и другие необходимые датчики, подключенные к системе автоматики и информационным модулям. На внешней оболочке прибора монтируется система управления, механическая или электронная. Ниже представлена классическая схема накопительного водонагревателя в разрезе с минимально-необходимым набором элементов.

Как работает накопительный водонагреватель? Все довольно просто! Принцип действия бойлера построен на свойствах воды с разной температурой. Как мы знаем из школьного курса физики теплая жидкость стремится вверх, а холодная вниз. Именно на этом физическом явлении и построена работа всех накопительных водонагревателей. Снизу прибора подается холодная вода и нагревается ТЭНом. Поднимаясь она удаляется из бака через высокий патрубок забора горячей воды. Сам процесс простой, но для надежного функционирования всей системы требуется установка дополнительных элементов и систем как внутри бака, так и на защитном кожухе.
Внутри накопительной емкости устанавливается магниевый анод, который необходим для уменьшения количества свободных ионов в воде. Этот элемент позволяет заметно уменьшить коррозию внутренних частей бойлера. А также в баке устанавливается термостат, позволяющий регулировать температуру воды и отключать ТЭНы при достижении необходимого температурного режима. Весь процесс нагрева и отбора горячей воды в бойлере представлен на следующем рисунке.

В большинстве электрических накопительных водонагревателей устанавливаются датчики температуры, с выводом показаний на электронный дисплей или механический термометр. Подача холодной воды осуществляется через кран с обратным предохранительным клапаном. Управление режимами работы бойлера осуществляется как электронными модулями, так и механическими регуляторами в более простых моделях. К достоинствам накопительных электрических водонагревателей можно отнести возможность нагрева больших масс воды и низкое энергопотребление, а к недостаткам высокую стоимость.
Проточный водонагреватель
Устройство проточного водонагревателя полностью отличается от схемы принципа действия накопительного оборудования. Этот прибор не имеет емкости для накопления воды, а ее нагрев происходит при постоянном потоке жидкости через нагревательный модуль. В качестве такого модуля используется конструкция из труб с ТЭНами, которые могут располагаться как снаружи, так и внутри конструкции. Лучшим материалом для изготовления нагревательного модуля является медь, но в более дешевых моделях может быть использована нержавеющая сталь или алюминий.
Кроме модуля для нагрева воды в состав прибора входят различные дополнительные устройства. Датчик потока воды необходим для определения минимального напора воды, при котором можно эксплуатировать водонагреватель. Температурный датчик, регулятор температуры (термостат) предназначены для управления режимами работы. Тепловой предохранитель отключает систему при превышении максимально возможных температурах потока воды. На нижеприведенной картинке показана классическая схема электрического проточного водонагревателя в разрезе.

Как работает проточный водонагреватель? Этот процесс будет понятен даже школьнику! Из представленной схемы понятно, что холодная вода попадает в прибор через патрубок, а доступ в нагревательный модуль ей открывает реле давления. При низком давлении водонагреватель функционировать не будет. Регулятор температуры управляет процессом нагрева. Вода, нагретая до необходимой температуры, выводится наружу и подается в смеситель для использования потребителем. К достоинствам проточных электрических водонагревателей можно отнести невысокую стоимость и мгновенный нагрев воды, а к недостаткам высокое электропотребление и особые условия к электропроводке.
Обзор рынка электрических водонагревателей
В настоящее время на российском рынке электрического водонагревательного оборудования присутствует большее количество производителей как отечественных, так и иностранных. Конечно в основном доминируют иностранные производители такие как MTS и Lorenzi Vasco, но называть их продукцию чистым импортом нельзя. Большинство компаний открывает в России собственные производственные мощности полного цикла, с изготовлением основных комплектующих изделий. Это позволяет снизить себестоимость продукции и сделать ее доступной широкому кругу покупателей. Одной из таких компаний является итальянская корпорация Thermex, продукция которой уже практически стала российским брендом.
Более двадцати лет компания «Термекс» успешно работает в России, открывает собственные заводы и обеспечивает наш рынок электрическими водонагревателями высокого качества. Модельный ряд от этого производителя включает все типы электрического оборудования для нагрева воды. Популярность водонагревателя Термекс среди потребителей очень высока за счет инновационных идей, используемых при его изготовлении. Принцип работы водонагревателя Термекс, независимо от типа устройства, не отличается от аналогичных изделий других производителей. Но сразу следует сказать, что продукция компании завоевала доверие российского покупателя своими техническими характеристиками и доступной ценой.

Чем же так хороши водонагреватели от корпорации «Термекс»? Все очень просто! Модельный ряд продукции очень широк и позволяет практически любому потребителю подобрать оборудование для нагрева воды под свои нужды. Электрические накопительные водонагреватели Термекс выпускаются в широком диапазоне внутренних объемов от 10 до 300 литров. Проточные нагреватели различной мощности позволяют практически мгновенно нагреть проточную холодную воду до необходимой температуры.
К другим преимуществам электрических водонагревателей Термекс можно отнести следующие технологические и конструктивные особенности:
- модельный ряд накопительных водонагревателей состоит как из круглых, так и плоских моделей различного объема с лаконичным дизайном;
- качественная теплоизоляция изделий и автоматический контроль режимов работы позволяют значительно экономить электроэнергию;
- в различных моделях используется как электронное, так и механическое управление, что позволяет оптимизировать весь процесс нагрева воды;
- баки накопительных водонагревателей изготавливаются из специальной нержавеющей стали с высокой антикоррозионной стойкостью;
- в проточных водонагревателях нагревательный модуль полностью производится из меди, что повышает его надежность и долговечность;
- в некоторых моделях накопительных водонагревателей внутренняя поверхность баков покрывается биостеклофарфором, который полностью исключает коррозию емкости.
Кроме этого, в модельный ряд продукции от компании «Термекс» входят электрические водонагреватели с комбинированной системой нагрева воды.
Где купить
Максимально быстро приобрести оборудование для нагрева воды можно в ближайшем специализированном магазине. Оптимальным же, по соотношению цена-качество, остаётся вариант покупки в Интернет-магазине АлиЭкспресс. Обязательное длительное ожидание посылок из Китая осталось в прошлом, ведь сейчас множество товаров находятся на промежуточных складах в странах назначения: например, при заказе вы можете выбрать опцию «Доставка из Российской Федерации»:
Заключительная часть
Выбор типа оборудования для нагрева вода зависит от условий использования данной техники и финансовых возможностей потребителя. Если вам необходима основательная система с большими объема, то следует отдать предпочтение накопительным приборам, невзирая на затраты. Для тех кому горячая вода необходима здесь и сейчас в небольших объемах отлично подойдут проточные водонагреватели.
Видео по теме
Трубогибочный станок: устройство для сгибания труб в бытовых и промышленных масштабах
Трубогибочный станок — это устройство, которое используется для сгибания труб с различной формой сечения. Сечение детали может быть: квадратное, прямоугольное, овоидное, круглое. Такое оборудование считается универсальным, так как на нём можно гнуть детали из разных материалов: алюминия, меди, латуни, а также нержавеющей и углеродистой стали. Стоит также отметить, что такие стационарные станки могут работать с широким диапазоном диаметров.

Трубогибочные станки бывают самых разных типов, наиболее сложными являются промышленные устройства с электронным управлением
Для чего нужен трубогибочный станок?
Обычные и профильные трубы используются в различных областях:
- монтаж трубопроводов разной конфигурации;
- выполнение каркасных конструкций в строительной сфере;
- для организации ограждений;
- в автомобильной отрасли;
- в мебельной сфере;
- в качестве декоративных элементов интерьера.
Вышеперечисленные варианты использования труб в большинстве случаев требуют их изгибания. При монтаже трубопроводной конструкции можно использовать фитинги для соединения отдельных участков коммуникации. Однако узел, полученный в результате стыковки двух труб, считается проблемным участком и риск возникновения течи увеличивается прямо пропорционально количеству таких узлов. Поэтому гораздо надёжнее изогнуть трубу под нужным углом, без нарушения её целостности. Для гибки труб используют специальное трубогибочное оборудование.
Полезная информация! Трубогибы используются как в частных случаях, так и на производственных предприятиях. Стоит сказать, что эти устройства загибают трубы под углом до 180°.
Приводная система для такого оборудования может быть разной:
- гидравлическая;
- электромеханическая.

Трубогибочное оборудование с гидроприводом можно использовать на производстве и в быту
Трубогибочная машина является востребованным и распространённым оборудованием, которое используется на сегодняшний день во многих сферах человеческой деятельности. В случае необходимости можно собрать такой станок своими руками.
Преимущества современных трубогибочных станков
Раньше для изгибания труб использовалось специальное оборудование, которое отличалось большими размерами и функционировало по принципу индукционного подогрева. Индукционный нагрев подразумевал поднятие температуры детали в месте гиба до нужного показателя (пока металл не становился достаточно пластичным для сгибания).
На сегодняшний день развитие промышленности позволяет выпускать более совершенное оборудование, которое отличается от старых трубогибочных машин и обладает следующими достоинствами:
- более компактные габариты в сравнении со старыми аппаратами. Размер современного трубогибочного станка позволяет обойтись без организации капитального фундамента под монтаж оборудования;
- минимальная высота загрузки детали составляет не больше, чем 140 см от пола. На этот показатель не влияет диаметр изделия;
- уменьшение энергозатрат в сравнении со старыми трубогибами. Новые модели не нуждаются в нагреве труб;
- отсутствие загрязнений, которое наблюдалась в старых, индукционных машинах;
- температура возле современной трубогибочной аппаратуры является очень комфортной;
- кроме этого, в процессе эксплуатации такого оборудования снижается уровень шума, что также является большим преимуществом;
- высокая скорость гибки, которая позволяет справляться с большими объёмами работ. Например, современный трубогибочный станок способен согнуть деталь с показателем сечения 400 мм и толщиной стенки 25 мм за очень короткий промежуток времени (2–3 минуты).

При больших объемах работ нужна высокая скорость гибки, обеспечить ее может только профессиональное оборудование
Эксплуатационные сферы и особенности обслуживания
Наибольшее распространение трубогибочные станки получили в двух отраслях:
- строительная;
- жилищно-коммунальная.
Кроме этого, стоит отметить, что станки для гибки используются менее интенсивно и в других областях:
- автомобилестроение;
- нефтехимическая отрасль.
А также такие станки являются незаменимыми при выполнении пневматических и гидравлических трубопроводных конструкций. Эксплуатационная сфера этого оборудования очень широка, поэтому оно пользуется большой популярностью и востребовано всюду. Рассмотрим, для чего ещё используются изогнутые на трубогибочном оборудовании трубы:
- спортивный инвентарь;
- различные дизайнерские решения внутри жилых помещений;
- при монтаже оград, перил, лестниц и т. д.;
- при производстве стульев и других элементов мебели.

Необходимость в сгибании труб может появиться при изготовлении конструкций самых разных типов и назначения
Важно! Перед тем как начать изгибать трубы на трубогибочном станке, нужно прочитать инструкцию по его использованию, а также изучить все необходимые противопоказания, правила безопасности и т. д.
Оператор трубогибочного станка должен быть обученным всем нюансам гибки и, кроме этого, выполнять профилактическую очистку аппарата (1 раз в месяц), осмотр основных рабочих частей устройства и профилактику. К профилактике трубогибочной машины можно отнести:
- смазка рабочих элементов
- регулировка рабочих элементов;
При профилактике гидравлической модели не стоит забывать про замену масла в насосе. Масло для насоса должно быть высококачественным. При выходе из строя какого-либо функционального элемента гибочного оборудования необходимо провести его замену. Новые запчасти рекомендуется покупать только у проверенных поставщиков.
Разновидности трубогибочных станков
Сегодня все трубогибочные устройства, которые используются на различных предприятиях, можно классифицировать по одному основному показателю — конструктивному исполнению. В зависимости от особенностей конструкции выделяют следующие разновидности трубогибочных машин:
- Ручные. Такие устройства используются на небольших предприятиях и подразумевают приложение физических усилий при гибке труб. Как правило, такие компактные станки являются переносными и применяются в строительной сфере. Стоит отметить, что мобильность таких станков позволяет использовать их непосредственно на строительных площадках.
- Гидравлические. Устройства, функционирующие от гидравлического привода, очень похожи (по конструктивному исполнению) на ручные станки, но могут быть как переносными, так и стационарными. Основное отличие таких машин от ручных моделей — наличие гидроусилителя. Этот элемент позволяет обрабатывать изделия с показателями сечения до 20 мм без использования значительных физических усилий.
- Электрические. Отличаются большими размерами и функционируют от электроэнергии. При изгибе детали такие стационарные станки обеспечивают высокую точность угла. А также стоит отметить, что трубогиб электрический промышленный может гнуть изделия с большими показателями сечения и тонкими стенками.

Приспособления ручного типа используют в быту для работы с трубами небольшого диаметра
Все электрические трубогибочные машины подразделяются на три основных вида, в зависимости от того, насколько они автоматизированы. Рассмотрим эти виды:
- ручные;
- полуавтоматические;
- автоматические с числовой программой управления (ЧПУ).
Станки с компьютеризированной системой управления являются наиболее функциональными из всех. Благодаря системе ЧПУ появляется возможность программирования параметров угла и радиуса изгиба детали. Такие устройства могут работать в полностью автоматическом режиме, где все процессы контролируются компьютерной программой (в том числе поставка детали и регулировка дорна).
Стоит отметить, что трубогибочные станки для обычных и профильных труб отличаются. Ручные трубогибы стоят довольно недорого, однако, они гораздо менее производительны, чем электрические модели.
Способы гибки
Гибка труб на трубогибочной машине может отличаться в зависимости от способа. Рассмотрим 4 варианта гибки труб на трубогибочном оборудовании:
- метод обкатки;
- метод волочения;
- метод вальцовки;
- метод наматывания.

Способ обработки трубы во многом зависит от ее диаметра и толщины стенок
Последний способ используется для труб с небольшими показателями сечения (до 150 мм). Сам изгиб выполняется довольно просто: деталь наматывается вокруг ролика, таким образом, посредством воздействия на её торцы получается нужная деталь. Раньше такой способ отличался тем, что имел несколько недостатков. Основным недостатком такого способа являлась деформация трубы в месте изгиба (утончение одной стенки и образование гофрированной поверхности на другой).
Сегодня этот недостаток можно избежать, если проводить гибку на трубогибочном станке, оснащённым специальным конструктивным элементом — дорном. Дорн — это металлический прут, который перед гибкой размещается внутри трубы (он исключает деформацию её стенок).
Обратите внимание! Дорновые трубогибочные станки продаются вместе с комплектом дорнов, которые имеют разные показатели сечения под определённые трубы.
Несмотря на то, что дорновое оборудование является надёжным и исключает деформацию стенок изделий, бездорновые модели так же являются популярными. Из-за ограниченности использования их применяют для гибки труб с большими показателями сечения и тонкими стенками.
Принципы работы
Принцип работы всех существующих моделей трубогибочных станков имеет одно общее свойство — изгибание детали выполняется в холодном состоянии (в отличие от старых, индукционных аппаратов). Гибка в холодном состоянии является более надёжным вариантом, так как увеличивается точность гиба, а также значительно уменьшает возможность возникновения деформации стенок детали.

Независимо от типа станка, любая труба обрабатывается в холодном виде, нагрев применяется в очень редких случаях
Холодная гибка имеет и свои недостатки (для бездорновых моделей). Основным минусом холодной гибки на бездорновом станке, является то, что во время процесса увеличивается нагрузка на деталь, в результате чего деформируется форма сечения трубы. Особенно это касается труб, выполненных из легированной стали. Такая деформация, как правило, появляется из-за растягивающего напряжения, которое действует на стенки изделия. Оно не уравновешивается сжимающим напряжением, появляющимся на внутренней стенке детали.
Перемещение дорнового элемента во время гибки обычной трубы, исключает его применение для поперечного сечения профильного изделия. Трубогиб для профильной трубы оснащается дорном, который отличается от обычных. Дорновая гибка профиля происходит таким образом: профилированный ролик обкатывается по зафиксированной, неподвижной профильной трубе. В таком случае фиксация детали может быть двух типов:
- гидравлическая;
- механическая.
Стоит также отметить, что такой же процесс выполняется и в случае использования углового трубогибочного оборудования. Такое оборудование отличается большими габаритами и очень функциональны.
Как сделать трубогибочный станок своими руками?
Перед тем как приступить к выполнению ручного трубогибочного станка, необходимо проработать схему его сборки. Трубогибочный станок выполняется поэтапно, а при его сборке нужно быть очень внимательным. В первую очередь составляется схема для его основания. Каркас станка желательно выполнять из профильных труб, которые имеют прямоугольную форму сечения. А также не стоит забывать про усиление стенок, так как это необходимо для надёжного использования станка.

Из подручных средств и простых деталей можно собрать самодельный трубогиб, который будет справляться с бытовыми задачами
Рукоять и зажим для трубного профиля — это шпилька, на которую с двух сторон закрепляются следующие элементы:
- с одной стороны фиксируется контргайка с гайкой типа «барашек»;
- с другой стороны устанавливается фиксатор, который имеет вид буквы «Т».
После того как основание будет изготовлено, можно заняться выполнением ручки фиксатора. Для этого понадобятся следующие материалы:
- две металлические пластины;
- перемычки.
Рассмотрим поэтапно процесс изготовления такого станка своими руками (начиная с ручки фиксатора):
- Пластины для ручки необходимо подбирать толщиной примерно 4–5 мм. Это связано с тем, что ручка устанавливается на тело оси каркаса, поэтому стоит внимательно отнестись к выбору металлических пластинок. А также стоит отметить, что необходимо разместить эти пластины на оси с запасом примерно в 5 мм.
Полезная информация! Перемычки необходимы для достижения необходимого уровня прочности и жёсткости. Их можно выполнить из металлических трубок и закрепить на пластинках с помощью сварочного оборудования.
- Шкив рукоятки можно отрегулировать, чтобы упростить процесс сборки трубогибочного станка.
Обратите внимание! Отдельные элементы, а также их расположение желательно проконтролировать посредством измерительных приспособлений.
- На третьем этапе нужно выполнить отверстие. Сама ось не нуждается в закреплении посредством сварки — фиксация выполняется шплинтами.
- После того как ручка на станок трубогиб будет закончена, необходимо установить на неё шкив, который необходим для придания движения приводному ремню.
- Далее, необходимо зафиксировать основание собранного аппарата. Для этого, как правило, применяются тиски.
- Затем на ось остова надевается одна пластинка рукоятки трубогиба.
- Надевается вторая пластина.
- На этом этапе устанавливается основной шкив. В тело гайки (широкой) на остове необходимо ввинтить шпильку крепёжного элемента. Рабочий шкив фиксируется на ось основы посредством затяжных ремней.
Таким образом и производится сборка трубогибочного станка своими руками. Станок трубогиб — полезное устройство, с помощью которого можно выполнить гибку трубы в домашних условиях. В случае необходимости можно приобрести нестационарное оборудование, которое стоит гораздо меньше. Но если вам необходим трубогиб не на один раз, то тогда желательно внимательно изучить схему его сборки и изготовить его собственноручно.
Трубогиб. Виды и устройство. Работа и применение. Безопасность
Трубогиб – это станок, предназначенный для выгибания труб из различных металлов, в том числе и стали. Приспособление обеспечивает равномерную деформацию заготовок под требуемый угол. При этом тело трубы сгибается плавно, без образования складок. Это особенно важно, если она используется для передачи жидкости или газа, поскольку сохраняется стандартная пропускная способность. Гибки подвергаются трубы диаметром от 5 до 1220 мм. Для изгибания толстого металлопроката применяются станки промышленного типа. 
Где используется трубогиб
Станок является незаменимым в строительстве и ремонтных работах. Его применяют для подготовки труб используемых для газо- и водоснабжения. Также с его помощью выгибаются детали для изготовления каркасных сооружений:
- Спортивных тренажеров.
- Опор для винограда и цветов.
- Мебели.
- Рам автомобилей и мотоциклов.
- Теплиц.
- Дверных козырьков.
- Альтанок.
Трубогибочный станок применяется не только для деформации труб, но и для перегиба квадрата и других изделий металлопроката. Применение данного оборудования незаменимо в тех случаях, когда нужно обеспечить изгиб под углом до 180 градусов. При более сильном перегибе существует риск того, что заготовка будет сломана, поскольку холодный металл обладает низкой пластичностью. В связи с этим подавляющее большинство станков не имеют диапазон хода свыше 180 градусов.
При использовании трубогиба можно делать однотипные заготовки. Это особенно важно, если они применяются для строительства каркасной конструкции, такой как теплица.

Принцип работы инструмента
Трубогиб проводит деформацию труб по заданному радиусу. Чтобы при загибании материала не образовывались внутренние складки, требуется, чтобы длина участка перегиба составляла 3-4 диаметра заготовки. Более короткая обработка приводит к нарушению желаемой геометрии и может стать причиной того, что тонкостенный металл разорвется или сложиться гофрой.
При использовании трубогибочного станка со сварными трубами, существует вероятность того, что шов разойдется. Максимальное качество гнутых изделий достигается только с мягкими металлами и бесшовными заготовками.
Для создания изгиба труба зажимается в станке, после чего его плечи складываются, и оказывается воздействие на ее стенки. Точки соприкосновения выполнены в виде роликов, поэтому они легко прокатываются по периметру заготовки, обеспечивая воздействие в разных местах. В связи с этим исключается образование вмятин в точках давления. Количество роликов может быть разным.
Для регулировки угла загиба трубки, в конструкции трубогибов имеются сменные насадки, так называемые пуансоны. Пуансон давит на трубу, в результате чего заставляет ее деформироваться. Края заготовки заблокированы упорами в виде роликов, поэтому она не может отодвинуться.

Разновидность трубогибочных станков
Трубогиб является востребованным инструментом, который бывает различных видов. Одни станки предназначены для тонких трубок, а другие для толстых.
По принципу работы все трубогибы разделяют на следующие категории:
- Ручные.
- Гидравлические.
- Электрические.
- Гибридные.
- С индукционным нагревом.
Ручной трубогиб
Используется для обработки тонких заготовок. С их помощью деформируются трубы из нержавеющей стали, титана, меди, алюминия и латуни. Сжатие таким инструментом осуществляется путем оказания физической силы оператора. Такой станок является мобильным и может переноситься на место проведения сборки. Чтобы снизить нагрузку на руки человека, который пользуется трубогибом, его механизм оснащается длинными рычагами.
Главный недостаток подобного оборудования заключается в том, что оно непригодно для выполнения большого объема работ. Один оператор после нескольких деформаций заготовок устает, поэтому не может действовать долго. В том случае если ручной тип используется бригадой рабочих, то при смене операторов данный недостаток несущественен.

Ручные трубогибы являются самыми дешевыми и легкими. Они маневренные, поэтому используются сантехниками, газовщиками и мастерами занимающимися прокладкой труб теплоснабжения. С помощью станка можно провести деформацию заготовки по месту, без необходимости переноски крупногабаритной трубы в мастерскую. Весьма распространенной является винтовая конструкция трубогибов. При ее вкручивании вытягивается шток, который и деформирует заготовку. Для облегчения работы можно прогревать тело трубы в месте перегиба газовым резаком.

Гидравлические
Гидравлический трубогиб является более эффективным. Он рассчитан на толстые трубы диаметром от 3 дюймов. Такой инструмент может быть мобильным или стационарным. Его стоимость выше, чем у ручных трубогибов. Это мощная установка, которая оснащается гидравлическим механизмом. Его наличие исключает нагрузку на руки оператора. Хотя данное оборудование и очень мощное, оно имеет сравнительно небольшой вес. Большинство предлагаемых на рынке моделей можно вполне взять с собой к месту сборки трубопровода.
Станки данного типа могут обрабатывать большие диаметры труб. Стандартная масса станков используемых для деформации тонких труб, применяемых для прокладки коммуникаций в домах, составляет около 50 кг. Трубогибы, которые используются для труб на 4 дюйма и больше, весят от 500 кг. Они массивные и занимают много пространства в мастерской. Их нельзя устанавливать под стеной, чтобы иметь место для зажатия длинномерных заготовок.

По принципу действия гидравлические трубогибы подобны автомобильным домкратам. Преимущества применения трубогибов этого типа заключается в том, что они обеспечивают плавную деформацию.
Электрические
Электромеханический станок для сгибания труб относится к дорогостоящему оборудованию, которое обладает высокой точностью проведения деформации. Данные установки в большинстве случаев являются стационарными. Существуют переносные модели, которые работают только с тонкими трубками и цветными металлами. Использование трубогиба данного типа требует наличия доступа к электросети. Учитывая тот факт, что это в большинстве случаев стационарные станки, которые стоят в мастерских, то это не проблема.
В продаже встречаются электрические переносные трубогибы, являющиеся весьма компактными и способными работать с заготовками диаметром до 42 мм. При этом диапазон деформации составляет 90 градусов. Их обычно можно встретить у частных мастеров, занимающихся сбором теплиц и прочих каркасных построек, в которых используются сравнительно тонкие трубки. Гораздо проще доставить на стройплощадку компактный электрический трубогиб и ровные трубы, чем сгибать заготовки на стационарном станке в мастерской, и везти дуги.

Гибридные
Гибридные типы станков сочетают в себе привод различного типа. Обычно используется электрика и гидравлика. Эти станки обладают высокой скоростью обработки заготовок, а также большой силой сгиба. Обычно они довольно массивные, поэтому для переноски даже самых мелких моделей понадобится как минимум два человека. Для работы подобного оборудования требуется наличие доступа к электросети, что отличает его от чисто ручных и гидравлических трубогибов.

С индукционным нагревом
Также бывают трубогибы с индукционным нагревом. Их привод может быть электрическим и/или гидравлическим. Данное оборудование нагревает заготовку в месте деформации, после чего осуществляется сгибание. Это исключает разрыв металла. С помощью таких станков можно работать даже с трубами из пружинистых сталей, которые обычно при растягивании или сдавливании ломаются.
Данное оборудование является самым дорогостоящим. При его применении нужно строго придерживаться техники безопасности. Заготовка разогревается практически докрасна, поэтому если к ней прикоснуться, то ожог обеспечен. В связи с этим обязательно необходимо наличие индивидуальных средств защиты, в частности перчаток. Если проводится выгибание старой трубы с ржавчиной на поверхности, то существует вероятность того, что при деформации может отлететь горячая окалина, поэтому желательно применять маску или очки.

Техника безопасности при работе
При работе с трубогибом существует опасность травмирования. Она наблюдается не только при применении станков с индукционным нагревом, но и обычных установок. Чтобы снизить риск получения травмы при работе, нельзя подходить к изгибаемой трубе с той стороны, от которой она гнется. В случае соскальзывания направляющей, заготовка пружинит обратно. В результате труба может попасть в область груди или живота, ударив с высокой силой. Этого достаточно для перелома ребер, поэтому игнорирование данного правила может повлечь тяжелые последствия. Также возможно, что вал, на котором закреплен ролик, просто отлетит под воздействием давления.
Если на трубу уже оказывается усилия для деформации, то ее нельзя удерживать руками. Касаться заготовки можно только после того, как оказываемые усилия отключены.
Если трубогиб может работать на разных скоростях, то не стоит использовать максимальную. Ускоренная деформация приводит к тому, что заготовка ломается, и ее концы падают на пол, при этом придавливая ноги оператора или стоящих поблизости людей. Особенно это важно, если труба длинная и тяжелая.
Классификация трубогибов, профилегибов. Виды и их особенности.
В этой статье будет рассмотрена классификация гибочного оборудования, виды гибочных станков и их особенности. Ознакомившись с информацией, приведенной ниже, Вы сможете сориентироваться какой вид станков лучше подойдет для решения стоящей задачи по изгибанию трубы, профиля, уголка и т.п.
Очень часто на производстве встает вопрос: «Как гнуть трубу?» или какой-нибудь другой сортовой прокат, подобные детали могут встречаться в самых разных отраслях: прокладка трубопроводов (водо- и газоснабжение), изготовление выхлопных систем, производство металлоконструкций: теплицы, ограждения, спортинвентарь, металлическая мебель, оборудование детских площадок и т.п. Ответом на поставленный вопрос является покупка трубогибогибочного станка или профилегибочного станка, и тут встает другой вопрос: «Как выбрать трубогиб, профилегиб?», чтобы на него ответить, прежде всего необходимо разобраться какие бывают гибочные станки, в чем разница между трубогибами и профилегибами, чем отличаются трубогибы и профилегибы и т.п. Начнем разбираться.
Когда речь идет о гибке, различают 2 вида деталей:
«угол» – гибка на угол с минимальным радиусом
«дуга» – гибка трубы по большому радиусу
Для изготовления таких деталей нужны принципиально разные станки, каждый из которых имеет свою схему (метод) обработки.
Сразу же договоримся о терминах: так сложилось, что станки, которые изготавливают деталь типа «дуга», называют ПРОФИЛЕГИБАМИ, а станки для изготовления деталей типа «угол» – ТРУБОГИБАМИ.
ПРОФИЛЕГИБЫ
Профилегибы («дуга») работают методом проката: труба помещается между тремя роликами (вальцами), далее положение роликов меняется относительно друг друга, таким образом задается радиус гибки и труба прокатывается между ними, принимая нужную форму.
Профилегибы могут быть использованы для гибки различного сортового проката, для этого нужно иметь дополнительные комплекты роликов, т.е. гибка круглой трубы выполняется на своем комплекте роликов, гибка профиля – на своем, гибка уголка – на своем, а гибка швеллера – на своем. То же самое касается размеров – для каждого размера нужна отдельная оснастка.
Нужно отметить, что есть так называемые универсальные ролики, но, к сожалению, они справятся только с некоторыми задачами, это зависит от формы, размеров профиля, а также от допустимой степени деформации. Примеры универсальных роликов:
с передвижными кольцами
Заготовки, которые изготавливаются на профилегибах, на выходе имеют на концах прямые участки. Это связано с тем, что 2 участка на концах профиля не прокатываются между роликами и минимально этот участок равен расстоянию между осями крайнего и среднего роликов. Данное явление особенно наглядно при гибке короткой заготовки:
Для устранения прямого участка используется четырехвалковый профилегиб, такие профилегибы используются, как правило, при массовом производстве, где на первый план выходит производительность, а также немаловажен КИМ (коэффициент использования материала).
Для профилегибов доступен ряд опций, они призваны облегчить и ускорить работу при определенных условиях, рассмотрим несколько:
NC контролер: по сути это цифровая индикация положения валов, значительно облегчает работу при периодически повторяющихся деталях;
CNC контролер, иными словами система ЧПУ: позволяет изготавливать сложные детали с переменным радиусом с идеальной повторяемостью по заданной программе;
Вертикальная поддержка: необходима при изготовлении колец или спиралей из тонких профилей; она представляет с собой конструкцию, которая крепится к верхней части станка, и имеет подвижный элемент – поддержку, настраиваемую в зависимости от диаметра детали.
Дополнительная направляющая: позволяет избежать «волны» на полке уголка при его гибке.
Виды профилегибочных станков
Видов и модификаций профилегибочных станков очень много и ввиду этого их можно делить по разным параметрам.
По типу привода:
- ручные : самый простой вид профилегибов, привод у них ручной, используются при небольших объемах производства или для собственных нужд в гараже или на даче;
- электрические : привод таких профилегибов электромеханический, предназначены для выполнения деталей несложной формы из небольших профилей;
- гидравлические : большая мощность станков из этой группы позволяет работать с крупными профилями, применяются в таких областях, как мостостроение, кораблестроение, строительство стадионов и т.п.
По типу подачи:
подаются 2 ролика
подается 1 ролик
По контролю процесса:
ручные: контроль за процессом гибки происходит по упорам, по шкале или путем прямого замера заготовки;
с УЦИ (устройство цифровой индикации): координаты положения валов выводятся на панель управления;
с ЧПУ (числовое программное управление): весь процесс работы контролируется компьютером и работа выполняется по заранее заданной программе; можно изготавливать детали сложной формы, т.е. на разных участках выполнять различный радиус и задавать переменное значение шага спирали
По количеству роликов:
с 3-мя роликами
с 4-мя роликами
По количеству приводных роликов:
- 1 приводной ролик
- 2 приводных ролика
- 3 приводных ролика
По рабочему положению:
- горизонтальное
- вертикальное
- универсальные
ТРУБОГИБЫ
Трубогибы («угол») реализуются несколькими методами:
- метод наматывания: труба вкладывается в оправку, имеющую проточку под определенный диаметр трубы, к оправке подводится ролик, также с проточкой нужного диаметра, оправка вращается вокруг своей оси и труба наматывается на неё, повторяя форму выточки на оправке;
- метод обката: также имеются оправка и ролик в выточкой под нужную трубу, но в отличие от предыдущего метода, в движение приводится ролик, который движется вокруг оправки и обкатывает трубу вокруг оправки;
- метод прямого давления: труба помещается между двумя роликами с выточкой под нужный диаметр трубы и оправкой также с выточкой, причем оправка расположена посередине между роликами, далее оправка подается вперед между роликами и таким образом происходит гибка.
Трубогибы можно классифицировать по методу работы и по степени автоматизации, но для более простого подбора мы предлагаем следующее, смешанное разделение:
Рычажные станки:
К преимуществам можно отнести:
- высокая мобильность
- простота эксплуатации
- низкая стоимость
Арбалетные трубогибы:
Применяются такие станки на производстве, не требующем большой производительности, или для хозяйственных нужд в гараже или на даче. Преимущества у арбалетного трубогиба те же, что у рычажного, плюс способность гнуть достаточно большие трубы – до 4” за счет использования гидроцилиндра.
Далее пойдет речь о промышленных станках, предназначенных для гибки труб в серийном производстве. Такие станки работают методом наматывания, наглядно это показано на данном видео
Бездорновые трубогибы:
Для гибки пространственных деталей бездорновые трубогибы могут быть оснащены поддерживающим приспособлением, с помощью которого можно точно подавать трубу на нужное расстояние и поворачивать её на нужный гол.
При необходимости гибки тонкостенных труб, либо гибки на малые радиусы используются трубогибы с дорном. Дорн – это приспособление, которое помещается внутрь трубы, непосредственно в место гиба, таким образом труба при гибке поддерживается изнутри и на протяжении всего загнутого участка профиль трубы сохраняется неизменным. Соответственно, для каждого размера трубы должен быть свой дорн + остальная оснастка (оправка, прижим, направляющая, выглаживающий башмак).
Для решения наиболее сложных и точных задач используют гибкий дорн (шариковый дорн), благодаря специальной конструкции такой дорн поддерживает трубу не только в начале изгибаемого участка, но и непосредственно внутри него. Чтобы использовать подобный дорн, станок должен быть оснащен линейной подачей дорна (после гибки дорн вытягивается из гнутого участка, иначе извлечение заготовки невозможно).
По степени автоматизации дорновые трубогибы делятся:
Полуавтоматические дорновые трубогибы:
В зависимости от задачи полуавтоматический трубогиб может зажимать заготовку автоматически или вручную, угол может задаваться вручную или как параметр в системе ЧПУ, также есть модели с автоматическим возвратом поворотной балки. Таким образом, есть возможность дополнить станок функциями, которые ускорят и облегчат работу, либо наоборот убрать ненужные функции, соответственно не платить за них.
Автоматические дорновые трубогибы:
Самой главной составляющей автоматического дорнового трубогиба является система ЧПУ; она контролирует весь рабочий процесс в соответствии с заданной программой. Перед началом работы производится симуляция во избежание каких-то несогласованностей и задевания сложной заготовкой узлов станка, непосредственно во время работы на дисплее отображается процесс в режиме онлайн.
В этой статье мы рассмотрели основные виды трубогибов и профилегибов, которые используются в настоящее время. Целью этой статьи является дать человеку предварительное представление о разновидностях гибочных станков и конечно же все нюансы охватить не получилось, но Вы всегда можете связаться с нашей компанией и получить консультацию специалиста. Специалист поможет Вам выбрать наиболее подходящий станок, порекомендует полезные дополнительные опции, сориентирует какая будет цена трубогибочного станка, или цена профилегибочного станка, стоимость доставки и пусконаладочных работ, в общем поможет купить хорошее оборудование, которое займет достойное место на Вашем производстве.
В Челябинске расположено наше производство, станки всегда в наличии. Так-же у нас есть выставочный зал, куда вы можете прийти и убедиться в качестве станка и попробовать его в действии. Мы находимся по адресу г.Челябинск ул.Свердловский пр-т 60а.Телефон: (351) 211-28-60.





