Как установить петли с доводчиками на шкаф
Особенности фурнитуры
Единственное назначение любого дверного доводчика — автоматическое закрытие дверей. Достаточно легко толкнуть створку, оснащенную им, и она закроется сама. При этом плавно работают только шарниры, оборудованные амортизатором. Несмотря на отличия, конструкция почти всех петель для каркасной мебели одинаковая. Фурнитура состоит из следующих элементов:
- установочной площадки с крепежными отверстиями, которая располагается на стенке корпуса;
- ответной площадки — чашки, устанавливаемой на фасад изнутри (утапливаемой или накладной);
- шарнира, соединяющего части устройства;
- доводчика (опционально);
- амортизатора (опционально);
- регулировочных элементов: планок, штырей, зафиксированных особыми винтами.
Принцип работы этой фурнитуры довольно прост, поэтому мебельная петля с пружинным доводчиком — не редкость. По надежности, эстетичности и комфорту эксплуатации разные модели существенно отличаются. Использование качественных петель с доводчиком дает следующие преимущества:
- полуавтоматическое, приятное по ощущениям закрытие дверок;
- отсутствие раздражающих хлопков, ударов;
- увеличение срока службы фасада, корпуса;
- упрощенная регулировка положения дверей, настройка скорости срабатывания доводчика;
- значительный ресурс эксплуатации петли;
- возможность продемонстрировать статус, вкус владельца дома.
Амортизаторы могут быть встроенными или накладными, которые устанавливают отдельно. Принцип их действия идентичен работе автомобильного узла. Одна из двух сообщающихся камер заполнена маслом либо газом. При открытии (закрытии) дверцы рабочая среда в доводчике перетекает по узкому каналу во вторую камеру. Так как скорость ее перемещения ограничена, то дверка не может захлопнуться резко.
Сфера использования накладных мебельных петель, их особенности

Особенности петель с доводчиком
Каждая петля накладная с доводчиком имеет весьма непростое устройство, которое включает в себя внутренний механизм, служащий в качестве амортизатора. Когда дверь закрывается, петли предотвращают хлопок дверцы о корпус мебели или дверную коробку, обеспечивая плавное закрывание. Благодаря этому резко снижается вероятность получения травмы при резком ударе двери, а также снижается сама нагрузка на дверные створки, уменьшается риск их повреждения.
Еще одна приятная особенность, которой отличаются дверные петли с доводчиком – широкие возможности регулировки. Благодаря наличию одновременно нескольких винтов регулировки можно настраивать положение дверцы относительно дверной коробки или мебели в нескольких плоскостях. Этого достоинства лишены многие скрытые и накладные петли обычной конструкции.
Конструкция мебельной петли с доводчиком
Материалы изготовления
Главное отличие престижных моделей от образцов экономкласса помимо наличия амортизатора — это качество металла, покрытия, сборки. Причем дорогие петли для мебели, оборудованные доводчиком, не могут быть легкими по весу. То есть толщина стенок деталей не менее важна, чем марка стали. Сам же металл, как правило, закален и не содержит ослабляющих его примесей, ведь вес фасадов зачастую серьезен.
Любая стальная фурнитура для мебели, несущая нагрузку, покрывается антикоррозийным декоративным слоем. Самые популярные материалы для петель: бронза, латунь, хром, никель, цинк, полимеры, эмали. Качественно обработанные металлы инертны к воздействию воды, кислорода, бытовой химии.
Заглушки, закрывающие технологические отверстия и шляпки винтов или шурупов, исключают их загрязнение. Прокладки из резины, силикона или пластика предотвращают трение контактирующих поверхностей.
Сфера применения
Конструкция практически любых предметов, включающая крышки или дверцы, также содержит и шарниры. Амортизатор и доводчик в этом устройстве не обязательные, но желательные элементы, хотя нередко они применяются по отдельности:
- В шкафах-купе, где петли не нужны, а доводчик полезен.
- В полках и ящиках, открывающихся наверх, где доводчики (они же амортизаторы) обычно более массивные, а петли — стандартные.
- В витринах, прочей стеклянной мебели, где утапливаемые шарниры не применяют.
Часто можно встретить предметы интерьера с дверками из стекла, которое заключено в деревянное или металлическое обрамление. Такая рамка, особенно из древесины, вполне годится для того, чтобы врезать в нее установочную чашку петли.
Большей части остальных изделий петли с доводящим устройством нужны, например, детским шкафам или письменным столам, дверки которых отваливаются из-за неаккуратного использования. Также в эту категорию попадают офисная и коммерческая мебель, кухонные гарнитуры.
Советы по выбору колесиков для мебели и правила расчета нагрузки
Советы по выбору
Бренд и страна-производитель свидетельствуют о качестве мебельных петель с доводчиком так же, как при выборе любой другой продукции. При приобретении желательно обратить внимание на нюансы, которые заметны невооруженным взглядом:
- вес петель с доводчиком;
- плавность, четкость хода движущихся частей;
- отсутствие люфта в работе самой петли, а также доводчика;
- отсутствие сколов, трещин, царапин;
- ровность, гладкость покрытия;
- эстетичная надежная упаковка.
Полезным будет изучение документов: инструкции к петлям, паспорта, гарантийного талона. Сплошные иероглифы наверняка не скажут ни о чем хорошем. К тому же производитель, заботящийся о репутации, не будет скрывать истинного места изготовления своего товара. Тем не менее встречается продукция, в паспорте которой не указаны ни город, ни завод.
Петли, шарниры, доводчики, амортизаторы без заводского клейма, гравировки или хотя бы наклейки не заслуживают особого доверия.
Пожалуй, один из самых серьезных показателей — это стоимость петель с доводчиком. Качественная немецкая вещь, к примеру, не может стоить так же, как китайский ширпотреб. Хотя и приличная продукция из последней страны — давно не редкость. Популярны следующие производители:
- Boyard (Россия) — делает петли с доводчиком и прочую фурнитуру для мебели уже не первый десяток лет. Продукция сочетает доступность, приемлемое качество, широкий ассортимент.
- Blum (Россия) — компания, выпускающая технологически продвинутую мебельную фурнитуру. Их петли устроены так, что регулировка возможна в трех плоскостях, а установка упрощена особой монтажной планкой.
- GTV (Польша) — долговечная фурнитура для мебели, класс которой выше среднего, работает плавно и четко, легко монтируется, настраивается.
- Hettich (Германия) — выпускает модели петель от экономкласса до люкса, в том числе варианты с доводчиком. Продукция отличается качеством металлов и сборки, комфортом эксплуатации, безупречным внешним видом, долговечностью.
Виды мебельных крепежей, их характеристики и особенности применения
О качестве петель явно говорит срок гарантии и указанный ресурс, то есть количество процессов открытия-закрытия. По российским ГОСТам допустимым считается показатель в 20000 циклов, престижные модели выдерживают до 200 тысяч.
Blum
Boyard
GTV
Hettich
Врезка накладных петель
Нужные инструменты
Перед тем, как установить петли кухонные с доводчиком, следует правильно подготовить свое рабочее место. Такая фурнитура требует врезки, поэтому понадобятся следующие инструменты:
Вот с таким скромным набором инструментов проводится установка петель с доводчиком.
Подготовка к установке
Первым делом производится правильная разметка под петли. Для того, чтобы грамотно ее сделать, необходимо руководствоваться следующими правилами:
В соответствии с указанными условиями приложите все петли с доводчиками к поверхности, после чего обведите. Не забудьте перепроверить все расстояния после нанесения разметки.
Установка дверных петель с доводчиком
Начинаем установку
Каждая петля мебельная накладная с доводчиком устанавливается по указанной инструкции:
Данные действия необходимо повторить со всеми петлями, которые планируется установить. После выполнения инструкции установленная мебельная фурнитура готова к использованию.
Нюансы монтажа и регулировки
Габариты установочной чашки, как правило, стандартны, практически все заводские фасады выпускаются уже с углублением под нее. Если же оно отсутствует, монтаж петель несколько усложняется. Чтобы сделать углубление, нужна фреза подходящего размера и навыки работы с ней. Впрочем, потренироваться можно на любой «деревяшке». Помимо фрезы понадобятся:
- дрель с различными сверлами;
- шуруповерт, отвертка;
- угольник, карандаш;
- рулетка, стамеска, молоток;
- строительный уровень.
Мебель часто устанавливается неровно из-за кривизны стен и полов. Регулировка положения фасадов позволит нивелировать эти недостатки хотя бы визуально.
Располагают мебельные петли обычно не дальше, чем на 12 см от верха и низа фасада. Всего их должно быть не менее двух на одну дверку. Если нужен третий шарнир, устанавливают его посередине. Изделие прикручивают саморезами к стенке мебели, затем прикладывают дверку, обводят чашку карандашом. Когда углубление готово, все легко собирают отверткой. После этого регулируют фурнитуру, добиваясь «вертикальности» фасада и одинаковых зазоров со всех сторон. Если створка выделяется или расположена выше других дверей, выполняют следующие действия:
- подкручивают все винты, находящиеся ближе к боковинам навесов;
- закрывают двери, обращают внимание на общее положение;
- если верхний угол направлен вправо, прикручивают болты на верхних петлях, а на нижних их ослабляют.
Если створка висит под наклоном, требуется горизонтальная регулировка петель. Для этого болт необходимо притянуть таким образом, чтобы нужный угол дверцы приблизился к раме. При монтаже и эксплуатации мебельных петель с доводчиком не стоит прикладывать чрезмерных усилий.
Схема регулировки
Как установить мебельные петли
Наибольшего внимания в конструкции петли заслуживает чаша. Из картинки понятно, что она должна буквально вставляться в поверхность. Для этого нужно лунка (грубо говоря, незаконченное, не сквозное отверстие), причем весьма солидного диаметра. Обычным сверлом такую лунку сделать нельзя, придется воспользоваться специальной фрезой диаметром стандартным 35 мм, но бывают и другие 25-32 мм посадочные отверстия.
Сверло форстнера регулированием высоты
Существуют разные виды резцов сверла
На иллюстрации показано две фрезы стандартная и слегка модифицированная. Полезно иметь обе. Начинать прорезание лунки лучше обычной фрезой, но затем лучше всего будет поменять ее на модифицированную. Причина наличие у стандартной фрезы выступающего вперед зуба. Новички могут по неосторожности просверлить фрезой сквозное отверстие вместо лунки и зуб на фрезе весьма этому способствует.
Петли должны устанавливаться так, чтобы надежно и без перекосов поддерживать дверцу. Поэтому при крепление мебельных петель важно как можно точнее разметить поверхности шкафа и дверцы, обозначив места для прорезания лунок под чаши петель и для вкручивания саморезов.
В обычных навесных шкафчиках используют крепление двери двумя петлями. В более солидных моделях с высокой массивной дверью потребуется установить не менее трех петель. Все они в идеале должны находиться точно на одной оси. При этом нижняя петля монтируется на высоте не менее 7-12 сантиметров.
Чертеж установки кухонной мебельной петли
Расстояние о верхнего среза шкафа до верхней петли чаще всего составляет семь сантиметров. Вертикальную ось, на которой должны находиться все петли, рисуют на расстоянии двух с небольшим сантиметров от края.
При сверлении отверстия
важно учитывать глубину отверстия, для этого лучше использовать фрезу с ограничением.
Геометрия угловых шкафов заставляет мебельных мастеров использовать для подвешивания дверей на такие шкафы специальные петли. Впрочем, понять, как навесить дверь на угловой шкаф, довольно просто. Само по себе крепление таких петель сложностью не отличается, однако сразу же потребуется принять во внимание тот факт, что угловые петли при закрывании шкафа немного заезжают во внутреннее пространство. Учитывая это, придется несколько урезать глубину полок, потому что иначе дверцы углового шкафа просто нельзя будет закрыть.
Выбираем и устанавливаем петли с доводчиком для дверей
Фурнитура для мебели бывает совершенно разная – можно без труда найти в продаже как самые обыкновенные петли простой конструкции, так и более продвинутые петли с доводчиком для дверей, которые хоть и отличаются более высокой стоимостью, обладают множеством плюсов. Так, дверные петли с амортизатором закрываются самостоятельно даже в том случае, если вы забыли ее притворить – эта особенность обеспечивает хорошую защиту от сквозняков, а также продлевает срок службы двери за счет плавного закрывания и отсутствия механических влияний.
В статье рассмотрена преимущественно мебельная фурнитура. Если вас интересуют петли для межкомнатных и входных дверей, рекомендуем статью “Петли с доводчиком для дверей“.

Петли с доводчиком – сложно, но эффективно
Особенности петель с доводчиком
Каждая петля накладная с доводчиком имеет весьма непростое устройство, которое включает в себя внутренний механизм, служащий в качестве амортизатора. Когда дверь закрывается, петли предотвращают хлопок дверцы о корпус мебели или дверную коробку, обеспечивая плавное закрывание. Благодаря этому резко снижается вероятность получения травмы при резком ударе двери, а также снижается сама нагрузка на дверные створки, уменьшается риск их повреждения.
Еще одна приятная особенность, которой отличаются дверные петли с доводчиком – широкие возможности регулировки. Благодаря наличию одновременно нескольких винтов регулировки можно настраивать положение дверцы относительно дверной коробки или мебели в нескольких плоскостях. Этого достоинства лишены многие скрытые и накладные петли обычной конструкции.

Конструкция мебельной петли с доводчиком
Как выбрать петли с доводчиком
Общие правила
Если вы хотите выбрать петли с доводчиком для кухни или для мебели (например, одежных шкафов), позаботьтесь о правильном выборе данной фурнитуры. Следующие полезные рекомендации наставят вас на верный путь и позволят не ошибиться с комплектом петель:
- Старайтесь избегать дверных петель с доводчиком от неизвестных производителей. Зачастую такая фурнитура даже не имеет определенного названия, что тогда можно сказать о качестве подобных изделий? Отдавайте предпочтение только проверенным производителям мебельной фурнитуры, о которых речь пойдет немного далее.
- Не покупайте чрезмерно дешевые петли. Известно, что скупой платит дважды – озвученное правило работает и в случае покупки дешевой фурнитуры. Здесь цена коррелирует с качеством напрямую, поэтому сразу покупайте хороший комплект.
- Обратите внимание на материалы. Наиболее предпочтительны петли для шкафов с доводчиком, изготовленные из качественной стали. Такая мебельная фурнитура отличается достойной прочностью, надежностью и длительностью срока службы.
Не пренебрегайте указанными советами. Если вы все же не можете самостоятельно сделать выбор в пользу того или иного комплекта фурнитуры, попросите помощи у продавца в магазине, в котором вы собираете купить такой комплект. Наверняка он подскажет вам правильное направление.

Внешний вид мебельной петли с амортизатором
Какие производители достойны внимания
Существует множество официальных производителей мебельной фурнитуры с доводчиком, но некоторые из них заслуживают более пристального внимания с вашей стороны. Примеры приведены в таблице.
Это далеко не все примечательные производители петель, однако именно на указанных выше стоит обратить внимание в первую очередь, так как многие люди пользуются именно их петлями.
Врезка накладных петель
Нужные инструменты
Перед тем, как установить петли кухонные с доводчиком, следует правильно подготовить свое рабочее место. Такая фурнитура требует врезки, поэтому понадобятся следующие инструменты:
- Линейка и карандаш.
- Дрель со фрезой необходимого диаметра.
- Шуруповерт и набор шурупов.
- Строительный уровень.
Вот с таким скромным набором инструментов проводится установка петель с доводчиком.
Подготовка к установке
Первым делом производится правильная разметка под петли. Для того, чтобы грамотно ее сделать, необходимо руководствоваться следующими правилами:
- Петли должны находиться не более чем в двух сантиметрах от края двери.
- Расстояние от верхнего и нижнего краев до крайних петель не более 120 миллиметров.
- Если петель более двух, средние располагаются строго посередине между соседними.
- В местах разметки и будущей установки петель не должно быть полок и других преград.
В соответствии с указанными условиями приложите все петли с доводчиками к поверхности, после чего обведите. Не забудьте перепроверить все расстояния после нанесения разметки.

Установка дверных петель с доводчиком
Начинаем установку
Каждая петля мебельная накладная с доводчиком устанавливается по указанной инструкции:
- Наденьте на дрель фрезу, после чего приставьте ее к отмеченной карандашом позиции.
- Проделайте отверстие под точный размер устанавливаемой фурнитуры с доводчиком.
- Установите петлю в проделанное гнездо, убедитесь в ее плотном закреплении в нем.
- Просверлите отверстия под шурупы при помощи дрели (необходимо снять фрезу).
- Закрепите петлю в гнезде при помощи шурупов, следя за ее правильным положением.
Данные действия необходимо повторить со всеми петлями, которые планируется установить. После выполнения инструкции установленная мебельная фурнитура готова к использованию.
Регулируем петли с доводчиком
Регулировка петель с доводчиком – крайне важный этап, который необходимо выполнять не только сразу же после установки фурнитуры, но и регулярно в процессе ее использования. Это поможет своевременно устранять зазоры и перекосы, которые впоследствии могут привести к деформации дверной створке или самой фурнитуры. Вот почему регулировка так важна!

Стандартная схема регулировка петель с доводчиком
В зависимости от модели петель с доводчиком особенности регулировки изменяются тем или иным образом. Стандартные рекомендации по настройке фурнитуры выглядят так:
- Вертикальная регулировка. За нее отвечают шурупы, расположенные на вертикальной планке. Как правило, таких шурупов два, их вращением можно менять положение двери.
- Горизонтальная регулировка. Осуществляется ближним к двери шурупом на планке, расположенной горизонтально.
- Настройка глубины. Изменить глубину посадки двери можно шурупом на горизонтальной планке, расположенном дальше от двери.
На некоторых петлях правила настройки могут изменяться – имейте это ввиду перед регулировкой. Также вы сможете ознакомиться с видеороликом, в котором подробно рассматривается процесс установки накладных мебельных петель с доводчиком.
Мебельные петли с доводчиками: правильно выбираем и устанавливаем

Вопросы, рассмотренные в материале:
- Как работают петли мебельные с доводчиками
- Какие бывают мебельные петли с доводчиками
- Как устанавливать мебельные петли с доводчиками
Сегодня мебельные петли с доводчиками превратились из предмета роскоши в обычный, при этом очень важный элемент обихода. Они удобны, а относительно небольшая цена делает их доступными многим. Однако главное достоинство подобных приспособлений в том, что вы избавляетесь от непрерывно хлопающих дверец шкафов и можете обезопасить себя от мелких бытовых травм.
Как работают мебельные петли с доводчиками
Мебельные петли с доводчиком имеют особый механизм, за счет которого достигается плавное и бесшумное закрывание дверей. Даже если вы решите громко и эффектно захлопнуть ящик, он быстро затормозится и задвинется мягко и без какого-либо шума.

Петли с доводчиком, системы «clip», о которых пойдет речь в этой статье, отличаются ото всех остальных современных моделей большим удобством и надежностью конструкции.
Обратимся к главным отличиям данных приспособлений, которые также являются их достоинствами:
- наличие самодоводчика;
- система «clip»;
- принцип регулировки.
Теперь отдельно остановимся на каждой из характеристик мебельных петель. Встроенный механизм самодовода немного затормаживает дверцу при закрытии, после чего мягко и медленно приводит ее в исходное положение. Получается, вы можете просто толкнуть фасад и он сам закроется, без привычного с детства удара о короб.
Это наиболее важно, если мебель имеет фасады со встроенным стеклом, ведь из-за удара на последнем легко появляются трещины. Через какое-то время материал полностью разрушится. Петли мебельные с доводчиком позволяют избежать подобного неприятного исхода.
Система «clip» дает возможность снимать и надевать мебельную петлю, никоим образом не изменяя ее регулировку, что всегда очень удобно. Если вам когда-то приходилось устанавливать кухонный гарнитур, вы точно должны помнить, как много времени уходит на установку, а именно регулировку фасадов.
Рекомендуемые статьи по данной теме:
Прежде чем устанавливать петли, необходимо снять практически все фасады. Если они навешены на обычных петлях, придется их разрегулировать, иначе говоря, ослабить. После их навески вы будете заново проводить настройку петель.
Чисто внешне мебельные петли с системой «clip» не похожи на другие модели, они имеют «педальки» в торцевой части, то есть со стороны крепления ответной планки.

Чтобы отсоединить петлю, нужно нажать на такую «педальку». А чтобы присоединить, вставьте петлю в ответную планку (в предназначенный для этого паз), после чего просто придавите ее к боку короба, и механизм сам защелкнется, закрепив дверцу на нужном месте.
И последнее достоинство подобных устройств, которое мы еще не успели отметить, – их регулировка.
Чтобы отрегулировать обычную петлю по глубине, придется ослабить соответствующий болтик, после чего вручную изменить положение фасада и зафиксировать его тем же болтиком. Тогда как в случае с регулировкой по высоте необходимо ослабить саморезы, которые фиксируют ответную планку, поднять/опустить дверцу и закрепить ее в таком положении.
Когда речь идет о регулировке мебельных петель с доводчиком, ничего из перечисленного не требуется. Вы просто регулируете специальные болты в установленном положении, даже не притрагиваясь к креплению самой петли. Мало того, что это упрощает работу, так вы еще и экономите время.
Основные виды мебельных петель с доводчиками
Компании-изготовители фурнитуры все время стремятся удивить потребителей новинками. Некоторые из изобретений приживаются, другие уходят в прошлое.
Сегодня на рынке представлены три основные популярные разновидности мебельных петель с доводчиками:
- Стандартные, с доводчиком, встроенным в плечо и соединяющимся с чашей. Они отличаются сложной конструкцией плеча, которое обладает характерной пружинчатой формой.
- Петли со встроенным амортизатором. Они регулируются по степени усилия амортизатора. Иначе говоря, закрывание дверцы может происходить с разной скоростью, подстраиваться под вес, размер фасада. Также вы получаете возможность выбирать между полным и частичным смягчением удара.
- Петли с накладными доводчиками. Главное их достоинство: доводчик может быть куплен дополнительно, после чего установлен по усмотрению хозяев предмета мебели. Однако при этом необходимо помнить, что вид петли и ее производитель должны совпадать с характеристиками доводчика. Если фасад имеет три навеса, на один иногда ставят демпфер. Это делается в том случае, когда пара доводчиков хорошо справляется с задачей.
Отметим, что существуют разные накладные доводчики:
- с креплением на чашку петли (амортизатор «SOFTECH R»);
- с защелкиванием на чашку петли (амортизатор «WAVE»);
- с защелкиванием на плече петли (амортизатор «SOFTPLUS»).
1. Демпферы (основные разновидности).
На самом деле, амортизаторы берут на себя часть задач доводчика, поглощая удар, за счет чего дверца закрывается более тихо. Тогда как полное закрытие дверцы происходит при помощи петли. Мы не можем не сказать о демпферах. Они не входят в сами петли, зато решают ту же задачу, что и накладные доводчики и амортизаторы. Иными словами, они поглощают удар дверцы о предмет мебели.

Существует две разновидности демпферов:
- накладные – крепятся с внутренней стороны к боковой поверхности шкафа;
- врезные – врезаются в торец стоевой, дна или крышки корпуса.
Также напомним про простой тип подобного устройства для гашения удара в виде силиконовой подкладки.

2. Материалы изготовления.
Если речь идет о качественной фурнитуре для мебели, то основным материалом для нее является холоднокатаная сталь. У петли может быть замок, который производят из прочного сплава цинка, меди и алюминия. Так как важно, чтобы петли лучше противостояли коррозии, применяют поверхностное латунирование. Мебельные петли могут покрывать эмалями под бронзу, хром, никель, золото – все это делается исключительно для большего декоративного эффекта.
Стоит сказать о ключевых элементах мебельной петли:
- площадка для монтажа на корпус;
- ответная планка с чашкой/накладкой на фасад;
- подвижные шарниры с пружинным механизмом;
- встроенный демпфер;
- невстроенный амортизатор (в качестве дополнительной опции).
Назначение петли с доводчиками непосредственно сказывается на ее структуре, составе материалов. Когда требуется устройство для закрывания стеклянных дверей, отсутствует чаша петли, поэтому система работает за счет подвижных шарниров с пружинным механизмом. Также предусмотрена синтетическая накладка, так называемое «уплотнительное кольцо». Крупнейшие компании-изготовители мебельной фурнитуры выбирают только хорошую сталь повышенной прочности, за счет чего их изделия служат не один год.
Как выбирать мебельные петли с доводчиками
К сожалению, не проводилось глобальных проверок изготовителей мебельных петель с доводчиками, а значит, назвать лучший и худший бренд из всех представленных на рынке просто не представляется возможным. Согласно ГОСТу, мебельные петли и направляющие для выкатных ящиков считаются качественными при минимальном ресурсе в 20 000 циклов открывания и закрывания. Однако стоит понимать, что перед нами только цифра, она зависит от экспериментальных нагрузок, то есть массы и габаритов дверцы.
Обычно изготовители говорят о значительно большем ресурсе своего товара – порядка 80 000 циклов. Как вы понимаете, в этом случае бесполезно смотреть на государственные стандарты.
Специалисты рекомендуют сравнивать вес и маркировку стали при покупке петель с доводчиком. Понять, что производитель использовал толстый металл, можно по весу изделия. Дело в том, что при его недостаточной толщине не помогут даже точная калибровка навеса и презентабельный внешний вид – законы физики, в том числе тяготения, действуют и на фурнитуру. В результате долговременной службы некачественный навес деформируется под тяжестью массивного фасада, это происходит гораздо за меньший срок, чем в случае с толстым металлом фурнитуры.
При выборе мебельных петель с доводчиком для дальнейшей установки прислушайтесь к мнению консультанта. В любом городе вы легко найдете магазины фурнитуры для мебели, все они предоставляют товар одному кругу лиц – изготовителям корпусной мебели. Если они и могут предложить действительно некачественный товар, то сделают это лишь раз, так как повторно к ним уже не пойдут. Помните, определить качество комплектующих можно при первом их монтаже.
Следовательно, вы можете спокойно пользоваться услугами средних и крупных магазинов, оптовиков и следовать советам консультантов: они всегда представляют, какой товар хорошо расходится, а какой подолгу не удается продать.

Как устанавливать мебельные петли с доводчиками
Прежде чем установить кухонные петли с доводчиком, займитесь подготовкой рабочего места. Дело в том, что подобную фурнитуру придется врезать, а значит, вам необходимы такие инструменты:
- линейка, карандаш;
- дрель с фрезой нужного диаметра;
- шуруповерт и шурупы;
- строительный уровень.
Теперь пошагово разберем процесс монтажа петель:
1. Подготовка.
В первую очередь необходимо разметить изделие для установки петель, в этом вам помогут такие правила:
- петли располагаются максимум на расстоянии 2 см от края двери;
- между верхним/нижним краем и крайней петлей может быть расстояние до 120 мм;
- если планируется более двух петель, средние должны быть ровно посередине между соседними;
- в местах, выбранных для петель, не может быть каких-либо преград, например, полок.
Выполнив эти правила, приложите петли к изделию и обведите, далее повторно проверьте все расстояния.
2. Установка.
Любая мебельная накладная петля с доводчиком устанавливается таким образом:
- наденьте на дрель фрезу и расположите ее по карандашной разметке;
- сделайте гнездо, соответствующее по размеру вашей фурнитуре;
- установите петлю в получившееся отверстие, проверьте, чтобы она хорошо сидела;
- подготовьте с помощью дрели отверстия под шурупы, для этого не забудьте убрать фрезу;
- зафиксируйте петлю на месте шурупами, обязательно следите, чтобы она находилась в правильном положении.
Повторите описанные операции с каждой из устанавливаемых петель. Это все. Можете смело пользоваться мебелью.

3. Регулировка.
Речь пойдет о важном этапе работы, ведь регулировку петель выполняют как после установки фурнитуры, так и периодически во время эксплуатации предмета. Таким образом вы вовремя устраните зазоры, перекосы, ведь они способны стать причиной деформации дверцы, фурнитуры.
Тонкости настройки зависят от модели петель, мы расскажем о стандартных правилах.
- Вертикальная регулировка. В ней принимают участие шурупы на вертикальной планке. Обычно таких два – вращая их, вы измените положение двери.
- Горизонтальная регулировка. Производится посредством шурупа на горизонтальной планке, который находится ближе к двери.
- Регулировка глубины посадки двери. Изменить этот показатель позволяет дальний от двери шуруп на горизонтальной планке.
Подчеркнем, что есть петли, для которых правила настройки могут отличаться. Советуем вам найти в Интернете и посмотреть ролик, где описываются все этапы монтажа накладных мебельных петель.

Особенности ухода за мебельными петлями с доводчиками
Если вы хотите, чтобы мебельная фурнитура служила долго, важно соблюдать все условия для ее правильной работы:
- Любые мебельные петли необходимо периодически очищать от загрязнений и пыли. Особенно данное правило актуально для кухонной фурнитуры. Для этого используйте мыльный раствор и чистые салфетки.
- Механизм нельзя чистить зернистыми абразивными веществами, так как появляющиеся царапины вызывают быстрый износ антикоррозийного покрытия.
- Винтики необходимо вовремя подтягивать, чтобы дверца правильно открывалась, не провисала, не скрипела.
- Любые петли требуют смазки.
- Не «помогайте» механизму закрывать дверь, так вы мешаете его полноценной работе.


Почему 98 % клиентов рекомендуют нас своим друзьям
- «Белфан» – это сочетание современной классики и самых модных веяний.
Мы внимательно следим за новинками в мире дизайна интерьеров и изготавливаем мебель в соответствии с самыми свежими трендами. То, что вы увидите на Миланской выставке в апреле, уже осенью можно будет найти в ассортименте нашего магазина.
Мебель от компании «Белфан» остается актуальной и не выходит из моды долгие годы. Нашим клиентам не приходится регулярно обновлять интерьер. Достаточно добавить новые элементы или поменять местами модули (например, если речь о навесных гостиных).
- Мебель из натурального дерева.
Наша продукция экологична и безопасна, благодаря используемым в производстве натуральным материалам. Вы и ваши близкие непременно оцените нашу заботу о вашем здоровье. А приятный аромат и энергетика натурального дерева в квартире наполнят ее атмосферой уюта и спокойствия.
- Широкий ассортимент продукции.
У нас вы найдете мебель для гостиной, спальни, холла, детской, а также сможете подобрать предметы, дополняющие интерьер.
Готовое интерьерное решение сэкономит ваше время. Более того, с нами вам не придется тратить деньги на услуги дизайнеров. Наши специалисты с радостью составят план расстановки мебели, который будет отвечать всем вашим требованиям.
- Комфорт каждый день.
При изготовлении мебели «Белфан» использует только лучшую и современную фурнитуру. Вам не нужно прилагать усилий, чтобы открыть или закрыть ящик или дверцу. Механизмы австрийского производства обеспечат отсутствие раздражающих звуков.
Кроме того, внутренняя часть ящиков обита качественной велюровой тканью, благодаря чему вы сможете бережно хранить ваши личные вещи.
- Достойное качество по оптимальной цене.
Мы производим мебель на партнерских фабриках в России и в Беларуси, поэтому готовы предложить нашим покупателям наиболее доступные цены.
Подумайте, готовы ли вы переплачивать за мебель зарубежного производства. На наших предприятиях производится мебель такого всемирно известного бренда, как IKEA, в качестве изделий которого не приходится сомневаться.
С нами вы не переплачиваете за бренд, а получаете отличное качество за разумные деньги.
- Наличие на складе большинства позиций из нашего ассортимента.
Это значит, что сделав заказ сегодня, уже через пару дней вы получите мебель с доставкой на дом. Вам не придется находиться в томительном ожидании долгие недели.
- Компания «Белфан» уже 15 лет успешно работает на рынке.
Мы представляем федеральную сеть, выпускающую мебель под несколькими брендами (Белфан, Велидж, Лофт). Продукция компании пользуется большим спросом, что позволяет нам расширять производство даже в кризис. К нам возвращаются, нас рекомендуют друзьям.
Качественное постпродажное обслуживание и предоставление гарантии – еще два несомненных преимущества сотрудничества с компанией «Белфан»!
Мебельные петли с доводчиком: виды и особенности установки
Мебельные петли с доводчиком, их виды и особенности установки – вот тема нашего специального репортажа сегодня. Материал, мы уверены, заинтересует не только тех, кто занят мебельным бизнесом профессионально, но и любителей, желающих расширить свое знания по данной тематике.
Сразу отметим, что своей компетенцией в данном вопросе с нами поделились эксперты – сотрудники одной из профильных украинских компаний, поставляющей данную категорию товаров на местный рынок. Вот, что они нам поведали.
Петля с доводчиком нашла широкую сферу использования во время создания мебели для дома, офисных помещения, супермаркетов. Эти изделия потихоньку вытесняют классические навесы. И это невзирая на более дорогую стоимость, поскольку стандартные петли имеют существенный недостаток – из-за сильных ударов, которые ничем не смягчаются, крепление приходит в негодность и дверь отваливается.
– начинает свой рассказ один из наших собеседников, ссылаясь на данные собственного предприятия.
Основные виды
Без такой детали как петля, невозможно открыть дверки шкафчика. Это важный элемент в любой корпусной мебели, как то шкаф, тумба, комод или столешница цена которой не подразумевает установку петель, но они иногда требуются, для ее поднятия вверх или удаления в сторону под необходимым углом. Петли с доводчиком могут отличаться конструкцией, системой крепления и другим функционалом.
– дополняет своего коллегу второй наш собеседник, также приводя в пример собственные данные.
По конструкции доводчики на петлях делятся на:
- Обычные. Амортизатор установлен в плечо петли, соединяясь с чашей. Конструкция сделана в особой пружинной форме, этим и отличается от остальных аналогичных изделий.
- С накладным доводчиком. Основное отличие заключается в том, что амортизатор можно докупить и поставить отдельно. Если дверь держится на нескольких петлях, то доводчик допускается устанавливать на одну из них с условием нормальной доводки.
- Со встроенным доводчиком. В этом случае предусматривается возможность регулирования усилия прижатия, то есть с учетом размеров двери можно настроить скорость закрытия.
Отличают петли и по углу открывания. Изготавливаются модели под 90 градусов, которые позволяют открыть дверь под прямым углом и 180 градусов, что обеспечивает полное открытие. Угловые навесы под 35 и 45 градусов применяются для крепежей дверей в угловых шкафчиках либо для полотен типа «гармошка».
В отдельную группу нужно выделить петли с доводчиком для стеклянных дверок. С учетом установки они делятся на несколько подвидов: с помощью сверления и без него. Во время приобретения крепежных элементов нужно обращать внимание на допустимую нагрузку на петли. Это относится не только лишь к петлям для стеклянных дверей, но и сделанным из иных материалов.
Рекомендация: Покупать лучше те навесы для дверей, где обозначена фирма-производитель и есть все требуемые сертификаты. Лишь так можно гарантировать, что приобретенное изделие сможет прослужить указанное количество времени (а это, с учетом вида петли и изготовителя составляет 50-250 тысяч циклов), а во время выхода из строя масло не протечет и не испачкает поверхность вокруг.
Особенности монтажа
С учетом варианта крепежа и материала изготовления мебели процесс установки навесов с амортизатором немного отличается. Но основные действия для каждого случая едины:
- Начинать монтаж нужно с подготовки необходимого инструмента.
- Затем требуется разметить фасад.
- Определив участок для крепежа, нужно сделать отверстия для навеса. Для чего применяется фреза.
- Шурупами фиксируют планку и монтируют площадку петли на корпус мебели. Проверяют на прочность.
Последний этап установки – регулировка. Корректировка положения позволит обеспечить надежное прилегание, одинаковые зазоры и даст возможность исправить вероятные перекосы.
Цианирование и нитроцементация стали: назначение и особенности технологии
Цианирование, целью которого является насыщение поверхностных слоев стали азотом и углеродом, представляет собой одну из разновидностей такой технологической операции, как нитроцементация. По сравнению с обычной цементацией, этот метод обработки стали является более эффективным, так как позволяет придавать стальным изделиям особые механические свойства.

Рассматриваемые процессы предусматривают термическую обработку изделий, производимую в специальных газовых печах
Особенности нитроцементации и цианирования
Хотя нитроцементация и цианирование преследуют одну цель (насыщение поверхностного слоя стали азотом и углеродом), они имеют одно существенное отличие. Заключается оно в том, что нитроцементации изделия подвергаются в газовой среде, а при цианировании такой средой является расплав цианида натрия или других солей.
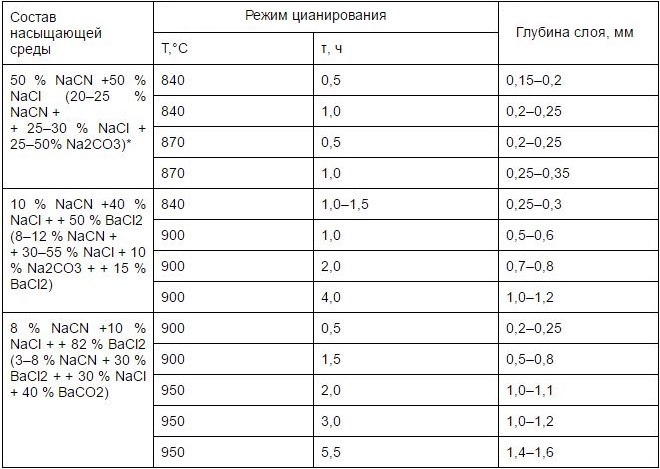
Составы ванн и режимы цианирования изделий
Свою эффективность рассматриваемые технологические операции демонстрируют при обработке следующих материалов:
- сталей, относящихся к нержавеющей категории;
- легированных стальных сплавов, а также сталей, не содержащих легирующих добавок и характеризующихся средним содержанием углерода в своем составе;
- конструкционных сталей с низким содержанием углерода.
Цианирование стали, относящейся к одной из вышеперечисленных категорий, как и процесс ее нитроцементации, происходит при определенном температурном режиме (820–950°), который должен строго соблюдаться. В результате квалифицированного применения таких методов обработки удается решить следующие задачи:
- повысить износостойкость поверхности изделия;
- увеличить его поверхностную твердость;
- повысить предел выносливости металла.
Нитроцементация в различных средах
Существует еще одна разновидность цементации, которая называется мягким азотированием. Такая обработка, которая выполняется при температуре около 590°, нужна среднеуглеродистым сталям для увеличения уровня их износостойкости и предела выносливости. Цианированию также подвергают изделия из быстрорежущих сталей, что позволяет повысить твердость и устойчивость к износу их поверхностного слоя, а также сделать его более устойчивым к воздействию повышенных температур.
В металлургической отрасли также используется такая технологическая операция, как цианирование золотосодержащих руд, которая в корне отличается от всех вышеперечисленных методов обработки сталей. Целью цианирования руды, золото в составе которой может содержаться даже в очень незначительных количествах, является выделение из нее концентрата, характеризующегося высоким содержанием драгоценного металла. Такой концентрат после его дальнейшей обработки может быть использован для производства золотых изделий.

Добыча золота методом цианирования
Диффузия азота и углерода в поверхностный слой стали
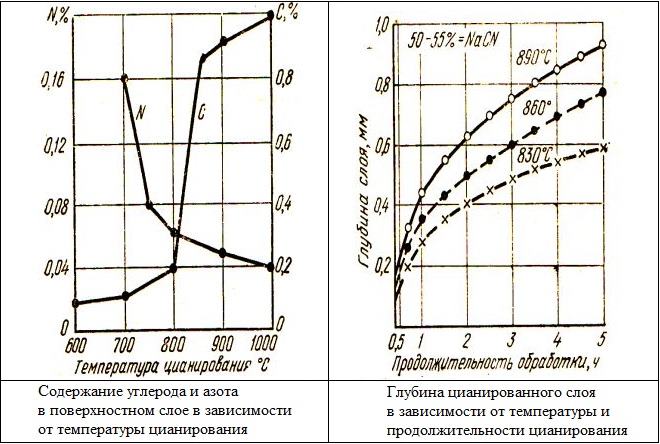
Насыщение поверхностного слоя изделия из стали азотом и углеродом, что и подразумевают под собой нитроцементация и цианирование, происходит за счет диффузии данных элементов во внутреннюю структуру стального сплава. В поверхностном диффузионном слое стального изделия при повышении температуры во время цианирования снижается количество азота, а количественное содержание углерода, наоборот, увеличивается.
Содержание углерода в диффузионном слое может увеличиваться непрерывно или только до определенного момента, а снижаться оно начинает только на последних этапах выполнения технологической операции. За счет такой особенности процесса диффузии углерода насыщение поверхностного слоя стального изделия данным элементом может фиксироваться при разных температурах выполнения цианирования. На степень насыщения большое влияние оказывают науглероживающие способности среды, в которой выполняется эта технологическая операция.
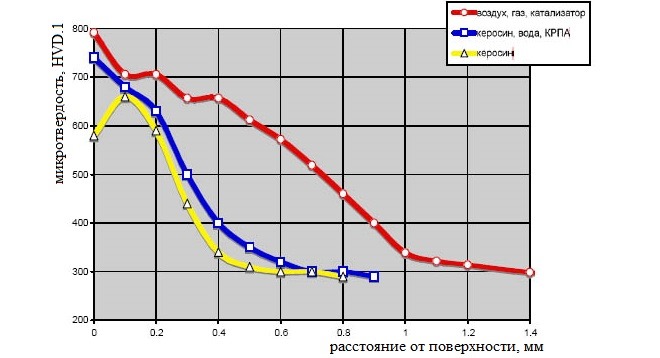
Температура цианирования влияет на глубину и состав нанесенного слоя
На параметры процесса совместной диффузии серьезно влияет азот, от которого, в частности, зависят:
- глубина слоя металла, на которую будет происходить диффузия углерода;
- степень насыщения такого слоя углеродом.
Между тем большое содержание азота в среде для цианирования может привести к тому, что диффузия углерода в структуру стали будет протекать недостаточно активно. Объясняется это тем, что азот, когда в рабочей среде для цианирования его содержится слишком много, способствует формированию на поверхности обрабатываемого изделия карбонитридных фаз или образований.
Процесс насыщения поверхностного слоя стального изделия азотом и углеродом при выполнении цианирования и нитроцементации протекает в две стадии, которые имеют мало общего, если сравнивать их кинетические показатели. Так, на первой стадии, которая может продолжаться от 60 до 180 минут, поверхностный слой изделия насыщается и азотом, и углеродом. На следующем этапе отдельные атомы азота, уже абсорбированные в структуру стали, могут десорбироваться, то есть перейти обратно в газовую фазу и выйти наружу через поверхность сплава. При протекании второй фазы цианирования наружный слой обрабатываемой стали продолжает насыщаться углеродом.

Установка для цианирования
Процесс уменьшения количества азота и увеличения содержания углерода в составе обрабатываемой стали, протекающий при увеличении температуры в ходе цианирования, имеет линейный характер. При этом такая линейность характерна лишь для верхнего слоя диффузионной зоны, в то время как в слоях стального изделия, располагающихся на большей глубине от его поверхности, она не наблюдается.
Характерной особенностью цианирования является то, что углерод проникает в обрабатываемое изделие на меньшую глубину, чем азот. Глубина проникновения этих элементов в структуру стали зависит преимущественно от микроструктуры обрабатываемого материала. Цианированные изделия небольшой толщины могут отличаться более высокой хрупкостью, если сравнивать их с деталями, обработанными по стандартной технологии цементации.
Преимущества и недостатки технологии
Процесс нитроцементации и цианирования, как уже отмечалось выше, осуществляется при относительно невысоких температурах, что способствует менее интенсивному износу используемого оборудования, а также не приводит к значительным деформациям обрабатываемых деталей. При этом выполнение технологических операций на таких режимах исключает необходимость охлаждать обрабатываемое изделие до низких температур.
После цианирования аустенитная структура стали становится более устойчивой, что улучшает прокаливаемость отдельных участков материала, которые были подвергнуты такой обработке. В частности, именно благодаря таким свойствам цианированного материала низколегированные стали можно закаливать в масле.

Нитроцементация и цианирование повышают твердость и контактную выносливость изделий
Остаточный аустенит, присутствующий в сталях, которые были подвергнуты цианированию, способствует улучшению таких характеристик материала, как:
- прочность на изгиб;
- ударная вязкость;
- пластичность;
- усталостная прочность.
Именно поэтому с помощью цианирования обрабатывают детали, которые в процессе своей эксплуатации подвергаются значительным нагрузкам. Сюда, в частности, относятся валы и шестерни, сердцевина которых должна отличаться не только достаточной прочностью, но и достаточной вязкостью. Формирования именно таких характеристик и добиваются при цианировании.
Между тем выполнение цианирования имеет и ряд недостатков:
- Величина поверхностного слоя стали, характеристики которого улучшаются в результате выполнения такой технологической операции, составляет всего семь-восемь десятых миллиметра.
- При выполнении цианирования необходимо постоянно контролировать степень азотирования и науглероживания, которой обладает рабочая среда.
Нитроцементация стали
Изделия из стали, которые применяются в узлах трения, например, в шестернях редукторов, требуют повышенной прочности для увеличения срока службы и надежности работы узлов. Высокопрочная легированная сталь имеет высокую стоимость и трудно обрабатывается. Вместе с тем, для большинства узлов не требуется высокая прочность всего объема детали, а только поверхностного слоя, непосредственно воспринимающего нагрузку. Для таких целей разработаны методы упрочнения поверхностного слоя, одним из них является нитроцементация.

Среди химико-физических методов можно выделить следующие:
- цементация;
- азотирование;
- цианирование;
- нитроцементация.
Два последних пункта подразумевают насыщение атомами азота и углерода тонкого внешнего слоя металла, но различаются технологией применения. Нитроцементация стали производится в газовой среде, а цианирование ведется в жидком расплаве солей. Рассмотрим метод нитроцементации подробнее.
Технология нитроцементации
Сущность и назначение нитроцеменетации стали заключается в особой методике процесса обработки тонкого внешнего слоя металла, который производится следующим образом. Заготовку для нитроцементации металла помещают в среду из смеси газов, в которую входит аммиак и углеродосодержащий газ. Далее металл нагревают и выдерживают в газовой смеси некоторое время. При этом происходит диффузия атомов углерода и азота в металл. Изменяются его физико-механические свойства. Попутно образуются твердые растворы соединений углерода, азота и железа.

Влияние температуры и длительности на глубину нитроцементации
Присутствие азота в атмосфере приводит к следующим особенностям нитроцеменетации, в отличие от цементации:
- Дополнительное насыщение поверхности азотом;
- Снижение температуры нагрева для возможности осуществления процесса;
- Ускорение процесса диффузии углерода.
Варьируя параметры процесса, то есть состав газовой смеси, температуру, время обработки, можно изменять глубину воздействия. Исследования показали, что с повышением температуры увеличивается скорость диффузии углерода и азота в глубину металла. Глубина проникновения атомов газа в металл регулируется временем выдержки нагретого изделия в рабочей среде.
По сути, нитроцементация и цианирование – это виды нитроцементации, которые различаются технологией. Детали, поверхность которых упрочнена посредством цианирования или нитроцементации, будут иметь одинаковые технические характеристики. При цианировании обрабатываемые детали помещают в расплав цианистых солей натрия или кальция. Температура обработки остается примерно такая же, как и при газовой обработке. При цианировании можно легко получить легированный слой металла до 2-х мм, но при этом следует помнить, что при увеличении толщины слоя в структуре начинают появляться темные области, хорошо заметные под микроскопом, которые указывают на избыток азота на границах кристаллов. Данные области снижают механическую прочность, увеличивая хрупкость металла.
Применение нитроцементации или цианирования возможно только для легированных сталей, в которых углерод содержится в количестве не более 0.25%.
Для осуществления процесса диффузии азота и углерода из среды газа необходим нагрев металла до температуры 700 – 950 °С. Наиболее часто работа ведется при температуре нитроцементации 850 – 870 °С. Данные значения температуры лишь немного превышают температуру закалки и поэтому позволяют упростить процесс закалки деталей, снижают вероятность деформации и сокращают общее время производственного цикла. Уменьшить развитие деформации может также ступенчатая закалка в горячем масле. Все сказанное говорит о том, что данный вид обработки наиболее применим к деталям сложной геометрической формы, у которых повышенные требования к форме поверхности и совершенно недопустимо образование закалочных трещин.

Основная область применения нитроцементации стали – машиностроение и автомобильная промышленность. Более 90% автомобильных деталей – шестерен редукторов, валов, упрочняются при помощи нитроцианирования. Данный процесс упрочнения стали является основным в технологии производства зубчатых колес любого назначения, а также некоторых категорий инструмента из быстрорежущей стали.
Низкотемпературная нитроцементация
В некоторых областях применения нет необходимости в большой толщине обработанного упрочненного внешнего слоя. Изменив состав исходной газовой смеси, выполняют нитроцементацию металла при более щадящих температурах, чем при стандартном процессе. Используя смесь аммиака с метаном или эндогазом в равных пропорциях (по 50%) при сравнительно небольшой температуре 570°С в течении времени от получаса до 3-х часов получают тонкий поверхностный слой карбонитрида Fe3(N,C). Такой слой имеет очень высокую твердость и износоустойчивость.
Нитроцементация с низкой температурой выполняется в качестве окончательной операции уже после термической обработки — закалки и отпуска. Высокая твердость поверхности определяет область применения технологии для увеличения срока службы быстрорежущего инструмента.
Структурные изменения в металле
При внедрении атомов азота и углерода в поверхностном слое металла происходят некоторые изменения. При нитроцианировании меняется соотношение остаточного количества аустенитов и мелкокристаллических мартенситов в поверхностном слое, добавляется небольшое количество твердого раствора карбонитридов, что влияет на механические свойства – твердость и износостойкость.
Такая особенность структуры нитроцементированного слоя, как повышение количества аустенитов, улучшает прирабатываемость стали, что важно при работе зубчатых передач, поскольку снижается шумность работы механизмов.
В то же время несколько повышается хрупкость и снижается усталостная и контактная прочность. Особенно это качество проявляется в легированной стали с содержанием никеля более 1.2 %. Таким образом, не все марки стали допустимо обрабатывать по данной методике. Уменьшение размеров зерен структуры достигается путем дополнительной закалки и отпуска непосредственно после процесса нитроцементации. Обработанная таким образом сталь имеет меньший размер зерен, чем цементированная, что повышает ее прочность на изгиб при одновременном уменьшении толщины обработанного слоя.
По окончании процесса обработки содержание азота в слое доходит до 0.4%, а углерода до 0.9%.
Нитроцементация существенно изменяет характеристики тонкого наружного слоя металла, его твердость и износостойкость. После дополнительной термической обработки – закалки, твердость поверхностного слоя по шкале Роквелла составляет 58-64 HRC или 500 – 1000 HV по методу Виккерса. Применяя низкотемпературную цементацию, можно получить тонкий поверхностный слой с твердостью 5000 – 11000 HV.
Достоинства и недостатки нитроцементации
Среди достоинств нитроцементации можно отметить высокую технологичность процесса, простоту и удобство регулировки параметров. Подбирая температурный режим, состав газовой смеси и, в особенности, время обработки, можно легко регулировать толщину насыщаемого слоя в зависимости от предъявляемых требований. Низкая температура обработки снижает риск деформации изделия и упрощает дальнейшую закалку, поскольку необходимо лишь минимальное время для снижения температуры заготовки. Таким образом уменьшается время технологического цикла производства продукции. Обработанные изделия имеют высокое качество поверхности и отличные физико-механические свойства. У низколегированных сталей после обработки наблюдается повышение коррозионной стойкости.

Микроструктура нитроцементованных слоев
Среди множества полезных свойств нельзя забывать, что подобная методика обработки металла имеет и недостатки. Самый существенный недостаток такой разновидности нитроцементации, как цианирование – высокая токсичность компонентов производства. Для насыщения азотом и углеродом используются цианистые соли натрия и кальция, которые являются крайне токсичными веществами.
Менее существенный недостаток, который во многих областях применения является несущественным – несколько повышенная хрупкость металла после обработки. Но поскольку изменения затрагивают только сравнительно тонкий слой, данная характеристика является несущественной и нивелируется повышенной сопротивляемостью материала к износу.
При производстве деталей, нуждающихся в цианировании и последующей закалке необходимо строго соблюдать последовательность и время выполнения частей технологического процесса. Так закалка должна выполняться сразу же после окончания процесса насыщения, поскольку повторный нагрев заготовки приведет к оттоку молекул азота от обработанной поверхности. Уменьшение концентрации азота может составлять до 60%.
Как уже говорилось, низкая температура обработки позволяет объединить в едином процессе несколько видов обработки. Детали после окончания процесса насыщения требуют небольшого времени на подстуживание для дальнейшей закалки в масле. Таким образом, закалку в масле можно производить непосредственно в нитроцементационной печи.
Все виды нитроцементации засчет ускорения насыщения стали углеродом по сравнению с цементацией дают преимущество во времени обработки до 50-60%. Таким образом, основные преимущества нитроцементации заключаются в сокращении времени производства с минимальным риском отрицательного воздействия на геометрию деталей. Одновременно повышаются эксплуатационные качества благодаря присутствию азота.
Состав газовой смеси достаточно просто регулировать как до, так и в процессе обработки. Значительно сокращается время нагрева составляющих процесса, так как газ, подаваемый в камеру, может уже иметь необходимую температуру.
Поскольку процессы нитроцементации и цементации технологически очень похожи, для них может использоваться одно и тоже оборудование, что существенно облегчает переход на иной ассортимент продукции или изменение технологии производства.
Нитроцементация и цианирование стали
Цианирование стали – один из способов улучшения физико-химических свойств металла. Применение метода необходимо, когда нужно повысить прочность, твердость, сопротивляемость коррозии, износоустойчивость поверхностного слоя стали, сделать ее более стойкой к естественному старению.
Нитроцементация укрепляет сталь путем воздействия на нее углерода и азота, точнее, введения этих молекул в кристаллическую решетку поверхностного слоя. Весь этот процесс происходит под воздействием высоких температур в среде цианистых солей натрия, окисление которого приводит к выделению углерода и азота.
Насколько глубоко проникнут цементирующие вещества в структуру металла и какая степень концентрации образуется, зависит от выбранной температуры проведения операции и временного интервала воздействия. Нитроцементация и цианирование стали – операции, преследующие одну цель, но проходящие в разных средах.

Цель цианирования стали и суть технологии
Первоочередная цель цианирования лежит в укреплении поверхностного слоя стали различных деталей, придании ему более высокого предела выносливости, так как этот слой подвержен наибольшим нагрузкам во время эксплуатации механизмов, конструкций. Насыщение поверхностного слоя металла углеродом и азотом принято применять из-за их быстрого проникновения, когда они взаимодействуют одновременно. Методом цианирования можно обрабатывать следующие виды металла:
- любые нержавеющие стали;
- сплавы стальные легированные либо те, где нет присутствия легирующих компонентов, стали с концентрацией углерода средних показателей;
- стали конструкционного назначения, где присутствует мало углерода.
Химико-термический способ цианирования придерживается следующей технологии:
- В рабочую ванну с расплавленной солью цианистой состава 15% Na₂CO₃, 60% NaCl и 25% NaCN помещают деталь.
- Далее рабочую среду нагревают до температуры от 930 до 530 градусов по Цельсию (в зависимости от выбранного режима обработки).
- Выделяющиеся из соли оксид углерода и азот насыщают металл несколько часов.
Все нюансы прохождения обработки металла в итоге зависят от выбранного температурного режима.
Сущностью процесса, по которому углерод с азотом могут проникнуть внутрь слоя стали, является диффузия. В течение перечисленных выше этапов технологии процесс проходит две основные стадии, разделенные временными периодами:
- Начальный период нитроцементации длительностью от одного до трех часов, характеризующийся внедрением в кристаллическую решетку металла атомов азота, углерода.
- Конечный период, когда предварительно проникшие и насытившие сталь атомы азота начинают десорбироваться (покидать поверхность, вновь приобретая состояние газа), углерод же при этом продолжает насыщать металл до тех пор, пока не закончится воздействие температуры и рабочей среды.
Особенности нитроцементации и цианирования
Хотя нитроцементация и цианирование преследуют одну цель (насыщение поверхностного слоя стали азотом и углеродом), они имеют одно существенное отличие. Заключается оно в том, что нитроцементации изделия подвергаются в газовой среде, а при цианировании такой средой является расплав цианида натрия или других солей.
Составы ванн и режимы цианирования изделий
Свою эффективность рассматриваемые технологические операции демонстрируют при обработке следующих материалов:
- сталей, относящихся к нержавеющей категории;
- легированных стальных сплавов, а также сталей, не содержащих легирующих добавок и характеризующихся средним содержанием углерода в своем составе;
- конструкционных сталей с низким содержанием углерода.
Цианирование стали, относящейся к одной из вышеперечисленных категорий, как и процесс ее нитроцементации, происходит при определенном температурном режиме (820–950°), который должен строго соблюдаться. В результате квалифицированного применения таких методов обработки удается решить следующие задачи:
- повысить износостойкость поверхности изделия;
- увеличить его поверхностную твердость;
- повысить предел выносливости металла.
Нитроцементация в различных средах
Существует еще одна разновидность цементации, которая называется мягким азотированием. Такая обработка, которая выполняется при температуре около 590°, нужна среднеуглеродистым сталям для увеличения уровня их износостойкости и предела выносливости. Цианированию также подвергают изделия из быстрорежущих сталей, что позволяет повысить твердость и устойчивость к износу их поверхностного слоя, а также сделать его более устойчивым к воздействию повышенных температур.
В металлургической отрасли также используется такая технологическая операция, как цианирование золотосодержащих руд, которая в корне отличается от всех вышеперечисленных методов обработки сталей. Целью цианирования руды, золото в составе которой может содержаться даже в очень незначительных количествах, является выделение из нее концентрата, характеризующегося высоким содержанием драгоценного металла. Такой концентрат после его дальнейшей обработки может быть использован для производства золотых изделий.
Добыча золота методом цианирования
Виды цианирования
Есть несколько способов цианирования, которые выполняют по своей технологии для определенных типов стали с достижением разных результатов обработки. Так можно классифицировать процесс:
- по используемому термическому режиму;
- по физическому состоянию среды, где происходит цианирование (твердая, жидкая или газообразная нитроцементация).
Высокотемпературное цианирование
Высокотемпературное цианирование выполняют при рабочей температуре порядка 800–900 градусов по Цельсию. Здесь сталь насыщается преимущественно углеродом с численным показателем процентного содержания в слое от 0.6 до 1.2% (цементация жидкостная). Азот присутствует в таком процентном соотношении – 0.2–0.6%. Образованный укрепленный слой может быть толщиной от 2 до 0.15 миллиметров.
Высокотемпературный метод отличается тем, что обработанные изделия требуют проведения дополнительных операций воздействия, таких как закаливание металла, низкий отпуск. После проведения полного комплекса мероприятий полученный слой имеет структуру, состоящую из поверхностного слоя тонкого Fe₂(C, N) (карбонитриды), следующего за ним слоя мартенсита азотистого.
Низкотемпературное цианирование
Обработку металла низкотемпературную (тенифер-процесс) выполняют при рабочей температуре порядка 540–600 градусов по Цельсию. Здесь металл насыщается преимущественно азотом. Таким способом укрепляют высокохромистые, быстрорежущие стали, которые используются для изготовления инструментов. Низкотемпературное цементирование не предполагает более никаких операций – это заключительный этап обработки.
Метод жидкостного цементирования цианистыми солями считается одним из самых вредных для здоровья, так как соли натрия представляют собой сильное ядовитое вещество.
Свойства и применение цианированных сталей
Стали, которые прошли обработку методом цианирования, резко отличаются от обычных увеличением параметра усталостной прочности, предела выносливости. Область применения таких сталей разнообразна:
- конструкции строительные сварного типа;
- переплеты фонарные, а также оконные в зданиях промышленного назначения;
- различные мелкие метизы: шайбы, собачки, заклепки, звездочки, муфты – все то, что эксплуатируется при температуре до –40 градусов по Цельсию;
- шестерни, валы в механизмах, где присутствует трение.
Технология, цель и виды нитроцементации
Нитроцементация – это насыщение изделия из стали углеродом и азотом, которое протекает в среде из газа цементирующего с добавлением аммиака диссоциированного. Меняя состав газа и температуру, при которой происходит процесс нитроцементации, можно влиять на процентное содержание углерода и азота в получаемом слое. Толщину слоя также можно контролировать за счет выбора температуры и времени выдержки. Процесс нитроцементации представляет собой диффузию.
Бывает нитроцементация стали высокотемпературная и низкотемпературная. Первый метод нитроцементации применяют в условиях температуры от 830 до 950 градусов по Цельсию. В этом случае используют аммиак в повышенных дозах. После операции над изделием проводят мероприятия по закалке с отпуском низким. Твердость, которая достигается в результате, соответствует 62–56 HRC. Стали, в основном подвергаемые нитроцементации, – это углеродистые (из них изготавливают детали машиностроения) и низколегированные металлы.
Метод нитроцементации низкотемпературный подразумевает применение термической среды в пределах 530–570 градусов продолжительностью не более 3 и не менее 1.5 часов, предварительно выполняют закалку и отпуск деталей. Полученный твердый слой имеет толщину от 0.004 до 0.02 миллиметра с крепостью 1200–900 HV.
Нитроцементация является безопасным процессом с низкой себестоимостью операции, поэтому ее часто используют в автомобилестроении.
Нитроцементация стали
Нитроцементацией стали называют процесс диффузионного насыщения поверхностного слоя стали одновременно углеродом и азотом при 840-860 С в газовой среде, состоящей из науглероживающего газа и аммиака. Основное назначение нитроцементации — повышение твердости и износостойкости стальных изделий.
Нитроцементации обычно подвергают детали сложной конфигурации, склонные к короблению. Нитроцементация стали имеет следующие преимущества по сравнению с газовой цементацией:
- более низкие температуры обработки,
- минимальная глубина слоя,
- меньшие деформации и коробление изделий,
- повышенное сопротивление износу и коррозии.
Завершающей термической обработкой при нитроцементации является закалка с низким отпуском. Твердость изделий достигает 56-62 HRC.
Процесс нитроцементации стали получил широкое распространение в машиностроении. На ВАЗе 95 % деталей подвергается нитроцементации. Низкотемпературной нитроцементации подвергают инструмент из быстрорежущей стали после термической обработки (закалки и отпуска). Процесс проводят при температуре 530-570 С, в течение 1,5-3 часов. Образуется поверхностный слой толщиной 0,02-0,004 мм с твердостью 900-1200 HV. Нитроцементация стали характеризуется безопасностью в работе и низкой стоимостью.
| Вид операции | Марка стали | Стоимость за кг без учета НДС, руб. |
| Нитроцементация | ст.20Х, 18ХГТ, 20ХГТ, 12ХН3А, 20, 10 и т.п. | от 65,00 |
| Цементация | ст.20Х, 18ХГТ, 20ХГТ, 12ХН3А, 20, 10 и т.п | от 65,00 |
| Цементация+закалка | ст.20Х, 18ХГТ, 20ХГТ, 12ХН3А, 20, 10 и т.п. | от 85,00 |
| Нитроцементация+закалка | ст.20Х, 18ХГТ, 20ХГТ, 12ХН3А, 20, 10 и т.п. | от 85,00 |
Заказать нитроцементацию и цементацию стали Вы можете по телефону: +7 (3412) 908-768 или через форму: «Заказать консультацию».
Преимущества нитроцементации перед цементацией
Процесс нитроцементации – самый безопасный и передовой метод укрепления стали углеродом и азотом. По сравнению с обычным цементированием он имеет ряд преимуществ:
- быстрее происходит поверхностная диффузия;
- нет необходимости в подготовке;
- металл при нитроцементации не подвергается сильному перегреву, и, как следствие, не происходит изменение кристаллической решетки;
- заготовки менее подвержены деформации;
- после прохождения обработки последующее закаливание и отпуск проходят более качественно;
- нитроцементация – самый дешевый способ укрепления стали, поэтому ее повсеместно используют в машиностроении.
Всем, кто имеет представление, практические навыки или профессионально занимается нитроцементацией стальных изделий, просьба поддержать в комментариях тему, так как больше достоверной информации необходимо для понимания процесса.
Цианирование и нитроцементация.
Цианирование называется процесс одновременного насыщения поверхности деталей углеродом и азотом.
На состав и свойства цианированного слоя особое влияние оказывает температура процесса. Повышение температуры цианирования ведет к увеличению содержания углерода в слое, снижает температуры- к увеличению содержания азота.
Толщина цианированного слоя также зависит от температуры-и продолжительности процесса. Для цианирования применяют стали, содержащие 0,3-0,4% углерода.
Различают жидкое и газовое цианирование. Газовое цианирование еще называют нитроцементацией. Жидкое цианирование проводят в расплавленных солях, содержащих цианистый натрий NACN. Примерный состав ванны следующий:20-25% NACN; 25-50% Nacl и 25-50% Na2CO3.
Первый состав применяют для цианирования при 820-850С, второй -при 900-950С.
Цианирование при температурах 820-850С позволяет осуществлять закалку непосредственно из ванны. После закалки следует низкотемпературный отпуск. Твердость цианированного слоя после термической обработки HRC 59-62.
Цианирование при температурах 820-850С позволяет получать слои толщиной 0,15-0,35 мм за 30-90 минут. Глубокое цианирование имеет ряд преимуществ по сравнению с цементацией: меньше продолжительность процесса для получения слоя заданной толщины; меньше деформация и коробление; более высокое сопротивление износу и повышенная усталостная прочрость.
После цианирования детали охлаждают на воздухе, повторно нагревают для закалки и проводят низкотемпературный отпуск.
Недостатком цианирования является ядовитость цианистых солей. Поэтому цианирование проводят в специально выделенных помещениях с соблюдением мер предосторожности.
Нитроцементацию осуществляют при температурах 840-860С в газовой смеси из неуглероживающего газа и аммиака. Продолжительность процесса зависит от глубины насыщаемого слоя и составляет 1-10 ч. Толщина слоя колеблется от 0,1 до 1 мм.
После нитроцементации изделия подвергают закалке и низкотемпературному отпуску при температуре 160-180С.
Низкотемпературное цианирование осуществляется при температурах 540-560С в расплавленных цианистых солях.
Низкотемпературному цианированию подвергают инструмент из быстрорежущих сталей для повышения его стойкости при резании. В результате такой обработки образуется нитроцементованный слой толщиной 0,02-0,04мм твердостью HV 9500-11000. Длительность процесса 1-1,5 часа.
Нитроцементация в твердых смесях применяется для повышения стойкости инструментов из быстрорежущей стали. Инструменты укладываются в металлические ящики и пересыпаются смесью, состоящей из 60-80% древесного угля и 20-40% желтой кровяной соли или другого состава. Потом ящики закрывают и устанавливают в печь с температурой 550-560С. После выдержки 2-3ч ящики выгружают из печи и охлаждают до 200-100С. Затем ящики раскрывают и вынимают инструмент, очищая металлическими щетками.
Хрупкость слоя возникает при пересыщении слоя углеродом и азотом, когда образуется сетак или сплошная корка карбонитридов у самой поверхности.
«Темная составляющая» в структуре возникает после нитроцементации в виде темной разорванной или сплошной сетки, обнаруживаемой на нетравленных микрошлифах. Причина: повышенная концентрация азота, увеличение времени выдержки и появление окисляющих газов в рабочем пространстве печи.
Другое по теме
Производство бетонных работ при строительстве гидротехниче-ских сооружений В комплексе работ по возведению гидротехнических сооружений основную часть составляют бетонные. Для их качественного выполнения требуется учитывать разнообразные условия и выбирать наиболее эффективные способы ведения. Бетонные работы включают в себя набор производственных процессов, позволяющих получить бетонную кладк …
Научное познание и его специфические признаки. Методы научного познания Обыденное познание дает знания для ориентации в окружающем мире. На его основе накапливается материал для научного познания. Оно субъективно и возникает как результат научной деятельности. Наука: социальный институт (люди и отношения между ними) -специфическая познавательная деятельность (познание) специфи …





