Фуганок. Устройство и работа. Как выбрать и особенности
Фуганок, или фуговальный станок – это специализированное деревообрабатывающее оборудование строгального типа, применяемое для придания деревянной заготовке плоскости. Чаще всего используется в связке с рейсмусом. Фуганком на заготовке делается базовая ровная сторона, а на рейсмусе по ней выводятся остальные плоскости, соблюдая параллельность и прямые углы.
Как устроен фуганок
Станок имеет довольно простое строение в сравнении с другим моторизированным деревообрабатывающим оборудованием. Он состоит из следующих комплектующих:
- Рама.
- Подающий и принимающий стол.
- Рабочий вал с ножами.
- Механизм регулировки.
- Электродвигатель.
- Защитное устройство.
- Боковой упор.
- Кнопка включения и отключения.
На раме станка располагается стол, по которому подаются заготовки для строгания. Он разделен на 2 половины. Между ними установлен рабочий вал с 2-4 строгальными ножами. Передний стол называется подающий, а задний – принимающий. Через подающий стол заготовка направляется на строгальный вал, и после обработки соскальзывает на принимающий стол.
Регулировка глубины строгания осуществляется путем изменения высоты столешницы относительно ножей. Специальный механизм позволяет поднимать или опускать подающий стол, меняя тем самым вылет ножей, а значит и глубину, на которую они могут врезаться в обрабатываемую деталь. Обычно выполняется регулировка только подающего стола, но у профессионального оборудования настраиваются обе столешницы. Если их уровень отличается, то возникают трудности с получением идеальной плоскости при обработке длинных досок и реек.
Поверх вала располагается защитное устройство в виде флажка. Оно закрывает ножи, исключает тем самым травмирование рук оператора. Во время работы заготовка сдвигает защиту в сторону, поэтому она не мешает ей соприкасаться с валом. После прохождения детали защита под действием пружины возвращается обратно.

Сбоку столешницы станка закрепляется парентеральный боковой упор. Его задача заключается в обеспечении ровной проводки детали. Упор имеет систему регулировки угла наклона. Обычно его можно поставить на 90 и 45 градусов. Упираясь в него можно сострогать торец детали под нужный угол.
Включение и отключение станка выполняется кнопкой. Также фуганок имеет защиту от непроизвольного запуска. Если во время работы он был обесточен, то после подачи электричества даже при нажатой кнопке станок не запустится самостоятельно. Эта функция является такой же базовой нормой, как защиты ножей. Она отсутствует только у старых или самых дешевых моделей.
Вал с ножами приводится в действие ременной передачей от шкива мотора, располагаемого под рамой. Многие устройства также имеют удаляющую стружку турбину, которая вращается за счет отдельной ременной передачи от двигателя. Турбина всасывает воздух со стружкой и с ускорением выбрасывает его через патрубок в сборный мешок. Более простые станки просто предусматривают подключение пылесоса. В самых упрощенных фуганков стружка сбрасывается вниз под ноги, откуда ее сложно убирать.
Какие задачи выполняет
Функциональные возможности фуговального станка достаточно скромные, но важные. Его технические возможности зависят от длины стола, поскольку напрямую влияют на длину заготовки, которую можно отфуговать ровно. Рекомендовано на нем обрабатывать детали не более чем в 1,5-2 раза длиннее стола. Превышение этой нормы приведет к перекосу плоскости заготовки.
В целом используя фуганок можно проводить:
- Черновое выравнивание плоскости деталей.
- Выборку пазов.
- Снятие кромки.
Это базовые задачи, которые можно сделать на любом станке используя только его стандартную комплектацию. Кроме этого возможно изготовление различных самодельных приспособлений, расширяющих функционал оборудования. Этим пользуются начинающие столяры, испытывающие недостаток в инструменте.
Специфика работы на фуганке
Фуговальный станок требует определенной сноровки и профессиональных умений от оператора. В отличие от рейсмуса, качество обработки на нем в первую очередь зависит от умения, а уже потом от технических параметров самого оборудования. При первой обработки заготовок неподготовленный человек не сможет вывести ровную плоскость. Если же придерживаться определенных правил, то поверхность получится не только ровной, но и чистовой, не требующей дополнительной доработки.

На фуганке правильно используя боковой параллельный упор вполне можно вывести все 4 стороны заготовки под ровную плоскость и углы в 90 градусов. Однако на это уйдет намного больше времени, чем при использовании рейсмуса. Поэтому эти 2 станка обычно используются в паре. Фуганок делает первую задающую геометрию сторону, по которой рейсмус выводит остальные поверхности.
Основная сложность работы на фуганке заключается в получении легкого скругления плоскости деталей по краям. Это связано с неправильным прижимом заготовки к столу. Важно ее вести не отпуская, не допуская отрыв от столешницы.
После прохождения переднего края заготовки через подающий стол и строгальный вал, нужно акцентировать прижим детали в принимающую столешницу. В таком случае получится достигнуть самой ровной плоскости.
Обработка ребра заготовки выполняется после придания плоскости первой основной стороне. Она должна опираться в параллельный упор, что позволит добиться между сторонами прямого угла.

Работая на фуганке нужно правильно выставлять глубину вхождения ножей в материал. Важно, чтобы они с легкостью строгали заготовку. При этом если сделать глубину слишком мелкой, то для выравнивания плоскости придется делать излишне много проходов. При определении глубины строгания нужно отталкиваться от ширины детали. Если заготовка узкая, то нагрузка на мотор минимальна, поэтому можно строгать на максимальное углубление. Когда же на широкой заготовке не уменьшить вылет вала, то двигатель окажется перегруженным, что ускорит его износ.
Проверка и регулировка ножей
Даже при соблюдении всех рекомендаций строгания, качество готового результата может быть далеким от идеала. Причиной этого может являться неправильная регулировка ножей. Они могут закрепляться с перекосом, поэтому их вылет с разных сторон отличается. Это проблема решается регулировкой. Ножи на валу отпускаются путем отжима болтов, ровняются и зажимаются обратно.
Не имея специального инструмента можно определить погрешность настройки ножей используя обычную линейку и ровную строганую дощечку. Нужно выставив один из ножей в верхнюю точку, приложить к нему дощечку с контрольной отметкой и провернуть его. После поворота вала рейка сдвинется на 3-8 мм. Такая процедура делается по левому и правому краю ножа. Нужно, чтобы в обоих случаях дощечка отодвинулась на одинаковое расстояние. Если показатели разные, то это говорит о необходимости регулировки. Проверка делается для каждого ножа отдельно.
Критерии выбора станка
Фуганок является одним из самых необходимых станков для выполнения столярных задач. Сфера его использования весьма обширна, поэтому в продаже представлено оборудование под различную специфику производства. Поэтому при выборе станка могут возникать различные затруднения.
Определяющими критериями при покупке фуганка являются:
- Материал стола.
- Ширина.
- Длина.
- Количество ножей.
- Тип и мощность двигателя.
- Частота оборотов вала.
Материал стола и его геометрия являются очень важными при выборе фуганка как на производство, так для небольшой домашней мастерской. Столы могут изготавливаться из стали, чугуна, алюминия и даже силумина. Самые дешевые станки сделаны из силумина. Это очень слабый сплав, из которого обычно делают водяные смесители низкого качества, крошащиеся в руках. Станок с силуминовым столом крайне ненадежен. Столешницы могут выгибаться в процессе эксплуатации, лопаться под нагрузкой. Лучше всего если стол отлит из чугуна.
Ширина стола и вала с ножами влияют на захват станка. Если фуганок имеет столешницу 150 мм, то на нем можно профуговать доску шириной до 150 мм. Хотя на первый взгляд этого и мало, но для выполнения многих бытовых задач и такого захвата хватит с запасом. Профессиональные станки имеют столы шириной 400-630 мм, иногда и более.

Длина столешницы влияет на длину деталей, которые можно обработать. Чем она выше, тем лучше. Однако чрезмерно крупный станок занимает много места в мастерской. В идеале, чтобы длина стола была в 2 раза меньше, чем самые длинные заготовки, которые будут обрабатываться.
На валу фуганка устанавливается 2-4 ножа. Чем их больше, тем дольше можно обойтись без заточки. У оборудования бытового уровня всего 2 ножа, но учитывая низкую интенсивность его использования, это не вызывает частую заточку.
Фуганок может оснащаться коллекторным или асинхронным электромотором. Первые немного дешевле в производстве, поэтому их установка делает станок более бюджетным. Обычно коллекторные моторы встречаются на бытовых фуганках. Недостаток таких электродвигателей в избыточно шумной работе, а также непереносимости перегрузок. Что касается мощности моторов, то для бытовых устройств не стоит обращать внимание на оборудование с номиналом ниже 1,25 кВт.

Качество строгания станка зависит не только от остроты его ножей, но и частоты оборотов вала, на котором они расположены. Чем он быстрее вращается, тем чище и аккуратней срез древесины. Удовлетворительно если станок имеет показатель оборотов в пределах 4,7-5 тыс. об/мин.
Фуговальный станок по дереву — описание, особенности конструкции, лучшие модели
Одним из основных приемов обработки древесины считается строгание. Оно позволяет получить гладкую, ровную и плоскую поверхность заготовки. Ручной инструмент способен дать достаточно качественную плоскость, но для этого нужен немалый опыт и наличие профессиональных навыков. Современные мастера используют строгальные станки, которые дают практически одинаковый результат независимо от уровня квалификации работника. Рассмотрим особенности их конструкции и наиболее популярные модели.
Конструкция и особенности

Фуговальный станок имеет несложную конструкцию. Однако, простота имеет оборотную сторону — для качественной работы все элементы должны быть тщательно настроены. Это условие, обеспечивающее точность, наличие ровной плоскости, прямой кромки.
Основным элементом станка является ножевой вал. Это массивный металлический цилиндр с продольными проточками, в которые вставляются режущие кромки (ножи) и клиновидные прижимы. Для настройки вылета ножей в пазах имеются специальные винты, которыми регулируют высоту ножа по отношению к касательной.
Вал приводится в движение электродвигателем через ременную передачу. Как правило, частота вращения находится в диапазоне 5-10 тыс. об/мин. Поскольку вал имеет большую массу, вращение на таких скоростях требует тщательной балансировки, иначе станок во время работы будет сильно бить.
Для обеспечения чистоты обработки и увеличения промежутка между заточкой режущих кромок создана новая конструкция ножевого вала — спиральная. В ней отсутствуют длинные ножи, которые заменили на множество коротких (2-3 см) режущих инструментов.  Они расположены на поверхности вала по спирали, что исключает возможность резкого удара ножом по заготовке, придает обработке мягкость, устраняет характерные поперечные полоски на остроганной заготовке.
Они расположены на поверхности вала по спирали, что исключает возможность резкого удара ножом по заготовке, придает обработке мягкость, устраняет характерные поперечные полоски на остроганной заготовке.
Кроме этого, важными элементами конструкции являются столы. Один из них неподвижный, он находится позади ножевого вала (если смотреть по направлению подачи, т.е навстречу вращению вала).
Ножи (и сам стол) настраиваются так, чтобы его поверхность проходила по касательной к окружности вращения режущих кромок. Если это условие не выполняется, на конце каждой заготовки будет появляться небольшая «ступенька». Ее высота равна разнице между уровнем ножа и плоскости стола.
Передний стол — подвижный. Его высоту можно регулировать. Это удобно, когда черновая заготовка имеет неровную поверхность с массой дефектов. Стол опускают, изменяют разницу высот его плоскости и высоты кромок ножей. Регулировка стола производится с помощью специального рычага, который приводит во вращение несколько эксцентриков. Как правило, максимальная толщина стружки (согласно инструкции, к станкам) не должна превышать 3 мм, но многие модели позволяют опускать стол на 5 мм и больше.
Еще один элемент — упор. Это вертикальная (обычно) плоская пластина, к которой прижимают заготовку для получения кромки под прямым углом к пласти детали. Большинство упоров имеют способность изменять наклон, что позволяет снимать фаску под заданным углом.
Достоинства и недостатки

К достоинствам строгальных станков следует отнести:
- простота конструкции;
- возможность быстро и качественно выровнять поверхность, устранить все дефекты, сделать заготовку чистой и гладкой;
- допускается обработка деталей толщиной от 5 мм;
- есть возможность настройки упора, изменяющего наклон кромки по отношению к плоскости;
- высокая производительность с неизменным качеством поверхности.
Есть и недостатки:
- работа на фуговальных станках относится к наиболее опасной, требующей строгого соблюдения правил безопасности;
- настройка ножей требует тщательности и внимания. Неопытные мастера часто допускают массу ошибок, не затягивают клиновые упоры, отчего ножи вылетают из гнезда;
- для заточки ножей необходимы специальные приспособления или полноценные станки;
- от настройки столов зависит качество плоскости и прямизна кромки.
Правила безопасности
Работа на фуговальном станке относится к высшей категории опасности и требует строгого соблюдения правил безопасности. Их много, рассмотрим только самые основные:
 во время строгания не держать руки над вращающимся ножевым валом;
во время строгания не держать руки над вращающимся ножевым валом;- рукава рабочей куртки должны быть застегнуты, никаких свисающих концов быть не должно;
- во время работы надо пользоваться специальным толкателем для заготовок;
- начинать работу только после полного набора скорости вращения ножевого вала;
- вести заготовку надо плавно, без рывков;
- необходимо нормальное освещение станка, при этом, нельзя освещать рабочую зону лампами дневного света (из-за мерцания).
 во время строгания не держать руки над вращающимся ножевым валом;
во время строгания не держать руки над вращающимся ножевым валом;Фуговальные станки по дереву особенности, назначение, уход
Деревообработка – процесс, знакомый человеку с незапамятных времен. Ведь древесина долгое время была единственным стройматериалом, пригодным для строительства жилища. В настоящее время изделия из дерева широко используют в промышленности, а также при изготовлении мебели, декоративных элементов интерьера, музыкальных инструментов и пр. При этом особое внимание уделяется автоматизации операций, ранее связанных с ручной обработкой распиленных досок – таких, как фугование и рейсмусование. Все они в той или иной мере обеспечивают получение ровных и плоских по всей длине заготовок. По большому счету они являются разновидностями одной операции – строгания. Однако:
строгание – процедура, используемая при работе с заготовками малого размера;
фугование – обработка длинномерных досок, прогибающихся при строгании и потому требующих наличия длинной станины и прижимного устройства;
рейсмусование – чистовая, более точная обработка, дающая возможность простругать доску по всей длине с миллиметровой точностью. Как правило, применяют этот технологический прием после фугования.
В общем случае все три операции осуществляются при помощи режущих ножей, снимающих с заготовок определенный слой древесины.

История появления строгального инструмента
Начало развитию строгального оборудования положило появление ручного струга для срезания коры и рубанка. Постепенно габариты рубанка росли и в результате появились сначала ручной полуфуганок, а затем большой ручной фуганок и «медведка» – особо мощный ручной фуганок, для работы с которым требовалось уже 2 человека.
Обработка древесины в промышленных масштабах потребовала создания соответствующих станков. Известно что первый механизированный станок, предназначенный для выполнения строгальных операций был создан в 1770 году. Высота строгальной рамки с неподвижно закрепленным на ней резцом регулировалась специальным винтом, а подача заготовки осуществлялась при помощи кривошипно-реечного механизма, оснащенного ручкой.
В дальнейшем строгальную рамку заменили горизонтально расположенным вращающимся барабаном с двумя и более фрезами. Вращающийся вал крепился на станине. Изначально подача заготовки осуществлялась вручную, но со временем появился и автоматический механизм. Модернизация станка осуществлялась как добавлением режущих ножей, так и увеличением ширины и диаметра строгальных валов. В конечном итоге удалось достигнуть оптимального соотношения всех рабочих элементов станка, что позволило увеличить не только его производительность, но и добиться получения поверхности с высоким качеством обработки.
Классификация и назначение
По классификации, принятой Европейской федерацией производителей деревообрабатывающего оборудования Eumabois, продольно-фрезерные станки (фуговальные, рейсмусовые и четырехсторонние) относятся к классу 02.04 «Фрезерные и строгальные станки».
Примечание: продольно-фрезерные станки – это станки, принцип действия которых заключается в движении заготовки относительно режущего инструмента.
Фуговальные станки бывают одно- или двухсторонними и подразделяются на категории, в зависимости от ширины строгальной поверхности, длины рабочей поверхности и скорости вращения режущего вала. Так, например, к разным категориям относятся станки, отличающиеся между собой:
шириной режущей части – 40, 50. 52 и 60. 63 см;
скоростью вращения режущего вала – 4700. 4800, 5000. 6000 и 12000 об/мин;
длиной рабочей части – от 250 до 300 и менее 250 см.
В общем случае при помощи фуговального станка создают одну или две технологические базы для того, чтобы в дальнейшем получить на заготовке ровную плоскую поверхность. Как правило, заготовками для обработки на фуговальных станках служат черновые заготовки, получаемые после раскроя сухого пиломатериала. Они, как правило, покороблены и обрабатывать их можно, только создав хотя бы одну идеально ровную поверхность. Для этого их пласти или кромки подвергают фугованию.
пласть – пара широких противоположных деревянных поверхностей прямоугольного сечения;
кромка – узкая продольная поверхность, служащая границей между пластью и ребром пиломатериала.
Односторонние модели обрабатывают за один проход только одну поверхность. При этом заготовка, подлежащая обработке, подается к режущему валу вручную.
Конструктивные особенности двухсторонних станков позволяют за один проход обрабатывать сразу две смежные части. Они удобнее в эксплуатации, так как оснащены механизмом автоподатчика и позволяют в процессе работы выбирать необходимые пазы и фуги.
Конструкция и принцип действия
Фуговальный станок по дереву – это один из основных типов оборудования, которыми оснащаются не только промышленные, но и частные столярные предприятия, профессионально занимающиеся обработкой деревянных заготовок. Приобретают их и для домашних мастерских, хозяева которых занимаются изготовлением изделий из дерева.
Устройство
Конструктивно фуговальный станок состоит из таких узлов и деталей:
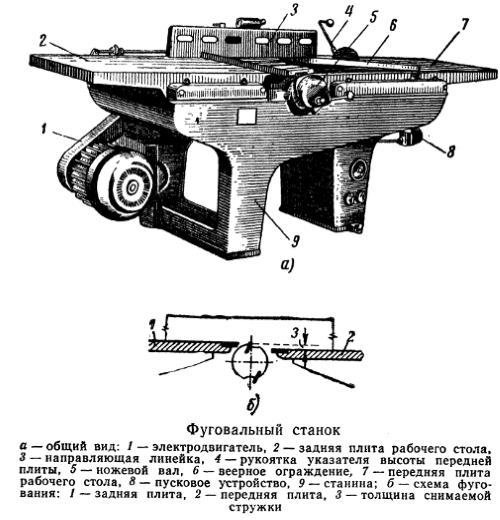
Рабочая поверхность собирается из двух плит – передней и задней. При этом уровень неподвижной (задней) плиты находится на одном уровне с верхней точкой кромок режущих ножей, а передней (подвижной) – опускается вниз на толщину снимаемого при обработке слоя древесины. Как правило, перепад высот между поверхностями составляет 1,5 мм, что достаточно для качественной обработки заготовки за два прохода.
Обе плиты отливают из чугуна, что делает станину более устойчивой. Для большей сохранности краев, на плитах монтируют специальные стальные накладки, которые служат еще и стружколомателями.
Режущий вал – основная деталь станка, устанавливаемая на станину между двумя плитами. Именно на нем установлены резаки. Чаще всего для работы используют одинаковые однокромочные ножи, которые можно затачивать. Однако в столярных мастерских часто предпочитают использовать двухкромочные резаки, для изготовления которых используют инструментальную быстрорежущую сталь. Такие резаки перезаточить невозможно, поэтому сильно затупившиеся в процессе работы ножи заменяют новыми.
Примечание: для работы с твердыми породами дерева применяют ножи с твердосплавными напайками.
Режущий вал прикрывается круговым ограждением, которое устанавливается на передней плите. При этом оно плотно прилегает к направляющей, что обеспечивается специальной пружиной.
Фуговальные станки последних лет выпуска отличаются наличием цифрового указателя глубины фугования, возможностью электронной настройки высоты переднего стола и наклона направляющей линейки. Кроме того практически все они имеют увеличенную длину стола.
Настройка и работа
Первое, что делают, начиная работать на фуговальном станке, это проверяют и при необходимости осуществляют настройку последнего. Только после этого его переводят в рабочий режим.
Настройка
Правильно настроенный станок – это залог безотказной работы и высококачественной обработки древесины. В процессе настройки осуществляют:
контроль параллельности, а при необходимости и затачивание режущей кромки ножей;
комплексную регулировку столов и направляющей линейки под размер толщины слоя снимаемой древесины;
установку скорости подачи заготовки и регулировку подающего механизма.
Каждый из режущих ножей имеет заостренный на 40° угол и фаску. При этом закругление режущей кромки ножа не должно быть больше 8 мкм. Затачивают ножи на ножеточильном устройстве. При установке ножей не менее важно добиться их параллельности – отклонение на длине 100 см не должно превышать 0,1 мм. Добиться такой точности можно, используя специальные индикаторы.
Ножи устанавливают в режущий вал после того, как будут опущены обе плиты. При этом и вал и лезвия не должны выступать за кромку стружколомателя более, чем на 2 мм.
Плиты рабочей поверхности поднимают до тех пор, пока зазор между их губками и кромками лезвий не достигнет величины 2,5 мм. Если размер щели будет большой (> 3 мм), то древесину начнет вырывать кусками, а если меньше 2 мм – то режущая кромка ножей будет деформироваться. Контролируют зазор специальными калиброванными пластинами.
Что касается направляющей, то зазор между ней и левым краем режущего вала должен быть немногим больше, чем ширина заготовки.
Автоподатчик настраивается, рассчитывая на подачу заготовок с малым прижимом.
ВНИМАНИЕ! Регулируют рабочие механизмы фуговального станка с учетом следующих допусков:
по перпендикуляру – не больше 0,1 мм на каждые 10 см;
по плоскости – не больше 0,15 мм/м.
Настроив станок, делают пробный запуск, во время которого обрабатывают несколько заготовок. В том случае, когда не удалось добиться требуемого результата, регулировку повторяют.
Принцип действия
Приступая к работе, заготовку осматривают и кладут на переднюю плиту выпуклой плоскостью вниз. Когда вал с ножами начинает вращаться, ему навстречу подается заготовка, которую прижимают к направляющей. Обработанную часть заготовки прижимают к поверхности задней плиты.
Если при осмотре обработанной заготовки окажется, что она недостаточно простругана, то процесс повторяют.
При двух перпендикулярных плоскостях сначала обрабатывают ту, которая больше по площади. Затем заготовку прижимают обработанной стороной к направляющей и повторяют процесс.
Особенности работы фуговального станка способствуют образованию большого количества мелкой древесной стружки и пыли, которые часто служат причиной выхода оборудования из строя. Кроме того отходы производства усложняют уход за станком. Если работы ведутся время от времени, то для домашней мастерской подойдет и обычный пылесос. Однако в тех случаях, когда фуговальный станок работает постоянно, для уборки отходов производства понадобится специализированный стружкоотсос. Последние бывают:
Кроме древесной стружки такие устройства улавливают мелкодисперсные отходы, образующиеся в процессе обработки слоистых материалов (МДФ и др).
Заключение
Деревообработка, как технологический процесс, требует использования обширного ряда самого разнообразного оборудования. Не последнее место в нем занимают фуговальные станки, разнообразные образцы которых способны обеспечить высококачественную обработку заготовок. В настоящее время на рынке представлен широкий выбор моделей с практически не отличающимися характеристиками. Однако импортное оборудование более функционально и надежнее в работе, что обуславливает его более высокую цену.
Фуговальный станок: виды и принцип работы, преимущества и недостатки
На промышленных предприятиях, где регулярно производят обработку пиломатериала, основным типом оборудования считается деревообрабатывающий фуговальный станок. Его также устанавливают в частных и столярных мастерских.
В последнее время фуговальное оборудование приобретают домашние мастера, занимающиеся изготовлением деревянных изделий.
Такой аппарат хорош тем, что прост в использовании, а срезы получаются высококачественные и точные. Добиться подобных результатов удается благодаря встроенной направляющей планке.
Виды фуговальных станков
Производители предлагают два вида фуговальных станков: односторонние и двухсторонние.
- Односторонние станки. Оборудование используют для фугования досок и бруса длиной до 1,5 м. Подача заготовок происходит в ручном режиме со скоростью до 10 м/мин. За один проход аппарат способен обработать только одну поверхность. Односторонний фуговальный аппарат может обслуживать один оператор.
- Двухсторонние станки. Имея особую конструкцию, двухсторонние фуговальные станки способны за один проход обработать сразу две смежные части. Они оборудованы роликом автоподатчика и удобны тем, что позволяют во время работы выбирать нужные пазы и фуги. Это оборудование могут обслуживать несколько рабочих.
Принцип работы
Ножевой вал — это основная деталь в фуговальном станке, в который устанавливают режущие ножи. Его крепят на станину аппарата, так чтобы задняя часть стола располагалась на одном уровне с окружностью ножевых лезвий, при этом задняя часть остается неподвижной. А переднюю часть, монтируют по высоте. Ее высота должна соответствовать толщине слоя, который снимается с древесины.
Древесную заготовку подают в ручном режиме или с помощью автоподатчиков, после включения аппарата, когда вал с ножами начнет вращаться. Лезвия, обрабатывают поверхность заготовки и делают ее абсолютно ровной. Каждую сторону нужно обрабатывать несколько раз, в зависимости от внешнего вида древесины. Некоторые фуговальные станки уже имеют встроенную конвейерную подачу, а если нет, то их можно оснастить таким механизмом. Механизм подачи удобен тем, что:
- Древесину можно подать в подходящем режиме.
- Автоматическая подача, защищает человека, работающего на аппарате от травм.
Операции рейсмусования и фугования. В чем разница?
Начинающие мастера столярного дела часто задаются вопросом «В чем отличие рейсмусования от фугования?». На самом деле, человек, который не видел вживую эти операции, зачастую путается и не видит разницы — ведь кажущийся на выходе эффект от этих операций один: ровная поверхность заготовки.
Однако, на самом деле, между этими операциями есть значимое отличие, несмотря на то, что они обе их можно назвать строганием.
На фуговальном станке строгание плоскости происходит прямолинейно. Обрабатывающим узлом станка является ножевой вал круглой формы с несколькими ножами, который закреплен таким образом, что при перемещении древесины по горизонтальной поверхности рабочего стола строгание осуществляется по низу заготовки. При использовании бокового упора можно задавать нужный угол между нижней и боковой поверхностью. Также эта операция позволяет снимать фаску.
На рейсмусовом станке тоже имеется ножевой вал и он предназначен для плоского простругивания древесины. Но в отличие от фуговального станка, вал расположен сверху и строгание происходит по верхней стороне заготовки, при этом нижняя её часть опирается о поверхность рабочего стола. Следовательно, на рейсмусовом станке можно производить калибровку заготовки в размер по толщине.
СОВЕТЫ ПРИ ВЫПОЛНЕНИИ ОПЕРАЦИИ ФУГОВАНИЯ
- — для снижения количества отходов необходимо до выполнения фугования распилить доски по нужным размерам, оставляя припуск для обработки — так заготовки будут обработаны за меньшее число проходов, т. к. более короткие и узкие доски будут иметь меньший прогиб;
- — чтобы получить более гладкую и ровную поверхность, за 1 проход не рекомендуется снимать с заготовки слой более 0,8 мм. Также следует учитывать скорость подачи — чем она меньше, тем более ровная поверхность;
- — если доска имеет крыловатость, то при фуговании нужно прижимать к столу её противоположные углы. После выполнения нескольких проходов на станке углы будут выровнены и смогут обеспечить устойчивость всей поверхности при дальнейшей обработке оставшейся части;
- — при фуговании, для более качественного строгания рекомендуют пользоваться прижимным устройством.
СОВЕТЫ ПРИ ВЫПОЛНЕНИИ ОПЕРАЦИИ РЕЙСМУСОВАНИЯ
- — при рейсмусовании стружка и иной мусор, который попадает между заготовкой и подающими барабанами или столом, может оставлять на поверхности заготовки отпечатки. Поэтому рекомендуется использовать стружкосос — он удалит производимые станком отходы;
- — подача заготовки должна производиться под небольшим углом — это способствует более равномерному износу ножей и уменьшает вырывы;
- — если толщина материала небольшая, например, 6 мм, то его можно прикрепить двухсторонним скотчем к импровизированным салазкам. Но не обрабатывайте слишком тонкие заготовки (имеющие толщину менее 3 мм) — ножи станка могут их расщепить и выбросить обломки на вас;
- — если нужно получить сразу несколько заготовок одной ширины без следов от пильного диска, то их нужно сложить пласть к пласти, направив уже отбаботанные фугованием кромки вниз, а затем всё пропустить через рейсмусовальный станок.
выпускает универсальные деревообрабатывающие станки, выполняющие функции и фугования, и рейсмусования. К таковым относятся станки SDMR-2500 и SDR-2200. Кроме того, рейсмусовые приставки TD-2000 / TD-2200 / TD-2500 позволят выполнять рейсмусование при установке их на станки BELMASH серии SDM (соответственно моделям): SDM-2000M, SDM-2200M и SDM-2500M.
Преимущества
Главная задача фуговального аппарата — подготовить деревянную заготовку, чтобы в дальнейшем ее можно было обработать еще точнее. Плюсы оборудования:
- Аппарат позволяет проводить множество разных операций.
- Можно обрабатывать крупные брусья.
- Хорошо обстругивать детали для мебели, к примеру, ножки для столов и стульев.
- Обстругивает деталь криволинейно: по плоскости или по краю.
- Если на изделиях нужно снять фаску под углом, то также используют это оборудование.
- Имеют доступную цену.
Нужно знать, что строгать по толщине в размер на фуганочном промышленном и бытовом аппарате нельзя. Еще аппарат не предназначен для обработки параллельных поверхностей.
Как настроить, заточить рубанок

Фугование ручным рубанком
Заточка лезвий рубанка включает в себя грамотное затачивание ножей рубанка не создавая перекоса лезвий и правильную их установку.
Качество использования рубанка напрямую зависит от правильной заточки лезвия рубанка. Его затачивают на наждачном камне, водя фаской ножа по плоскости камня. Фаска ножа обязана ложиться на камень всей областью. Наклон лезвия, при заточке, должен сохраняться на протяжении всего процесса затачивания. Иначе плоскость фаски будет неровной, что подпортит режущее качество ножа рубанка.
Примечание: при заточке ножа рубанка, нажим на лезвие стоит осуществлять лишь во время движения от себя.
Фаской ножа следует водить по наждачному камню, до появления заусенца, по всей длине лезвия ножа. Его легко выявить пальцами на ощупь. Затем лезвие кладем на брусок передней гранью плашмя и круговыми или прямыми движениями с небольшим нажимом водим по наждаку. В результате заусенец пропадает с передней грани и появляется на фаске. Нож опять переворачиваем и убираем заусенец с фаски. Повторяем эти приемы до тех пор, пока после нескольких манипуляций мы не добьемся полного исчезновения заусенца и на передней грани и на фаске лезвия ножа. Но это только начальный этап затачивания ножа и настройки рубанка.
После исчезновения заусенца выводим правку режущей части на оселке, предварительно смочив оселок в воде. Легкими круговыми движениями водим сперва по передней грани, а затем по фаске лезвия. Это будет следующим этапом заточке ножа.
Заточка ножа ручного рубанка
Во время заточки лезвия ножа следует при помощи угольника периодически проверять, нет ли перекоса лезвия. Причиной этого перекоса может быть неправильное положение ножа при заточке либо производственный брак. И в том и в другом случае дефект следует ликвидировать. Для этого стачивают сначала наиболее высокую ее часть, затем остальную.
Важно: даже минимальный перекос лезвия ножа недопустим. Его присутствие в большей мере усложняет процесс строгания древесины: стружка заламывается, просвет между колодкой и ножом чаще забивается и его постоянно приходится прочищать.
Устройство рубанка
Во время стачивания нож следует наклонить в противоположную той стороны, на которой образовался перекос лезвия. В момент выравнивания, перемещать четко перпендикулярно режущей части.
Примечание: При образовании сильного перекоса лезвие ножа лучше переточить полностью на крупнозернистом камне – это ускорит процесс. Этот камень также применяют при первичной заточке, сразу после приобретения рубанка. «Обдирка» на этом камне получается довольно грубой, поэтому сразу после образования первого заусенца стоит переходить к дальнейшей заточке, уже на абразивном камне.
Во время заточки ножа рубанка нужно учесть один момент. Необходимо закруглять оба конца режущей части. Если это не произвести, то во время фугования древесины острые углы ножа будут оставлять борозды на строгаемой поверхности заготовки, которые впоследствии будет трудно ликвидировать. А вот это уже конечный этап заточки ножа рубанка.
Проверка прямолинейности лезвия
Установка лезвия рубанка
После правильного затачивания ножа рубанка, его необходимо грамотно установить в колодке рубанка. Главное правильно настроить выпуск режущей части. Нож вставляют в проем колодки и потихоньку зажимают винтами в металлической колодке или клином в деревянной.
Поднимаем рубанок на уровне глаз вверх подошвой рубанка и следим, чтобы режущая часть ножа выступала четко параллельно относительно подошве. От выпуска режущей части над подошвой зависит слой строгания древесины.
Чрезмерный выпуск лезвия будет глубоко вонзаться в древесину, в момент строгания древесины и снимать довольно толстую стружку, постоянно забиваясь в проеме между колодкой и ножом.
Схема настройки рубанка
При слишком малом выпуске режущей части либо лезвие будет снимать чересчур тонкий слой, либо вообще фугование будет невозможным.
После настройки ножа его стоит зафиксировать, до отказа затянув прижимными винтами или не сильным ударом молотка зафиксировав клин.
Критерии выбора фуговального станка
Выбирая для своей мастерской фуговальный станок по дереву, нужно учитывать: размер стола в ширину, а также заготовки, количество установленных ножей, чистоту обработки.
- Ширина стола и заготовок. По ширине оборудование разделяется на три вида: легкие, средние и тяжелые. Выпускают модели с шириной строгальной поверхности 250, 400, 500 и 630 мм.
- Ножи. На валу фуговального аппарата могут быть закреплены несколько ножей. К профессиональному оборудованию относятся те станки, у которых имеется от 3 до 4 ножей.
- Чистота обработки. От частоты оборотов вращения ножевого вала зависит, насколько качественно обработается древесина. Самой распространенной моделью является аппарат, у которого мощность электродвигателя составляет 5—5,5 кВт с оборотами 4700—5000 в минуту.
Следует знать, что от диаметра ножевого вала, зависит качество заготовок. Чем больше его размер, тем окружная скорость резания будет выше, создавая высококачественные заготовки. Поэтому выбирая фуговальный аппарат, первым делом необходимо обратить внимание на эту деталь.
Произвести одновременно несколько операций поможет совмещенный фуговальный аппарат. Поэтому большинство мастеров, приобретая станок, выбирают именно эту модель. Функциональное оборудование выполняет операцию за короткий срок, тем самым экономя ваше время. К примеру, кромка заготовки обрабатывается сразу с двух сторон (тыльная и лицевая).
Настройка оборудования
Приступая к работе, первое, что нужно сделать, это правильно настроить оборудование. В настройку входит: заточка и монтаж ножей, контроль параллельности ножей, определение толщины слоя, который необходимо снять, установка скорости подачи древесины.
- При запуске оборудования, начинают работать ножи. Каждый нож имеет заостренный угол на 40 градусов и фаску. Их затачивают с помощью ножеточильного аппарата. У режущей кромки радиус закругления не должен превышать 8 мкм.
- Передний и задний стол опускают, и только потом, ножи устанавливаются в вал. Допускается до 2 мм выступ лезвий за кромку стружколомателя. При этом вал не должен выступать более 2 мм.
- Чтобы ножи установились точно, используют специальное индикаторное оборудование. Разница между ножами на длину 100 см не должна быть выше величины 0,1 мм.
- Когда ножи установлены, настраиваются столы, направляющая линейка и подающий механизм.
- После подготовки, делают пробный запуск оборудования.
Если оборудование работает неточно или с отклонениями, то следует провести дополнительную регулировку.
- Слишком короткая древесина иногда выскальзывает из ножа, а это может травмировать работника. Если заготовка излишне длинная, то с ней будет неудобно работать. Поэтому лучше выбирать древесину, длина которой составляет 1—1,5 м.
- Опытный мастер сразу определит необходимую толщину снимаемого слоя. Если у вас такого навыка нет, то проводят пробное строгание.
- Стол нужно немного опустить, если после строгания на заготовке остались нетронутые места. Резку выполняют дважды при погрешности свыше 2,5 мм. Когда высота отрегулирована, определяют расстояние между плитами и кромками лезвий. Зазор в 2 мм считается самым приемлемым. Древесина начнет рваться кусками, если данные параметры будут превышены. Резак деформируется, если размер щели будет меньше 2 мм.
Принцип действия и устройство
фуговальный станок
В прорези стола находится вал ножей, который приводится в движение электромотором. С помощью вала и осуществляется строгание. Деталь продвигается на вал ножей посредством роликового механизма. Опоры под заготовку наклоняют под разным углом, перемещением столешницы вверх-вниз регулируется толщина детали.
Вал ножей может быть двух- или односторонним. Односторонние предусмотрены для обработки одной пласти дерева, двухсторонние — одновременно обстругивают две плоскости. Некоторые рейсмусовые устройства по дереву оснащают четырьмя ножами, чем их больше, тем аккуратнее получается поверхность.
Чем больше диаметр вала ножей, тем выше качество обработки поверхности. Это важно учитывать, планируя сделать фуганок своими руками.
Ножи устанавливаются однокромочные, нуждающиеся в периодических правках или двухкромочные — одноразовые.
Различаются фуганки (также, как и рейсмусы) по:
- ширине строгания (400 — 630 мм);
- длине столешницы;
- диаметру вала ножей;
- частоте вращения вала ножей.
Столешница фуганка и рейсмуса разделена на две части поперек. Передняя часть находится ниже задней. Задняя должна быть вровень с наивысшими точками ножей. Разница между высотой передней и задней частей столешницы формирует толщину срезаемого слоя дерева.
Оптимальная толщина дерева, срезаемая за один проход — 0,5 см. Если необходимо снять больший слой, выполняется несколько проходов.
Столешницы строгальных станков: фуговальных, рейсмусовых изготавливают из чугуна. В некоторых местах прикрывают накладками из стали. Вал ножей размещен между частями столешницы. Для удобства работы на столе предусмотрены направляющие линейки.
Фуговальный станок размещается на мощной и тяжелой чугунной станине. Чтобы увеличить функционал станков, устанавливают дополнительные элементы, получая долбежно-строгальный, циркулярно-фуговальный аппарат по дереву. Рейсмус, в отличие от фуганка, не просто чисто выстругивает, а выводит необходимую высоту заготовки.
Производители фуговальных станков
Фирмы производители предлагают множество фуговальных станков любой комплектации, по различной цене и качеству. Даже с маленьким бюджетом, вы сможете подобрать для себя функциональное и качественное оборудование для деревообработки. Изделия зарубежных производителей, таких как GRIGGIO и Stomana, имеют доступную цену. А аналоги отечественных фирм, так же как и изделия зарубежных, характеризуются довольно высокими показателями.
Станки, предназначенные для промышленных предприятий, стоят дорого. Их цена зависит от производителя и комплектующих. Приблизительная стоимость оборудования составляет 150—200 тысяч рублей. Для собственных нужд, можно приобрести домашнее оборудование. Оно имеет доступную цену от 15 до 20 тысяч рублей. В настоящее время модель SF -400 A является лидирующей среди фуговального оборудования. Ее стоимость составляет около 100 тысяч рублей.
Фуговальный станок будет работать надежно, а все технологические операции выполнятся качественно, при правильно подобранном оборудовании.
Электрический фуганок. Стационарный или ручной?

В плотницком деле фуганок используется при необходимости выровнить поверхность доски. При этом работа обычных механических фуганков требует постоянного приложения физических усилий, от чего страдают производительность и качество обработки. Поэтому в арсеналах домашних мастеров всё чаще появляются электрические фуганки.
Классификация и устройство
Различают ручные и стационарные электрические фуганки. Первым можно пользоваться при обработке сравнительно небольших по длине досок. Такой электрофуганок обязательно оснащается крепёжным узлом, благодаря которому его можно надёжно установить на имеющийся рабочий верстак. Стационарные исполнения характерны для плотницких и мебельных мастерских.
Устройство фуганка – ручного или стационарного – одинаково: электродвигатель через понижающий редуктор передаёт крутящий момент на рабочий элемент – ножевой барабан, снабжённый съёмными лезвиями. Вращаясь, инструментальная головка получает вертикальную подачу. В комплект обычно входит несколько видов ножей, которые предназначены для обработки древесины с разной твёрдостью. Таким образом, электрический фуганок отличается от механического тем, что обработка поверхности происходит в результате вращательного, а не возвратно-поступательного перемещения рабочей части инструмента. Количество ножей в разных моделях может быть от одного до трёх.

Важным элементом, гарантирующим безопасность работ на ручном электрофуганке, является система управления агрегатом. В корпусе предусматривается наличие двух управляющих кнопок: только при одновременном нажатии на них запускается электродвигатель. Там размещаются также:
- Раструб для подключения пылесоса, при помощи которого можно убирать накапливающуюся стружку. Для большинства моделей раструб размещается в правой части корпуса, хотя есть и исполнения, где направление выброса стружки можно изменять.
- Упорная рукоятка.
- Управляющие кнопки.
- Ручной винт — регулятор глубины строгания.
- Боковой упор, при помощи которого производится изменение ширины захвата обрабатываемой поверхности.
- Защитный откидной кожух.
- Подошва, которая выполняется из шлифованного толстолистового алюминия.
- Разъём аккумуляторной батареи, куда можно подключить обычный аккумулятор напряжением 18 В. Естественно, что имеется кабель длиной два метра для подключения двигателя к бытовой сети.

Как работать ручным электрофуганком?
Следует отметить, что для успешного использования ручного электрического фуганка потребуются практические навыки. Подготовительными операциями являются:
- Настройка электрофуганка на необходимую глубину и ширину. В бытовых моделях возможна обработка плоскостей шириной 50…110 мм. Имеется зависимость между мощностью агрегата и допустимой шириной строгания. Например, электрические фуганки мощностью 450…600 Вт хорошо обрабатывают материал шириной до 80…85 мм, 600…1000 Вт – до 100…110 мм. Глубина строгания выставляется по упору, и зависит от параметров древесины. Из вала лезвия должны выступать не более, чем на 2 мм, а при первых опытах работы с агрегатом стоит устанавливать глубину не более 1…1,5 мм, постепенно увеличивая её до рекомендуемой (обычно не выше 2,5 мм за один проход);
- Проверка числа оборотов двигателя. Ручные электрические фуганки оснащаются приводом от 10000 мин -1 . Бытует мнение, что с повышением оборотистости электромотора функциональность агрегата возрастает. Это не так. Чем больше число оборотов, тем меньше крутящий момент и усилие, что может оказать негативное влияние на обработку особо прочной древесины. Правильнее другая рекомендация. С увеличением числа оборотов уменьшается рабочая глубина, но возрастает скорость перемещения электрического фуганка по заготовке;
- Определение скорости подачи. При увеличении числа оборотов двигателя чистота поверхности однородной и сравнительно мягкой древесины увеличиваются. Поэтому практическая подача может составлять до 25…30 мм в секунду при глубине внедрения ножей до 1,5 мм, и 10…20 мм – свыше 1,5 мм.

Перед началом работ следует надёжно и удобно закрепить заготовку на верстаке. Работы рекомендуется начинать с торцевой части доски, и на минимальной глубине внедрения. Убедившись в положительном результате первого прохода (отсутствие вырывов древесины, рывков агрегата при его перемещении и т. д.) подачу и глубину можно увеличить. Перед этим агрегат отключают от электропитания, и дожидаются полной остановки ножевого барабана. Обязателен также предварительный осмотр доски, чтобы исключить наличие в ней гвоздей и иных металлических предметов.
Для прямолинейности перемещения стоит выполнять разметку доски сплошной линией (например, цветными мелками). Кроме дополнительной гарантии прямолинейности перемещения подошвы, это определяет равномерность обработки: там, где разметка сохранилась, глубина внедрения ножей оказалась меньше требуемой.
Стационарный электрический фуганок
Такие агрегаты существенно дороже ручных. Цена самого простого варианта составляет 12000…15000 руб., впрочем, и функциональные возможности их заметно выше. При помощи стационарного электрического фуганка можно выполнять следующие операции:
- Строгание бруса значительной длины и поперечного сечения.
- Получение торцов (под любым углом), выборку сквозных пазов и иных фигурных элементов, которые затруднительно получить при помощи ручного электрофуганка или фрезера.
- Обработку массива шириной до 600…650 мм при длине до 3000 мм. Толщина исходной заготовки при этом не должна быть менее 12…15 мм.
- Обработку особо прочной древесины (дуб, граб) для которой мощности ручного агрегата недостаточно. При этом стационарные электрические фуганки отличаются пониженным числом оборотов ножевого вала (до 6000 мин -1 ), однако за счёт большой мощности – до 6 кВт – позволяют вести высокопроизводительную обработку заготовок.

Другими технологическими особенностями стационарных фуганков являются:
- увеличенное количество рабочих ножей и их диаметр;
- наличие стационарно установленной направляющей линейки;
- возможность регулировки стола по высоте;
- откидные защитные кожухи;
- механизм выдвижения оси ножевого вала, определяющий глубину внедрения инструмента в заготовку.
Ножевой вал стационарного электрического фуганка размещается перпендикулярно оси стола в радиальных подшипниках качения, что компенсирует возможные перекосы заготовки при фуговании, и более равномерно распределяет усилие между отдельными лезвиями. Стол агрегата, установленный на станине, состоит из двух частей. Задняя (неподвижная) устанавливается на линии оси вала, а регулируемая передняя – по высоте снимаемого слоя древесины.

Подача заготовки к валу производится либо вручную (для моделей с меньшей ценой), либо автоматически, причём в памяти стационарного электрического фуганка имеется несколько программ, учитывающих физико-механические характеристики древесины. В особо дорогих моделях возможна одновременная обработка двух плоскостей.
При настройке стационарного электрофуганка опускают обе части стола, набирают на вал необходимое количество ножей, и регулируют по индикатору часового типа их параллельность. После этого устанавливаются обе части стола с направляющими, и механизм подачи. Непосредственно перед работой установка проверяется в режиме холостого хода.
Заточка ножей для фуганка
Несмотря на то, что ножи электрических фуганков изготавливают из высокопрочных быстрорежущих сталей типа Р6М5, Р12Ф4К5 и т. п., при интенсивном использовании они тупятся. В китайских моделях используются ножи из инструментальной стали типа 9ХС, те выходят из строя ещё чаще. Встречаются модели где предусмотрены твердосплавные ножи, которые раскалываются при попадании на металлический предмет (о необходимости предварительного осмотра заготовки уже было сказано ранее). Таким образом, перед домашним мастером встаёт проблема качественной заточки инструмента.
Процесс заточки зависит от формы ножа для фуганка. Она может быть ровной и спиралевидной. Ножи спиралевидного исполнения, хотя по цене и дороже, но позволяют получать абсолютно ровную поверхность без необходимости раздельной настройки каждого лезвия. Во многих моделях повышенная долговечность ножей обусловлена конструктивно: там имеются устройства постепенного останова ножевого вала, и защиты ножей от попадания в зону их действия посторонних предметов.

Заточка ножей для фуганков в домашних условиях производится следующим образом. Потребуется ручное точило с незасаленным камнем и водяным охлаждением (такие приспособления выпускает торговая марка Tormek). Нож крепят в держателе, и с помощью регулировочного винта выставляют требуемый угол заточки. Важно точно упереть спинку ножа в упор, иначе заточка будет выполнена с перекосом лезвия. Перемещая держатель влево-вправо, производят заточку, контроль качества которой ведётся при помощи бегунков, имеющихся на упоре.
Лучшие модели
Из лучших электрофуганков стоит выделить следующие:
- От торговой марки Интерскол. Инструмент снабжён твердосплавными ножами, имеет лёгкую и одновременно жёсткую подошву. Подпружиненный кожух позволяет вести обработку при перевёрнутом положении исходной заготовки. Это возможно из-за малого веса электрофуганка.
- Электрофуганок Makita. Позволяет обрабатывать большие площади, поскольку обладает двигателем повышенной мощности. Имеется возможность плавно регулировать глубину строгания и автоматически отключать привод при его перегрузке. Ножи выполнены из быстрорежущей стали.
- Аппарат Корвет. Оснащается коллекторным двигателем, который может плавно изменять обороты. Допускает, кроме фугования, выполнение и иных плотницких операций.
Фуганок: назначение, виды, отличие от рубанка
Обработка дерева может проводится при применении самого различного инструмента. Весьма широкое распространение получили фуганки, предназначенные для снятия поверхностного слоя и получения поверхности требуемого качества.
Фуганок и его назначение
При рассмотрении того, что такое фуганок отметим, этот инструмент применяется для изменения качества поверхности древесины. Именно от него во многом зависит то, насколько приятным будет конечный продукт. Фуганок может выглядеть самым различным образом, механический вариант исполнения представлен сочетанием трех основных элементов:
- Корпуса.
- Ручки.
- Ножа.
Корпус в большинстве случаев изготавливается при применении дерева, но есть и металлические варианты исполнения. Изделие с деревянным корпусом подходит для работы с мягкими породами, металл рассчитан на воздействие большой нагрузки. При рассмотрении того, для чего нужен фуганок отметим следующие моменты:
- Применяется в случае, когда нужно провести выравнивание крупных фрагментов. При этом заготовка может иметь большую площадь и длину.
- Устанавливаемые резцы могут иметь ширину до 8 см, при этом колодка также характеризуется достаточно большими размерами.
- Первое проведение инструмента становится причиной образования мелкой стружки, повторное становится причиной получения длинной однородной стружки.
- В продаже встречаются самые различные виды инструментов, выбор проводится в зависимости от поставленной задачи.
Ручной вариант исполнения отличается от электрического, который имеет сложную конструкцию. Состоит она из следующего:
- Упорная рукоятка, при помощи которой передается усилие.
- Раструб для подключения пылесоса. Стоит учитывать, что на момент работы может образовываться большое количество стружки. Для того чтобы она не оказывала негативное воздействие на проводимые работы подключается специальный пылесос, который сразу после появления стружки проводит ее сбор.
- Управляющие кнопки позволяют задавать основные параметры устройства.
- Ручной винт встречается практически на всех устройствах. Он требуется для изменения глубины строгания.
- Также есть и боковой упор, за счет которого проводится изменение ширины захвата обрабатываемой поверхности.
- Защитный откидной кожух, который исключает вероятность повреждения.
- Подошва. Она соприкасается с обрабатываемой поверхностью, часто представлена алюминием.
- Многие устройства характеризуются тем, что имеют встроенный аккумулятор. Кроме этого, есть и возможность подключения кабеля.

Электрическое оборудование должно обслуживаться соответствующим образом. Длительная эксплуатация требует заточки.
Виды инструмента
Классификация весьма обширна, связана с различными свойствами. Выделяют два основных типа:
- Фуганок ручной встречается практически в любой мастерской. Его особенность заключается в простате устройства, а также невысокой стоимости.
- В последнее время часто приобретается фуганок электрический. Это связано с простотой эксплуатации, а также довольно высокой эффективностью в применении. Единственный недостаток заключается в достаточно высокой стоимости.
Материалы, применяемые при изготовлении основной части, могут существенно отличаться. Чаще встречается деревянный инструмент, так как он прост и обходится намного дешевле. Подходит он для домашней мастерской. Встречаются и металлические конструкции, рассчитанные на работу в крайне тяжелых условиях.
Классификация проводится по тому, какова поставленная задача. Примером можно назвать следующие устройства:
- Для работы с деревянной заготовкой, которая никак ранее не обрабатывалась. Эта разновидность называется шерхебелем. В большинстве случаев применяется металл, который способен выдерживать существенное воздействие.
- Если готовые детали нужно после обработки склеить, тогда применяется цинубель. Подобный вариант исполнения характеризуется тем, что на ноже есть зазубрины. После строгания на поверхности появляются небольшие борозды. Как показывает практика, подобная поверхность лучше всего подходит для склеивания.
Если в дальнейшем полученные изделия не нужно склеивать, то можно использовать двойной или одинарный фуганок. Основными разновидностями столярного инструмента можно назвать следующее:
- Шлифтик представлен разновидностью конструкции, которая характеризуется укороченным корпусом и увеличенным передним углом, а также уменьшенной щелью для вывода стружки. Область применения заключается в выравнивании торцов и удалении различных задиров.
- В некоторых случаях применяется полуфуганок. Он характеризуется уменьшенной длиной, однако остается требуемая ширина. Применяется при работе с большими деталями.
- Фальцебель применяется для выборки и четверти. Он имеет конструкцию, которая обладает съемной подошвой. Отличается инструмент от других шириной, является специфическим вариантом исполнения.
- Зензубель имеет двухсторонний нож, изготавливаемый при применении качественной стали. Ширина этого элемента составляет 33 мм.
Встречается в продаже и мини фуганок. Он часто применяется в бытовой обстановке, так как обладает небольшим размером и достаточной производительностью. Кроме этого, все устройства можно разделить на две основные группы:
- Бытовая характеризуется невысокой стоимостью, а также сниженными эксплуатационными характеристиками. Она распространена обширно, так как обходится в меньшую стоимость.
- Профессиональный фуганок применяется для работы в промышленности. Его основными качествами можно назвать повышенную производительность, а также возможность работы на протяжении длительного периода.


Производством рассматриваемого инструмента занимаются самые различные компании. Встречается и промышленный фуганок, который может применяться в течение длительного периода.
Ручной фуганок
Большинство работ может проводится при применении ручного фуганка. Это можно связать со следующими моментами:
- Устройство просто в применении.
- Есть возможность проводить обработку различных поверхностей.
- Инструмент недорогой.
Настольный вариант исполнения может иметь самое различное устройство, выбор проводится специалистом в зависимости от того, какие работы следует проводить.
Электрический
Сегодня стационарный фуганок может изготавливаться в электрическом варианте исполнения. Профессиональные устройства характеризуются следующими особенностями:
- Довольно большая масса и прижимное усилие.
- При работе можно достигнуть высокой точности.
- Повышенная производительность труда.
- Часто в конструкции предусмотрена возможность быстрой смены ножей.
Применяется электрофуганок в промышленности и быту, изделие характеризуется высокими эксплуатационными характеристиками. Единственный недостаток в большинстве случаев заключается в высокой стоимости, а также в существенных затратах электроэнергии.
Фуганок или рубанок
Довольно распространенным вопросом можно назвать то, в чем заключается отличие рубанка от фуганка. Оба варианта позволяют проводить снятие материала с поверхности. Разница заключается в следующем:
- Рубанок предназначается для первичной работы. С поверхности, как правило, снимается такой слой материала, на которое настроено оборудование. Строгание проводится для снятия сучков и бугров. Конструкция представлена сочетанием ножа и колодки, в некоторых случаях устанавливается два режущих элементов.
- Фуганок считается разновидностью первого инструмента, является длинной версией корпуса, за счет чего устройство прижимается с большим усилием к обрабатываемой поверхности. В этом случае также устанавливается 2 лезвия, которые обеспечивают чистовую фуганку.

Оба варианта встречаются в стандартном наборе профессионала, который проводит обработку дерева.
Отличие от рейсмуса
Также многие рассматривают, в чем заключается отличие от рейсмуса. Рассматривая рейсмус и фуганок следует учитывать, что первый вариант предназначается для нанесения параллельных линий на поверхность. Оба варианта могут проводить обработку дерева, среди особенностей следует учитывать следующие моменты:
- Плоские поверхности можно получить рейсмусом, однако оборудование предназначено для финишной обработки.
- Оба инструмента работают исключительно в связке. Фуганок предназначен для подготовки, второй окончательной обработки.

В целом можно сказать, что отличий довольно много. При этом конструктивные элементы отличаются несущественно, но рейсмус позволяет снизить степень шероховатости поверхностного слоя.
Как правильно фуговать доски
Применяемый станок по дереву характеризуется своими определенными свойствами. Фугование – процесс обработки поверхности дерева различной плотности. Рекомендации следующие:
- Левой рукой берут за ручку, правой за колодку.
- Инструмент ведется вдоль волокон.
- По мере готовности изделия стружка становится длинной и ровной по всей толщине.
При работе запрещается браться за лезвие, на момент работы следует использовать защитную одежду. На момент работы доски должны быть надежно закреплены.
Фуговально-рейсмусовый станок
Встречается также фуговально-рейсмусовый станок, который обеспечивает качественную обработку. Преимущество устройства заключается в его повышенной функциональности.
В большинстве случаев устройство устанавливается в промышленности. Это связано с тем, что оно обходится достаточно дорого и позволяет существенно повысить производительность труда.
Качественная обработка гарантирована, однако нужно правильно применять оборудование.
Особенности работы и устройства
Рассматриваемое оборудование характеризуется определенными особенностями в применении. Среди особенностей отметим следующее:
- Нижняя поверхность должна быть выровнена. Этого можно достигнуть при предварительном фуговании.
- Одновременная обработка возможна исключительно при применении станка, который обладает соответствующими свойствами.
- Станок идеально подходит для работы с ранее неподготовленными заготовками.
- Устройство предназначено сочетанием нескольких частей, все они отвечают за определенные функции.
В целом можно сказать, что подобный станок характеризуется высокой функциональностью. Устройство фуганка подобного типа может существенно отличаться.
Рекомендации при выборе оборудования
Проводя выбор, какой выбрать станок весьма распространенный вопрос, нужно уделить внимание нескольким основным моментам. Они следующие:
- Число ножей на рабочей части.
- Мощность установленного двигателя.
- Размеры и вес оборудования.
- Скорость перемещения заготовки на момент обработки.

Все параметры следует учитывать при рассмотрении наиболее подходящего варианта исполнения.
Виды станков
Выделяют довольно большое количество различных станков, которые могут применяться для работы с деревом. Асинхронный двигатель защищен специальным кожухом. У оборудования с одновременной функцией строгания и рейсмуса есть несколько преимуществ:
- Выключает изготавливается в виде поворотного блока.
- Станина в большинстве случаев изготавливается с нанесением порошковой краски, которая существенно повышает защиту поверхности от воздействия окружающей среды.
- Подача материала может проводится в любое время.
- Предусмотрена защита от воздействия окружающей среды.
- Некоторые модели представлены двумя лезвиями.
В большинстве случаев классификация проводится по мощности двигателя, функциональности и некоторым другим признакам. Кроме этого, важное значение имеет популярность бренда.
Заточка ножей для фуганка
Не стоит забывать о том, что следует проводить периодическую заточку ножей. Даже при применении качественной стали есть вероятность повреждения режущей кромки. К особенностям процесса отнесем следующее:
- Требуется специальное оборудование.
- Нужно выдерживать определенный угол.
- Даже незначительные дефекты могут стать причиной серьезного снижения эффективности.
Провести заточку ножей фуганка можно самостоятельно, однако для этого нужно определенное оборудование.
Как сделать фуговальный станок самостоятельно?
С производством подобного оборудования возникает много трудностей. Классическая конструкция представлена сочетанием следующих узлов:
- Корпуса.
- Лезвий.
- Рукоятки.
 Ручной инструмент можно собрать с различных материалов. Что касается электрического, то его собрать самостоятельно практически невозможно.
Ручной инструмент можно собрать с различных материалов. Что касается электрического, то его собрать самостоятельно практически невозможно.
Меры безопасности при использовании фуговального станка
Рассматривая конструкция позволяет вести обработку в самых различных условиях. Основные рекомендации следующие:
- Нужно использовать защитную одежду и очки.
- Нельзя прикасаться лезвий и располагать руки в зоне резания.
- Заготовка должна быть надежно закреплена.
В целом можно сказать, что фуганок является распространенным инструментом, который встречается сегодня практически в каждой мастерской. Правильно выбрать можно исключительно исходя из того, какие работы будут проведены в дальнейшем.
Принцип работы фуговально-рейсмусового стационарного станка
 Обработка древесины прочно вошла в производственный цикл выпуска качественного сырья. Выравнивание поверхности производится с помощью ручного, электрического рубанка, фуганка, рейсмуса. Применяется стационарный фуганок и промышленные фуговально-рейсмусовые станки.
Обработка древесины прочно вошла в производственный цикл выпуска качественного сырья. Выравнивание поверхности производится с помощью ручного, электрического рубанка, фуганка, рейсмуса. Применяется стационарный фуганок и промышленные фуговально-рейсмусовые станки.
- Электрический инструмент ручного применения
- Рубанок, фуганок или рейсмус
- Правильное использование переносного электрического фуганка
- Внешнее строение корпуса
- Электрический фуганок стационарного типа
- Принцип работы
- Фуговально-рейсмусовый станок
- Особенности работы и устройства
- Рекомендации при выборе оборудования
- Виды станков
- Популярные модели
Электрический инструмент ручного применения
Для несложных операций по обработке коротких по длине досок применяют ручной инструмент с электрическим приводом. Для обтесывания поверхности требуется применение большой силы, поэтому к ручному фуганку, рубанку или рейсмусу добавили электрический двигатель и немного усовершенствовали конструкцию. Из-за такого новшества его эксплуатационные характеристики улучшились:
- масса стала больше, увеличилась сила прижима;
- обработка стала точнее;
- работа ускорилась;
- появились сменные насадки в продаваемом комплекте.
Рубанок, фуганок или рейсмус
 Все три инструмента выравнивают поверхность дерева, а разница их в различном качестве получаемой поверхности и принципе технологии зачистки:
Все три инструмента выравнивают поверхность дерева, а разница их в различном качестве получаемой поверхности и принципе технологии зачистки:
- Рубанок делает первую проходку при подготовке поверхности, снимает верх на толщину настройки рабочего лезвия. Строгание активно борется с буграми, сучками, другими неровностями. Рубанок в качестве рабочего инструмента содержит нож и колодку. Ножей в конструкции может быть предусмотрено два, тогда они располагаются друг за другом и второй снимает более тонкую стружку, равняя поверхность, но финишную обточку делают другим инструментом.
- Фуганок по своей сути является разновидностью рубанка, у него более усовершенствованное строение. Корпус фуганка длиннее и тяжелее, это дает более плотный прижим к области обработки. Лезвия (2 шт.) настроены на чистовую проходку.
- Часто путают фуганок с рейсмусом, но предназначение этих инструментов различное. Фуганок выравнивает древесину, а рейсмус нужен для переноса на деталь параллельных черт. Ручной рейсмус с электрическим приводом наносит параллельные линии в соответствии с заданным размером.
В работе профессионального станочного оборудования различают работу рейсмуса и фуганка:
- Фуганок снимает определенный слой, придает плоскость поверхности, торец на фуговальном оборудовании обрабатывается в перпендикулярном направлении к основной плоскости;
- Чтобы сделать плоскости идеально параллельными используется рейсмус, но его работа возможна только после предварительного выравнивания.
Правильное использование переносного электрического фуганка
Фугование относится к обработке деревянных элементов с применением любого вида фуганка. Переносной инструмент можно зафиксировать стационарно для удобства обработки. Порядок действий:
- на верстаке закрепляют инструмент, при передвижении доски для нее должен быть предусмотрен упор;
- доска заводится на лезвие устройства по упору после включения питания инструмента;
- чтобы получить требуемое качество поверхности, доской проводят по лезвию несколько раз.
 Для контроля толщины срезаемого слоя на обрабатываемой детали чертят линию мелом. Слой над ней должен исчезать плавно, а сама линия убирается в случае получения ровной заготовки. Чтобы работать с кромкой, доску поворачивают к лезвию соответственной стороной, затем все действия повторяют в прежней последовательности.
Для контроля толщины срезаемого слоя на обрабатываемой детали чертят линию мелом. Слой над ней должен исчезать плавно, а сама линия убирается в случае получения ровной заготовки. Чтобы работать с кромкой, доску поворачивают к лезвию соответственной стороной, затем все действия повторяют в прежней последовательности.
Работа с закрепленным на рабочем столе фуганком несложная, но требует соблюдения мер техники безопасности:
- руки не должны находиться в зоне работы лезвия;
- работа выполняется специальной защитной одежде;
- чтоб не держать доску руками и не подвергать их опасности используют держатели прижимного типа.
 Чтобы обезопасить работника от преждевременного включения инструмента, на нем предусмотрена защитная система управления инструментом. На корпусе располагаются две кнопки включения, питание подается только при их одновременном нажатии.
Чтобы обезопасить работника от преждевременного включения инструмента, на нем предусмотрена защитная система управления инструментом. На корпусе располагаются две кнопки включения, питание подается только при их одновременном нажатии.
Внешнее строение корпуса
 На нем располагается раструб для подсоединения патрубка пылесоса и удобства уборки стружки, чаше всего модели оснащены таким входом справа. На корпусе устанавливается рукоятка для упора при работе и кнопки управления. Для регулирования глубины строгания и толщины слоя есть ручной винт. Чтобы изменить ширину обрабатываемой полосы предусмотрен упор сбоку.
На нем располагается раструб для подсоединения патрубка пылесоса и удобства уборки стружки, чаше всего модели оснащены таким входом справа. На корпусе устанавливается рукоятка для упора при работе и кнопки управления. Для регулирования глубины строгания и толщины слоя есть ручной винт. Чтобы изменить ширину обрабатываемой полосы предусмотрен упор сбоку.
Инструмент имеет защитный кожух, который при надобности откидывается. Нижняя подошва агрегата сделана из алюминиевого листа большой толщины. На корпусе есть разъем для подключения аккумулятора или батарей с напряжением 18 В. В комплекте идет рабочий кабель длиной 2 метра с вилкой для бытовой сети.
Электрический фуганок стационарного типа
Такие стационарные агрегаты стоят намного дороже переносных вариантов, но их функциональность значительно шире. Операции, которые можно выполнять на стационарном фуганке:
- брус строгается довольно длинный, обрабатывается поперечное сечение;
- торцы выполняются под любым углом, делается выборка в теле доски фигурных элементов или сквозных желобов (на ручном электрическом инструменте такие операции не делаются);
- производится обтачивание массива с шириной 600 мм, длина допускается до 3 м, а толщина поступающей детали не должна быть менее 13−15 мм;
- для обработки допускается твердое и прочное дерево, которые не могут быть обработаны переносным инструментом небольшой мощности.
На фуговальных станках обороты ножевого вала составляют до 6 тыс. в минуту, высокая производительность получается из-за большой мощности оборудования (6 кВт). Другие характеристики и параметры фуговального станка выглядят так:
- несколько рабочих ножей, их диаметр различный;
- есть в конструкции установленная стационарно направляющая рейка, называемая линейкой;
- рабочий стол-станина регулируется по высоте;
- защитные кожухи при необходимости можно откинуть;
- ножевой вал передвигается по оси и фиксирует глубину резания.
Принцип работы
 Ножевой вал стационарного станка располагается перпендикулярно оси станины в радиальных подшипниках качения, что ведет к компенсации всех возможных сдвигов детали при работе и равномерному распределению рабочих усилий двух лезвий. Рабочий стол состоит их двух частей, где задняя выполнена стационарно и стоит на валовой оси, а передняя часть поднимается или опускается на высоту строгаемого слоя.
Ножевой вал стационарного станка располагается перпендикулярно оси станины в радиальных подшипниках качения, что ведет к компенсации всех возможных сдвигов детали при работе и равномерному распределению рабочих усилий двух лезвий. Рабочий стол состоит их двух частей, где задняя выполнена стационарно и стоит на валовой оси, а передняя часть поднимается или опускается на высоту строгаемого слоя.
Подача детали ведется вручную или автоматически, причем в памяти такого станка с программным обеспечением есть несколько вариантов для обработки различных категорий древесины. В некоторых моделях предусмотрено строгание двух поверхностей одновременно.
Чтобы произвести настройку в рабочий режиме, опускают стол, ставят на вал требуемое число ножей и регулируют по индикатору их параллельное расположение. После этого все части закрепляются и включается механизм подачи. Перед работой станок проверяют на холостом ходу.
Устройство фуганка, стационарного или ручного, принципиально одинаковое. Электрический двигатель через редуктор понижения крутит ножевой барабан с несколькими съемными лезвиями. При вращении головке инструмента сообщается вертикальная подача. В комплекте к оборудованию продают несколько разновидностей лезвий для строгания твердого и мягкого дерева, их количество составляет от 1 до 3.
Фуговально-рейсмусовый станок
 Представляет собой комбинированный агрегат, в котором органично сочетаются функции рейсмусового и фуговального станка. Его преимущество и заключается в этом функциональном объединении.
Представляет собой комбинированный агрегат, в котором органично сочетаются функции рейсмусового и фуговального станка. Его преимущество и заключается в этом функциональном объединении.
После первоначального распила и предварительной обработки досок они поступают для обработки рейсмусом и фугованием. Задача спаренного оборудования заключается в устранении всех неровностей. Станок состоит из рабочего стола, закрепленного со станиной. На станину подают заготовку, а для приема предназначен рабочий стол, между ними располагается ножевой вал с лезвиями.
Заготовка подается на станину и посредством автоматической или ручной подачи передвигается в сторону рабочего стола. При этом она вступает во взаимодействие с лезвиями ножей, которые вращаются и очищают плоскость детали. Отличие этого типа станка от фуговального оборудования заключается в возможности строгать на заданную глубину. Нож у рейсмусового оборудования располагается сверху, но некоторые модели предусматривают нахождение ножей на поверхности рабочего стола и под ним. Для высоты выставления лезвия служит линейка, располагающаяся на корпусе.
Фуговальный и одновременно рейсмусовый станок делает две операции одновременно, поэтому его применение оправдано в условиях промышленного производства больших масштабов. Его можно применять на стройке многоэтажек. Качественная обработка гарантирована, да и поступающий первичный пиломатериал может быть исправлен на месте без особых проблем.
Особенности работы и устройства
Если в работе будет только фуговальный или рейсмусовый агрегат, то достичь правильно обработанной поверхности не удастся:
- нижняя поверхность для обработки на рейсмусовом оборудовании должна быть выровнена, чего можно достичь предварительным фугованием;
- при необходимости можно обрабатывать две поверхности — одну фугованием, другую окончательно — рейсмусом;
- рейсмусовая и фуговальная одновременная обработка возможна только на станке с этими совмещенными функциями;
- рейсмусово-фуговальный станок отлично справляется с заготовками, на которых была проведена не очень качественная первоначальная обработка;
- ФРС состоит из двух частей, каждая из которых отвечает за определенные функции.
Рекомендации при выборе оборудования
На деревообрабатывающем рынке представлен большой ассортимент ФРС. При выборе достойного агрегата обращают внимание на такие параметры и характеристики:
- число ножей на рабочем валу;
- размеры и вес станка в комплекте;
- мощность двигателя;
- скорость передвижения заготовки в процессе обработки.
Виды станков
Станки представляют собой единую систему строгания и обработки рейсмусом. Мощный асинхронный двигатель защищен посредством ременной передачи от повышенных перегрузок и работает с пониженным выделением шума.
Если во время работы произошел сбой в электрическом питании, то повторное самопроизвольное включение невозможно из-за использования в конструкции магнитного пускателя. Для уменьшения трения поверхность станины и рабочего стола выполнены из шлифованного чугуна. Для удобства работы приемный стол и для подачи сделаны довольно длинными. Переключение со строгания на рейсмус и обратно происходит быстро, для каждого режима у патрубка есть два положения. Работа станка происходит без вибрации.
У станков с одновременным строганием и рейсмусовой обработкой есть неоспоримые преимущества и усовершенствования:
- выключатель выполнен в виде поворотного блока;
- при покрытии станины применяется порошковая окраска;
- долговечность станины и ее защита от коррозии обусловлена применяющимся материалом — чугуном;
- подачу можно отключить любое время;
- предусмотрена защита человека от древесной пыли;
- для удобства установки высоты предусмотрена удобная рукоятка;
- на некоторых моделях применяются ножи с двойными лезвиями.
Популярные модели
КРАТОН 01 ptwm оснащен жесткой станиной, предусмотрена автоматическая подача деталей, магнитный пускатель служит защитой от произвольного включения, встроенная турбина собирает отходы стружки и пыли, мощность двигателя — 1,6 кВт, предельный размер захвата — 2,5 мм, обороты составляют 8 тыс. в минуту.
STARK 1700 PWJ разработан немецкими конструкторами, модель отличается высокими качественными характеристиками. На валу расположено 2 ножа, ширина строгальной полосы составляет 203 мм, скорость движения детали — 6 м за минуту, мощность двигателя — 1,7 кВт, частота оборотов вала — 9 тыс. оборотов за минуту.





