Виды и применение асбестоцементных труб
Асбестоцементные трубы имеют повсеместное применение в строительстве жилых и нежилых сооружений, дорог и коммуникаций различного назначения. Производство этой продукции включает смешивание цемента, асбеста и воды, благодаря чему материал обладает повышенной прочностью по всей протяжности.

Асбестовое волокно, часть которого составляет примерно 20%, играет роль армирования. При изготовлении трубопровода используется наиболее безопасный вид асбестового материала – хризотил. Металл со временем поддается гниению и коррозии, вступает в реакции с агрессивной средой, и асбестоцемент заметно превосходит его по всем показателям.
Главные преимущества асбестоцементных труб
Помимо прочности, асбестоцементные трубы обладают преимуществами, которые выгодно отличают их от металлических изделий. Основные параметры включают:
- Устойчивость к воздействию отрицательной температуры;
- Продолжительный срок службы;
- Отсутствие оседания ила;
- Небольшое гидравлическое сопротивление;
- Устойчивость к коррозии;
- Химическая инертность;
- Устойчивость к нагреванию;
- Возможность монтажа в грунте (закрытым способом);
- Доступная стоимость;
- Небольшой вес;
- Удобное соединение с помощью специальной муфты;
- Имеют разнообразные размеры.
Вернуться к содержанию ↑
Виды асбестового трубопровода
Асбестоцементные трубы используются для обустройства безнапорной и напорной канализации, водопроводных систем, дренажных коллекторов и в мелиорации.

Трубы из асбестоцемента
Также возможно применение данной продукции при строительстве дымоходов. Выделяют два вида асбестовых магистралей, которые имеют различные размеры, стоимость, диаметр и назначение. Таким образом, существуют:
- Напорные асбестоцементные трубы;
- Безнапорные асбестоцементные трубы.
Производство асбестовых изделий регулируется ГОСТ 539-80, ГОСТ 1839-80 и ГОСТ 11310-90.
Изготовление напорных труб производится с обязательным выполнением рекомендаций по ГОСТ 539-80. Таким образом, международный стандарт предусматривает, что диаметр изделий 100 — 500 мм, а длина – 3,95 и 5 м. Продукция имеет сравнительно небольшой вес при высокой прочности. Она применяется для газо- и водоснабжения, вентиляции, прокладки теплотрасс и устройства мусоропровода. Соединение асбестоцементных труб этого типа выполняется с помощью самоуплотняющей муфты.
Напорные асбестоцементные трубы имеют четыре класса по величине рабочего давления. Каждый класс согласно ГОСТу условно обозначается ВТ, а далее следует число рабочего давления.
| Изделия | Муфты | Рабочее давление кгс/см2 |
|---|---|---|
| ВТ6 | САМ6 | 6 |
| ВТ9 | САМ9 | 9 |
| ВТ12 | САМ12 | 12 |
| ВТ15 | САМ15 | 15 |
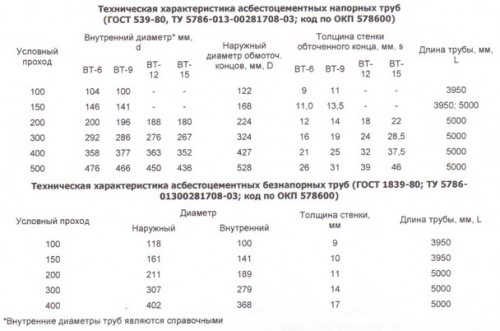
В свою очередь, классы делятся на три типа, в зависимости от того, какой внутренний диаметр у продукции. Напорные асбестоцементные трубы имеют следующие технические характеристики (в строгом соответствии с ГОСТ 539-80):

Технические характеристики асбестоцементных труб
Условные обозначения, использованные в таблице:
d –диаметр внутри трубы, мм;
S – толщина стенок, мм;
M – вес одного метра погонного, кг.
Производство напорных изделий состоит из нескольких этапов. Сначала портландцементный раствор армируется асбестовым волокном. Затем асбестоцементная труба выдерживается в специальных пропарочных камерах, благодаря чему значительно повышается прочность сердечника. Поверхность трубопровода остается гладкой весь срок использования.
Безнапорные асбестоцементные трубы производятся в соответствии с ГОСТ 1839-80. С их помощью обустраивают дренажные коллекторы, безнапорную канализацию, вентиляцию и систему подачи газа. Малый вес трубопровода позволяет использовать его даже на местности, где тяжело обеспечить использование габаритной строительной техники. Сортамент изделий из асбестоцемента включает (по ГОСТ 1839-80):
| Усл. диаметр, мм | Толщина стенки, мм | Длина, м | Внешний диаметр, мм | Внутренний диаметр, мм | Вес, кг |
|---|---|---|---|---|---|
| 100 | 9 | 3.95 | 118 | 100 | 6 |
| 150 | 10 | 3.95 | 161 | 141 | 9 |
Вернуться к содержанию ↑
Применение для устройства дренажа
Дренажные системы закрытого типа могут быть обустроены с помощью асбестового трубопровода. Общие правила монтажа следующие:
-
Дренажные трубы должны иметь перфорацию — отверстия для проникания воды.

Дренажная труба с перфорацией
Также изделия из асбестоцемента используются для устройства колодцев, что обслуживают дренажные сети. Асбестоцемент может быть заложен на большую глубину. Стенки изделий не разрушаются под воздействием агрессивной среды и не требуют сложных манипуляций для обслуживания.
Дренажные трубы из асбестоцемента просты в обслуживании и прослужат сроком до 20 лет. Ранее асбестовые изделия доминировали при укладке дренажных сетей, однако в последнее время они все чаще вытесняются более современным материалом – пластиком. Пластиковые трубы имеют меньший вес, что значительно упрощает процесс установки.
Монтаж асбестоцементных труб
Элементы изделий соединяются между собой посредством специальной муфты. Герметичность соединения муфты с трубой обеспечивается резиновыми кольцами. Вследствие действия давления воды в трубопроводе, обеспечивается самоуплотнение муфты.
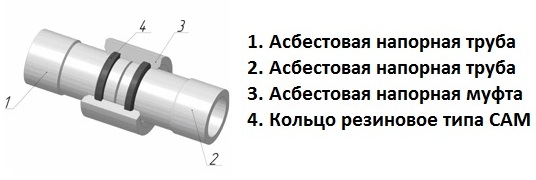
Соединение асбестоцементных труб
Этапы проведения работ по монтажу:
- Смазать соединяемые изделия смазкой на основе графита и глицерина для облегчения процесса установки муфты.
- Вырыть канаву по заранее намеченному плану.
- Длина и глубина траншеи определяется на этапе проектирования системы коммуникаций.
- На трубопровод необходимо надеть муфты и опустить его в канаву.
- Затем в канаву опускается второе изделие без муфты.
- На третью трубу снова надевают уплотнительные муфты и опускают ее в канаву и т.д.
Согласно ГОСТ 17584-72, допускается использование чугунных муфт при монтаже.
Выводы: Асбестовые трубы востребованы при сооружении различных коммуникационных сетей. Благодаря качественному смешиванию бетона и асбестового волокна, они выдерживают большие нагрузки и служат длительное время без потерь качества.
Трубы асбестоцементные
Асбестоцементные трубы и их применение
Благодаря техническому прогрессу на трубном рынке постоянно появляются изделия из новых материалов, часто полимерных. Однако в частном строительстве по-прежнему востребован популярный ранее асбестоцемент, благодаря своим уникальным свойствам, которые невозможно воспроизвести в металлических или полимерных трубах. Конечно, технология производства несколько изменилась, однако, характеристики а/ц труб остаются прежними.
Что такое асбестоцементная труба
Асбестоцемент — это материал, состоящий из смеси асбеста (15%) и портландцемента (85%). Асбест — это природный минерал, который формирует своего рода каркас (армирование) цементного изделия. Таким образом, прочность а/ц трубы увеличивается, и укрепляет довольно хрупкий материал, который из себя представляет чистый цемент.

В процессе изготовления в первую очередь производится измельчение асбеста, из которого формируются армирующие волокна. Затем полученные волокна (15%) смешивают с цементом (85%) и разбавляют регламентированным количеством воды.
Полученную смесь помещают в центрифугу, которая соответствует диаметру будущей трубы. В процессе вращения асбестоцемент распределяется по стенкам центрифуги, формируя, собственно, трубу. Далее изделие перемещается в пропарочную камеру, где под воздействием высоких температур высыхает и обретает итоговые характеристики.
Важно! Асбестовая пыль и цементная взвесь негативно влияют на дыхательную систему человека, поэтому все работы с этим материалом обязательно проводятся в защитных респираторах.
Сфера применения а/ц труб
Асбестоцементные трубы применяются в различных областях:
- для прокладки канализации,
- обеспечения технического водоснабжения,
- установки дренажных и ливневых систем,
- в качестве обсадных труб для водяных скважин,
- для создания дымоходов,
- для формирования столбчатых фундаментов.
Также асбестоцементные трубы используются в качестве защитного канала для прокладки электросетей, телефонных и интернет кабелей и так далее.
Обратите внимание! Известно, что асбест — это канцероген, однако, такое действие минерала возможно только при попадании асбестовой пыли в органы дыхания. При соприкосновении а/ц труб с транспортируемыми средами не выделяется никаких вредных веществ, поэтому нет никакого риска для здоровья. Однако, для подачи питьевой воды асбестовые трубы традиционно не используются.
Особенности и технические характеристики а/ц труб
Асбестоцементные трубы обычно используются для прокладки прямых трубопроводов, так как материал довольно хрупкий и применение а/ц тройников и углов нерационально.
Хрупкость обусловлена тем, что во время вращения в центрифуге асбестовые волокна располагаются в изделии хаотично. Для цельной трубы это не имеет никакого значения, однако, для фасонных изделий критично.
При необходимости поворота или разветвления трубопровода используют чугунные фасонные изделия. При работе с малыми диаметрами допустимо применение изделий из полимеров.

Достоинства и недостатки
К преимуществам асбестоцементных труб относятся:
- невосприимчивость к влаге, антикоррозийные свойства (можно прокладывать прямо в земле без дополнительной защиты даже в условиях повышенной влажности);
- устойчивость к блуждающим токам (в подземных трубопроводах), так как материал является диэлектриком;
- наименьший коэффициент линейного расширения по сравнению со всеми другими материалами, из которых их изготавливают;
- огнестойкость (асбестоцемент не горит, а плавление начинается при температуре выше 1500 ºС);
- также материал выдерживает низкие температуры, характерные для северного климата;
- коэффициент теплопотери ниже, чем у металлических изделий;
- внутренние стенки изделия имеют абсолютно гладкую поверхность, благодаря отсутствует риск «зарастания» трубы, а также снижается уровень сопротивления движущихся сред;
- а/ц трубы очень просты в монтаже и не требуют специального оборудования;
- невосприимчивость асбестоцемента к внешним воздействиям и химическая инертность обеспечивают длительный срок эксплуатации;
- стоимость а/ц изделий ниже, чем цена металлических.

К недостаткам асбестоцемента можно отнести довольно большой вес конструкций, а также слабую устойчивость к механическим ударным повреждениям (может разбиться от воздействия внешней силы).
Технические характеристики
Асбестоцементные трубы производятся согласно ГОСТ №1839-80 (для безнапорных систем) и ГОСТ № 539-80 (для напорных трубопроводов). Тип определяет сферу ее применения и особенности монтажа.
Асбестовые трубы безнапорного типа
Безнапорные трубы применяются в условиях, когда транспортируемые среды не оказывают большого давления на трубопровод: в вентиляционных системах и трубопроводах, дренажных и ливневых системах, самотечной канализации, в обустройстве водяных скважин или установке столбчатого фундамента (с диаметром более 150 мм).
Асбестоцементные трубы безнапорного типа должны выдерживать внутреннее давление до 6 атмосфер (0,6 МПа).
К тому же, они весят меньше, чем стальные, что упрощает монтаж и доставку. Они не требуют дополнительных утеплителей.
Соединения производятся с помощью а/ц муфт либо фасонных изделий из металла или пластика. Зазоры между изделиями заполняются герметиками либо паклей.
Асбестовые трубы напорного типа
Трубопровод напорного типа подразумевает, что среды будут перемещаться под давлением, и специально подготовлены для работы в подобных условиях. Для этого они имеют более толстые стенки (до 46 мм), а также они обязательно подвергаются тестовым гидравлическим испытаниям. Предельное давление, которое способна выдержать такая труба, напрямую зависит от ее диаметра.
Выделяют 4 категории труб НТ:
- ВТ6 — для давления до 0,6 МПа,
- ВТ9 — выдерживают 0,6-0,9 МПа,
- ВТ12 — для давления 0,9-1,2 МПа,
- ВТ15 — 1,2-1,5 МПа.
Самые прочные трубы способны выдерживать ситуативное увеличение давления до 2,5 МПа.
Монтаж трубопровода напорного типа проводится с применением специальных муфт, выполненных из такого же материала, что и трубы, соединение при этом требует особого внимания к герметичности стыков. Для большей прочности муфты могут укрепляться дополнительными хомутами. Все стыки обязательно проходят контрольную барометрическую проверку.

Установить муфты немного сложней, чем выполнить такую же операцию на полимерной продукции. Часто для этого применяют домкраты, чтобы упростить монтажные работы на место стыка наносится слой графитной смазки. Муфты надеваются с обоих концов перед укладкой в траншею.
И все же стоимость монтажных работ асбестоцементных труб значительно меньше, чем металлических трубных изделий,поскольку не требует применения сварки и дополнительных устройств.
Полезно знать! Обточенные концы одной трубы соединяются с необточенными концами другой. Это обеспечивает лучшее соединение и большую герметичность. Сверху соединение закрепляется муфтой.
Асбестоцементные трубы: преимущества и рекомендации по применению

Характеристика асбестоцементных труб
При производстве трубы а ц волокна асбеста химическим путем связывают с цементом, таким образом, получая совершенно новый материал с иными характеристиками. Такой материал становится безопасным для здоровья, поскольку в процессе дальнейшей эксплуатации выделение асбестовой пыли не происходит.
Минздрав РФ в 2001 году принял специальные Гигиенические нормативы 2.1.2/2.2.2.1.1009-00, согласно которым допускается применение продукции из асбестоцемента. К слову, любые угрозы здоровью, все-таки, должны расцениваться адекватно, ведь в повседневной жизни человек сталкивается с множеством факторов, начиная с еды и заканчивая качеством воздуха, которым дышит, и все они намного опаснее асбеста.
Для примера можно привести в Свердловской области, на котором среди более 700 сотрудников не диагностировано ни одного случая онкозаболевания.
Стоит отметить, что любых размеров асбестоцементные трубы весьма востребованы в РФ и за рубежом. В частности, из более 3 млн км трубопроводов из асбестовых труб, свыше 1 млн км приходится на Россию.
Трубы из асбестоцемента
При химическом связывании волокон асбеста с цементом получается асбестоцемент, обладающий безопасными свойствами. При этом не наблюдается выделение опасной асбестовой пыли.
Поскольку применение изделий из асбестоцемента регламентируется соответствующими гигиеническими нормами, даже ежедневный контакт с этим материалом может быть безопасным для здоровья человека.
Пример асбестоцементных труб
Как результат, только в нашей стране используется более одного миллиона трубопроводов из этого материала.
Нормативно-правовая база
Все требования к производству и качеству асбестоцементных изделий, регламентируемые ГОСТами, таковы:
- внутренние и наружные размеры асбестовых труб должны соответствовать государственным стандартам для таких изделий 539-80;
- тестовые испытания асбестоцементных труб и методы их проведения выполняются согласно ГОСТ 11310-90.
Поскольку в СССР асбестоцементные трубы согласно ГОСТ использовались только для сооружения мелиоративных каналов, сфера их применения была чрезвычайно ограничена. То есть, ни на каких объектах гражданского или промышленного строительства они не использовались, соответственно и ГОСТы не издавались.
А вот при смене государственного строя трубы из асбеста нашли широкое применение в самых различных отраслях. Тогда возникла необходимость в нормативной документации, регулирующей размеры диаметра асбестоцементных труб, их длину, толщину и прочие характеристики.
Переизданный СНиП относительно тепловых сетей включает такие нормы:
- Согласно п.10.3 СНиП 41-02-2003 определены характеристики теплоносителей, приемлемые для транспортировки по неметаллическим трубам, из которых смонтирована теплосеть: температура – не выше 115 ℃, рабочее давление – в пределах 1,6 МПа.
- Пункт 10.4 того же СНиП 41-02-2003 допускает использование определенных размеров асбоцементных труб для систем горячего водоснабжения открытого и закрытого типов.
- Исходя из пункта 8.21 СНиП 2.04.02-84 (касательно водоснабжения), любых диаметров асбестоцементные трубы могут быть использованы для сооружения трубопроводов под холодное водоснабжение, в то время как для применения стальных водопроводных труб нужны дополнительные обоснования.
Область применения асбоцементных труб
О некоторых сферах, где можно использовать асбоцементные труды, уже сказано, но это всего лишь небольшая часть. Их используют:
- Дренажная канализация. Производители в настоящее время предлагают асбоцементные перфорированные изделия, с помощью которых производится сбор и вывод подпочвенных вод и атмосферных осадков с загородных участков.
- Канализационные системы: напорные и безнапорные. Особенно это касается напорной канализации, ведь асбоцементные трубы могут выдерживать давление до 15 атм. Поэтому нет необходимости устанавливать чугунные или стальные трубы, которые в несколько раз дороже асбоцементных.
- Обсадная конструкция при бурении скважин и отделки колодцев.
- Нормативами позволяется сооружать мусоропроводы в многоквартирных домах. Это снижает затраты на строительство зданий.
- Низкая теплопроводность и большая толщина труб из асбеста дает возможность использовать их в дымоходных конструкциях. При этом требования пожарной безопасности удовлетворяются на все сто процентов.
- Их используют для сооружения заборов и различных оградительных конструкций в качестве столбов.
- Из них делают несъемную опалубку для заливки столбчатых фундаментов и опорных столбов под перекрытия.
- Дизайнеры тоже обращают внимание на асбоцементные трубы. Из них делают вазоны, клумбы, декоративные стойки и так далее. Благо эти изделия легко поддаются обработке, и это еще один их плюс.
Технические характеристики
В РФ принят закон «О техническом регулировании», который предписывает, что производство и выпуск продукции из асбестоцемента частными предприятиями должен выполняться в соответствии с техническими условиями для каждого конкретного случая.
Как правило, длина асбестоцементных труб, выпускаемых заводами, бывает 3,95 м и 5 м.
В то же время, существует целый перечень различных диаметров асбестовой трубы:
- 100 мм;
- 150 мм;
- 200 мм;
- 250 мм;
- 300 мм;
- 400 мм;
- 500 мм.
Стоит отметить, что в Симферополе в период СССР была проложена водопроводная трасса длиной около 20 км, в которой применялись трубы из асбестоцемента с большим сечением (более 70 см). Тем не менее, в настоящее время производство подобных изделий не поставлено на конвейер из-за сложности технологии и большого веса асбестоцементной трубы.
Процесс монтажа асбестовых труб
Монтаж систем из асбестоцементных труб не представляет собой особого труда, но в то же время обеспечивает максимальную надежность. Соединение осуществляется с использованием муфт с резиновыми кольцами, которые обеспечивают плотное прилегание и прочные стыки.
Муфты и резиновые кольца имеют уникальную способность самоуплотнения в результате давления воды, проходящей через трубы. Во время монтажа тепловых систем применяется безканальный метод прокладки, компенсаторы не используются.
Для монтажа тройников, отводов, запорной арматуры на тепловой системе, используются металлические патрубки, которые соединяются с асбестовой трубой с помощью муфты, причем длина и диаметр протечной части муфты должны, строго совпадать с теми же параметрами у асбестовой трубы. Благодаря прокладке асбестовых труб можно обеспечить полную герметичность системы.
Монтаж асбестовых труб осуществляется по следующим этапам:
- Сначала соединяемые части смазываются специальным веществом на основе глицерина и графита – это облегчает процесс установки муфты.
- Рытье канавы осуществляется заранее по заданным параметрам вручную или с помощью спецтехники.
- Параметры канавы (длина и глубина) определяется заранее на этапе проектирования системы.
- На трубы устанавливаются муфты, после чего он опускается в канаву.
- После этого в канаву опускают другое изделие без муфты.
- Далее устанавливают муфту на третью трубу и опускают в канаву и так далее.
Методика производства
По сути, асбестоцемент – это бетон, армированный волокнами асбеста, или фибробетон.
Технология изготовления этого материала такова:
- После добычи необработанный асбест поставляется на завод, где проходит механическое измельчение.
- После этого асбест подвергают распушиванию, чтобы выделить отдельные волокна.
- Далее соединяют асбест (15 %) с цементом (85 %) и доливают воду, получая пульпу.
- Жидкую смесь выливают на барабан с отверстиями.
- После отжима получается сплошная пленка толщиной 0,2 мм, длина которой равна размеру асбестовых труб. Эту пленку наматывают на скалку до тех пор, пока не образуются стенки нужной толщины, которая обеспечит надежность трубы.
Помните, что при покупке изделий из асбестоцемента следует требовать санитарно-эпидемиологическое заключение, гарантирующее, что товар безопасен для вашего здоровья.
Безнапорная асбестовая труба
Изделие производится по специальной технологии с учетом стандартных размеров. Сферы применения безнапорных асбестовых труб различны. Они широко используются в проведении безнапорной канализации без возможности строения напорной сточной системы.
При этом стоимость сооружения намного снижается. Для смотровых колодцев превосходным вариантом служат нарезанные асбестовые кольца.
Используются они также в качестве мусоропровода. Важно отметить, что асбестовые трубы не загрязняют экологию, потому как материал имеет стойкость к воздействию микроорганизмов. В случае если трубопровод отключается на длительное время и происходит застаивание стоков, нет вероятности, что грунт может быть инфицирован через трубы.
Безнапорные асбестовые трубы широко применяются в качестве шахты при проведении различных видов коммуникаций – телефонных линий, электрических кабелей, ведь они не проводят электричество. По той же причине, они не подвергаются электрохимической коррозии, возникающей при воздействии блуждающих токов.
Полиэтиленовые муфты, предназначенные для соединения трубопроводов просты в монтаже, обеспечивая прочность и надежность крепления. Некоторые разновидности используются для создания теплотрасс в различных системах.
Они являются экономным способом для транспортировки тепла, так как имеют очень низкую теплопроводность, тем самым максимально снижая тепловые потери. В такой системе в качестве теплоизолятора применяют недорогой гидрофобизированный гравий, которым засыпают трубы, и дополнительно покрывают полимерным материалом в виде пленки.
Нюансы укладки труб
Процесс монтажа трубопроводов из асбестовых труб имеет несколько особенностей:
- При работе с асбестоцементными трубами 200 мм внешнее сечение изделий нужно немного обтесать до получения точных размеров и необходимой шершавости.
- Сцепление труб производится с помощью соединительных муфт для изделий данного типа, в которых изнутри предусмотрены желоба с уплотнительными кольцами сложной формы, обеспечивающие плотное прижатие к стенкам трубы при нагнетании давления воды (про
Нормативная документация
Размеры асбестоцементных труб определяет ГОСТ 539-80.
Пример асбестоцементных труб ГОСТ 539-80
Регламентация методов испытания таких изделий происходит по ГОСТу 11310-90.
По ГОСТу времен Союза асбестоцементные трубы были исключительно фондируемым материалом. И применялись такие изделия зачастую в мелиоративных сооружениях. При этом не было нормативных документов, касаемо применения таких деталей в промышленном и гражданском строительстве.
Уже сейчас они стали широко использоваться. Во многом благодаря переизданию СНиП.
Монтаж асбестоцементных трубопроводов
Монтируются асбестоцементные трубы согласно некоторым правилам, среди которых:
Сфера применения и характеристики асбестовых труб
Определение и область применения

как выглядит трубы асбестоцементные
Труба асбестоцементная является абсолютно безвредной. Вы без всякого риска для себя и своих близких можете приступать к работе в удобное для вас время. Изготовление данных труб совершается по самым навороченным технологиям. Могут иметь разные диаметры, характеристики в общем. Так, что вы всегда найдете подходящее изделие именно для своих работ.
Асбестоцементные трубы в наше время очень часто применяются в специально, для этого подстроенных, трубопроводов из асбестоцемента. Они отлично подходят для стройки, работы с водопроводом, с фундаментом, ограждениями и так далее. Применение им всегда найдется. Весьма востребованный и подходящий вид изделия. Определение и применение, которого должен знать каждый уважающий себя руководитель.
Чаще всего в открытой продаже вы можете встретить трубы от четырех до пяти метров, итогом чего, мы увидим меньшее количество никому не нужных стыков. Но минус в весе, он станет гораздо больше. Трубопровод из данного фиброцемента, может идти в работу с канализацией, водопроводом и так далее.
Асбест – это вещество, которое не содержит ядов и токсинов, также всяческих радиоактивных воздействий. Опасные моменты разве что могут вызвать излишества вдыхания пыли во время монтажа канализации. Но этого можно избежать, одев защитную маску. Просто как, только посмотрите!
ГОСТ 1839-80
Трубы асбестоцементные ГОСТ 1839-80
Свидетельство ГОСТ 1839-80 является действующим и несет свое применение в стандартизации, распространяемой на объекты о которых говорилось ранее из асбеста, муфты для них, что необходимо для установки внешних трубопроводов канализации без напора, а также коллекторов из систем мелиоративного характера.
Этот документ способен нести в реализацию трубы из асбеста абсолютно всех диаметров. Что является безумно удобным и важным фактором. Труба данной характеристики полезна в применении для защиты кабеля, который будет прокладываться под землей, также для подпитки и непосредственного питаний приемников, расположенных отдельно.
На сегодняшний день зачастую труба из асбеста больше применяется в работах электромонтажного характера. Потому как является безумно практичной. Полиэтиленовые манжеты МПТ-1 обеспечивают данным трубам еще и легкое соединение! Которое также одновременно и плотное.
Трубы асбестоцементные ГОСТ 539-80
К тому же эти трубы отличаются своей долговечностью, теплостойкостью и экологической чистотой! Разве не прекрасные качества вмещает в себя данный продукт? Скорее приобретайте себе гарантию и качество! Так вы никогда не подвергнетесь шоку обмана и черных полос. Все будет прелестно, читайте дальше и вы в этом убедитесь!
Сертификат соответствия
Действующий вид расходится на данные объекты и муфточки для них же. Они имеют с предназначение установки внешних труб-канализационных каналов, именуемых безнапорными.
- Общий образ обязательно будет таковым:
- Определение, — что мы можем назвать относительным для данных объектов, в обязательном порядке обозначается — БНТ, обрисовывается в мм. Именование труб идет само по себе с удивительным прохождением в размеры близко 100 мм, по приходу к заключению можем лицезреть такой итог — БНТ 100 ГОСТ 1839-80. А в обозначении муфты лишь меняется буква «Т» на «М».
Такая незатейливо простая комбинация под силу каждому умельцу.
Технические характеристики асбестоцементных труб
Сейчас мы ознакомим вас со стандартными характеристиками данной модели труб. Ведь вы обязаны принимать осознанный выбор, который прослужить безумно долго.
- Труба, про которую мы ведем всю беседу, и футы в обязательном порядке выпускаются с определенными требованиями. Также с реальными стандартами, что отталкиваются только от нормы регламентов технологий. Который должен 100% состоять в одобрительном состоянии.
- Они обязаны только в прямом состоянии, в виде цилиндра. Расхождения обязательно не должны отходить от нормы: 12 миллиметров – для труб длинною 2950 миллиметров.
- Также должны быть без всяких трещинок.
- Допустимы отпечатывания не больше двух миллиметров.
- Обязательно! Должны применяться технологии, которые защищают продукт от пропуска воды.
- Минимальный состав уничтожающей нагрузки в данных испытаниях, будет при правильном подходе, для труб с участком прохода относительного характера — сто миллиметров – 1764 (180); 150 миллиметров – 3920 (400); для высшего уровня качества: 100 миллиметров – 2254 (230); 150 миллиметров – 4704 (480).
Ну вот теперь вы ознакомлены с характеристиками и будете с уверенностью делать верный выбор. Важно научится по максимуму разбираться в ценах, лучшем качестве и внешним характеристикам. Тогда итог будет просто шикарный.
Цена за метр
Асбестоцементные трубы отличаются от многих тем, что цена не завышена. Доступна действительно каждому. Кстати это не помеха качеству. Ведь оно у них шикарное. Тут отзывы плохие никогда не застанут покупателя. Все так и кричит о том, чтобы работа кипела и шла в хорошем русле для каждого! Обычно цена примерно 685 рублей за штучку. Во многих точках продажи цена договорная и каждому понятная. Тут нет тем для проявления недоверия и страха. Вам открыты все карты, чтобы вы по максимуму сделали верный выбор.
Дешевизна, которая им присуща (очевидный фактор, что металлические гораздо дороже) не самый главный плюс, трубы из асбестового материала (безнапорные) в сравнении с металлическими аналогами несут в себе много других впечатляющих плюсов.
- Скитающиеся токи не страшны этому виду труб, в отличие от металлических. Они устойчивы в отношении агрессии атакующих вод (которые полны разных минеральных солей). Это приводит к минимальному трению жидкостей о стеночки. Экономия хороший результат всего вышесказанного, энергетические затраты снижены на минимум (на действие перекачки).
- В соотношении с металлической трубой, наши имеют шикарное отличие! Низкие показатели тепловой водности. Итог – высокие результаты устойчивости тепла, в том счете уменьшение опасности заморозки воды, проходящей по данным трубам. В придачу это даст возможность глобально понизить планку глубины укладывания, что опять же делает покупку очень экономной. Так как напор перевешает стандарты. Не плохо? Как бы к чему мы и шли. Это очень выгодное решение, несущее для вас множество плюсов.
Какие бывают асбестоцементные трубы и где применяют данные изделия
Виды асбестоцементных труб:

Трубы асбестоцементные виды и типы
Безнапорные
Трубы без напора — это продукт широчайшего употребления. Как вы понимаете, может применяться в строительстве. Сейчас вы сможете лицезреть характерный перечень отличий данной продукции и их преимущества:

Трубы асбестоцементные безнапорные
- обладают массой в три раза меньше труб со стального материала;
- не подвержены коррозии;
- не подвержены термостойкости;
- не подвержены также морозостойкости;
- не характерны им также обрастания всяческими продуктами, проходящими по ним;
- очень стойки к агрессии всяких бунтарских материалов и грунтовке;
- ну и странствующие токи их не пугают!
- их трение о стеночки гораздо в меньшем количестве несут в себе беспокойстве, что дает возможность дать зеленый свет пропускной способности данному виду труб и перенесет на нижние ступени затраты энергии на лишнюю перекачку;
- насчет времени, оно на половину экономится, монтажные работы, работы по стройке больше не занимают уйму вашего времени!
- затраты на теплозащиту уменьшены во много раз, так как асбестоцемент сам по себе и есть тепловым изолятором;
- безопасен от пожаров;
- не дает зеленый свет опасному току;
- прочность просто на высоте, в тандеме с кипятком и леденящим холодом;
- возрастание прочности при взаимодействии с горячей и холодной водой;
- от 28 годков до 32, вы будете уверены в надежности ваших труб!
Напорные
Напорные трубы данной категории сделаны специально под условия работы в атмосфере высокого напора. Они применяются для сотворения сетей давления теплотрасс, водных проводов и в канализационной местности. Также применяются в строительстве коллекторов и в участке прохождения вентиляции. В связи с требованиями специализированных служб, данные трубы могут использоваться лишь для трубопроводов (в которых нет повышенного давления). Для напорных необходимо использовать подходящий вид из этого материала.
Тут также есть свои технологические запросы!
- У труб качественного характера должны быть перпендикулярно обработаны торцы конусообразно;
- Перед поступлением в открытую продажу им необходимо пройти специализированные тесты на удержание давления и насчет протекания воды, вернее, насчет ее отсутствия;
- В комплекте должны быть муфты.
Подвиды асбестоцементных изделий:
Вентиляционные
— (которые используются для дымохода)
Они являются очень давно проверенными и вместе с этих трепетно. Каждая их нотка так и кричит о заботе для своих будущих хозяев. Нет, это не дешевый вариант в сравнении с обычным дымоходом. Но, имеет очень много несравнимых просто плюсов. Этот уровень выше. Комфорт в чистом виде. Данная труба легкая, не способна на возгорание, также она без косметических швов. Это очень красивая и разумная покупка для вашего дома! — Трубы, специализированные под ваш драгоценный дымоход!
Заборные
Они имеют огромный спектр своего применения. Им характерно большое преимущество перед похожими изделиями из железа. Никаких обработок от ржавчины! К тому же срок службы у них достаточно впечатляющий.
Их применяют для обивания сеточкой–рабицей, которую прикрепляют при помощи специализированных хомутиков и проволочки. После, прикрепляют деревом само резами. Ограждение с помощью данных труб, великолепное решение забора между соседями!
Монтаж трубы проводится также, как и с железной. Только с значительным плюсом, грунт не наносится! Небольшая цена подвергнет вас в шок. А легкий вес приятно удивит, ведь он очень отличается от металлического. Они гораздо круче переносят действие вод и внешних раздражителей. Ну нет у них практически недостатков, и все!
- Специализированные для мусоропроводов.
- Дренажные.
- Под кабельную канализацию.
- Естественно ради фундамента.
Лазерная резка: специфика процесса, оборудование, материалы
В строительной и производственной сферах большой популярностью пользуется нарезка деталей при помощи лазерных установок. Механическое воздействие на материал при таком процессе сводится к нулю, и это гарантирует отсутствие деформаций рабочей поверхности. Эксплуатация лазеров позволяет получить высококачественные детали, избежав при этом производственных затрат, связанных с человеческим фактором. Однако лазерная резка металла от 1 детали имеет ряд нюансов. Предлагаем с ними ознакомиться.
Как работает лазерная резка
Лазерная резка металла от 1 детали может производиться разными способами: при помощи кислорода, с использованием смеси газов (аргона или азота), с помощью сжатого воздуха. Выбор газа для резки лучом зависит от того, из какого материала состоит деталь, какую толщину имеет заготовка, предстоит ли дальнейшая обработка. Например, использование кислорода позволяет добиться максимально высоких температур при резке, а аргон будет незаменим при нарезании титана и циркония.
 лазерная резка металла
лазерная резка металла
Современные лазеры предназначены для раскраивания металла толщиной от 0,2 мм до 40 мм. Принцип лазерной резки состоит в том, что луч обеспечивает возгорание, плавление, испарение, выдувание газовой струей материала того участка, на который он направлен.
В зависимости от тела, которое генерирует луч, можно выделить три типа оборудования для листовой лазерной порезки:
- Твердотельные лазерные станки. Снабжены диодом и стержнем, состоящим из рубина, граната либо неодимового стекла. Мощные лампы направляют заряд энергии на оптический стержень, который осуществляет ее проекцию на рабочую поверхность. Фокусировка осуществляется в том числе благодаря зеркалам и призме. Твердотельное оборудование предназначено для разрезания меди, алюминия, алюминиевых сплавов, латуни.
- Волоконные. Генератором луча служит оптоволокно. Современные станки оснащены опцией быстрой настройки размера фокального пятна, благодаря чему значительно повысилась производительность нарезки деталей из меди, стали, алюминия.
- Газовые. В качестве генератора выступают газы – обычно гелий, углекислый газ и азот. Они под давлением поступают в газоразрядную трубку, активируясь при этом электрическими импульсами. Преимущество лазерной резки газовыми станками в том, что ей подлежат даже высокопрочные сплавы.
Управление станком для лазерной резки деталей
Автоматизированный станок для нарезания металла лазером состоит из непосредственно лазера, снабженного источником питания, системы управления, а также контура, обеспечивающего передачу излучения в зону резки. По принципу действия это излучение напоминает плазменную дугу или газовое пламя, однако имеет гораздо большую концентрацию мощности – до 5 000 Вт.
 станок для лазерной резки металла
станок для лазерной резки металла
Управление лазерным станком довольно несложное. Для осуществления лазерной резки деталей расходный материал фиксируется на рабочем столе. Затем в блок управления задаются параметры будущей детали (длина, ширина), указываются тип и толщина листового металла. Откалибровка фокуса и выбор расстояния от резака до разрезаемой поверхности происходит автоматически. В автоматическом режиме происходит и температурный контроль. Если технический процесс требует подачи вспомогательных газов, то к аппаратуре необходимо подключить баллоны с необходимым веществом. Для этого предусмотрены патрубки, снабженные клапанами. Защитный кожух ограждает оператора и прочий персонал от мелких частиц металла.
Лазерная резка каких материалов возможна
Резка лазерным лучом возможна, если основной материал – это:
- Сталь обычная. Максимальная толщина стального листа должна не превышать 20 мм, в противном случае нужно обратиться к другому методу.
- Сталь нержавеющая. Ограничение по толщине составляет 16 мм. Именно при таких показателях удастся избежать возникновения облоя или же его можно будет удалить без последствий. Лазерная резка нержавеющей стали толщиной более 16 мм возможна только в расплавном режиме, и зона резки будет шершавой и с трудноудаляемыми излишками материала.
- Латунь. Для лазерной резки этого металла подойдут листы толщиной не более 12 мм, поскольку сопротивление материала довольно велико. Накопления облоя не избежать, однако он ликвидируется легко.
- Сплав алюминия. Можно резать лист металла толщиной не более 10 мм. Также образуется облой в зоне резки.
 лазерная резка алюминия
лазерная резка алюминия
Каждому типу металла соответствует своя разновидность лазера.
Внимание! Принцип лазерной резки неприменим для следующих металлов: вольфрам, титан, латунь, молибден, оксидированный алюминий. Все они обладают высокой прочностью, которая приводит к выходу лазерного оборудования из строя.
Преимущества и недостатки лазерной резки
Лазерная резка имеет ряд положительных качеств. Например:
- При ее проведении отсутствует механическое воздействие на обрабатываемую поверхность. Благодаря этому можно нарезать материалы, которые при обычной резке получили бы повреждения или деформировались.
- Обработке подлежат многие виды металлов, в том числе сплавы алюминия и различные типы стали.
- Чаще всего лазерная резка листового металла не сопровождается возникновением облоя. В противном случае он легко удаляется с поверхности, не оставляя царапин.
- Детали при нарезании не нагреваются. Можно применять лазерную резку листа даже для тех металлов, которые имеют высокую теплопроводность.
- Раскрой материала полностью автоматизирован. Погрешность при нарезке составляет не более 0,1 мм, процент отходов минимален. Это позволяет снизить себестоимость производства.
- Высокая производительность лазерного оборудования, в итоге – значительно экономится время резки.
- Нет необходимости приобретения дорогостоящих молдов или пресс-форм.
- Универсальность оборудования. С помощью приспособления для лазерной резки металла можно изготавливать самые различные типы деталей.
- В случае необходимости, оборудованием для резки листовых металлов можно осуществлять фрезеровку и высверливание отверстий нужного диаметра и глубины.
- Есть возможность гравировки поверхностей.
 резка металла лазером
резка металла лазером
Преимущества лазерной резки сопровождаются некоторыми недостатками:
- Листовой металл, подлежащий резке лазером, не может быть толще 40 мм, а его площадь – больше 1500 на 3000 мм.
- Этот способ резки относительно дорог.
- Невозможно производить внутреннюю резьбу.
- Необходима настройка оборудования перед каждым использованием.
Лазерная резка деталей: примеры
Прибегнув к лазерной резке, вы за относительно короткий промежуток времени можете получить детали, применяемые в машиностроении; комплектующие для торгового оборудования (в том числе стеллажей, шкафов, поддерживающих установок, полок и т.д.); декоративные элементы для дизайна помещений; детали для вывесок, бигбордов и прочих рекламных носителей; трафареты, шаблоны и многое другое. Пользуются популярностью и резаные лазером элементы отопительного оборудования — печей, дымоходов, котлов, и детали ограждений, ворот. Принцип лазерной резки применяется при изготовлении многих деталей лифтового оборудования и вендинговых аппаратов.
 детали, нарезанные лазером
детали, нарезанные лазером
Как можно заметить, лазерной резкой пользуются в тех случаях, когда необходимо получить высококачественные детали с минимальной шириной реза, гладкими и ровными краями, и при этом есть возможность пренебречь некоторым изменением цвета изделия в месте раскройки.
Что лучше — резка металла лазером или плазмой
Плазменная резка отличается от лазерной тем, что проплавление металла производится при помощи плазменной дуги, в то время как плазменная струя удаляет расплав. Резку плазмой применяют для обработки тонколистового металла, однако экономически целесообразно использовать для толстых поверхностей: меди (до 80 мм), чугуна (до 90 мм), алюминия (до 120 мм), сталей (до 150 мм). Хорошее качество отверстий гарантировано в случае, если их диаметр будет не меньше диаметра поверхности, разрезаемого плазмой. Нижние кромки отверстий, как правило, меньше верхних. Поверхность реза конусная и составляет от 3 до 10 градусов.
Про особенности плазменной сварки можно прочитать здесь.
Эксплуатация лазера имеет наибольшую эффективность при нарезке стали толщиной до 6 мм. Сфокусированное лазерное излучение производит качественные узкие резы, диаметр произведенных отверстий в нижней части имеют несколько больший размер, чем в верхней. Отклонение кромки реза от заданных параметров – около 0,5 градуса.
Выбирая между плазмой и лазером, стоит ориентироваться прежде всего на тип и толщину материала, подлежащего обработке. Кроме этого, стоит учесть, что лазерное оборудование имеет большую цену, однако при необходимости вырезания большого количества отверстий в детали часовая стоимость использования плазменного станка выше.
В заключение
Принцип лазерной резки может быть применим во всех случаях, когда требуется высокоточная нарезка деталей, фрезеровка или гравировка. Оборудование вне зависимости от его типа (твердотельное, газовое, волоконное) позволяет осуществить разрезание листов металла практически в автоматическом режиме. При этом гарантированы аккуратная поверхность реза, минимальное количество облоя или его полное отсутствие, минимальная погрешность нарезки, высокая производительность. Преимущества лазерной резки численно превышают ее недостатки, наиболее существенным из которых представляется стоимость. При выборе между лазерной и плазменной резкой стоит обратить внимание на цену оборудования и часовую стоимость его эксплуатации, а также на толщину рабочего материала.
Основы лазерной резки — знания, которые вам пригодятся

Лазеры впервые были использованы для резки в 1970-х годах.
В современном промышленном производстве лазерная резка более широко применяется в обработке листового металла, пластмасс, стекла, керамики, полупроводников и таких материалов, как текстиль, дерево и бумага.
В ближайшие несколько лет применение лазерной резки в прецизионной обработке и микрообработке также получит значительный рост.
Во-первых, давайте посмотрим, как работает лазерная резка.
Когда сфокусированный лазерный луч попадает на заготовку, область облучения быстро нагревается, расплавляя или испаряя материал.
Как только лазерный луч проникает в заготовку, начинается процесс резки: лазерный луч движется по контуру и расплавляет материал.
Обычно для удаления расплава из разреза используется струйный поток, оставляя узкий зазор между режущей частью и рамой.
Узкие швы получаются почти такой же ширины, как и сфокусированный лазерный луч.
Примечание: данная статья является переводом
Газовая резка
Газовая резка – это стандартная техника, используемая для резки низкоуглеродистой стали. В качестве режущего газа используется кислород.
Перед вдуванием в разрез давление кислорода повышается до 6 бар. Там нагретый металл вступает в реакцию с кислородом: он начинает гореть и окисляться.
В результате химической реакции высвобождается большое количество энергии (в пять раз больше энергии лазера).

Рис.1 Лазерный луч плавит заготовку, а режущий газ сдувает расплавленный материал и шлак в зоне разреза
Резка плавлением
Резка плавлением – это еще один стандартный процесс, используемый при резке металла, который также может применяться для резки других легкоплавких материалов, например, керамики.
В качестве газа для резки используется азот или аргон, а воздух под давлением 2-20 бар продувается через разрез.
Аргон и азот являются инертными газами, что означает, что они не вступают в реакцию с расплавленным металлом в надрезе, а просто выдувают его на дно.
Между тем, инертный газ может защитить режущую кромку от окисления воздухом.
Резка сжатым воздухом
Сжатый воздух также можно использовать для резки тонких листов.
Давления воздуха, увеличенного до 5-6 бар, достаточно, чтобы сдуть расплавленный металл в разрезе.
Поскольку почти 80% воздуха – это азот, резка сжатым воздухом – это, по сути, резка плавлением.
Плазменная резка
Если параметры выбраны правильно, то в разрезе плазменной резки с применением плазменного наплавления появляются плазменные облака.
Плазменное облако состоит из ионизированного пара металла и ионизированного газа для резки.
Плазменное облако поглощает энергию CO2-лазера и переводит ее в заготовку, позволяя соединить больше энергии с заготовкой, что позволяет быстрее плавить металл и ускоряет процесс резки.
Поэтому процесс резки также называют высокоскоростной плазменной резкой.
Плазменное облако фактически прозрачно для твердого лазера, поэтому плазменная резка может использоваться только при лазерной резке CO2.

Газифицирующая резка
Газифицирующая резка испаряет материал и минимизирует тепловое воздействие на окружающий материал.
Использование непрерывной обработки CO2-лазером для испарения материалов с низким тепловыделением и высоким поглощением позволяет достичь вышеуказанных эффектов, например, тонкой пластиковой пленки и неплавящихся материалов, таких как дерево, бумага и пенопласт.
Ультракороткоимпульсный лазер позволяет применить эту технику к другим материалам.
Свободные электроны в металле поглощают лазер и резко нагреваются.
Лазерный импульс не вступает в реакцию с расплавленными частицами и плазмой, и материал сублимируется напрямую, не успевая передать энергию окружающему материалу в виде тепла.
В материале для пикосекундной импульсной абляции нет явного теплового эффекта, нет плавления и образования заусенцев.

Рис.3 Газификационная резка: лазер заставляет материал испаряться и гореть. Давление пара вытягивает шлак из разреза
На процесс лазерной резки влияют многие параметры, некоторые из которых зависят от технических характеристик лазерного генератора и станка для лазерной резки, а другие варьируются.
Степень поляризации
Степень поляризации показывает, какой процент лазера преобразуется.
Типичная степень поляризации составляет около 90%. Этого достаточно для высококачественной резки.
Диаметр фокусировки
Диаметр фокуса влияет на ширину разреза и может изменяться путем изменения фокусного расстояния фокусирующей линзы. Меньший диаметр фокуса означает более узкие разрезы.
Фокусное положение
Положение фокуса определяет диаметр луча, плотность мощности и форму надреза на поверхности заготовки.

Рис. 4 Положение фокуса: внутри, на поверхности и на восходящей стороне заготовки.
Мощность лазера
Мощность лазера должна соответствовать ьипу обработки, а также типу и толщине материала.
Мощность должна быть достаточно высокой, чтобы плотность мощности на заготовке превышала порог обработки.

Рис.5 Более высокая мощность лазера позволяет резать более толстый материал
Рабочий режим
Непрерывный режим в основном используется для резки стандартного контура металла и пластика толщиной от миллиметра до сантиметра.
Для выплавки отверстий или получения точных контуров используются низкочастотные импульсные лазеры.
Скорость резки
Мощность лазера и скорость резки должны соответствовать друг другу. Слишком высокая или слишком низкая скорость резки может привести к увеличению шероховатости и образованию грата.

Рис.6 Скорость резания уменьшается с увеличением толщины пластины
Диаметр сопла
Диаметр сопла определяет форму потока газа и воздушного потока из сопла.
Чем толще материал, тем больше диаметр газовой струи и, соответственно, больше диаметр отверстия сопла.
Чистота и давление газа
Кислород и азот часто используются в качестве газов для резки.
Чистота и давление газа влияют на эффект резки.
При резке кислородным пламенем чистота газа составляет 99,95 %.
Чем толще стальной лист, тем ниже давление газа.
При резке азотом чистота газа должна достигать 99,995 % (в идеале 99,999 %), что требует более высокого давления при плавлении и резке толстых стальных листов.
Технические параметры
На ранней стадии лазерной резки пользователь должен определить настройки параметров обработки путем пробной операции.
Теперь необходимые параметры обработки хранятся в управляющем устройстве системы резки.
Для каждого типа и толщины материала имеются соответствующие данные.
Технические параметры позволяют людям, не знакомым с технологией, беспрепятственно управлять оборудованием для лазерной резки.
Оценка качества резки
Существует множество критериев для определения качества кромок лазерной резки.
Например, стандарт формы грата, провисания и зернистости можно оценить невооруженным глазом.
Прямолинейность, шероховатость и ширина надреза должны быть измерены специальными приборами.
Осаждение материала, коррозия, область термического воздействия и деформация являются важными факторами для измерения качества лазерной резки.

Перспективы в будущем
Непрерывный успех лазерной резки находится за пределами досягаемости большинства других методов. Эта тенденция продолжается и сегодня. В будущем применение лазерной резки будет становиться все более и более перспективным.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Основы технологии лазерной резки металла
По-простому, лазерная резка — это световое излучение, вызванное атакой фотонов на рабочую среду с усилением за счет ответной реакции. Более подробно – далее

Из школьного курса элементарной физики вы знаете о сильном тепловом воздействии сфокусированного света. Познавательный трюк с увеличительным стеклом ясно показывает возможности преломленного потока солнечного луча.
Принципом действия работы лазера может служить его перевод с английского: усиление света вынужденным излучением. По-простому — это световое излучение, вызванное атакой фотонов на рабочую среду с усилением за счет ответной реакции. Световой поток через систему оптических призм и зеркал фокусируется в узконаправленный луч импульсной или непрерывной модуляции. Мощность и интенсивность лазера зависит от используемого активатора и сложности резонирующих систем.
В качестве первичного активного вещества используют все возможные агрегатные состояния: твердое, газообразное, жидкое и плазменное. Важнейшим критерием является способность к возбуждению и отдаче свободных квантов-фотонов. Накачка первичных световых атомов производится разными способами. Это может быть сфокусированное солнечное излучение, специальные лампы, другие лазеры, электрическое воздействие или химические процессы. Для увеличения силы потока делают многоуровневые атакующие каскады. В основе резонаторов применяют плоскопараллельные и сферические зеркала или их комбинации. Главный параметр хорошего прибора — устойчивое сохранение светового луча и его точная фокусировка.

Первый лазер был сделан на рубине в 1960 году, он работал в инфракрасном диапазоне и являлся началом эры световых помощников человека. История развития прикладной квантовой науки шла по пути усиления первоначальных систем накачки и совершенствования оптических резонаторов для достижения мощного и управляемого луча. Выискивались новые рабочие среды, были испробованы и получили путевку в жизнь лазерные установки на красителях, на свободных электронах, химические модели и полупроводниковые исполнения.
Производственное использование лазера
Лазер называют самым красочным и одним из важнейших изобретений XX века. Многие годы никто не понимал его практического применения, прибор называли устройством, которое само ищет задачи для решения. Теперь лазерные аппараты лечат людей, исследуют звезды и применятся для развлекательных мероприятий.
Машиностроительные производства давно начали использовать резку металла лазером. Пионерами выступили судостроительные верфи, авиационные заводы и автомобильные гиганты, искавшие передовые методы работы для увеличения производительности труда. Возрастающая конкуренция стимулировала появление инновационных обрабатывающих центров с принципиально новыми системами влияния на рабочий процесс.
К настоящему времени на промышленных предприятиях лазерная резка металла представлена следующими видами установок:
- твердотельные — основанные на кристаллических драгоценных камнях или соединениях редкоземельных элементов, для накачки фотонов используется импульсные лампы или лазерные диоды;
- газовые — в качестве активаторов применяются смеси инертных газов с источником возбуждения в виде электрических разрядов или направленной химической реакции;
- волоконные — активная среда и резонатор сделаны целиком из оптического волокна или скомбинированы с другими конструктивными элементами.
Следующее видео представляет волоконный лазерный станок.
Для работы с цветными металлами и антикоррозионными сталями, имеющими высокую отражающую способность, прикладными исследовательскими институтами разработаны специальные модели традиционных лазеров с резонатором из оптико-волоконной трубки. Световой луч в таких установках более сфокусированный и концентрированный и не рассеивается о зеркальную поверхность алюминиевых, титановых или нержавеющих заготовок.
Широко распространенные газовые СО₂-лазеры работают на рабочей смеси углекислого газа, азота и гелия, зеркала резонатора покрыты серебряным или золотым напылением для увеличения отражающей способности.
Технология лазерной резки металлов постоянно совершенствуется: пробуются новые типы установок, усложняются системы управления процессом, применяются компьютерные комплексы для контроля режимов обработки. Основной упор делается на увеличение точности, чистоты реза и производительности.
Особенности технологического процесса
- первая стадия — воздействие лазера на металл в точке начала реза вызывает нагревание вещества до температуры плавления и появлению усадочной раковины;
- вторая стадия — энергия излучения приводит к кипению и испарению металла;
- третья стадия — при проплавлении заготовки на полную глубину начинается поступательное движение рабочего органа в соответствии с заданной траекторией.
В действительности, процесс испарения металла наблюдается только у тонких заготовок, при средней и большой толщине реза удаление остатков вещества из рабочей зоны производится с помощью струи вспомогательного газа (азот, кислород, воздушная смесь или инертные газы).
Такие установки, работа которой представлена на видео, называют газолазерными резаками.

Сравнительные характеристики лазерной и плазменной резки приведены
Современные лазерные комплексы
Новое поколение прецизионных обрабатывающих станков с ЧПУ позволяют проводить обработку материалов с точностью до 0,005 мм. Площадь обработки некоторых моделей лазерных установок достигает нескольких квадратных метров. Большим достоинством является минимизация человеческого фактора, заключающаяся в высокой автоматизации производственного процесса.
Геометрия детали задается в программный блок, осуществляющий управление лазером и рабочим столом с заготовкой. Системы настройки фокуса автоматически выбирают оптимальное расстояние для эффективного резания. Специальные теплообменники регулируют температуру лазерной установки, выдавая оператору контрольные данные текущего состояния инструмента.
Лазерный станок оснащается клапанными механизмами для подключения газобаллонного оборудования, чтобы обеспечить подачу вспомогательных газов в рабочую зону. Система дымоулавливания призвана оптимизировать расходы на вытяжную вентиляцию, включая её непосредственно в момент обработки. Область обработки полностью экранируется защитным кожухом для безопасности обслуживающего персонала.
Лазерная резка листового металла на современном оборудовании превращается в легкий процесс задания числовых параметров и получения на выходе готовой детали. Производительность оборудования напрямую зависит от параметров станочного комплекса и квалификации оператора, создающего программный код. Технология лазерной резки металлов гармонично вписывается в концепцию роботизированного производства, призванного полностью освободить человека от тяжелого труда.
Производители предлагают различные типы лазерных станков: универсальные и специализированные. Стоимость первых на порядок больше, но они позволяют производить несколько операций и выпускать детали более сложной формы. Большое количество рыночных предложений дает возможность выбора для заинтересованных потребителей.
Преимущества и недостатки
- высокое качество обработанной поверхности;
- экономия материала;
- способность работы с хрупкими материалами и тонкими заготовками;
- возможность получения деталей сложной конфигурации.
Среди минусов: высокая стоимость оборудования и расходных материалов.
Лазерная резка стали и цветных металлов пользуется большим рыночным спросом. Способность быстро выдавать чистовые детали нестандартной формы привлекает в профильные предприятия заказчиков малых партий разнообразных изделий. Лазерные технологии активно используются в декоративном творчестве при изготовлении дизайнерских украшений и оригинальных сувениров.
Решение о применении лазерной обработки должно приниматься с учетом расчета окупаемости оборудования и величине эксплуатационных расходов. В настоящее время такие установки могут себе позволить, в основном, крупные предприятия с большим производственным циклом. С развитием технологии будут снижаться стоимость станков и количество потребляемой энергии, поэтому в будущем лазерные аппараты вытеснят своих конкурентов из сферы резки любых материалов.





