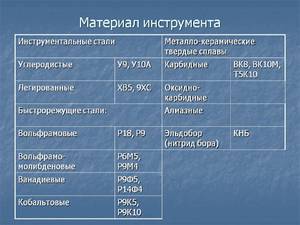
Марки инструментальных сталей
Вопрос увеличения эффективности обработки конструкционных сталей остается всегда актуальным. Исследования в этом направлении в одно время привели к появлению новых марок стальных сплавов, предназначенных исключительно для изготовления инструмента и оснастки под него. Название они получили соответствующее – инструментальные стали и сплавы. что их отличало от обычных конструкционных? Какими свойствами они обладали?

Общие сведения
Сталь, процент углерода в которой составляет более 0,7%, называют инструментальной. В основе фазовой структуры лежит мартенсит и только в некоторых случаях ледибурит.
Используется главным образом в машиностроении в качестве материала для производства инструмента по обработке черных и цветных сплавов.
Инструментальную сталь отличает ряд особенностей по сравнению с конструкционной. Среди них наиболее важными являются:
- Повышенная твердость, которая составляет 60-65 единиц по шкале Роквелла.
- Дополнительная прочность. Временное сопротивление на разрыв не должно быть ниже 900 МПа.
- Способность сопротивляться воздействию абразивного износа.
- Высокая прокаливаемость – свойство сталей термически упрочняться.
- Красностойкость, которая характеризует металл с точки зрения способности сохранять свои прочностные характеристики при увеличении температурного воздействия на него.
Согласно государственным стандартам предусмотрены следующие разновидности инструментальных марок, исходя из их технологического назначения:
- Инструментальные углеродистые стали ГОСТ 1435-99. Помечаются буквой «У» в начале маркировки. Цифра, следующая далее в обозначении, показывает углеродистую составляющую: У12, У10 и т.д. Размерность берется в сотых долях процента. В конце может ставиться буква «А» (например, У10А), которая показывает, что данная инструментальная сталь имеет уменьшенное количество отрицательных включений. В частности, это относится к сере и фосфору, элементам, ответственным за ухудшение механических свойств стального сплава.
- Легированные инструментальные стали ГОСТ 5950-2000. Цифра, стоящая в начале, показывает сотую долу процента карбидов в стали. В случае ее отсутствия значение данного параметра принимается равным 1%. Далее следует буквенное обозначение легирующих элементов с указанием цифрами их содержания в целых долях процента: Х, 5ХВГ, 9ХС и прочее.
- Быстрорежущие инструментальные стали ГОСТ 19265-73. В технической документации маркируются буквой «Р». Цифрой за ней обозначают ориентировочное содержание вольфрама – базового химического компонента для данной стали. Помимо него быстрорезы могут включать в своем составе кобальт и ванадий. Они также указываются в маркировке соответствующими буквами: К и Ф. Содержание хрома во всех быстрорежущих сталях колеблется в пределах 3-4%. По этой причине его не обозначают в маркировке.
- Штампованные инструментальные стали ГОСТ 1265-74. Маркируется данный вид сталей аналогично легированным. По характеру применения они бывают штампованными сталями холодной и горячей деформации.
Рассмотрим каждый пункт теперь более подробно.
Инструментальная углеродистая сталь
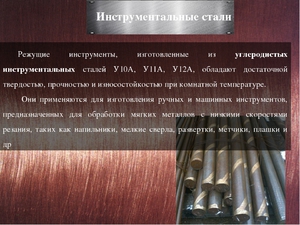
Данный класс в машиностроении используется как материал для производства режущего инструмента с минимальным габаритным размером не более 13 мм. Причина этого ограничения кроется в их ограниченной прокаливаемости. Более крупные габаритные размеры возможны только если большая часть режущей кромки находится на поверхности (короткие свёрла, зенкера и прочее).
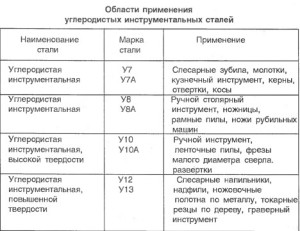
Для большинства режущего инструмента – зенковки, ножовки и фрезы – применяются стали У13, У11 и У10. В случае если стальной сплав работает в условиях сильных ударных воздействий, рекомендуется использовать марки типа У8 и У7. Они обладают большим коэффициентом ударной вязкости и, соответственно, способны выдержать большие динамические нагрузки.

Преимуществом инструментальных сталей приведенного класса является низкая цена, приемлемая податливость резанию в отожжённом состоянии и умеренная твердость. Для повышения их механических свойств применяют разного рода термообработку. Прежде всего, это закалка в соляном растворе или воде при 820 ºС плюс низкий отпуск, главное назначение которого – снятие внутренних напряжений.
Главным недостатком углеродистой инструментальной стали — это узкий диапазон температур закаливания, что усиливает внутренние деформации стали при ее термообработке. По этой причине использование данных сплавов ограничивается инструментом, работающим с низкими скоростями резания и температурами нагрева до 220 ºС.
Легированная инструментальная сталь
По сравнению с вышеописанной легированная обладает большей толщиной прокаливаемого слоя и меньшей склонностью к перегреву, что позволяет существенно снизить риск образования трещин во время термообработки инструмента. Благодаря этому минимальный габаритный размер инструмента увеличивается с 12 до 40 мм.
Низколегированные стали марок типа 11Х и 13Х рекомендуются для изготовления метчиков, ножей и напильников толщиной 1-15 мм. Особенно если указанный инструмент при этом имеет большую длину.
Стали 9ХС и ХВГС обладают повышенной красностойкостью с критической температурой 250 ºС. Они используются для сверл, плашек, гребенок и прочего инструмента диаметром до 80 мм. Недостатком их является небольшая хрупкость в отожжённом состоянии и чувствительность к образованию трещин во время шлифовки.
Также легированная инструментальная сталь отлично зарекомендовала себя в изготовлении разного рода измерительного инструмента – штангенциркули, линейки, скобы и прочее – за счет низкого значения коэффициента теплового расширения. Наиболее подходящими из них послужили стали типа Х и ХГ.
Быстрорежущая инструментальная сталь
Быстрорежущих инструментальных сталей от всех выше представленных видов инструментальных стальных сплавов отличает более высокая красностойкость. Данные сплавы не изменяют своих механических характеристик при температурном режиме до 650 ºС. Как результат, скорость резания увеличивается в 5 раза, а долговечность инструментария в 32 раз.
Этого стало возможным благодаря включению в их химический состав вольфрама или его аналога молибдена. Также на теплостойкость положительно влияет добавление в сталь таких металлов как кобальт, ванадий и хром. Наиболее востребованными марками в машино- и станкостроении являются Р18, Р12, Р6М4 и Р10К5Ф5. Из данной группы инструментальных сталей стоит отметить Р12, т.к. она обладает лучшей технологичностью: более податлива обработке давлением.
Термическая обработка данных стальных сплавов включает в себя закалку при 1250 ºС и многократный низкий отпуск при 350 ºС. Превышение указанных температур крайне нежелательно, т.к. это приводит к резкому снижению механических характеристик, в частности образования хрупкости. Иногда для улучшения коррозионностойких свойств быстрорезы дополнительно обрабатываются паром.
Штампованная сталь
Штампованная инструментальная сталь используется в производстве матриц и пуансонов штампов. Как было сказано ранее, она подразделяется на сталь холодного и горячего деформирования.
Инструментальная сталь холодной деформации работают при температуре 250-300 ºС. Сюда относят Х12М и Х12Ф1, в основе которых лежит фазовая структура ледибурит. Их отличие — это высокое значение прокаливаемости, красностойкости и твердости (64 HRC). Из них изготовляют массивные штампы сложной формы, ролики для накатывания резьбы и т.д.

Штампованные стали горячей деформации работают с более горячим металлом, температура которого может доходить до 550 ºС. Поэтому, помимо всего прочего, они должны обладать разгаростойкосью – способностью выдерживать многократные перегревы и не трескаться при этом. Наиболее востребованными марками здесь являются 5ХНМ и ХГМ.
Инструментальные стали в свое время совершили технологический прорыв в области обработки металлов. Их использование позволило повысить скорость резания почти в 5 раз. Но прогресс не стоит на месте. Сейчас они становятся все менее актуальными. Особенно на фоне новостей об усовершенствовании керамических сплавов.
Инструментальные стали: марки, свойства, применение
Инструментальные стали – это группа марок сталей, которые используются для создания измерительного, режущего инструмента, штампов и некоторых деталей.
Все виды данной стали имеют ряд обязательных технологических характеристик: хорошая обрабатываемость резанием, стойкость к перегреву, пластичность (в горячем состоянии), малая склонность к образованию трещин, шлифуемость, малая восприимчивость к привариванию и прилипанию.
Инструментальные стали, по наиболее распространенной классификации, делятся на четыре основные группы: углеродистые, легированные, штамповые и быстрорежущие.
Рассмотрим по отдельности каждую из них.
1. Углеродистые инструментальные стали.
В соответствии с ГОСТ 1435-99 обозначаются марками от У7 до У13. Буква “У” означает – углеродистая. Следующая за ней цифра – средняя массовая доля углерода в десятых долях процента. Если после числового значения будет располагаться литера «Г», значит в сплаве высокое содержание марганца. В некоторых случаях в маркировку включается буква “А”. Она означает высокое качество сплава с пониженным содержанием серы и фосфора.
Одним из основных достоинств углеродистых сталей является получение высокой твердости в поверхностном слое при сохранении вязкой сердцевины. Вместе с тем недостаток данных сплавов – низкая теплостойкость (способности сохранять твердость лишь при нагреве до температур, не превышающих 200 °С). Меньшая прочность по сравнению с быстрорежущими сталями связана с получением более крупного зерна при оптимальных температурах закалки. Поэтому, углеродистые стали используют для производства инструментов, не подвергаемых в процессе работы нагреву свыше 150-200 °С и не требующих в процессе изготовления значительного шлифования.
2. Легированные инструментальные стали.
Производят согласно ГОСТ 5950-2000. Такие сплавы получают на базе углеродистых путем легирования их вольфрамом, хромом, кремнием, ванадием и иными элементами. При маркировке таких сталей принято указывать наличие легирующих элементов буквами. При наличии марганца добавляется буква «Г», хрома – «Х», кремния – «С», вольфрама – «В», меди – «Д», никеля – «Н», ванадия – «Ф», титана – «Т», молибдена – «М». После букв, обозначающих легирующий элемент, в маркировке инструментальных сталей могут стоять цифры, обозначающие количество данного элемента в процентах. При отсутствии цифры количество считается приблизительно равным 1 проценту. Также при обозначении легированной инструментальной стали на первом месте указывается количество углерода, выраженное в десятых долях процента. Так марка 9ХС будет указывать на то, что в данном виде стали содержится 0,9% углерода и по 1% хрома и кремния.
Каждый из перечисленных элементов сообщает стали особые свойства:
- никель – пластичность, прочность, устойчивость против коррозии;
- хром – твердость и прочность и при одновременном понижении пластичности жаропрочность, а также устойчивость против коррозии;
- вольфрам – твердость и красностойкость, т. е. способность сохранять твердость при высоком нагреве;
- кобальт – прочность и пластичность;
- ванадий – плотность, отсутствие окислов, мелкозернистое строение;
- молибден – прочность, твердеешь и жароустойчивость;
- титан – твердость, плотность, мелкозернистое строение;
- алюминий – жароустойчивость;
- медь – устойчивость против ржавления и действия кислот;
- кремний – упругость и высокие магнитные свойства;
- марганец – прочность и сопротивление износу.
Следует иметь в виду, что большинство легированных сталей приобретает указанные свойства только после соответствующей термической обработки.
3. Штамповые инструментальные стали.
Производят согласно ГОСТ 5950-2000. Самые распространённые из них – Х12, Х12МФ, 5ХНМ, 6ХВ2С, 4Х5МФС и др. Из штамповых сталей сталей изготавливают инструмент для обработки металла давлением (штампы, пуансоны, матрицы). Дополнительно к общим требованиям, от этой группы сталей требуется устойчивость против образования трещин при многократном нагреве и охлаждении, окалиностойкость, высокая теплопроводность для отвода теплоты от рабочих поверхностей штампа, высокая прокаливаемость для обеспечения высокой прочности по всему сечению инструмента.
Штамповые инструментальные стали делятся на две группы. Первая применяется для изготовления инструментов, участвующих в холодной деформации металлических заготовок. Вторая используется для производства инструмента, позволяющего деформировать металлическую заготовку в разогретом состоянии.
Инструменты из сплавов для холодной штамповки должны обладать высоким коэффициентом твёрдости для защиты от преждевременного износа. Инструмент, применяемый для горячей штамповки, должен быть, прежде всего, жароустойчивым, что бы не перегреваться и не плавиться в процессе обработки металлической заготовки.
4. Быстрорежущие инструментальные стали.
Изготавливают согласно ГОСТ 19265-73. Сплавы этой группы применяются для производства режущего инструмента, отличающегося высокой твердостью и работающего на высоких скоростях. При обработке твердых материалов, снятии стружки большого сечения кромка инструмента нагревается. По этой причине инструмент производят из сталей, обладающих способностью сохранять твердость даже при повышении температуры поверхности. Самые распространённые стали Р18 и Р6М5.
Быстрорежущие стали позволяют в несколько раз повысить скорость резания по сравнению со скоростями, применяемыми при обработке инструментами из углеродистых и легированных инструментальных сталей.
Высокие режущие свойства данных сталей обеспечиваются легированием сильными карбидообразующими элементами (вольфрамом, молибденом, ванадием) и применением специальной термообработки, заключающейся в закалке при температурах 1200-1300 °С и отпуске, вызывающем дисперсионное твердение.
Механические свойства и применение инструментальных марок сталей:
Предел прочность (временное сопротивление) – способность стального проката противостоять и не разрушаться под действиями внешних нагрузок (растягивание, изгиб, сжатие, скручивание и т.д).
Относительное удлинение – способность металлопроката сопротивляться и оставаться целым при растяжении.
Твёрдость НВ – твёрдость по Бринелю.
Зарубежные аналоги инструментальных сталей:
Инструментальные стали: углеродистые и легированные марки
 Инструментальная сталь — это материал, который на более чем на 0,7% состоит из углерода. Ее ключевыми характеристиками является твердость и прочность, их максимальные показатели достигаются при термической обработки стали. Ее преимущественно используют при изготовлении разных инструментов.
Инструментальная сталь — это материал, который на более чем на 0,7% состоит из углерода. Ее ключевыми характеристиками является твердость и прочность, их максимальные показатели достигаются при термической обработки стали. Ее преимущественно используют при изготовлении разных инструментов.
- Преимущества и ассортимент
- Основные виды
- Легированные материалы и их маркировка
- Быстрорежущие стали
- Классификация
- Сферы использования
- Требования к материалу
Так называется сталь, содержащая более 0,7% углерода. Ее основными характеристиками являются прочность и твердость, которые достигают максимальных показателей после термической обработки. Основное применение такого стального материала — изготовление инструментов.
Преимущества и ассортимент
Инструментальная сталь является одним из наиболее востребованных материалов на рынке. Сплав имеет высокую твердость и невысокую стоимость. Однако имеется и недостаток у материала — его низкая износостойкость, поэтому его не применяют для производства машинных деталей и оборудования, которое подвергается постоянным нагрузкам.
Сортамент данного материала следующий:
- горячекатаные квадраты и круги;
- кованые полосы, круги и квадраты.
Основные виды
Такой вид материалов подразделяется на такие три основные категории:
- инструментальные углеродистые стали;
- легированные инструментальные стали;
- быстрорежущие.
Все они производятся согласно установленному ГОСТу.
Углеродистые виды материала во время нагревания теряют свою прочность, соответственно, их используют для производства инструментов, которые работают на малых скоростях или при простых условиях резания, когда температура нагревания составляет не больше 200 градусов.
Преимущественно их применяют для производства:
- напильников;
- сверл;
- разверток;
- метчиков и не только.
Поскольку углеродистая инструментальная сталь обладает низкими показателями свариваемости, ее не используют при изготовлении сварных конструкций.
В зависимости от процентного соотношения содержания в материале углерода, марганца, кремния, серы и других элементов он подразделяется на такие марки, как:
- У7;
- У8;
- У8Г;
- У10 и прочие.
Легированные материалы и их маркировка
Легированные материалы в составе дополнительно содержат следующие элементы:
- никель;
- медь;
- марганец и т. д.
 Все они улучшают характеристики материала. Легирующие элементы должны указываться при маркировке с помощью специальных обозначений буквами. Все это позволяет заранее увидеть, из чего состоит данная инструментальная сталь. Марки материала также могут включать не только буквы, но и цифры. Цифры указывают на то, в каком количестве тот или иной элемент содержится в стали в процентном соотношении. Если при маркировке цифра не ставится, то количество элемента равно около 1 процента.
Все они улучшают характеристики материала. Легирующие элементы должны указываться при маркировке с помощью специальных обозначений буквами. Все это позволяет заранее увидеть, из чего состоит данная инструментальная сталь. Марки материала также могут включать не только буквы, но и цифры. Цифры указывают на то, в каком количестве тот или иной элемент содержится в стали в процентном соотношении. Если при маркировке цифра не ставится, то количество элемента равно около 1 процента.
При маркировке легированной стали на первом месте стоит количество углерода, которое равно десятым долям процента. Например, марка 6ХС содержит углерод в количестве 0,6%, а также по одному проценту кремния и хрома.
Инструментальные легированные стали преимущественно используются для производства штамповых или режущих инструментов, к ним относят:
- плашки;
- метчики;
- развертки;
- сверла;
- фрезы и не только.
Как и углеродистые стали, легированные материалы тоже непригодны для производства сварных конструкций.
Быстрорежущие стали
 Маркировка быстрорежущих материалов состоит из буквы «Р», числа, указывающего на массовую долю вольфрама и букв элементов, присутствующих в составе материала. Это могут быть кобальт, молибден и другие. Далее идут цифровые значения их массовых долей. Если маркировка включает буквы «Ш», то это значит «электрошлаковый переплав».
Маркировка быстрорежущих материалов состоит из буквы «Р», числа, указывающего на массовую долю вольфрама и букв элементов, присутствующих в составе материала. Это могут быть кобальт, молибден и другие. Далее идут цифровые значения их массовых долей. Если маркировка включает буквы «Ш», то это значит «электрошлаковый переплав».
Доля хрома в быстрорежущей стали при маркировке не указывается, также отсутствует указание массовой доли молибдена, если она не превышает отметку в один процент.
Такие виды материалов оптимально подходят для производства режущих инструментов, которые от трения нагреваются до температуры от 600 до 6500 градусов. При этом они не будут деформироваться, и терять свою твердость. Данный вид изделий хорошо поддается свариванию посредством стыковой электросварки со сталью таких марок, как 45 и 40Х.
Классификация
Все марки для производства подразделяются на следующие группы:
 теплостойкие и вязкие — обычно это заэвтектоидные и доэвтектоидные стали, включающие хром, молибден и вольфрам. Углерод в сталях должен соответствовать низким и средним значениям;
теплостойкие и вязкие — обычно это заэвтектоидные и доэвтектоидные стали, включающие хром, молибден и вольфрам. Углерод в сталях должен соответствовать низким и средним значениям;- высокотвердые и вязкие, а также нетеплостойкие — в сплавах содержится минимум легированных элементов, а также среднее количество углевода, отличающиеся малой прокаливаемостью;
- Высокотвердые и теплостойкие, а также износостойкие — это быстрорежущие легированные стали с большим содержанием легированных элементов, сплавы с ледебуритной структурой, в которых содержится более 3 процентов углерода;
- износостойкие, высокотвердые со средней теплостойкостью — материалы имеют заэвтектоидную и ледебуритную структуру, в их составе содержится примерно 2−3 процента углерода и 5−12 процентов хрома;
- высококачественная и качественная инструментальная сталь — отличаются друг от друга по процентному соотношению присутствия в них серы и фосфора;
- высокотвердые и нетеплостойкие — эти инструментальные стали с заэвтектоидной структурой вообще не включают в себя легированные элементы, или же они присутствуют в минимальном количестве. Уровень их твердости обеспечивается за счет большого количества углерода в составе.
 теплостойкие и вязкие — обычно это заэвтектоидные и доэвтектоидные стали, включающие хром, молибден и вольфрам. Углерод в сталях должен соответствовать низким и средним значениям;
теплостойкие и вязкие — обычно это заэвтектоидные и доэвтектоидные стали, включающие хром, молибден и вольфрам. Углерод в сталях должен соответствовать низким и средним значениям;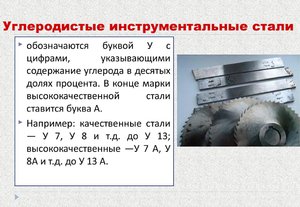 Уровень твердости — очень важный параметр для рассматриваемого материала. Обычно высокотвердые стали не используют для производства инструментов, которые во время эксплуатации подвергаются ударным сильным нагрузкам. Это происходит за счет того, что эти сплавы имеют невысокую вязкость и большую хрупкость, из-за чего инструмент, которых из них сделан, может сломаться.
Уровень твердости — очень важный параметр для рассматриваемого материала. Обычно высокотвердые стали не используют для производства инструментов, которые во время эксплуатации подвергаются ударным сильным нагрузкам. Это происходит за счет того, что эти сплавы имеют невысокую вязкость и большую хрупкость, из-за чего инструмент, которых из них сделан, может сломаться.
По уровню твердости данные стальные материалы бывают с высоким уровнем вязкости, где углерода содержится 0,4 -0,7% или же с большой износостойкостью и твердостью, где количество углевода равно 0,7−1,5%.
Отличаются стали и по степени своей прокаливаемости. По этому критерию они подразделяются на:
- изделия с повышенной прокаливаемостью, где диаметр прокаливания составляет от 80 до 100 мм;
- высокой — диаметр от 50 до 80 мм;
- низкой — от 10 до 25 мм соответственно.
Сферы использования
Данный материал в промышленности имеет довольно широкий спектр применения. Они применяются при изготовлении:
- режущих инструментов;
- измерительных устройств;
- литейных пресс-форм, работающих под давлением;
- рабочих деталей штампов, которые работают по принципу горячего и холодного деформирования;
- высокоточных изделий.
 режущих инструментов;
режущих инструментов;Требования к материалу
Требования к данным материалам предъявляются в зависимости от того, как именно они будут использоваться. Но есть общие требования к ним независимо от марок:
- высокий уровень твердости;
- высокий уровень прочности;
- износостойкость;
- хорошая вязкость, что особенно важно при изготовлении деталей, которые при использовании будут подвергаться ударам;
- низкий уровень чувствительности к перегреву, процессам прилипания и приваривания к деталям, которые подвержены обработке;
- хороший уровень обработки посредством резки металла;
- устойчивость к появлению трещин;
- восприимчивость к прокаливанию;
- пластичность в горячем виде;
- возможность шлифовки;
- возможность противостоять обезуглероживанию.
 высокий уровень твердости;
высокий уровень твердости; Естественно, это не все требования. Так, марки, которые предназначаются для использования в условиях холодной деформации, дополнительно должны иметь гладкую рабочую поверхность, сохранять свою форму и размер и иметь предел текучести и упругости. А те материалы, которые должны применяться в условиях горячей деформации, должны иметь высокую теплопроводность, не допускать отпуска и быть устойчивыми к колебанию температур.
Естественно, это не все требования. Так, марки, которые предназначаются для использования в условиях холодной деформации, дополнительно должны иметь гладкую рабочую поверхность, сохранять свою форму и размер и иметь предел текучести и упругости. А те материалы, которые должны применяться в условиях горячей деформации, должны иметь высокую теплопроводность, не допускать отпуска и быть устойчивыми к колебанию температур.
Итак, вы рассмотрели особенности инструментальной стали, выяснили, на какие виды и категории она подразделяется и для каких целей используется та или иная их марка. Подробнее информацию о них можно прочесть в других статьях, посвященных этому материалу.
Инструментальные стали – зачем они нужны
Для производства износостойких и твердых инструментов используются инструментальные стали, имеющие значительные отличия от конструкционных сталей.
1 Инструментальные стали и сплавы – общие сведения
Под инструментальными подразумевают такие стали, в составе которых содержится не менее 0,7 процента углерода. В большинстве случаев они характеризуются доэвтектоидной, ледебуритной либо заэвтектоидной структурой.
Между собой они отличаются наличием вторичных карбидов (их нет в доэвтектоидных сплавах). При этом во всех структурах обязательно присутствуют карбиды, образующиеся при эвтектоидных модификациях или в процессе распада мартенсита.
Инструментальная сталь может предназначаться для:
- холодного и горячего деформирования (штамповочная);
- изделий высокой точности;
- режущего инструмента;
- измерительных изделий;
- литейных прессформ, используемых под давлением.

В связи с этим любые марки инструментальной стали обязаны иметь достаточную вязкость (если они применяются для ударных изделий), высокую прочность, хорошую износостойкость и твердость. Кроме того, было установлено, что разные виды инструментальных сталей должны характеризоваться и рядом особых свойств, что позволяет изготавливать инструменты различных категорий.
Например, сплавы для холодной деформации должны дополнительно обладать гладкой поверхностью, высокой формо- и размероустойчивостью, а также пределом упругости и текучести при сжатии (так называемая “прочность на сжатие”), сплавы для деформации в горячих условиях – повышенной теплопроводностью, стойкостью к термическим колебаниям и против отпуска, теплостойкостью. Аналогичным требованиям должны соответствовать и инструментальные стали для режущего инструмента.
Также существует и несколько специальных технологически характеристик, коим обязаны соответствовать описываемые нами сплавы:
- хорошая обрабатываемость резкой;
- нечувствительность к перегреву;
- малая восприимчивость к прилипанию и привариванию;
- шлифуемость (шлифование металла важно для качественной эксплуатации инструмента, изготавливаемого из него);
- хорошая прокаливаемость;
- в горячем состоянии – пластичность;
- невосприимчивость к обезуглероживанию;
- малая склонность к образованию трещин на металле.
2 Классификация инструментальных сталей
Все инструментальные сплавы, как понятно из вышеизложенных фактов, имеют собственные характеристики и свойства. Именно по ним они и классифицируются. Выделяют 5 групп сталей для производства инструмента:
- вязкие и теплостойкие: к ним относят за- и доэвтектоидные сплавы, легированные молибденом, вольфрамом, хромом, со средним либо малым содержанием углерода;
- нетеплостойкие, высокотвердые и вязкие: содержание углерода – среднее, малопрокаливаемые, низколегированные;
- теплостойкие, высокотвердые и износостойкие: быстрорежущие высоколегированные, а также ледебуритные сплавы (углерода в них обычно много – более 3%);
- среднетеплостойкие, твердые и износостойкие: от 2 до 3 процентов углерода, хрома – от 5 до 12 процентов, к таковым относят заэвтектоидные и ледебуритные составы;
- нетеплостойкие и твердые: малолегированные, нелегированные, и заэвтектоидные стали с большим количеством углерода.

Если сплав имеет высокую твердость, его нежелательно использовать для инструмента, эксплуатируемого при ударных нагрузках, так как такие составы не считаются вязкими. По уровню твердости можно выделить два вида сталей:
- повышенновязкие (углерода в них 0,4–0,7%);
- износостойкие и высокотвердые (содержание углерода – 0,7–1,5%).

Прокаливаемость также имеет огромное значение для классификации инструментальных сталей. Легированные составы описываются высокой (критический диаметр – 80–100 мм) и повышенной (50–80 мм) прокаливаемостью, углеродистые сплавы с вольфрамом – низкой (10–25 мм).
3 Маркировка инструментальных сталей
Разные виды инструментальных сплавов имеют различную маркировку. Разобраться в ней совсем несложно. Углеродистые стали обозначаются литерой “У”, после которой стоит какая-либо цифра (8, 7, 10), определяющая в десятых долях процента содержание в сплаве углерода. Если после цифры стоит литера “А”, это означает, что перед нами высококачественная продукция (наиболее распространена в этом плане инструментальная сталь марки У10А).

Маркировка быстрорежущих сплавов начинается с литеры “Р”. Затем указывается содержание вольфрама в стали (он является основным легирующим компонентом быстрорежущих композиций) и содержание молибдена, ванадия, кобальта (цифра после букв “М”, “Ф” и “К”). В маркировку не включается количество хрома, так как он присутствует в быстрорежущих сплавах в малых объемах (не более 4%).

Цифры в инструментальных легированных сталях типа 9ХС, Х, 6ХГВ, 9Х дают представление о том, сколько в сплаве имеется углерода (при условии, что его не более 1%) в десятых долях процента. Цифры нет вовсе, когда количество углерода примерно составляет 1%. А легирующие добавки обозначаются соответствующей буквой и цифрой, которая показывает их содержание (здесь уже имеются в виду целые проценты) в стали.
4 Углеродистая инструментальная сталь – ГОСТ 1435
Согласно данному Государственному стандарту под такими сталями понимают составы с содержанием углерода от 0,65 до 1,35 процента. Они обычно проходят отжиг до начала производства режущих инструментов, что позволяет сформировать благоприятную структуру составов и добиться оптимального показателя твердости материала. Отжиг сфероидизирующего вида проводится для заэвтектоидных сплавов. Это дает возможность получить зернистую форму вторичного цементита. А конкретной величины зерна несложно добиться, изменяя скорость охлаждения.

Финальным этапом термообработки является закалка инструментальной стали, после чего она подвергается отпуску, температура которого зависит от желаемой твердости инструмента. Так, для ударных изделий (молотки, зубила) температура отпуска равняется примерно 290 °С (в этом случае они имеют твердость от 56 до 58 HRC и необходимый показатель вязкости), для плашек, граверных приспособлений и напильников – не более 200 °С (от 150), что обеспечивает наибольшую твердость изделий на уровне 62–64 HRC.

Закаленные стали могут иметь один из двух вариантов структуры:
- карбиды и мартенсит;
- просто мартенсит.
Отметим отдельно и то, что неполная закалка стали предусмотрена для заэвтектоидных сплавов, а полная – для доэвтектоидных.
5 Сталь инструментальная штамповая
Штампы могут быть холодно- и горячедеформированными. Для холоднодеформированных небольших (не более 25 мм) штампов обычно используют стали марок У11, У10 и У12, которые характеризуются достаточной вязкостью (ударной) и стойкостью против износа, требуемым уровнем сопротивления деформациям пластического характера и HRC от 57 до 59.

Для инструмента с размерами выше 25 мм рекомендуется применять сталь Х9 или Х, реже – Х6ВФ. А вот для ударных изделий подходят сплавы 5ХНМ и 4ХС4. Они описываются очень высокой вязкостью, которая обеспечивается добавкой специальных легирующих компонентов, уменьшением содержания углерода и особым режимом термообработки.

Стали, идущие на горячедеформированные штампы (4ХСМФ, 5ХНМ и др.), должны, кроме того, обладать устойчивостью к трещинообразованию (при неоднократном цикле нагрева и последующего их охлаждения), повышенным уровнем прокаливаемости и теплопроводности, а также стойкости против возникновения окалины.
Углевыжигательные печи: сущность, виды и создание своими руками
Современные углевыжигательные печи помогают добывать один из самых востребованных видов топлива – уголь, это продукт, получаемый методом пиролиза (сжигания без пламени) без доступа кислорода. В результате материал содержит высокую концентрацию углеводорода и имеет микропористую структуру.В лесных зонах он является источником дохода для многих предпринимателей, ведь собрать печь и организовать производство можно даже на обычном участке за городом. Готовый уголь активно используют в металлургии, химической промышленности, животноводстве, фармакологии, медицине, строительстве, для обогрева домов.
Производство древесного угля в углевыжигательной печи
Помимо отходной древесины разных пород для производства древесного угля подходят сучки, опилки, пеньки. Если местность болотистая, для этих целей берется торф. Процесс сжигания древесины проходит обязательные 3 этапа:
- Сушку.
- Терморазложение.
- Охлаждение.
Первый шаг требует подогрева камеры, в которую помещается сырье, до температуры 280 0С. Только после этого начинается экзотермическая реакция с выделением тепловой энергии и запускается процесс «приготовления» угля.
Готовый продукт требует охлаждения до предела, когда самовозгорание станет невозможным. Обычно этот показатель держится на уровне 40°C. Даже после остывания еще примерно сутки смесь выделяемого газа будет содержать большой процент воды. После полного высыхания можно использовать материал по назначению.
Виды углевыжигательных печей
Усовершенствование технологии получения древесного угля привело к появлению специальных печей. Они имеют разную мощность и могут перерабатывать промышленное количество сырья. Различают такие виды:
- Стационарные. Рассчитаны на большие объемы древесины, могут работать на разных видах топлива.Устанавливаются крупными производителями. Минус такого варианта – необходимость соответствия нормам экологической безопасности.
- Мобильные. Это компактные устройства небольших размеров, которые легко перемещаются, устанавливаются и просты в эксплуатации. Ими пользуются на лесозаготовительных площадках, в местах строительства. В них удобно использовать древесные отходы в качестве основного источника конечного продукта.
Переработка отходов приносит большую выгоду, так как одновременно утилизируются остатки, и уголь добывается без расходов на топливо.
 Мобильная углевыжигательная печь
Мобильная углевыжигательная печь
Оборудование непрерывного действия
Распространенный вид углевыжигательных печей, обеспечивающих цикличность процесса, называют непрерывным. В них образующиеся в результате пиролиза газы снова направляются в древесину, соединяются с парами и газами, еще выделяющимися, и выходят из печи. Эти меры требуются для более равномерного дополнительного прогревания. Минус метода – высокая итоговая концентрация химических соединений. Чтобы их нейтрализовать,желательно установить дополнительное оборудование, которое будет сжигать их. Оно должно располагаться отдельно от основных печей.
По такой схеме работают:
- вертикальные реторты.Снизу происходит прокаливание, в середине – пиролиз, сверху – сушка,
- печи с заменяемыми контейнерами:
Реторты и камеры для углевыжигания собирают из металла с обязательной теплоизоляцией.
Агрегаты периодического цикла
Самым простым вариантом углевыжигательной печи является обычная бочка на 200 л. В ней производится розжиг заложенного сырья, она не подразумевает использование дополнительного тепла. Пар и газ выводятся через отверстие в емкости. Результатом является продукт низкого качества с выходом около 15%, загрязненный, но практически беззатратный.
Еще один вид углевыжигательной печи – с нагревом стен камеры, которая передает тепло закладке. Как правило, это конструкция периодического цикла. В ней происходит следующая последовательность действий:
- загрузка древесины,
- переугливание,
- выгрузка,
- повторение цикла с загрузки.
В таком устройстве часть древесины все время находится в процессе пиролиза.
 Переносная углевыжигательная печь периодического цикла действия
Переносная углевыжигательная печь периодического цикла действия
Трехкамерная печь
Печь углевыжигательная на 3 камеры позволяет экономно расходовать топливо и не наносит вред окружающей среде. В ней газопаровая смесь выводится из основной камеры, остывает и конденсируется. Образуемая жижка и другие не поддающиеся конденсации газы используются в виде дополнительного источника тепла, добавляясь в топку.
Трехкамерные печи относятся к непрерывным – в каждом отсеке происходит свой этап. Важно то, что в первой камере сушка достигается за счет тепла от горения пиролизных смесей газов. Помимо экономии топлива, такие печи полезны:
- равномерностью использования рабочего персонала, так как загрузка и выгрузка происходят в разное время,
- длительностью использования. При установке на крупных предприятиях и дооснащении газогенераторным котлом оборудование рассчитано на использование опилок для топливного источника,
- наиболее доступной ценой по сравнению с однокамерными вариантами такого же объема, но большей эффективностью за счет распределения нагрузки на разные участки.
 Заводская мобильная углевыжигательная печь для домашнего использования
Заводская мобильная углевыжигательная печь для домашнего использования
Однокамерная печь
Однокамерные печи позволяют перерабатывать до 8 тонн сырья ежемесячно. Полный цикл требует от 1 до 3 дней работы. Их приобретают как для индивидуального использования, так и для промышленных производств с целью переработки отходов пищевой промышленности, остатков с дерево-перерабатывающих предприятий.
Разница между промышленными образцами и вариантами поменьше для однокамерных печей заключается только в объемах перерабатываемого сырья и легкости транспортировки оборудования. В некоторых странах углевыжигательные печи используют в домашних условиях – такой уголь потом применяют для приготовления блюд на огне.
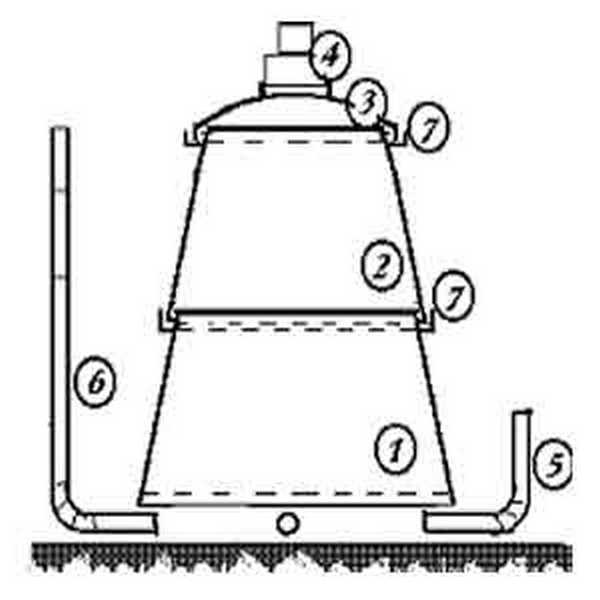 Схема простейшей углевыжигательной переносной печи
Схема простейшей углевыжигательной переносной печи
Как сделать углевыжигательную печь своими руками
Умельцы предлагают 2 способа изготовления агрегата в бытовых условиях, они настолько простые, что даже не всегда нужен чертеж.
Первый вариант
Для самостоятельного изготовления следует обеспечить наличие:
- металлической толстостенной бочки,
- подставки под устройство (бочку),
- кирпича,
- минеральной ваты.
Печка из бочки – это самый простой способ получения пожаробезопасной, эффективной конструкции.
Обязательное условие – невозгораемое основание. Для этого подойдет обычная яма с диаметром, достаточным для установки бочки. Ее нужно обложить кирпичом.
В дне емкости потребуется сделать отверстие диаметром 10 см, ее ставят прорехой вниз.
Следующий этап – закладка бочки кирпичами, камнями. Щели нужно закрыть негорючим материалом, а верхнюю часть утеплить минеральной ватой.
На этом монтаж конструкции можно считать законченным. Кустарная печь не будет выдавать качественный уголь, по сравнению с описанными выше конструкциями, но его будет достаточно, чтобы из имеющихся древесных отходов получить топливо для мангала.
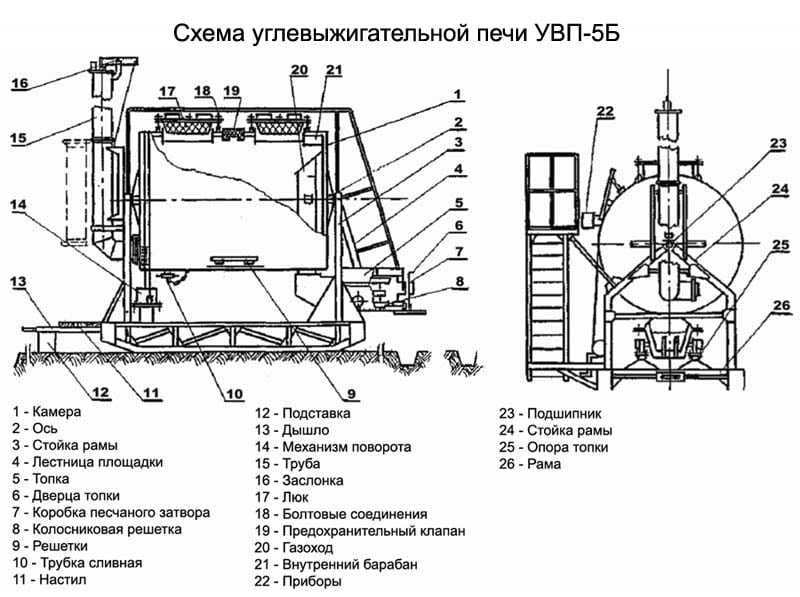 Схема углевыжигательной печи УВП-5Б
Схема углевыжигательной печи УВП-5Б
Второй вариант
Если использовать в устройстве 2 бочки, конструкция будет более надежной. Для этого в 2 раза меньшая ставится в середину большей. Именно в меньшую кладут древесину и закрывают крышкой.В оставшееся пространство между стенками емкостей засыпают мелкие отходы и поджигают их. Дальше закрывают большую бочку крышкой с трубой.
В целях обеспечения безопасности сборка и использование таких вариантов допускаются только на открытом воздухе.
Углевыжигательная печь своими руками
Древесный уголь – весьма востребованный продукт, использующийся дачниками, отдыхающими, любителями барбекю и шашлыка, а также населением, проживающим в южных регионах страны с малых количеством древесины для отопления жилых помещений. Его производство просто, экономично и экологически безопасно.
- Устройство и элементы
- Принцип работы
- Преимущества и недостатки
- Изготовление своими руками
- Чертеж
- Материалы и инструменты
- Инструкция по изготовлению
- Как делать уголь?
- Как правильно выбрать готовую продукцию?
- Вывод
Производят его методом пережигания дров в специальных углевыжигательных печах. Выбор таких устройств на сегодняшний день огромен. Существуют как серийные печки, так и возможно изготовить печь для производства древесного угля своими руками. Производимый в подобных агрегатах древесный уголь можно разделить на 3 категории:
- Черный уголь (получают из ивы, ветлы, ясеня, липы, ольхи, осины)
- Красный уголь (получают из сосны, ели, лиственницы, кедра)
- Белый уголь (получают из березы, вяза, бука, дуба).
Качество выходной продукции выше у лиственных пород деревьев, а количество получаемого угля больше у хвойной древесины.

Устройство и элементы
Все устройства для производства древесного угля можно разделить на две основные группы – стационарные установки и передвижные печки. Первые используются на больших производствах для изготовления солидных объемов продукции, а вторые – в производстве небольших партий угля в частном порядке.
Также существуют печи-ямы для пиролиза угля, выкопанные ниже уровня земли, но они постепенно уходят в историю в промышленном производстве, но еще широко применяются в приусадебных хозяйствах и в частных домовладениях.


Загрузка обрабатываемого сырья может быть как автоматической, так и ручной. Для этого применяются вагонетки, транспортеры, либо ручной труд человека. Чертеж углевыжигательной печи для производства древесного угля представлен ниже:
Принцип работы
Сухая перегонка дров в древесный уголь происходит при 450 – 500 градусах Цельсия. Этот процесс называется пиролизом. Основной принцип получения древесного угля заключается во внешнем нагревании печи с заложенной внутрь древесиной до температуры в 280 – 300 градусов Цельсия. При достижении заданного значения в дровах начинаются термические процессы, связанные со значительным тепловыделением. За счет этого и происходит процесс пиролиза, то есть обугливания дров без их полного сгорания.
Сначала запускается механизм сушки, удаления лишней влаги из древесины. В этот момент очень важно подавать дополнительное тепло внешней оболочке углесжигательной камеры. В дальнейшем, дополнительная подача тепловой энергии уже не требуется, так как во время основного разложения дров оно уже выделяется, в достаточном количестве для окончательного завершения всего процесса.
Существуют однокамерные и трехкамерные печи для изготовления древесного угля. В трехкамерных печах процессы сушки, основного пиролиза и остывания готовой продукции происходят в разных отсеках. Это позволяет удешевить и ускорить производство продукции, поставив ее на поток. Но такие установки стоят дороже и их монтаж по силам только специалистам. Они применяются на крупных производствах древесного угля.
Преимущества и недостатки
 Основными преимуществами агрегатов для получения древесного угля являются:
Основными преимуществами агрегатов для получения древесного угля являются:
- Доступное сырье.
- Простота обслуживания.
- Быстрая окупаемость установки.
- Возобновляемость сырья.
- Высокая экологичность конечного продукта.
Основные недостатки таких устройств:
- Сложность в изготовлении трехкамерных агрегатов.
- Труднодоступность дров в южных регионах.
к содержанию ↑
Изготовление своими руками
Небольшое устройство для получения малых объемов древесного угля можно изготовить самостоятельно. Для этого удобнее всего использовать небольшую бочку объемом 200 – 300 литров, либо другую железную емкость.
Чертеж
Для работы pechnoy.guru будет использовать обычные бочки, которые легко достать. Чертеж для такой печи не понадобится (ниже, в инструкции, будет понятно почему).
Но в качестве примера, ниже приведены 2 разных чертежа углевыжигательной печи, они достаточно большие (в домашних условиях их изготовить будет сложно):


Материалы и инструменты
Для изготовления подобной печи будут нужны следующие инструменты и материалы:
- Бочка на 200 литров.
- Бочка на 110 литров.
- Труба 110 мм для дымохода.
- Шамотные кирпичи.
- Минеральная вата.
- Лопата.
- Электродрель с насадкой для сверления больших отверстий в металле.
- Ножницы по металлу.
к содержанию ↑
Инструкция по изготовлению
- В 200 литровой бочке, в верхней части, по всей окружности делают отверстия (10-20мм). Снизу бочки делаются надрезы, далее их нужно вмять, как показано на фото ниже:
- В днище 110л бочки нужно сделать отверстие с помощью гвоздя.
- В этой же бочке, в верхней части, необходимо сделать отверстия (как на 200л. бочке).
- Вставляем одну бочку в другую (меньшую “вверх ногами”). В дальнейшем, при эксплуатации туда будут закладываться дрова, из которых получится уголь.
- Закрываем маленькую бочку крышкой.
- Теперь осталось изготовить крышку для большой бочки с отверстием по центру и приварить дымоходную трубу.
- В итоге у вас получится такая конструкция, в которой можно делать уголь.






Как делать уголь?
Алгоритм действия следующий:
- В самодельную углевыжигательную печь помещаются наколотые дрова (в маленькую бочку). Длина их должна быть не более 50 сантиметров, а толщина 10-12 сантиметров. Исключается попадание гнилой древесины, в таком случае процесс пиролиза полноценно выполнить не получится. Маленькая бочка вставляется в большую (как в инструкции выше).
- Закрываем мелкую емкость крышкой и кладем немного хвороста.
- Далее нужно сделать шалаш из сухих веток и поджечь их.
- После того как все прогорит, накрыть крышкой большую бочку и закрепить конструкцию камнями.
- Спустя несколько часов уголь будет готов. Доставать готовый уголь разрешается только после полного прогорания и остывания заложенного древесного материала, иначе, он может самовоспламениться на воздухе под воздействием кислорода.





к содержанию ↑
Как правильно выбрать готовую продукцию?
Выбирать печь для получения древесного угля для нужд своего производства следует, исходя из вида топлива, на котором она будет эксплуатироваться, предполагаемой мощности и количества производимого продукта.
Чтобы точно соблюдать технологические режимы, необходимо тщательно ознакомиться с технической документацией на изделие, какую температуру и какое время печь может выдавать, насколько быстро или медленно происходит та или иная стадия обработки сырья или продукта.
Следует учитывать и финансовые возможности предприятия, а также прогнозируемый срок окупаемости нового оборудования.
Наиболее популярными модели типовых печей для производства древесного угля являются:
- Углевыжигательная печь Чародейка. Объем ее рабочей камеры составляет 4.5 куб. метра. Работает на дровах, выход готовой продукции – 500 кг за один рабочий цикл. Обладает устройством дожига пиролизных газов, экологически безопасна. Стоимость ее равна 160000 – 180000 рублей.
- Печь углевыжигательная «Клен-Э». Размеры ее рабочих камер варьируются от 10 до 15 куб. метров, в зависимости от модификации. Представляет собой металлический цилиндр с диаметром 2162 миллиметров и длиной в 4.5 метра. Она снабжена отдельной топкой и узлом газификации, выход готового продукта равен 1400 – 1500 кг за один рабочий цикл, длящийся 70 часов. Цена на углевыжигательные печи серии «Клен-Э» составляет 90000 – 100000 рублей.
- Печи передвижные углесжигательные УПП-2М, «Солза», ПУМ-6. Это компактные установки, производительность их составляет 80000 кг угля в год, а вес всего 2.5 тонны. Они мобильны, легко устанавливаются на любой поверхности, оборудованы реверсивным движением теплоносителя внутри камеры. Недостатком их можно назвать плохую теплоизоляцию.
- Установка «Поликор». Это мощная углевыжигательная печка, ее производительность – 5200 килограмм угля в сутки. Она проста в обслуживании, ее стоимость составляет 400000 – 500000 рублей.
- Установка углевыжигательная «Заря – 50». Печь с внутренним теплоносителем, изготовлена из стали жаропрочных сортов. Выдает 4300 килограмм угля за один производственный цикл, объем загружаемых дров равен 25 – 28 куб. метров. Габариты ее составляют 12.4х2.45х2.5 метров. Цена ее составляет 800000 рублей.
к содержанию ↑
Вывод
Древесный уголь – это востребованное сырье для многих целей экономики и бытовых нужд дачников и любителей отдыха на природе, шашлычников. Установка для его получения окупится быстро, она неприхотлива в использовании и обладает малым энергетическим потреблением.
Но нужно помнить и о правилах безопасности при работе с углевыжигательными печами. Все работы следует производить только на открытом воздухе, либо в помещении, оборудованном принудительной вытяжной вентиляцией от источника газообразования и горения.
Углевыжигательные печи: сущность, виды и создание своими руками

Виды и области использования
Перед тем, как выбирать оборудование для производства древесного угля, необходимо определиться с типом материала, который будет использоваться в процессе. Известны три разновидности древесного угля:
- белый, получаемый из ясеня, дуба, акации, березы (твердых пород древесины);
- черный, получаемый из ивы, тополя, осины, липы (древесина, относящаяся к мягким породам);
- красный, изготавливаемый на основе исключительно хвойной древесины.
Последний тип производится особым методом. Происходит мягкое углежжение материала. В ходе процесса сырье помещается в специальную печь, где прогорает при температуре 3550С без доступа воздуха. Сырье сгорает, но не полностью, образуя угли.
В большинстве случаев для производственной деятельности используют черный тип.
Сферы применения довольно широки. Сырье является универсальным материалом, применяемым во многих производствах:
- в виде удобрения в сельском хозяйстве;
- в качестве материала для дымового пороха;
- как сырье для изготовления активированного угля, используемого в медицине;
- как восстановитель в промышленности;
- как очищающий материал для воды, выбросов газа и сточных вод с химических предприятий;
- в виде подкормки для скота в животноводстве;
- для выплавки редких металлов;
- для производства противогазов как средство, улавливающее ядовитые газы;
- при изготовлении электродов;
- при производстве красок;
- для полирования полиграфических деталей;
- при изготовлении пластмасс;
- при изготовлении сопротивлений и контактов, устанавливаемых в электротехнику;
- при производстве стекла;
- в качестве строительного изоляционного материала.
Достоинства и недостатки котлов пиролизного типа
В газогенераторных котлах топливо используется наиболее эффективно, поскольку сгорает практически полностью. Это не только позволяет получить больше тепла, но и уменьшает вредные выбросы в атмосферу.
Иногда такие котлы используют для утилизации отходов производства с минимальным загрязнением атмосферы. Кроме того, сокращается количество золы, благодаря чему меньше частота очистки (при использовании дров – примерно раз в неделю).
При прямом сжигании твердого топлива довольно сложно регулировать нагрев теплоносителя. В пиролизных котлах длительного горения это возможно, благодаря управлению подачей воздуха.
Размер используемых дров может быть довольно крупным, можно использовать не колотые дрова. Современные модели оснащены электронным оборудованием, делающим управление процессом отопления более простым и удобным.
К недостаткам можно отнести высокую стоимость оборудования и высокие требования к качеству сырья. Экономия на топливе со временем окупит затраты на оборудование. В качестве топлива рекомендуется использовать дрова, высушенные в течение 12 месяцев, с влажностью 12-20 %.
В противном случае котел не будет работать с заявленной мощностью, а также будет гаснуть при снижении подачи воздуха. При низкой температуре теплоносителя в обратной трубе, понизится температура в первичной камере, из-за чего может погаснуть топливо.
Чтобы этого избежать, иногда монтируют специальную обходную трубу. При этом конструкция системы отопления усложняется, а стоимость монтажа увеличивается.
Использование принудительной тяги
Для обеспечения правильной работы пиролизного котла длительного горения требуется подача первичного и вторичного воздуха. Принудительная тяга обеспечивается вентилятором или дымососом, который функционирует от электропитания.
- быстро повысить температуру в камере сгорания и системе отопления в целом;
- ускорить начало процесса пиролиза;
- продлить работу котла на одной загрузке топлива;
- автоматически поддерживать температуру теплоносителя.
Единственным минусом является необходимость постоянного наличия электропитания. При его отсутствии работа отопительной системы приостанавливается. Выходом из ситуации может стать использование котла с естественной тягой, которому не требуется подключение к электросети.
Для его полноценной работы необходим грамотно спроектированный и смонтированный дымоход. Очистка таких котлов должна производиться чаще. Благодаря отсутствию электроники, вероятность поломок сводится к минимуму. Однако, эффективность работы таких котлов ниже, что компенсируется более низкой стоимостью.
Использование пиролизных котлов, работающих на твердом топливе, является одним из самых эффективных способов организации автономного отопления. Современное электронное оборудование, контролирующее процесс работы, позволяет автоматизировать процесс отопления.
Отсутствие газовых или недостаточная мощность электрических сетей заставляет домовладельцев решать проблему зимнего отопления с помощью твердотопливного оборудования. Среди этих агрегатов выделяются обособленной группой пиролизные котлы длительного горения (второе распространенное, не совсем точное, правда, название — газогенераторные). Причина тому — их высокий КПД — до 85% и большой диапазон мощности устройства – от 30 до 100 %.
Применяемое оборудование
Производство древесного угля требует применения оборудования:
- генератор электрической энергии;
- устройство для колки дров гидравлического типа;
- углевыжигательная печка;
- бензопила;
- весы.
Основным оборудованием для производства древесного угля является углевыжигательная печь. Она представляет собой механизм, в котором происходит прогорание древесины до образования углей.
Особенность технологии заключается в необходимости использовать специальную печь с пиролизом. В процессе пиролиза углерод разлагается при малом количестве кислорода.В специальных углевыжигательных печах применяется технология пиролиза, при которой древесина прогорает, но не сгорает до конца, превращаясь в уголь.
Минимальная стоимость таких печей составляет 20-100 тысяч рублей. Подобные расценки касаются оборудования, уже бывшего в употреблении. Новые печи с высокой производительностью обойдутся в несколько раз дороже. Их цена достигает 2 миллионов рублей. Современные модели способны перерабатывать древесину вплоть до образования угольной пыли, пользующейся высоким спросом в ряде производственных сфер.
Стоимость стандартного генератора электроэнергии составляет 20 тысяч рублей. Минимальная цена бензопилы и весов начинается от 5 тысяч рублей. Средняя стоимость всего оборудования составляет 150-450 тысяч рублей. Конечная цена зависит от качества и производительности оборудования.
Стоимость комплекта
Для начала производства угля потребуется не только взять в аренду подходящий участок земли, нанять рабочий персонал, но и приобрести оснащение. Самый главный элемент производства — печь. Ее стоимость может варьироваться в зависимости от размеров и объемов перерабатываемого сырья. В среднем такой прибор может стоить около 300000 рублей.
Еще около 60000 рублей уйдет на обустройство территории и установку техники. Также следует запланировать транспортные расходы на доставку. Транспортировка оснащения до места производства может обойтись в 50000 рублей.
Технология изготовления угля
Для производства угля предусмотрена особая технология, состоящая из 4 этапов:
- сушка древесины;
- воздействие на древесину огня при соблюдении условий (пиролиз);
- прокалка;
- остывание.
На первом этапе необходимо тщательно просушить поступившее сырье. Сырая древесина плохо тлеет. Перед ее поджиганием требуется процедура сушки. Сырье помещают в специальный блок углевыжигательной печки. В него подается дымовой газ, разогретый до 1500С. Длительность процедуры зависит от влажности используемой древесины. Чем выше ее влажность, тем дольше происходит ее обработка газом.
После сушки процент влажности сырья должен составлять минимальные значения. Для пиролиза, происходящего на втором этапе производства угля, подходит сырье с максимальной влажностью 5%.
Процесс пиролиза проходит несколько стадий:
- температура в печи увеличивается до 3000С;
- при указанном значении процент влажности сырья достигает нулевой отметки, оно активно поглощает тепло;
- происходит обугливание древесины;
- обугленный материал подвергается действию повышенной температуры, достигающей 4000С;
- происходит тление сырья с активным выделением теплоты;
- при тлении материал становится древесным углем.
В конце процесса пиролиза получается сырье с высоким содержанием углерода. Его уровень достигает 75%.
После пиролиза получившийся уголь проходит прокалку. На указанном этапе от сырья отделяются содержащиеся в нем газы и смолы.
На заключительном этапе технология производства угля предусматривает его остывание. Процедура заключается в уменьшении температуры внутри печи. Выгрузка угля из нее возможна, когда сырье не будет самовоспламеняться при воздействии на него кислорода. Оптимальной температурой угля с возможностью его выгрузки считается 400С. Иногда выгрузку начинают уже при 850С.
Схемы изготовления древесного угля в домашних условиях
Существенно упростить процесс производства угля и избежать значительных финансовых трат на оборудование помогут три схемы его изготовления в домашних условиях:
- на базе дровяной печки;
- в яме;
- при помощи бочки.
Первый способ считается самым простым и имеющим минимальные затраты. Не рекомендуется использовать такой способ в закрытых помещениях. Производство древесного угля требует герметичности используемого оборудования и отсутствия в печи кислорода. Не рекомендуется находиться в помещении в процессе горения дров. При нем активно выделяется опасный для человека углекислый газ, приводящий к отравлениям.
В обычную печь закладывается древесина и поджигается. Как только дрова разгорятся, необходимо прикрыть поддувало вместе с дверцами. Благодаря этому внутри печи создадутся условия, схожие с условиями внутри специализированной углевыжигательной печи. На тление угля уходит порядка 15-20 минут. Сырье потребуется охладить.
Изготовление угля в яме является самым примитивным, но имеющим применение способом. При соблюдении ряда условий имеется возможность добиться конечного продукта с неплохими свойствами.
Процедура изготовления угля в яме состоит из этапов:
- на открытом участке земли вырывается яма цилиндрической формы шириной 0,8 м и глубиной 0,5 м;
- дно ямы засыпается песочно-глиняной смесью и тщательно утрамбовывается во избежание смешения сырья с землей;
- на дно ямы выкладывается материал для розжига, в качестве которого подойдет мелкий хворост с берестом;
- к смеси хвороста добавляется первая небольшая порция дров без коры;
- к дровам добавляются заранее очищенные от коры древесные материалы, нарубленные на куски размером 30 см каждый;
- к прогоревшей порции дров добавляется новая, пока яма не заполнится до самого верха;
- в процессе прогорания дров необходимо тщательно их шевелить, за счет этого увеличивается плотность их прилегания;
- на выжиг древесины уходит порядка 1,5 часа, после чего яму потребуется герметизировать, накрыв слоем толстого листового металла, способного прекратить доступ кислорода в яму;
- остывание угля в яме длится несколько суток;
- готовое сырье достается из ямы, просеивается и фасуется.
Древесный уголь как бизнес
Дальше рассмотрим приблизительные затраты, которые ложатся на ваши плечи. Припомним, что расценки считаются примерными (состояние на 2021 год):
Дальше рассчитайте прибыль. Оптовая стоимость реализации березового угля в 2021 году составляет 100 руб. за килограмм, а его цена — в пределах шестидесяти с учетом всех издержек. На один килограмм вы получаете 40 руб., на две тонны реализованной продукции (домашняя мастерская) — 80 тыс. руб., для полноценного предприятия, которое изготавливает двадцать тонн в месяц, — 800 000 руб.
Таким образом, осуществленные вложения окупаются через два-четыре месяца, хотя на практике абсолютная окупаемость достигается через четыре-шесть месяцев (нежелательные затраты непременно возникнут).
Изготовление угля в бочке
Указанный способ считается более совершенным. В качестве оборудования для него используется бетонная бочка, на дно которой выкладываются огнеупорные кирпичи в вертикальном положении. Между кирпичами выкладывается растопочный материал, а сверху них устанавливается решетка из металла, на которую раскладываются нарубленные дрова.
Как дрова разгорятся, бочку сверху накрывают плотным слоем листового металла. Производство древесного угля подобным образом требует особой герметичности используемой бочки. Плотная герметизация необходима, когда дым от горящих дров приобретет сизый оттенок. В закрытом положении бочка остается до самого момента ее остывания.
На последнем этапе готовый уголь достается из емкости, проходит сортировку и фасуется.