Холоднодеформированные трубы: стандарты и технология производства
4 Приказом Федерального агентства по техническому регулированию и метрологии от 28 октября 2014 г. N 1449-ст межгосударственный стандарт ГОСТ 32678-2014 введен в действие с 1 января 2016 г. в качестве национального стандарта Российской Федерации
5 Настоящий стандарт подготовлен на основе применения ГОСТ Р 54159-2010
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе “Национальные стандарты”, а текст изменений и поправок – в ежемесячном информационном указателе “Национальные стандарты”. В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе “Национальные стандарты”. Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования – на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Введение
Настоящий стандарт разработан взамен межгосударственных стандартов ГОСТ 8733, ГОСТ 8734, ГОСТ 9567 и ГОСТ 10707 с учетом современных достижений науки, техники и технологии, передового национального опыта изготовления и использования труб.
Трубы, изготовляемые по ГОСТ 8733, ГОСТ 8734, ГОСТ 9567 и ГОСТ 10707, несмотря на различные способы изготовления, имеют одну и ту же область применения как трубы общего назначения. Сварные трубы благодаря освоению современной технологии удаления наружного и внутреннего грата и совместного воздействия холодной деформации и термической обработки по своим прочностным и технологическим свойствам не уступают бесшовным холоднодеформированным трубам, а по точности и качеству поверхности превосходят их. Поэтому правомерно объединение требований перечисленных стандартов в один стандарт, при этом настоящий стандарт имеет ряд существенных отличий:
– по сравнению с ГОСТ 8734 и ГОСТ 10707 в настоящем стандарте расширен сортамент труб от 4х0,2 мм до 325х24,0 мм (кроме сварных холоднодеформированных труб, толщина стенки которых ограничена 12,0 мм);
– по сравнению с ГОСТ 9567 сортамент труб ограничен максимальным размером труб 325х24,0 мм, поскольку настоящий стандарт распространяется на трубы общего назначения;
– по согласованию между изготовителем и заказчиком предусмотрена возможность изготовления труб других размеров;
– для бесшовных и сварных холоднодеформированных труб установлены три точности изготовления: обычная, повышенная и высокая;
– унифицированы предельные отклонения по диаметру и толщине стенки бесшовных и сварных холоднодеформированных труб;
– установлены нормы механических свойств металла труб из сталей марок 09Г2С и 30ХМА при испытании на растяжение;
– внесено дополнение, предусматривающее возможность изготовления труб с проведением неразрушающего контроля для выявления продольных дефектов.
Стандартом установлены дополнительные требования, направленные на повышение точности труб, качества поверхности, в частности изготовление труб со шлифованной поверхностью, дополнительные требования по специальной отделке концов труб, а также ряд других требований.
1 Область применения
Настоящий стандарт распространяется на бесшовные и сварные холоднодеформированные трубы общего назначения из углеродистых и легированных сталей.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ ИСО 10332-2002* Трубы стальные напорные бесшовные и сварные (кроме труб, изготовленных дуговой сваркой под флюсом). Ультразвуковой метод контроля сплошности
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. – Примечание изготовителя базы данных.
ГОСТ 380-2005 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 2015-84 Калибры гладкие нерегулируемые. Технические требования
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3728-78 Трубы. Метод испытания на загиб
ГОСТ 3845-75 Трубы металлические. Метод испытания гидравлическим давлением
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 7565-81 Чугун, сталь и сплавы. Метод отбора проб для определения химического состава
ГОСТ 8026-92 Линейки поверочные. Технические условия
ГОСТ 8693-80 (ИСО 8494-86) Трубы металлические. Метод испытания на бортование
ГОСТ 8694-75 Трубы. Метод испытания на раздачу
ГОСТ 8695-75 Трубы. Метод испытания на сплющивание
ГОСТ 9012-59 (ИСО 410-82, ИСО 6506-81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9045-93 Прокат тонколистовой холоднокатаный из низкоуглеродистой качественной стали для холодной штамповки. Технические условия
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 10006-80 (ИСО 8692-84) Трубы металлические. Метод испытания на растяжение
ГОСТ 10692-80 Трубы стальные, чугунные и соединительные части к ним. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 11358-89 Толщиномеры и стенкомеры индикаторные с ценой деления 0,01 и 0,1 мм. Технические условия
ГОСТ 12344-2003 Стали легированные и высоколегированные. Методы определения углерода
ГОСТ 12345-2001 (ИСО 671-82, ИСО 4935-89) Стали легированные и высоколегированные. Методы определения серы
ГОСТ 12346-78 (ИСО 439-82, ИСО 4829-1-86) Стали легированные и высоколегированные. Методы определения кремния
ГОСТ 12347-77 Стали легированные и высоколегированные. Методы определения фосфора
ГОСТ 12348-78 (ИСО 629-82) Стали легированные и высоколегированные. Методы определения марганца
ГОСТ 12349-83 Стали легированные и высоколегированные. Методы определения вольфрама
ГОСТ 12350-78 Стали легированные и высоколегированные. Методы определения хрома
ГОСТ 12351-2003 (ИСО 4942:1988, ИСО 9647:1989) Стали легированные и высоколегированные. Методы определения ванадия
ГОСТ 12352-81 Стали легированные и высоколегированные. Методы определения никеля
ГОСТ 12353-78 Стали легированные и высоколегированные. Методы определения кобальта
ГОСТ 12354-81 Стали легированные и высоколегированные. Методы определения молибдена
ГОСТ 12355-78 Стали легированные и высоколегированные. Методы определения меди
ГОСТ 12356-81 Стали легированные и высоколегированные. Метод определения титана
ГОСТ 12357-84 Стали легированные и высоколегированные. Методы определения алюминия
ГОСТ 12358-2002 Стали легированные и высоколегированные. Методы определения мышьяка
ГОСТ 12359-99 (ИСО 4945-77) Стали углеродистые, легированные и высоколегированные. Методы определения азота
ГОСТ 12360-82 Стали легированные и высоколегированные. Методы определения бора
ГОСТ 12361-2002 Стали легированные и высоколегированные. Методы определения ниобия
ГОСТ 12362-79 Стали легированные и высоколегированные. Методы определения микропримесей сурьмы, свинца, олова, цинка и кадмия
ГОСТ 12363-79 Стали легированные и высоколегированные. Методы определения селена
ГОСТ 12364-84 Стали легированные и высоколегированные. Методы определения церия
ГОСТ 12365-84 Стали легированные и высоколегированные. Методы определения циркония
ГОСТ 14637-89 (ИСО 4995-78) Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия
Все о стальных холоднодеформированных бесшовных трубах: классификация и сортамент + таблица размеров по ГОСТу
Здравствуйте, уважаемый читатель! Широкое применение во многих отраслях человеческой деятельности находят трубы стальные бесшовные холоднодеформированные. Рассмотрим, чем они так привлекательны, как их правильно выбирать и монтировать.
Технические характеристики и свойства
Отсутствие сварного шва придает изделиям этого типа высокую прочность.
Они способны выдерживать повышенное рабочее давление, прекрасно переносят перепады температур. Меньше подвержены коррозии, устойчивы к воздействию агрессивных химических веществ.
Выпускаются с различными размерами наружных сечений от 5 до 550 мм. Толщина стенок варьируется от 0,3 до 75 мм.

Сферы применения
Бесшовные трубы востребованы в тех сферах, где предъявляются повышенные требования к качеству и прочности трубопровода.
Их широко используют для транспортировки нефтехимической и газовой продукции, подачи топлива в ответственных узлах автомобилей, судов.
Они применяются в сооружении различных наружных и внутренних коммуникаций как в жилищно-коммунальной сфере, так и на промышленных предприятиях.
Большой выбор типоразмеров позволяет использовать их в мебельных конструкциях, декорировании помещений.
Процесс производства
Рассматриваемый нами вид стального проката получают холоднокатаным способом.
Вначале цилиндрическая заготовка прокатывается в горячем состоянии на стане, в результате чего получают пустотелую трубную заготовку.
После охлаждения начинается непосредственно процесс холодного деформирования. Заготовку либо вытягивают до нужных типоразмеров на прокатном стане, либо протягивают через волочильное кольцо, добиваясь необходимых кондиций.
Первым способом получают холоднокатаную, вторым – холоднотянутую трубу.
Для улучшения эксплуатационных характеристик продукт в процессе производства обрабатывают термическим способом.
Материалы для производства
Производится продукция из качественных сплавов углеродистой, легированной или низколегированной стали, отдельные её виды – из коррозионностойкой стали.
Качество продукции во многом зависит от используемого сырья. Наиболее востребована сталь марки 20. Это высокотехнологичный сплав, легко поддающийся обработке и имеющий хорошую свариваемость.
Высокой прочностью, устойчивостью к низким температурам обладает марка 09Г2С. Используют также марки: 40х, 30ХГСА, 45, 10, 35.

Для применения в медицине, пищевой и химической промышленности бесшовные трубы изготовляют из нержавеющей стали. Здесь вне конкуренции марка 10Х17Н13М2Т.
Метод создания капиллярных материалов
Особое место среди бесшовного трубного проката занимают капиллярные трубки. Они изготавливаются из нержавеющей стали с наружным сечением от 0,3 до 5 мм. Регламент ГОСТа 14162–79 устанавливает более жесткие требования к точности размеров и качеству поверхности таких отводов.
Изделия получают путем волочения через калибр минимального диаметра.
Сложные условия производства этого вида бесшовной продукции требует существенных затрат, что отражается и на цене капиллярных трубок.
Преимущества и недостатки
Рассмотрим плюсы и минусы холоднодеформированных бесшовных отводов.
К достоинствам продукции относят:
- Более высокое качество исполнения по точности размеров и геометрии изделий в сравнении с горячекатаной продукцией.
- Большую прочность, позволяющую применять трубы в сложных и ответственных системах.
- Возможность обрабатывать изделия хромированием и цинкованием, что улучшает их антикоррозийные свойства.
Недостатком является высокая, по сравнению с горячекатаной продукцией, цена.
Требования к трубам
Продукция производится в соответствии с условиями, изложенными в ГОСТе 8733 74.
Отводы при производстве должны проходить термическую обработку, за исключением. Потребитель имеет право отказаться от обжига труб, или наоборот, потребовать термообработку вышеуказанных отводов.
Поверхность изделий должна быть без трещин и рваных частей. В то же время допускаются несущественные окалины, вмятины и следы устранения дефектов, которые не влияют на размеры труб.
Торцы отводов должны быть обрезаны ровно и обработаны.

Трубы, приобретаемые заказчиком для работы под давлением, проходят специальные испытания. Для проведения контроля непосредственно в ходе производства используют специальную ультразвуковую измерительную установку с автоматической фиксацией и расшифровкой результатов проверки.
Классификация и сортамент по госту
По показателям, которые определяют качество выпускаемой продукции, БШ трубы холодного проката подразделяют на пять групп:
Б — из сплавов стали спокойной с регулируемыми химическими свойствами;
В – регулируется и химсостав, и механические параметры;
Г – нормируются все качества изделий, прошедших термообработку;
Д — нормируется только показатель испытательного давления;
Е – изделия, прошедшие специальную термообработку.
Важное значение для определения прочностных характеристик имеет классификация в зависимости от толщины стенок. Различают, в частности, трубы тонкостенные и с увеличенными стенками.
Сортамент бесшовных отводов холоднодеформированных установлен ГОСТом 8734-75.
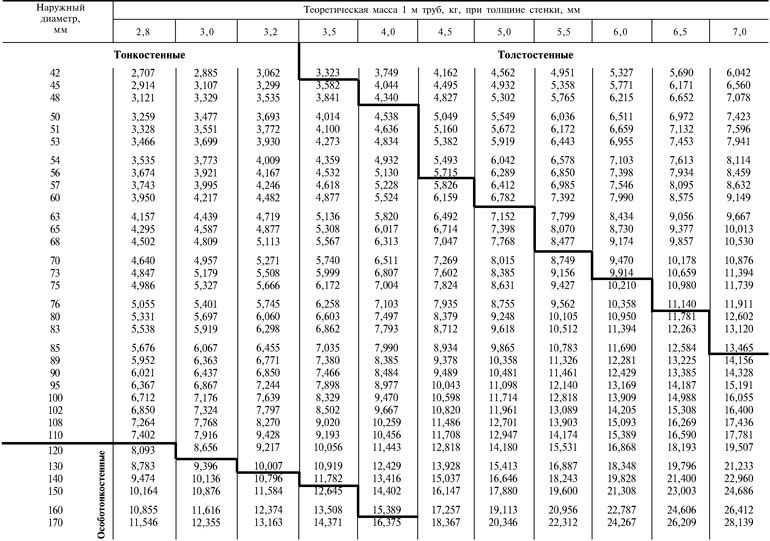
- Размер наружного сечения – от 5 до 250 мм.
- Толщину стенок – от 0,3 до 24 мм.
- Длину – от 1,5 до 12 метров.
- Вес одного метра изделия по каждому его типоразмеру.
Номенклатура
На рынке трубной продукции БШ изделия холодной прокатки представлены отводами разных типоразмеров и используемых для их производства марок сталей.
По коэффициенту отношения внешнего сечения и толщины стенки они подразделяются на:
- Тонкостенные – от 12,5 до 40.
- Особо тонкостенные – от 40 и выше.
- Толстостенные – от 6 до 12,5.
- Особо толстостенные – меньше 6.
Как выбрать
Выбор оборудования обусловлен назначением и характеристиками проектируемого трубопровода.
Подбирают трубы по:
- Внешнему сечению.
- Толщине стенок и индексу соотношения наружного диаметра и толщины стенки.
Использование, например, толстостенных бесшовных отводов, которые стоят гораздо больше своих тонкостенных и электросварных аналогов, оправданно только при сооружении магистрали с высоким рабочим давлением.
На что ориентироваться
Важно удостовериться, что продукт изготовлен в соответствии с требованиями ГОСТа 8734. Если выявлено отклонение от установленных параметров, то приобретать данный товар для возведения важного и ответственного объекта не рекомендуется.
Примерная цена
Стоимость бесшовных труб зависит от типоразмеров изделия, марки стали и конкретного производителя. Цену продавцы устанавливают либо за метр, либо за тонну продукции.
Так, холоднокатаная бесшовная труба по ГОСТ 8734-75 диаметром 10 мм, толщиной стенки 2 мм, сталь 20 стоит 185 тысяч рублей за тонну.
Такая же труба, но сечением 12 мм, обойдется в 205 тысяч.
Особенности монтажа
Сооружение трубопровода из бесшовных труб предусматривает три вида соединений: резьбовое, электро- и газосварка.
Электросварка подходит и для толстостенных, и для тонкостенных отводов.
Нарезка резьбы производится на изделиях малых диаметров со стенками средней толщины или тонкими. В то же время на тонкостенных отводах её производить не всегда целесообразно, так как можно повредить конструкцию.
Вначале составляют план-схему магистрали. Прокладку трубопроводов ведут от приборов, насосов, компрессоров.
Газовую сварку используют, как правило, для стыковки тонкостенных труб, а также толстостенных с толщиной стенки до 6 мм.

Для того, чтобы металл проваривался полностью, на торцах толстостенных изделий обязательно снимают фаску. В данном случае более эффективно применение электросварки с электродами 4 мм.
Сначала делают прихватки в нескольких точках с противоположных сторон. В зависимости от толщины металла, шов производят в два, при необходимости, три слоя.
Герметичность стыковочного узла обязательно проверяют пробным пуском рабочей среды.
Заключение
Мы рассмотрели особенности бесшовной холоднодеформированной трубы. Надеемся, что опубликованный материал оказался для вас полезным. Желаем удачи в строительных делах. Подписывайтесь на наши статьи, делитесь опытом в социальных сетях.
Производство бесшовных труб
Бесшовные трубы изготавливаются из монолитного металла, цельный корпус не имеет швов и других соединений. Это повышает устойчивость к перепадам давления и действиям агрессивных сред, увеличивает стойкость к разрывам.
Главное преимущество этой категории — герметичность, кроме этого исключаются все неблагоприятные факторы, связанные со сварным соединением: остаточные напряжения, микроскопические неровности и наплывы. По бесшовной технологии выпускают толстостенный и тонкостенный трбопрокапрокат: от 0,3 до 75 мм. Для получения равноценных показателей прочности требуется меньшее количества сырья, чем в производстве прямошовных аналогов, следовательно снижается вес конструкций. Изделия с большой толщиной стенки имеют повышенный запас стойкости к механическим воздействиям.
Стальные бесшовные трубы классифицируют по способу производства:
- Горячекатаные;
- Холоднокатаные;
- Цельнотянутые.
- Повышенная устойчивость к внутренним и внешним нагрузкам;
- Снижение металлоемкости;
- Стойкость к коррозии за счет отсутствия микродефектов, присущих сварным швам;
- Абсолютное исключение завоздушивания среды.
- Отличная обрабатываемость при изготовлении гнутых деталей: отводов, змеевиков.
Несмотря на преимущества, применение не всегда оказывается целесообразным. В коммунальных сетях практически отсутствуют нагрузки, которые не может выдержать недорогой электросварной прокат. Затраты на производство являются основной причиной, по которой повсеместное использование ограничивается. Пока ни одна из применяемых технологий не позволяет выпускать изделия с диаметром более 550 мм. Этого не всегда достаточно для обеспечения требований к пропускной способности в магистральных линиях.
Техника безопасносности запрещает использование трубного проката с цельным корпусом для транспорта взрывчатых и пожароопасных веществ.

Виды бесшовных труб
Горячекатаные
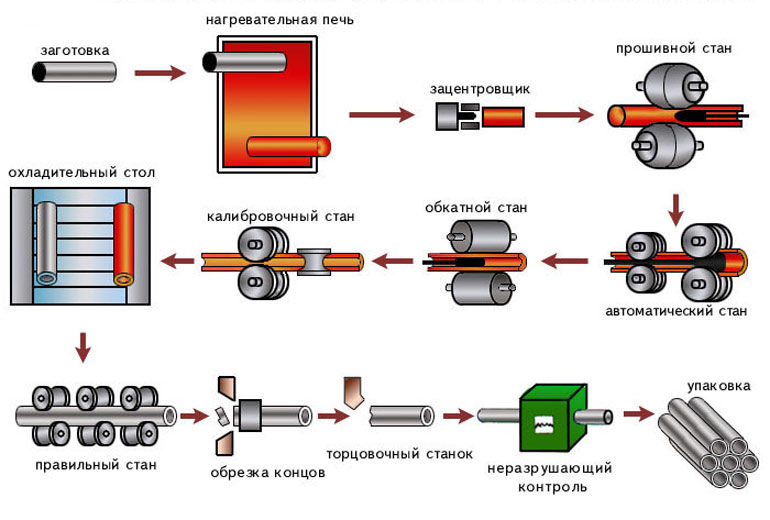
Так как производство обычно включает несколько операций, технологический процесс организуют с помощью автоматических линий. Заготовкой для горячекатаной продукции служит слиток. Производственный цикл состоит из следующих этапов:
- Разогрев заготовки в кольцевой печи;
- Прошивка (прокалывание);
- Раскатка гильзы, заготовка принимает цилиндрическую форму;
- Обкатка до параметров трубы;
- Калибровка, редуцирование (когда нужна небольшая толщина стенки);
- Охлаждение;
- Стабилизирующий отжиг.
В зависимости от характеристик сплава слиток нагревают до 1100-1250 С⁰. Сразу после отжига поверхность металла покрыта окалиной. Если предусмотрены дополнительные требования, полуфабрикаты очищают в кислотном растворе, шлифуют и наносят покрытие. Технические условия отражены в регламенте ГОСТ 32528-2013, а сортамент в ГОСТ 8232-78 (кроме этого действует старый стандарт ГОСТ 8734-75 с уточнениями).

Структура металла при горячей обработке сохраняет пластичность и ударную вязкость, при эксплуатации такой трубопровод гасит вибрации, выдерживает значительный вес грунта.

Холоднодеформированные
Холоднодеформированный трубопрокат изготовить сложнее. Сталь без нагрева обрабатывается медленнее, циклы раскатки перемежаются со стабилизирующей термообработкой, очисткой, сушкой в специальной камере, нанесением смазок.
Заготовкой служит отцентрованная цилиндрическая форма (гильза). Для раскатки чаще всего используют трехвалковые станы. Валки размещаются с уклоном, от величины угла зависят параметры будущего изделия. Учитывается предел прочности сплава, при котором дальнейшая деформация невозможна без разрывов. Несмотря на то, что технологию называют холодной, от трения сталь разогревается до значительных температур.
При холодной деформации структура металла вытягиваются в направлении приложения усилий, во время термообработки происходит рекристаллизация, зерна измельчаются и строение снова становится однородным. Таким образом, прочность закладывается на молекулярном уровне, при этом число повторяющихся циклов может достигать 17. Технические условия регулируются регламентом ГОСТ P 54159-2010, типоразмеры приведены в ГОСТ 8734-75.
К холоднодеформируемому сортаменту применяют дополнительную классификацию по толщине стенки:
- Особотонкостенные — до 0,5 мм.;
- Тонкостенные — до 1,5 м
- Толстостенные — отношение наружного диаметра к толщине стенки не более 6;
- Особотолстостенные — отношение наружного диаметра к толщине стенки от 6 до 12,5.
Холодным методом производят трубопрокат малого веса и высокой точности, в том числе капиллярные трубки. Готовые полуфабрикаты используют для монтажа трубопроводных систем, контуров теплообменного оборудования, изготовления змеевиков и различных деталей.
Цельнотянутые
Цельнотянутые трубы часто путают с остальной бесшовной продукцией, но их нельзя отнести к горячекатаным или холоднокатаным. Специальные болванки нагревают и протягивают через стан, раскатывающие станки не применяются. Изделия отличаются незначительным тепловым удлинением, используются для поставок пара, в авиации, атомной промышленности и других узкоспециальных областях. Учитывая специфическое назначение, для углеродистых сталей сразу предусматривают коррозионно-стойкие покрытия.
Сферы применения
Основная функция бесшовной трубы — транспортировка сред под давлением или работа с особо-опасными веществами, когда протечки или разрывы могут угрожать безопасности людей или нанести вред экологии. Каждый вид имеет свои достоинства и технические параметры.
Технология производства горячекатаного проката самая простая, металлопродукция универсальна и используется во всех отраслях промышленности.
- В городских инженерных сетях: толстостенные изделия выдерживает нагрузки грунта, сокращают теплопотери;
- Передача горячих сред любого назначения;
- Транспортировка газа, нефти, организация технологических и промысловых трубопроводов;
- В качестве свай, столбов, опорных элементов, обсадных труб;
- Для изготовления тройников, отводов для трубопроводных систем;
- Детали агрегатов, котельных установок, автомобилей.
Цельнотянутый трубопрокат — самый дорогой и металлоемкий, толщина стенок может достигать 10% от диаметра. Основное отличие — низкое тепловое расширение. Продукция используется при прокладке магистральных и технологических трубопроводов в энергетическом секторе, нефтеперерабатывающей промышленности и других отраслях.
Холоднокатаные полуфабрикаты отличаются высокой точностью, малым весом, могут быть тонкостенными и толстостенными. Область применения довольно широка. Благодаря однородной структуре металла трубы легко справляются с перепадами напора, идеально-ровная внутренняя поверхность увеличивает пропускную способность и повышает коррозионную стойкость. Единственное ограничение: плохая устойчивость к ударным и растягивающим нагрузкам.
- Технологические трубопроводы на пищевых и промышленных производствах;
- Гидравлические установки, теплообменное оборудование;
- Приборостроение, например капиллярные трубки применяют в аппаратах дозирования;
- Змеевики, спирали, поршневые механизмы;
- Приборы экспериментальных лабораторий;
- Авиация и судостроение: ценится высокая прочность и небольшой вес;
- Выхлопные системы автомобилей, дымоходы печного оборудования;
- Металлоконструкции, перила, ограждения.
При транспортировке питьевой воды, в химической промышленности и на пищевых предприятиях, предъявляют особые требования к химическому составу: ограничивается содержание вредных примесей и элементов, вступающих в реакции с конкретными средами.
Способы монтажа и соединения
Монтаж трубопроводов принципиально не отличается от возведения конструкций из прямошовных аналогов. Сварное соединение наиболее надежно и применяется для систем с высоким давлением, при работе с кислотами и щелочами. Для сред низкой агрессивности с температурой до 100 С⁰ допускается крепление на резьбе, но при вибрационных воздействиях возможно самопроизвольное отвинчивание.
- Сварка: выбор метода зависит от технических параметров;
- Резьба: если позволяет толщина металла нарезается производителем или на токарном станке, для герметизации применяют уплотнители.
- Особотонкостенные (до 20 мм) — газовая сварка. Аппараты малой мощности не вызывают перегрева и позволяют выполнить аккуратный шов даже новичку.
- Тонкостенные (от 20 мм) — электросварка встык;
- Толстостенные — электросварка после снятия V-образной фаски.
Для организации разводки применяются приварные и резьбовые фасонные детали, направление изменяют трубогибами. Для инженерных сетей с давлением до 250 кгс/см² можно использовать воротниковые фланцы.
Нередко бесшовные трубы изготавливают из нержавеющих сталей, специальных сплавов и цветных металлов. В таком случае монтаж проводят в соответствии с технической документацией, подбирают способ и режимы сваривания, электроды. При выборе методов сварки учитывают назначение трубопровода: для некоторых систем крайне важна химическая стойкость шва, для других — термостойкость.
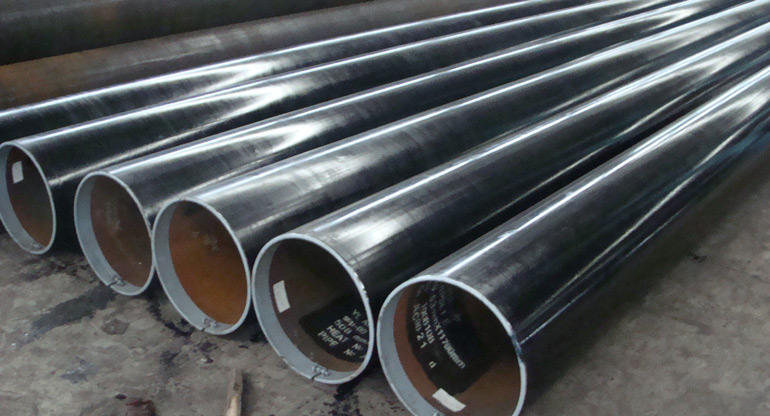
Бесшовные холоднодеформированные трубы
 Если рассматривать различные виды труб, то наибольшей популярностью пользуются бесшовные холоднодеформированные трубы. Используют их не только в строительстве, но и в самолетостроении, машиностроении, пищевой и химической промышленности.
Если рассматривать различные виды труб, то наибольшей популярностью пользуются бесшовные холоднодеформированные трубы. Используют их не только в строительстве, но и в самолетостроении, машиностроении, пищевой и химической промышленности.
Особенностью таких изделий является отсутствие любых возможных швов. Это снижает риск возникновения протечек или разрывов труб. Трубы холоднодеформированные бесшовные имеют очень длительный срок активной эксплуатации и обладают высочайшей прочностью и надежностью.
- Технологии изготовления методом холодной деформации
- ГОСТ на стальные бесшовные холоднодеформированные трубы
- Бесшовные холоднодеформированные изделия специального назначения
Технологии изготовления методом холодной деформации
При изготовлении холоднодеформированных изделий широко используется так называемый метод холодной прокатки. Благодаря этому удается получить изделия, имеющие точные параметры. Это касается диаметра, толщины стенок и заданной длины труб.
Немаловажное значение имеет температура прокатки, ее значение не должно превышать максимальную температуру, способную спровоцировать необратимые изменения в металле.
На прокатном станке заготовка подвергается воздействию высокого давления с приданием ей нужной формы. В процессе повторной прокатки уменьшается диаметр трубы, а ее стенки становятся более тонкими. После высушивания и промывки бесшовная холоднодеформированная стальная труба снова попадает на прокатный станок для придания ей окончательной формы. Между циклами прокатов на трубы может наноситься медное покрытие, которое благоприятно влияет на прочность и долговечность изделий. Таким способом можно производить изделия, имеющие очень тонкие стенки.
ГОСТ на стальные бесшовные холоднодеформированные трубы
По отношению к данным изделиям действует ГОСТ 8733-78. Трубы должны производиться из углеродистой, а также из легированной стали.
Изделия, в зависимости от своей длины изделия могут быть:
- Мерной длины. Разброс длин составляет от 4,5 до 5 м.
- Немерной длины. Минимальная длина — 1,5 м, а максимальная — 11,5 м.
- Длины, кратной мерной длине.
 Трубы по своему качеству делятся на несколько категорий:
Трубы по своему качеству делятся на несколько категорий:
- Б. Производятся из спокойных сортов легированной или углеродистой стали.
- В. Изделия имеют нормированные механические свойства.
- Д. Нормирование максимально допустимого гидравлического давления.
- Е. Производится нормирование их механических свойств после проведения процедур термической обработки.
Также холоднодеформированные изделия классифицируют по отношению величины их наружного диаметра к используемой толщине стенок:
- Особо тонкостенные. Данный показатель составляет более 40. Сюда же относятся изделия, имеющие диаметр до 20 мм и толщину стенки 0,5 мм.
- Тонкостенные. 12,5-40. Здесь же изделия с диаметром до 20 мм и толщиной стенок 1,5 мм.
- Толстостенные. Соотношение равно 6-12,5.
- Особо толстостенные. Соотношение менее 6.
По точности изготовления изделия классифицируются на 2 категории:
- Изделия обычной точности.
- Изделия повышенной точности.
Бесшовные холоднодеформированные изделия общего назначения дополнительно обрабатываются травлением и высокой температурой. Также испытания проводятся на сжатие, изгиб, твердость, водные испытания, а при необходимости — ультразвуковое исследование.
Бесшовные холоднодеформированные изделия специального назначения
В ряде случаев к данной продукции предъявляются особые требования.
Из-за этого существует подразделение на следующие категории:
- Капиллярные трубы, имеющие очень маленький диаметр. Для их изготовления необходима особая марка стали, обладающая устойчивостью к коррозии. Используются в нефтяной, газовой, горнодобывающей и химической промышленности.
- Трубы высокого давления. Материал — конструкционная углеродистая сталь. Производится их проверка на гидравлическое давление и растяжение. Используются в дизельных и бензиновых двигателях. Диаметр составляет 6-10 мм.
- Изделия, произведенные из коррозионностойкой стали. Они подвергаются точно таким же испытаниям, что и трубы общего назначения. Используют их для прокачки рабочей среды, обладающей повышенными показателями агрессивности, а также в условиях высоких температур рабочей среды. Используются в химической промышленности и для изготовления реактивных двигателей. Диаметр — 5-250 мм.
Цена стальных бесшовных холоднодеформированных труб является вполне приемлемой даже для обычных людей. Стоимость зависит от количества приобретаемых труб. Розничные цены подразумевают продажу на метраж, а оптовые расценки исчисляются по весу.
Монтаж труб из сшитого полиэтилена Rehau
Трубопроводы от компании Рехау известны долговечностью и повышенной надежностью, поэтому давно пользуется популярностью в мире. Установка труб из сшитого полиэтилена Rehau – оправданный выбор для современного ремонта или первоначального оборудования помещений.
- Немного о трубах Rehau
- Инструмент для монтажа
- Подготовка Rautool к работе
- Монтаж труб из сшитого полиэтилена Rehau пошагово
- Монтаж фитингов Rehau — полезные советы
- Заключение
Немного о трубах Rehau
Компания Рехау начала производство труб и фитингов еще в 1948 году.
Несмотря на колоссальный опыт, сшитый полиэтилен стал применяться фирмой относительно недавно, и технология сразу же завоевала популярность среди потребителей.

Основными достоинствами сшитого полиэтилена Rehau являются следующие факторы:
- Высокая шумоизоляция благоприятно отражается на комфорте применения. Это доступно благодаря многослойной конструкции, которая позволяет снизить уровень шума протекающей жидкости.
- Особая конструкция монтажных узлов, гарантирует создание прочных соединений, благодаря чему повышается надежность конструкции.
- Отличная устойчивость к температурным перепадам. Это свойство позволяет использовать трубы из сшитого полиэтилена Рехау для отопления, подачи холодной и горячей воды, теплых полов.
- Долговечность материалов, устойчивость к растрескиванию, изменению геометрии или коррозии. Такие свойства дали возможность монтировать проводы под штукатурку или в тело стен.
- Отсутствие выделяемых вредных веществ при нагреве.
- Некоторые модели выдерживают большое давление.
- Качественные слои теплоизоляции позволяют экономить энергию на обогреве помещений благодаря отсутствиям потерь при транспортировке.
- Гладкая поверхность внутренней оболочки обеспечивает достаточную устойчивость к образованию отложений, которые снижают проходное сечение трубы.
Широчайший выбор фитингов дает возможность создавать разводки разного типа и конструкции. Единственным недостатком продукции, является высокая стоимость, что полностью компенсируется ее качеством.
Инструмент для монтажа
Естественно, что для монтажа труб из сшитого полиэтилена потребуется набор специальных инструментов Rautool, которые возможно купить как набором, так и по отдельности.
 Комплект Rautool M1 — выбор начинающих мастеров
Комплект Rautool M1 — выбор начинающих мастеров
Ввиду отличной от стандартной технологии установки пластиковых труб, монтаж трубопровода из сшитого полиэтилена Rehau может быть выполнен исключительно специфическим инструментом.
Минимальный комплект, который обеспечит качественную сборку системы в домашних условиях:
- Расширитель (экспандер) труб Rehau. Агрегат комплектуется несколькими типами головок для растяжения торцов. Удобство применения в том, что аппарат аккуратно расширяет окончание продукта для безопасной установки фитинга. Производитель рекомендует использовать данный расширитель ввиду опасности повреждения стенки трубы.
- Пресс для сшитого полиэтилена Рехау. Устройство комплектуется сменными насадками от 16 до 63 мм.
 Особенность конструкции предполагает напресовку полимерных муфт на конец стыка со вставленным фитингом. Так как технология установки не предполагает наличие дополнительных уплотнительных элементов, применение инструмента, не предназначенного для этой цели, может быть чревато разрушением или повреждением муфты, в связи с чем, снижается долговечность соединения или стык окажется вовсе не пригодным к использованию.
Особенность конструкции предполагает напресовку полимерных муфт на конец стыка со вставленным фитингом. Так как технология установки не предполагает наличие дополнительных уплотнительных элементов, применение инструмента, не предназначенного для этой цели, может быть чревато разрушением или повреждением муфты, в связи с чем, снижается долговечность соединения или стык окажется вовсе не пригодным к использованию. - Стандартный труборез для резки пластиковых труб. Желательно выбирать качественный инструмент для сшитого полиэтилена, что бы получить ровный срез.
- Обычная измерительная рулетка, цветной фломастер или маркер для нанесения отметок.
 Особенность конструкции предполагает напресовку полимерных муфт на конец стыка со вставленным фитингом. Так как технология установки не предполагает наличие дополнительных уплотнительных элементов, применение инструмента, не предназначенного для этой цели, может быть чревато разрушением или повреждением муфты, в связи с чем, снижается долговечность соединения или стык окажется вовсе не пригодным к использованию.
Особенность конструкции предполагает напресовку полимерных муфт на конец стыка со вставленным фитингом. Так как технология установки не предполагает наличие дополнительных уплотнительных элементов, применение инструмента, не предназначенного для этой цели, может быть чревато разрушением или повреждением муфты, в связи с чем, снижается долговечность соединения или стык окажется вовсе не пригодным к использованию.Подготовка Rautool к работе
- Весь инструмент готовится к работе и проверяется заранее кроме того, следует изначально подготовить все материалы.
- На экспандер Rautool подбирается специальная насадка. Важно! Диаметр насадки должен строго соответствовать диаметру применяемой трубы, в противном случае возможно разрушение торца отрезка, что приводит к его удалению. Также, важным моментом является положение рукояти – ручки инструмента должны стоять строго под углом 90⁰.
- Далее следует проверить прочность крепления насадки – элемент должен быть надвинут на основание до упора, наличие люфтов не допустимо.
Монтаж труб из сшитого полиэтилена Rehau пошагово
Компания Рехау использует технологию монтажа на надвижных полимерных гильзах, которые создают необходимое уплотнение.
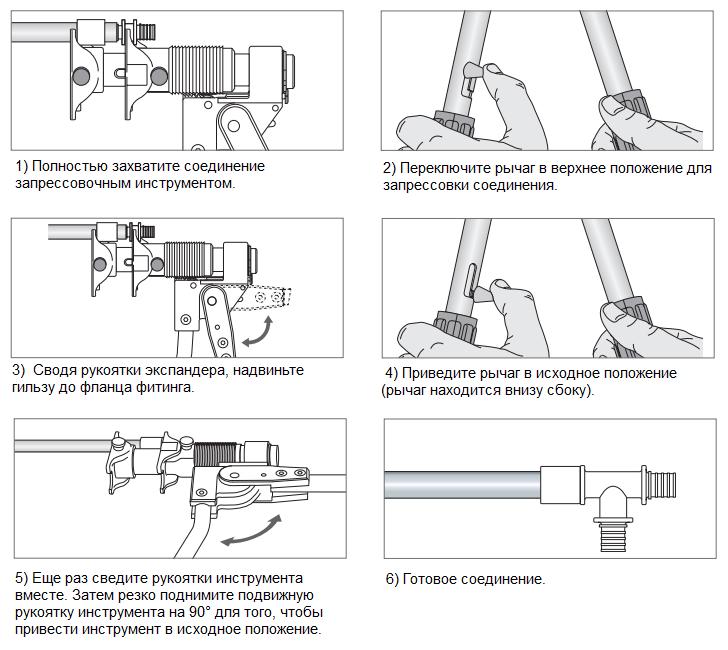
Пошаговая разводка труб из сшитого полиэтилена Rehau выполняется следующим образом:
- При помощи трубореза производится обрезка труб по заранее высчитанным размерам.
- На окончание трубы устанавливается полимерная гильза. Для безопасности ее лучше сдвинуть подальше от места стыковки. При этом размер гильзы также должен строго соответствовать размерности полиэтиленовой трубы.
- Далее, важным моментом является правильность направления гильзы. Каждый элемент имеет с одной стороны специальную фаску. Во время монтажа следует установить гильзу таким образом, чтобы фаска «смотрела» в сторону предполагаемого соединения.
- Следующим пунктом на конец расширителя (экспандера) надевается труба, сводятся рукояти инструмента.
- В подготовленный отрез, монтируется фитинг, соединительная муфта. Делается это, максимально аккуратно, так как малейший перекос при прессовке может повлечь разгерметизацию стыка.
- К месту стыка, подгоняется ранее надетая пластиковая гильза и при помощи пресса, гильза задвигается на фитинг до упора.





Отдельно необходимо следить за строгой параллельностью положений деталей во время всех операций. Даже незначительное нарушение параллельности может привести к снижению срока службы конструкции. В особенно тяжелых ситуациях, стык вовсе подлежит замене. 
Монтаж фитингов Rehau — полезные советы
Самая ответственная часть работы — монтаж фитингов для труб из сшитого полиэтилена. От качества соединения зависит долговечность конструкции и возможность ее эксплуатации в принципе.
Монтаж труб Рехау, должен выполняться со строгим соблюдением правил техники безопасности. Необходимо защитить глаза, не следует приближать пальцы к рабочим органам инструментов во время их эксплуатации.
- Готовится чертеж конструкции, по нему будет выполняться дальнейшая работа.
- Тщательно отмериваются все размеры. Первый этап крайне важен, так как после отрезки трубы, изменить ее длину будет невозможно. Бывают случаи, когда слишком короткий отрезок уходит в утиль, ввиду невозможности подогнать размеры.
- Разложить по схеме все элементы и укомплектовать стыки фитингами, муфтами. Особенно это важно при монтаже труб отопления, когда нужно делать все очень быстро.
- После того как все проверено, всего хватает, выполняется прессовка системы. Заранее подготовленные фитинги монтируются в сеть. Затем выполняется проверка работоспособности трубопровода, тщательно проверяются все стыки на наличие протечек.
Заключение
Продукция компании Рехау из сшитого полиэтилена, обеспечивает надежное функционирование водопровода и отопительных систем. Современные материалы не только прослужат очень долго, но и обеспечат возможность самостоятельно смонтировать всю систему, сэкономив на услугах мастеров.
А единственный недостаток – большая стоимость, полностью перекрывается длительностью эксплуатации систем.
Правила и способы монтажа труб из сшитого полиэтилена своими руками
Трубопроводы из полимерных материалов активно замещают стальные, особенно в индивидуальном строительстве. Самостоятельный монтаж коммуникаций из сшитого полиэтилена не требует высокопрофессиональных навыков или сложного оборудования. Однако уже перед закупкой материалов следует узнать особенности труб из сшитого полиэтилена, выбрать подходящий способ соединения, и хорошо представлять ход предстоящих работ.
Особенности труб из сшитого полиэтилена
Сшитый полиэтилен – это материал, который получают полимеризацией этилена с дополнительной поперечной прошивкой на молекулярном уровне.

Сшитый полиэтилен демонстрирует особенные физические свойства:
- Монолитность. Полиэтиленовые трубы не растрескиваются под действием низких температур.
- Высокая степень эластичности. Трубы легко сматываются в бухты, изгибаются, не ломаясь.
- Сохранение первоначальной формы. Если к трубе из сшитого полиэтилена приложить физическое усилие и деформировать ее (например, растянуть в диаметре), то по окончании воздействия материал будет стремиться вернуться к первоначальной форме.
- Сохранение формы при воздействии высокой температуры. При транспортировке горячего наполнителя трубопровод не деформируется, при условии, что нет одновременного воздействия давления.
- Химическая инертность. Трубопровод из сшитого полиэтилена остается химически устойчивым к действию слабокислой или щелочной среды, к органическим растворителям. При длительном воздействии жиров полиэтиленовые трубы могут несколько разбухнуть. Сшитый полиэтилен не поглощает и не выделяет вредных веществ. Рекомендуется для транспортировки питьевых жидкостей и для эксплуатации в пищевой промышленности.
- Экологичность. Отсутствие в составе материала тяжелых металлов и галогенов.
- Устойчивость к ударам при низких температурах (до -50 градусов).
- Способность гасить звуковые волны.
- Устойчивость материала к гидроударам в процессе эксплуатации.
- Идеальная гладкость поверхности внутренней стенки. На полиэтиленовых коммуникациях не откладываются соли или механические примеси.
- Небольшой вес погонного метра.

Коммуникации из сшитого полиэтилена могут эксплуатироваться в температурном режиме от +120 до -120 градусов без потери герметичности. Выдерживают кратковременные скачки температуры до 200 градусов и давления до 20 атм.
Это интересно! Испытания показывают, что трубы из сшитого полиэтилена при эксплуатации в условиях 90 градусов и давлении в 9 атм. гарантированно прослужат 15 лет. При снижении температуры до 70 градусов, срок их службы увеличивается до 50 лет.
Виды труб из сшитого полиэтилена
По предназначению трубы из сшитого полиэтилена делят на:
- универсальные – их можно использовать для монтажа отопительных систем и теплого пола;
- специализированные – изделия, которые предназначены либо для монтажа водяного отопления, либо для устройства системы теплого пола.
Для монтажа системы водоснабжения можно использовать любую категорию полиэтиленовых труб.
По способу прошивки полимеров этилена трубный материал имеет соответствующую маркировку и делится на:
- PEXa – пероксидная прошивка;
- PEXb – газовая обработка;
- PEXc – бомбардировка электронами;
- PEXd – химическое воздействие азотными соединениями.

Лидеры рынка производства качественных трубных материалов из сшитого полиэтилена:
- RAUTITAN. Трубы этой марки производит германский концерн. Потребителю предлагается 4 вида труб в размерном ряду от 12 до 250 мм.
- WIRSBO. Трубы финских производителей, которые специализируются на малых и средних диаметрах от 12 до 150 мм.
- GOLAN. Израильский бренд предлагает самый большой выбор от 12 до 500 мм в диаметре.
Стоимость труб из сшитого полиэтилена мировых производителей колеблется в близких пределах. Различие в цене на фитинги.
Обратите внимание! Наилучший результат при монтаже коммуникаций получается при использовании труб и фитингов одного производителя, поскольку это гарантирует однородность исходного сырья.
Способы соединения
Соединить части трубопровода при монтаже можно несколькими способами:
- компрессионными (обжимными) фитингами;
- прессовочными фитингами;
- электросварными фитингами.
Выбор конкретного типа соединения зависит от планируемых характеристик эксплуатации.
Для монтажа коммуникаций могут потребоваться следующие инструменты:
- Специальный труборез-ножницы. Труборез позволяет без прикладывания чрезмерных усилий разрезать трубы на участки нужного размера. При этом срез будет ровным, без заусенец, под углом в 90 градусов. Такой срез обеспечит высокое качество и надежность будущего стыка.
- Гидравлический пресс.
- Цанговый расширитель для увеличения диаметра трубы перед вводом фитинга.
- Плоскогубцы.
- Гаечные ключи для затягивания обжимной гайки.
- Фитинги.
При использовании электросварных фитингов понадобиться специальный сварочный аппарат. Его можно взять напрокат.
Соединение компрессионными фитингами
Монтаж труб из сшитого полиэтилена с использованием компрессионных фитингов проводят на водопроводных коммуникациях. Здесь потребуется минимум инструментов – достаточно трубореза и гаечного или разводного ключа.
Алгоритм работ следующий:
- Фитинг раскручивают и последовательно надевают на конец трубы обжимную гайку, разрезное кольцо.
- Разрезное кольцо устанавливают в 1 мм от края среза.
- Штуцер соединительной детали вставляют в трубу до упора.
- Аккуратно завинчивают обжимную гайку на фитинг, стараясь закрутить туго, но не пережать.

Благодаря пластичности полиэтилена дополнительной герметизации такое соединение не требует. Его можно быстро разобрать в случае необходимости.
Прессовочные фитинги
Использование пресс-фитингов исключает разборку коммуникаций без повреждения. Соединение получается надежным, но не разборным. для работы нужны цанговый расширитель, пресс-фитинг.

Порядок монтажа соединения:
- На приготовленный отрезок трубы надевают пресс-кольцо (пресс-гильзу), продвинув его от края.
- В трубу вставляют расширитель и растягивают ее до размера фитинга.
- Вынимают расширитель и на его место вставляют штуцер соединительной детали.
- Благодаря молекулярной памяти материала, труба сжимается и плотно обхватывает соединительный фитинг.
- Дополнительную фиксацию производят натягиванием пресс-кольца на край трубы, обжимают ее ручным прессом.
В этом соединении нет давления на место соединения извне. Качество и надежность обусловлены особыми свойствами самого сшитого полиэтилена.
Электросварное соединение
Электросварка на полиэтиленовых коммуникациях проводится только с использованием специальных фитингов.
- На подготовленные трубы надевают электросварную муфту.
- К контактам на фитинге подключают сварочный аппарат.
- Сварка происходит при нагреве материала до температуры в 170 градусов.
- Время нагрева выставляется автоматически, в зависимости от диаметра трубопровода. Если сварочный аппарат такой функции не имеет, то время сварки и температуру следует смотреть в документации к фитингу.
- По окончании процесса сварки аппарат отключают, соединению дают остыть.
Этот способ соединения является самым дорогим, но и самым надежным. Для эксплуатации трубопроводов на электросварных фитингах нет ограничений в температуре и давлении. Соединение получается прочнее самих труб.
Правила работы со сшитым полиэтиленом
При укладке теплого пола из сшитого полиэтилена важно жестко фиксировать все изгибы специальными клипсами на дюбелях, поскольку материал будет пытаться вернуться в исходное состояние, особенно на малых углах изгиба. Соблюдая правила работы с материалом на этапе укладки, можно избежать проблем при использовании теплого пола в дальнейшем:
- В силу эластичности материала сшитый полиэтилен требует надежного крепления. Лучшей укладкой для таких труб служат специальные (даже есть декоративные) желоба. Если используются для крепления одиночные клипсы, то они должны быть установлены: на прямых участках не менее чем через 1 метр, в местах соединения, для жесткой фиксации изгибов минимум в 3 точках.
- При монтаже теплого пола на цементной стяжке устанавливают дополнительную изоляцию для труб.
- При монтаже коммуникаций холодного водоснабжения требуется дополнительная теплоизоляция. Это необходимо, чтобы на трубопроводе не образовывался конденсат.
- Основой качественного монтажа является гладкий срез при подготовке труб. Важно, чтобы срез был под углом в 90 градусов к направляющей оси. Заусеницы, волны, неровный срез будут причиной протечки в будущем. Для нарезки трубного материала не рекомендуется пользоваться ножовкой – только труборезом.
Обратите внимание! Для разового монтажа можно приобрести недорогой труборез или взять профессиональный инструмент напрокат.
Как выполнить монтаж труб Рехау своими руками
Немецкая компания Рехау занимается производством труб и различных фитингов с 1948 года. Продукция компании признана во всем мире. Для изготовления труб применяется новейший материал – сшитый полиэтилен, который обеспечивает долговечность и надежность изделий. Кроме этого специалисты отмечают, что выполнить монтаж труб Рехау могут не только профессионалы, но и обычные люди. Что для этого требуется? Читайте далее.

Виды труб для различных систем от компании Рехау
Особенности труб Рехау
Изготовление труб по новой технологии обуславливает принципиальные особенности изделий, которые заключаются в следующих аспектах:
- повышенная шумоизоляция. Сшитый полиэтилен способен поглощать звуки, производимые потоком воды;
- монтаж труб Rehau производится уникальным методом, позволяющим создать максимально прочное соединение;
- материал, из которого производятся трубы, является универсальным. Из труб можно создавать системы горячего и холодного водоснабжения, отопления, применять для обустройства теплого пола. Максимальная температура жидкости в трубе составляет 95ºС;
- трубы практически не подвержены образованию трещин и деформации при механическом повреждении, поэтому их можно укладывать под штукатурку или закрывать иными конструкциями;
- высокая степень теплоизоляции, что помогает экономить природные ресурсы;
- любая труба способна выдерживать перепады температурного режима жидкости и внутреннего давления;
- полная безопасность для человека. Продукция компании сертифицирована;
- специальное покрытие внутренних стенок труб препятствует образованию налета и сокращению пропускной способности.

Материалы, придающие трубам Рехау уникальные качества
Единственный недостаток труб Рехау – высокая стоимость изделий и фитингов.
Монтаж труб
Чтобы произвести монтаж труб Рехау своими руками, требуется:
- приобрести необходимый инструмент;
- предварительно ознакомиться с инструкцией сборки трубопровода.
Инструмент, необходимый монтажа
Прежде чем приступать к монтажу труб, надо:
- приобрести нужное количество труб, соединительных фитингов и переходников. Для расчета необходимых материалов составляется схема водопровода;
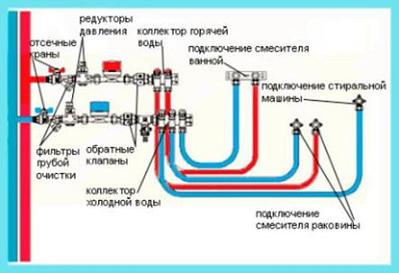
Примерная схема разводки труб горячей и холодной воды в городской квартире
- приготовить инструмент для монтажа труб Рехау:
- расширитель с набором насадок для труб разных диаметров. Иначе данный инструмент называется эспандер;

Расширитель для монтажа труб
- пресс-зажим с дополнительными насадками разного диаметра. Поскольку монтаж рассматриваемого вида труб несколько отличается от обычной сварки, то и для проведения процедуры требуется такой специфический инструмент для монтажа труб Rehau;

Ручной пресс, применяемый для соединения труб, REHAU RAUTOOL
- инструмент для резки труб. Труборез стандартный, используется для всех видов пластиковых труб;

Инструмент для резки полимерных труб
- рулетка, маркер для разметки труб.

Стандартный мерительный инструмент, применяемый при строительстве
Процесс сборки трубопровода
Монтаж труб из сшитого полиэтилена Rehau начинается с подготовки труб. Подготовка состоит из двух шагов:
- согласно с ранее подготовленным чертежом нарезаются трубы различных размеров;

Процесс отреза трубы нужного размера
- подготавливаются фитинги, необходимые для сборки определенного участка трубопровода.
Если производится монтаж отопления трубами Рехау, то целесообразнее сразу подготовить все участки системы, а затем предварительно проверить правильность отрезков по схеме.
Для проверки все трубы и фитинги располагаются на полу в определенном порядке. Особенно это актуально для проведения отопления в городских квартирах, так как требуется отключение отопления во всем доме.
Стыковка труб и фитингов между собой осуществляется при помощи гильз, которые фиксируются следующим образом:
- на расширитель подбирается насадка, диаметр которой полностью соответствуют диаметру применяемой трубы. При этом рукоятка инструмента должна быть полностью разведена (концы рукоятки располагаются под прямым углом друг к другу);
- насадка на эспандере должна держаться прочно и сидеть на штифте до упора;
- на отрезок трубы, который требуется соединить с фитингом, надевается гильза. Диаметр используемой гильзы также должен соответствовать диаметру трубы;
- на другой конец насадки, установленной на расширитель, одевается труба. При сведении рукоятки эспандера труба расширяется;

Процесс расширения трубы для дальнейшего монтажа
- расширенный конец трубы соединяется с фитингом, который необходимо установить в этом месте;

Вставка фитинга в подготовленный конец трубы
- к фитингу подводится ранее установленная гильза;
- используя пресс-зажим, гильза до упора продвигается в фитинг. Прочное и надежное соединение готово.

Фиксация фитинга пресс зажимом
Пошаговая схема работы с пресс-зажимом
Монтаж труб Рехау для отопления, газо- или водоснабжения должен производиться с соблюдением всех норм безопасности. В первую очередь требуется позаботиться о защите глаз (использование маски) и рук, которые не рекомендуется вставлять в движущиеся элементы.
Приведенное ниже видео монтажа труб Рехау позволит понаблюдать за процессом со стороны, чтобы точнее выяснить все важнейшие аспекты.
Произвести монтаж труб немецкого производителя компании Рехау под силу каждому. Главное – иметь необходимый инструмент и четко следовать приведенной выше инструкции.





