Характеристика бакелитового лака + особенности применения
Дата введения 2018-10-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 “Межгосударственная система стандартизации. Основные положения” и ГОСТ 1.2-2015 “Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены”
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом “Институт пластмасс имени Г.С.Петрова”
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 ноября 2017 г. N 52)
За принятие проголосовали:
Краткое наименование страны
по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
Госстандарт Республики Беларусь
Госстандарт Республики Казахстан
4 Приказом Федерального агентства по техническому регулированию и метрологии от 26 января 2018 г. N 20-ст межгосударственный стандарт ГОСТ 901-2017 введен в действие в качестве национального стандарта Российской Федерации с 1 октября 2018 г.
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе “Национальные стандарты”, а текст изменений и поправок – в ежемесячном информационном указателе “Национальные стандарты”. В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе “Национальные стандарты”. Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования – на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
ВНЕСЕНА поправка, опубликованная в ИУС N 1, 2021 год
Поправка внесена изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на бакелитовые лаки, представляющие собой растворы фенолоформальдегидных смол резольного типа в этиловом спирте.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 12.1.004-91 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.1.018-93 Система стандартов безопасности труда. Пожаровзрывобезопасность статического электричества. Общие требования
ГОСТ 12.1.044-89 (ИСО 4589-84) Система стандартов безопасности труда. Пожаровзрывоопасность веществ и материалов. Номенклатура показателей и методы их определения
ГОСТ 12.1.045-84 Система стандартов безопасности труда. Электростатические поля. Допустимые уровни на рабочих местах и требования к проведению контроля
ГОСТ 12.4.011-89 Система стандартов безопасности труда. Средства защиты работающих. Общие требования и классификация
ГОСТ 12.4.021-75 Система стандартов безопасности труда. Системы вентиляционные. Общие требования
ГОСТ 12.4.121-2015 Система стандартов безопасности труда. Средства индивидуальной защиты органов дыхания. Противогазы фильтрующие. Общие технические условия
ГОСТ 12.4.124-83 Система стандартов безопасности труда. Средства защиты от статического электричества. Общие технические требования
ГОСТ 12.4.253-2013 (EN 166:2002) Система стандартов безопасности труда. Средства индивидуальной защиты глаз. Общие технические требования
ГОСТ 17.2.3.01-86 Охрана природы. Атмосфера. Правила контроля качества воздуха населенных пунктов
ГОСТ 17.2.3.02-2014 Правила установления допустимых выбросов загрязняющих веществ промышленными предприятиями
ГОСТ 99-2016 Шпон лущеный. Технические условия
ГОСТ 1770-74 (ИСО 1042-83, ИСО 4788-80) Посуда мерная лабораторная стеклянная. Цилиндры, мензурки, колбы, пробирки. Общие технические условия
ГОСТ 3118-77 Реактивы. Кислота соляная. Технические условия
ГОСТ 4160-74 Реактивы. Калий бромистый. Технические условия
ГОСТ 4204-77 Реактивы. Кислота серная. Технические условия
ГОСТ 4232-74 Реактивы. Калий йодистый. Технические условия
ГОСТ 4457-74 Реактивы. Калий бромноватокислый. Технические условия
ГОСТ 4517-2016 Реактивы. Методы приготовления вспомогательных реактивов и растворов, применяемых при анализе
ГОСТ 5799-78 Фляги для лакокрасочных материалов. Технические условия
ГОСТ 6247-79 Бочки стальные сварные с обручами катания на корпусе. Технические условия
ГОСТ 6613-86 Сетки проволочные тканые с квадратными ячейками. Технические условия
ГОСТ 6709-72 Вода дистиллированная. Технические условия
ГОСТ 8420-74 Материалы лакокрасочные. Методы определения условной вязкости
ГОСТ 9147-80 Посуда и оборудование лабораторные фарфоровые. Технические условия
ГОСТ 9620-94 Древесина слоистая клееная. Отбор образцов и общие требования при испытании
ГОСТ 9621-72 Древесина слоистая клееная. Методы определения физических свойств
ГОСТ 9624-2009 Древесина слоистая клееная. Метод определения предела прочности при скалывании
ГОСТ 9980.1-86 Материалы лакокрасочные. Правила приемки
ГОСТ 9980.2-2014 (ISO 1513:2010, ISO 15528:2013) Материалы лакокрасочные и сырье для них. Отбор проб, контроль и подготовка образцов для испытаний
ГОСТ 9980.3-2014 Материалы лакокрасочные и вспомогательные, сырье для лакокрасочных материалов. Упаковка
ГОСТ 9980.4-2002 Материалы лакокрасочные. Маркировка
ГОСТ 9980.5-2009 Материалы лакокрасочные. Транспортирование и хранение
ГОСТ 10028-81 Вискозиметры капиллярные стеклянные. Технические условия
ГОСТ 10163-76 Реактивы. Крахмал растворимый. Технические условия
ГОСТ 11736-78 Пластмассы. Метод определения содержания воды
ГОСТ 11235-75 Смолы фенолоформальдегидные. Методы определения свободного фенола
ГОСТ 13950-91 Бочки стальные сварные и закатные с гофрами на корпусе. Технические условия
ГОСТ 14870-77 Продукты химические. Методы определения воды
ГОСТ 14919-83 Электроплиты, электроплитки и жарочные электрошкафы бытовые. Общие технические условия
ГОСТ 16704-2017 Смолы фенолоформальдегидные. Методы определения свободного формальдегида
ГОСТ 18329-2014 (ISO 1675:1985) Смолы и пластификаторы жидкие. Методы определения плотности
ГОСТ 19433-88 Грузы опасные. Классификация и маркировка
ГОСТ 22261-94 Средства измерений электрических и магнитных величин. Общие технические условия
ГОСТ 25336-82 Посуда и оборудование лабораторные стеклянные. Типы, основные параметры и размеры
ГОСТ 25794.2-83 Реактивы. Методы приготовления титрованных растворов для окислительно-восстановительного титрования
ГОСТ 27068-86 Реактивы. Натрий серноватистокислый (натрия тиосульфат) 5-водный. Технические условия
ГОСТ 29169-91 (ИСО 648-77) Посуда лабораторная стеклянная. Пипетки с одной отметкой
ГОСТ 29251-91 (ИСО 385-1-84) Посуда лабораторная стеклянная. Бюретки. Часть 1. Общие требования
Примечание – При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования – на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю “Национальные стандарты”, который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя “Национальные стандарты” за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Марки
3.1 В таблице 1 приведены марки бакелитовых лаков в зависимости от их назначения.
Таблица 1 – Марки бакелитового лака
Марка бакелитового лака
Для склеивания, пропитки, покрытия различных материалов
В качестве связующего для изготовления пластмасс с минеральным и органическим наполнителями
В качестве связующего для изготовления электроугольных изделий
В качестве связующего для изготовления древесно-волокнистых пластиков и бакелизированной фанеры
В производстве клеев
Для изготовления декоративного бумажно-слоистого пластика, фильтрующих материалов и для других целей
В производстве стеклотекстолитовых изделий
В производстве прессовочных материалов, наполненных и армированных пластмасс
Для пропитки хлопчатобумажных тканей в производстве текстолита и для других целей
Технические характеристики бакелитового лака и его применение
Краткое описание
Лак лбс1 — это смесь фенолоформальдегидной резольной смолы, растворенной в этиловом спирте. Данное вещество производится по критериям ГОСТ 901-78.

Спиртовой раствор имеет широкое применение: для соединения, склеивания, пропитки поверхностей из самых разных материалов (это основные сферы применения лака). Также стоит отметить, что спиртовой лак лбс1 отлично справляется с защитной функцией различных приборов от негативного воздействия горячей жидкости, слабо разведенных кислот, а также применяется для покраски бензиновых емкостей и производства связующих элементов слоистого пластика.
Защита химической аппаратуры
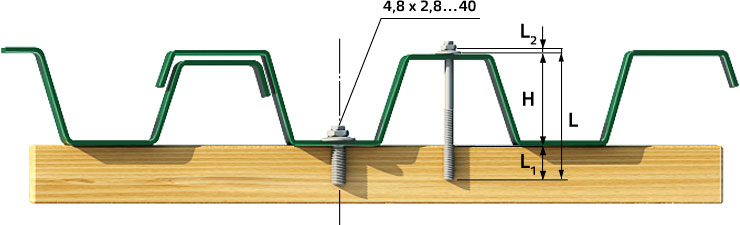
Для защиты деталей химической аппаратуры, например, мешалок или змеевиков, пропитанную лакокрасочным бакелитовым материалом, ткань необходимо разрезать на полосы и туго наматывать на защищаемые поверхности, сделав при этом перекрытия краев обинтовки на 30—40 мм.
Количество наматываемых слоев ткани определяется каждым проектом в отдельности. Когда все слои намотают, необходимо нанести на поверхность ткани покровный слой лака. После чего каждый отдельный слой покрытия должен быть подвержен термической обработке, в ходе которой происходит отверждение бакелитового лака.
После выполнения тепловой обработки, нужно придерживаться определенных правил. Так аппарат, на который было нанесено бакелитовое лакокрасочное покрытие, охлаждают в течение 6—8 ч при температуре 20—30° С. В случае, если правильно соблюдалась термическая обработка, то поверхность лаковой пленки должна быть гладкой и блестящей. Также она должна приобрести коричнево-красный цвет.
Тепловые процедуры могут быть проведены некачественно, в результате чего могут наблюдаться следующие негативные моменты. Так поверхность, покрытую лаком из бакелита и охлажденную при температуре 70—80° С, чистят тряпкой, смоченной в этиловом спирте, и если на тряпке остается пятно желто-бурого цвета, то это и указывает на плохую термическую обработку.
Таким образом, бакелитовый лак является эффективным лакокрасочным материалом с широкой сферой применения. Чтобы по максимуму использовать положительные качества состава, необходимо соблюдать правила его нанесения, корректируя их в каждой конкретной ситуации.
Сфера применения
Бакелитовый лак обладает широким спектром применения. Он используется во многих отраслях строительства и в производстве некоторых веществ. Материал может использоваться для:
- покрытия разного рода поверхностей, а также для их соединения и пропитывания красящим составом;
- защиты оборудования, предназначенного для теплообмена, от пагубного влияния недостаточно охлажденной технической смеси;
- защиты оборудования от негативного влияния кислот и солей со средним уровнем воздействия;
- покрытия нефтяных и бензиновых емкостей;
- образования связующих элементов, необходимых для изготовления пластиковых изделий (при изготовлении слоистого пластика с добавлением органических наполнителей);
- изготовления приспособлений из металла или иных абразивных приборов;
- производства химических волокон;
- антикоррозийной защиты трубопроводов и воздухоочистительных фильтрующих элементов;
- обеспечения долговечности и повышенной безопасности деревянных и бетонных поверхностей;
- развития отрасли машиностроения – химического машиностроения.
На видео: виды лаков и их характеристики.
Основные виды
На сегодня существует 9 основных видов бакелитовых лаков. Каждый из них применяется в определенной отрасли промышленности. Кроме того, у них различное процентное содержание составляющих веществ, то есть фенола, формальдегида, этанола и аммиака. С изменением количества одного из показателей, меняются свойства лака и его функции. Для примера можно сравнить такие марки лаков:
- СБС-1 – для обработки пластика и фанеры, которая применяется во внешней и внутренней отделке дома.
- ЛБС-4 – для различных пластмасс, содержащих минеральные наполнители.
- ЛБС-1 и ЛБС-2 – считаются бакелитовыми лаками высшего сорта и применяются для покрытия пластмасс и стеклотекстильных изделий.
Лак наносится на поверхность строительных материалов или деталей при помощи кисточки или валика. В конечном результате на поверхности образуется специальная пленка, состоящая из органических или неорганических элементов. Она защищает поверхность от воздействия влаги, а также других агрессивных веществ.
Технические характеристики
Внешний вид вещества: это полупрозрачный раствор, может иметь красный или бордовый оттенок, однородный состав без добавления примесей инородных частиц. В данном виде красящей жидкости содержится от 50 до 60 процентов бакелитовой смолы. Динамическая вязкость веществ может варьироваться от 100 до 900 мПА-с.
Бакелитовый лак содержит в своем составе до 9 процентов свободных элементов фенола и до 10 процентов воды. За одну минуту (максимум за две) данное вещество проходит процесс желатинизации.
Подробности
Основные правила применения
Перед тем, как использовать лакокрасочный бакелитовый состав, для начала стоит ознакомиться с такими важными правилами, которых стоит придерживаться:
Поверхность, на которую будет нанесен лаковый состав, должна обязательно быть очищена от грязи, пыли, жира, ржавчины, масла, а еще должна быть хорошо высушена.
Подготовка поверхности и лакового состава
Чтобы защитное покрытие получилось максимально качественным и надежным, для начала стоит подготовить основание. Для этого потребуется удалить с него пятна жира, грязь, ржавчину, окалину, старые лакокрасочные и отделочные материалы. Самое лучшее очищение достигается при применении дробеструйных и пескорструйных установок. Еще можно применять наждачную бумагу или шлифовальный электрический инструмент. На втором этапе подготовки потребуется заняться именно лаком на бакелитовой основе, то есть ЛБС-1. Перед тем, как нанести его на поверхность, следует все хорошо взболтать, чтобы он стал однородным, а если в составе есть 40% каолина или даже графита, то такой состав можно применять в роли прекрасного раствора для грунтования. Его можно будет нанести на основания из металла для надежности защиты от появления ржавчины, коррозии.
Процесс лакирования
Технические характеристики бакелитового лака ЛБС-1 или похожих по составу растворов дают возможность наносить его посредством пульверизатора и кисточки. Грунтовочную смесь, которая основана на лаке, можно будет нанести спустя 3 часа после окрашивания, а еще грунтовочный раствор можно будет наносить распылителем для краски.
Первый нанесенный слой лака обязательно должен высыхать примерно 5 часов, а после настанет черед полимеризации. После этого обработанная поверхность должна быть покрыта слоем грунтовочного состава, далее нанесен второй слой лака, в котором наполнителя должно быть не меньше, чем ¼ от общего состава. Когда будет нанесено второе покрытие, то, как и в первом случае, потребуется полимеризация. Все дальнейшие слои покрытия следует наносить уже без наполнителя. Важно помнить о том, что толщина всех слоев лака в целом не должна быть больше, чем 0.5 мм. В идеале наносить лак, выполненный на бакелитовой основе, следует кистью или лучше пульверизатором. Метод распыления применяется в том случае, когда требуется покрывать большую площадь, и при нанесении стоит следить за тем, чтобы слой лег равномерно, не было щелей, тонких участков, потеков, наплывов и очень толстого слоя.
Обратите внимание, что для того, чтобы получить покрытие с максимальной степенью прочности, на основание следует нанести грунтовочную смесь и в 2, а то и в 3 слоя ткани из хлопка, которая будет смочена заранее в бакелитовом лакокрасочном материале.
Приклеивание хлопковой ткани
Процесс приклеивания будет включать в себя подобные этапы:
- Материал следует очистить от пыли, загрязнений, удалить крахмал, ткань хорошенько постирать, просушить и порезать на небольшие полоски.
- Подготовленные кусочки ткани из хлопка следует замочить в растворе лака, к примеру, в том же ЛБС-1, причем он должен быть 25%.
- Через 5 минут куски ткань следует достать из емкости, где налит раствор лака и все отжать. Процесс отжима следует проводить только в резиновых перчатках, чтобы на кожных покровах не появлялись ожоги и раздражение.
- Хлопковая ткань будет просыхать несколько часов, чтобы испарился растворитель.
- После частичного просыхания следует приклеить липкие отрезки ткань на грунтовую поверхность металла.
При проведении подобной процедуры следует обязательно наблюдать за тем, чтобы ткань не начала растягиваться, потому что если так случится, то она можно порваться при высыхании, так как начнет давать усадку. На последнем этапе хлопковый материал следует окрашивать при помощи кисти, которая будет смочена в лаковом составе.
Покрытие химической аппаратуры
Бакелитовый лак, альтернативы которому нет, применяется для защиты разной химической аппаратуры, например, для мешалок, змеевиков и всего остального. Для этого следует подготовить хлопчатобумажную ткань, которую вы порежете на полоски, а после туго обмотаете ими защищаемую поверхность, и при обработке потребуется сделать нахлесты ткани на 3 см. Допускается наматывать любое количество тканевых слоев, все зависит от потребностей. После наматывания слоев они будут покрываться слоем лаковой смеси на основе бакелита, а после покрытие следует обработать термическим методом, при котором состав начнет застывать.
По окончанию термической обработки покрытие следует охлаждать примерно 7 часов, а температура воздуха должна быть +25 градусов. При соблюдении всех правил поверхность, которая будет залакирована, будет гладкой и блестящей, а также иметь красно-коричневый оттенок. Можно легко проверить качество обрабатываемой поверхности, и для этого потребуется взять тряпку, смочить ее в этиловом спирте, а после провести несколько раз по отлакированной поверхности. Если на ней будут бурые или даже желтые пятна, то это станет свидетельством того, что тепловая обработка была проведена неправильно. Если тряпка останется чистой, то состав лака полимеризовался правильно и волноваться не о чем.
Важные правила
Если вы собираетесь использовать бакелитовый лак для покраски поверхностей крупногабаритных предметов, то вам стоит соблюдать следующие правила:
- Поверхность для покраски должна быть абсолютно сухой и чистой (без ржавчины, пыли, жировых пятен).
- Перед покраской поверхности лаком лбс 1 — состав необходимо тщательно взболтать.
- В процессе покраски на поверхности образовывается пленка, которую необходимо бакелизировать (провести термическую обработку с постепенным нарастанием температурного режима до отметки в 160 градусов Цельсия). Данная технология позволит получить сетчатый полимер. При температурном режиме равном 150 градусов Цельсия желатинизация проводится не более двух минут (в среднем 70-80 секунд). При нанесении лака кистью, расход вещества составит порядка 120 г/м2.
- Хранить лак лбс 1 необходимо при температуре не больше 20 градусов в темном месте.
Использование при ремонте
Данный вид лака применяется как для внутренних, так и для внешних работ. С помощью специального красителя можно добиться необходимого цвета изделия. При этом свойства лака останутся неизменными. Однако его применение в домашних условиях осложняется. Перед нанесением необходимо очистить поверхность от лишнего мусора и просушить ее. После покрытия лаком поверхность должна подвергаться термической обработке. При этом температура должна доходить до 160ºС. Для ее достижения придется потрудиться.
Естественная сушка поверхности осуществляется на протяжении 4 часов. Для более тщательной защиты сверху наносят второй слой, который содержит специальный наполнитель. Все последующие идут без наполнителя. В конечном итоге толщина пленки достигает 0,5 мм.
Для повышения механической прочности на поверхности применяется хлопчатобумажная ткань, которая пропитана бакелитовым лаком. Ее укладывают примерно в 3 слоя. Данная технология выглядит следующим образом: для начала ткань необходимо тщательно выстирать и высушить, чтобы избавиться от крахмала.
Ее нарезают на небольшие заготовки и погружают в емкость с лаком. Она должна пропитываться на протяжении 5 минут. Далее ткань достают из емкости и с помощью резиновых перчаток отжимают. Пропитанные куски выносят на открытый воздух и просушивают так, чтобы наличие растворителя сводилось к минимуму. Отгрунтованную и высушенную ткань прикладывают на поверхность и сверху при помощи кисти наносят лак. Если возникает необходимость повысить механическую прочность труб, то ткань разрезают на полоски небольшой ширины. Затем процедура проходит по той же схеме.
В конечном итоге на строительной поверхности образуется пленка, которая будет защищать материал от воздействия влаги и других факторов. Она может повредиться при нескольких условиях:
- если на поверхность будет воздействовать температура свыше 20 ºС на протяжении долгого времени;
- если на поверхность, покрытую лаком, попадут прямые солнечные лучи.
Несмотря на то что ремонт бакелитовым лаком вызывает некоторые сложности, судя по отзывам потребителей, данный материал остается довольно востребованным.
Подготовка поверхности и лака
Чтобы защитное покрытие было максимально надежным и качественным, вначале нужно подготовить основание. С него удаляются жирные пятна, грязь, пыль, окалина, ржавчина, старые отделочные и лакокрасочные материалы. Наилучшая очистка достигается при использовании дробеструйной и пескоструйной установки. Также можно использовать наждачную бумагу или электрический шлифовальный инструмент.
На следующем этапе подготавливается лак бакелитовый ЛБС-1. Прежде чем его наносить на поверхность, нужно взболтать, чтобы он стал однородным. Если в составе имеется 40% каолина или графита, то такой бакелитовый состав можно использовать в качестве отличного грунтовочного раствора. Его можно наносить на металлические основания для надежной их защиты от появления коррозии и ржавчины.
Бакелит в России
Настольная лампа из карболита производства (Орехово-Зуево)
В России также велись работы по созданию пластических масс на основе фенола и формальдегида, в частности, работы велись в лаборатории на шелкоткацкой фабрике в деревне Дубровке в окрестностях г. Орехово-Зуево. В 1914 году группа химиков: В. И. Лисев, Г. С. Петров и К. И. Тарасов — синтезировала карболит, российский аналог бакелита. Своё название карболит получил от карболовой кислоты, другого названия фенола. Для продвижения нового изобретения в России и за границей года был основан торговый дом «Васильев и Ко». года Московское Губернское правление выдало торговому дому свидетельство о том, что ему разрешается содержание завода для выработки диэлектрического материала под названием «карболит». Был учреждён завод в Московской губернии, Богородском уезде, 3-м стане Зуевской волости при селе Крестовоздвиженском. Завод получил название «Карболит», он существует и поныне. В 1919 году завод был национализирован, а в 1931 году включён в объединение «Союзхимпластмасс».
В настоящее время фенолформальдегидные смолы и пластмассы на их основе выпускаются на многих отечественных химических заводах.
Технические характеристики бакелитового лака и его применение
Автор: Анастасия Исакова · Опубликовано 12.10.2017 · Обновлено 16.10.2017
Под бакелитовым лаком ЛБС1 принято понимать раствор резольной формальдегидной смолы (в состав вещества входит бакелитовая смола). Бакелитовый лак разной модификации имеет в своем составе этиловый спирт, выступающий в качестве растворителя. Помимо этого, в состав рассматриваемого вещества входит аммиак, который и обеспечивает специфический запах.
Краткое описание
Лак лбс1 — это смесь фенолоформальдегидной резольной смолы, растворенной в этиловом спирте. Данное вещество производится по критериям ГОСТ 901-78.

Спиртовой раствор имеет широкое применение: для соединения, склеивания, пропитки поверхностей из самых разных материалов (это основные сферы применения лака). Также стоит отметить, что спиртовой лак лбс1 отлично справляется с защитной функцией различных приборов от негативного воздействия горячей жидкости, слабо разведенных кислот, а также применяется для покраски бензиновых емкостей и производства связующих элементов слоистого пластика.

Сфера применения
Бакелитовый лак обладает широким спектром применения. Он используется во многих отраслях строительства и в производстве некоторых веществ. Материал может использоваться для:
- покрытия разного рода поверхностей, а также для их соединения и пропитывания красящим составом;
- защиты оборудования, предназначенного для теплообмена, от пагубного влияния недостаточно охлажденной технической смеси;
- защиты оборудования от негативного влияния кислот и солей со средним уровнем воздействия;
- покрытия нефтяных и бензиновых емкостей;
- образования связующих элементов, необходимых для изготовления пластиковых изделий (при изготовлении слоистого пластика с добавлением органических наполнителей);
- изготовления приспособлений из металла или иных абразивных приборов;
- производства химических волокон;
- антикоррозийной защиты трубопроводов и воздухоочистительных фильтрующих элементов;
- обеспечения долговечности и повышенной безопасности деревянных и бетонных поверхностей;
- развития отрасли машиностроения – химического машиностроения.
На видео: виды лаков и их характеристики.
Технические характеристики
Внешний вид вещества: это полупрозрачный раствор, может иметь красный или бордовый оттенок, однородный состав без добавления примесей инородных частиц. В данном виде красящей жидкости содержится от 50 до 60 процентов бакелитовой смолы. Динамическая вязкость веществ может варьироваться от 100 до 900 мПА-с.
Бакелитовый лак содержит в своем составе до 9 процентов свободных элементов фенола и до 10 процентов воды. За одну минуту (максимум за две) данное вещество проходит процесс желатинизации.

Важные правила
Если вы собираетесь использовать бакелитовый лак для покраски поверхностей крупногабаритных предметов, то вам стоит соблюдать следующие правила:
- Поверхность для покраски должна быть абсолютно сухой и чистой (без ржавчины, пыли, жировых пятен).
- Перед покраской поверхности лаком лбс 1 — состав необходимо тщательно взболтать.
- В процессе покраски на поверхности образовывается пленка, которую необходимо бакелизировать (провести термическую обработку с постепенным нарастанием температурного режима до отметки в 160 градусов Цельсия). Данная технология позволит получить сетчатый полимер. При температурном режиме равном 150 градусов Цельсия желатинизация проводится не более двух минут (в среднем 70-80 секунд). При нанесении лака кистью, расход вещества составит порядка 120 г/м2.
- Хранить лак лбс 1 необходимо при температуре не больше 20 градусов в темном месте.
Обработка бакелитовой смолой
Бакелитовая смола в основе лака позволяет использовать данное средство в качестве антикоррозийной и иной защиты химических агрегатов. Процесс использования этого вещества для защитной обработки приборов требует особой аккуратности и профессионализма. Рассмотрим несколько стадий защитной обработки приборов при помощи данного типа лакокрасочного раствора.
Подготовительный этап
На подготовительном этапе поверхность тщательно обрабатывают с целью получения надёжного покрытия. Поверхность оборудования заблаговременно чистят от излишков пыли, грязи, жировых отпечатков, ржавчины или окалины с помощью пескоструйного или дробеструйного оборудования. Процесс очистки прекращается при появлении серого матового оттенка.

Следующий этап — подготовка раствора. Перед нанесением лак необходимо взболтать, добившись однородности. При наличии в составе 40 процентов наполнителя (графита, каолина или диабазовой смеси) раствор может применяться как качественный грунтовочный материал. Это позволит уберечь металлические изделия от преждевременного появления ржавчины или коррозии.
Грунтовочный слой на основе бакелитового лака лбс 1 наносится малярной кистью с небольшим нажимом на поверхность по истечении трех часов после покраски. Для больших поверхностей можно применить краскораспылитель.
Нанесение лака
Первый, поверхностный слой лака оставляют высыхать на 4-5 часов, после чего проводится его полимеризация. Далее покрасочная поверхность подвергается грунтовым работам и нанесению второго слоя, состоящего из 25%-ого наполнителя. После нанесения второго слоя (как и в случае с первым слоем лакокрасочного состава) проводится полимеризация.
Обратите внимание, что последующие слои наносятся без наполнителя. Также стоит учитывать конечную толщину покрасочного слоя, она не должна превышать 0,5 мм.

Для покраски поверхностей лаком на бакелитовой основе лучше использовать кисть или краскораспылитель (в случае покраски больших площадей поверхности). В процессе отделки поверхности нужно отслеживать равномерность наложения красящего вещества, то есть должны получаться тонкие слои без щелей и наплывов в периферийной части.
Для получения покрытия повышенной прочности на поверхность наносится грунт и два-три слоя хлопковой ткани (перед этим ткань необходимо промокнуть в лакокрасочном растворе).

Наклеивание хлопковой ткани
Принцип наклеивания ткани состоит в следующем:
- Сначала ткань очищают от накопившейся пыли и грязи, убирают крахмал, тщательно выстирывают, сушат и разрезают на небольшие кусочки.
- Разрезанные кусочки ткани вымачивают в 25%-ом растворе лака лбс 1 определенной консистенции.
- Через 5 минут ткань вынимают и выкручивают. Обратите внимание, что выкручивать ткань необходимо только в закрытых резиновых перчатках, дабы не получить ожоги и раздражение на коже.
- Ткань оставляют высыхать до полной ликвидации растворителя.
- После того как ткань до конца высохнет, ее в состоянии отлипа присоединяют к предварительно грунтованной конструкции из металла.
Как почистить кисти после краски или лака (1 видео)
Что такое бакелитовый лак?

Под бакелитовым лаком ЛБС1 принято понимать раствор резольной формальдегидной смолы (в состав вещества входит бакелитовая смола). Бакелитовый лак разной модификации имеет в своем составе этиловый спирт, выступающий в качестве растворителя. Помимо этого, в состав рассматриваемого вещества входит аммиак, который и обеспечивает специфический запах.
Краткое описание
Лак лбс1 — это смесь фенолоформальдегидной резольной смолы, растворенной в этиловом спирте. Данное вещество производится по критериям ГОСТ 901-78.
Спиртовой раствор имеет широкое применение: для соединения, склеивания, пропитки поверхностей из самых разных материалов (это основные сферы применения лака). Также стоит отметить, что спиртовой лак лбс1 отлично справляется с защитной функцией различных приборов от негативного воздействия горячей жидкости, слабо разведенных кислот, а также применяется для покраски бензиновых емкостей и производства связующих элементов слоистого пластика.

Изготовление лака
Для приготовления бакелитового лака используются фенол, формалин, аммиачная вода и этанол. Фенол – это органическое соединение, которое полностью растворяется в воде и застывает при температуре выше 40о С. Формалин – прозрачная жидкость с малой степенью реактивности, фенол считается ядом. Аммиачная вода – это 20% водный раствор аммиака. Этиловый спирт или этанол — бесцветная легкоподвижная жидкость, продукт перегонки углеродосодержащих продуктов. В результате получается прозрачный раствор, который может быть иметь как красный, так и бурый оттенок.
Срок хранения такого лака не должен превышать трех месяцев со дня его изготовления.
Бакелит в России

Настольная лампа из карболита производства завода «Карболит» (Орехово-Зуево)
В России также велись работы по созданию пластических масс на основе фенола и формальдегида, в частности, работы велись в лаборатории на шелкоткацкой фабрике в деревне Дубровке в окрестностях г. Орехово-Зуево. В 1914 году группа химиков: В. И. Лисев, Г. С. Петров и К. И. Тарасов — синтезировала карболит, российский аналог бакелита. Своё название карболит получил от карболовой кислоты, другого названия фенола. Для продвижения нового изобретения в России и за границей года был основан торговый дом «Васильев и Ко». года Московское Губернское правление выдало торговому дому свидетельство о том, что ему разрешается содержание завода для выработки диэлектрического материала под названием «карболит». Был учреждён завод в Московской губернии, Богородском уезде, 3-м стане Зуевской волости при селе Крестовоздвиженском. Завод получил название «Карболит», он существует и поныне. В 1919 году завод был национализирован, а в 1931 году включён в объединение «Союзхимпластмасс».
В настоящее время фенолформальдегидные смолы и пластмассы на их основе выпускаются на многих отечественных химических заводах.
Виды лаков
Бакелитовые лаки бывают различных сортов:
— ЛБС-1 и ЛБС-2 (высшего сорта),
— ЛБС-4,
— ЛБС-5,
— СБС-1,
— ЛБС-8,
— ЛБС-16,
— ЛБС-20 и ЛБС-29.
В зависимости от марки варьируется процентное содержание вышеперечисленных веществ в бакелитовом лаке. В результате меняются его свойства и функции. Так, например, лак ЛБС-4 используется для производства пластмасс с минеральными наполнителями, а СБС-1 для производства древесноволокнистых пластиков и фанеры.
Главной задачей бакелитового лака является создание тонкой защитной пленки, которая может состоять из неорганических и из органических полимеров. Такая пленка не меняет цвет поверхности, скрывает неровности и препятствует проникновению влаги в изделие. Особенностью такого лака является растительное масло, входящее в его состав. Также в состав бакелитового лака входит целлюлоза, которая предварительно обрабатывается.
Свойства бакелитового лака не изменятся, если в него добавить краситель, поэтому можно легко найти нужный цвет лака.
Использование бакелитового лака в домашних условиях осложняется тем, что после нанесения лака на чистую и сухую поверхность ее необходимо подвергнуть термической обработке, постепенно увеличивая температуру до 160оС. В итоге (через 20 секунд) получится полимерная пленка, которая прослужит долгое время, если окружающая температура не будет выше 20 оС, а также будет исключено прямое влияние солнечных лучей.
Область использования
Этот состав превосходно защищает всевозможные приборы от влияния горячих жидкостей, слабых кислот, используется при покраске емкостей, в которых хранится бензин, а также в ходе изготовления связующих компонентов слоистых видов пластика.
В наше время применение бакелитового лака осуществляется повсеместно, этот раствор используется в сфере производства различных веществ, а также в отрасли строительства. Характеристики данного материала позволяют применять его для следующих целей:
- покрытия всевозможных поверхностей, их пропитывания и соединения;
- эффективной защиты теплообменного оборудования, на которое пагубно влияет нагретая техническая жидкость;
- надежной защиты разных элементов оборудования и деталей от воздействия солей и кислот, имеющих умеренный показатель воздействия;
- обработки емкостей любого объема, в которых будут храниться нефтепродукты и бензин;
- создания связующих компонентов, используемых в ходе производства пластиковых деталей, особенно во время производства слоистых пластиков, к которым добавляются органические наполнители;
- изготовления химических волокон;
- производства металлических приспособлений и различных абразивных деталей, приборов;
- создания антикоррозионного слоя на системах трубопроводов, воздуховодов, воздухоочистительных фильтров и конструкций;
- покрытия поверхностей из бетона и дерева, которым лак на бакелитовой основе предоставляет надежную защиту, и продлевает их эксплуатационный срок;
- часто используется для различных целей в химическом машиностроении.
Характеристики в техническом плане ЛБС-1
| Наружные параметры | светопрозрачный состав, может быть красного или темно-красного цвета. В нем не содержаться взвешенные частицы иных веществ |
| Содержание смол | от 50 до 60 % |
| Вязкость динамического типа | от 100 до 900 мПА-с |
| Содержание в растворе свободных элементов фенола | 9 % |
| Время, которое необходимо на желатинизацию | от 1 до 2 минут |
| Содержание воды | 10 % |
Обработка бакелитовой смолой
Бакелитовая смола в основе лака позволяет использовать данное средство в качестве антикоррозийной и иной защиты химических агрегатов. Процесс использования этого вещества для защитной обработки приборов требует особой аккуратности и профессионализма. Рассмотрим несколько стадий защитной обработки приборов при помощи данного типа лакокрасочного раствора.
Подготовительный этап
На подготовительном этапе поверхность тщательно обрабатывают с целью получения надёжного покрытия. Поверхность оборудования заблаговременно чистят от излишков пыли, грязи, жировых отпечатков, ржавчины или окалины с помощью пескоструйного или дробеструйного оборудования. Процесс очистки прекращается при появлении серого матового оттенка.

Следующий этап — подготовка раствора. Перед нанесением лак необходимо взболтать, добившись однородности. При наличии в составе 40 процентов наполнителя (графита, каолина или диабазовой смеси) раствор может применяться как качественный грунтовочный материал. Это позволит уберечь металлические изделия от преждевременного появления ржавчины или коррозии.
Грунтовочный слой на основе бакелитового лака лбс 1 наносится малярной кистью с небольшим нажимом на поверхность по истечении трех часов после покраски. Для больших поверхностей можно применить краскораспылитель.
Нанесение лака
Первый, поверхностный слой лака оставляют высыхать на 4-5 часов, после чего проводится его полимеризация. Далее покрасочная поверхность подвергается грунтовым работам и нанесению второго слоя, состоящего из 25%-ого наполнителя. После нанесения второго слоя (как и в случае с первым слоем лакокрасочного состава) проводится полимеризация.
Обратите внимание, что последующие слои наносятся без наполнителя. Также стоит учитывать конечную толщину покрасочного слоя, она не должна превышать 0,5 мм.

Для покраски поверхностей лаком на бакелитовой основе лучше использовать кисть или краскораспылитель (в случае покраски больших площадей поверхности). В процессе отделки поверхности нужно отслеживать равномерность наложения красящего вещества, то есть должны получаться тонкие слои без щелей и наплывов в периферийной части.
Для получения покрытия повышенной прочности на поверхность наносится грунт и два-три слоя хлопковой ткани (перед этим ткань необходимо промокнуть в лакокрасочном растворе).

Наклеивание хлопковой ткани
Принцип наклеивания ткани состоит в следующем:
- Сначала ткань очищают от накопившейся пыли и грязи, убирают крахмал, тщательно выстирывают, сушат и разрезают на небольшие кусочки.
- Разрезанные кусочки ткани вымачивают в 25%-ом растворе лака лбс 1 определенной консистенции.
- Через 5 минут ткань вынимают и выкручивают. Обратите внимание, что выкручивать ткань необходимо только в закрытых резиновых перчатках, дабы не получить ожоги и раздражение на коже.
- Ткань оставляют высыхать до полной ликвидации растворителя.
- После того как ткань до конца высохнет, ее в состоянии отлипа присоединяют к предварительно грунтованной конструкции из металла.
Как почистить кисти после краски или лака (1 видео)
Технические характеристики алюминиевых радиаторов отопления, которые нужно учитывать при выборе радиатора
Основные технические характеристики моделей алюминиевых радиаторов отопления – информация, которую желательно знать перед их выбором и покупкой. Наряду с внешним обликом (дизайном) отопительного прибора и его стоимостью, технические данные позволяют сравнить между собой различные модели и подобрать вариант, оптимальный по основным параметрам.
Различают количественные и качественные характеристики алюминиевых радиаторов. Количественные позволяют сравнить отопительные приборы по их массогабаритным параметрам и мощности теплового потока. В свою очередь, качественные характеристики учитывают особенности конструкции и технологии изготовления.
Количественные характеристики
Количественные характеристики должны быть подтверждены в ходе испытаний, результаты которых служат основанием для получения сертификата соответствия. Перечень подтверждаемых характеристик, а также методы и условия испытаний указаны в нормативной документации – российских (ГОСТ) и европейских (EN 442-2) стандартах, либо специально выпущенных и утвержденных технических условиях (ТУ).
Количество секций
Подавляющее большинство моделей алюминиевых радиаторов состоит из отдельных секций. Деление на секции позволяет подобрать прибор необходимой мощности в зависимости от площади отапливаемого помещения.

Пятисекционный алюминиевый радиатор.
Покупатель может приобрести как отдельные секции радиатора, так и готовый отопительный прибор заводской сборки. Как правило, радиаторы заводской сборки включают в себя от 4 до 12 секций. При сборке секций между собой используется ниппельное соединение.
Необходимое для обогрева помещения количество секций определяется по приближенной формуле:
где S – площадь помещения, м2;
P – тепловая мощность одной секции, Вт.
Итальянская компания Global производит сдвоенные модели серии GL/D, имеющие 2 ряда, расположенные симметрично относительно плоскости задней стенки секций. Сдвоенные радиаторы используют, если их нужно установить на расстоянии от стены.
Тепловая мощность (номинальный тепловой поток)
Данный параметр (измеряется в Вт) позволяет определить, сколько секций должен иметь радиатор для обогрева определенной площади.

Отдельные секции алюминиевых радиаторов отопления.
Согласно ГОСТ 31311-2005 «Приборы отопительные. Общие технические условия», тепловая мощность определяется при следующих условиях:
- температурный напор (разность между температурами теплоносителя и воздуха в помещении) ΔТ= 70°С;
- атмосферное давление В = 760 мм.рт.ст;
- теплоноситель движется по отопительному прибору «сверху вниз».
Некоторые производители дополнительно указывают тепловую мощность, измеренную при температурном напоре 30°С и 50°С.
Площадь наружной поверхности нагрева
Данная величина включает в себя площадь всех поверхностей радиаторной секции, которые контактируют с воздухом в комнате, включая площадь оребрения. Площадь наружной поверхности обычно составляет:
- для секций с межосевым расстоянием 350 мм – 0,3…0,4 м2;
- для секций с межосевым расстоянием 500 мм – 0,4…0,5 м2.
Геометрические характеристики
Габаритные и монтажные (присоединительные) размеры определяют возможность установки радиатора отопления при конкретных условиях размещения. Также габариты отопительного прибора влияют на его тепловую мощность.

Межосевое расстояние
Межосевым называют расстояние между осями верхнего и нижнего коллектора. Среди выпускаемых серийно радиаторов преобладают модели с межосевым расстоянием 200, 300, 350, 500, 600, 800 мм. Межосевое расстояние 500 мм является наиболее распространенным, а радиаторы данного типоразмера присутствуют в модельном ряде всех производителей. Компания Global производит модели серии Oscar с межосевым расстоянием от 900 до 2000 мм.

Ширина секции
Подавляющее большинство моделей алюминиевых радиаторов имеет ширину секции 80 мм. Реже производят секции шириной 70 мм, 100 мм и других значений.
Глубина
Данная величина определяет монтажное расстояние от оси коллектора до прилегающей стены помещения. Наиболее распространены изделия глубиной 80 мм, но для увеличения тепловой мощности производители в некоторых моделях увеличивают глубину радиатора до 100 мм.
Внутренний объем секции
Один из параметров, определяющих мощность отопительного прибора. Внутренний объем секции (измеряется в литрах) зависит от высоты радиатора, а также формы и площади сечения вертикального канала. Для увеличения внутреннего объема некоторые изготовители производят модели с овальным сечением канала (радиаторы Royal Thermo).

Вертикальный канал овального сечения.
Масса секции
Масса секции включает в себя вес лакокрасочного покрытия, а также усредненную массу прокладок и ниппелей. Иногда в паспорте на изделие указывают удельное значение массы (материалоемкость), которая измеряется в кг/кВт.
Давление
Большинство алюминиевых радиаторов рассчитаны на рабочее давление 16 атм (1,6 МПа). Некоторые модели предполагают эксплуатацию в системах с рабочим давлением 20 и 25 атм (например, Rovall производства концерна Sira Group).
Испытательное (опрессовочное) давление, при котором радиатор не должен разрушаться, должно быть в 1,5 раза выше рабочего. Также производители указывают максимальное (разрушающее) давление, которое обычно составляет 40-60 атм, но не менее, чем в 2 раза выше рабочего.
Температура теплоносителя
Отопительные приборы данного типа рассчитаны на температуру теплоносителя 110°С. Некоторые модели (например, Rifar серии Alum) допускают эксплуатацию при 135°С.
В таблицах 1 и 2 приведены технические характеристики моделей с межосевым расстоянием 350 и 500 мм. В сравнительных таблицах указаны массогабаритные параметры, объем теплоносителя и номинальный тепловой поток секции производства 7 различных компаний.
Таблица 1 – Технические характеристики алюминиевых радиаторов (межосевое расстояние 350 мм)
Rifar
Royal Thermo
Konner
Ferroli
General Hydraulic
Global
Varmega
Таблица 2 – Технические характеристики алюминиевых радиаторов (межосевое расстояние 500 мм)
Rifar
Royal Thermo
Konner
Ferroli
General Hydraulic
Global
Varmega
Модели с межосевым расстоянием 200 мм являются наименьшими по высоте среди алюминиевых секционных радиаторов. Изделия данного типоразмера используются для установки под оконными проемами с увеличенной площадью остекления. Сравнительные характеристики приборов данного типоразмера приведены в таблице 3 и включают в себя данные по изделиям трех производителей.
Таблица 3 – Технические характеристики алюминиевых радиаторов (межосевое расстояние 200 мм)
Varmega
Sira
Konner
Качественные характеристики
Перед приобретением отопительного прибора следует изучить и качественные характеристики различных моделей, показывающие особенности конструкции и технологии изготовления.
Теплоносители
В техническом паспорте на изделие должно быть указано, с какими теплоносителями допускается его эксплуатация. Также может быть указан допустимый диапазон значений водородного показателя (pH) теплоносителя. Если предполагается работа алюминиевого радиатора с незамерзающими жидкостями (антифризами), в его конструкции применяются специальные межсекционные прокладки.

Схемы подключения алюминиевых радиаторов.
Способы подключения
Стандартная секция алюминиевого радиатора имеет верхний и нижний коллекторы, допускающие один из известных способов бокового подключения. Некоторые модели отопительных приборов снабжены коллектором с нижним присоединительным патрубком, позволяющим осуществлять удобное при монтаже коллекторной системы отопления нижнее подключение.

Схема движения теплоносителя при нижнем подключении.
Метод изготовления
Секции могут быть изготовлены литьем под давлением либо методом экструзии. Экструзия представляет собой метод обработки давлением, в результате чего получается заготовка повышенной плотности. Радиаторы, изготовленные данным методом, имеют более высокую прочность, что позволяет выдерживать повышенное давление.

Алюминиевые радиаторы различных типоразмеров.
Алюминиевые секционные радиаторы хорошо зарекомендовали себя в индивидуальных системах отопления, когда домовладелец имеет возможность самостоятельно выбирать вид теплоносителя и контролировать его качество. Такие приборы характеризуются высокими теплотехническими показателями, выигрывая у биметаллических моделей благодаря более низкой стоимости. Технические характеристики алюминиевых радиаторов отопления дают покупателю возможность выбрать лучшую модель среди ряда аналогов.
Статьи по теме:
При выборе системы обогрева дома принимают во внимание много факторов: стоимость оборудования, безопасность, особенности монтажа и обслуживания.
Рассмотрим ремонт масляного обогревателя на конкретном примере.
Для отопления домов и квартир используют различные типы оборудования, в том числе и электрические приборы разной модификации. Это конвекторы.
При выборе отопительной системы для любого здания важно понимать принципы работы и особенности рассматриваемого оборудования. Это позволит подобрать наиболее.
Поговорим сегодня о комфорте и тепле в доме, будь то частный дом, квартира или дача.
Чтобы не было жарко или холодно: как произвести расчет количества секций у алюминиевого радиатора отопления

Правильный расчёт — залог успешного создания системы отопления.
Он важен при использовании любых батарей, но особенно — алюминиевых.
Для расчета мощности радиатора используется несколько методов.
Мощность одной секции алюминиевого радиатора
Заявленные в паспорте изделия параметры не всегда верно отображаются в реальности. Это связано со множеством внешних условий, мешающих идеальной работе прибора.

Фото 1. Алюминиевый радиатор отопления. Прибор состоит из нескольких секций, количество которых можно изменить.
Теплоотдача алюминиевых батарей соответствует заявленным в документах цифрам, если между температурами воздуха и воды составляет 70 °C. Расчёт выглядит следующим образом:
- To — температура обратки.
- Tp— подачи.
- TB— воздуха в комнате.
Последнее значение выбирают по ГОСТ. В большинстве случаев это 22 °C. Для определения нагрева теплоносителя формулу разворачивают:
Tp = (70 + 22) + 10.
Разница в 70 верна при теплоотдаче одной секции радиатора 500 мм в 200 Вт. При использовании 350 мм батарей значение составит 140 Вт.
Внимание! Оба показателя колеблются в пределах 20 Вт.
Методы расчёта мощности
Для определения значений используют 4 формулы:
- По линейным габаритам комнаты. Для этого нужно измерить её длину и ширину. По строительным нормам и правилам на каждые 10 квадратных метров необходим 1 кВт, поэтому площадь делят на 10. Этот вариант менее точен, поскольку не учитывает один важный показатель, учтённый в следующем вычислении.

- По полным габаритам, для расчёта которых также нужно измерить высоту помещения. СНиП предлагает умножить объём квартиры на 41 Вт. Так, для помещения 60 квадратов мощность равна: 60 * 2,7 * 41 = 6642 Вт.
- По конструкционным особенностям. Этот расчёт аналогичен предыдущему, но учитывает детали:
- за каждое окно добавляют 0,2 кВт;
- за двери — по 0,1 кВт;
- сумму умножают на 1,3, когда квартира находится в углу;
- на 1,5 если считают мощность для частного дома;
- вспоминают «поправку», которая зависит от географического расположения объекта.
- Комплексный расчёт учитывает то же, что и конструкционный, а также:
- толщину и материал утеплителя;
- из чего сделаны пол, стены, потолок;
- вентиляцию помещения, если есть.
Последний метод расчёта сложен, но даёт наиболее точный результат. Для вычислений рекомендуется пригласить специалиста. Он самостоятельно определит вид труб и радиаторов, которые следует разместить в определённой отопительной системе.
Справка. Лишь определив необходимую мощность, переходят к подсчёту количества секций батареи для обеспечения устойчивой работы и комфортных условий.
Как рассчитать количество секций радиатора по площади помещения
Усреднённые значения представлены в следующей таблице.
| Модель алюминиевого радиатора | Теплоотдача, Вт | Площадь помещения, кв. м.(при высоте 2,7 м) | ||||||||||||||||
| 5,5 | 7 | 8,5 | 10 | 13 | 16 | 19 | 21 | 23 | 25 | 27 | 29 | 32 | 35 | 36,5 | 38 | 40 | ||
| Необходимое количество секций | ||||||||||||||||||
| А350 | 150 | 6 | 7 | 8 | 9 | 11 | 12 | 13 | 15 | 16 | 17 | 18 | 19 | 20 | 20 | 21 | 22 | 23 |
| А500 | 185 | 3 | 4 | 5 | 7 | 8 | 8 | 9 | 11 | 12 | 13 | 14 | 15 | 15 | 16 | 17 | 18 | 19 |
При использовании моделей за буквами Л необходимо добавить соответственно по 3 и 2 части к аналогичным значениям таблицы.

Принцип расчёта заключается в простой формуле:
K = Q/N, где
- Q — общая теплоотдача системы отопления.
- N — одной секции.
Например, при использовании А500 и общем значении мощности в 3515 Вт, количество секций составит: 3515/185 = 19. Несмотря на простоту расчёта, он не идеально точен. Желательно учитывать несколько тонкостей:
- Полученные дробные числа округляют вверх: лучше иметь избыток, чем недостаток.
- Следующее замечание касается исключительно частных домов. В паспорте алюминиевого радиатора значение напора рассчитаны для 70, реже 60 °C, что указано в документе. Нужно учитывать, что рабочая температура будет на 20 °C выше. В зданиях монтируют систему отопления, непригодную для подобных значений, поэтому эффективную теплоотдачу обязательно пересчитывают. Рекомендуется обратиться к специалисту, который учтёт все факторы.
- В многоквартирных домах воду нагревают до меньших показателей, из-за чего требуется большее количество секций.
- Рабочая мощность также зависит от способа включения радиатора в обвязку. Для батарей от 12 частей рекомендуется диагональная, а для остальных — боковая.
Расчёт необходимого числа секций радиатора — один из важнейших шагов в подготовке к созданию отопления. Это особенно сильно касается многоквартирных строений, в которых вычисления проводят для каждого помещения отдельно.



Особенности расчёта в частном доме

Заключаются в учёте различных факторов, из-за которых появляются теплопотери. Недостаточно просто вычислить мощность нагревателя, радиаторов, размер труб и прочие показатели, нужно также учитывать:
- Способ монтажа устройства к системе. Коэффициент полезного действия двухтрубной обвязки составляет:
- 98% при диагональном;
- 87% при боковом;
- 80% при нижнем подключении.
- КПД однотрубного отопления составляет 80%, иногда меньше.
- Регион проживания определяет мощность, которую требуется развивать поздней осенью, зимой и ранней весной. Чем севернее, тем больше показатель.
- Расчёт радиатора должен включать потери, которые образуются из-за наличия некоторых устройств:
- через дымоход уходит до 10% тепла;
- неотапливаемый чердак теряет до 20%, а подвал — 10%;
- стены и окна могут выпускать суммарно до 30% мощности.

Фото 2. Потери тепла в частном доме через разные части здания. Теплопотери необходимо учитывать при установке радиаторов.
Значения можно уменьшить, если выполнить несколько действий, касающихся стен, пола и потолка:
- Когда окна смотрят на север, то их потери больше на 10%, в сравнении с другими.
- Расположение радиатора относительно сторон света не влияет на мощность, но если они греются на солнце, то немного медленнее остывают.
- Следует увеличить количество секций после расчётов по паспортным данным, поскольку действительная мощность изделий ниже. Это связано не только с потерями, описанными выше, но также небольшим завышением показателей производителем.
Лишь учтя все факторы, получится составить и смонтировать качественную обвязку с алюминиевыми радиаторами. Расчёты помогут точно посчитать достаточное количество секций батареи, учесть все потери.
Важно! При использовании дополнительных устройств, возможно увеличение необходимой мощности. Если включить термостат, нужно повысить показатель на 20—25%, поскольку прибор сможет вручную проконтролировать обогрев.
Полезное видео
Посмотрите видео, в котором рассказывается, как рассчитать мощность батарей отопления.
Тщательный расчёт поможет избежать возникновения разнообразных проблем. При сомнениях в правильности следует пригласить специалиста.
Технические характеристики и свойства алюминиевых радиаторов отопления

Многие из тех, кто обладает собственным домом где-нибудь за городом или в его пределах, используют для обогрева помещений батареи из алюминия. Ведь радиаторы отопления алюминиевые технические характеристики имеют для этого вполне подходящие. Далее разложим по полочкам их характеристики и рассмотрим почему же они так хороши именно для особняков и коттеджей.
Какие бывают виды алюминиевых радиаторов и как они производятся
В процессе изготовления этих радиаторов в расплав алюминия для достижения прочности добавляют специальные кремниевые добавки. Из полученной массы производят либо отдельные секции, либо же коллекторы. Рассмотрим два основных метода изготовления этих приборов отопления – это метод литья и метод экструзии.
Метод литья
Данный метод предполагает, что все секции делают отдельно. Их льют из силумина (так называют алюминий с добавкой кремния). Содержание кремниевых добавок не превышает 12 % – этого вполне хватает для прочности. Литье идет при повышенном давлении. В результате можно получить секции самой разной формы. Они способны выдержать от 6 до 16 атмосфер. Чтобы вода свободно проходила по радиаторам, делают расширенные водные каналы. А чтобы батарея была крепкой, ее стенки делают достаточно толстыми.
Отдельные секции скрепляют в один радиатор.
Метод экструзии
Экструзия – это выдавливание (говоря более понятным языком). Данный метод предполагает изготовление отдельных частей радиатора. Потом их скрепляют друг с другом. Впрочем, экструзионным способом делают лишь вертикальные детали. Изготавливая их из алюминия с определенными добавками. А вот коллектор льют из силуминового сплава. Хотя иногда он тоже делается методом выдавливания, сразу определенной ширины. Далее прессуют все детали, крепко соединяя их. Данный метод является дешевым, но батарея, изготовленная с его помощью, не может быть усовершенствована в процессе использования.

Убрать секцию из такого радиатора невозможно, как и поставить дополнительные.
Батареи анодированного типа
Это отдельный вид приборов из очищенного алюминия очень высокого качества. Они подвергаются анодному оксидированию, меняющему структуру металла, благодаря которому его почти не трогает коррозия. Соединяются отдельные детали не ниппелями, как обычно, а муфтами, монтируемыми с наружной стороны. Это дает гладкость внутренней стороне анодированных радиаторов. Поэтому отдача тепла у них лучше, чем у обыкновенных батарей из алюминия. Рабочее давление, которое выдерживают приборы анодированного типа – 50, а то и 70 атмосфер, но и стоят они достаточно дорого.
Каковы технические характеристики алюминиевых радиаторов
Расстояние между осями
Стандартными являются величины 500, 200 и 350 миллиметров. Их в достатке имеется на строительном рынке. Но бывают и радиаторы с расстоянием между осями, отличным от стандартного. Оно может варьироваться от 200 до 800 миллиметров.

Чаще всего можно встретить радиаторы с расстоянием между серединами нижнего и верхнего коллектора в 500 миллиметров. Высотой их делают где-то 580 миллиметров.
Покупая радиатор, замерьте предварительно расстояние под подоконником – ведь именно туда предстоит ее поставить. Нельзя, чтобы радиатор вписывался впритык – не сможет свободно циркулировать теплый воздух, поэтому конвекционный обогрев будет затруднен.

Между полом и батареей оставляют зазор сантиметров в 10 (можно, впрочем, и больше). Такой же зазор должен оставаться и сверху – до тыльной стороны подоконника. Ну, и от стены сантиметра на 3 отступить нужно – тогда совсем всё будет в порядке.
Смотрите, чтобы по ширине, все секции поместились в отведенное для радиатора место. А если оказалось, что по высоте или ширине отопительный прибор плохо вписывается, лучше взять другой, немного поменьше. Так, например, при расстоянии между осями 350 миллиметров высота батареи окажется на 100 миллиметров больше. Обязательно учитывайте этот нюанс при покупке.
Давление и два его вида
Для радиаторов принято указывать в паспорте как рабочее давление, так и опрессовочное. Причем последнее существенно выше. А порой еще и максимальное давление указывают. Дилетанту сразу и не разобраться, что все эти характеристики означают.
А ведь всё просто: давление, называемое рабочим – то, при котором будет использоваться батарея. Для алюминиевых радиаторов стандартные его значения – 10 – 15 атмосфер.
В сетях центрального отопления давление как правило составляет 10 – 15 атмосфер, а в тепловых же магистралях и 30 атмосфер – не редкость. Поэтому и использовать алюминиевые радиаторы для квартиры с центральным отоплением не безопасно.
А вот для собственного дома давление у котла отечественного производства обычно составляет всего 1,4 атмосферы. Иногда его указывают в барах – эти две единицы аналогичны. Для котлов из Германии рабочее давление более высокое – около 10 бар. Вот здесь уже можно использовать алюминиевые радиаторы.
Давление, носящее название опрессовочного, зачастую знать даже важнее, чем рабочее давление. После лета (когда вода из батарей была слита) перед запуском отопительной системы надо сначала проверить, герметична ли эта самая система. Для этого ее опрессовывают, то есть испытывают при повышенном давлении, которое выше, чем рабочее, раза в полтора, а то и больше. Так что стандартное давление опрессовки достигает 20, 25 или 30 атмосфер. Эта процедура характерна именно для сетей центрального отопления.
Существенные различия в рабочем давлении для частных домов и многоэтажек объясняются просто. Ведь давление показывает, до какого уровня способна дойти вверх вода. Так, одна атмосфера (иначе, один бар) толкает воду вверх на 10 метров. Для дома в три этажа этого хватит, а для четырехэтажного – мало. Но коммунальщики далеко не всегда подают воду под заявленным давлением. Иной раз оно так зашкаливает, что лопаются даже самые прочные и дорогие батареи.
Так что лучше всего покупать отопительные приборы с запасом по давлению. Они не только смогут хорошо выдержать напор горячей воды в системе отопления, но и проживут долго. Такой резерв давления послужит также гарантией дополнительной стойкости и длительной исправности ваших батарей.
Разные изготовители указывают в паспорте разные единицы давления. Как уже говорилось ранее, один бар соответствует одной атмосфере. А если давление указано в мегапаскалях (МПа), то для перевода его в атмосферы умножим эту величину на 10. Так, 1,2 мегапаскаля соответствует 12 атмосферам.
Что надо знать по тепловым параметрам
Одна вторая отданного алюминиевыми батареями тепла – это тепловые лучи. Оставшееся тепло – конвекционное, образующееся при движении воздушных слоев от нижней части радиатора вверх. За счет ребристой поверхности внутренней стороны секций теплоотдача получается весьма значительной.

Обогрев помещения алюминиевым радиатором происходит двумя путями – непосредственным излучением тепла и конвекцией.
Коэффициент теплоотдачи указывается в ваттах. Его дают, как правило, для одной секции. Возьмем, к примеру, батарею с расстоянием между осями 500 миллиметров. Теплоотдача ее секции составит от 100 до 150 ватт. Умножим на число этих секций – вот вам и общее значение, по которому и ведутся основные тепловые расчеты.
Надо знать, что высокая теплоотдача соответствует меньшей инерционности радиаторов. Это помогает сберечь финансы, поэтому в плане экономичности именно алюминиевые батареи лидируют. Они оставили позади и классический чугун, и новомодный биметалл. Ведь отдача тепла у них выше, а инерционность – меньше. Греть воду надо до меньшей температуры, соответственно, и котел изнашивается медленнее.
Немного о дизайне
Радиаторы из алюминиевого сплава, хоть и не ослепляют роскошью и дороговизной, часто воплощают интересные дизайнерские решения. Поэтому они отлично вписываются в различные интерьеры современных квартир и домов. Вот и выбирают люди не модные дорогие новинки, а радиаторы из алюминия, прошедшие испытание временем. Те и не подведут в трудный час, и дом украсят.
Сроки службы алюминиевых радиаторов
Обычно изготовители гарантируют, что проработает алюминиевая батарея лет 10 – 20. Известные бренды расщедриваются порой и на четверть века. Когда заявленный срок гарантии пройдет, отнюдь не следует сразу нести батареи на помойку. Просто периодически осматривайте их, внимательно приглядываясь к малейшим изъянам.
Основные технические характеристики алюминиевых радиаторов такие:
- Расстояние между верхним и нижним коллектором (межосевое) – от 200 до 500 мм;
- давление (рабочее) – от 6 до 16 атм;
- мощность (тепловая) – от 82 до 212 Вт;
- масса одной секции – от 1 до 1,47 кг;
- емкость одной секции – от 250 до 460 мл;
- предельная температура теплоносителя – 110 градусов;
- гарантия – от 10 до 15 лет.
Характеристика популярных производителей и моделей алюминиевых радиаторов
Производитель FARAL родом из Италии
К нам он поставляет батареи двух типов FARAL Green HP и FARAL Trio HP. Они имеют расстояние между осями 50 и 30 сантиметров, а глубину – 9 и 8,5 сантиметра. Число секций в сборе бывает от трех до шестнадцати. Эти секции крепятся одна к другой стальными ниппелями. Для герметичности ставят прокладки.

Перед отправкой потребителю завод испытывает батареи, применив к ним давление (избыточное) в 24 атмосферы. Такая проверка позволит радиаторам отлично выдерживать рабочее давление в 16 атмосфер.
Радиаторы KalidoR тоже итальянские – фирма Radiatori 2000 S.p.A.
Находится производство в городе Бергамо и использует в производстве батарей самые современные технологии. Поэтому характеристики алюминиевых радиаторов, сделанных этой компанией, просто отличные. Например, можно упомянуть хорошую передачу тепла и малую подверженность коррозии. Прочна их окраска, которую делают с помощью способа анафореза, который завершается эпоксидно-полиэфирным распылением. Испытания завод проводит при давлении 24 атмосферы, что соответствует рабочему давлению в 16 атмосфер.

Радиаторы получаются крепкими, служат очень долго и имеют красивый дизайн.
Третьи «итальянцы» – батареи ROVALL от концерна Sira Group
Популярные его модели: TANGO, OPERA, ALUX, JAZZ, BLUES, SWING. Для изготовления радиаторов берутся прессованные алюминиевые трубы. Батареи отличаются широкой гаммой цветов, а поверхность их обработана особым образом. Для России испытания проводятся при давлении в 30 атмосфер (соответственно, рабочее давление – 20 атмосфер).

Используя специальную технологию, фирма дает возможность варьировать высоту батарей в пределах от 20 до 250 сантиметров. Поэтому их можно установить в любую нишу.
Популярный производитель – Fondital
И он тоже из Италии. Зато его батарея Calidor Super разработана специально для стран СНГ и России, поэтому прекрасно подходит под природные условия этих стран. При ее изготовлении соблюдаются российские нормы (ГОСТР RU.9001.5.1.9009) и европейские стандарты (EN 442). Льют эти радиаторы из сплава алюминия под давлением. Максимум сопротивления давлению изнутри – 50 атмосфер.

Увеличенный диаметр водных каналов не дает радиаторам забиваться от не очень чистой воды, а утолщенные стенки дают необходимую прочность.
Таблица. Технические характеристики популярных моделей алюминиевых радиаторов
* Все значения в таблице приведены для 1 секции и взяты из официальных сайтов производителей.
** Указана тепловая мощность при 70 0 С.





Преимущества и недостатки алюминиевых радиаторов
Положительные качества
- Алюминиевые батареи весьма экономичны.
- Их небольшой вес не доставляет неудобств при монтаже и демонтаже.
- Имеется регулятор для управления температурой.
- Установка таких отопительных приборов не вызывает сложностей.
- Коэффициент теплоотдачи самый высокий.
- Эти радиаторы выглядят весьма презентабельно и оригинально, поэтому могут использоваться и в обычных квартирах, и в элитных помещениях.
Отрицательные моменты
- На межсекционных стыках возможна утечка воды.
- Тепло распределяется крайне неравномерно, в основном сосредотачиваясь на ребристой поверхности секций.
- Конвекционная отдача тепла очень мала.
- Служат они не очень долго – до пятнадцати лет. Впрочем, некоторые изготовители исправили это – они увеличили гарантию до двадцати и двадцати пяти лет.
- Возможно образование газов.
- Алюминий отличает высокая химическая активность, поэтому коррозия является его сильным врагом. Чтобы уберечь батареи от этого врага, изготовители проводят специальную антикоррозийную обработку батарей. Или покрывают их слоем оксидной пленки.
Активность алюминия в химическом отношении – это, пожалуй, главный недостаток батарей из этого материала. Поэтому, когда в горячей воде, циркулирующей в системе центрального отопления, есть химические примеси, в результате химической реакции происходит ускоренное разрушение стенок радиатора. А еще алюминиевые радиаторы очень чутко реагируют на нестабильность давления в системе отопления.
Из-за этих недостатков такие радиаторы лучше применять лишь в системах автономного отопления. Там-то вы точно будете уверены, что в нейтральной горячей воде, протекающей через радиаторы, не будет никакой «химии», pH теплоносителя будет нейтральным, а давление в системе не подскочит до беспредельных величин. А вот в квартире радиаторы из алюминия опасно устанавливать – даже запрет на это имеется от соответствующих органов.