Труба стальная бесшовная горячедеформированная
Бесшовная горячедеформированная труба — изделие, отличающееся особой прочностью по сравнению с трубами сварными. Бесшовные трубы, изготовленные путем проката разогретого сырья на заводском оборудовании, применяются в строительстве монолитно-каркасных сооружений, где надежность трубных изделий является приоритетной.

Отличие холоднодеформированных труб от горячедеформированных
Бесшовные трубы могут быть холоднодеформированными и горячедеформированными. Оба вида способны выдерживать высокие эксплуатационные нагрузки. Отличие изделий заключается в механизме производства:
- Холоднодеформированные изделия изготавливаются методом прокатки на станках, прошивающих трубы, из сырья, которым чаще всего служит профилированная труба, которая уже прошла горячую обработку.
- Горячедеформированные трубы производят из заготовок в виде трубы в форме цилиндра, который меняет свою форму под воздействием термической обработки.
Внешнее отличие бесшовных труб выражается в отсутствии продольного стыковочного шва, что определяет гладкость внутренних стенок, отсутствие наплывов и шероховатостей, и, как следствие, повышенную ударопрочность и герметичность.
Обратите внимание! Горячедеформированные трубы в сравнении с трубами холоднодеформированными более хрупкие, но при этом они меньше подвержены ржавлению.
Изготовление горячекатаных труб
Материалом для изготовления бесшовных труб методом горячего проката служит сталь углеродистого и легированного типа.
Цилиндрические заготовки рекристаллизирую, т.е нагревают для преобразования структуры стали, в результате крупные кристаллы уменьшаются, и сталь становится более пластичной.
Гильза, полученная после нагревания на прессах или на станках для винтовой прокатки (возможно комбинированное изготовление с применением обеих технологий), раскатывается в черновую трубу, которую затем редуцируют и калибруют. После остывания трубу нарезают на определенные отрезки в соответствии с требованиями ГОСТ 8732-78.
Обратите внимание! Надежность гоячедеформированных изделий гарантируется государственными стандартами. Предприятия, выпускающие трубы, постоянно контролируются на предмет состава сырья для труб и на качество изделий.
Важным показателем считается коэффициент SDR (соотношение диаметра изделия и толщины стенки трубы):
| SDR 40-12,5 | Тонкостенная |
| SDR 12,5-6 | Толстостенная |
| SDR 6 или ниже | Усиленная |
Свойства бесшовных труб горячедеформированных
Трубы, полученные методом горячего проката, отличаются:
- надежностью и длительностью использования;
- устойчивостью к температурным перепадам;
- более слабой восприимчивостью к коррозии (справедливо для легированной стали).
Обратите внимание! Дополнительная антикоррозионная защита в виде специальных покрытий продлевает срок службы бесшовных трубных изделий.
Высокая теплопроводность таких труб требует дополнительной изоляции для сохранения тепла, особенно, при прокладке внешних магистралей.
Толстостенные изделия отличаются особой прочностью и небольшим линейным расширением.
Области применения
Применение бесшовных горячедеформированных труб обусловлено их надежностью, там, где прочность трубопровода или конструкций из труб играет приоритетное значение, лучший выбор — бесшовные трубы. Несмотря на более высокую цену в сравнении со сварными изделиями, она экономически более выгодна именно благодаря своей надежности. Используются для сооружения коммуникаций, в химической и нефтедобывающей промышленности, строительстве, в машиностроении.
Холоднодеформированные и горячедеформированные трубы и их отличия

Одним из очень широко популярных и популярных теперь видов горячего металлического проката считается производство горячедеформированных труб.
Данная продукция использование обрела в такой отрасли как монолитно-каркасное строительство. Стальные бесшовные холоднодеформированные трубы делаются способом холодной катки из нескольких вариантов стали.
Специфика продукции
Сортамент стальных бесшовных холоднодеформированных труб очень широк. Они делаются с первостепенный ориентировкой на процедуру трубного проката.
В конце цикла производства готовое изделие подвергают прогонке через заключительную полосу прокатных валов в охлажденном состоянии.
Кроме особенной методологии производства, ключевой характерной чертой и преимуществом бесшовной холоднодеформированной трубы (если сравнивать с обыкновенными трубами) считается значительно повышенный прочностный запас.
Он превосходит показатели обыкновенных труб на 25%. Дальнейшая необыкновенность и преимущество, которым отличаются эти трубы – это высочайшая точность заявленного размера стены.
Это дает возможность применять эту продукцию в сооружении очень технологичных трубо-проводов и в области создания высокоточных машин и устройств. В отличии от обыкновенных труб, холоднодеформированные могут быть предрасположены сгибанию под необходимым углом.
Это их делает незаменяемыми в изготовлении фурнитуры для мебели и электрического освещения.
Электросварные холоднодеформированные трубы могут держать довольно высокое и невысокое давление, стоит еще сказать что квадратная холоднодеформированная труба, как и прочие виды обрела широкое использование в:
- Коммунальном хозяйстве;
- Автомобильном производстве;
- Нефтегазовой область;
- Сооружении;
- Котельных установок установках.


Благодаря высочайшему качеству наружных и внутренних поверхностей для работы и стойкости к большим режимам температур и перепадам давления, холоднодеформированные трубы популярны везде.
ГОСТ 8734 на холоднодеформированные трубы предусматривает все параметры этого изделия и используем ко всем видам выпускаемой в наше время продукции.
Горячедеформированная труба продемонстрирована виде изделия, которое имеет форму в виде цилиндра и круглый диаметр. Главная необыкновенность этой продукции – это полнейшее отсутствие соединений (стыков, швов) любых видов.
Полнейшее нет швов и стыковок дает возможность горячедеформированным трубам владеть повышенным прочностным запасом к ударам царапинам и так далее.
Это позволяет для проведения перекачки жидкостей и сред, присутствующих под большим давлением. Горячедеформированные трубы выпускаются с ориентировкой на востребованные размеры.
В основном, диаметр подобных изделий может меняться от 25 до 700 мм. Более того, толщина стенок подобных труб достигает только лишь 5 мм, это при том, что они могут держать давление до 60 и более бар, в отличии от обыкновенных труб.
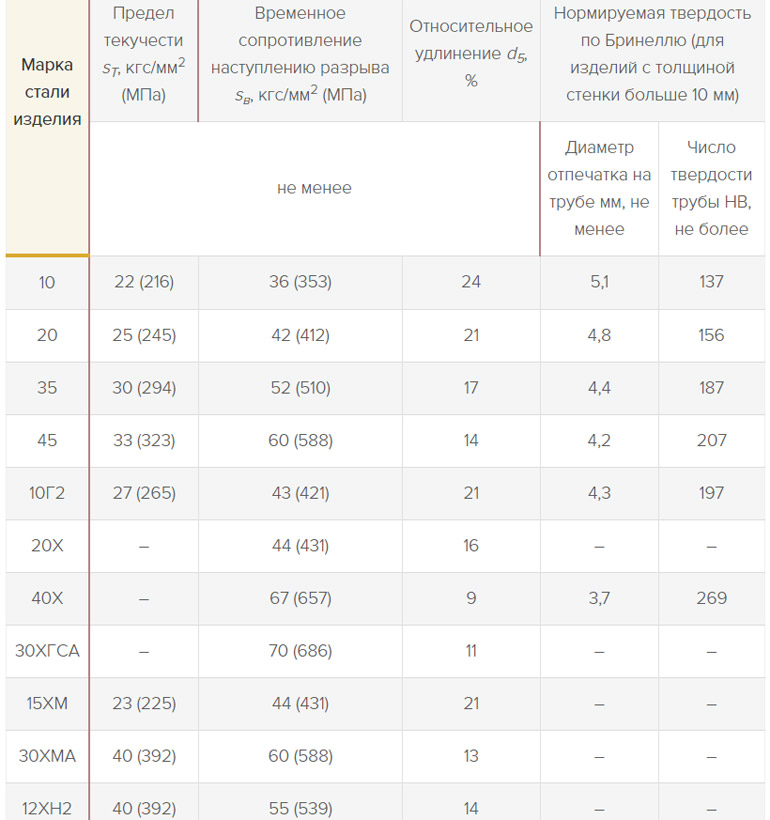
ГОСТ на стальные бесшовные горячедеформированные трубы регламентирует, что эта разновидность горячепрокатной продукции может изготовляться из стали с 10-й, по 45-ю и 15ХМ маркировки.
Виды изделий
Прежде чем приобрести бесшовную горячедеформированную трубу необходимо взять во внимание, что они делятся на несколько подвидов:
- Изделия очень тонкостенные;
- Тонкостенные изделия;
- Изделия толстостенные;
- Изделия очень толстостенные.
Вся перечисленная выше продукция очень прекрасно подойдет для корректной и неопасной перевозки самых разных химически агрессивных жидкостей и масштабное распространение получили в:
- Сооружении;
- Нефтедобывающей отрасли;
- Автомобилестроении;
- Химической индустрии;
- Перерабатывающей промышленности;
- Формировании трубопроводов для магистралей для обеспечения действенного теплоснабжения.
Большие преимущества холоднодеформированных и горячедеформированных труб заключены в высочайших прочностных характеристиках, что за собой влечет возможность использования этой продукции в каких угодно условиях климата.
Подобные изделия имеют следующие специфики:
- Владеют сниженным показателем линейного увеличения при важных изменениях температуры вокруг них;
- Используются для выполнения перевозки жидкостей и газов;
- Благодаря свойствам производственные технологии, показывают очень высокую стойкость к гидроударам;
- Бесшовные, не имеют никаких соединений;
- Сгибаются без деформирования структуры под необходимым углом.
Основным недостатком холоднодеформированных и горячедеформированных труб считается склонность коррозийным процессам.
Высокое противодействие транспортируемому потоку рабочего вещества приводит к развитию отложений на стенках внутри. К минусам еще относится приличный вес этого вида арматуры и очень высокая стоимость.
Более того, процесс установки магистралей должен выполняться только профессионалами с использованием специализированных способов.
Что необходимо знать при подборе?
Прежде чем приобрести стальные бесшовные холоднодеформированные трубы, необходимо взять во внимание, что нынешняя стоимость бесшовной холоднодеформированной трубы колеблется.
Постоянно при подборе следует обязательно смотреть на специфики области использования и тонкости рабочих свойств.
ГОСТ на холоднодеформированные цельнотянутые трубы дает возможность делать их из высокоуглеродистых, легированных и высоколегированных марок стали.
Толщина стены прямо коррелирует с параметрами прочности и степени стойкости к ударам царапинам и так далее. При подборе нужно иметь в виду, что есть прямая зависимость соотношения наружного трубного диаметра с толщиной стены.
Стоимость бесшовных горячедеформированных труб еще может меняться и зависит от большинства показателей.
Но при ее подборе необходимо не забывать про то, что эта продукция применяется в большинстве случае на тех объектах, где эксплуатирование потребует от изделия очень высокой прочности.
Более того, горячедеформированные трубы делятся на пару категорий, особенность каждой из которых подобающим образом направлена на специфики сферы использования.
- Класс А – нормированные механичные свойства;
- Класс Б – нормированные химические свойства;
- Класс Г – нормированный химический состав и исполнение контроля механических параметров на образцах;
- Класс Д — нормированное испытательное гидравлическое давление.
Стоимость стальной бесшовной горячедеформированный трубы дальнейшая:
- приобрести стальные бесшовные горячедеформированные трубы, размером 57 х 3,5 мм — можно от 3 до 5$ за 1 метр;
- бесшовная горячедеформированная, размером 68 х 5 мм — от 4 до 6$ за 1 метр.

Стоимость стальной бесшовной холоднодеформированной трубы такая:
- стоимость стальной холоднодеформированной трубы, ГОСТ 8734-75, размером 48 х 3 мм — до 5,5$ за 1 метр;
- стальная холоднодеформированная, ГОСТ 8733-74, размером 14 х 3 мм — до 6$ за 1 метр.
Невидимые моменты монтажного процесса
Методика, по которой выполняется соединение и дальнейший процесс установки изделий, соответствует передовым способам стыковки изделий сварного типа. От разницы в показателях рабочего диаметра и толщины стенок зависит подбор однозначного способа.
Во всяком случае сварка стыков исполняется точно также, как и при соединении любых остальных труб: края 2-ух сегментов зачищаются и становятся ровными, после этого — прихватываются между собой при помощи сварки.
После чего исполняется создание сварного шва по всему диаметру изделия. Потом — соединенное изделие стынет.
Способ резьбовой стыковки используем с системами, где стены труб имеют нормальную либо тонкую толщину.
Нарезка резьбы выполняется при помощи токарного станка, при этом вес стальной бесшовной горячедеформированной трубы дает возможность это сделать без специальных трудностей.
После окончания нарезки изделие может стыковаться с необходимой линией, еще имеющей резьбу.
Газовая сварка применима в вариантах монтажного процесса тонкостенных труб и толстостенных, с номинальной толщиной стены до 6 мм. На подобных изделиях заранее возникают сварочные кромки на торцах, и выполняется снятие фаски.
При выполнении электрической сварки возможен трубомонтаж различных типов с разной толщиной стенок, но при соединении необходимо взять во внимание соответствие диаметра электрода, который обязан быть толще, чем стенка изделия.
Горяче- и холоднодеформированная труба: отличия и особенности выбора

Главное различие горяче- и холоднодеформированных труб лежит в процессе их изготовления. Первые получаются при высоком нагревании металлического слитка при его прокатке, вторые – приобретают заданную форму без теплового воздействия.
Горячедеформированная труба: характеристики и сфера применения
Это отличный бесшовный материал для хранения агрессивных жидкостей. Чаще всего такие трубы эксплуатируются при строительстве нефте- или газопроводов, тепловых или водных магистралей.
Горячедеформированная труба незаменима в ряде отраслей:
- Машиностроение;
- ЖКХ;
- Химическая промышленность;
- Переработка и транспортировка нефти.
Труба, созданная при помощи высокого температурного нагревания, обладает высокими показателями прочности и надежности. Кроме этого, среди основных ее технических и внешних характеристик, выступающих ее преимуществами, следует отметить:
- От 25 до 530 мм – ее наружный диаметр;
- Для изготовления трубы используется только сталь следующих марок: 10, 45, 20, 35;
- От 2,5 до 75 мм – толщина металла в трубе;
- Не поддается коррозии и механическим повреждениям;
- Не повреждается при землетрясении.
Труба бесшовная холоднодеформированная: изготовление
Примечательно, что труба бесшовная холоднодеформированная изготавливается из заготовки горячедеформированной трубы. Для этого охлажденная водой труба не проходит последний этап — калибровку, а подвергается деформации в вальцах при температуре более низкой, чем та при которой металл становится пластичным. Хотя, конечно, определение “холодная заготовка” является довольно условным, так как во время деформации в вальцах металл становится очень горячим.
После деформации труба проходит отжиг, и ее снова нагревают до температуры рекристаллизации, а затем остужают. Это делают для того, чтобы сталь потеряла внутренние напряжения, появившиеся во время деформации. Затем проводят финальную калибровку.
Особенности бесшовных труб
Технология изготовления рассмотренных двух видов влияет на сферы их применения в отраслях народного хозяйства. Рассмотрим более подробно где применяется каждый вид продукции.
На данный момент труба бесшовная горячедеформированная является одним из самых востребованных изделий на рынке трубного проката. Этот вид труб широко применяют при возведении монолитно-каркасных сооружений в строительстве.
В свою очередь труба бесшовная холоднодеформированная имеет свои особенности применения. Благодаря специальной технологии производства этот вид труб обладает запасом прочности, который выше чем у обычных труб на 25 %. Высокая точность заявленного размера стенки позволяет применять эти изделия для прокладки высокотехнологичных трубопроводов.
Еще одна отличительная особенность холоднодеформированных труб — это возможность сгибания под необходимым углом, что позволяет использовать их при изготовлении электрического освещения и мебельной фурнитуры.
Благодаря своим уникальным свойствам холоднодеформированные трубы получили самое широкое распространение.
Холоднодеформированная труба: характеристики и сфера применения
Как выбрать холоднодеформированную трубу, и в каких отраслях она не заменима? Технология изготовления такой трубы с предыдущей идентична, за исключением последнего этапа прокатки. В нем изделие не подвергается нагреванию.
Чаще всего такой вид трубы применяется в автомобилестроении, изготовлении различных механизмов и фурнитур. Достаточно высокопрочная труба, к сожалению, подверженная коррозии. Решается эта проблема при помощи оцинковки трубы.
Холоднодеформированная труба отличается данными признаками:
- Изготовлена из стали 10, 15ХМ, 45, 35, 20;
- Имеет 4 степени толщины стенок от 0,3 до 24 мм;
- Высокая точность размеров;
- Легко поддается сгибанию;
- От 5 до 250 мм – ее наружный диаметр.
Длина труб обеих вариаций может существенно отличаться.
Труба бесшовная горячедеформированная: технология изготовления
Заготовкой для изготовления горячедеформированной трубы может послужить штанга, имеющая цилиндрическую монолитную форму. Рассмотрим главные этапы изготовления горячедеформированной трубы:
- Заготовку нагревают до температуры приблизительно на 50 °C выше точки рекристаллизации стали. После этого, сталь становится пластичной, хотя состояние плавления еще не наступает.
- Затем из заготовки на прошивном прессе формируют так называемую гильзу (полый цилиндр), которая уже приобрела форму трубы. При этом заготовка имеет размеры, далекие от требуемых, а также довольно неправильную геометрию.
- После этого осуществляется горячая деформация гильзы с помощью нескольких групп вальцов, благодаря чему заготовка приобретает заданные размеры трубы и становится немного длиннее.
- Последний этап — труба бесшовная горячедеформированная остужается с помощью воды, а затем калибруется.
Затем осуществляют резку труб на заданные отрезки и размещают их на складе.
Варианты монтажа
Выбор монтажа опирается на функции прокладываемой магистрали. Когда необходимо герметичное и прочное соединение, предпочтение отдается сварке. В бытовых магистралях чаще выбор останавливают на применение фитингов в качестве креплений труб.
Фитинговое соединение труб предполагает ряд этапов:
- Нанесение резьбы на предварительно очищенный край трубы;
- Использование в качестве укрепителя специальных ниток;
- Соединение с фитингом.
Как горячедеформированные, так и холоднодеформированные трубопроводы и магистрали служат более 50 лет. Они надежны, легко ремонтируются и противостоят изменениям внешней среды.
Сталь применяется либо углеродистой группы, либо легированной. В отличие от других труб, у вышеназванных отсутствуют технические швы, и это предоставляет возможность для их применения в самых негативных условиях и при сильных механических воздействиях.
Точность размеров, качество поверхности изготовляемых бесшовных конструкций на порядок выше, также возможно производство трубы с очень тонкой стенкой.
Классификация по параметрам:
Готовые трубы классифицируются в зависимости от толщины стенок: на толстостенные или тонкостенные.
От толщины стенки будет зависеть ее прочность и устойчивость к негативным воздействиям. Бесшовная конструкция с тонкими стенками отличается относительно легким весом.
Такое качество может быть востребовано при возведении нестандартных строительных объектов. Стандартная толщина стенок соответствует размеру от 4 мм до 6 мм.
При необходимости в нестандартной ширине стенок, возможно выполнение специального заказа с толщиной до 12 мм. Такие трубы считаются особенно прочными.
Диаметр изделий варьируется от 5 мм до 45 см.
Сечение труб может быть:
- овальным
- прямоугольным
- круглым
- квадратным
Еще одна характеристика труб бесшовных холоднодеформированных — длина, мерная или немерная. Мерная длина варьируется от 4.5 до 5 м, немерная длина — от 1.5 до 11.5 м.
Сортамент бесшовных холоднодеформированных труб ООО «МеталлАльянс»:
По способу использования труба бесшовная холоднодеформированная подразделяется на изделия общего назначения и специального.
Бесшовные холоднодеформированные изделия общего назначения:
ГОСТ 8734-75 устанавливает сортамент труб общего назначения. В соответствии с ним допускается выпуск систем с наружным диаметром от 5 до 250 мм, а толщина стенки может быть от 0.3 до 24 мм.
Классификация в соответствии с толщиной стенки подразумевает выпуск труб:
- особо толстостенных
- толстостенных
- тонкостенных
- особо тонкостенных
Для данных изделий существуют свои технические характеристики, которые устанавливаются ГОСТом 8733-74.
Он подразделяет конструкции на группы:
- Б (нормирование химического состава)
- В (нормирование механических свойств)
- Г (нормирование химического состава и механических свойств)
- Д (нормирование гидравлического давления)
- Е (нормирование механических свойств после проведения термической обработки)
Бесшовная холоднодеформированная труба проходит контроль.
В проверку входят определение правильности размера, контроль механических свойств, испытание с помощью гидравлического давления (ГОСТ 3845-78).
Помимо этого, изделия дополнительно проверяются на изгиб (ГОСТ 3728-78) и на сплющивание (ГОСТ 8695-77).
Сферы применения очень разнообразны, данные трубы используются в судостроении, авиастроении, машиностроении, в сельском хозяйстве и энергетике.
Труба стальная холоднодеформированная
Конструкция, служащая для строительных и промышленных нужд. Производится из стальной заготовки без швов. Подобные изделия различаются методом изготовления и температурой. Существует 4 вида производства таких труб:
- листовой прокат,
- волочение,
- ковка,
- прессование.
Труба стальная холоднодеформированная может быть изготовлена без нагревания. Отклонения от нормы в размерах должны быть согласованы в соответствии с ГОСТом 8734-75 и техническими требованиями ГОСТа 8733-74. Отличная прочность изделий позволяет использовать изделия в химическом машиностроении, авиастроении, криогенной и автомобильной промышленности.
В нашей компании можно купить не только стальные трубы, но и трубы из полиэтилена низкого давления по доступным ценам.
Основные особенности: классификация по параметрам
Холоднодеформированная труба может классифицироваться по толщине стенки и бывает тонкостенной или толстостенной. От этого зависит устойчивость к негативным воздействиям и прочность. Тонкостенная бесшовная труба имеет незначительный вес. Это свойство востребовано при возведении нестандартных конструкций. Что касается толщины, то она может быть равна от 4 до 6 мм. Однако при необходимости использование трубы с толщиной стенки, которая отличается от упомянутых параметров, на производстве могут быть выполнены изделия, стенки которых достигают 12 мм в толщину. Они отличаются особо высокой прочностью.
Диаметр выступает в качестве одного из главных параметров, он может быть равен значению в пределах от 5 до 45 см. Стальная холоднодеформированная труба может обладать еще и разным сечением, а именно:
- овальным;
- круглым;
- прямоугольным;
- квадратным.
Дополнительной характеристикой является еще и длина. Трубы могут быть мерными или немерными. Мерная длина равна 4,5 или 5 м. Если же вам необходимы трубы немерной длины, то вы можете выбрать отрезки от 1,5 до 11,5 м.
Процесс производства
Рассматриваемый нами вид стального проката получают холоднокатаным способом.
Вначале цилиндрическая заготовка прокатывается в горячем состоянии на стане, в результате чего получают пустотелую трубную заготовку.
После охлаждения начинается непосредственно процесс холодного деформирования. Заготовку либо вытягивают до нужных типоразмеров на прокатном стане, либо протягивают через волочильное кольцо, добиваясь необходимых кондиций.
Первым способом получают холоднокатаную, вторым – холоднотянутую трубу.
Для улучшения эксплуатационных характеристик продукт в процессе производства обрабатывают термическим способом.
Материалы для производства
Производится продукция из качественных сплавов углеродистой, легированной или низколегированной стали, отдельные её виды – из коррозионностойкой стали.
Качество продукции во многом зависит от используемого сырья. Наиболее востребована сталь марки 20. Это высокотехнологичный сплав, легко поддающийся обработке и имеющий хорошую свариваемость.
Высокой прочностью, устойчивостью к низким температурам обладает марка 09Г2С. Используют также марки: 40х, 30ХГСА, 45, 10, 35.
Для применения в медицине, пищевой и химической промышленности бесшовные трубы изготовляют из нержавеющей стали. Здесь вне конкуренции марка 10Х17Н13М2Т.
Метод создания капиллярных материалов
Особое место среди бесшовного трубного проката занимают капиллярные трубки. Они изготавливаются из нержавеющей стали с наружным сечением от 0,3 до 5 мм. Регламент ГОСТа 14162–79 устанавливает более жесткие требования к точности размеров и качеству поверхности таких отводов.
Изделия получают путем волочения через калибр минимального диаметра.
Сложные условия производства этого вида бесшовной продукции требует существенных затрат, что отражается и на цене капиллярных трубок.
Горяче- и холоднодеформированная труба: отличия и особенности выбора

Главное различие горяче- и холоднодеформированных труб лежит в процессе их изготовления. Первые получаются при высоком нагревании металлического слитка при его прокатке, вторые – приобретают заданную форму без теплового воздействия.
Горячедеформированная труба: характеристики и сфера применения
Это отличный бесшовный материал для хранения агрессивных жидкостей. Чаще всего такие трубы эксплуатируются при строительстве нефте- или газопроводов, тепловых или водных магистралей.
Горячедеформированная труба незаменима в ряде отраслей:
- Машиностроение;
- ЖКХ;
- Химическая промышленность;
- Переработка и транспортировка нефти.
Труба, созданная при помощи высокого температурного нагревания, обладает высокими показателями прочности и надежности. Кроме этого, среди основных ее технических и внешних характеристик, выступающих ее преимуществами, следует отметить:
- От 25 до 530 мм – ее наружный диаметр;
- Для изготовления трубы используется только сталь следующих марок: 10, 45, 20, 35;
- От 2,5 до 75 мм – толщина металла в трубе;
- Не поддается коррозии и механическим повреждениям;
- Не повреждается при землетрясении.
О производстве и весе бесшовных стояков горячедеформированного типа
Чтобы изготовить горячедеформированные трубы из коррозионностойкой стали бесшовного типа, необходимо выполнить такие операции:
- прошивку отверстий в металлических болванках. Данная процедура осуществляется на прошивном стане, конструкция которого предвидит наличие валиков конического типа и оправок-прошивок;
- нагрев, при этом, стальные заготовки нагреваются примерно до +1210℃;
- прокатку, при которой изделие приобретает необходимый размер.
Как результат, получаются бесшовные горячедеформированные трубы из коррозионностойкой стали с наружным диаметром от 25 мм до 700 мм, с толщиной стенок 2,5-75 мм, мерной длиной 9-12 м.
Важно! На вес, а значит, стоимость изделий влияет не только длина и размер сечения, но также толщина стенок.
Как покупают изделия: на вес или на длину?
При покупке чаще всего указывается цена за массу трубного проката, а не за метр погонный. Связано это с высокой ценой на коррозионностойкую сталь.
На практике никто не начинает взвешивать кусок длиной 3 или 5 метров. Тут имеется в виду теоретический вес, значение которого указано в ГОСТе.
Можно легко вычислить массу 1 м/п нержавеющей трубы, пользуясь такой формулой:
- масса 1 м/п = 0,024492*D*Т,
- где D – диаметр (мм), Т – толщина стенки (мм).
Практически, это делается так. Сначала вы узнаете цену за 1 погонный метр, после чего с помощью штангенциркуля измеряете наружный диаметр трубы и толщину стенки.
После этого, с помощью рулетки, измеряете длину каждой трубы. Тогда вес всей партии легко определить по формуле, умножив теоретический вес на длину всех труб.
Холоднодеформированная труба: характеристики и сфера применения
Как выбрать холоднодеформированную трубу, и в каких отраслях она не заменима? Технология изготовления такой трубы с предыдущей идентична, за исключением последнего этапа прокатки. В нем изделие не подвергается нагреванию.
Чаще всего такой вид трубы применяется в автомобилестроении, изготовлении различных механизмов и фурнитур. Достаточно высокопрочная труба, к сожалению, подверженная коррозии. Решается эта проблема при помощи оцинковки трубы.
Холоднодеформированная труба отличается данными признаками:
- Изготовлена из стали 10, 15ХМ, 45, 35, 20;
- Имеет 4 степени толщины стенок от 0,3 до 24 мм;
- Высокая точность размеров;
- Легко поддается сгибанию;
- От 5 до 250 мм – ее наружный диаметр.
Длина труб обеих вариаций может существенно отличаться.
Труба бесшовная холоднодеформированная: изготовление
Примечательно, что труба бесшовная холоднодеформированная изготавливается из заготовки горячедеформированной трубы. Для этого охлажденная водой труба не проходит последний этап — калибровку, а подвергается деформации в вальцах при температуре более низкой, чем та при которой металл становится пластичным. Хотя, конечно, определение “холодная заготовка” является довольно условным, так как во время деформации в вальцах металл становится очень горячим.
После деформации труба проходит отжиг, и ее снова нагревают до температуры рекристаллизации, а затем остужают. Это делают для того, чтобы сталь потеряла внутренние напряжения, появившиеся во время деформации. Затем проводят финальную калибровку.
Особенности бесшовных труб
Технология изготовления рассмотренных двух видов влияет на сферы их применения в отраслях народного хозяйства. Рассмотрим более подробно где применяется каждый вид продукции.
На данный момент труба бесшовная горячедеформированная является одним из самых востребованных изделий на рынке трубного проката. Этот вид труб широко применяют при возведении монолитно-каркасных сооружений в строительстве.
В свою очередь труба бесшовная холоднодеформированная имеет свои особенности применения. Благодаря специальной технологии производства этот вид труб обладает запасом прочности, который выше чем у обычных труб на 25 %. Высокая точность заявленного размера стенки позволяет применять эти изделия для прокладки высокотехнологичных трубопроводов.
Еще одна отличительная особенность холоднодеформированных труб — это возможность сгибания под необходимым углом, что позволяет использовать их при изготовлении электрического освещения и мебельной фурнитуры.
Благодаря своим уникальным свойствам холоднодеформированные трубы получили самое широкое распространение.
Варианты монтажа
Выбор монтажа опирается на функции прокладываемой магистрали. Когда необходимо герметичное и прочное соединение, предпочтение отдается сварке. В бытовых магистралях чаще выбор останавливают на применение фитингов в качестве креплений труб.
Фитинговое соединение труб предполагает ряд этапов:
- Нанесение резьбы на предварительно очищенный край трубы;
- Использование в качестве укрепителя специальных ниток;
- Соединение с фитингом.
Как горячедеформированные, так и холоднодеформированные трубопроводы и магистрали служат более 50 лет. Они надежны, легко ремонтируются и противостоят изменениям внешней среды.
Труба стальная холоднодеформированная
Конструкция, служащая для строительных и промышленных нужд. Производится из стальной заготовки без швов. Подобные изделия различаются методом изготовления и температурой. Существует 4 вида производства таких труб:
- листовой прокат,
- волочение,
- ковка,
- прессование.
Труба стальная холоднодеформированная может быть изготовлена без нагревания. Отклонения от нормы в размерах должны быть согласованы в соответствии с ГОСТом 8734-75 и техническими требованиями ГОСТа 8733-74. Отличная прочность изделий позволяет использовать изделия в химическом машиностроении, авиастроении, криогенной и автомобильной промышленности.
В нашей компании можно купить не только стальные трубы, но и трубы из полиэтилена низкого давления по доступным ценам.
Виды изделий
Перед тем, как купить бесшовную горячедеформированную трубу следует учитывать, что они подразделяются на несколько подвидов:
- Изделия особо тонкостенные;
- Тонкостенные изделия;
- Изделия толстостенные;
- Изделия особо толстостенные.
Вся вышеперечисленная продукция как нельзя лучше подходит для корректной и безопасной транспортировки различных химически агрессивных жидкостей и широкое распространение получили в:
- Строительстве;
- Нефтедобывающей отрасли;
- Машиностроении;
- Химической промышленности;
- Перерабатывающей промышленности;
- Формировании магистральных трубопроводов для обеспечения эффективного теплоснабжения.
Существенные преимущества холоднодеформированных и горячедеформированных труб заключены в высочайших прочностных характеристиках, что влечет за собой возможность применения данной продукции в каких угодно климатических условиях.
Такие изделия имеют следующие особенности:
- Обладают сниженным коэффициентом линейного расширения при существенных изменениях температуры вокруг них;
- Могут применяться для осуществления транспортировки жидкостей и газов;
- Благодаря особенностям технологии производства, проявляют повышенную стойкость к гидравлическим ударам;
- Бесшовные, не имеют никаких соединений;
- Сгибаются без деформации структуры под нужным углом.
Главным недостатком холоднодеформированных и горячедеформированных труб является подверженность коррозийным процессам.
Высокое сопротивление транспортируемому потоку рабочего вещества приводит к формированию отложений на внутренних стенках. К недостаткам также относится большой вес данного вида арматуры и достаточно высокая стоимость.
Кроме того, монтаж магистралей должен осуществляться только специалистами с применением специальных методов.
Что следует знать при выборе?
Перед тем, как купить стальные бесшовные холоднодеформированные трубы, следует учитывать, что текущая цена бесшовной холоднодеформированной трубы может колебаться.
Всегда при выборе следует в обязательном порядке обращать внимание на особенности сферы применения и тонкости эксплуатационных характеристик.
ГОСТ на холоднодеформированные бесшовные трубы позволяет изготавливать их из высокоуглеродистых, легированных и высоколегированных марок стали.
Толщина стенки напрямую коррелирует с параметрами прочности и степени устойчивости к механическим повреждениям. При выборе имейте в виду, что существует прямая зависимость соотношения наружного диаметра трубы с толщиной стенки.
Цена бесшовных горячедеформированных труб также варьируется и зависит от множества показателей.
Однако при ее выборе следует помнить о том, что данная продукция применяется в большинстве случае на тех объектах, где эксплуатация требует от изделия повышенной прочности.
Кроме того, горячедеформированные трубы подразделяются на несколько категорий, специфика каждой из которых соответствующим образом направлена на особенности области применения.
- Класс А – нормированные механические свойства;
- Класс Б – нормированные химические свойства;
- Класс Г – нормированный химический состав и осуществление контроля механических свойств на образцах;
- Класс Д — нормированное испытательное гидравлическое давление.
Цена стальной бесшовной горячедеформированный трубы следующая:
- купить стальные бесшовные горячедеформированные трубы, размером 57 х 3,5 мм — можно от 3 до 5$ за 1 метр;
- бесшовная горячедеформированная, размером 68 х 5 мм — от 4 до 6$ за 1 метр.
Цена стальной бесшовной холоднодеформированной трубы такова:
- цена стальной холоднодеформированной трубы, ГОСТ 8734-75, размером 48 х 3 мм — до 5,5$ за 1 метр;
- стальная холоднодеформированная, ГОСТ 8733-74, размером 14 х 3 мм — до 6$ за 1 метр.
Нюансы монтажа
Технология, по которой осуществляется соединение и последующий монтаж изделий, соответствует передовым способам стыковки изделий сварного типа. От разницы в показателях рабочего диаметра и толщины стенок зависит выбор конкретного способа.
В любом случае сварка стыков выполняется точно так же, как и при соединении любых других труб: края двух сегментов зачищаются и выравниваются, после чего — прихватываются друг с другом с помощью сварки.
После этого выполняется создание сварного шва по всему диаметру изделия. Затем — соединенное изделие остывает.
Метод резьбовой стыковки применим с системами, где стенки труб имеют нормальную либо тонкую толщину.
Нарезка резьбы производится с помощью токарного станка, при этом вес стальной бесшовной горячедеформированной трубы позволяет это произвести без особых затруднений.
После завершения нарезки изделие может стыковаться с требуемой линией, также имеющей резьбу.
Газовая сварка применима в случаях монтажа тонкостенных труб и толстостенных, с номинальной толщиной стенки до 6 мм. На таких изделиях предварительно формируются сварочные кромки на торцах, и производится снятие фаски.
При осуществлении электросварки возможен монтаж труб всех типов с различной толщиной стенок, однако при соединении следует учитывать соответствие диаметра электрода, который должен быть толще, чем стенка изделия.
Нюансы производства (видео)
Вазянов Евгений Викторович
Сделаем расчет или подберем лучшее предложение
Труба стальная горячедеформированная или холоднодеформированная считается самой качественной металлической трубой, что позволяет использовать изделие в различных областях строительства и так далее. Чем различаются холоднодеформированные и горячедеформированные трубы? Где применяются данные виды труб? Какие нюансы существуют при монтаже того или иного вида труб? Ответы на эти и многие иные вопросы можно получить, ознакомившись с данной статьей.
Трубы, изготовленные из стали
Процесс производства
Рассматриваемый нами вид стального проката получают холоднокатаным способом.
Вначале цилиндрическая заготовка прокатывается в горячем состоянии на стане, в результате чего получают пустотелую трубную заготовку.
После охлаждения начинается непосредственно процесс холодного деформирования. Заготовку либо вытягивают до нужных типоразмеров на прокатном стане, либо протягивают через волочильное кольцо, добиваясь необходимых кондиций.
Первым способом получают холоднокатаную, вторым – холоднотянутую трубу.
Для улучшения эксплуатационных характеристик продукт в процессе производства обрабатывают термическим способом.
Материалы для производства
Производится продукция из качественных сплавов углеродистой, легированной или низколегированной стали, отдельные её виды – из коррозионностойкой стали.
Качество продукции во многом зависит от используемого сырья. Наиболее востребована сталь марки 20. Это высокотехнологичный сплав, легко поддающийся обработке и имеющий хорошую свариваемость.
Высокой прочностью, устойчивостью к низким температурам обладает марка 09Г2С. Используют также марки: 40х, 30ХГСА, 45, 10, 35.
Для применения в медицине, пищевой и химической промышленности бесшовные трубы изготовляют из нержавеющей стали. Здесь вне конкуренции марка 10Х17Н13М2Т.
Метод создания капиллярных материалов
Особое место среди бесшовного трубного проката занимают капиллярные трубки. Они изготавливаются из нержавеющей стали с наружным сечением от 0,3 до 5 мм. Регламент ГОСТа 14162–79 устанавливает более жесткие требования к точности размеров и качеству поверхности таких отводов.
Изделия получают путем волочения через калибр минимального диаметра.
Сложные условия производства этого вида бесшовной продукции требует существенных затрат, что отражается и на цене капиллярных трубок.
Особенности монтажа
Сооружение трубопровода из бесшовных труб предусматривает три вида соединений: резьбовое, электро- и газосварка.
Электросварка подходит и для толстостенных, и для тонкостенных отводов.
Нарезка резьбы производится на изделиях малых диаметров со стенками средней толщины или тонкими. В то же время на тонкостенных отводах её производить не всегда целесообразно, так как можно повредить конструкцию.
Вначале составляют план-схему магистрали. Прокладку трубопроводов ведут от приборов, насосов, компрессоров.
Газовую сварку используют, как правило, для стыковки тонкостенных труб, а также толстостенных с толщиной стенки до 6 мм.
Для того, чтобы металл проваривался полностью, на торцах толстостенных изделий обязательно снимают фаску. В данном случае более эффективно применение электросварки с электродами 4 мм.
Сначала делают прихватки в нескольких точках с противоположных сторон. В зависимости от толщины металла, шов производят в два, при необходимости, три слоя.
Герметичность стыковочного узла обязательно проверяют пробным пуском рабочей среды.
Холодная штамповка металла: технология, виды, оборудование
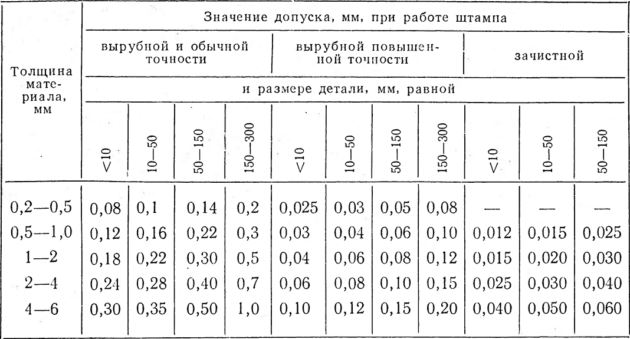
Холодная штамповка (ХШ) считается наиболее передовой методикой обработки металлов давлением. Ее квалифицированное применение позволяет получать изделия различных форм и размеров. Что важно, изделия, изготовленные по данной технологии, отличаются точностью своих геометрических параметров и высоким качеством сформированной поверхности, поэтому не нуждаются в дальнейшей доработке. Процесс выполнения холодной штамповки можно легко автоматизировать, что дает возможность изготавливать продукцию с его помощью с высокой производительностью.

Эти детали были изготовлены методом холодной штамповки
Тонкости технологии
Штамповка, или штампование, как часто называют такую технологическую операцию, – это процесс, при котором заготовка из металла под воздействием давления подвергается пластической деформации. В результате такого воздействия, для оказания которого используется специальное оборудование, из заготовки формируется готовое изделие требуемых размеров и формы. Деформирование металлической заготовки может выполняться с ее предварительным нагревом, тогда такой процесс называется горячей штамповкой. Если же никакого предварительного термического воздействия на заготовку не оказывается, тогда выполняется холодная штамповка металла.
Классификация основных операций штамповки
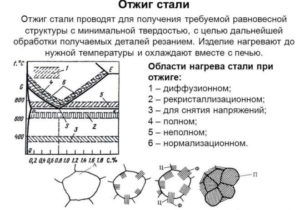
При выполнении холодной штамповки металла используется специальная технологическая оснастка. При этом металл, из которого сделана заготовка, подвергается дополнительному упрочнению. Между тем при выполнении холодной штамповки металла ухудшается его пластичность. Повышение прочности заготовки при выполнении холодной штамповки приводит к увеличению хрупкости металла, что является достаточно негативным фактором. Чтобы избежать этого, между технологическими операциями, из которых состоит штамповка деталей в холодном состоянии, выполняют термическую обработку заготовки – рекристаллизационный отжиг. В готовых изделиях, которые в процессе производства были подвергнуты такой термической обработке, оптимально сочетаются параметры прочности и пластичности.
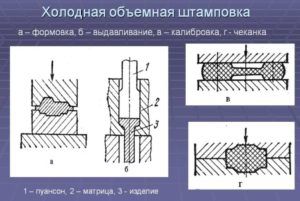
Виды холодной штамповки
Для того чтобы изменить изначальные геометрические параметры металлического листа в нескольких направлениях, применяется холодная объемная штамповка. Чтобы не увеличить сопротивление металла и, соответственно, не снизить его текучесть, такую технологическую операцию выполняют при температуре, которая не превышает ковочную.

Вырубка шайб – простейший пример холодной штамповки
Используя данную технологию, которая требует применения специального оборудования, изготавливают изделия повышенной точности, без таких дефектов, как горячие трещины, царапины, заусенцы и риски, участки, подвергнутые усадке металла. Однако из-за того, что штамповочный пресс, используемый для выполнения объемной ХШ, вынужден преодолевать огромное сопротивление ненагретого металла, получить с его помощью детали сложной конфигурации проблематично. В таких случаях лучше использовать не холодную, а горячую штамповку.
Еще одним видом обработки металла давлением, при выполнении которой заготовки не подвергаются предварительному нагреву, является холодная листовая штамповка. При выполнении обработки по данному методу в качестве заготовок могут выступать лист, лента или полоса, изготовленные из металла. Толщина стенок обрабатываемой детали при использовании такой технологии практически не изменяется, а получить пространственные изделия можно только из пластичных металлов.
Этапы изготовления штампов
Большую роль в обеспечении требуемого качества готового изделия играет проектирование штампов для холодной штамповки, за счет которых и происходит формирование детали с требуемыми геометрическими параметрами. Выполняться рабочие чертежи таких рабочих инструментов, устанавливаемых на штамповочных прессах, могут как в двух-, так и в трехмерном формате. Для решения этой задачи требуются соответствующие знания и навыки.
Разработка чертежа и последующее изготовление штампа, используемого для холодной штамповки, выполняются в несколько этапов:
- составление эскиза будущего штампа;
- изучение схемы, по которой будет выполняться раскрой материала, проверка такой схемы посредством специальной компьютерной программы;
- редактирование эскиза, если в том есть необходимость;
- окончательная проверка размеров разработанного штампа;
- обозначение положения и точных размеров отверстий, которые будут выполнены на рабочей поверхности штампа.
При разработке штампов часто приходится выбирать между качеством будущей детали и экономичностью производства
Разрабатывая штампы для холодной штамповки, необходимо разбить чертеж готового изделия на отдельные части и внимательно изучить их. После того как такая процедура будет выполнена, осуществляют производство штампов. При этом необходимо уделить особое внимание требованиям, которые предъявляются к параметрам готового изделия. Для каждого этапа технологического процесса холодной штамповки разрабатывается маршрутная карта, в которой учитываются как время выполнения отдельных операций, так и характеристики поковок на отдельных этапах обработки.

Большая часть штампов изготавливается из углеродистой или легированной стали, но иногда используются и сплавы алюминия и меди
В таком вопросе, как выполнение холодной штамповки металлической заготовки, значение имеют очень многие параметры, к которым, в частности, относятся последовательность выполнения технологических операций, распределение материала в полости рабочего инструмента, используемое оборудование и режимы обработки.
К процессу изготовления штампов для холодной штамповки также предъявляются серьезные требования, поскольку именно от точности данного инструмента зависит качество формируемого изделия.
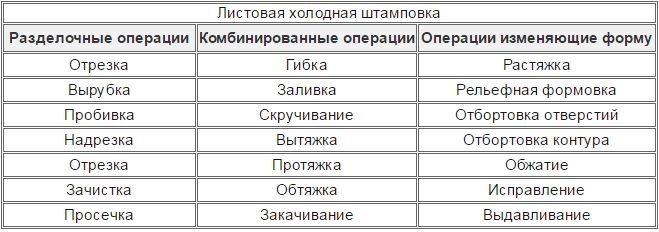
Штамповка деталей, при которой в качестве заготовки используется листовой металл, может включать в себя целый перечень механических операций. Такими операциями, в частности, являются резка, вырубка, выдавливание, гибка, холодная высадка, формовка, обжим и вытяжка. При этом резка, вырубка и ряд других технологических операций относятся к разделительным операциям, а холодная высадка, формовка, гибка и др. – к формоизменяющим.
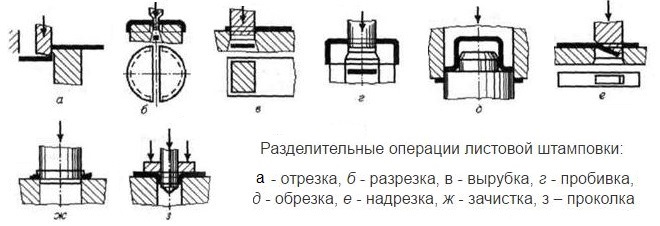
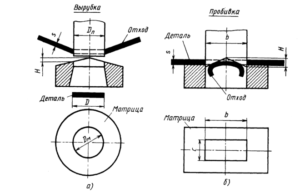
Типы разделительных операций листовой штамповки

Типы формоизменяющих операций листовой штамповки
После штамповки изделие может быть подвергнуто и ряду вспомогательных операций, к которым относятся отжиг и травление. При помощи таких операций готовому изделию придаются требуемые механические характеристики. Чтобы повысить износостойкость изделий, полученных методом холодной штамповки, на их поверхность наносят различные защитные покрытия.
Если заготовку из листового металла необходимо подвергнуть объемной штамповке, то такая операция может выполняться по двум технологическим схемам.
Первая из них состоит из трех операций:
- предварительной термической обработки заготовки (это необходимо для того, чтобы снизить прочность металла);
- подготовки поверхности заготовки к выполнению штамповки;
- непосредственно самой штамповки.
При выполнении холодной штамповки по второй технологической схеме к трем вышеуказанным этапам добавляется еще один – предварительная подготовка мерных заготовок, из которых и будут формироваться готовые изделия.
Холодная штамповка металла: технология, виды, оборудование
Мы проконсультируем вас по любым вопросам!
Холодная штамповка (ХШ) считается наиболее передовой методикой обработки металлов давлением. Ее квалифицированное применение позволяет получать изделия различных форм и размеров. Что важно, изделия, изготовленные по данной технологии, отличаются точностью своих геометрических параметров и высоким качеством сформированной поверхности, поэтому не нуждаются в дальнейшей доработке. Процесс выполнения холодной штамповки можно легко автоматизировать, что дает возможность изготавливать продукцию с его помощью с высокой производительностью.

Тонкости технологии
Штамповка, или штампование, как часто называют такую технологическую операцию, – это процесс, при котором заготовка из металла под воздействием давления подвергается пластической деформации. В результате такого воздействия, для оказания которого используется специальное оборудование, из заготовки формируется готовое изделие требуемых размеров и формы. Деформирование металлической заготовки может выполняться с ее предварительным нагревом, тогда такой процесс называется горячей штамповкой. Если же никакого предварительного термического воздействия на заготовку не оказывается, тогда выполняется холодная штамповка металла.
Мы проконсультируем вас по любым вопросам!
При выполнении холодной штамповки металла используется специальная технологическая оснастка. При этом металл, из которого сделана заготовка, подвергается дополнительному упрочнению. Между тем при выполнении холодной штамповки металла ухудшается его пластичность. Повышение прочности заготовки при выполнении холодной штамповки приводит к увеличению хрупкости металла, что является достаточно негативным фактором. Чтобы избежать этого, между технологическими операциями, из которых состоит штамповка деталей в холодном состоянии, выполняют термическую обработку заготовки – рекристаллизационный отжиг. В готовых изделиях, которые в процессе производства были подвергнуты такой термической обработке, оптимально сочетаются параметры прочности и пластичности.
Виды холодной штамповки
Для того чтобы изменить изначальные геометрические параметры металлического листа в нескольких направлениях, применяется холодная объемная штамповка. Чтобы не увеличить сопротивление металла и, соответственно, не снизить его текучесть, такую технологическую операцию выполняют при температуре, которая не превышает ковочную.

Используя данную технологию, которая требует применения специального оборудования, изготавливают изделия повышенной точности, без таких дефектов, как горячие трещины, царапины, заусенцы и риски, участки, подвергнутые усадке металла. Однако из-за того, что штамповочный пресс, используемый для выполнения объемной ХШ, вынужден преодолевать огромное сопротивление ненагретого металла, получить с его помощью детали сложной конфигурации проблематично. В таких случаях лучше использовать не холодную, а горячую штамповку.
Еще одним видом обработки металла давлением, при выполнении которой заготовки не подвергаются предварительному нагреву, является холодная листовая штамповка. При выполнении обработки по данному методу в качестве заготовок могут выступать лист, лента или полоса, изготовленные из металла. Толщина стенок обрабатываемой детали при использовании такой технологии практически не изменяется, а получить пространственные изделия можно только из пластичных металлов.
Этапы изготовления штампов
Большую роль в обеспечении требуемого качества готового изделия играет проектирование штампов для холодной штамповки, за счет которых и происходит формирование детали с требуемыми геометрическими параметрами. Выполняться рабочие чертежи таких рабочих инструментов, устанавливаемых на штамповочных прессах, могут как в двух-, так и в трехмерном формате. Для решения этой задачи требуются соответствующие знания и навыки.
Разработка чертежа и последующее изготовление штампа, используемого для холодной штамповки, выполняются в несколько этапов:
- составление эскиза будущего штампа;
- изучение схемы, по которой будет выполняться раскрой материала, проверка такой схемы посредством специальной компьютерной программы;
- редактирование эскиза, если в том есть необходимость;
- окончательная проверка размеров разработанного штампа;
- обозначение положения и точных размеров отверстий, которые будут выполнены на рабочей поверхности штампа.
Разрабатывая штампы для холодной штамповки, необходимо разбить чертеж готового изделия на отдельные части и внимательно изучить их. После того как такая процедура будет выполнена, осуществляют производство штампов. При этом необходимо уделить особое внимание требованиям, которые предъявляются к параметрам готового изделия. Для каждого этапа технологического процесса холодной штамповки разрабатывается маршрутная карта, в которой учитываются как время выполнения отдельных операций, так и характеристики поковок на отдельных этапах обработки.
В таком вопросе, как выполнение холодной штамповки металлической заготовки, значение имеют очень многие параметры, к которым, в частности, относятся последовательность выполнения технологических операций, распределение материала в полости рабочего инструмента, используемое оборудование и режимы обработки.
К процессу изготовления штампов для холодной штамповки также предъявляются серьезные требования, поскольку именно от точности данного инструмента зависит качество формируемого изделия.
Штамповка деталей, при которой в качестве заготовки используется листовой металл, может включать в себя целый перечень механических операций. Такими операциями, в частности, являются резка, вырубка, выдавливание, гибка, холодная высадка, формовка, обжим и вытяжка. При этом резка, вырубка и ряд других технологических операций относятся к разделительным операциям, а холодная высадка, формовка, гибка и др. – к формоизменяющим.
Производство штампов для холодной штамповки
Изготовление металлических деталей при помощи холодной штамповки занимает большую часть в технологии обработки материалов и часто применяется в разных отраслях промышленного производства. В основе метода лежит пластическое деформирование поверхностей без их дополнительного предварительного нагрева. Применение специального оснащения в виде штампов позволяет получить детали практически любой формы и размера.
Особенности технологии штампования
Штамповкой называют сложный технологический процесс, во время которого металлическая заготовка подвергается механическому давлению, что приводит к ее пластической деформации. Для выполнения подобной обработки используется специальное оборудование. В результате его воздействия на материал получают заготовки требуемой формы и размеров. Основным сырьем, применяемым для штампования, является листовой металл разной толщины.
Данный метод обработки разделяют на два вида:

- горячий. Подразумевает предварительное нагревание заготовок;
- холодный. Перед штамповкой заготовки не нагреваются.
Горячее штампование применяется для материалов, не обладающих высокой пластичностью. Данный метод обработки чаще всего используется при производстве заготовок небольшими партиями из металлического листа, имеющего толщину 5 мм. При изготовлении деталей возникает необходимость применения больших допусков. При их остывании происходит коробление и другие негативные процессы, влияющие на размеры будущей заготовки.
При выполнении холодного штампования используется специальная оснастка. В процессе обработки материал дополнительно упрочняется, но теряется его пластичность. Чтобы предотвратить повышение хрупкости готовых изделий, их дополнительно подвергают рекристаллизационному отжигу.
Особенности технологии холодного штампования
Технология штамповки холодным способом подразумевает обработку заготовок с изменением их формы и размеров, но с сохранением других геометрических характеристик.
В качестве сырья для получения необходимых изделий используются полосы, лента или листы, полученные из легированных низкоуглеродистых сталей. Могут применяться сплавы алюминия, меди, латуни, магниевые, титановые или другие высокопластичные составы. Это связано с тем, что такие материалы легко поддаются деформации.
Перечень выполняемых операций во время штампования
В процессе холодной штамповки металла выполняются различные операции, которые помогают придать изделию требуемых характеристик. Они могут быть разделительными и формоизменяющими. В первом случае поверхность материала частично отделяют по указанному контуру. К разделительным операциям относят:
- резка. Отделение части заготовки по прямой или фигурной линии при помощи пресса в виде ножниц;
- пробивка. Выполняется для создания в детали отверстия необходимой формы и размера;
- вырубка. Готовая деталь имеет вид замкнутого контура.
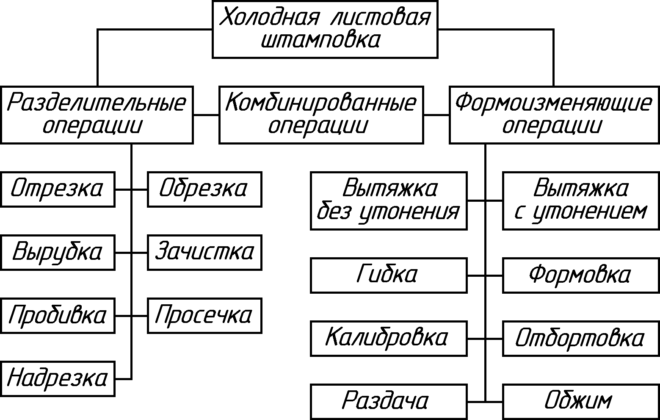
Формоизменяющие операции при штамповке подразумевают изменение формы или размеров заготовки из листового металла путем перемещения ее частей определенным способом. При этом не происходит физическое разрушение детали. К самым распространенным формоизменяющим операциям относят:
- вытяжка. Относится к объемной штамповке, при помощи которой получают полые детали разной формы (конуса, цилиндра, полусферы, куба);
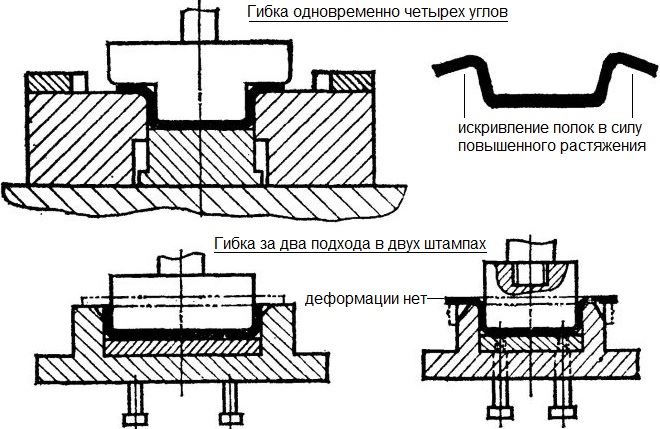
- гибка. С помощью такой штамповки изгибу листового материала придается практически любая форма;
- рельефная формовка. Подразумевает локальные изменения при сохранении конфигурации самой заготовки;
- холодная высадка. Позволяет получить деталь нужной длины с увеличением ее диаметра.
Возможно штампование комбинированным способом, подразумевающим разделение и формообразование детали.
Дополнительные операции, выполняемые в процессе штампования
В процессе холодной штамповки металла его могут подвергать некоторым вспомогательным операциям, позволяющим повысить эксплуатационные качества полученных изделий. К таким относят отжиг и травление. С их помощью улучшаются механические характеристики, и увеличивается срок службы деталей.
Для улучшения износостойкости металла его обрабатывают специальными защитными покрытиями.
При объемной штамповке выполняется перечень операций, позволяющих улучшить механические характеристики изделий из металла:
- предварительная термическая обработка металла для снижения его прочности;
- подготовка поверхности к основным работам;
- непосредственно обработка металла.
Оборудование для холодного штампования
Холодное штампование металла осуществляется при помощи специального оборудования. Для обработки деталей применяется штамповочный пресс, который может быть механическим (эксцентриковые, с кривошипно-шатунным механизмом) или гидравлическим.
Особенности устройства и работы пресса кривошипного типа

Листовая штамповка, подразумевающая вырубку, вытяжку, пробивку металла, проводится на прессах кривошипного типа. Он имеет электрический привод.
Основным действующим элементом пресса является кривошипный вал. Он движется за счет передачи вращения от маховика электродвигателя через зубчатый механизм. В результате ползун кривошипа осуществляет возвратно-поступательные действия, что запускает штампование.
Основные узлы кривошипного пресса изготовляются из высокопрочной стали. Они дополнительно укрепляются, что придает оборудованию повышенную жесткость.
Устройство гидравлического пресса
Гидравлические прессы преимущественно используются для проведения объемной штамповки методом продавливания.
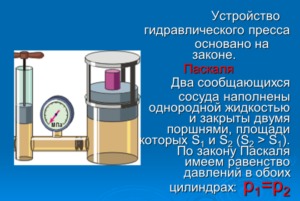
Принцип действия такого оборудования довольно прост:
- работа пресса обеспечивается давлением жидкости, которая размещается в двух специальных емкостях с поршнями;
- резервуары соединены между собой при помощи трубки;
- давление, возникающее в процессе ее передвижения жидкости по емкостям пресса, передается на ползун;
- за счет смещения ползуна осуществляется холодное штампование.
Как происходит изготовление штампов для проведения холодной штамповки?
Штампом называют специфический вид оснастки, которая активно используется в процессе листовой штамповки. Он непосредственно воздействует на материал, деформируя его. После обработки металл приобретает такую же форму, какая характерна для рабочей части штампа. Данный инструмент устанавливается на специальные молоты и прессы, приводящие его в действие.
Штамп состоит из двух частей – матрицы и пуансона. Последний элемент закрепляется на специальном ползуне, за счет которого осуществляется движение инструмента. Деформация металла происходит в момент прижимания пуансона к матрице.
Этапы производства штампов для холодного штампования
К процессу создания эскизов штампов и их непосредственному изготовлению предъявляются высокие требования. От качества полученной оснастки зависит правильность формировки самых изделий и их качество. Обычно изготовление штампов происходит в такой последовательности:
- Составляется эскиз штампа с учетом всех представленных требований.
- При помощи специальной компьютерной программы создается схема штампа.
- Определяется рациональность полученного оснащения, при необходимости проводится корректировка эскиза.
- Определяются места, где в дальнейшем будут сформированы отверстия необходимого размера и формы.
- После согласования чертежей непосредственно приступают к изготовлению штампа.
Заготовки, изготовленные из металла, будут правильно обработаны методом холодного штампования, если эффективно подобрать все оснащение. Штампы – это один из главных элементов, влияющих на качество проведенных работ. При их изготовлении используется современное оборудование с ЧПУ, что позволяет осуществить необходимый контроль качества.





