Сварочный инвертор своими руками
Вашему вниманию представлена схема сварочного инвертора, который вы можете собрать своими руками. Максимальный потребляемый ток – 32 ампера, 220 вольт. Ток сварки – около 250 ампер, что позволяет без проблем варить электродом 5-кой, длина дуги 1 см, переходящим больше 1 см в низкотемпературную плазму. КПД источника на уровне магазинных, а может и лучше (имеется в виду инверторные).
На рисунке 1 приведена схема блока питания для сварочного.
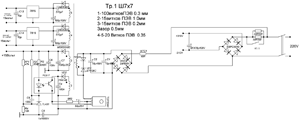
Рис.1 Принципиальная схема блока питания
Трансформатор намотан на феррите Ш7х7 или 8х8
Первичка имеет 100 витков провода ПЭВ 0.3мм
Вторичка 2 имеет 15 витков провода ПЭВ 1мм
Вторичка 3 имеет 15 витков ПЭВ 0.2мм
Вторичка 4 и 5 по 20 витков провода ПЭВ 0.35мм
Все обмотки необходимо мотать во всю ширину каркаса, это дает ощутимо более стабильное напряжение.
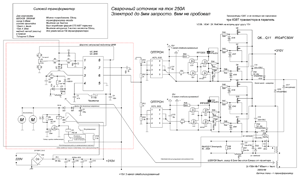
Рис.2 Принципиальная схема сварочного инвертора
На рисунке 2 – схема сварочника. Частота – 41 кГц, но можно попробовать и 55 кГц. Трансформатор на 55кгц тогда 9 витков на 3 витка, для увеличения ПВ трансформатора.
Трансформатор на 41кгц – два комплекта Ш20х28 2000нм, зазор 0.05мм, газета прокладка, 12вит х 4вит, 10кв мм х 30 кв мм, медной лентой (жесть) в бумаге. Обмотки трансформатора сделаны из медной жести толщиной 0.25 мм шириной 40мм обернутые для изоляции в бумагу от кассового аппарата. Вторичка делается из трех слоев жести (бутерброд) разделенных между собой фторопластовой лентой, для изоляции между собой, для лучшей проводимости высоко- частотных токов, контактные концы вторички на выходе трансформатора спаяны вместе.
Дроссель L2 намотан на сердечнике Ш20х28, феррит 2000нм, 5 витков, 25 кв.мм, зазор 0.15 – 0.5мм (два слоя бумаги от принтера). Токовый трансформатор – датчик тока два кольца К30х18х7 первичка продетый провод через кольцо, вторичка 85 витков провод толщиной 0.5мм.
Сборка сварочного
Намотка трансформатора
Намотку трансформатора нужно делать с помощью медной жести толщиной 0.3мм и шириной 40мм, ее нужно обернуть термобумагой от кассового аппарата толщиной 0.05мм, эта бумага прочная и не так рвется как обычная при намотке трансформатора.
Вы скажите, а почему не намотать обычным толстым проводом, а нельзя потому что этот трансформатор работает на высокочастотных токах и эти токи вытесняются на поверхность проводника и середину толстого провода не задействует, что приводит к нагреву, называется это явление Скин эффект!
И с ним надо бороться, просто надо делать проводник с большой поверхностью, вот тонкая медная жесть этим и обладает она имеет большую поверхность по которой идет ток, а вторичная обмотка должна состоять из бутерброда трех медных лент разделенных фторопластовой пленкой, она тоньше и обернуты все эти слои в термобумагу. Эта бумага обладает свойством темнеть при нагреве, нам это не надо и плохо, от этого не будет пускай так и останется главное, что не рвется.
Можно намотать обмотки проводом ПЭВ сечением 0.5…0.7мм состоящих из нескольких десятков жил, но это хуже, так как провода круглые и состыкуются между собой с воздушными зазорами, которые замедляют теплообмен и имеют меньшую общую площадь сечения проводов вместе взятых в сравнении с жестью на 30%, которая может влезть окна ферритового сердечника.
У трансформатора греется не феррит, а обмотка поэтому нужно следовать этим рекомендациям.
Трансформатор и вся конструкция должны обдуваться внутри корпуса вентилятором на 220 вольт 0.13 ампера или больше.
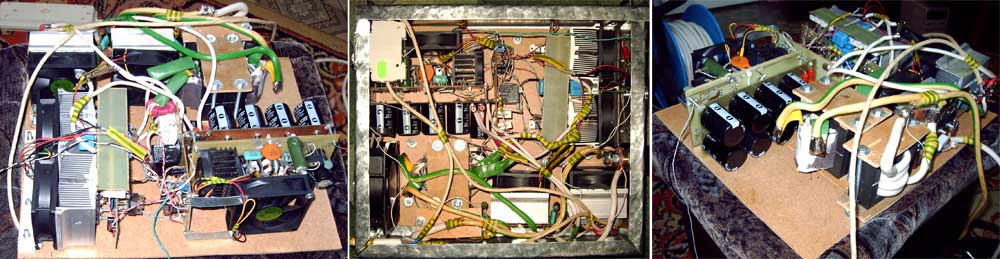
Конструкция
Для охлаждения всех мощных компонентов хорошо использовать радиаторы с вентиляторами от старых компьютеров Pentium 4 и Athlon 64. Мне эти радиаторы достались из компьютерного магазина делающего модернизацию, всего по 3…4$ за штуку.
Силовой косой мост нужно делать на двух таких радиаторах, верхняя часть моста на одном, нижняя часть на другом. Прикрутить на эти радиаторы диоды моста HFA30 и HFA25 через слюдяную прокладку. IRG4PC50W нужно прикручивать без слюды через теплопроводящую пасту КТП8.
Выводы диодов и транзисторов нужно прикрутить на встречу друг другу на обоих радиаторах, а между выводами и двумя радиаторами вставить плату, соединяющею цепи питания 300вольт с деталями моста.
На схеме не указано нужно на эту плату в питание 300V припаять 12…14 штук конденсаторов по 0.15мк 630 вольт. Это нужно, чтобы выбросы трансформатора уходили в цепь питания, ликвидируя резонансные выбросы тока силовых ключей от трансформатора.
Остальная часть моста соединяется между собой навесным монтажом проводниками не большой длины.
Ещё на схеме показаны снабберы, в них есть конденсаторы С15 С16 они должны быть марки К78-2 или СВВ-81. Всякий мусор туда ставить нельзя, так как снабберы выполняют важную роль:
первая – они глушат резонансные выбросы трансформатора
вторая – они значительно уменьшают потери IGBT при выключении так как IGBT открываются быстро, а вот закрываются гораздо медленнее и во время закрытия емкость С15 и С16 заряжается через диод VD32 VD31 дольше чем время закрытия IGBT, то есть этот снаббер перехватывает всю мощь на себя не давая выделяться теплу на ключе IGBT в три раза чем было бы без него.
Когда IGBT быстро открываются, то через резисторы R24 R25 снабберы плавно разряжаются и основная мощь выделяется на этих резисторах.
Настройка
Подать питание на ШИМ 15вольт и хотя бы на один вентилятор для разряда емкости С6 контролирующую время срабатывания реле.
Реле К1 нужно для замыкания резистора R11, после того, когда зарядятся конденсаторы С9…12 через резистор R11 который уменьшает всплеск тока при включении сварочного в сеть 220вольт.
Без резистора R11 на прямую, при включении получился бы большой БАХ во время зарядки емкости 3000мк 400V, для этого эта мера и нужна.
Проверить срабатывание реле замыкающие резистор R11 через 2…10 секунд после подачи питания на плату ШИМ.
Проверить плату ШИМ на присутствие прямоугольных импульсов идущих к оптронам HCPL3120 после срабатывания обоих реле К1 и К2.
Ширина импульсов должна быть шириной относительно нулевой паузе 44% нулевая 66%
Проверить драйвера на оптронах и усилителях ведущих прямоугольный сигнал амплитудой 15вольт убедится в том, что напряжение на IGBT затворах не превышает 16вольт.
Подать питание 15 Вольт на мост для проверки его работы на правильность изготовления моста.
Ток потребления при этом не должен превышать 100мА на холостом ходу.
Убедится в правильной фразировке обмоток силового трансформатора и трансформатора тока с помощью двух лучевого осциллографа .
Один луч осциллографа на первичке, второй на вторичке, чтобы фазы импульсов были одинаковые, разница только в напряжении обмоток.
Подать на мост питание от силовых конденсаторов С9…С12 через лампочку 220вольт 150..200ватт предварительно установив частоту ШИМ 55кГц подключить осциллограф на коллектор эмиттер нижнего IGBT транзистора посмотреть на форму сигнала, чтобы не было всплесков напряжения выше 330 вольт как обычно.
Начать понижать тактовую частоту ШИМ до появления на нижнем ключе IGBT маленького загиба говорящем о перенасыщении трансформатора, записать эту частоту на которой произошел загиб поделить ее на 2 и результат прибавить к частоте перенасыщения, например перенасыщение 30кГц делим на 2 = 15 и 30+15=45, 45 это и есть рабочая частота трансформатора и ШИМа.
Ток потребления моста должен быть около 150ма и лампочка должна еле светиться, если она светится очень ярко, это говорит о пробое обмоток трансформатора или не правильно собранном мосте.
Подключить к выходу сварочного провода длиной не мене 2 метров для создания добавочной индуктивности выхода.
Подать питание на мост уже через чайник 2200ватт, а на лампочку установить силу тока на ШИМ минимум R3 ближе к резистору R5, замкнуть выход сварочного проконтролировать напряжение на нижнем ключе моста, чтобы было не более 360вольт по осциллографу, при этом не должно быть ни какого шума от трансформатора. Если он есть – убедиться в правильной фазировке трансформатора -датчика тока пропустить провод в обратную сторону через кольцо.
Если шум остался, то нужно расположить плату ШИМ и драйвера на оптронах подальше от источников помех в основном силовой трансформатор и дроссель L2 и силовые проводники.
Еще при сборке моста драйвера нужно устанавливать рядом с радиаторами моста над IGBT транзисторами и не ближе к резисторам R24 R25 на 3 сантиметра. Соединения выхода драйвера и затвора IGBT должны быть короткие. Проводники идущие от ШИМ к оптронам не должны проходить рядом с источниками помех и должны быть как можно короче.
Все сигнальные провода от токового трансформатора и идущие к оптронам от ШИМ должны быть скрученные, чтобы понизить уровень помех и должны быть как можно короче.
Дальше начинаем повышать ток сварочного с помощью резистора R3 ближе к резистору R4 выход сварочного замкнут на ключе нижнего IGBT, ширина импульса чуть увеличивается, что свидетельствует о работе ШИМ. Ток больше – ширина больше, ток меньше – ширина меньше.
Ни какого шума быть не должно иначе выйдут из строя IGBT.
Добавлять ток и слушать, смотреть осциллограф на превышение напряжения нижнего ключа, чтобы не выше 500вольт, максимум 550 вольт в выбросе, но обычно 340 вольт.
Дойти до тока, где ширина резко становиться максимальной говорящим, что чайник не может дать максимальный ток.
Все, теперь на прямую без чайника идем от минимума до максимума, смотреть осциллограф и слушать, чтобы было тихо. Дойти до максимального тока, ширина должна увеличиться, выбросы в норме, не более 340вольт обычно.
Начинать варить, в начале 10 секунд. Проверяем радиаторы, потом 20 секунд, тоже холодные и 1 минуту трансформатор теплый, спалить 2 длинных электрода 4мм трансформатор горечеватый
Радиаторы диодов 150ebu02 заметно нагрелись после трех электродов, варить уже тяжело, человек устает, хотя варится классно, трансформатор горяченький, да и так уже не кто не варит. Вентилятор, через 2 минуты трансформатор доводит до теплого состояния и можно варить снова до опупения.
Ниже вы можете скачать печатные платы в формате LAY и др. файлы
Евгений Родиков (evgen100777 [собака] rambler.ru). По всем возникшим вопросам при сборке сварочника пишите на E-Mail.
Схема и особенности работы сварочного инвертора
Схема сварочного трансформатора и схема сварочного инвертора значительно отличаются друг от друга. Во втором случае базу ранних агрегатов, чтобы провести сварочные работы, составляют трансформаторы с понижающим типом, что придает им габаритность и тяжесть.
На сегодняшний день современное оборудование, за счет частой эксплуатации во время производства, стало легким, компактным, с широким спектром возможностей и особенностей.
Главный элемент в электросхеме сварочных инверторов заключается в импульсивном преобразователе, благодаря которому вырабатывается высокочастотный ток.
- Классификация инверторов
- Схема инвертора для сварки
- Принцип работы схемы аппарата для сварки
- Достоинства и недостатки сварочных аппаратов инверторного типа
- Итог
Классификация инверторов
Каждый отдельный тип сварочных работ подразумевает использование определенного инверторного оборудования, которое необходимо ещё правильно выбрать. У каждой модели есть схема сварочного инвертора с особенностями, отличной характеристикой от других агрегатов и спектром возможностей.
Оборудования от современных производителей одинаково используются предприятиями в производственной сфере, а также любителями бытовой эксплуатации.
Изготовители регулярно изменяют принципиальные электрические схемы сварочных инверторов для того чтобы усовершенствовать их, наделить новым функционалом и повысить качество их технических характеристик.
Инверторное оборудование является основным устройством, при помощи которого выполняют такие технологические операции:
- электродуговая сварка с использованием плавящего либо неплавящегося электрода;
- плазменная резка;
- работы со сваркой по технологии полуавтоматики либо автоматики.
Помимо перечисленного, инверторное оборудование также считается самым эффективным способом, чтобы сварить алюминиевые детали, элементы из нержавеющей стали и иных материалов со сложной свариваемостью.
Несмотря на индивидуальные особенности каждой модели и каждой электросхемы, в результате инвертор для сваривания делает шов качественным, надежным и аккуратным, вне зависимости от использованного вида технологий.
Стоит также отметить, что он отличается компактностью, легким весом, благодаря чему его можно использовать при любых условиях, отнести в любое место, где проводится сварочный процесс.
Схема инвертора для сварки
Схема инверторного сварочного агрегата имеет особенную характеристику и функционал, в который входят следующие составляющие:
- Орган управления и индикации.
- Система, отвечающая за работу термической защитной функции и управлением охлаждающим вентилятором.
Сюда также относят вентилятор самого инверторного аппарата и датчик с температурными показателями. - Электрические принципиальные схемы подразумевают под собой наличие ШИМ-контроллера, состоящий из трансформатора с током, датчика с током нагрузки.
- Система питания на детали слаботочного участка электросхемы аппаратного инвертора для сварки.
- В преобразователе схемы может устанавливаться механизм, благодаря которому в силовую систему аппарата поступает электропитание.
Сюда относится емкостный фильтр, выпрямитель, а также нелинейная зарядная цепь. - Силовая часть с однотактным конвертором.
В неё также входят: силовой трансформатор, выпрямитель вторичного типа и дроссель для выхода тока.
В каждом описании принципиальной схемы сварочного инвертора должна быть краткая характеристика всех составляющих элементов.
Принцип работы схемы аппарата для сварки
Основной целью инверторного сварочного агрегата является создание тока с высокой мощностью, который формируется в электрическую дугу. Та, в свою очередь, плавит кромки свариваемых элементов и присадочный материал.
Все это происходит на большом диапазоне особенностей конструкции. Стоит также отметить и то, что схема сварочного аппарата помогает в ИПС ремонте любого устройства.
 Схема инвертора для сварочных работ.
Схема инвертора для сварочных работ.
Примерно механизм действия электронной схемы выглядит следующим образом:
- Ток с переменной частотой в 50 гц через обычную электрическую сеть попадает в выпрямитель, в котором преобразовывается ток в постоянный.
- Затем ток происходит обработку для сглаживания за счет использования специализированной системы.
- После фильтра ток оказывается в самом инверторе, который, в свою очередь, должен переформировать его обратно в переменный, однако прибавляя к нему высокую частоту.
- Затем, применяя трансформатор, снижается напряжение в переменном токе с высокими частотами, благодаря чему усиливается его действие.
Чтобы более детально разобраться во всех нюансах принципиальной схемы сварочного инвертора, необходимо изучить все элементы по отдельности с их механизмом действия.
Достоинства и недостатки сварочных аппаратов инверторного типа
Инверторный сварочный аппарат, как и любая другая техника, имеет свои достоинства и недостатки.
 Схема сварочного аппарата инверторного типа.
Схема сварочного аппарата инверторного типа.
К основным преимуществам этого оборудования, которое так умело заменило обычный трансформатор, можно отнести:
- За счет нового подхода к производству конструкций инверторного типа для сваривания металлов, а также новому контролю за током большинство моделей весит от 5 до 12 килограмм, в отличие от трансформаторов, которые имеют вес в 18-35 килограмм.
- У данных устройств есть достаточно высокий показатель КПД. Это происходит благодаря тому, что аппарат потребляет минимальное количество энергии для нагрева всех систем и механизмов. К примеру, трансформатор для сварки быстро нагревается, что приводит к перегреву и выходу из строя оборудования.
- В некоторых электросхемах трансформатора, также как и в инверторах, сварка может проходить при помощи электродов вне зависимости от его вида.
- Рассматриваемые устройства, за счет повышенного показателя КПД, тратят электроэнергию вдвое меньше, нежели простой трансформатор для сваривания.
- Многие современные оборудования имеют в своей структуре опции, благодаря которым минимизируется процесс совершения ошибок мастера во время технологических работ. К таким опциям можно отнести антизалипание и быстрый розжиг дуги.
- В некоторых устройствах встроена функция программирования, благодаря которой мастер с точностью и максимальной оперативностью регулирует режим работы во время сварочного процесса конкретного вида.
- Наличие высокое универсальности данных конструкций обуславливается регулированием всех систем, используя ток в широком диапазоне. Это дает возможность применять оборудование, что сваривает разнометалловые детали и выполняет процедуру с любой технологией.
У схем инверторных сварочных аппаратов также имеются и недостатки.
Они заключаются в следующих аспектах:
- Инверторные оборудования сваривания на рынке стоят достаточно дорого, до 50% больше, чем цена классических трансформаторов для сварочных работ.
- Принципиальная электрическая схема инверторного сварочного аппарата подразумевает, что чаще всего будет ломаться такой механизм, как транзистор.
Он является достаточно уязвимой деталью, что влечет за собой ремонт стоимостью до 60% от стоимости всего оборудования. Из этого можно сделать вывод, что ремонт сам по себе – дорогое удовольствие. - Поскольку принципиальные электросхемы у инверторов, чтобы сваривать материал, являются достаточно сложными, специалисты не советуют их эксплуатировать во время плохой погоды, либо на морозе, чтобы не вывести из строя механизмы и сохранить аппарат на долгий период.
Для сварочных работ в поле либо других открытых пространствах необходимо организовать и соорудить специальное закрытое место с отоплением, где можно будет воспользоваться данным агрегатом для сваривания.
Для некоторых специалистов схема сварки представляет собой дополнительную подсказку при сборке агрегатов для сваривания металлов, что позволяет быстро выполнить нужную работу. Достаточно важно обладать базовыми познаниями в сфере электротехники.
Доступность схем сварочных инверторов обуславливается их принципиальностью, иными словами любому мастеру для сборки понадобиться либо инструкция, либо чертежи. Стоит обратить внимание, что в принципиальных электрических схемах делается акцент на достижение стабильности высокого уровня у сварочной дуги.
Ремонт и доработки сварочных инверторов своими руками
Характеристики большинства бюджетных инверторов нельзя назвать выдающимися, в то же время мало кто откажется от удовольствия использовать оборудование со значительным запасом надёжности. Между тем существует немало способов усовершенствовать недорогой сварочный инвертор.

Типовая схема и принцип работы инвертора
Чем дороже сварочный инвертор, тем больше в его схеме вспомогательных узлов, задействованных в реализации специальных функций. А вот сама схема силового преобразователя остаётся практически неизменной даже у дорогостоящего оборудования. Этапы превращения сетевого электрического тока в сварочный достаточно легко проследить — на каждом из основных узлов схемы происходит определённая часть общего процесса.
С сетевого кабеля через защитный выключатель напряжение подаётся на выпрямительный диодный мост, сопряжённый с фильтрами высокой ёмкости. На схеме этот участок легко заметить, здесь расположены внушительные по размеру «банки» электролитических конденсаторов. У выпрямителя задача одна — «развернуть» отрицательную часть синусоиды симметрично вверх, конденсаторы же сглаживают пульсации, приводя направление тока практически к чистой «постоянке».
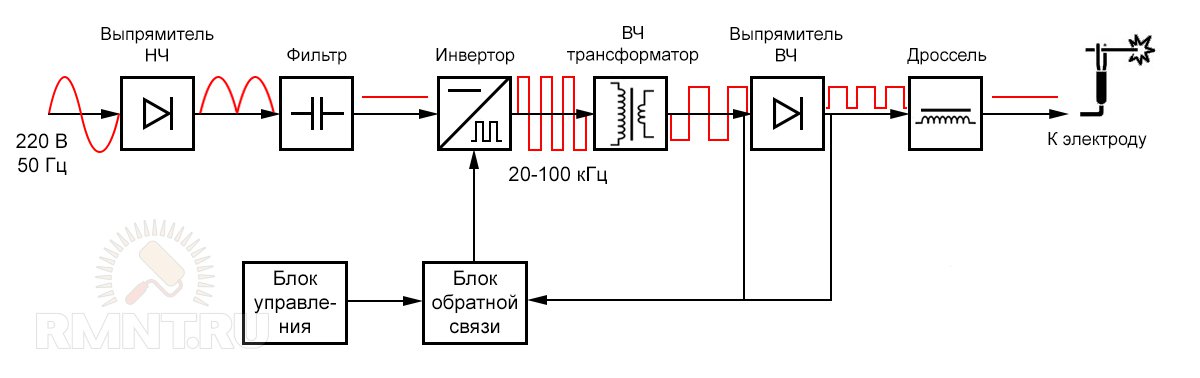 Схема работы сварочного инвертора
Схема работы сварочного инвертора
Далее по схеме находится непосредственно инвертор.
С понижающего трансформатора напряжение снимает выходной выпрямитель, ведь мы хотим сварку именно на постоянном токе. Благодаря выходному фильтру природа тока меняется с высокочастотного пульсирующего до практически прямой линии. Естественно, в рассмотренной цепи преобразований есть множество промежуточных звеньев: датчиков, управляющих и контрольных цепей, но их рассмотрение выходит далеко за рамки любительской радиоэлектроники.
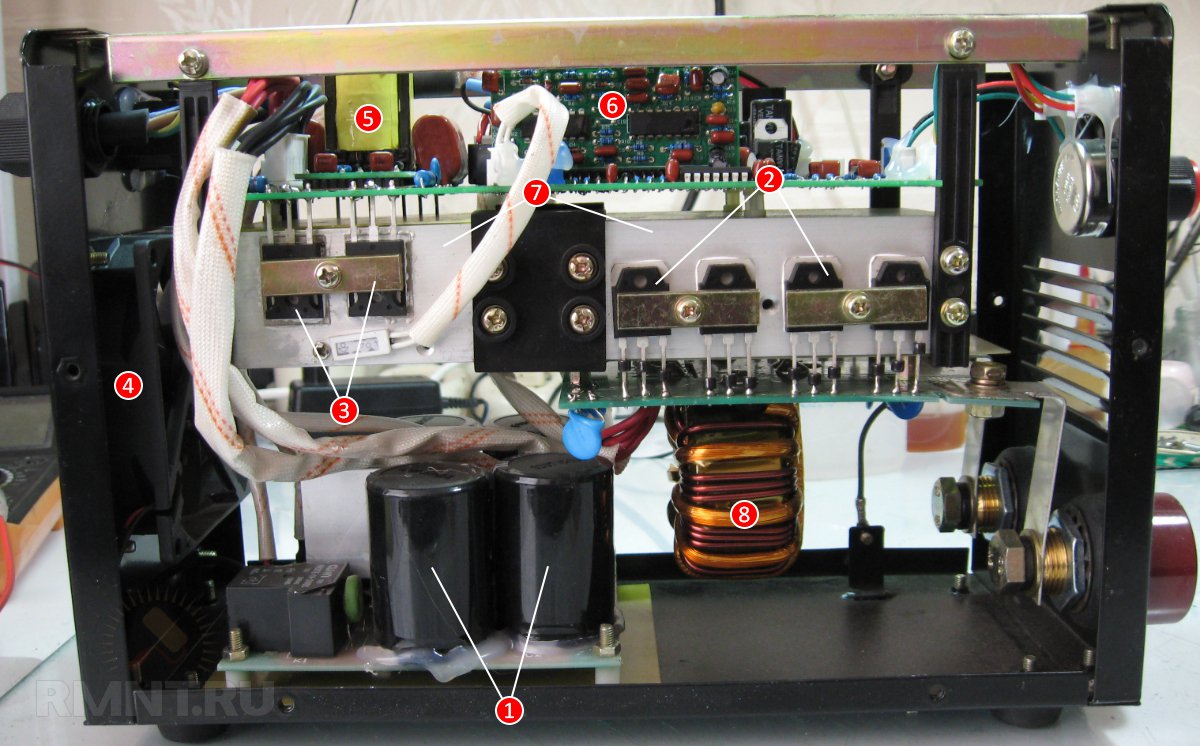 Конструкция сварочного инвертора: 1 — конденсаторы фильтра; 2 — выпрямитель (диодная сборка); 3 — IGBT-транзисторы; 4 — вентилятор; 5 — понижающий трансформатор; 6 — плата управления; 7 — радиаторы; 8 — дроссель
Конструкция сварочного инвертора: 1 — конденсаторы фильтра; 2 — выпрямитель (диодная сборка); 3 — IGBT-транзисторы; 4 — вентилятор; 5 — понижающий трансформатор; 6 — плата управления; 7 — радиаторы; 8 — дроссель
Узлы, пригодные к модернизации
Важнейший параметр любого сварочного аппарата — вольт-амперная характеристика (ВАХ), за счёт неё и обеспечивается стабильное горение дуги при разной её длине. Правильная ВАХ создаётся микропроцессорным управлением: маленький «мозг» инвертора на ходу меняет режим работы силовых ключей и мгновенно подстраивает параметры сварочного тока. К сожалению, каким либо образом перепрограммировать бюджетный инвертор нельзя — управляющие микросхемы в нём аналоговые, а замена на цифровую электронику требует незаурядных знаний схемотехники.
Однако «умений» управляющей схемы вполне достаточно, чтобы нивелировать «криворукость» начинающего сварщика, ещё не научившегося стабильно удерживать дугу. Гораздо правильнее сосредоточиться на устранении некоторых «детских» болезней, первая из которых — сильный перегрев электронных компонентов, ведущий к деградации и разрушению силовых ключей.
Вторая проблема — использование радиоэлементов сомнительной надёжности. Устранение этого недостатка сильно снижает вероятность возникновения поломок через 2–3 года эксплуатации аппарата. Наконец, даже начинающему радиотехнику будет вполне по силам реализовать индикацию фактического сварочного тока для возможности работы со специальными марками электродов, а также провести ряд других мелких доработок.
Улучшение теплоотвода
Первый недостаток, которым грешит подавляющее большинство недорогих инверторных аппаратов — плохая схема отвода тепла с силовых ключей и выпрямительных диодов. Начинать доработку в этом направлении лучше с увеличения интенсивности принудительного обдува. Как правило, в сварочных аппаратах устанавливают корпусные вентиляторы с питанием от служебных цепей напряжением 12 В. В «компактных» моделях принудительное воздушное охлаждение может вовсе отсутствовать, что для электротехники такого класса, безусловно, нонсенс.
Достаточно просто увеличить воздушный поток путём установки нескольких таких вентиляторов последовательно. Проблема в том, что «родной» кулер скорее всего придётся снять. Чтобы эффективно работать в последовательной сборке, вентиляторы должны иметь идентичную форму и число лопастей, а также скорость вращения. Собрать одинаковые кулеры в «стопку» крайне просто, достаточно стянуть их парой длинных болтов по диаметрально противоположным угловым отверстиям. Также не стоит беспокоиться о мощности источника служебного питания, как правило её достаточно для установки 3–4 вентиляторов.

Если внутри корпуса инвертора недостаточно места для установки вентиляторов, можно приладить снаружи один высокопроизводительный «канальник». Его установка проще по той причине, что не требуется подключение к внутренним цепям, питание снимается с клемм кнопки включения. Вентилятор, разумеется, должен устанавливаться напротив вентиляционных жалюзеек, часть которых можно вырезать, чтобы снизить аэродинамическое сопротивление. Оптимальное направление потока воздуха — на вытяжку из корпуса.
Второй способ улучшить теплоотвод — замена штатных алюминиевых радиаторов на более производительные. Новый радиатор нужно выбирать с наибольшим количеством как можно более тонких рёбер, то есть с наибольшей площадью контакта с воздухом. Оптимально в этих целях использовать радиаторы охлаждения компьютерных ЦП. Процесс замены радиаторов довольно прост, достаточно соблюдать несколько простых правил:
- Если штатный радиатор изолирован от фланцев радиоэлементов слюдой или резиновыми прокладками, их нужно сохранить при замене.
- Для улучшения теплового контакта нужно использовать кремнийорганическую термопасту.
- Если радиатор нужно подрезать, чтобы он поместился в корпус, обрезанные рёбра нужно тщательно обработать надфилем, чтобы снять все заусенцы, иначе на них будет обильно оседать пыль.
- Радиатор должен быть плотно прижат к микросхемам, поэтому предварительно на нём нужно разметить и просверлить крепёжные отверстия, возможно, потребуется нарезать резьбу в теле алюминиевой подошвы.

Дополнительно отметим, что нет смысла менять штучные радиаторы отдельно стоящих ключей, замене подвергаются только теплоотводы интегральных схем или нескольких высокомощных транзисторов, установленных в ряд.
Индикация сварочного тока
Даже если на инверторе установлен цифровой индикатор установки тока, он показывает не реальное его значение, а некую служебную величину, масштабированную для наглядного отображения. Отклонение от фактической величины тока может составлять до 10%, что неприемлемо при использовании специальных марок электродов и работе с тонкими деталями. Получить реальное значение сварочного тока можно путём установки амперметра.
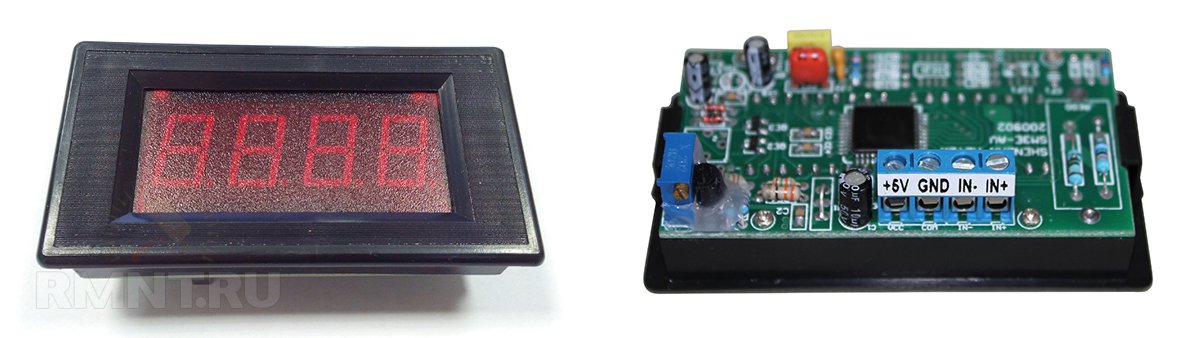
В пределах 1 тысячи рублей обойдётся цифровой амперметр типа SM3D, его даже можно аккуратно встроить в корпус инвертора. Основная проблема в том, что для измерения столь высоких токов требуется подключение через шунт. Его стоимость находится в пределах 500–700 рублей для токов в 200–300 А. Обратите внимание, что тип шунта должен соответствовать рекомендациям производителя амперметра, как правило, это вставки на 75 мВ с собственным сопротивлением порядка 250 мкОм для предела измерения в 300 А.

Установить шунт можно либо на плюсовую, либо на минусовую клемму изнутри корпуса. Обычно размеров соединительной шины достаточно для подключения вставки длиной около 12–14 см. Изгибать шунт нельзя, поэтому если длины соединительной шины недостаточно, её нужно заменить медной пластиной, косичкой из очищенного однопроволочного кабеля или отрезком сварочной жилы.
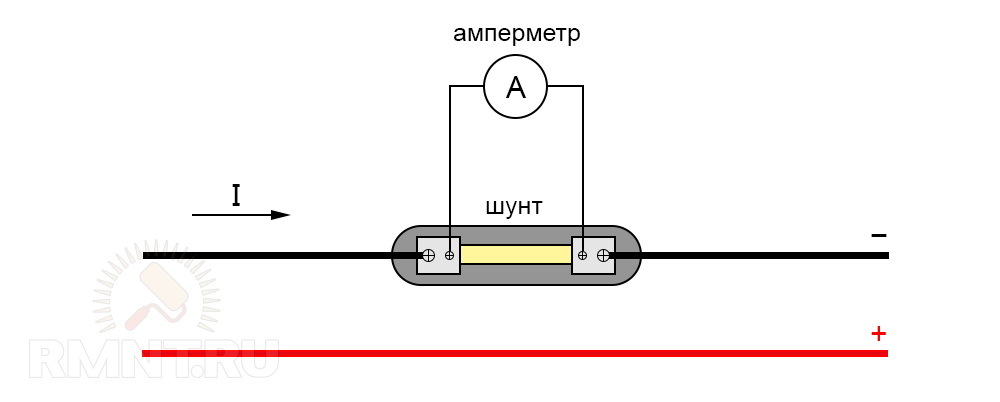
Амперметр подключается измерительными выходами к противоположным зажимам шунта. Также для работы цифрового прибора требуется подать напряжение питания в диапазоне 5–20 В. Его можно снять с проводов подключения вентиляторов или найти на плате точки с потенциалом для питания управляющих микросхем. Собственное потребление амперметра ничтожно.
Повышение продолжительности включения
Продолжительность включения в контексте сварочных инверторов более разумно называть продолжительностью нагрузки. Это та часть десятиминутного интервала, в которой инвертор непосредственно выполняет работу, оставшееся время он должен пребывать на холостом ходу и охлаждаться.
Для большинства недорогих инверторов реальная ПН составляет 40–45% при 20 °С. Замена радиаторов и устройство интенсивного обдува позволяют увеличить этот показатель до 50–60%, но это далеко не потолок. Добиться ПН порядка 70–75% можно путём замены некоторых радиоэлементов:
- Конденсаторы обвязки ключей инвертора нужно поменять на элементы той же ёмкости и типа, но рассчитанные под более высокое напряжение (600–700 В);
- Диоды и резисторы из обвязки ключей следует заменить на элементы с большей рассеиваемой мощностью.
- Выпрямительные диоды (вентили), а также MOSFET или IGBT-транзисторы можно заменить на аналогичные, но более надёжные.

О замене самих силовых ключей стоит рассказать отдельно. Для начала следует переписать маркировку на корпусе элемента и найти подробный даташит на конкретный элемент. По паспортным данным выбрать элемент для замены достаточно просто, ключевыми параметрами служат пределы частотного диапазона, рабочее напряжение, наличие встроенного диода, тип корпуса и предельный ток при 100 °С. Последний лучше рассчитать собственноручно (для высоковольтной стороны с учётом потерь на трансформаторе) и приобрести радиоэлементы с запасом предельного тока около 20%. Из производителей такого рода электроники наиболее надёжными считаются International Rectifier (IR) или STMicroelectronics. Несмотря на довольно высокую цену, крайне рекомендуется приобретать детали именно этих брендов.

Намотка выходного дросселя
Одним из наиболее простых и в то же время самых полезных дополнений для сварочного инвертора будет намотка индуктивной катушки, сглаживающей пульсации постоянного тока, которые неизбежно остаются при работе импульсного трансформатора. Основная специфика такой затеи в том, что дроссель изготавливается индивидуально для каждого отдельного аппарата, а также может со временем корректироваться по мере деградации электронных компонентов или при изменении порога мощности.

Для изготовления дросселя понадобится всего ничего: изолированный медный проводник сечением до 20 мм 2 и сердечник, желательно из феррита. В качестве магнитопровода оптимально подойдёт либо ферритовое кольцо, либо сердечник броневого трансформатора. Если магнитопровод набран из листовой стали, его нужно просверлить в двух местах с отступом около 20–25 мм и стянуть заклёпками, чтобы иметь возможность беспроблемно прорезать зазор.

Дроссель начинает работать, начиная от одного полного витка, однако реальный результат виден, начиная с 4–5 витков. При испытаниях следует добавлять витки до тех пор, пока дуга не начнёт ощутимо сильно тянуться, мешая отрыву. Когда варить с отрывом станет затруднительно, нужно скинуть с катушки один виток и подключить параллельно дросселю лампу накаливания на 24 В.
Тонкая настройка дросселя выполняется с помощью сантехнического винтового хомута, которым можно уменьшить зазор в сердечнике, либо деревянного клина, которым этот зазор можно увеличить. Нужно добиваться, чтобы горение лампы при розжиге дуги было максимально ярким. Рекомендуется изготовить несколько дросселей для работы в диапазонах до 100 А, от 100 до 200 А и более 200 А.

Заключение
Все «навесные» дополнения, такие как дроссель или амперметр, лучше монтировать отдельной приставкой, которая включается в разрыв любой из сварочных жил посредством штекера типа байонет. Таким образом внутри корпуса инвертора сохранится достаточно пространства для вентиляции, а дополнительные устройства можно будет легко отключить за ненадобностью.
Нужно помнить, что кардинальной, глубокой модернизации провести не получится, иными словами, «РЕСАНТУ» в KEMPPI разумными силами и средствами не превратить. Однако изготовление приспособлений и мелкая доработка оборудования — отличный способ лучше изучить технологию дуговой сварки и проникнуться профессиональными тонкостями.
Понравилась статья? Подпишитесь на канал, чтобы быть в курсе самых интересных материалов
Схема инверторного сварочного аппарата
Современные схемотехнические решения и элементная полупроводниковая база позволили уйти от устаревших и тяжёлых трансформаторных выпрямителей. В наши дни используется преобразование сетевого напряжения по несколько иному принципу. Образцом такого решения служат схемы сварочных инверторов, преимуществами которых являются как небольшой вес, так и отсутствие нагрузок на электрические сети общего пользования.
Электрические схемы, основанные на использовании современной полупроводниковой электроники, открыли широкие возможности для совмещения инновационных принципов с высокими потребительскими качествами.
Виды сварочных аппаратов
Технологические возможности нашего века характерны использованием новых решений не только в военно-космической сфере, но и в бытовом применении инженерных, прогрессивных принципов. Этот процесс находит отражение и в технологии производства оборудования для сварочных работ. Стали возможными операции по соединению сплавов металлов и разнородных составов в единое целое. Для этого предназначены различные схемы сварочных инверторов, которые необходимы для выполнения определённых функций, а именно:
- для электродуговой сварки покрытыми электродами необходимы инверторы ММА, которые обеспечивают высокий КПД, при малом потреблении и невысоком весе оборудования;
- аппараты ММА+TIG, которые обеспечивают отличные показатели работы тугоплавкими электродами в среде инертных газов;
- агрегаты с полуавтоматической подачей сварочной проволоки (MMA+MIG) в среду защитных или активных газов в сварочной ванночке;
- оборудование для импульсной, точечной сварки для осуществления кузовного и прочего ремонта.
- сварочные преобразователи для резки металлов различного принципа действия.
Учитывая возможности этого спектра устройств, можно вести работы в среде разных газов и сваривать разнообразные металлы и сплавы с высоким качеством конечного изделия. При этом питающее напряжение может быть от 160 до270 В, а сварочный ток достигает значений 250 А, что не исключает применения электродов до 5 мм в диаметре. С использованием электросхем инверторного типа становится достижимым сочетание небольшого веса и мощного импульсного сварочного тока.
Эти параметры позволяют соединять тонкостенные листы, разнородные сплавы, оцинкованную и нержавеющую сталь в среде инертных газов, а также использовать точечную сварку для кузовного ремонта. Оборудование типа TIG и MAG/MIG нужно дополнить еврорукавами для подачи газа и сварочной проволоки, и приобрести баллоны с газом и редукторы для регулировки давления. Такое оборудование открывает широкие возможности по сварке разнообразных металлов.
Важно подбирать оборудование в соответствии с вашими потребностями, чтобы не переплачивать за аппаратуру, которая в дальнейшем может не понадобиться, и убедиться в наличии центров гарантийного ремонта сварочных инверторов и обслуживания.
Принципиальная схема аппаратов инверторного типа
Для того чтобы понимать суть работы современного сварочного агрегата, необходимо знать из каких блоков состоит принципиальная схема сварочного инвертора, который обеспечивает энергией дугу короткого замыкания при сварочном процессе. Эти аппараты могут питаться как от трёхфазной сети 380В, так и от однофазного напряжения 220 В. Причём колебания питающего напряжения могут достигать значительных величин, что не сказывается на работоспособности агрегатов. Это позволяет работать в нестабильных сетях загородного электроснабжения, которое довольно часто присутствует в дачных поселениях. 
Переменное напряжение частотой 50 Гц поступает на вход аппарата, где выпрямляется и преобразуется в высокочастотные колебания до 70−85 кГц. Это даёт возможность за счёт высококачественной элементной базы и компактных трансформаторов получать на выходе импульсный и постоянный сварочный ток. Такая схема сварочного аппарата состоит из следующих элементов:
- низкочастотный понижающий выпрямительный блок с конденсаторным фильтром;
- регулируемый инвертор, преобразующий постоянный ток в высокочастотный переменный;
- трансформатор высокой частоты, выдающий на выходе высокочастотный или постоянный сварочный ток большой мощности;
- сдвигающий фазу дроссель, стабилизирующий характеристики выходного напряжения;
- схема обратной связи, управляющая выходными параметрами и блок управления, который меняет параметры тока и напряжения сварки.
Мощные выходные транзисторы и диоды должны обладать эффективными теплоотводящими радиаторами, которые охлаждаются принудительной вентиляцией, интенсивность действия которой должна зависеть от сварочной нагрузки. Только в этом случае удастся избежать неисправности силового блока инверторного аппарата. Также безупречная работа обеспечивается путём соблюдения правил безопасной работы и своевременного обслуживания отдельных агрегатов и узлов. Важное место занимает регулярная очистка от пыли охлаждающих радиаторов силовых, полупроводниковых элементов.
Отличия схемотехнических решений разных видов инверторов
Инверторные аппараты кроме принципиальной электрической схемы обладают рядом преимуществ в конструктивной реализации, которые позволяют использовать функции форсированного розжига дуги. Также существуют схемы антизалипания электродов, осцилляторы, которые обеспечивают устойчивое горение дуги в среде защитных газов. Есть и схемы задержки подачи защитного газа и тока сварки, именно они и дают возможность осуществлять работу в среде инертного облака, препятствующего окислению заготовок. Подача сварочной проволоки имеет свои особенности, где регулирование скорости и задержка движения определяется схемотехническими решениями.
Отличие от стандартных решений ММА заключается, в первую очередь, наличием системы подведения инертных газов в зону сварочного шва. Это касается системы сварки методами TIG и MIG/MAG, которые обеспечивают подачу защитного или активного газа в зону плавления металлов. Здесь выходные импульсные напряжения при крутопадающей частотной характеристике имеют свои особенности, связанные с наличием газовой среды с защитными физическими свойствами.
Поэтому сварка в таких условиях имеет свои отличия от стандартной схемы, а именно:
- в аппаратуре TIG и MIG/MAG присутствует схема задержки сварочного тока относительно подачи защитного газа;
- для обеспечения работы аргонодугового метода (TIG) аппаратура снабжается специальными разъёмами для подачи газа, а горелка имеет устройство крепления для вольфрамового электрода;
- в полуавтоматических инверторах присутствует устройство протяжки сварочной проволоки с регулируемой скоростью, для этой цели используют еврорукав, через который подаётся газ и проволока в зону сварочного шва.
Широкие возможности аппаратурной регулировки параметров импульсного напряжения, позволяют сваривать сплавы титана и алюминия, тонкостенную легированную и нержавеющую сталь. Прочность соединения различных материалов обеспечивается правильным подбором параметров тока и состава сварочной проволоки, а также грамотным выбором состава газовой смеси.
Возможные неисправности и способы их устранения
Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов. Эти ситуации могут происходить по причине недостаточного охлаждения силовых элементов при высокой температуре окружающего воздуха, а также при работе в условиях запылённой или слишком влажной атмосферы. Пыль, осаждаясь на радиаторах, препятствует эффективному отводу тепла, поэтому одним из требований производителя, является периодическая очистка аппарата. В условиях повышенной влажности могут возникать утечки, которые также могут привести к неисправности.
Начинать поиск неисправности следует с простейших причин, поскольку в схемах современных сварочных инверторов присутствует многоуровневая защита от перегрева и короткого замыкания. Необходимо ознакомиться с инструкцией по эксплуатации прибора, где чётко указаны пределы внешнего питающего напряжения и длительность работы при максимальном значении сварочного тока. Также указывается диаметр электрода, и даются советы по использованию газовых смесей в определённых пропорциях.
Основными причинами плохой или неустойчивой работы схемы инвертора могут быть следующие причины:
- слишком низкое или высокое напряжение в электрической сети, обычно инвертор работоспособен от 170 до 250 В;
- малое сечение или большая длина сетевого провода, жилы должны быть сечением не менее 2,5 мм 2 , а длина не превышать 30 метров;
- штатный сварочный кабель не должен быть длиннее 3 м, а сечение от 35 до 50 мм 2 ;
- необходимо убедиться в бесперебойной работе вентилятора, иначе может произойти выход из строя силовых полупроводниковых элементов схемы инвертора;
- плохой контакт одного или обоих кабелей.
Если причина неработоспособности инверторного аппарата заключается в подгорании контактов или транзисторов схемы, то лучше не предпринимать самостоятельных действий. Дело в том, что видимая неисправность, может повести за собой выход из строя других элементов схемы аппарата, которые можно обнаружить только с помощью соответствующего оборудования.
Важно проводить сложный ремонт в гарантийных и специализированных мастерских, чтобы избежать последствий и затрат, связанных с неквалифицированным вмешательством.
Мы рассмотрели принципиальную схему сварочного инвертора, знание которой убережёт вас от основных ошибок при эксплуатации сложной аппаратуры. Современные схемные решения сделали возможным создание лёгких и мощных сварочных аппаратов с широкими возможностями и высоким классом защиты. Но не следует забывать о правилах техники безопасности при выполнении сварочных работ, а также использовать спецодежду.
Двухъярусная кровать из массива дерева. Подробные чертежи.
Вопрос о покупке двухъярусной кровати возникает в семьях имеющих двое и более детей и небольшую жилищную площадь. Она позволит существенно сэкономить площадь комнаты и тем самым останется больше места для игр детей. И вовсе не обязательно бежать в магазин за покупкой. Её вполне может сделать любой мастер имея в наличии минимальный набор инструментов.
Какие модели двухъярусных кроватей существуют?
- Традиционная модель
Конструкция довольно простая. Она полностью изготавливается из массива дерева, что важно для детской комнаты. Такая кровать должна быть устойчивой, так как будет служить не только как спальное место, но и как игровая площадка для детских игр. Для увеличения устойчивости рекомендуется ее прикрепить к стене.
Чертежи и пошаговое изготовление будет рассмотрено ниже.
Конструкцию можно улучшить, если добавить к ней выдвижные ящики. В них можно хранить детские игрушки или например пастельное белье.
- Кровать с тремя спальными местами
Она имеет три спальных места и довольно устойчива из-за широко расставленных ножек. Площадь в комнате займет ровно столько, сколько обычная двуспальная кровать или разложенный диван.
- Кровать с выдвижным четвертым спальным местом.
Является улучшенной версией двухъярусной кровати с тремя спальными местами.
По высоте будет как двухъярусная, а по функционалу как трехъярусная. Она имеет четыре спальных места и в изготовлении будет посложнее, чем традиционная, но она того стоит. Такая кровать занимает места немного больше, чем традиционна, но зато у неё имеется удобная лестница на второй ярус и дети будут обеспечены своими шкафчиками для хранения вещей или игрушек.
- Кровать со столом и отдельным рабочим местом.
Их еще называют кровать-чердак. Удобна тем, что имеет двойной функционал. Сверху спальное место, а снизу просторное рабочее пространство со столом и шкафчиками. Таким образом отпадает необходимость приобретать отдельно кровать, рабочий стол и шкафчики. Она существенно экономит место в наших квартирах. Минус её в том, что она имеет всего одно спальное место. Как правило,их изготавливаются из фанеры и ЛДСП.

Кровать-чердак можно существенно улучшить, если добавить к ней еще одно выдвижное спальное место. Таким образом получиться два спальных места и плюс зона рабочего пространства. Правда и здесь есть существенный недостаток. Невозможно воспользоваться столом пока не выкатишь нижнее спальное место.
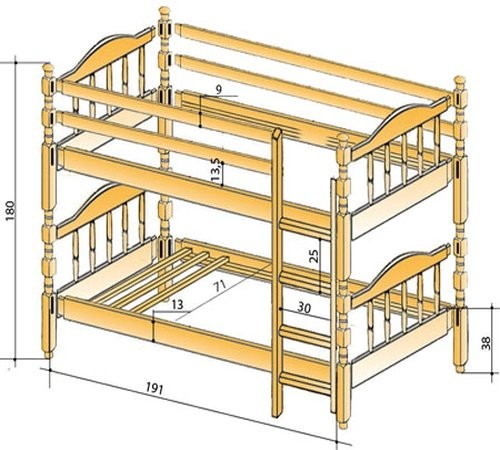
Чертежи двухъярусной классической кровати
Такой вариант является самым простым и подойдет как для детей так и для взрослых. Внутри кровать имеет размер 2005 х 705мм. Такой размер необходим чтобы в нее уместился стандартный матрац с размерами 200х70см.
Ниже представлена самая простая конструкция, которая изготавливается без пазов и различных пропилов. Её может изготовить практически любой мастер имея минимальный набор инструментов.
Крепление досок можно выполнить с помощью шурупов по дереву. Можно использовать желтые оцинкованные шурупы или шурупы с шестигранной головкой. Шестигранные шурупы еще называют «глухарь». Шурупы понадобятся двух размеров — диаметр 6мм, длина 110 и 160 мм. Не используйте черные саморезы по дереву. Они хрупкие и плохо держат нагрузки на срез.
Если будут использоваться шурупы с шестигранной головкой, то чтобы скрыть шестигранную головку, нужно будет в досках высверлить отверстия перьевым сверлом согласно рисунку ниже. Под такой шуруп обязательно необходимо подложить увеличенную плоскую шайбу. Такая шайба имеет наружный диаметр 18мм и внутренний диаметр 6.5мм. С учетом шайбы отверстие должно быть 20мм.
Чтобы выполнить такое отверстие, понадобится перьевое сверло по дереву.
Вариантом получше будет крепление досок с помощью шкантов, клея и саморезов. В этом случае внешний вид улучшиться, но изготовление немного усложниться и понадобиться дополнительный инструмент.
Чтобы закрыть ранее просверленные отверстия для скрытия шестигранной головки шурупа, можно воспользоваться деревянными заглушками. Их необходимо высверлить из доски с помощью коронки по дереву соответствующего диаметра и посадить на клей.
Важно. При использовании шурупов в скрепляемых досках предварительно нужно просверлить отверстия. Причем в первой доске диаметр 6-6.5мм, а в доске в которую он будет вкручиваться отверстие должно быть 2.5- 3мм. Если этого не сделать, то доски могут лопнуть.
Размеры досок:
- Доска 45х95мм, длина 1800мм — 4шт
- Доска 45х145мм, длина 2005мм — 6шт
- Доска 45х145мм, длина 1410мм — 1шт
- Доска 45х145мм, длина 605мм — 8шт
- Доска 45х95мм, длина 1300мм — 1шт
- Доска 45х95мм, длина 1570мм — 1шт
- Доска 45х95мм, длина 500мм — 5шт
- Доска 20х90мм, длина 705мм — 24шт
- Доска 40х40мм, длина 2005мм — 4шт
На всех досках желательно снять фаски на кромках или закруглить их.
Кружками указаны места сверления отверстий под шурупы.
Детская двухъярусная кровать своими руками: чертежи, схемы, фото
В детской комнате недостаточно места для отдельных кроваток? Соберите детскую деревянную двухъярусную кровать своими руками. Мы подготовили для вас варианты конструкций, сопроводили их схемами и чертежами, покажем алгоритм изготовления такой кровати своими руками, иллюстрируя фото- и видеоматериалами.
- Материалы для каркаса кровати
- Способы соединения деревянных узлов
- Варианты конструкций (чертежи и декор)
- Способ изготовления двухъярусной кровати
- Расчет материалов
- Сборочные единицы

Двухъярусную кровать для детей или подростков можно сделать и из металла, но не у всех получится аккуратная сварная конструкция, да и внешний вид у таких спальных мест не слишком детский. Поэтому мы рассмотрим изготовление кроватей из дерева и пиломатериалов, так как это недорогие и простые в работе материалы, тёплые, красивые и по-домашнему уютные.
Материалы для каркаса кровати
Перечень древесных материалов, из которых можно сделать кровать, достаточно продолжителен. Выделим самые распространенные.
1. Массив. Дорогой материал и достаточно сложный в подготовке и изготовлении, если у вас отсутствует опыт работы с ним. Тут важен опыт. Хотя изделия из массива получаются самыми красивыми и долговечными, но всё-таки детской кроватью пользуются не очень долго — дети растут и начинают нуждаться в других спальных местах.

2. Пиломатериалы — доска обрезная или строганная, брус — самые распространенные и простые в работе материалы, при условии, что вы уверены в правильной сушке, иначе несущую конструкцию может «повести».

3. МДФ — древесноволокнистая плита. Эмиссия формальдегида у материала находится на том же уровне, что у обычной древесины. При сверлении пылит, не образуя стружку. Ламинированная МДФ выглядит очень привлекательно. Плита без покрытия требует дополнительной отделки, например — лакировки. Можно заказать отдельные элементы кровати в мебельном цехе или распиловочной мастерской: там всё аккуратно вырежут, наклеят кромки.

4. ДСП — древесностружечная плита. Эмиссия формальдегида повышена без герметичного покрытия, исключение плиты класса Е1. Легко пилится, но плохо держит шурупы. Подходит для ненагруженных частей — например, выдвижных ящиков, монтируемых под днищем кровати. Из ламинированной плиты (ЛДСП) можно изготавливать спинки, декоративные панели — плёночное покрытие не даёт формальдегиду испаряться, но важно, чтобы и торцы плит были закрыты плёнкой.

5. Мебельный щит — плита, склеенная из отдельных брусочков натуральной древесины. Красиво, долговечно, позволяет даже выполнять резьбу, но требует навыка в работе, так как имеет внутренние напряжения, которые необходимо учитывать.

При покупке фурнитуры следует отдать предпочтение стальным метизам. Алюминиевые гораздо менее прочные и жёсткие.
Способы соединения деревянных узлов
При изготовлении кровати могут понадобиться различные соединения по горизонтали, вертикали, образование углов. Это можно выполнить различными способами. Некоторые из них мы приводим для справки.
 1 — соединение «вполдерева»; 2 — соединение «в лапу»
1 — соединение «вполдерева»; 2 — соединение «в лапу»
 1 — вырубка полная; 2 — вырубка не полная; 3 — стальной уголок
1 — вырубка полная; 2 — вырубка не полная; 3 — стальной уголок
 1 — соединение на прямоугольных шпонках; 2 — соединение на шпонках «ласточкин хвост»; 3 — соединение в коренной шип
1 — соединение на прямоугольных шпонках; 2 — соединение на шпонках «ласточкин хвост»; 3 — соединение в коренной шип
Варианты конструкций (чертежи и декор)
Двухъярусные кровати могут быть различными конструктивно и быть разнообразно оформлены. Так, верхний ярус может находиться точно над нижним, располагаться со смещением, оставляя место для шкафчика, или быть перпендикулярным ему. Лестница может состоять из выдвижных ящиков. Другой вариант — ступеньки, которые являются откидывающимися крышками ящиков. Каркас кровати также может быть дополнен выдвижными ящиками, расположенными под нижним матрасом. Для этого вам понадобятся направляющие — полозья. Иногда к кровати добавляют что-то ещё: столик, полки, шкаф-пенал или принадлежности для занятий спортом.
Ниже представлены чертежи некоторых кроватей с основными размерами.


 А теперь несколько идей дизайна, которые могут вдохновить на создание оригинальной двухъярусной кровати. Обратите внимание, как в некоторых моделях использованы абсолютно «бросовые» материалы — горбыль, ветви, стволы, коряги.
А теперь несколько идей дизайна, которые могут вдохновить на создание оригинальной двухъярусной кровати. Обратите внимание, как в некоторых моделях использованы абсолютно «бросовые» материалы — горбыль, ветви, стволы, коряги.
 Кровать для настоящих Маугли и Робинзонов Крузо
Кровать для настоящих Маугли и Робинзонов Крузо
 Рукотворная сказка
Рукотворная сказка
 Кровать — спортивный уголок
Кровать — спортивный уголок
 Кровать — детская площадка
Кровать — детская площадка
 Кровать — домик
Кровать — домик
 Кровать-купе
Кровать-купе
 Кровать для подростков. Материал — ламинированный МДФ
Кровать для подростков. Материал — ламинированный МДФ
Способ изготовления двухъярусной кровати
Одни из самых недорогих материалов — доска и брус из сосны. Именно из них мы и сделаем двухэтажную кровать.
Расчет материалов
При изготовлении кровати нужно иметь в виду, что на нижней постели может сидеть не только ребёнок, поэтому расстояние до нижней части верхней кровати не должно быть менее 85 см. Габарит спальных мест в случае покупных матрасов определяется их шириной и длиной. Если вы сами сделаете матрасы из двух слоёв поролона в чехле из плотной ткани, то размеры принимаются, исходя из личных предпочтений.
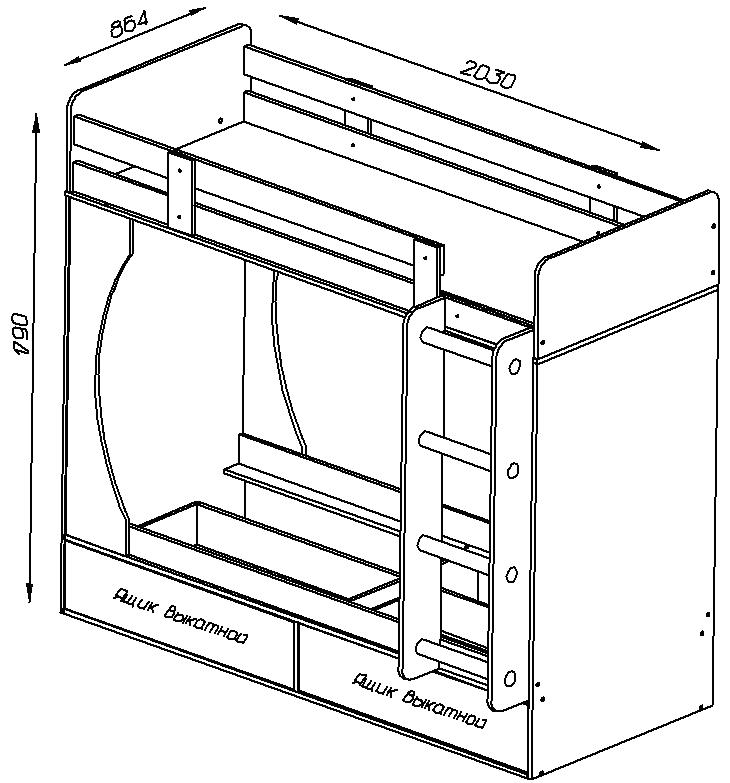
На представленном ниже рисунке обозначены отдельные элементы кровати, а в таблице даны назначение, размеры и количество заготовок.
 1 — вертикальные стойки (ножки); 2 — внешние накладки на стойки; 3 — доски несущей рамы; 4 — верхние и нижние планки изголовья; 5 — центрадбная планка изголовья; 6 — боковые ограждения; 7 — перила лестницы; 8 — ступени лестницы
1 — вертикальные стойки (ножки); 2 — внешние накладки на стойки; 3 — доски несущей рамы; 4 — верхние и нижние планки изголовья; 5 — центрадбная планка изголовья; 6 — боковые ограждения; 7 — перила лестницы; 8 — ступени лестницы
| Кол-во | Размер, мм | Наименование |
| 4 | 38х76х1730 | Вертикальные стойки |
| 4 | 38х76х1730 | Заготовки для внешних накладок на вертикальные стойки |
| 4 | 38х140х2030 | Доски несущей рамы кровати |
| 4 | 32х44х1850 | Продольные планки поддержки матраса (на рисунке не показаны) |
| 24 | 20х76х1000 | Поперечные рейки поддержки матраса (на рисунке не показаны), обрезать по месту |
| 8 | 20х140х914 | Верхние и нижние планки изголовья/изножья |
| 4 | 20х90х914 | Центральные планки изголовья/изножья |
| 1 | 20х90х1510 | Перила лестницы |
| 3 | 20х64х482 | Ступени лестницы |
| 2 | 20х90х1800 | Перила ограждения, обрезать до нужного размера при монтаже |
Сборочные единицы
Кровать — это мебель, состоящая из нескольких сборочных единиц, которые затем монтируются в единое целое. Одинаковые детали можно резать, скрепив их тисками или струбциной, так они получатся абсолютно идентичными. Перед сборкой нужно убедиться, что все деревянные детали зачищены, гладкие и не имеют заусенцев. Работать при этом лучше специальной шлифмашинкой по дереву или «болгаркой».
1. Изголовье и изножье
Это два почти зеркально выполненных элемента. Разница заключается во встраивании перил ограждения в изножье, как показано на рисунках ниже.
 Изголовье и изножье
Изголовье и изножье
 Детальная раскладка с размерами изголовья и изножья
Детальная раскладка с размерами изголовья и изножья
 Порядок монтажа: 1 — шкант 8 мм; 2 — стойка и планки спинки сверлятся одновременно; 3 — это часть крепится после сборки всех остальных частей изголовья
Порядок монтажа: 1 — шкант 8 мм; 2 — стойка и планки спинки сверлятся одновременно; 3 — это часть крепится после сборки всех остальных частей изголовья
2. Элементы несущей рамы
Для сборки двух несущих рам потребуется четыре подготовленные доски — продольные составляющие рамы. Продольную планку для надежности конструкции нужно приклеить к доске и дополнительно прикрутить шурупами до середины толщины доски. Между брусками, приклеенными к продольной планке поддержки матраса, будут уложены поперечные рейки — основа под матрас.
 Конструкция и размеры доски несущей рамы
Конструкция и размеры доски несущей рамы
3. Детали лестницы и ограждений
Перила ограждения — просто обработанная доска, перила лестницы — доска с выборкой для монтажа на каркас. Места креплений ступенек нужно разметить заранее, причем проследить, чтобы шурупы для их фиксации не попадали на шурупы каркаса.
 1 — вырезы 38 мм; 2 — места крепления ступенек; 3 — ступени лестницы, 3 шт.; 4 — ограждение
1 — вырезы 38 мм; 2 — места крепления ступенек; 3 — ступени лестницы, 3 шт.; 4 — ограждение
4. Сборка каркаса
Изножье и изголовье соединяются в нижней части с досками несущей рамы с помощью шурупов. После этого укладываются поперечные рейки, держатели матраса, причем крайние из них подпиливаются в уголках для плотной установки. Их закреплять не нужно. Таким же образом выполняется и сборка второго яруса.

5. Сборка лестницы и ограждений
Лестница и ограждение просто фиксируются на каркасе шурупами. При желании ограждение можно сделать и со стороны стены — для нижней и верхней постели. Тогда вам потребуется ещё четыре планки.

Теперь древесину можно покрасить и вскрыть лаком, уложить матрасы — и кровать готова!
В заключение предлагаем посмотреть видео об изготовлении двухъярусной детской кроватки для настоящих принцесс.
Видео. Часть первая
Как сделать своими руками двухъярусную кровать, чертежи и схемы
В современных квартирах комнаты значительно отличаются по размерам, поэтому для детской зачастую выбирается не самое большое помещение. Оптимальный вариант для увеличения свободного пространства изготовленная двухъярусная кровать своими руками, чертежи и схемы которой будут представлены ниже. Единственный недостаток этого варианта, это возраст ребенка, так как в подростковом периоде ему буде неудобно на втором этаже. Заменив нижнюю кровать диваном, можно создать комфортные условия для сна даже ребенку постарше.
Этапы работ
Как сделать двухъярусную кровать самому? Этим вопросом задаются все, кто решил исправить проблему с недостатком спального места в детской комнате. Попробуем рассмотреть этапы изготовления двухъярусной кровати в домашних условиях. Пошаговая инструкция поможет выполнить такую работу без посторонней помощи.
Процесс изготовления выглядит таким образом:
- первое, что нужно сделать, это подобрать модель кровати;
- составить чертеж и схему;
- приобрести материалы и подготовить инструменты;
- на основе чертежа подготовить детали нужных размеров;
- собрать основной каркас;
- изготовить спинку, боковые стенки, лестницу, ножки;
- собрать общую конструкцию.
При проектировании и разработке готовятся чертежи кровати. Особое внимание уделяется безопасности всей конструкции в целом: крепкий каркас, надежные боковые стенки (ограждения), легкий лестничный подъем.
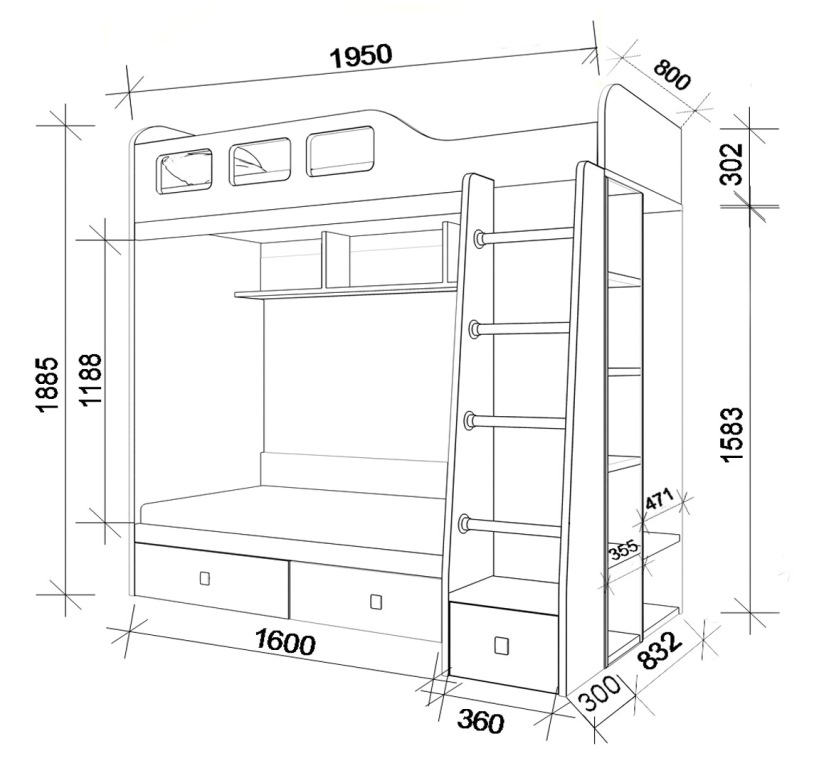
Чертежи и схемы
Все работы требуют аккуратности и точности выполнения, поэтому каждый этап сопровождает чертеж. Он готовится не один, а для всех частей. Точные размеры деталей, высота, толщина помогут получить тот результат, к которому стремится мастер.
Что указывают на чертеже:
- размеры итоговой конструкции;
- схему сборки отдельных деталей;
- способы соединения узлов;
- порядок монтажа каждой части;
- размеры деталей конструкции и элементов крепления.
Схема сборки
 Модель с выдвижными ящичками
Модель с выдвижными ящичками 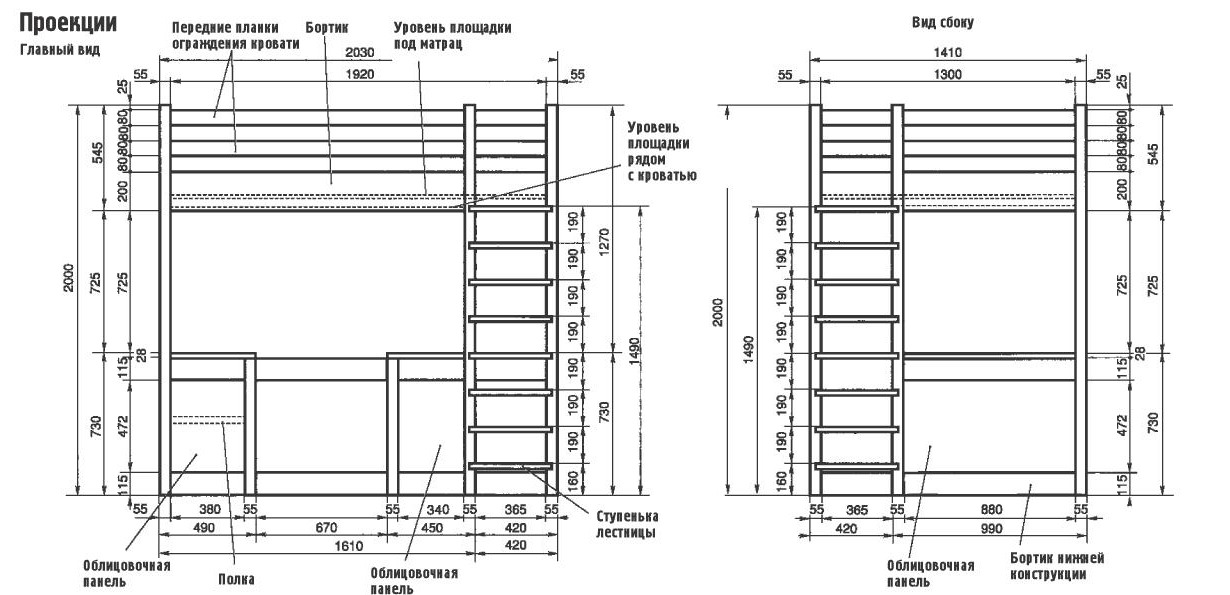 С боковой лестницей
С боковой лестницей 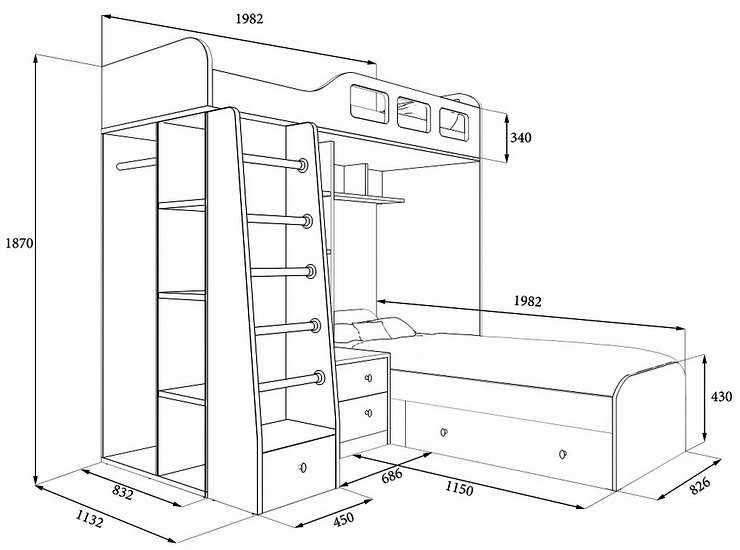 С перпендикулярным расположением этажей
С перпендикулярным расположением этажей 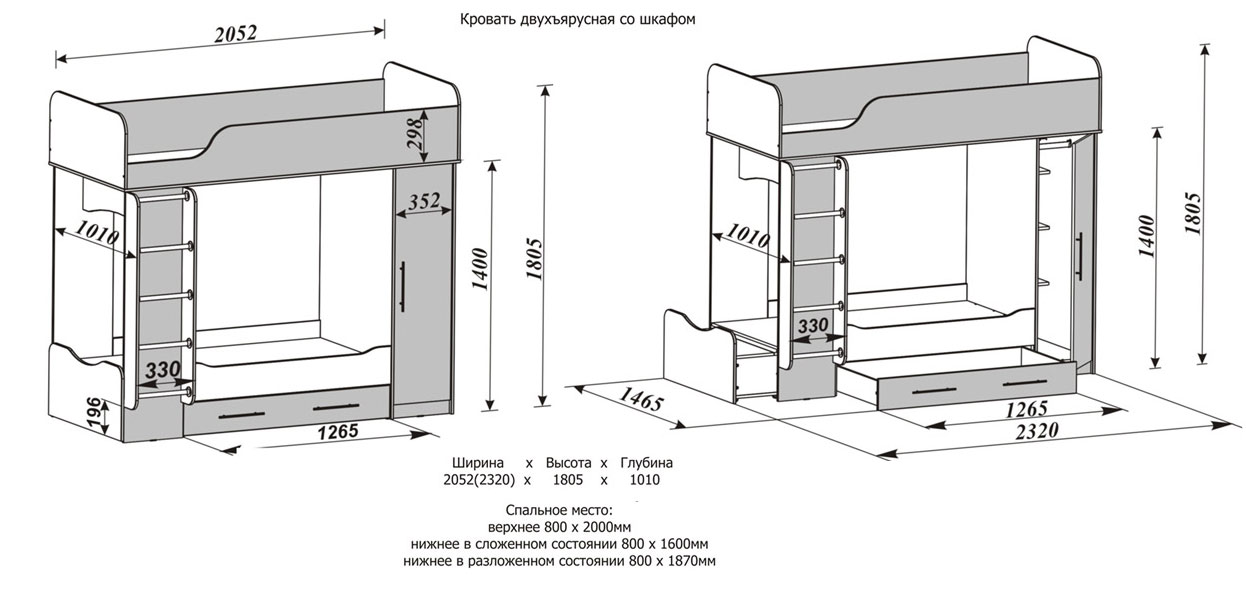 Со встроенным шкафом
Со встроенным шкафом 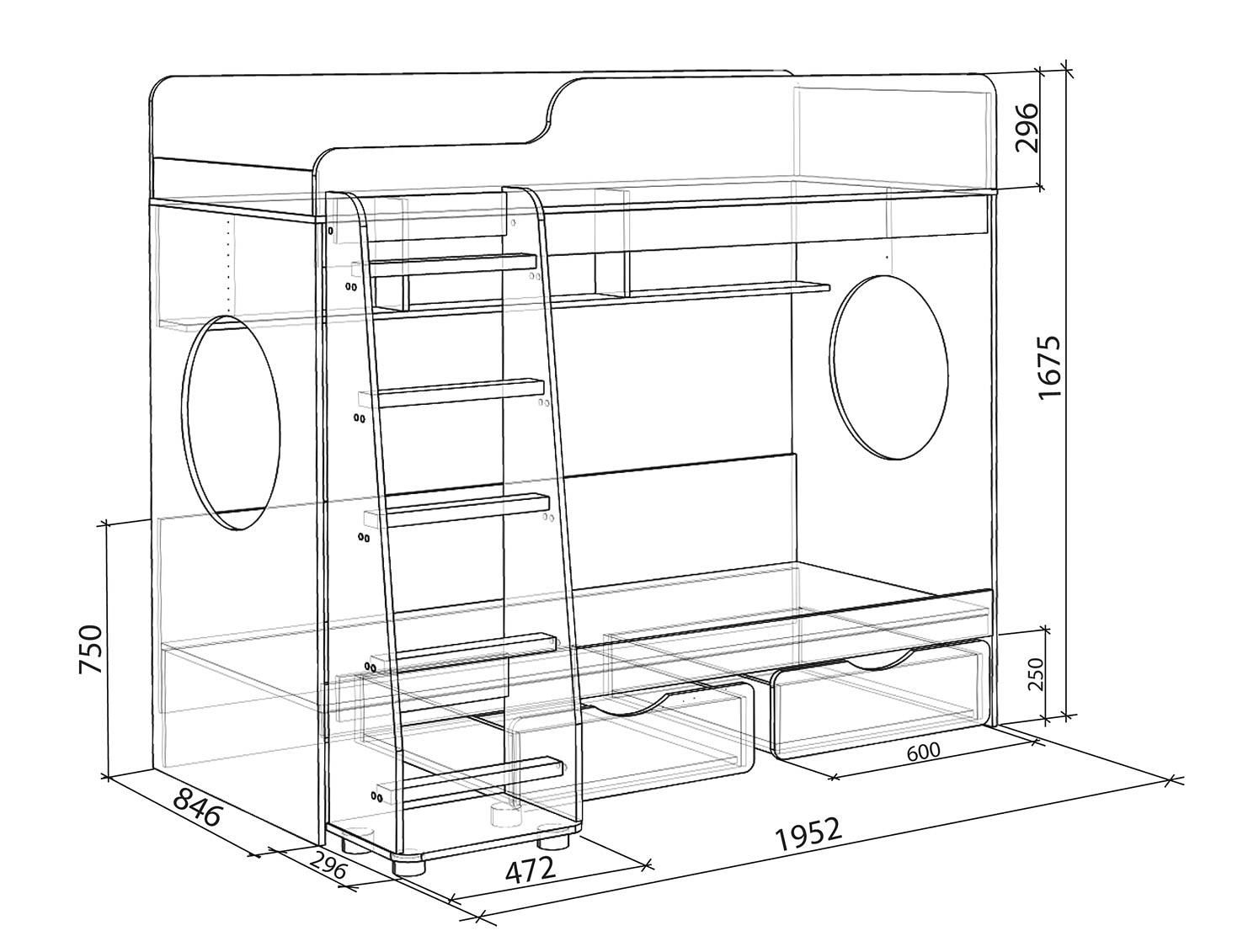 Кровать для детей
Кровать для детей 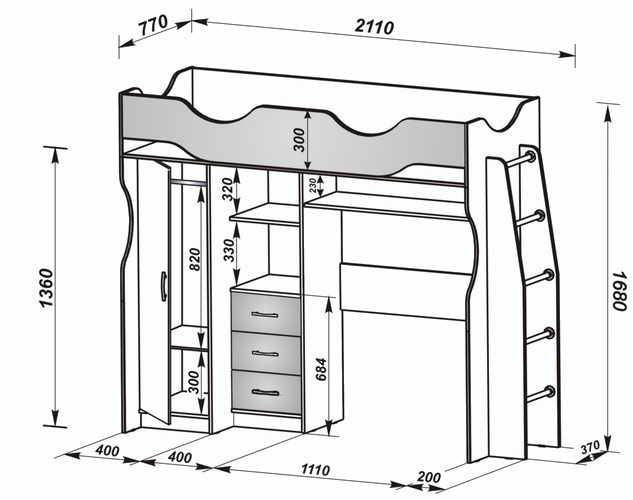 Кровать чердак
Кровать чердак 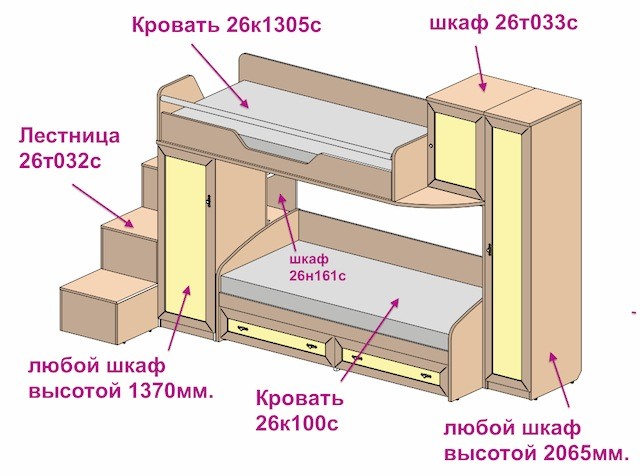 Со шкафом и ступеньками
Со шкафом и ступеньками 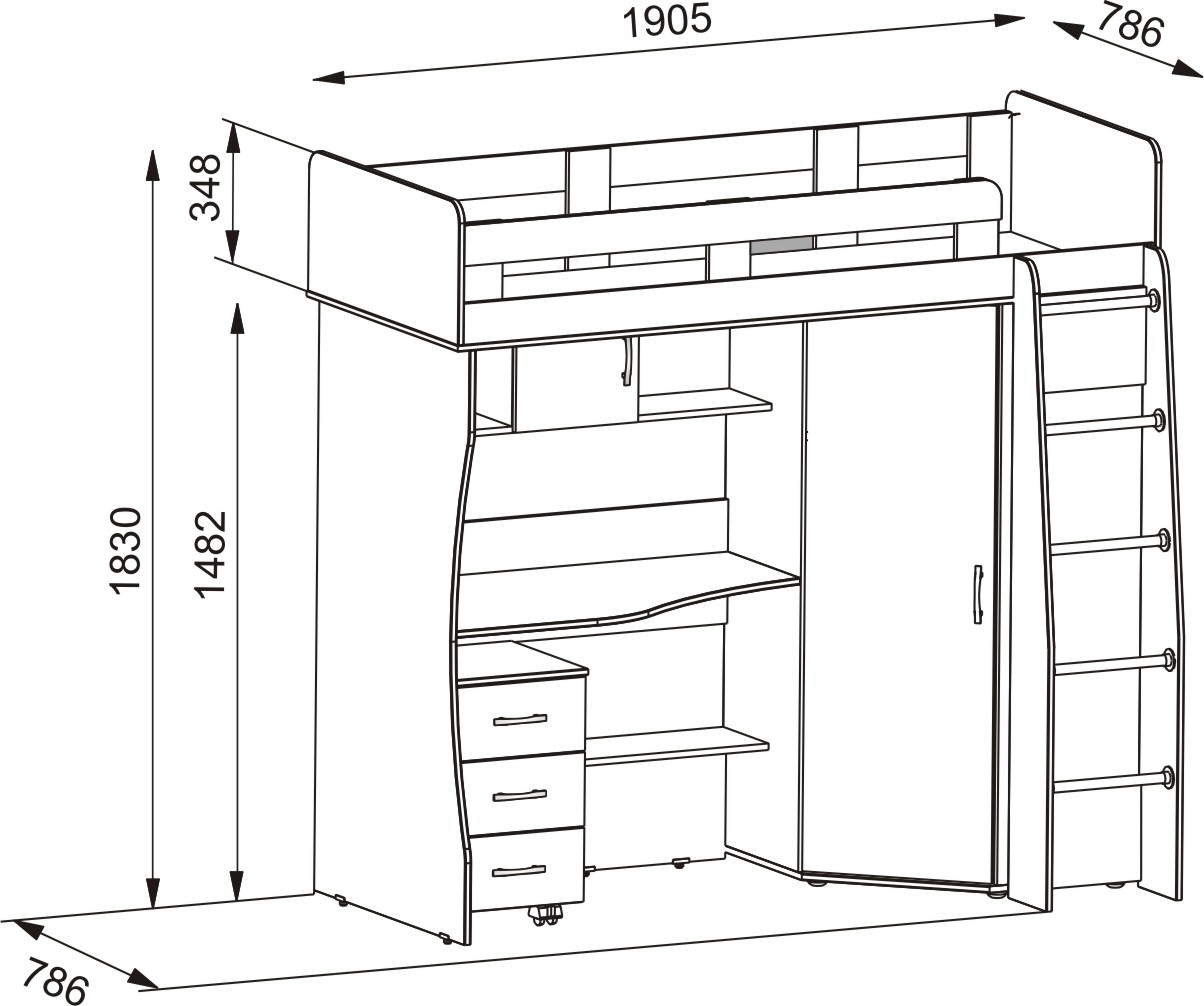 С рабочей зоной
С рабочей зоной
Материалы
При изготовлении двухъярусной кровати в домашних условиях необходимо правильно подобрать материал. Специалисты рекомендуют обратить внимание на такие виды:
- массив — из которого получаются красивые, крепкие и долговечные конструкции. Но для работы с ним требуются строительные навыки и умения;
- пиломатериалы — которые нужно выбирать из качественно просушенных экземпляров. Сырая древесина не сохранит форму, ее начнет уводить, могут появиться трещины;
- МДФ — это современный аналог обычной древесины. Изделия выглядят привлекательно, стильно. Можно выбрать ламинированные плиты из МДФ. Есть вариант обычной необработанной плиты, тогда она покрывается в готовом виде морилкой и лаком. Если части кровати заказывают на мебельную фабрику, то специалисты обработают края специальной отделкой. Мебель будет аккуратной, ничем не отличающейся от заводской;
- ДСП (ЛДСП) — это материал, который подходит не для всех частей кровати. Из него можно делать ящики под основанием каркаса, спинки, панели. Важно продумать покрытие торцов деталей пленкой;
- мебельный щит — состоящий из склеенных в единое целое кусочков. Натуральное дерево не просто красиво, оно позволяет делать резьбу, выполнять другие орнаменты, воплощать интересные дизайнерские решения. Работать с мебельным щитом сможет только мастер, имеющий столярный навык работы.
Инструменты
Сделать двухъярусную мебель для детей не составит труда, если приготовить все нужные инструменты и вспомнить имеющиеся строительные навыки. Конечно, хорошо, если мастер уже что-то изготавливал из дерева и умеет с ним работать.

Для работы вам потребуются:
- пила – ножовка;
- шуруповерт;
- рубанок или шлифовальная машина;
- ножи;
- лобзик (лучше электро);
- наждачная бумага;
- дрель.
Нужны приборы и устройства для измерения, закрепления. Не обойтись в работе без простого карандаша.
Каркас
Изготовление каркаса начинается с измерения матраса. Основание и его формы соответствуют выбранному размеру спального места для ребенка. Если конструкция с диваном, измеряется нижняя часть сиденья.
Процесс изготовления каркаса:
- короб соединяется с диваном в нижней части;
- готовятся доски (длинные и торцевые), которые собираются в прямоугольник. Их можно сравнить с коробом. Таких коробов будет два по количеству ярусов;
 Изготовление каркаса для первого и второго этажа
Изготовление каркаса для первого и второго этажа
- диван укладывается в короб;
- для соединения короба с диваном готовятся боковые опоры. Это два бруска, стоящие вертикально. Их стягивают меньшие по размерам бруски. Опор должно быть также две. Один прямоугольник для одной боковой стены, другой для второй;
 Таким образом крепится каркас к опорам
Таким образом крепится каркас к опорам
- собранный каркас стягивается, закрепляется.
 Крепление брусков для поддержания рамы во время сборки
Крепление брусков для поддержания рамы во время сборки  Крепление распорных блоков
Крепление распорных блоков
Скрепление досок делается удобным способом: проушины, шипы. Перед креплением их смазывают столярным клеем. Элементы соединяются прочно, чтобы не было возможности любой части каркаса ослабнуть в ходе эксплуатации. Получившаяся конструкция просушивается. Фото двухъярусной кровати с диваном представлено ниже.

Если шиповое соединение сложно для мастера, то можно использоваться саморезы. Главное продумать их закрытие с внешней стороны, чтобы не было возможности получить ссадины и царапины. Крепление усиливается металлическими уголками.
Спинка
Спинки бывают различными, это может быть реечный вариант, когда к каркасу нижней части и верхней добавляются рейки. Они будут удерживать всю мебель, защищать от постоянного соприкосновения со стенами комнаты. Часто спинку нижнего яруса делают мягкой. Тогда спальное место внизу можно сравнить с диваном.
В таком варианте для спинки потребуется:
- мебельный щит, или доски, плотно прижатые друг к другу;
- сплошная стена, которая будет ограничивать кровать от соприкосновения со стеной.
Приготовленные доски (щит, рейки) закрепляются к задней части каркаса. Для надежности прикрепить кровать к стене, соединив заднюю спинку со стеной металлическими уголками. При простом варианте кровати оформление спинки не играет роли. Она нужна только, чтобы выделить каждый ярус, ограничить по каркасу. Это может быть одна рейка по трем сторонам кровати. Фото с различными вариантами спинок представлены ниже.

Боковые стенки
Боковые стенки на строительной терминологии называются изголовье и спинка. Это два элемента, похожие друг на друга, с той лишь разницей, что в спинке вставляются перила, а изголовье остается цельным. Иногда обе части заказываются в мастерских, тогда вам останется только закрепить их на каркасе. Боковые стенки можно сделать цельными для двух этажей.
Для изголовья берут:
- две отшлифованные доски, одна чуть шире другой;
- 4 боковые рейки.
Крепление боковых стенок:
- доски для изголовья вставляются по бокам в рейку. Вторая рейка нужна будет для скрепления стенок с другими деталями;
- спинка и изголовье соединяются;
- для поддержки матраса изготавливается решетка, ламель или сетка;
 Укладка реек на верхнее дно
Укладка реек на верхнее дно
- рейка прибивается к внутренней стороне каркаса, для усиления крепости. Рекомендуется сделать для матраса хотя бы одну перегородку, которая добавит жесткости;
 Бруски для поддержания реечного дна
Бруски для поддержания реечного дна  Крепление центральной планки к каркасу
Крепление центральной планки к каркасу
- для ламелей готовится рама, она располагается по внутренней плоскости кровати;
- на раму накладывается рейка, примерный шаг 5-7 см.
У всех внешних ребер нужно срезать фаску (6х6 мм). Выполнить это можно с помощью ручного струга.
Для спинки потребуются также две доски и четыре рейки. Но расположение досок здесь нужно поменять: широкую доску установить внизу, узкую — вверху. Высота широкой доски спинки совпадает по размерам с узкой доской изголовья.
 Сборка основания каркаса
Сборка основания каркаса  Сборка верхнего яруса
Сборка верхнего яруса
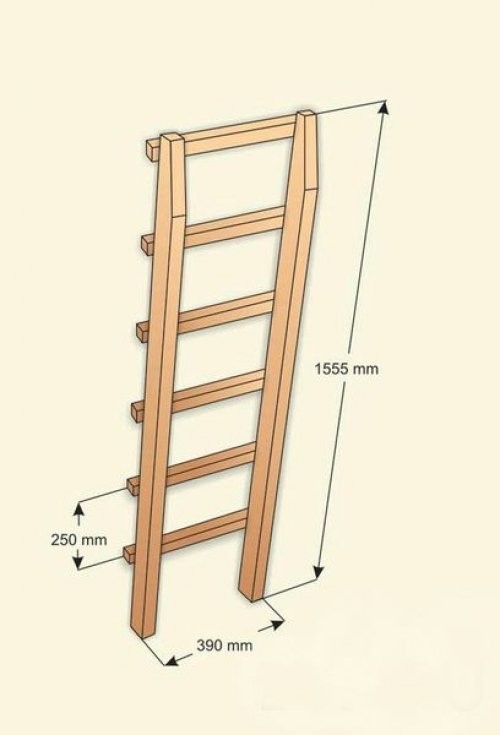
Лестница
Любая детская двухэтажная конструкция требует установки лестницы. Традиционной считается трехступенчатая лестница, но в зависимости от высоты кровати ступеней может быть и больше. Чертежи подскажут размеры, высоту лестницы, ширину шага и способы крепления.
Чертеж двухъярусной кровати с лестницей
По виду крепления лестницы бывают:
- вертикальными — плотно прикрепленные к каркасу;
- наклонными — расположенными под углом.
Процесс изготовления лестницы:
 Заготовка для будущих ступеней
Заготовка для будущих ступеней
- устанавливаются два бруса, которые будут основами лестницы – направляющими;
- затем закрепляются ступени. Нижняя ступень соединяется со стойкой спинки, а остальные располагаются точно одна над одной. Ступени вставляются в бруски.
Способы соединения ступеней:
- наружное;
- в выемку;
- на металлические уголки.
Следует учесть, что любое крепление должно быть закрыто. Это обезопасит пользование ребенком кровати, защитить всю конструкцию. Если мебель с диваном, лестницу лучше делать с более широкими ступенями. Тогда берется широкий брус, а ступени врезаются изнутри. Если ступеньки закрепляются болтами, то самые длинные болты выбираются для верхней ступени.
Для лестницы нужен поручень, за который будет держаться малыш. Чертежи перил всегда даются вместе с описанием монтажа лестницы. Перила – это обычная доска, рассчитанная под захват руки ребенка, с выборкой для крепления на каркасе.
Торцы выполняют роль лестниц
Ножки
Ножки могут быть разной высоты и формы. Все зависит от рисунка кровати, которую готовит мастер.
Их закрепляют несколькими способами:
- изнутри;
- снаружи;
- вставляют в каркас.
Для усиления каркаса добавляется пятая ножка. На практике, наиболее популярными считаются такие виды ножек:
- квадратные;
- круглые;
- резные.
Размеры ножек высчитываются для получения надежности и прочности для детей. Чертежи дают точные описания их сборки. Но их внешний вид очень важен, они изменяют весь стиль мебели.
Процесс изготовления ножек:
- для работы берут бруски и соединяют их по два вместе. Примерная толщина брусков 50–100 мл;
- При соединении по длине должен получиться торец в форме L. Длина ножки равна высоте ограждения второго яруса.
 Изготовление ножек Г образной формы
Изготовление ножек Г образной формы
Двухъярусная кровать, изготовленная своими руками, станет удобной мебелью, освободившей площадь в детской. Она станет показателем умелых рук отца, гордостью детей. Если это будет модель с диваном, то она не просто станет уютным местом отдыха, но сэкономит семейный бюджет на другие нужные расходы.

Устройство кровати-чердака самое простое: каркас с лежаком, закрепленным на высоте от 120 до 180 см.…

Существует целый ряд инструментов, которые приходится приобретать одноразово под конкретную ситуацию. После окончания работы, такие…

Корыто для бетона понадобится вам на начальном этапе строительства, например при устройстве временного ограждения, или…

Балкон — это дополнительная площадь, которая позволит расширить любую комнату в вашей квартире. Но чтобы…