Холодная штамповка. Проектирование штампов.
Разработка техпроцесса листовой штамповки и эскизное проектирование штампа
Обработка металлов давлением – это вид механической обработки суть которой состоит в разделении материала без снятия стружки или пластической деформации. Одним из способов обработки материалов под давлением выступает холодная штамповка. Когда с помощью различного типа штампов осуществляется холодная пластическая деформация для достижения определенного результата обработки металла. Данный способ является наиболее прогрессивным из всех методов изготовления деталей.
К достоинствам холодной штамповки можно отнести:
благоприятные условия механизации и автоматизации процессов
низкая себестоимость деталей
безопасные условия труда
небольшими потерями материалов
Возможности технической составляющей:
Изготовление сложно форменных деталей, при невозможности или нецелесообразности обработки другими методами
Создание прочных и жестких конструкций деталей в минимальном весе с минимальными ресурсными затратами .
Получение взаимозаменяемых деталей с высокой точностью размеров
В экономическом отношении штамповка обладает следующими преимуществами:
экономичным использованием материала и сравнительно небольшими отходами;
весьма высокой производительностью оборудования, с применением механизации и автоматизации производственных процессов;
низкой себестоимостью изготавливаемых изделий.
Наибольшее распространение холодная штамповка получила в крупносерийном и массовом производстве, где большие масштабы выпуска позволяют применять технически более совершенные, хотя и более сложные и дорогие штампы.
Эффективность использования холодной штамповки обусловлена снижением веса изделия при увеличении жесткости и прочности штампованных деталей в сравнении с другими методами обработки металлов. При обработки металлов холодной штамповкой есть возможность получить законченную деталь без применения последующих деформаций.
Наше конструкторское бюро предлагает услуги по разработке и проектированию штампов. У нас есть большой опыт в данной области проектирования изделий. Также есть возможность изготовления спроектированных штампов у наших проверенных партнеров.
Проектирование штампа с подробным описанием
Далее представлен один из примеров, реализованный нашим КБ, изготовление данного элемента было осуществлено нашими партнерами — производственной компанией по изготовлению штампов.
Этапы разработки штампов
Содержание статьи
1. Конструктивно-технологический анализ детали, выбор заготовки и схемы штамповки
1.1. Анализ конструкции детали и механические характеристики детали
Химический состав и механические характеристики материала.
30ХГСА — это легированная сталь которая кроме обычных примесей содержит элементы, специально вводимые в определённых количествах для обеспечения требуемых физических или механических свойств.
Эти элементы называются легирующими.
В состав входит:
30ХГСА — 0,30 %,
0,8—1,1 Сr,
0,9—1,2 Мn,
0,8—1,251 Si.
Е = 2,1∙105 МПа – модуль упругости материала тяги;
σв = 1800 МПа – предел прочности материала; τв = 864 МПа
Анализ технологичности детали.
Под технологичностью следует понимать такое сочетание конструктивных элементов, которое обеспечивает наиболее простое и экономичное изготовление деталей (в условиях данной серийности производства) при соблюдении технических и эксплуатационных требований к ним.
Эксплуатационно-технические требования к холодноштампованным деталям следующие:
-
1) полное соответствие конструкции назначению и условиям эксплуатации; 2) обеспечение требуемой прочности, твердости и жесткости при минимальном весе; 3) обеспечение необходимой точности и взаимозаменяемости; 4) соответствие специальным физическим, химическим или техническим условиям.
Основными показателями холодноштампованных деталей является:
-
1) наименьший расход материала; 2) наименьшее количество и низкая трудоемкость операций; 3) отсутствие последующей механической обработки; 4) наименьшее количество требуемого оборудования и производственных площадей; 5) наименьшее количество оснастки при сокращении затрат и стоков подготовки производства; 6) увеличение производительности отдельных операций и цеха в целом; 7) повышенная стойкость штампов.
Общие технологические требования к конструкции плоских деталей, полученных вырубкой и пробивкой
1. Необходимо избегать сложных конфигураций с узким и длинными вырезами контура или очень узкими прорезями(b
2. При применении цельных матриц сопряжения в углах внутреннего контура необходимо выполнять с радиусом закругления r > 0.5S;
3. Сопряжение сторон наружного контура следует выполнять с закруглениями лишь в случаи вырубки детали по всему контуру;
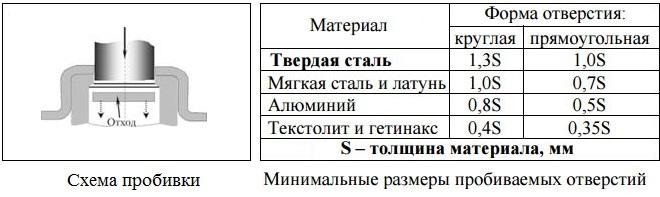
4. Наименьшие размеры пробиваемых отверстий 1,3S;
5. Наименьшее расстояние от края отверстия до прямолинейного наружного контура должно быть не менее S для фигурных круглых отверстий и не менее 1,5S, если края отверстий параллельны контуру детали.
Анализ технологических требовании для данной детали:
1. Наружный контур состоит из закругленных участков и не имеет узких и длинных вырезов;
2. Внутренний контур не имеет участков требующих сопряжения;
3. Стороны наружного контура выполнены с закруглениями и вырубка будет производиться по всему контуру;
4. Диаметр пробиваемого отверстия 5,8 мм (5,8>1,3);
5. Наименьшее расстояние от края отверстия до прямолинейного наружного контура составляет 8 мм.(8 ≥ 1,5);
Все технологические требования выполняются, поэтому можно сделать вывод, что деталь обладает хорошей технологичностью.
Анализ параметров технологичности детали
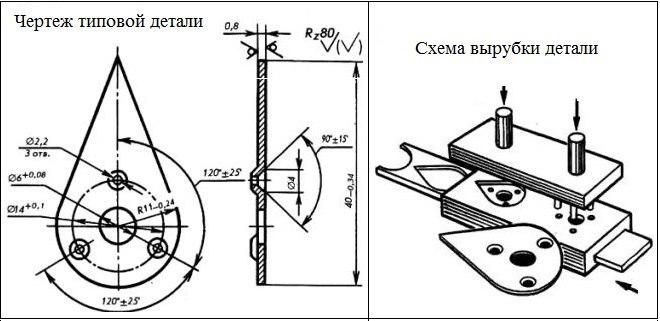
Изготавливаемая деталь представляет собой плоскую деталь, полученную путем пробивки отверстий, с последующей вырубкой внешнего контура. Данная деталь называется скобой. Изготавливается из 30ХГСА.
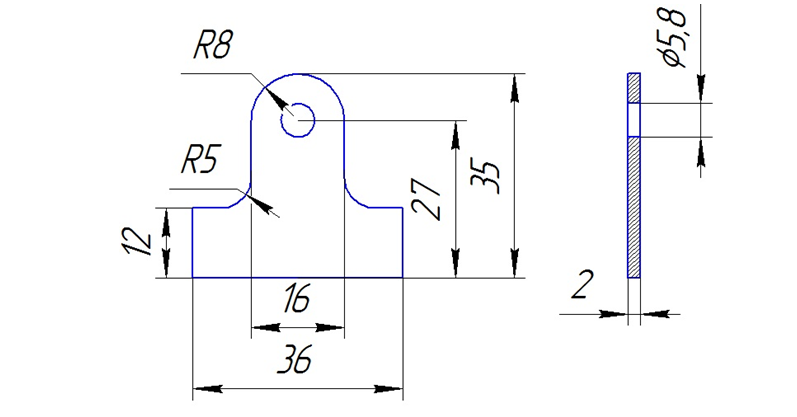
Данная деталь представляет собой сложную форму с тремя круглыми отверстиями диаметром 6мм. Толщина детали 2мм. При ее изготовлении необходимо выдержать 14 квалитет точности.
Деталь может быть изготовлена за одну операцию (штамп совмещенного действия) или за две (штамп последовательного действия).
Наименьший размер пробиваемого отверстия должен быть больше мм. В данном случае, это выполняется (диаметр пробиваемого отверстия 5,8 мм.)
Наименьшее расстояние от края отверстия до прямолинейного наружного контура больше минимального допустимого (не меньше S), что также соответствует требованиям технологичности.
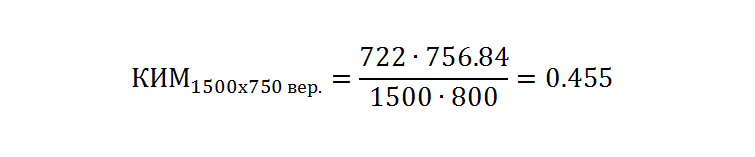
1.2. Определение формы и размеров заготовки, выбор оптимальных размеров стандартного листа, обеспечивающего максимальный коэффициент использования материала (КИМ).
Для листовой штамповки выбор исходной заготовки осуществляется путем экономического анализа возможных вариантов раскроя материала и определения оптимального.
В качестве критерия оптимальности принимается коэффициент использования материала (КИМ).
Для вычисления КИМ, при условие, что лист, из которого производится штамповка, имеет постоянную толщину, по всей плоскости (1мм), используем следующую формулу:
Произведя необходимые расчеты, мы определили оптимальным размер листа 1500*800 с вертикальным расположением полос.
Экономия металла и уменьшение отходов в холодной штамповке имеют весьма важное значение, особенно в крупносерийном и массовом производстве, так как при больших масштабах производства даже незначительная экономия металла на одном изделии дают в итоге большую экономию.
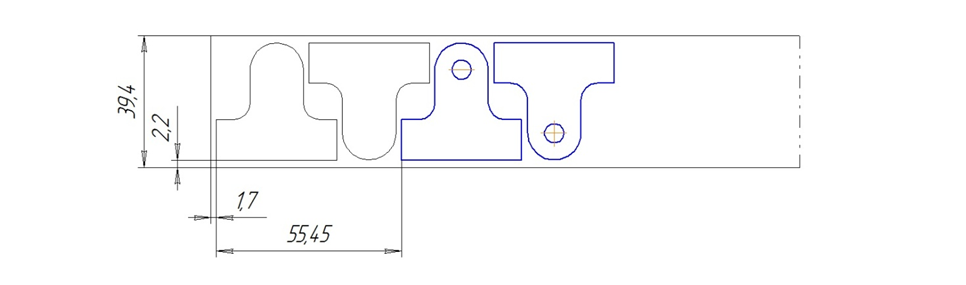
При штамповке деталей из полосы, между соседними деталями (заготовками) должна быть перемычка, обеспечивающая достаточную прочность и жесткость полосы.
Схему раскроя выбирают из условия рационального использования материала.
В данном случае целесообразно применить прямой тип раскроя.
Величины перемычек выбираем из справочника. Для толщины листа 2 мм при ручной подаче величина боковой перемычки m=2,2 мм, а междетальной n=1,7 мм. [2, стр.17], из за того что полосу придется штамповать 2 раза , то увеличим перемычки на 1 мм , что бы обеспечить жесткость заготовки: n=2.7 мм, m=3.2 мм.
Раскрой полосы представлен ниже
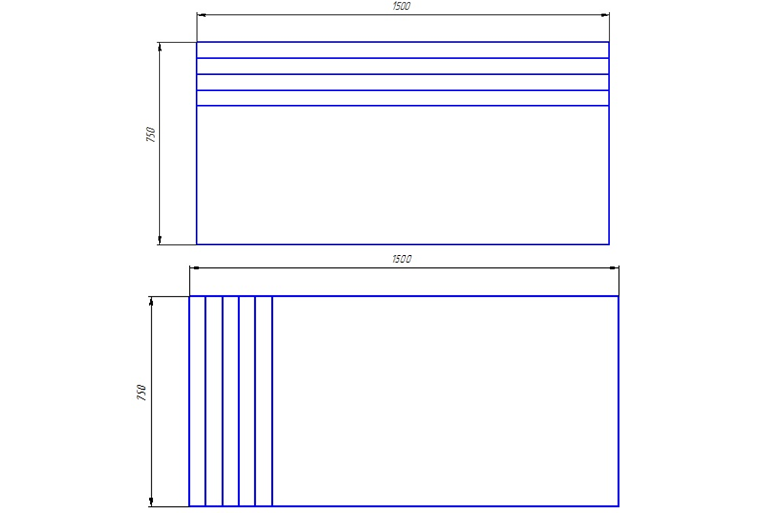
Найдем наиболее экономное расположение полос и деталей в листе и деталей в полосе стандартного размера листа для получения вырубкой деталей. С учетом величин перемычек задача сводится к рациональному расположению деталей в листе стандартных размеров. (1, с.417 – 432)
Лист 750х1500 мм
Два возможных варианта расположения на таком листе изображены ниже:
а) На листе вмещается B/b=750/39.4=19 полос, где В –ширина разрезаемого листа; b – ширина полосы.
Количество заготовок в одной полосе L/m=1500/37.7 = 39, где L – длина листа, m – ширина детали + междетальная перемычка.
Значит, на листе размещается 19×39 = 741 заготовка.

б) Вертикальный раскрой
На листе вмещается 1500/39,4 = 38 полос.
Количество заготовок в полосе 750/37.7 = 19.
На листе размещается 38×19 = 722 заготовки.
В варианте А) КИМ больше, следовательно этот вариант выгоднее.
Рассмотрим еще один лист размером 1500 800 мм
Два возможных варианта расположения на таком листе изображены ниже:
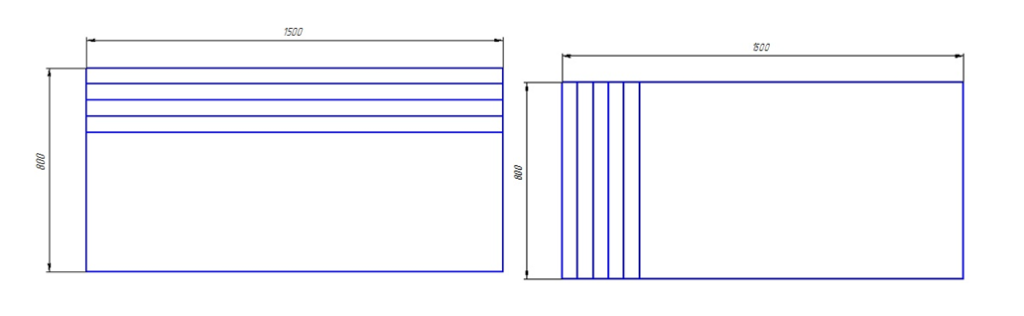
а) Горизонтальный раскрой
На листе размещается 800/39.4 = 20 полос.
Количество заготовок в полосе 1500/37.7 = 39.
На листе вмещается 20×39 = 780 заготовок.

б) Вертикальный раскрой
Количество заготовок в полосе 800/37.7 = 21.
На листе размещается 21×38 = 798 заготовок.

Наибольший КИМ имеет лист 1500х800, вертикальным расположением полос.
1.3. Выбор схемы штамповки
Под разработкой технологического процесса изготовления детали нужно выбрать схему штамповки, под этим мы понимаем последовательность выполнения операций и схему штампа. Правильность выполнения и выбора этих схем зависит от различных факторов, а в первую очередь от экономического.
Способы штамповки деталей
Разделительная штамповка — осуществляется на нескольких штампах, на каждом из которых выполняется только одна операция. Используется один или несколько штампов простого действия.
Комбинированная штамповка — когда в одном и том же штампе выполняется несколько операций.
Комбинированную штамповку можно осуществить в штампах последовательного, совмещенного, последовательно- совмещенного действия. Такой вид штамповки в значительной мере снижает трудоемкость изготовления детали, а следовательно и себестоимость. Этот штамп более выгоден с экономической точки зрения.
При серийном изготовлении деталей наиболее распространенными считаются штампы последовательного действия, так как получаем максимальную производительность при производстве.
Пользуясь рекомендациями выбираем штамп последовательного действия. Выбираем штамп последовательного действия – это значительно снизит затраты на технологический процесс. Изготавливать деталь будем за несколько переходов (в нашем случае за 2 перехода) рядом пуансонов при последовательном перемещении заготовки в горизонтальном направлении. При первом переходе осуществляется пробивка отверстий, а при втором переходе- вырубка детали по контуру.
Работа штампа
Конструктивно штамп состоит из нижней и верхней плит. В нижнюю плиту впрессованы четыре направляющие колонки. На плите установлены матрица и съемник. На верхней плите установлен хвостовик. К ней же крепится стальная каленая подкладная плита, пуансонодержатель с двумя пуансонами: пробивным и вырубным. В верхнюю плиту впрессованы направляющие втулки, которые скользят по колонкам вместе с верхним блоком штампа. Полоса подается справа на лево в просвет между матрицей и съемником и фиксируются разовым упором. От сдвигов в поперечном направлении при подаче полосы предохраняют направляющие планки , установленные между матрицей и съемником. Производится прибивка отверстий. Затем полоса подается дальше и фиксируется грибковым упором, происходит вырубка детали по контуру. Деталь и отход от пробития отверстий проваливается в отверстие в матрице, а отход в виде полосы продвигается дальше и выходит с другой стороны отверстия между матрицей и съемником. Далее происходит поворот полосы и действия повторяются в той же последовательности.
Основные нюансы и технология штамповки металла
Штамповка металла — это формоизменение материала под действием внешней силы с целью получения нужной детали. Для обработки заготовки таким способом требуется большое усилие. Для этого существует оборудование, которое выпускается усилием от 16 до 500 тонн. Оснастка, устанавливаемая в пресс, носит название штамп. В ней происходит непосредственное соприкосновение рабочего инструмента с металлом. За 1 ход машины получается деталь высокой степени точности.
 Процесс штамповки металла
Процесс штамповки металла
История возникновения процесса
Штамповка изделий из металла впервые начала проводится в XVI в. Связано это было с развитием оружейного производства, где требовалось получение большого количества одинаковых деталей. В XIX веке началось бурное развитие штамповочного производства. Выпускаются предметы домашнего обихода. Возникает потребность изготовления качественных серийных изделий.
С появлением автомобилестроения и судостроения, обработка металлов давлением заняла ключевую позицию в развитии этих отраслей. С помощью штамповки начали производиться габаритные детали.
Сферы использования
Промышленное производство не обходится без холодной и горячей штамповки. С помощью этих методов за небольшой промежуток времени можно создать как мелкие, так и крупные детали. Горячая штамповка применяется там, где нужно получить объемные детали.
При штамповке фланцев применяются 2 метода:
- В процессе ковки используются гидравлические прессы. Здесь под действием давления идет затекание металла в полость, которая изготовлена в бойке. Это пространство соответствует форме получаемой детали.
- При использовании листового металла в качестве заготовки применяются кривошипно-шатунные прессы. В них вставляется штамп и подается листовой металл. Под давлением происходит вытяжка фланца.
Технология штамповки
Технология изготовления деталей штамповкой как горячим, так и холодным способом предполагает наличие оснастки. Для обоих видов изготавливаются штампы, которые имеют определенные отличия. Применяются они для металла, который имеет разную степень толщины.
Заготовки большого размера предварительно нагреваются, а затем идет процесс ковки. В холодном состоянии толщина листа редко превышает 1 мм. С таким материалом проводятся разные операции, например, штамповка значков.
 Технология проведения штамповки
Технология проведения штамповки
Холодная штамповка
В процессе холодной штамповки листового металла нагрев не проводится. Усилия пресса хватает, чтобы проводить разделительные или формоизменяющие операции. Как результат полученная деталь, не подверженная процессу усадки. Для экономии материала штамповку проводят согласно правилам раскроя листа, которые регламентируются ГОСТом.
К холодной штамповке относятся такие операции:
- Вырубка-пробивка. В процессе вырубки готовая деталь падает в контейнер, а снаружи остаются отходы. При пробивке, наоборот, отход падает в контейнер, а деталь формируется снаружи. Конструкция штампов одинаковая. В процессе работы проводится разделительная операция, в которой участвует пуансон и матрица штампа.
- Гибка. Относится к несложной операции. Деталь укладывается между упорами на матрицу и давится сверху пуансоном.
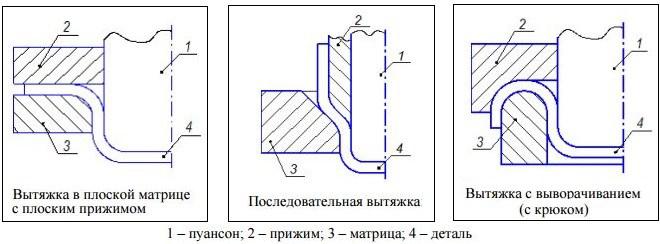
- Вытяжка. Часто получается за несколько переходов. Для этого изготавливаются отдельные штампы. В процессе работы из круглой заготовки получается стакан, конус или полусфера. Получается это за счет перераспределения металла в исходной заготовке.
- Отбортовка. Пуансон ловит фиксатором отверстие в детали и расширяет его, отбортовывая стенки.
Важным моментом является правильный выбор зазора между пуансоном и матрицей. Эта величина зависит от толщины и вида материала. Чем толще металл, тем больше зазор. Для алюминия и других мягких материалов этот размер уменьшается. В противном случае будут образовываться заусенцы.
Горячая штамповка
В процессе изготовления деталей из металла путем горячего прессования заготовки поступают в камеру нагрева. Горячая объемная штамповка металла начинается после достижения ими температуры 1200°С. Нагретые изделия закладываются в штамп, где имеются специальные ручьи, для предварительной и окончательной штамповки.
Если нужно осадить нагретую поковку, то она ставится в пространство между двумя плоскими бойками. Оборудование запускается, и заготовка осаживается на нужный размер.
 Нагретый металл (Фото: pixabay.com)
Нагретый металл (Фото: pixabay.com)
Альтернативные методы штамповки
Штамповка металла может происходить и под действием других сил:
- Взрывом. Процесс проводится в воде. Материал располагается на матрице, в которой сделано углубление нужной формы. Сверху производится взрыв. В результате заготовка заполняет ручей и приобретает нужную форму.
- Электрогидравлическая. В водной среде подается напряжение. Происходит нагрев воды. Под действием высокой температуры возникает ударная волна, которая формирует заготовку.
- Протяжка металла через валки. Этот метод позволяет придать заготовке нужную форму.
Штампованные значки изготавливаются в штампе, где в углубление пуансона закладывается эмаль.
Изготовление штампов по металлу
Для изготовления штамповки из заготовки конструируются штампы по металлу. На первом этапе идет разработка чертежей со спецификацией и деталировкой.
Штампы состоят из следующих деталей:
- Рабочие части — пуансон и матрица. Изготавливаются из инструментальной стали У8а, У10а, Х12М. После термообработки получают закалку до 60 единиц по Роквеллу.
- Пуансонодержатель. Материал — Ст.3
- Прокладки. Изготавливаются из конструкционной стали со степенью закалки 45 единиц по Роквеллу.
- Съемник. Делается из Ст.3
- Верхняя и нижняя плиты. Их толщина зависит от усилия, затрачиваемого на штамповку.
- Колонки и втулки. Материалом является Сталь 20. По поверхности ведется цементация на глубину 1–1,5 мм. Затем проводится закалка этого слоя.
- Хвостовик. Вставляется в ползун пресса.
 Детали для изготовления штампа
Детали для изготовления штампа
Оборудование и инструменты
Для формирования металлических изделий производятся штампы, вставляющиеся в прессах, которые бывают 2 типов:
- Кривошипно-шатунные. Основным элементом в них является ползун, двигающийся по направляющим. Сверху располагается электродвигатель, который дает толчок движению кривошипно-шатунного механизма. Снизу имеется плита, на которую ставится штамп. Оборудование быстроходное. К недостаткам относится большая сила удара при соприкосновении пуансона с металлом. В результате инструмент выкрашивается.
- Гидравлические прессы. Обладают большой мощностью. К преимуществам относится плавность движения ползуна. Благодаря этому при работе отсутствует механический удар, что приводит к длительной службе инструмента. Величина хода движения ползуна обеспечивает большую открытую высоту пространства пресса. Это дает возможность совершать операции глубокой вытяжки или гибки заготовок с высокими бортами.
Обработка металлов давлением позволяет получить за короткое время большое количество деталей. При этом они все будут иметь одинаковую форму. Точность их изготовления регламентируется ГОСТом.
Технология штамповки деталей из листового металла. Оборудование
Изготовление деталей с помощью штамповки занимает ведущее место в технологии обработки металлов давлением и используется в разных отраслях промышленности.
Особое значение имеет штамповка металлических изделий из листового проката. В ее основе лежит пластическое деформирование металла без его нагрева с помощью специальных штампов. Такой способ пластической деформации деталей широко применяется для изготовления деталей разных размеров и сложных форм с большой точностью, что невозможно осуществить с помощью других способов обработки.
Они используются для сборки крупногабаритных изделий машиностроительной отрасли, в автомобилестроении и судостроении, а также в приборостроительной сфере и быту, где часто требуются различные миниатюрные детали.
Технология штамповки деталей из металлических листов и ее виды
Штамповкой называют процесс придания деталям нужной формы и получение определенного документами размера путем механического воздействия на них с помощью давления. Основное направление штамповки – это производство деталей из заготовок, в качестве которых используется листовой прокат. Под действием сдавливающего усилия заготовка подвергается деформации и приобретает нужную конфигурацию.

Различают штамповку, выполненную горячим способом с нагревом заготовки и холодным способом без ее предварительного нагрева. Штамповка деталей из листового металла осуществляется без их предварительного нагрева.
Деформацию давлением с нагревом заготовки используют при изготовлении деталей из металла, не обладающего достаточной пластичностью, и в основном применяют при производстве небольших партий объемных изделий из металлического листа, имеющего толщину в пределах 5 миллиметров.
Технологический процесс горячей штамповки металла во многом совпадает с последовательностью операций холодной обработки заготовок. Отличие состоит в предварительном нагреве исходных заготовок в печах до температуры, обеспечивающей пластичность металла. При этом учитывается степень коробления детали при остывании, а также ее утяжка при деформационной обработке, влияющая на ее размер. Чтобы исключить отклонения от требуемых размеров для деталей, полученных горячей штамповкой, делают большие допуски.
При производстве штампованных деталей из листового металла в основном используют метод холодной штамповки.
Холодная штамповка листового металла
Технология холодной деформации листового проката с помощью штампов подразумевает изменение формы и размеров изделия с сохранением их первоначальной толщины.
В качестве материала для получения штампованных изделий холодным способом используют полосы, листы или тонкую ленту в основном из низкоуглеродистых и легированных пластичных сталей, а также медных, латунных (содержащих свыше 60% меди), алюминиевых, магниевых, титановых и других пластичных сплавов. Применение для штамповки сплавов, обладающих хорошей пластичностью, связано с тем, что они легко поддаются деформационному изменению.

Для осуществления холодной штамповки листового металла используют различные операции, которые зависят от поставленной задачи достижения определенной формы заготовки. Их подразделяют на разделительные и формоизменяющие воздействия.
1. При разделительных деформациях материал заготовки частично отделяют по заданному контуру. Отделение осуществляется путем сдвига части металла по отношению к основной заготовке. Такими операциями являются резка, вырубка, пробивка и другие.
Рассмотрим, как осуществляются некоторые операции разделительного характера.
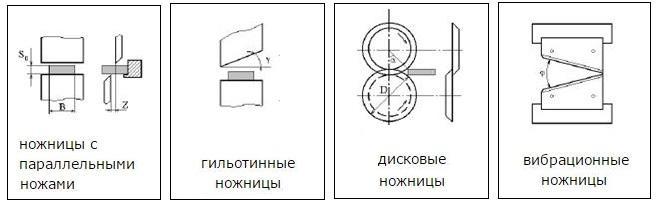
Резка
При проведении резки от детали отделяется определенная часть путем ее разрезания по фигурной или прямой линии. Такая разделительная операция выполняется с помощью пресса, выполненного в виде ножниц разной конструкции.
Такая операция предназначена в основном для подготовки заготовки к другим способам обработки.
Пробивка
Операцию, называемой пробивкой, используют для создания в заготовке отверстия разной формы. Часть металла при пробивке из заготовки удаляется совсем, и ее вес уменьшается.
На рисунке показана схема процесса пробивки.
Вырубка
С помощью процесса вырубки металлической детали придают готовый вид изделия, имеющего замкнутый контур.
На рисунке показана схема изготовления детали с помощью вырубки.
2. Формообразующие деформации включают изменение формы и размеров изделия при перемещении его отдельных областей, не приводящем к его общему разрушению. К ним относят вытяжку, гибку, рельефную формовку, скручивание, обжим и другие операции.
Рассмотрим некоторые виды операций, не приводящие к физическому разрушению формы.
Вытяжка
С помощью вытяжки из листовых плоских заготовок получают полые объемные изделия. Например, таким способом изготавливают детали, имеющие форму полусферы, цилиндра, конуса, куба и других видов. На рисунке показаны разные варианты выполнения вытяжки.
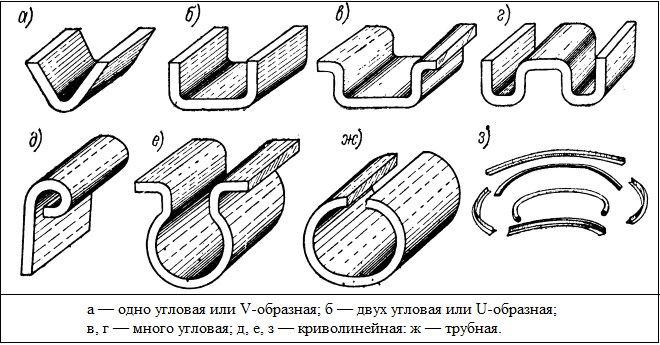
Гибка
С помощью операции гибки листовому изделию придается заданная форма его изгиба. В зависимости от вида гибки такая операция дает возможность получать изогнутые изделия разной конфигурации. Некоторые из них показаны на рисунке.
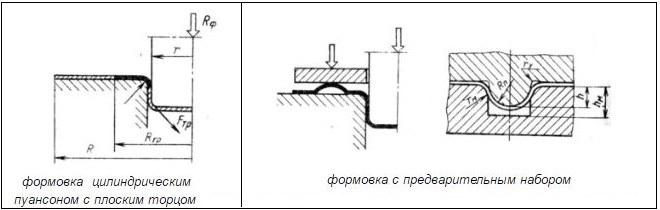
Рельефная формовка
Этот вид операции подразумевает видоизменение локальных частей изделия, его внешняя конфигурация остается без изменения. На рисунке изображена схемы некоторых операций формовки:
Возможно также применение комбинированных операций, включающих разделение и формообразование одной детали.
Технологический процесс проведения холодной штамповки состоит из этапов, которые связаны с характером деформационной операции и зависят от вида используемого штампового оборудования.
Разработка техпроцесса проводится в следующей последовательности:
- Обозначается структура основных операций, включающая их характер, количество и последовательность выполнения.
- Выполняется расчет первоначальных, промежуточных и готовых размеров детали, а также необходимых деформационных усилий для достижения нужного результата.
- Проводится документальное оформление технологического процесса.
В техпроцесс могут быть внесены дополнительные операции, с помощью которых заготовка приводится к виду, удобному для обработки. К ним относятся очистка, правка листов, нанесение смазки и другие операции.
Штамповочный пресс для металла
Все операции холодной штамповки можно осуществлять при наличии специального оборудования, главным из которых является штамповочный пресс. Его устройство может быть на основе механики, либо с использованием гидравлики.

К механическим видам относят:
- эксцентриковые прессы;
- прессы с использованием кривошипно-шатунного механизма.
Для осуществления операций пробивки, вырубки и вытяжка используется штамповочный пресс кривошипного типа.
Устройство и принцип работы пресса кривошипного типа
Любой пресс, предназначенный для штамповки изделий, включает основные узлы, к которым относится: механизм, приводящий его в действие и устройство, осуществляющее непосредственную штамповку.
Действующий механизм – это кривошипный вал, который приводится в движение с помощью электропривода. Для этого электродвигатель при вращении маховика передает вращение кривошипному механизму с помощью зубчатой передачи.
Совершая возвратно-поступательные действия, ползун кривошипа приводит в работу штамповое устройство, которое с усилием давления осуществляет пластическую деформацию.
Основные детали такого пресса выполнены из высокопрочных сталей и дополнительно укреплены с целью придания необходимой жесткости.
Устройство гидравлического пресса
Штамповочный пресс для металла гидравлического типа применяется для создания объемных форм с помощью продавливания металла.
Принцип действия такого механизма основан на давлении жидкости, помещенной в двух резервуарах, которые снабжены поршнями. Резервуары соединены трубопроводом. В результате давления в жидкости, возникающего в момент ее нагнетания в цилиндр из другого резервуара, оно передается на ползун и приводит его в движение. При перемещении ползун с большим усилием продавливает заготовку.
Изготовление штампов для холодной штамповки металла
Рабочим устройством любого прессового станка является сам штамп. Он включает две рабочие части, называемые матрицей и пуансоном. В процессе работы подвижной является только верхняя деталь штампа – пуансон, закрепленный на ползуне. Матрица расположена снизу и остается неподвижной.
Деформирование листа осуществляется во время прижимания пуансона к матрице с расположенной на ней заготовкой.
Разработке чертежей и изготовлению штампов для пресса предъявляются повышенные требования, т. к. от их точности зависит правильность формирования изделия.
Выполняются такие работы поэтапно в следующей последовательности:
- составляется эскиз штампа;
- с помощью компьютерной схемы штампа, составленной по специальной программе, проводится проверка рационального раскроя материала;
- при необходимости эскиз корректируется, и уточняются размеры штампа;
- обозначаются места расположения отверстий и их размеры, которые затем будут нанесены на поверхность штампа;
- после окончательного согласования чертежей приступают к изготовлению самого штампа.
Современные станки для штамповки изделий оснащены штампами, изготовленными с большой точностью при помощи компьютерных технологических программ.
Штамповка металла: что это такое – виды процесса

Всесторонне рассмотрим один из самых применяемых сегодня методов обработки предметов. Начнем с того, что такое штамповка деталей из листового металла: это контролируемое изменение размеров и формы заготовки давлением.
Холодная листовая штамповка — гарантия получения высокоточных деталей
Листовая штамповка из листа при комнатной температуре называется холодной штамповкой. Ее применяют при малых толщинах листа и в случае пластичных сплавов. Если же штампуют из толстого листа (от 5 мм) или из сплавов с малой текучестью, то для повышения пластичности лист заготовки нагревают.
Листовая штамповка гарантирует получение большого количества абсолютно идентичных по форме и размерам деталей с высокой точностью.
Холодная объемная штамповка позволяет получать высокоточные тонкостенные детали практически любой формы при себестоимости существенно ниже, чем в случае использования литья или механической обработке. Намного выше получается и коэффициент использования металла. Кроме того, холодная объемная штамповка гарантирует не только прочность, но и однородность свойств материала детали, что особенно важно в ответственных конструкциях.
Как объемная, так и листовая штамповка экономически эффективна в рамках больших серий. Это объясняется большими затратами на подготовку производства.
Автоматические линии
Это уже целые многофункциональные комплексы, призванные решать самые распространенные задачи. Зачастую они способны выполнять если не все основные операции, то, хотя бы, несколько, и не требуют помощи со стороны оператора. Даже выштамповка металла у них убирается без участия человека. А уж если они оснащены числовым программным управлением, функции обслуживающего персонала вообще сводятся к минимуму, ведь даже следить за правильностью исполнения программы не обязательно. Хотя контроль, управление и срочное внесение корректировок остаются очень удобными благодаря наличию сенсорного дисплея.
Оборудование может быть подчеркнуто классическим механическим или современным электронным, бюджетным и позволяющим реализовать одну-две процедуры или ориентированным на перспективу. Выбор есть, и мы с удовольствием поможем вам определиться. Мы уже подробно рассмотрели виды штамповки металла и актуальные технологии, а теперь готовы в рамках бесплатной консультации проанализировать ваш фронт задач, на его основе подсказать оптимальный пресс и предоставить этот станок по взаимовыгодной цене – обращайтесь.
Характеристика листовой штамповки
холодная листовая штамповка является на сегодня одной из самых широко распространённых технологий обработки металлов, пластмасс и некоторых других материалов. Диапазон применения технологии — от крупных конструкций в судостроении до тонкостенных деталей бытовой техники
Технология характеризуется следующими неоспоримыми преимуществами:
- Исключительные возможности для механизации и автоматизации производственных процессов.
- Снижение себестоимости изготовления массовых изделий.
- Высокий коэффициент использования листового металла.
- Возможность точного изготовления тонкостенных, но прочных изделий практически любой формы.
- Минимальная потребность в последующей механической обработке.
Однако, кроме явных достоинств, холодная листовая штамповка металла обладает и недостатками. Это, прежде всего:
- Высокая трудоемкость проектирования технологического процесса.
- Высокая стоимость подготовки производства изготовление пресс-форм.
- Высокая квалификация отладчиков прессового оборудования.
Штамповка листового металла
Следует отметить, что при больших сериях выпускаемых изделий эти недостатки нивелируются за счет известного из экономики эффекта масштаба, и себестоимость производимой продукции оказывается ниже, чем при альтернативных способах обработки металлов.
Немного истории
О холодной обработке металла было известно еще очень много столетий тому назад, но на то время она не имела такого широкомасштабного производства. В основном ее применяли для изготовления домашней утвари, различных украшений и оружия.
Но благодаря техническому прогрессу такой вид металлообработки, начиная со второй половины XIX века, встал на новый уровень. В результате совершенствования начали изготавливаться новые детали и элементы для промышленности, что, в свою очередь, способствовало стремительному развитию данной отрасли.
Уже в начале XX столетия изготовление штампов для холодной штамповки металла сыграли большую роль в таких отраслях, как автомобилестроение, авиа- и судостроение, а в 50-х годах этого же столетия их стали применять и в ракетостроении.
Виды оборудования для листовой штамповки
Для различных видов операций листовой штамповки применяется широкий спектр оборудования.
Так, для операций резки используют вибрационные, или гильотинные ножницы.
Для выполнения формообразующих операций применяют основное штамповочное оборудование — станок для листовой штамповки или пресс. По типу они различаются на:
- Кривошипно-шатунные.
- Гидравлические.
- Радиально-ковочные.
- электромагнитные.
Самым простым в устройстве и обслуживании является пресс с кривошипно-шатунным приводом. Он пригоден для выполнения несложной листовой штамповки — тонкостенных деталей малого и среднего размера простой формы.
Пресс с кривошипно-шатунным приводом
Гидравлические прессы позволяют развивать намного большее усилие (до 2 тысяч тонн) и точнее регулировать ход пресса. Этот тип оборудования применяют для операций гибки или объемной штамповки из листа большой толщины.
Радиально-ковочные комплексы используют для листовой штамповки деталей, имеющих форму тела вращения.
Электромагнитные прессы — достаточно новый тип оборудования. Давления на заготовку производится за счет массы электромагнитного сердечника, направляемого к пуансону электромагнитным импульсом. Импульс противоположной полярности возвращает сердечник в исходное положение. Такой привод намного проще в изготовлении и обслуживании, чем гидравлический, но пока не достигает его мощности.
Оборудование по ГОСТу
Есть следующие типы станков:
- однокривошипные;
- двухкривошипные;
- четырехкривошипные.
В любом варианте они оснащаются стальной матрицей и ползуном, который соединен со штампом. Движение начинается за счет электродвигателя, в котором есть элементы кинематической цепи. Для освобождения рук работника запуск производится ногой, снизу есть педаль, которая соединена с муфтой вращения. Далее сила передается на все движущиеся элементы, начинается процесс штамповки металлов, как вы понимаете, своими руками такой технологически трудный станок сделать нельзя.
Для сложных изделий
Структура, описанная выше, подходит для самых элементарных заготовок. Если форма имеет более трудную конфигурацию, применяют пневматический пресс с двумя или тремя ползунами. Это требуется для более прочной фиксации листа, а также для управления сразу несколькими матрицами. Если материал очень прочный и его не может «взять» ни один пресс, то используют инновационную разработку – взрыв. Его сила помогает пробить даже самые крепкие сплавы.
Принцип работы
Физический принцип работы штамповочного оборудования — это пластическая деформация листовой заготовки под давлением. Форма будущей детали задается двумя деталями — матрицей и пуансоном, которые прижимают к листовой заготовке с двух сторон под большим давлением. Там где у матрицы находится выпуклость — у пуансона расположена соответствующая ей по форме и размерам впадина. Деформируясь, листовая заготовка повторяет форму матрицы и пуансона.
Вместе с этим может происходить просечка отверстий, вырубка отдельных деталей из материала листа. При проектировании технологического процесса холодной штамповки деталей из листового металла конструктор оснастки и технолог комбинируют и по возможности совмещает формоизменяющие разделительные операции, чтобы обойтись минимальным числом рабочих проходив штампа и снизить, таким образом, себестоимость изготовления изделия.
В случае тонких листов осуществляется холодная листовая штамповка. При работе с толстыми листами или с мало пластичными сплавами заготовку предварительно нагревают, чтобы повысить ее пластичность.
Какие операции подразумевает холодная штамповка
Все рабочие операции холодной листовой штамповки делятся на две большие группы: разделительные и формоизменяющие.
Разделительные операции листовой штамповки
К разделительным операциям листовой штамповки относятся операции, связанные с нарушением целостности материала листа. Наиболее употребительные из них-
- Резка-отделение части заготовки по прямой или искривленной линии. Применяется как для получения готовых изделий, так и для разделения листа на заготовки нужного размера с целью дальнейшей обработки.
- Вырубка-отделение части заготовки по замкнутому контуру. Внутри контура также может быть вырублена часть металла.
- Пробивка — получение в заготовке отверстий круглой или произвольной формы.
Формоизменяющие операции листовой штамповки
К формоизменяющим операциям листовой штамповки относятся операции, изменяющие пространственную форму листа без нарушения его целостности, такие, как:
- Гибка — придание плоской заготовке изогнутой вдоль продольной оси формы. Различают V образную, U- образную и более сложные формы гибки.
- Вытяжка-преобразование плоской заготовки в полую пространственную форму. При вытяжке может меняться толщина заготовки.
- Отбортовка-создание бортиков по наружному или внутреннему контуру изделия.
- Обжим-обжатие материала заготовки в конической матрице с целью уменьшения размеров концевой части детали.
- Формовка-Изменение формы части детали с сохранением линии наружного контура.
При проектировании технологии листовой штамповки технолог комбинирует операции из обеих групп.
Оборудование и материалы
Для выполнения холодной штамповки важно правильно выбирать материалы. Чтобы делать детали различных форм и габаритов, используется низкоуглеродистая и легированная сталь, латунь, медь, магниевые сплавы. Очень популярна алюминиевая штамповка, в которой используется алюминий и его сплавы.
При изготовлении заготовок используется специальное оборудование. К нему относятся автоматы и прессы.
Прессовочные станки разделяются на две группы:
- Механические. К этой группе относится однопозиционное и многопозиционное оборудование. Во многопозиционных станках можно совмещать несколько операций, что ускоряет производство.
- Гидравлические. Они используются при мелкосерийном производстве. С помощью гидравлических прессов производят детали удлинённой формы. Такое оборудование обладает множеством преимуществ. Гидравлические прессы не боятся больших нагрузок, в них доступна регулировка усилий, появляется возможность изменять скорость движения ползуна. Если снизить скорость рабочей части в момент её соприкосновения с заготовкой, можно уменьшить динамический удар. Однако у гидравлических прессов есть серьёзные недостатки. Они имеют низкую производительность. Дополнительно к этому подвижный механизм имеет неравномерную скорость хода, из-за чего он быстро выходит из строя или повреждает заготовки.
Автоматы для проведения холодной штамповки могут выполнять различные операции — осадка, выдавливание, высадка, обжим, отрезка, калибровка, чеканка. От количества операций зависит возможность изготавливать сложные детали.
Технология процесса
Процесс холодной листовой штамповки начинается с совместной работы технолога и конструктора оснастки. Они рассматривают все изменения, которые должны произойти с плоской заготовкой на ее пути к готовому изделию, планируют и группируют разделительные и формообразующие операции. После такой группировки определяются операции, выполняемые при каждом проходе пресса (если деталь не удается отштамповать за один проход). Под этот конкретный перечень операций проектируется пара матрица — пуансон.
Матрицы и пуансоны, как правило, изготовляют методом фрезерования на многокоординатных обрабатывающих центрах. От точности изготовления напрямую зависит точность соблюдения размеров штамповки и конечное качество изделия. В качестве материалов используют высоколегированную сталь — пресс- форма должна выдержать сотни, а то и миллионы циклов штамповки и при этом не измениться в размерах. Часто пресс-формы делают состоящими из нескольких частей, которые потом надежно соединяют.
Иногда в пресс-форму устанавливают вставку из более прочного материала, например, в той части, где будет осуществляться вырубка или вытяжка и которая будет подвержена существенно большим напряжениям, чем остальная часть пресс-формы.
Исключительно важный этап технологии — это наладка прессов для листовой штамповки. Каждый рабочий проход пресса нуждается в строгом соблюдении предписанного технологией усилия, чтобы, с одной стороны, точно отформовать заготовку, а , с другой стороны ,не повредить ее.
Прогрессивные способы штамповки листового металла
Штамповка резиной. Используется для заготовок малой толщины и высокой пластичности. Роль матрицы или пуансона выполняет твердая резина. Упрощается изготовление пуансона, подходит для малых серий штамповки.
Схемы листовой штамповки эластичными средами
Штамповка жидкостью. Роль пуансона играет жидкость, подаваемая под давлением. Она прижимает заготовку к матрице и заставляет лист в точности повторять ее форму. Метод используют для вытяжки изделий сложной пространственной формы.
Штамповка взрывом. В защищенной камере производят подрыв небольшого заряда взрывчатых веществ. Возникающее в результате высокое давление вдавливает заготовку в матрицу. Метод используют для деталей больших размеров и замысловатой конфигурации, которые затруднительно изготовить по-другому. Достигается существенная экономия в стоимости оснастки.
Электрогидравлическая штамповка листового метал
Электрогидравлическая штамповка. Роль механического давления выполняет ударная волна в жидкости, которая вызывается разрядом высокого напряжения. Метод отличается высокой точностью и экономичностью.
Схема магнитно-импульсной штамповки листового металла
Магнитно-импульсная штамповка. Магнитные импульсы высокой интенсивности формируют высокоэнергетическое магнитное поле, воздействующее на заготовку, вызывающее в ней вихревые токи и вынуждающее ее принимать заданную форму. Таким способом проводят обжатие труб, формовку сложных рельефов.
Жидкая штамповка
В отличие от предыдущих способов, относящихся к холодной объемной штамповке, данный метод является комбинацией двух технологий: штамповки и литья. Вначале в матрицу заливают необходимый объем расплавленного металла, после чего в нее опускают пуансон.
Происходит выдавливание жидкого металла в зазор между матрицей и пуансоном, который и представляет собой форму будущего изделия. Способ используют при изготовлении больших тонкостенных деталей корпусов из легкоплавкого и пластичного сплава.
Все о битуме и технологии его нанесения

Гидроизоляция дома – гарантия его долговечности, прочности и надежности. Применяя битум для фундамента, можно оградить постройку от вредного воздействия влаги и расшатывания основы. Хорошо заизолированная конструкция здания продлевает срок его эксплуатации. Битумная мастика наносится просто и доступна в финансовом плане.
Какие бывают виды битума

В качестве исходных материалов при изготовлении мастики для фундамента используются песок, цемент, минеральная вата, разбавленные нефтяным битумом. По разновидности связывающих компонентов их делят на:
- битумные в чистом виде;
- резинобитумные;
- битумно-полимерные.

По методу нанесения битум для гидроизоляции подразделяется на два вида:
- холодный;
- горячий.
Благодаря бесшовному покрытию подземной конструкции доступ влаги к ней не способствует разрушению фундамента, и воздействие на него оказывает минимальное. Легкость материала в работе позволяет выполнять гидроизоляцию своими руками, избавляя от необходимости расходовать дополнительные денежные средства на оплату труда наемных рабочих.
Холодная мастика
Чаще всего используется при проведении строительных работ. Главное ее достоинство – это отсутствие необходимости применять специальные технические средства или иметь определенные навыки в данной отрасли.
| Виды по составу | Диапазон рабочих температур, градусы | Особенности |
|---|---|---|
| Водная мастика | -10 — +40 | Сразу готова к употреблению. |
| Битумная с полиэфирной основой | -15 — +40 | Дополнительно выполняет роль клея между подошвой фундамента и рулонных гидроизоляционных материалов. |
| Битумно-полимерная | -40 и выше | Сохраняет полезные технические характеристики даже под влиянием низких температур. |

Для гидроизоляции фундамента в умеренных климатических условиях обычно применяют мастику на водной основе или полиэфирной. Для северных широт больше подойдет битумная группа с наличием полимерных компонентов, которую можно использовать даже при минусовых температурах. При этом качество гарантируют и зарубежные производители, и отечественные. Холодная мастика в зависимости от количества ингредиентов, входящих в ее состав бывает:
- однокомпонентная;
- двухкомпонентная.


Однокомпонентную мастику можно использовать сразу после предварительного размешивания. Но зато у нее рабочее время дольше, чем у другой группы. После окончания одного из этапов работ достаточно просто закрыть емкость с битумом до следующего момента применения.
С двухкомпонентным материалом дело обстоит сложнее. Он требует досконального перемешивания и мгновенного нанесения на рабочую поверхность, потому что застывает практически сразу. Среди достоинств материала – длительный срок хранения и прочность.
Горячая разновидность битума

Гидроизоляция фундамента горячим битумом применяется в исключительных случаях, когда нужно придать основанию максимальную прочность. Сложность работы с горячим продуктом состоит в необходимости предварительного разогрева до 300 градусов. Этот процесс требует привлечения профессиональных рабочих и использования особенной техники.
При этом важно соблюдать технику безопасности и не игнорировать правила. Если опыта обращения с горячим битумом не имеется, а инструментарий тоже отсутствует, обращайтесь к специалистам или выбирайте вариант холодной мастики.
Плюсы и минусы использования для фундамента
Используя битумную мастику для гидроизоляции фундамента, стоит ознакомиться с ее отличительными свойствами и их роли в процессе построения здания.

Благодаря исключительным свойствам битума по всей площади фундамента создается надежная и не пропускающая воду пленка. Она не только закупоривает трещины, заполняет поры, но и предотвращает появление грибкового налета, а также плесени на поверхности. Хорошая адгезия свидетельствует о готовности взаимодействовать с любым материалом основания под монолитными стенами.
Благополучно переносит перепады температур – выдерживает колебания в диапазоне от -70 градусов до +1200. Это позволяет проводить строительные работы с использованием битумной мастики в любое время года. После окончательного высыхания она обволакивает фундамент мембраной, выдерживающей значительные механические воздействия извне благодаря прочности и эластичности.

Битумная мастика удобна в транспортировке, а работать с ней можно быстро, так как существуют готовые смеси, которые не нужно разводить и перемешивать. Покрытие не вздувается, не растрескивается под влиянием воды.
В период работы с большими площадями покрытия возрастает трудоемкость процесса. Необходимо потратить время на полимеризацию слоя, но это не столь существенные недостатки по сравнению с имеющейся массой преимуществ.
Как правильно наносить битум

Процесс обработки основы битумной мастикой не слишком сложен, но у него есть некоторые нюансы, которые необходимо учитывать – определенные расчеты и соблюдение последовательности действий.
Для того, чтобы определить расход битума на 1 м2, нужно предварительно определиться с его предназначением. От этого зависит количество материала, необходимого для строительных работ. При вычислении расхода состава на гидроизоляцию следует площадь обрабатываемой поверхности умножить на два – именно столько килограмм битума понадобится для 1 м2.

Планируя выполнить работу своими руками, стоит ознакомиться с техническими требованиями, а также правилами, которые помогут выполнить гидроизоляцию качественно. Делятся они на основные этапы:
- подготовительные работы;
- грунтование поверхности;
- нанесение материала.
Битумный состав сразу готов к использованию, поэтому не придется тратить время на его растворение и размешивание. Годится он исключительно для наружных работ!
Пошаговая инструкция по нанесению:





Ознакомившись с классификацией битумной мастики, ее достоинствами и недостатками, технологией нанесения, можно смело начинать процесс гидроизоляции здания своими руками. Возможность самостоятельно осуществить расчет необходимого материала поможет избежать лишних затрат. Удачного строительства!
Битумная гидроизоляция зданий и сооружений
Битумная гидроизоляция универсальная и наиболее доступная возможность защитить фундамент, кровлю и другие элементы сооружения влаги. Чтобы продлить срок службы кирпичных, железобетонных и монолитных конструкций, и не допустить попадание влаги, а следовательно уменьшить вероятность появления сырости и плесени внутри дома, требуется использование гидроизоляционного материала.
Битумная гидроизоляция является распространенным, простым и недорогим способом осуществить необходимые мероприятия. Сам битум является водонепроницаемым и, что наиболее важно, он абсолютно невосприимчив к разрушительному воздействию влаги.
Низкая стоимость материалов имеет большое значение, простота использования ценится не меньше: например, для гидроизоляции фундамента на основе битума не требуется специального оборудования или профессиональных навыков. Простота использования битумной гидроизоляции, значительно сокращает затраты труда и связанные расходы.
Битумная гидроизоляция основные виды:
Битумы — технические материалы, полученные путем перегонки сырой нефти при нефтепереработке и существуют во многих формах и типах. Битумы представляют собой темные вязкие жидкости или полутвердые вещества, которые являются нелетучими при температуре окружающей среды и постепенно размягчаются при нагревании.
1. Горячая битумная гидроизоляция.
Битум в горячем виде находится в жидком состоянии, строго соблюдая меры предосторожности, горячая битумная гидроизоляция легко растекается по поверхности и размазывается специальной шваброй из канатов.
Холодные куски битума перед началом работ по гидроизоляции, разогреваются до температуры его плавления. Только в горячем состоянии раскрываются основные технические качества и свойства битумной продукции, гарантируя надежность и практичность. Не все так гладко, и горячая битумная гидроизоляция несет серьезные недостатки, по причине которых использование битума не всегда подходит на строительной площадке в жилом районе.
- Скверный запах в результате образования едкого и густого дыма при разогреве. По мере оседания дыма, повсеместно скапливается черная сажа, образуя массу проблем в ее уборке. Безусловно, сажа удаляется при помощи химических составов, но для этого потребуется дополнительные финансы, а главное время и люди.
- Горячей битум представляет повышенную опасность, возрастает вероятность получения серьезного термического ожога в совокупности с химическим. Полученные раны с трудом заживают и для полного выздоровления требуется много времени.

При остывании, битум становится вязким и постепенно затвердевает, делая невозможным проведение работ. Если нет возможности постоянно поддерживать необходимую температуру битума, жидкую фазу необходимо максимально быстро наносить на обрабатываемую поверхность.
Как мы знаем, строительный битум при остывании становится сначала вязким, а потом просто твердеет. Остывшую фазу битума невозможно качественно и равномерно распределить по поверхности. На объекты с большим фронтом работ выезжает особым образом оборудованное транспортное средство — битумовоз с возможностью подогрева кузова.
Чаще на месте организовывается специальная, отведенная территория для разогрева битума. Такой подход значительно упрощает выполняемые мероприятия, по устройству надежной битумной гидроизоляции.
2. Холодная битумная гидроизоляция
Отличительной чертой холодной битумной мастики является то, что наносится она равномерно на заранее подготовленную поверхность (с первичной обработкой битумной мастикой). В процессе производства применяются готовые разведенные битумные составы.

Важно принимать во внимание, что гидроизоляционные работы проводятся по сухой поверхности. Предварительно объект сушат, оставшуюся влагу необходимо протереть насухо и только потом наносить на обрабатываемую поверхность.
Какие материалы должны применяться?
1. Битум. При переработке нефти, отдельные вещества в результате окисления после перегонки углеводородов, выпадают в остаточный продукт. Применяя битумную гидроизоляцию необходимо соблюдать требования пожарной безопасности, так как битумные материалы относится к классу горючих и легковоспламеняющихся веществ. Температура воспламенения битума от 220 °С.
2. Битумная резиновая мастика. Мастика включает битум и органические растворители; он не требует нагрева и готов к использованию. Он применяется к поверхности в нескольких слоях. Вы можете использовать его для защиты трубопроводов и других технических. Гидроизоляционная мастика — экономный и качественный продукт.

3. Грунтовка (битумный праймер) представляет собой тонкую смесь битума и каучука; он сделан на водной основе, что облегчает работу с внутренним пространством. Поскольку легкая капиллярная гидроизоляция может применяться независимо.
Битумный праймер имеет назначение в гидроизоляции главным образом в качестве склеивающего состава, покрывающего поверхность перед укладкой одного листа на другой. Он соответствует требованиям предъявляемым клеящему средству для склеивания рубероида на битумных крышах. Грунтовка битума — глубоко проникающий продукт, быстро высыхает и гарантирует надежную фиксацию гидроизоляционных материалов.
4. Битумная латексная гидроизоляционная эмульсия представляет собой тонкое соединение двух взаиморастворимых жидкостей (битум и вода), тогда как битум диспергируется в воде в виде частиц диаметром 540 мкм. Латекс в эмульсии действует как наполнитель, который увеличивает прочность и упругие свойства материала.
Эмульсию наносят механизированным способом с помощью безвоздушного распылителя. Гидроизоляция из битумной латексной эмульсии является долговечной (более 45 лет) из-за однородной структуры и стабильности свойств эмульсии, хорошего соответствия латекса и битума и устойчивости к воздействию агрессивных жидкостей (растворы серной и азотной кислоты, сульфата натрия, хлорированные известь и т.д.)

Гидроизоляция битумного листа рубероида используется для кровельного покрытия и для защиты фундамента. Материал характеризуется не распадающимся основанием из полиэфира, стеклянной ткани и стекловолокна. Материал с обеих сторон пропитан битумом, который смешивается с пластификатором. Благодаря этому сочетанию материалов он эластичен и устойчив к растрескиванию.
Как применять грунтовку и шпатлевку
Грунтовку следует наносить на чистую стену кистью или валиком. После высыхания его можно наносить еще раз, если значительная часть пропитана поверхностью стены.
Битумную мастику наносят кистью или шпателем. После высыхания первого слоя (около дня) лучше добавить еще один, чтобы повысить качество изоляции.
Применение битумной гидроизоляционной шпатлёвки
Для нанесения горячей битумной мастики последний должен быть нагрет до 80 °C, так что его легко наносить и хорошо проникать во все трещины и неровности. Для холодных мастик подогрев не требуется, они сразу же готовы к использованию, но они дороже первого варианта. Холодные мастики требуют нагрева при температуре окружающей среды 0°C. Они изготовлены из фуриловых, эпоксидных и других смол на синтетической основе.
Перед проведением гидроизоляции с использованием битумной мастики поверхность следует обработать составом битума и растворителя. Затем соединение наносят кистью, валиком или более быстрым способом – с помощью распылителя или пистолета. Метод распыления пламени предполагает применение по меньшей мере двух слоев с временным интервалом около 15 часов. Таким образом, толщина битума должна составлять 2 мм.
Битумная гидроизоляция фундамента
Одним из самых легкодоступных методов гидроизоляции фундамента по сей день остаются мероприятия по защите бетона при помощи техники обработки битумом. В последние время, для этой цели все чаще используется битумная мастика и битумная эмульсия (праймер).
Состав мастики включает непосредственно битум и органический растворитель, полученный состав праймера не требует разогрева и готов к использованию. Предварительная грунтовка праймером увеличивает гарантию и уверенность в том, что битумная гидроизоляция прослужит долгое время.
Праймер представляет собой мелкодисперсную смесь битума и каучука, сделан он на водной основе, что облегчает работу с ним в замкнутых пространствах. В качестве легкой капиллярной гидроизоляции может применяться без дополнительных защитных составов.
Как правильно нанести праймер и мастику
Наносить праймер следует кистью или валиком на чистую стену. После высыхания состав желательно нанести второй раз, при условии,что значительная часть слоя впиталась в поверхность стены. В нашем подходе первый слой праймера будет выполнять роль грунтовки, перед нанесением мастики.
Битумная мастика наносится кистью или шпателем, вероятно нанесение шпателем многим покажется неудобным, но с опытом это становится проще. После высыхания первого слоя (на это уходит примерно сутки) лучше нанести еще один, это увеличит качественные характеристики изоляции. Строители рекомендуют наносить даже три слоя, но возможно это будет лишним, если вы не скупились в нанесли первых двух.
При работе с мастикой настойчиво рекомендуется использовать респиратор, не пренебрегая регулярной заменой фильтров. Бывали случаи, когда из-за старого фильтра работнику становилось не по себе, и приходилось останавливать работу.
Также для облегчения нанесения мастики ее рекомендуется разбавлять уайт-спиритом до консистенции густой сметаны, это не только облегчает процесс работы, но и снижает расход.
Достоинства и недостатки битумной гидроизоляции
Безусловно, современные технологии предлагают множество инновационных способов гидроизоляции, не уступающих по качеству битумной мастике. Тем не менее битумная гидроизоляция остаются самой доступной и если заказчик ограничен в бюджетных средствах, и работники не имеют специальных навыков, то этот метод организации гидроизоляции, самый оптимальный.

Для гидроизоляции используются модифицированные полимером битумные мембраны и битумные краски, которые часто содержат специализированный продукт битума с сокращением, интегрированный с относительно небольшим количеством других материалов. Эмульгированные битумы, которые могут применяться при низких или окружающих температурах, в значительной степени заменили битумы сокращения для этого применения.
Преимущества гидроизоляции обмазкой с использованием битумной мастики следующие:
- низкая стоимость материала;
- выполнение работ не требует профессиональных навыков;
- хорошая устойчивость к механическим повреждениям;
- возможность без труда обмазать кривые участки и сложные поверхности.
К отрицательным сторонам битумной мастики можно отнести неприглядный вид и то, что она «течет» от попадания прямых солнечных лучей, однако битумная гидроизоляция не арт объект, таким образом этот минус не имеет существенных нареканий.
 Кипящий битум вырывается из битумовоза наружу.
Кипящий битум вырывается из битумовоза наружу.
Основные недостатки битумного покрытия состоят из неприглядного внешнего вида и досадного факта — битум «течет» на солнце. Строители отмечают еще один минус — проблемы с нанесением на битумную мастику других материалов, например штукатурки или краски, однако для теплоизоляции надземную часть фундамента можно покрыть пенополистиролом (лучше с углублением на 60 – 70 см), а его уже легко шпаклевать или штукатурить.

Описанный здесь способ просто выполнить, даже с отсутствием базовых знаний и навыков. Это проверенный годами и самый надежный способ битумной гидроизоляции фундамента, который используется много лет и продолжает применяться. Если вы желаете сэкономить бюджет, не нанимайте профессиональную бригаду,а просто используйте битумную мастику.
Изложенный метод прост в использовании, даже без базовых знаний и навыков, он остается довольно надежным и проверенным способом гидроизоляции, который использовался на протяжении многих лет и продолжает применяться до сих пор.
Битумная гидроизоляция своими руками с помощью рулонного материала видео обзор:
Битумная гидроизоляция фундамента
Содержание статьи:
- Особенности работ
- Достоинства и недостатки
- Технология гидроизоляции
- Выбор материалов
- Подготовка поверхности
- Подготовка битума
- Инструкция по нанесению
Гидроизоляция фундамента битумом — это защита основания прочной и эффективной мастикой, создающей на поверхности бесшовную водонепроницаемую пленку. Производители разработали множество модификаций материала для использования в разнообразных условиях. О выборе средства и технологии нанесения на стены поговорим в нашей статье.
Особенности работ по гидроизоляции фундамента битумом

Фундамент — это сложная конструкция из бетона и арматуры, несущая большую нагрузку. По своей структуре он неоднороден, в монолите есть поры и микротрещины, через которые вода рано или поздно доберется до металлического каркаса. Со временем коррозия ослабит конструкцию, что может привести к появлению трещин и смещению плит перекрытия.
Один из вариантов защиты основы от воды — обработка битумом или битумной мастикой. В состав средства также входят растворитель, модификаторы, иногда антисептики и гербициды. Вязкий материал надежно закупоривает все микропустоты в бетоне, кирпиче, дереве.
Для гидроизоляции твердое сырье плавят на огне, а пастообразную массу разбавляют до нужной консистенции растворителями. Вещество наносится на стену со стороны давления воды. Его можно применять самостоятельно или как прослойку между перегородкой и рулонным материалом.
Обмазочную битумную гидроизоляцию фундамента используют для защиты от капиллярной влаги в дренирующих и маловлажных почвах, в которых вода находится глубже уровня пола подвала на 1,5-2 м. При гидростатическом напоре битумная мастика выдерживает нагрузку 2 м, битумно-полимерная — 5 м.
Смола — горючий материал, поэтому не забывайте правила техники безопасности. Основные требования: работайте со смолой в закрытой одежде, в очках и респираторе. Ничего не делайте в дождь и снег.
Достоинства и недостатки гидроизоляции фундамента битумом

Покрытие фундамента смолой — это самый распространенный вариант защиты от воды. Можно выделить основные положительные качества, которые приобретает основа после обработки:
-
Снаружи образуется непроницаемая для влаги пленка.
На поверхности не размножаются плесень и грибок.
Вещество закупоривает поры и мелкие повреждения стены.
Пленка сохраняет упругость на протяжении всего срока эксплуатации и не теряет свои свойства в диапазоне температур от +100 до -50 градусов.
Изолятор легко наносится на стену, можно не привлекать профессионалов и сэкономить средства.
Хозяева дома должны знать возможные неприятности, которые иногда возникают в случае битумной гидроизоляции фундамента:
-
После усадки дома в материале иногда появляются разрывы.
Смола защищает стену в течение 10 лет, затем процедуру следует повторить.
Технология гидроизоляции фундамента битумом
Создание защитного покрытия проходит в несколько этапов. Вначале необходимо выбрать тип материала и определить его количество. Затем подготавливается основание и наносится раствор.
Выбор материалов для защиты фундамента

Для формирования защитного слоя необходимо приобрести не только битум, понадобится также грунтовка для обработки основания. Краткая характеристика наиболее популярных средств приведена ниже.
Обмазочные материалы делятся на два типа — битум и битумная мастика. К первому типу относятся твердые изделия марки БН-3, БН-4, БН-5. Чаще всего наносятся на горизонтальные участки и на места, где нужен толстый слой. Могут использоваться как самостоятельные изоляторы или в комплекте с другими веществами на смоляной основе.
Битум для гидроизоляции фундамента перед работой нагревают до температуры +160-180 градусов, что требует наличия на стройплощадке нагревательных приборов. Высокая температура необходима для полного удаления влаги из вещества. Отличается материал низкой ценой за квадратный метр. Часто в составе присутствуют различные добавки для повышения эластичности.
Мастика изготавливается на органических растворителях и наносится в холодном состоянии. К таким средствам относятся:
-
Обычная битумная мастика на растворителях. Самое популярное средство для гидроизоляции основания. Выделяется низкой стоимостью, но долговечность защитной пленки небольшая.
Битумная мастика с добавлением полимеров. Она повышает эластичность, улучшает сцепляемость с основанием, увеличивает температурный диапазон использования. Не требует полного высушивания стены. Стоимость материала высокая, поэтому используют его в исключительных случаях. Из минусов можно отметить невозможность применения в местах, где постоянно присутствует вода.
Битумная мастика на водной основе. Предназначена для нанесения на поверхности со стороны подвала. Применяется в случае невозможности обработки стен снаружи. Производится на водной основе, поэтому без запаха. Безопасна в замкнутых пространствах. Вещество имеет температурные ограничения — в подвале должна быть температура +5 градусов и более.
Резино-битумная мастика. Используется для получения высококачественного покрытия. Надежно защищает стену даже под водой.
Битумно-латексная эмульсия. Ею покрывают стены большой площади механизированным способом. За 8 часов можно обработать до 1000 м 2 .
Двухкомпонентные битумные мастики. Отдельные элементы вещества продаются в разных банках и соединяются перед работой. Средство отличается большим сроком хранения и быстрым затвердеванием.
Для улучшения сцепляемости со смолой поверхность грунтуют праймером. Это специальная смесь, предназначенная для определенного типа изолятора. Продается в жидком состоянии готовой к использованию. Заявленные характеристики средства в домашних условиях проверить нельзя, о качестве изделия можно судить только по косвенным признакам. Например, пятилитровое ведро вещества не может весить более 5 кг, ведь праймер легче воды. Если емкость тяжелее — в смеси присутствуют посторонние добавки.
Грунтовку можно приготовить самостоятельно из битума марки БН70/90 или БН90/10 и растворителя (бензина, керосина), в пропорции 1:3 или 1:4 по весу. Еще один вариант — использовать для этих целей мастику с теплостойкостью выше 80 градусов, разбавленную до полужидкого состояния. Тип грунтовки должен соответствовать гидроизолятору.
Расход битумной мастики зависит от многих факторов: площади обрабатываемого участка, плотности смолы, ее марки, состава и качества. Чтобы определиться с объемом, можно воспользоваться нашими рекомендациями:
-
На 1 м 2 вертикальной поверхности идет от 300 до 900 г.
На горизонтальные участки используется 1-2 кг на 1 м 2 .
Чтобы при гидроизоляции фундамента расход битума был минимальный, периодически контролируйте толщину слоя. Если стену решено промазать только два раза, поочередно наносите по 1,5 мм, если четыре — по 1 мм. Измеряйте толщину мокрой и сухой пленки.
Для контроля используйте универсальные толщиномеры или подручные средства. Например, гребенка помогает, если раствор еще жидкий. Для определения размера высохшего вещества срежьте со стены небольшой сегмент пленки и воспользуйтесь штангенциркулем. Если параметр не соответствует допустимой величине, повторно обработайте перегородку.
Подготовка поверхности фундамента

Гидроизоляцию можно проводить на любом этапе строительства. Легче выполнить работу на стадии возведения здания, когда основа еще не засыпана грунтом.
Если дом жилой, снаружи, рядом с фундаментом, выройте траншею на всю его глубину. Для удобства ширина ямы должна быть не менее 1 м.
Далее выполните следующие операции:
-
Осмотрите конструкцию на наличие дефектов и определите способы их устранения. Стена должна быть прочной, без разрывов.
В местах стыковок горизонтальных и вертикальных плоскостей выполните галтели для плавного сопряжения поверхностей.
Трещины расширьте до твердого основания и заделайте цементным раствором.
При обнаружении большого количества раковин затрите их специальным мелкозернистым цементным раствором. Операцию проводят, чтобы исключить появление пузырьков воздуха при нанесении мастики.
Удалите со стены острые и колкие выступы и гребешки или закруглите радиусом 3-5 см. Иначе после засыпания грунтом произойдет повреждение покрытия. Для устранения недостатков используйте болгарку с подходящими насадками. Инструмент также понадобится для скругления углов конструкции.
Очистите стену от пыли и грязи.
Убедитесь, что поверхность сухая. Наличие влаги можно определить с помощью специальных приборов. Допустимая величина — не более 4%. В случае отсутствия влагомера накройте участок стены полиэтиленовой пленкой и оставьте на сутки. Если под ней появится мокрое пятно, стена не готова к гидроизоляции. Высушить перегородку можно строительным феном.
Подготовка битума для нанесения на фундамент

Вещество разбавляют или расплавляют до полужидкого состояния, удобного для работы. Процесс подготовки зависит от типа материала.
Твердый битум плавят на огне в любой емкости — ведре, баке, железной бочке, их размеры зависят от обрабатываемой площади. Высыпьте в бочку куски смолы, разведите под ней огонь. После расплавления сырье готово к использованию. Для работы понадобится 2 человека. Истопник поддерживает горение под баком и следит, чтобы не заканчивался раствор. Второй исполнитель обрабатывает стену.
Битумно-полимерная мастика разжижается без нагревания. Измельчите смолу, сложите в емкость и залейте растворителем — бензином, керосином или уайт-спиритом. Перемешайте содержимое до получения массы, подобной киселю. При работе соблюдайте правила пожарной безопасности из-за горючих бензиновых испарений.
Двухкомпонентная мастика продается в двух емкостях. В одной хранится битум, в другой — полимерные добавки. Для приготовления раствора соедините оба элемента и перемешивайте в течение 5 минут низкооборотистой дрелью со специальной спиралевидной насадкой.
Инструкция по нанесению битумной мастики

Процесс нанесения раствора на стену несложен, но операции выполняются в определенной последовательности:
-
Прогрунтуйте поверхность праймером или другим средством кистью в один слой. Участки, покрытые цементно-песчаной штукатуркой — в два. Следующие работы можно проводить только после полного высыхания стен.
Подготовленный битум перелейте в ведро и отнесите к дому.
Наберите в небольшую емкость раствор, окуните в него широкую щетку или кисть и проведите по стене сверху вниз. Следующую полосу выполните с нахлестом на первую.
Если гидроизоляция производится горячим способом, работать надо быстро, ведь в небольшой емкости раствор начинает застывать через 1-2 минуты. На стене смола полностью застывает в течение суток
Двухкомпонентная мастика сохраняет свои свойства 30 минут, поэтому используйте ее быстро.
На участках стены с трещинами или возле холодных швов битум усильте армированным материалом. Для этих целей подойдет стекловолоконная ткань, стеклохолст или геотекстиль плотностью от 100 до 150 г/м 2 . Нанесите на стену слой вещества, на него наложите стекловолокно и плотно придавите валиком к основанию. Полотно обязано перекрыть проблемный участок и область вокруг него минимум на 100 мм. Под полосой не должно оставаться пустот. Использование армирования позволит распределить растягивающую нагрузку на большую площадь, снизить давление на фундамент возле трещины, что продлит надежность и долговечность строения.
После высыхания первого слоя нанесите следующий. Раствор считается затвердевшим, если перестает липнуть. Время застывания зависит от множества факторов — состава смеси, температуры и влажности воздуха, длится обычно 4-6 часов. Работы рекомендуется возобновлять через 24 часа.
Как наносить битумную мастику на фундамент — смотрите на видео:





