Все о сварочном трансформаторе
Из всевозможных видов промышленного оборудования самым распространенным является сварочный трансформатор. Такой аппарат состоит из нескольких ключевых узлов и способен создавать ток, дуга которого плавит сталь, и соединяет стороны изделия в единый шов. Оборудование делится на несколько видов по сложности исполнения конструкции, а также способности выдавать необходимую величину напряжения. В чем заключается принцип действия сварочного трансформатора и его устройство? Какие физические процессы происходят внутри аппарата? Чем одни изделия могут отличаться от других? Материал статьи и видео сполна осветят эти вопросы.
![]()
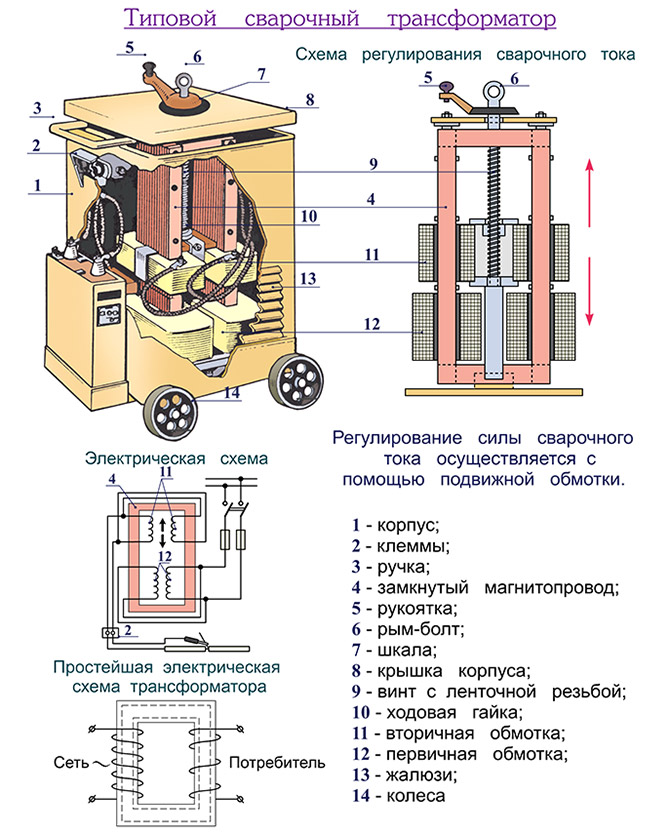
Устройство сварочного трансформатора
Чтобы осуществлять плавление металла электрической дугой, необходимо изменить параметры тока, потребляемого от сети. В аппарате он модернизируется так, что напряжение понижается (V), а сила тока возрастает (А). Сварка металла этим оборудованием возможна благодаря несложным комплектующим, входящим в его конструкцию. Большинство моделей включают в себя:
- магнитопровод;
- стационарную первичную обмотку из изолированного провода;
- движущуюся вторичную обмотку, часто без изоляции, для улучшения теплоотдачи;
- вертикальный винт с лентовидной резьбой;
- ходовую гайку винта и крепление к обмотке;
- рукоятку для вращения винта;
- зажимы для вывода и крепления проводов;
- корпус с жалюзи для охлаждения.
Некоторые сварочные трансформаторы переменного тока содержат дополнительное оборудование, совершенствующее их работу, о котором будет описано ниже в разделе схем.
Устройство сварочного трансформатора предусматривает магнитопровод. Сердечник не влияет на силу тока, а лишь способствует образованию магнитного поля. Для этого используется пакет пластин из специальной стали. Их поверхность покрывается оксидной изоляцией. Некоторые модели лакируются. Если бы сердечник был из сплошного металла, то вихревые токи (токи Фуко), получаемые из-за действия магнитного потока, снижали бы индукцию поля. За счет наборных составляющих сердечник не образует сплошной проводник, что снижает влияние токов Фуко.

Для более тихой работы пластины сердечника важно стягивать потуже. Слабое соединение ведет к вибрации составляющих благодаря прохождению переменного тока с частотой 50 Гц. Но даже плотное стягивание не устраняет всего шума, поэтому любой расчет сварочного трансформатора подразумевает гул, что слышно на видео по его работе.
Принцип работы сварочного трансформатора
Аппарат, состоящий из вышеописанных элементов, работает по следующему принципу:
- Напряжение из сети подается на первичную обмотку, в которой образуется магнитный поток, замыкающийся на сердечнике устройства.
- После этого напряжение передается на вторичную катушку.
- Магнитопровод, созданный из ферромагнитных материалов, размещая на себе обе обмотки, создает магнитное поле. Индуцирующий магнитный поток образовывает в обмотках переменные электродвижущие силы (ЭДС).
- Разница в количестве витков катушек позволяет изменять ток с необходимыми для сварки значениями V и А. По этим показателя происходит расчет сварочного трансформатора.
Существует прямая взаимосвязь между количеством витков вторичной обмотки и получаемым напряжением. При необходимости повысить исходящий ток, вторичную катушку наматывают в большем количестве. Трансформатор для сварки относится к понижающему типу, поэтому число витков вторичной обмотки у него значительно меньше, чем на первичной.
Устройство и принцип действия сварочного трансформатора призвано и регулировать силу исходящего тока, путем изменения расстояния между первичной и вторичной катушками. Именно для этого и предусмотрена движущаяся часть конструкции. На некоторых видео хорошо заметно, что вращение рукоятки и сведение катушек друг к другу приводит к увеличению сварочного тока. Обратное вращение и разведение обмоток способствует понижению силы тока. Это происходит за счет изменения магнитного сопротивления, вследствие чего и возможна быстрая регулировка напряжения, позволяющая подбирать сварочный ток в зависимости от толщины стали и положения шва.
Холостой ход
Сварочный трансформатор имеет два режима работы: под нагрузкой и холостой. Во время выполнения шва, вторичная обмотка замыкается между электродом и изделием. Мощный сварочный ток позволяет плавить металл и образовывать надежное соединение. Но когда сварка окончена, вторичная цепь размыкается. И аппарат переходит в режим холостого хода.
Электродвижущие силы в первичной катушке имеют двойное происхождение. Первые образуются из-за рабочего магнитного потока, а вторые путем рассеяния. Эти ЭДС создаются ответвляясь от основного потока в магнитопроводе, и замыкаясь между витками катушки по воздуху. Именно они и образуют величину холостого тока.
Холостой ход должен быть безопасным для жизни сварщика и ограничиваться 48 V. некоторые модели имею допустимое значение в 60-70 V. Если ЭДС от потока рассеивания превышают эти значения, то устанавливается автоматический ограничитель этого значения. Он должен срабатывать менее чем через секунду после разрыва цепи и прекращения сварки. Для дополнительной защиты сварщика корпус аппарата всегда заземляется, чтобы возникшее напряжение на кожухе, из-за повреждения изоляции первичной обмотки, миновало человеческое тело и уходило в землю.
Схема сварочного трансформатора и ее модификации
Кроме стандартных устройств для изменения тока, сварочный трансформатор может содержать некоторые совершенствующие узлы. Схемы данного оборудования могут быть дополнены:
- несколькими вторичными обмотками;
- конденсаторами;
- импульсными стабилизаторами;
- тиристорными фазорегуляторами.
Дополнительно, в схему трансформатора добавляется сопротивление, предназначенное для продолжения регулировки силы тока там, где разведение обмоток не дает нужного результата. Это востребовано при работе с тонким металлом или очень мощными моделями оборудования. Сопротивление может быть в виде отдельного корпуса с набором контакторов, задающих определенное значение Ом, через которое будет проходить ток от вторичной обмотки, либо обычной пружиной из высокоуглеродистой стали, прикрепляемой к кабелю массы.
Расчет сварочного трансформатора
Для разных видов сварки необходимы трансформаторы разной мощности. Основной расчет производится на основании разности витков обмотки между первичной и вторичной катушками. Для понижающих устройств действует правило, что если исходящее напряжение необходимо понизить в 10 ил 100 раз, то и количество витков на вторичной катушке должно быть меньше в 10 или 100. Это значение имеет погрешность в 3%. Это же правило действует и в обратную сторону.
Каждое устройство подобного типа имеет свой коэффициент трансформации. Это значение (n) показывает масштабирование силы тока при переходе от первичного (i1) во вторичный (i2). Расчет таков: n = i1/i2. Исходя из этого можно создать устройство подходящее под конкретные виды сварки.
Отличия и разновидности оборудования
Виды сварочных трансформаторов разделяются по рабочему предназначению. Они различаются по:
- Весу и размеру. От компактных с ремнем для плеча, до больших, перемещаемых на колесиках или тельфером
- Выдаваемому напряжению холостого хода от 48 V до 70 V.
- Силе тока от 50 до 400 А. На крупных производственных предприятиях встречаются модели с показателем 1000А.
- Потребляемого тока и количеству фаз — 220-380V. Одно и трехфазные версии.
- Импульсной подаче тока или непрерывной.
- Возможности работы с разными диаметрами электродов, от 2 до 6 мм.
Трансформаторная сварка — простой способ получить крепкое соединение. Она хорошо подойдет для монтажа заборов, сварки труб, создании стеллажей и каркасов беседок. Издаваемый гул от аппарата и треск сварочной дуги вносят некоторый дискомфорт от использования устройства.
Сварочные трансформаторы отличаются ценовой доступностью в магазинах и легкостью схемы сборки в домашних условиях. Их принцип действия несложен, а работа аппарата на видео помогает понять основы обращения с агрегатом. Качество шва сохраняется на высоком уровне, поэтому они широко применяются в быту и промышленной сфере.
Самодельные сварочные аппараты, полуавтоматы, схемы
Svapka.Ru
- Самодельные полуавтоматы
- Отдельные блоки
- Самодельные от посетителей сайта
- Разное
- Сварочный полуавтомат Svapka.Ru Vol 3.0 от А до Я
- Радиолюбительские технологии
Расчет трансформатора для сварочного полуавтомата, сварочного аппарата.
В этой статье попытаюсь вам рассказать, как рассчитать трансформатор для сварочного аппарата.
На самом деле ни чего сложного здесь нет. Этот расчет относится как к простым (П и Ш образным) так и к тороидальным трансформаторам.

Для начала определим габаритную мощность будущего сварочного трансформатора:

Подставляя нужные значения упрощаем формулу, она будет иметь вид:
P габаритн = 1.9*Sc*So для торов (ОЛ).
P габаритн = 1.7*Sc*So для ПЛ,ШЛ.
P габаритн = 1.5*Sc*So для П,Ш.
Например у нас ОЛ сердечник (тор).
Площадь сердечника Sс = 45 см.кв.
Площадь окна сердечника So = 80 см.кв.
Формула для тора (ОЛ):
P габаритн = 1.9*Sc*So
P = 1.9*45*80 = 6840 ватт.
Далее нужно рассчитать количество витков для первичной и вторичной обмотки. Для этого сначала рассчитаем необходимое количество витков на 1 вольт.
Для этого используем формулу:
K = 50/S
Так как у нас ОЛ сердечник (тор), примем коэффициент равный 35.
К = 35/45 = 0.77 витка на 1 вольт.
Далее рассчитываем сколько нужно витков для первичной и вторичной обмоток.
Здесь у нас два пути расчета:
- если нам нужен трансформатор с единой первичной обмоткой, то есть мы не собираемся регулировать ток по первичной обмотке ступенями.
- если мы собираемся регулировать ток по первичной обмотке и нам нужно рассчитать ступени регулирования.
Регулировка ступенями по вторичной обмотке трансформатора экономически не выгодна, требует дорогостоящих коммутирующих элементов, также требует увеличение длины провода вторичной обмотки, тем самым утяжеляя конструкцию и поэтому здесь не рассматривается.
1. Рассчитаем количество витков для первичной и вторичной обмотки в варианте без регулирования по первичной обмотке ступенями.
Рассчитаем количество витков первичной обмотки по формуле:
W1 = U1*K
W1 = 220*0.77 = 170 витков.
Примем максимальное напряжение вторичной обмотки равным U2 = 35 вольт
Рассчитаем количество витков вторичной обмотки по формуле:
W2 = U2*K
W2=35*0.77=27 витков
Далее рассчитываем площадь сечения провода первичной и вторичной обмоток. Для этого нам нужно знать, какой максимальный ток течет в данной обмотке.
Для этого мы воспользуемся формулой:
Для первичной обмотки.
I первич_max = P габаритн/U первич
I первич_max = 6840/220 = 31 А
Для вторичной обмотки:
Сразу хочу сказать, что я не теоретик, но попытаюсь объяснить формирование величины сварочного тока в трансформаторе, как понимаю это я. 


Напряжение дуги для сварки проволокой в среде углекислого газа равно:
Uд = 14+0.05*Iсв
Выводим формулу тока вторички при конкретном напряжении дуги:
Iсв = (Uд – 14)/0.05
Далее рассчитаем для полуавтомата.
1. Принимаем напряжение дуги 25 вольт, получаем требуемую мощность трансформатора:
Iвторич = (25-14)/0.05 = 220 ампер
220*25 = 5500 вт.. Но у нас габаритная мощность трансформатора больше.
2. Принимаем напряжение дуги равным 26 вольт, получаем требуемую мощность трансформатора:
Iвторич = (26-14)/0.05 = 240 ампер
240*26 = 6240 вт. Почти рядом.
3. Принимаем напряжение дуги равным 27 вольт, получаем требуемую мощность трансформатора:
Iвторич = (27-14)/0.05 = 260 ампер.
260*27 = 7020вт. Требуемая габаритная мощность выше чем имеющаяся, это говорит о том, что при данном напряжении дуги не будет тока 260 ампер, так как не хватает габаритной мощности трансформатора.
Из выше перечислительных расчетов, можно сделать вывод, что при напряжении дуги в 26 вольт обеспечивается максимальный ток в 240 ампер при данной габаритной мощности трансформатора и именно этот ток вторички мы примем за максимальный:
Iвторич max = 240 ампер.
Для расчета максимального сварочного тока для сварки электродом, рассчитываем так же, только по другой формуле..
Uд = 20+0.04*Iсв
Выводим формулу тока вторички при конкретном напряжении дуги:
Iсв = (Uд – 20)/0.04 (считать не будем, я думаю понятно).
Из справочных материалов нам известно, что плотность тока в меди равна 5 ампер на мм.кв, в алюминии 2 ампера на мм.кв.
Исходя из этих данных можно рассчитать площадь сечения обмоток трансформатора.
Сечения проводов для продолжительной работы трансформатора ПН = 80% и выше:
Для меди:
S первич медь = 31/5 = 6.2 мм.кв
S вторичн медь = 250/5 = 50 мм.кв.
Для алюминия:
S первич алюмин = 31/2 = 16 мм.кв.
S вторичн алюмин = 250/2 = 125 мм.кв.
Итак мы имеем трансформатор с габаритной мощностью 6840 ватт. Сетевое напряжение 220 вольт. Напряжение вторичной обмотки 35 вольт.
Первичная обмотка содержит 170 витков провода площадью 6.2 мм.кв из меди или 16 мм.кв. из алюминия.
Вторичная обмотка содержит 27 витков провода площадью 50 мм.кв. из меди или 125 мм.кв. из алюминия.
Для ПН = 40% сечения первички и вторички можно уменьшить в 2 раза.
Для ПН = 20% сечения первички и вторички можно уменьшить в 3 раза.
Например ПН = 20% – это значит, что если взять за 100% 1 час работы трансформатора под нагрузкой, то 12 минут варим 48 минут отдыхаем, иначе трансформатор перегреется и перегорит (этот режим больше всего годится для не больших домашних дел). Я думаю тут понятно.
ПН – продолжительность нагрузки.
ПВ – продолжительность включения.
ПР – продолжительность работы.
Все эти термины одно и тоже, измеряются в процентах.
2. Рассчитаем количество витков для первичной и вторичной обмотки в варианте с регулированием ступенями по первичной обмотке.
Например, нам нужен трансформатор с регулированием сварочного тока 16 ступенями например используемого в этой схеме сварочного полуавтомата.
Выбираем номинальное напряжение вторичной обмотки.
Uномин = Uмакс – Uмакс*10/100
Рассчитываем, Uмакс = 35 вольт
Uномин = 35 – 35*10/100 = 32 вольт.
Рассчитаем количество витков для вторичной обмотки номинальным напряжением 32 вольт, тип сердечника ОЛ (тор).
K = 35/S
К = 35/45 = 0.77 витка на 1 вольт.
W2 =U2*K = 32*0.77 = 25 витков
Теперь рассчитаем ступени первичной обмотки.
W1_ст = (220*W2)/Uст2
Как мы рассчитали ранее количество витков обмотки W2 = 25 витков.
Мотаем первичную обмотку трансформатора до 157 витка, делаем отвод, он будет соответствовать 35 вольтам на вторичке.
Далее мотаем 4 витка до 161 витка и делаем отвод, он будет соответствовать напряжению на вторичке 34 вольт.
Далее мотаем 5 витков и делаем отвод на 166 витке, он будет соответствовать напряжению на вторичке 33 вольт и т.д. согласно выше приведенному расчету.
Заканчиваем намотку первичной обмотки на 275 витке, он будет соответствовать напряжению на вторичке 20 вольт.
В итоге у нас получился трансформатор габаритной мощностью в 6840 ватт, первичной обмоткой с 16 ступенями регулирования.
Сечение обмоток такие же, как в первом варианте расчета.
На данном этапе мы заканчиваем расчет трансформатора.
Таким образом было рассчитано много трансформаторов и они прекрасно работают в сварочных полуавтоматах и сварочных аппаратах.
Не нужно бояться форсированного режима работы трансформатора (это такой режим, когда к обмотке трансформатора рассчитанного например на 190 вольт приложено напряжение 220 вольт), трансформатор прекрасно работает в таком режиме. Имея маломощный трансформатор, можно вытянуть из него все возможности используя форсированный режим для комфортного процесса сварки с помощью сварочного полуавтомата.
Ответ на комментарий.
Как наматывать на П-образный сердечник:
Первичная обмотка.
Вариант 1. Мотаем две одинаковые обмотки (клоны) в одну сторону и соединяем их начала. Концы этих обмоток используем для подключения к сети 220 вольт.

Вариант 2. Мотаем две одинаковые обмотки (клоны) в одну сторону, делаем отводы. Замыкая эти отводы, регулируем сварочный ток. Начало этих обмоток используем для подключения к сети 220 вольт.

Вторичная обмотка.
Мотаем две одинаковые обмотки в одну сторону и соединяем их концы. Начала этих обмоток используем для сварки.

Расчет площади сердечника и площади окна сердечника Sc и So.
По этим формулам, можно рассчитать требуемые величины.

Если возникнут вопросы, задавайте их в комментариях.
Автор замысловатых расчетов: Admin Svapka.Ru













Спасибо Вам большое за такое подробное описание.Все очень понятно и что немаловажно, все видно как это на практике происходит.Спасибо.
Добрый вечер, скажите как повлияет увеличение сечения провода обмоток, имеется алюминиевая шинка 8.13мм2 и 50мм2. нужно ли производить перерасчет или же увеличение сечения даст запас прочности?
Владимир
В вашем случае шинка 8.13 мм.кв будет выдерживать ток 8.13*2=16.26 ампер.
Шинка 50 мм.кв будет выдерживать ток 50*2=100 ампер.
Хотя на практике эти значения гораздо больше, то есть выдержат и токи 20 и 130 ампер соответственно. Сила тока, выдаваемая трансформатором, зависит от напряжения вторичной обмотки. Если вы будете использовать трансформатор для сварочного полуавтомата, то мощность трансформатора будет:
Р тр = 130*30 = 4000 вт. 30 – максимальное напряжение для вторичной обмотки сварочного полуавтомата и соответственно для этого нужно будет использовать сердечник площадью:
Если используется сердечник меньшего сечения, сварочный ток будет меньше , придется рассчитать по новой количество витков обоих обмоток. Увеличенные сечения проводов повлияют только на увеличение размера самих обмоток, и на массу трансформатора. Увеличенное сечение обмоток даст только запас по прочности.
Олег
Спасибо за комментарий. Мы рады, что статья является полезной.
Спасибо большое за ответ, хочу сделать полуавтомат, нашол Ваш сайт- очень всё грамотно и доходчиво написано, 5+ правда розмеры тора у меня у меня другие, но по расщетам получается все ок, были неясности с сечением, теперь всё понятно, спасибо!
что такое трансформатор сварочный 
kak zdelono sto v mekrovolnofki 1.2kw a secenije sterznia transformatora tolko 21 kvadratnyj cm a okno dlia obmotok 9.6 kvadratnyj cm. chotelosby etu technologiju ispolzavat v drugich transformatorach dlia kontaknoi svarki
Здравствуйте
как сделано что в микроволновке 1.2 кВ а сечение стержня трансформатора только 21 квадратный см, а окно для обмоток 9.6 квадратный см. хотелось бы эту технологию использовать в других трансформаторах для контактной сварки.
Трансформаторы в микроволновке работают в режиме полного насыщения, это означает, что ток холостого тока трансформатора будет от 4 ампер и выше. Трансформатор в таком режиме будет очень сильно греется даже на холостом ходу, не говоря уже про режим сварки. Если попытаться сделать такой трансформатор для сварки, то скорей всего он у вас быстро перегорит.
P.S. Пишите пожалуйста кириллицей.
Спасибо! Очень полезная информация. 
Здравствуйте, всегда с удовольствием читаю Ваши статьи. Спасибо Вам большое за все объяснения. Хочу спросить у Вас совет. Имею возможность собрать сварочный аппарат, из трансформаторной стали набрал уже сердечник, получилось 35 кв. см. железа. Хотелось бы ,чтоб ,,тянула ,,тройку,и четверку (по необходимости) Подскажите,какое напряжение лучше рассчитать для вторичной обмотки в моем случае (50,или 40 вольт) или может какая-то другая цифра. И еще такой вопрос,как рассчитать правильно кол-во витков, чтобы знать на каком этапе сделать отводы для работы с (тройкой, и четверкой) Хочется сделать один раз, и чтоб наверняка. очень не хочется доделывать и тем более разбирать потом. Буду очень признателен за Вашу помощь. Заранее Спасибо.
Возник еще один вопрос,подскажите в моем случае коэффициент К,как правильно рассчитать,чему должен равняться коэффициент для трансформаторов 50,или 40,ведь у меня мощность получается менее 1.5 Вт.Еще раз спасибо.
Олег
Возник еще один вопрос,подскажите в моем случае коэффициент К,как правильно рассчитать,чему должен равняться коэффициент для трансформаторов 50,или 40,ведь у меня мощность получается менее 1.5 Вт.Еще раз спасибо.
Олег
Здравствуйте, всегда с удовольствием читаю Ваши статьи. Спасибо Вам большое за все объяснения. Хочу спросить у Вас совет. Имею возможность собрать сварочный аппарат, из трансформаторной стали набрал уже сердечник, получилось 35 кв. см. железа. Хотелось бы ,чтоб ,,тянула ,,тройку,и четверку (по необходимости) Подскажите,какое напряжение лучше рассчитать для вторичной обмотки в моем случае (50,или 40 вольт) или может какая-то другая цифра……. И еще такой вопрос,как рассчитать правильно кол-во витков, чтобы знать на каком этапе сделать отводы для работы с (тройкой, и четверкой) Хочется сделать один раз, и чтоб наверняка…… очень не хочется доделывать и тем более разбирать потом….. Буду очень признателен за Вашу помощь. Заранее Спасибо.
При площади 35 см.кв. номинальное количество витков (220 вольт) равно 282 витка.
Вторичную обмотку рассчитывайте на 50 вольт (номинальная) равна 64 витка.
Сделайте 5 ступеней регулирования. две форсированных , одна номинальная и две пассивного режима.
Первый отвод делайте от 225 витка. напряжение на вторичной будет 60 вольт.
Второй от 253 витка. напряжение на вторичной будет 55 вольт.
Третий от 282 витка напряжение 50 вольт.
Четвертый от 310 витка, напряжение 45 вольт.
Пятый (последний, дальше не мотаем) 338 виток. напряжение на вторичке 40 вольт.
Хочу заметить, что нормальная работа трансформатора будет зависеть от многих факторов, например от напряжения сети.. если будет 220 вольт, то нормально. а вот если пониженное.. например 190-200 вольт или еще меньше (такое напряжение обычно бывает в гаражных массивах или в часы повышенной нагрузки на сеть.. вечером и т.д.), то ни о какой сварке на повышенных токах не может идти речи.
P.S. При намотке трансформатора придерживайтесь правила.. ток холостого хода трансформатора должен быть в пределах от 0.2 ампер (пассивный режим) до 1.5 ампер максимум (форсированный режим).
Проверяйте ток холостого хода при намотке трансформатора, если вы попадете в эти значения тока, то считайте, что намотали правильно. Всё остальное – ток сварки, качество шва и т.п. будет зависеть только от вашего сердечника.
И еще.. варить четверкой при данной площади трансформатора, занятие сомнительное.. Варить будет (плохо), и трансформатор будет греться и греться очень сильно.. так что учтите этот момент.
Удачи. 
Расчет сварочного трансформатора
Расчет самодельных сварочных трансформаторов имеет выраженную специфику, так как в большинстве случаев они не соответствуют типовым схемам и для них, по большому счету, нельзя применить стандартные методики расчета, разработанные для промышленных трансформаторов. Специфика состоит в том, что при изготовлении самоделок параметры их компонентов подстраиваются под уже имеющиеся в наличии материалы – в основном под магнитопровод. Часто трансформаторы собираются не из самого лучшего трансформаторного железа, мотаются не самым подходящим проводом, усиленно греются и вибрируют.
При изготовлении трансформатора, близкого по конструкции промышленным образцам, можно пользоваться стандартными методиками расчета. Такие методики устанавливают наиболее оптимальные значения обмоточных и геометрических параметров трансформатора. Однако, с другой стороны, эта же оптимальность является недостатком стандартных методик. Так как они оказываются совершенно бессильными при выходе какого-либо параметра за рамки стандартных значений.
Устройство сварочного трансформатора
Трансформаторы стержневого типа, по сравнению с трансформаторами броневого типа, имеют более высокий КПД и допускают большие плотности токов в обмотках. Поэтому сварочные трансформаторы обычно, за редким исключением, бывают стержневого тика.
По характеру устройства обмоток различают трансформаторы с цилиндрическими и дисковыми обмотками.
В трансформаторах с цилиндрическими обмотками одна обмотка намотана поверх другой. Так как обмотки находятся на минимальном расстоянии друг от друга, то практически весь магнитный поток первичной обмоткой сцепляется с витками вторичной обмотки. Только некоторая часть магнитного потока первичной обмотки, называемым потоком рассеяния, протекает в зазоре между обмотками и поэтому не связана со вторичной обмоткой. Такой трансформатор имеет жёсткую характеристику (про вольт-амперную характеристику сварочного аппарата читайте здесь, в конце статьи). Трансформатор с такой характеристикой не годится для ручной сварки. Для получения падающей внешней характеристики сварочного аппарата, в этом случае, используют или балластный реостат или дроссель. Наличие этих элементов усложняет устройство сварочного аппарата.
В трансформаторах с дисковыми обмотками первичная и вторичная обмотки отдалены друг от друга. Поэтому значительная часть магнитного потока первичной обмотки не связана со вторичной обмоткой. Ещё говорят, что эти трансформаторы имеют развитое электромагнитное рассеяние. Такой трансформатор имеет, необходимую, падающую внешнюю характеристику. Индуктивность рассеяния трансформатора зависит от взаимного расположения обмоток, от их конфигурации, от материала магнитопровода и даже от близко расположенных к трансформатору металлических предметов. Поэтому точный расчёт индуктивности рассеяния практически невозможен. Обычно, на практике, расчёт ведётся методом последовательных приближений с последующим уточнением обмоточных и конструктивных данных на практическом образце.
Регулировка сварочного тока, обычно, достигается изменением расстояния между обмотками, которые выполняются подвижными. В бытовых условиях трудно выполнить трансформатор с подвижными обмотками. Выход может быть в изготовлении трансформатора на несколько фиксированных значений сварочного тока (на несколько значений напряжения холостого хода). Более тонкая регулировка сварочного тока, в сторону уменьшения, может осуществляется укладыванием сварочного кабеля в кольца (кабель будет сильно нагреваться).
Особенно сильным рассеиванием и, следовательно, крутопадающей характеристикой отличаются трансформаторы П-образной конфигурации у которых обмотки разнесены на разные плечи, так как расстояние между обмотками у них особенно велико.
Но они теряют много мощности и могут не дать ожидаемый ток.
Отношения числа витков первичной обмотки N1 к числу витков вторичной обмотки N2 называется коэффициентом трансформации трансформатора n, и если не учитывать различные потери, то справедливо выражение:
где U1, U2 – напряжение первичной и вторичной обмоток, В; I1, I2 – ток первичной и вторичной обмоток, А.
Выбор мощности сварочного трансформатора
Приступая к сборке трансформатора, разумным будет установить для себя предел выходного тока, и мотать обмотки под выбранную мощность. Хотя здесь можно ориентироваться и на максимально возможную мощность для конкретного образца, учитывая, что от однофазной сети любой трансформатор вряд ли способен развить ток выше 200А. При этом необходимо четко осознавать, что с увеличением мощности растет степень нагрева и износа трансформатора, необходимы более толстые и дорогие провода, увеличивается вес, да и не каждая электросеть может выдержать аппетиты мощных сварочных аппаратов. Золотой серединой здесь может быть мощность трансформатора, достаточная для работы наиболее ходовым трехмиллиметровым электродом, с выходным током 120-130А.
Потребляемая мощность сварочного трансформатора, и аппарата в целом, будет равна:
где Uх.х. – напряжение холостого хода, Iсв. – ток сварки, φ – угол сдвига фаз между током и напряжением. Так как сам трансформатор является индуктивной нагрузкой, то угол сдвига фаз всегда существует. В случае расчета потребляемой мощности cos(φ) можно принять равным 0,8. η – КПД. Для сварочного трансформатора КПД можно принять равным 0,7.
Стандартная методика расчета трансформатора
Для примера возьмемся рассчитать с помощью этой методики данные для сварочного трансформатора рассчитанного на рабочий ток вторичной катушки I2=160А, с выходным напряжением холостого хода U2=50В, сетевым напряжением U1=220В, значение ПР (продолжительность работы) примем, скажем, 20% (про ПР см. ниже).
Введем параметр мощности, учитывающий продолжительность работы трансформатора:
Pдл = U2 × I2 × (ПР/100) 1/2 × 0.001
Pдл = 50 × 160 (20/100) 1/2 × 0.001 = 3,58 кВт
где ПР – коэффициент продолжительности работы, %. Коэффициент продолжительности работы показывает, сколько времени (в процентах) трансформатор работает в дуговом режиме (нагревается), остальное время он находится в режиме холостого хода (остывает). Для самодельных трансформаторов ПР можно считать равным 20-30%. Сам ПР в общем-то не влияет на выходной ток трансформатора, впрочем, как и соотношения витков трансформатора не слишком-то сказываются на параметре ПР у готового изделия. ПР в большей степени зависит от других факторов: сечения провода и плотности тока, изоляции и способа укладки провода, вентиляции. Однако с точки зрения приведенной методики считается, что для различных ПР более оптимальными будут несколько отличные соотношения между количеством витков катушек и площадью сечения магнитопровода, хотя, в любом случае, выходная мощность остается неизменной, рассчитанная на заданный ток I2. Ничто не мешает принять ПР, скажем, 60% или все 100%, а эксплуатировать трансформатор на меньшем значении, как на практике обычно и происходит. Хотя, лучшее сочетание обмоточных данных и геометрии трансформатора обеспечивает выбор значения ПР пониже.
Для выбора числа витков обмоток трансформатора рекомендуется пользоваться эмпирической зависимостью электродвижущей силы одного витка E (в вольтах на виток):
E = 0,55 + 0,095 × Pдл (Pдл в кВт)
Е = 0,55 + 0,095 × 3,58 = 0,89 В/виток
Эта зависимость справедлива для широкого диапазона мощностей, однако наибольшую сходимость результатов дает в диапазоне 5-30 кВт.
Количество витков (сумма обеих половин) первичной и вторичной обмоток определяются соответственно:
где U1 – напряжение сети, В.
Номинальный ток первичной обмотки в амперах:
где km=1.05-1.1 – коэффициент, учитывающий намагничивающий ток трансформатора; n = N1/N2 – коэффициент трансформации.
n = 247/56 = 4,4
I1 = 160 × 1,1/4,4 = 40 А
Сечение стали сердечника трансформатора (см 2 ) определяется по формуле:
S = U2 × 10000/(4.44 × f × N2 × Bm)
S = 50 × 10000/(4.44 × 50 × 56 × 1,5) = 27 см 2
где f=50 Гц – промышленная частота тока; Bm – индукция магнитного поля в сердечнике, Тл. Для трансформаторной стали индукция может быть принята Bm=1.5-1.7 Тл, рекомендуется принимать ближе к меньшему значению.
Конструктивные размеры трансформатора приведены применительно к стержневой конструкции магнитопровода. Геометрические параметры магнитопровода в миллиметрах:
- Ширина пластины стали из пакета магнитопровода
a=(S×100/(p1×kc)) 1/2 =(27×100/(2×0,95)) 1/2 =37,7 мм. - Толщина пакета пластин плеча магнитопровода
b=a×p1=37,7×2=75,4 мм. - Ширина окна магнитопровода
c=b/p2=75,4×1,2=90 мм.
где p1=1.8-2.2; p2=1.0-1.2. Измеряемая по линейным размерам сторон собранного трансформатора площадь сечения магнитопровода будет несколько больше рассчитанного значения, надо учитывать неизбежные зазоры между пластинами в наборе железа, и равняется:
где kc=0.95-0.97 – коэффициент заполнения стали.
Значение (a) подбирается ближайшее из сортамента трансформаторной стали, конечное значение (b) корректируется с учетом ранее выбранного (a), ориентируясь на полученные значения S и Sиз.
Высота магнитопровода методикой строго не устанавливается и выбирается исходя из размеров катушек с проводом, крепежных размеров, а также учитывается расстояние между катушками, которое выставляется при подстройке тока трансформатора. Размеры катушек определяются сечением провода, количеством витков и способом намотки.
Сварочный ток можно регулировать, перемещая секции первичной и вторичной обмоток относительно друг друга. Чем больше расстояние между первичной и вторичной обмотками, тем меньшим будет выходная мощность сварочного трансформатора.
Таким образом, для сварочного трансформатора со сварочным током 160А были получены значения основных параметров: суммарное количество витков первичных катушек N1=247 витков и измеряемая площадь сечения магнитопровода Sиз=28,4 см 2 . Расчет с теми же исходными данными, кроме ПР=100% даст несколько иные соотношения Sиз и N1: 41,6 см 2 и 168 соответственно для того же тока 160А.
На что нужно обратить внимание, анализируя полученные результаты? Прежде всего, в этом случае соотношения между S и N для определенного тока действительны только для сварочного трансформатора, изготовленного по схеме с увеличенным магнитным рассеиванием. Если бы мы применили значения S и N, полученные для этого типа трансформатора, для другого трансформатора – построенного по схеме силового трансформатора (см. рисунок ниже), то выходной ток при тех же значениях S и N1 значительно возрос бы, предположительно в 1,4-1,5 раза или пришлось бы примерно во столько же раз увеличить количество витков первичной катушки N1 для сохранения заданной величины тока.
Сварочные трансформаторы, у которых секции вторичной катушки намотаны поверх первичной, получили значительное распространение при самостоятельном изготовлении сварочных аппаратов. Магнитный поток у них более сконцентрирован и энергия передается более рационально, хотя это приводит к ухудшению сварочных характеристик, которые однако, можно выправить дросселем или балластным сопротивлением.
Упрощенный расчет сварочного трансформатора
Самой важной частью сварочного трансформатора является магнитопровод. Во многих случаях для самоделок используются магнитопроводы от старого электрооборудования, которое до того ничего общего со сваркой не имело: всевозможные крупные трансформаторы, автотрансформаторы (ЛАТРы), электродвигатели. Часто эти магнитопроводы обладают весьма экзотической конфигурацией, а их геометрические параметры невозможно изменить. И сварочный трансформатор приходится рассчитывать под то, что есть, – нестандартный магнитопровод, используя нестандартную методику расчета.
Наиболее важными при расчете параметрами, от которых зависит мощность, являются площадь сечения магнитопровода, количество витков первичной обмотки и расположение на магнитопроводе первичной и вторичной обмоток трансформатора. Сечение магнитопровода в данном случае измеряется по наружным размерам сжатого пакета пластин, без учета потерь на зазоры между пластинами, и выражается в см 2 . При напряжении питания сети 220-240В, с незначительным сопротивлением в линии, можно рекомендовать следующие формулы приближенного расчета витков первичной обмотки, которые дают положительные результаты для токов 120-180А для многих типов сварочных трансформаторов. Ниже приведены формулы для двух крайних вариантов расположения обмоток.
Для трансформаторов с обмотками на одном плече (рисунок ниже, а):
N1 = 7440 × U1/(Sиз × I2)
Для трансформаторов с разнесенными обмотками (рисунок ниже, б):
N1 = 4960 × U1/(Sиз × I2)
где N1 – примерное количество витков первичной обмотки, Sиз – измеренное сечение магнитопровода (см 2 ), I2 – заданный сварочный ток вторичной обмотки (А), U1 – сетевое напряжение.
При этом надо учитывать, что для трансформатора с разнесенными по разным плечам первичной и вторичной обмотками вряд ли удастся получить ток более 140А – сказывается сильное рассеивание магнитного поля. Нельзя также ориентироваться на ток выше 200А для остальных типов трансформаторов. Формулы носят весьма приближенный характер. Некоторые трансформаторы с особенно несовершенными магнитопроводами дают значительно более низкие показатели выходного тока. Кроме того, существует много таких параметров, которые нельзя определить и учесть в полной мере. Обычно неизвестно, из какого сорта железа изготовлен тот или иной, снятый со старого оборудования магнитопровод. Напряжение в электросети может сильно изменяться (190-250В). Еще хуже, если линия электропередачи обладает значительным собственным сопротивлением, составляя всего единицы Ома, оно практически не влияет на показания вольтметра, обладающего большим внутренним сопротивлением, но может сильно гасить мощность сварки. Учитывая все вышеизложенное, рекомендуется первичную обмотку трансформатора выполнять с несколькими отводами через 20-40 витков.
В этом случае всегда более точно можно будет подобрать мощность трансформатора или подрегулировать ее под напряжение конкретной сети. Количество витков вторичной обмотки определяется из соотношения (кроме “ушастика”, например из двух ЛАТРов):
где U2 – желаемое напряжение холостого хода на выходе вторичной обмотки (45-60В), U1 – напряжение сети.
Выбор сечения магнитопровода
Оптимальное значение сечения магнитопрвода для типичного сварочного трансформатора было получено в примере расчета по стандартной методике (160А, 26 см 2 ). Однако далеко не всегда оптимальные с точки зрения энергетических показателей значения являются таковыми, а то и возможными вообще, с точки зрения конструктивных и экономических соображений.
Например, трансформатор одной и той же мощности может иметь сечения магнитопровода с разницей в два раза: скажем 30-60 см 2 . При этом количество витков обмоток будет различаться тоже примерно в два раза: для 30 см 2 придется мотать в два раза больше провода, чем для 60 см 2 . Если у магнитопровода небольшое окно, то вы рискуете тем, что все витки попросту не влезут в его объем или придется использовать очень тонкий провод – в этом случае необходимо увеличить сечение магнитопровода с целью уменьшения количества витков провода (актуально для многих самодельных трансформаторов). Вторая причина – экономическая. Если обмоточный провод в дефиците, то, учитывая его немалую стоимость, этот материал придется экономить по максимуму, если есть возможность, наращиваем магнитопровод до большего сечения. Но, с другой стороны, магнитопровод – самая тяжелая часть трансформатора. Лишняя площадь сечения магнитопровода – лишний и притом, весьма ощутимый вес. Проблема прибавки веса особенно сказывается тогда, когда трансформатор намотан алюминиевым проводом, вес которого намного меньше стали, а тем более меди. При больших запасах провода и достаточных размерах окна магнитопровода этот элемент конструкции имеет смысл выбирать потоньше. В любом случае не рекомендуется опускаться ниже значения 25 см 2 , не желательны также сечения выше 60 см 2 .
Подбор витков трансформатора опытным путем
В общем случае по току холостого тока нельзя судить о мощности: ток может быть разным даже для одинаковых типов трансформаторов. Однако, исследовав зависимость тока в первичной обмотке в режиме холостого хода, можно более уверенно судить о свойствах трансформатора. Для этого первичную обмотку трансформатора надо подключить через ЛАТР, что позволит плавно менять напряжение на ней от 0 до 240В. В цепь также должен быть включен амперметр.
Постепенно увеличивая напряжение на обмотке, можно получить зависимость тока от питающего напряжения. Она будет иметь следующий вид.
Сначала кривая тока полого, почти линейно возрастает до небольшого значения, далее скорость возрастания увеличивается – кривая загибается вверх, после чего следует стремительное увеличение тока. В случае, когда устремление кривой к бесконечности происходит до напряжения 240В (кривая 1), то это значит, что первичная обмотка содержит мало витков и ее необходимо домотать. Надо учитывать, что трансформатор, включенный на то же напряжение без ЛАТРа, будет брать ток примерно на 30% больше. Если же точка рабочего напряжения лежит на изгибе кривой, то при сварке трансформатор будет выдавать свою максимальную мощность (кривая 2). В случае кривых 3, 4 трансформатор будет иметь ресурс мощности, которую можно увеличить путем уменьшения витков первичной обмотки, и незначительный ток холостого хода: большинство самоделок ориентированы на это положение. Реально токи холостого хода различны для разных типов трансформаторов, в большинстве случаев находясь в интервале 100-500 мА. Не рекомендуется устанавливать ток холостого хода более 2А.
Что нужно знать для сборки сварочного аппарата своими руками
Сделать самостоятельно несложный сварочный аппарат вполне по силам любому, знакомому с правилами электромонтажа. Но прежде чем приступать к делу, необходимо выполнить расчёт всех компонентов устройства. От этого будет зависеть эффективность устройства при работе от обычной бытовой однофазной сети.
- Конструкция и принцип работы простейших сварочных аппаратов
- Виды сварочных аппаратов
- Упрощённая схема расчётов сварочника
- Сварочный трансформатор — простейших тип оборудования
- Сварочный выпрямитель — особенности работы и сборки
- Пример сборки на переменном токе
Конструкция и принцип работы простейших сварочных аппаратов
Для получения устойчивой сварочной дуги, которая позволит сваривать металл разной толщины, требуются токи в пределах 70 – 150 А. Если использовать устройства, рассчитанные на напряжение 220 В, то они должны потреблять высокую мощность, в пределах 15 – 30 кВт. Поэтому такие установки будут громоздкими, да и работать с ними нормально не выйдет. А в домашних условиях их просто будет невозможно подключить, стандартные сети не рассчитаны на подобную нагрузку.
Поэтому основной задачей при проектировании и сборке сварочных аппаратов становится обеспечение необходимой силы тока при снижении потребляемой мощности. Это возможно только при выполнении сварочных работ с пониженным напряжением на электродах.
Простейший сварочный аппарат представляет собой следующую конструкцию:
- Понижающий трансформатор, обеспечивающий снижение напряжения до пределов 55 – 70 В и повышающий при этом силу тока до требуемых параметров. Благодаря этому и удаётся снизить энергопотребление до разумных пределов.
- От трансформатора к электроду и обрабатываемой детали ток подаётся при помощи специальных сварочных кабелей. Они отличаются увеличенным сечением и усиленной изоляцией, позволяющей работать с большими токами.
- Для сварки потребуются электроды, устанавливаемые в держатель. Благодаря применяемой обмазке они упрощают зажигание и поддерживание электрической дуги, которая и становится источником тепловой энергии, необходимой для плавления металла.
 Сварочный трансформатор
Сварочный трансформатор
Сложных устройств в конструкции таких сварочных аппаратов нет. Но при проектировании необходимо выполнить расчёт основных параметров, иначе подключение несоответствующего оборудования к сети приведёт к выходу его из строя, к коротким замыканиям на линии или им просто будет невозможно варить.
Виды сварочных аппаратов
Существует несколько основных видов:
Сварочный трансформатор. Для преобразователя применяется понижающий трансформатор.
![]() Сварочный трансформатор
Сварочный трансформатор
Сварочный инвертор. В качестве преобразователя здесь служит инверторный болк питания с ШИМ.
Сварочный выпрямитель. Это тоже самое что и сварочный трансформатор, только он имеет диодный или тиристорный выпрямитель во вторичной цепи.
 Сварочный выпрямитель
Сварочный выпрямитель
Полуавтомат. Сварка производится в инертной среде, для этого используется газовый баллон.
Упрощённая схема расчётов сварочника
На практике расчёты ведут, основываясь на типе и диаметре используемых электродов. Да, существуют более сложные и точные расчётные формулы, но любителями они применяются редко. Для получения устойчивой и производительной дуги необходимо получить ток со следующими показателями:
- Для электродов диаметром 2 мм достаточно 30 – 80 А.
- При увеличении диаметра до 3 мм сила тока должна возрасти до 70 – 130 А.
- Для электродов 4 мм устанавливают показатель 110 – 170 А.
- 5-мм электродами варят при силе тока 150 – 200 А.
Разница значений силы тока обусловлена работой с металлами различной толщины, физическими свойствами.
При самостоятельном изготовлении сварочного аппарата чаще всего приходится довольствоваться магнитопроводом от других устройств, который имеется в наличии. Поэтому простейший расчёт и будет выполняться исходя из этих двух известных характеристик — сечение магнитопровода и требуемая сила тока на вторичной обмотке.
Обратите внимание — для сборки трансформатора предпочтительно применять сердечники стержневого типа. По сравнению с броневыми они обеспечивают большую плотность тока в обмотках, обладают повышенным КПД.
Кроме того, имеет значение и расположение обмоток на плечах сердечника. Если разнести первичную и вторичные обмотки по разным стержням, это приведёт к увеличению магнитного рассеивания из-за возросшего воздушного зазора. Поэтому предпочтительной считается схема размещения части обеих обмоток и на одном, и на другом стержне.
В этом случае для определения необходимого количества витков первичной обмотки применяют следующую формулу:
N1 = 7440 × U1/(Sиз × I2)
N1 — расчётное количество витков;
U1 — напряжение сети (200-240В);
Sиз — сечение имеющегося магнитопровода;
I2 — необходимый сварочный ток.
Обратите внимание, что для устройств с разнесёнными обмотками применяют другую формулу:
N1 = 4960 × U1/(Sиз × I2)
Если предстоит выполнять работы в условиях нестабильного напряжения в сети, есть смысл рассчитать количество витков для основных значений — 180, 190, 200, 220 и 240 В. При намотке провода просто делают отводы на этих значениях, что позволит подобрать стабильный режим работы трансформатора в любых условиях.
Необходимое количество витков вторичной обмотки рассчитывают по следующей упрощённой формуле:
N2 = 0,95 × N1 × U2/U1
N1 — расчётное количество витков;
U1 — напряжение сети (200-240В);
U2 — требуемое напряжение холостого хода на вторичной обмотке (50 – 70 В).
Для первичной обмотки выбирают медный изолированный провод сечением в пределах 5 – 7 кв. мм, его хватит для работы с бытовой однофазной электросетью. При выборе обращают внимание на жаропрочные показатели изоляции, она должна выдерживать значительный нагрев, которого избежать не выйдет.
Вторичную обмотку мотают более толстым проводом, что связано со значительной силой тока, который будет протекать по ней. Оптимальным вариантом станет медная шина сечением не менее 30 кв. мм.
Сварочный трансформатор — простейших тип оборудования
Для выполнения большинства сварочных работ в домашних условиях хватит понижающего сварочного трансформатора без дополнительных схем или устройств. Последовательность сборки такого агрегата следующая:
- Делят общее количество витков каждой обмотки на две равные половины, чтобы разместить их на обоих стержнях сердечника.
- Если собираете сердечник из отдельных пластин, потребуется их фиксация стяжками или в простейшей обойме. Изолировать пластины друг от друга не следует.
- Для катушек делают каркас из толстого электротехнического картона. Внутренний размер должен соответствовать сечению сердечника и должен позволять смещать катушку вверх или вниз.
- Обмотки наматывают, укладывая витки вплотную друг к другу. При необходимости делают несколько рядов из уложенного провода.
- Если первичная обмотка рассчитана с отводами, то на необходимом количестве витков делают петлю и выводят её, не разрезая.
- На нижнюю часть сердечника надевают первичную обмотку, вторичная крепится сверху.
- Чтобы менять силу тока для сваривания металлов или при работе с деталями, отличающимися по толщине, предусматривают обустройство простейшего регулятора. Он будет перемещать катушки со вторичной обмоткой вверх-вниз.
- Принцип действия такого регулятора основан на изменении воздушного зазора между обмотками. В результате меняются параметры магнитного поля, что и приводит к увеличению или уменьшению силы тока во вторичной обмотке.
- Регулятор представляет собой винт с резьбой, при закручивании которого и происходит подъём катушек. Для этого эти элементы соединяют между собой.
Практически во всех случаях самодельные сварочные аппаратуры делают без корпуса. Это делают с целью предотвращения перегрева катушек, который может стать причиной выхода устройства из строя. Если сделать схему с принудительным охлаждением при помощи вентилятора, то сварочный трансформатор можно установить и в корпус. Для его изготовления выбирают устойчивые к температуре пожаробезопасные материалы, например, текстолит толщиной 1,5 – 2 см.
На поверхность корпуса выводят шпильки для подключения сварочных кабелей и сетевого провода. Возможность подключения к отводам первичной обмотки обеспечивают обустройством отдельных контактов или установкой мощного пакетного переключателя на требуемое число положений.
Сварочный выпрямитель — особенности работы и сборки
Для выполнения отдельных видов сварочных работ, например, с нержавейкой, применение переменного тока, выдаваемого трансформатором, не применяется. Для работы с такими металлами необходима подача постоянного напряжения. Кроме того, резка постоянным током уменьшает расход электродов, а при сварке предотвращается разбрызгивание металла.
Для выполнения работ в таких условиях применяют сварочные выпрямители, которые позволяют варить током прямой и обратной полярности. Если есть опыт по монтажу электронных схем, то такое устройство также можно собрать самостоятельно.
Основой сварочного выпрямителя станет тот же понижающий трансформатор. Отличие заключается в наличии выпрямляющей электронной схемы. При желании можно переделать уже описанный сварочный трансформатор или собрать универсальное устройство, которое позволит варить и переменным, и постоянным током.
Простейшая схема электронной части сварочного выпрямителя выглядит так:
 Принципиальная схема сварочного выпрямителя
Принципиальная схема сварочного выпрямителя
При сборке таких устройств следует учитывать такие особенности конструкции:
- Основная часть устройства — выпрямительный мост из силовых мощных диодов. Они подключаются согласно схеме с обязательным учётом полярности.
- Сглаживание пульсации тока выполняется за счёт фильтра, выполненного на конденсаторе и дроссельной катушке. Обращаем внимание — компоненты должны иметь 2,5 – 3 запас по допустимому напряжению.
- При работе с высокими токами происходит нагревание элементов. Чувствительны к перегреву полупроводниковые диоды. Поэтому их устанавливают на радиаторы, которые позволят увеличить интенсивность отвода тепла.
- При заключении аппарата в корпус становится обязательным применение вентилятора, позволяющего повысить эффективность охлаждения.
Обращаем внимание на соединение отдельных элементов схемы. Учитывая то, что они будут испытывать воздействие большой силы тока, необходимо обеспечить надёжность контакта. Если этого не сделать, то на этих участках будут греться и отгорать провода. Предпочтителен вариант с креплением при помощи площадок с болтом и гайкой.
Дроссель в подобных конструкциях выполняют в виде отдельной выносной катушки индуктивности, которая подключается по мере необходимости. Отметим, что установка выпрямителя не препятствует изменению силы сварочного тока при помощи регулятора положения катушек вторичной обмотки.
Как видите, сложностей в самостоятельной сборке сварочного аппарата нет. Но заниматься такими устройствами стоит только в том случае, если есть опыт в конструировании простых аппаратов, работающих с меньшими токами. В противном случае доверьте сборку специалисту или купите заводской сварочный аппарат.
Сварочный аппарат из микроволновки:
Пример сборки на переменном токе
Нажмите на первую фотографию и смотрите последовательность сборки:
Сварочный инвертор своими руками: схемы и инструкция по сборке
Изготовить сварочный инвертор своими руками, даже не обладая глубокими знаниями в электронике и электротехнике, вполне возможно, главное – строго придерживаться схемы и постараться хорошо разобраться в том, по какому принципу работает такое устройство. Если сделать инвертор, технические характеристики и КПД которого будут мало отличаться от аналогичных параметров серийных моделей, можно сэкономить приличную сумму.

Самодельный сварочный инвертор
Не следует думать, что самодельный аппарат не даст вам возможности эффективно проводить сварочные работы. Такое устройство, даже собранное по простой схеме, позволит вам выполнять сварку электродами диаметром 3–5 мм и на длине дуги, равной 10 мм.
Характеристики самодельного инвертора и материалы для его сборки
Собрав сварочный инвертор своими руками по достаточно простой электрической схеме, вы получите эффективное устройство, обладающее следующими техническими характеристиками:
- величина потребляемого напряжения – 220 В;
- сила тока, поступающего на вход аппарата, – 32 А;
- сила тока, формируемого на выходе устройства, – 250 А.
Схема сварочного аппарата инверторного типа с такими характеристиками включает следующие элементы:
- блок питания;
- драйверы силовых ключей;
- силовой блок.
Прежде чем начать собирать самодельный инвертор, надо подготовить рабочие инструменты и элементы для создания электронных схем. Так, вам понадобятся:
- набор отверток;
- паяльник для соединения элементов электронных схем;
- нож;
- ножовка для работы по металлу;
- резьбовые крепежные элементы;
- листовой металл небольшой толщины:
- элементы, из которых будут формироваться электронные схемы;
- медные провода и полосы – для намотки трансформаторов;
- термобумага от кассового аппарата;
- стеклоткань;
- текстолит;
- слюда.
Для домашнего использования чаще всего собирают инверторы, работающие от стандартной электрической сети с напряжением 220 В. Однако при необходимости можно сделать устройство, которое будет работать от трехфазной электрической сети с напряжением 380 В. Такие инверторы имеют свои преимущества, наиболее важным из которых является более высокий КПД, по сравнению с однофазными аппаратами.
Блок питания
Одним из важнейших элементов блока питания сварочного инвертора является трансформатор, который мотается на феррите Ш7х7 или 8х8. Это устройство, обеспечивающее подачу стабильного напряжения, формируется из 4 обмоток:
- первичной (100 витков провода ПЭВ диаметром 0,3 мм);
- первой вторичной (15 витков провода ПЭВ диаметром 1 мм);
- второй вторичной (15 витков провода ПЭВ диаметром 0,2 мм);
- третьей вторичной (20 витков провода ПЭВ диаметром 0,3 мм).
Чтобы минимизировать негативное влияние перепадов напряжения, регулярно возникающих в электрической сети, намотку обмоток трансформатора следует выполнять по всей ширине каркаса.
![]()
Процесс намотки силового трансформатора
После выполнения первичной обмотки и изоляции ее поверхности при помощи стеклоткани, на нее наматывают слой экранирующего провода, витки которого должны ее полностью перекрывать. Витки экранирующего провода (он должен иметь такой же диаметр, как и провод первичной обмотки) выполняются в том же направлении. Такое правило актуально и для всех остальных обмоток, формируемых на каркасе трансформатора. Поверхности всех обмоток, наматываемых на каркас трансформатора, также изолируются друг от друга при помощи стеклоткани или обычного малярного скотча.
Чтобы величина напряжения, поступающего от блока питания на реле, находилась в пределах 20–25 В, необходимо подобрать резисторы для электронной схемы. Основной функцией блока питания сварочного инвертора является преобразование переменного тока в постоянный. Для этих целей в блоке питания используются диоды, собранные по схеме «косого моста».
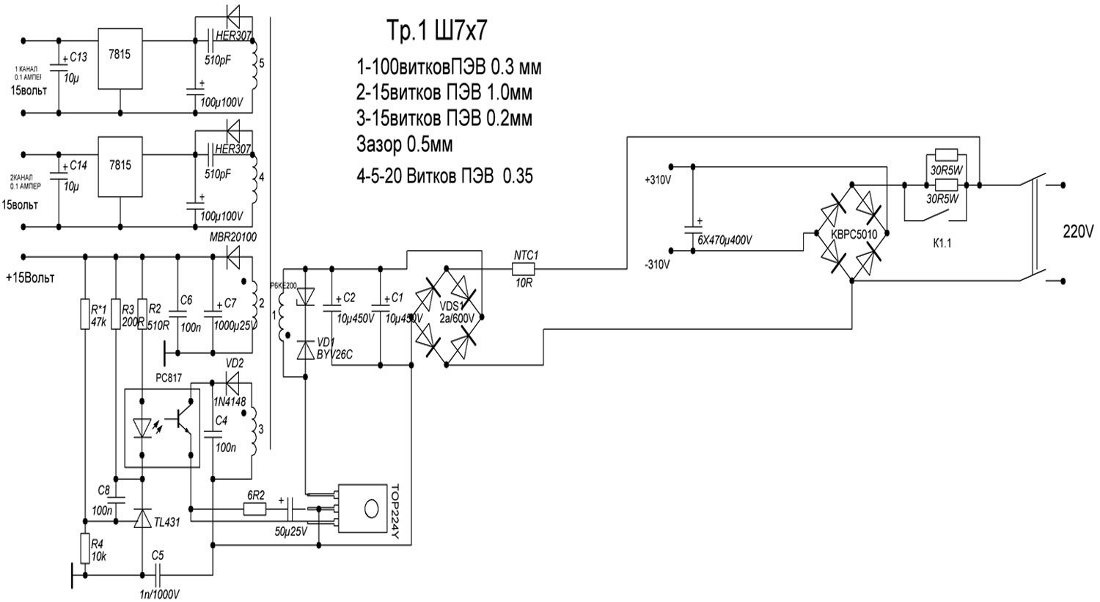
Схема блока питания инвертора (нажмите для увеличения)
В процессе работы диоды такого моста сильно нагреваются, поэтому их обязательно надо монтировать на радиаторах, в качестве которых можно использовать охлаждающие элементы от старых компьютеров. Для монтажа диодного моста необходимо использовать два радиатора: верхняя часть моста через слюдяную прокладку крепится к одному радиатору, нижняя через слой термопасты – ко второму.
Выводы диодов, из которых сформирован мост, должны быть направлены в ту же сторону, что и выводы транзисторов, при помощи которых постоянный ток будет преобразовываться в высокочастотный переменный. Провода, соединяющие эти выводы, должны быть не длиннее 15 см. Между блоком питания и инверторным блоком, основу которого и составляют транзисторы, располагается лист металла, прикрепляемый к корпусу аппарата при помощи сварки.

Закрепление диодов на радиаторе
Силовой блок
Основой силового блока сварочного инвертора является трансформатор, за счет которого снижается величина напряжения высокочастотного тока, а его сила – увеличивается. Для того чтобы сделать трансформатор для такого блока, необходимо подобрать два сердечника Ш20х208 2000 нм. Для обеспечения зазора между ними можно использовать газетную бумагу.
Обмотки такого трансформатора выполняются не из провода, а из медной полосы толщиной 0,25 мм и шириной 40 мм.
Каждый ее слой для обеспечения термоизоляции обматывается лентой от кассового аппарата, которая демонстрирует хорошую износоустойчивость. Вторичная обмотка трансформатора формируется из трех слоев медных полос, которые изолируются между собой при помощи фторопластовой ленты. Характеристики обмоток трансформатора должны соответствовать следующим параметрам: 12 витков х 4 витка, 10 кв. мм х 30 кв. мм.
Многие пытаются сделать обмотки понижающего трансформатора из толстого медного провода, но это неверное решение. Такой трансформатор работает на токах высокой частоты, которые вытесняются на поверхность проводника, не нагревая его внутреннюю часть. Именно поэтому для формирования обмоток оптимальным вариантом является проводник с большой площадью поверхности, то есть широкая медная полоса.

Самодельный выходной дроссель инвертора
В качестве термоизоляционного материала можно использовать и обычную бумагу, но она менее износоустойчива, чем лента от кассового аппарата. От повышенной температуры такая лента потемнеет, но ее износоустойчивость от этого не пострадает.
Трансформатор силового блока в процессе своей работы будет сильно нагреваться, поэтому для его принудительного охлаждения необходимо использовать кулер, в качестве которого может быть применено устройство, ранее использовавшееся в системном блоке компьютера.
Инверторный блок
Даже простой сварочный инвертор должен выполнять свою основную функцию – преобразовывать постоянный ток, сформированный выпрямителем такого аппарата, в переменный ток высокой частоты. Для решения этой задачи применяются силовые транзисторы, открывающиеся и закрывающиеся с высокой частотой.
Принципиальная схема инверторного блока (нажмите для увеличения)
Инверторный блок аппарата, отвечающий за преобразование постоянного тока в высокочастотный переменный, лучше собирать на основе не одного мощного транзистора, а нескольких менее мощных. Такое конструктивное решение позволит стабилизировать частоту тока, а также минимизировать шумовые эффекты при выполнении сварочных работ.
В электронной схеме сварочного инвертора также присутствуют конденсаторы, соединенные последовательно. Они необходимы для решения двух основных задач:
- минимизации резонансных выбросов трансформатора;
- снижения потерь в транзисторном блоке, возникающих при его выключении и обусловленных тем, что транзисторы открываются гораздо быстрее, чем закрываются (в этот момент и могут возникать потери тока, сопровождаемые нагреванием ключей транзисторного блока).
Собранная электронная часть инвертора
Система охлаждения
Силовые элементы схемы самодельного сварочного инвертора сильно нагреваются в процессе работы, что может привести к их выходу из строя. Чтобы этого не произошло, кроме радиаторов, на которых монтируют наиболее нагревающиеся блоки, необходимо использовать вентиляторы, отвечающие за охлаждение.
Если у вас имеется в наличии мощный вентилятор, можно обойтись и им одним, направив поток воздуха от него на понижающий силовой трансформатор. Если же вы используете маломощные вентиляторы от старых компьютеров, их потребуется порядка шести штук. Одновременно три таких вентилятора следует установить рядом с силовым трансформатором, направив поток воздуха от них на него.

Мощный вентилятор обеспечит хорошее охлаждение элементов устройства
Для предотвращения перегрева самодельного сварочного инвертора следует также использовать термодатчик, установив его на самый нагревающийся радиатор. Такой датчик в случае достижения радиатором критической температуры отключит поступление электрического тока на него.
Чтобы система вентиляции инвертора работала эффективно, в его корпусе должны присутствовать правильно выполненные заборщики воздуха. Решетки таких заборщиков, через которые внутрь устройства будут поступать потоки воздуха, не должны ничем перекрываться.
Сборка инвертора своими руками
Для самодельного инверторного устройства необходимо подобрать надежный корпус или сделать его самостоятельно, используя для этого листовой металл толщиной не менее 4 мм. В качестве основания, на котором будет смонтирован трансформатор сварочного инвертора, можно использовать лист гетинакса толщиной не менее 0,5 см. Сам трансформатор крепится на таком основании при помощи скоб, которые можно изготовить своими руками из медной проволоки диаметром 3 мм.
Раздвижной корпус заводского изготовления
Для создания электронных плат устройства можно использовать фольгированный текстолит толщиной 0,5–1 мм. При монтаже магнитопроводов, которые в процессе работы будут нагреваться, надо предусматривать зазоры между ними, необходимые для свободной циркуляции воздуха.
Для автоматического управления работой сварочного инвертора вам потребуется приобрести и установить в него ШИМ-контроллер, который будет отвечать за стабилизацию силы сварочного тока и величины напряжения. Чтобы вам было удобно работать с вашим самодельным аппаратом, в лицевой части его корпуса необходимо смонтировать органы управления. К таким органам относятся тумблер включения устройства, ручка переменного резистора, при помощи которой регулируется сварочный ток, а также зажимы для кабелей и сигнальные светодиоды.

Пример компоновки передней панели инвертора
Диагностика самодельного инвертора и его подготовка к работе
Сделать инверторный сварочный аппарат – это половина дела. Не менее важной задачей является его подготовка к работе, в процессе которой проверяется корректность функционирования всех элементов, а также их настройка.
Первое, что требуется сделать при проверке самодельного сварочного инвертора, – это подать напряжение 15 В на ШИМ-контроллер и один из охлаждающих вентиляторов. Это позволит одновременно проверить работоспособность контроллера и избежать его перегрева в процессе выполнения такой проверки.

Проверка выходного напряжения тестером
После того как конденсаторы аппарата зарядились, к электрическому питанию подключают реле, которое отвечает за замыкание резистора. Если подать на резистор напряжение напрямую, минуя реле, может произойти взрыв. После того как реле сработает, что должно произойти в течение 2–10 секунд после подачи напряжения на ШИМ-контроллер, необходимо проверить, произошло ли замыкание резистора.
Когда реле электронной схемы сработают, на плате ШИМ должны сформироваться прямоугольные импульсы, поступающие к оптронам. Это можно проверить, используя осциллограф. Правильность сборки диодного моста устройства также необходимо проверить, для этого на него подают напряжение 15 В (сила тока при этом не должна превышать 100 мА).
Фазы трансформатора при сборке устройства могли быть неправильно подключены, что может привести к некорректной работе инвертора и возникновению сильных шумов. Чтобы этого не произошло, правильность подключения фаз необходимо проверить, для этого используется двухлучевой осциллограф. Один луч прибора подключается к первичной обмотке, второй – ко вторичной. Фазы импульсов, если обмотки подключены правильно, должны быть одинаковыми.
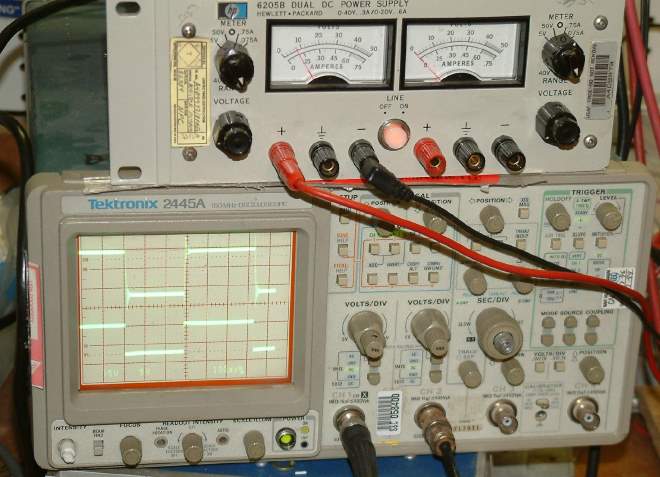
Использование осциллографа для диагностики инвертора
Правильность изготовления и подключения трансформатора проверяется при помощи осциллографа и подключения к диодному мосту электрических приборов с различным сопротивлением. Ориентируясь на шумы трансформатора и показания осциллографа, делают вывод о том, что необходимо доработать в электронной схеме самодельного инверторного аппарата.
Чтобы проверить, сколько можно непрерывно работать на самодельном инверторе, необходимо начать его тестировать с 10 секунд. Если при работе такой продолжительности радиаторы устройства не нагрелись, можно увеличить период до 20 секунд. Если и такой временной промежуток не сказался негативно на состоянии инвертора, можно увеличить продолжительность работы сварочного аппарата до 1 минуты.
Обслуживание самодельного сварочного инвертора
Чтобы инверторный аппарат служил длительное время, его необходимо правильно обслуживать.
В том случае, если ваш инвертор перестал работать, необходимо открыть его крышку и продуть внутренности пылесосом. Те места, где осталась пыль, можно тщательно почистить при помощи кисточки и сухой тряпки.
Первое, что необходимо сделать, проводя диагностику сварочного инвертора, – это проверить поступление напряжения на его вход. Если напряжение не поступает, следует продиагностировать работоспособность блока питания. Проблема в этой ситуации также может заключаться в том, что сгорели предохранители сварочного аппарата. Еще одним слабым звеном инвертора является температурный датчик, который в случае поломки подлежит не ремонту, а замене.
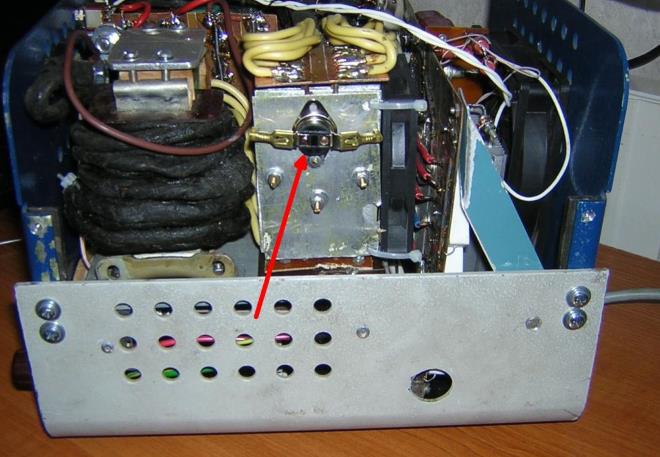
Часто выходящий из строя термодатчик, находящийся обычно на диодном блоке или дросселе
При выполнении диагностики необходимо обращать внимание на качество соединений электронных компонентов аппарата. Определить некачественно выполненные соединения можно визуально или при помощи тестера. Если такие соединения выявлены, их необходимо исправить, чтобы не столкнуться в дальнейшем с перегревом и выходом из строя сварочного инвертора.
Только в том случае, если вы уделяете должное внимание вопросам обслуживания инверторного устройства, можно рассчитывать на то, что оно прослужит вам долгое время и даст возможность выполнять сварочные работы максимально эффективно и качественно.
Сварочный инвертор своими руками
Вашему вниманию представлена схема сварочного инвертора, который вы можете собрать своими руками. Максимальный потребляемый ток – 32 ампера, 220 вольт. Ток сварки – около 250 ампер, что позволяет без проблем варить электродом 5-кой, длина дуги 1 см, переходящим больше 1 см в низкотемпературную плазму. КПД источника на уровне магазинных, а может и лучше (имеется в виду инверторные).
На рисунке 1 приведена схема блока питания для сварочного.
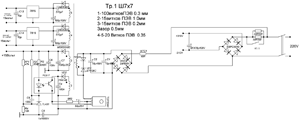
Рис.1 Принципиальная схема блока питания
Трансформатор намотан на феррите Ш7х7 или 8х8
Первичка имеет 100 витков провода ПЭВ 0.3мм
Вторичка 2 имеет 15 витков провода ПЭВ 1мм
Вторичка 3 имеет 15 витков ПЭВ 0.2мм
Вторичка 4 и 5 по 20 витков провода ПЭВ 0.35мм
Все обмотки необходимо мотать во всю ширину каркаса, это дает ощутимо более стабильное напряжение.
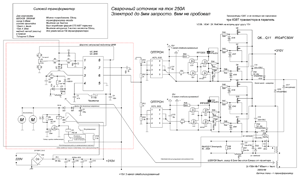
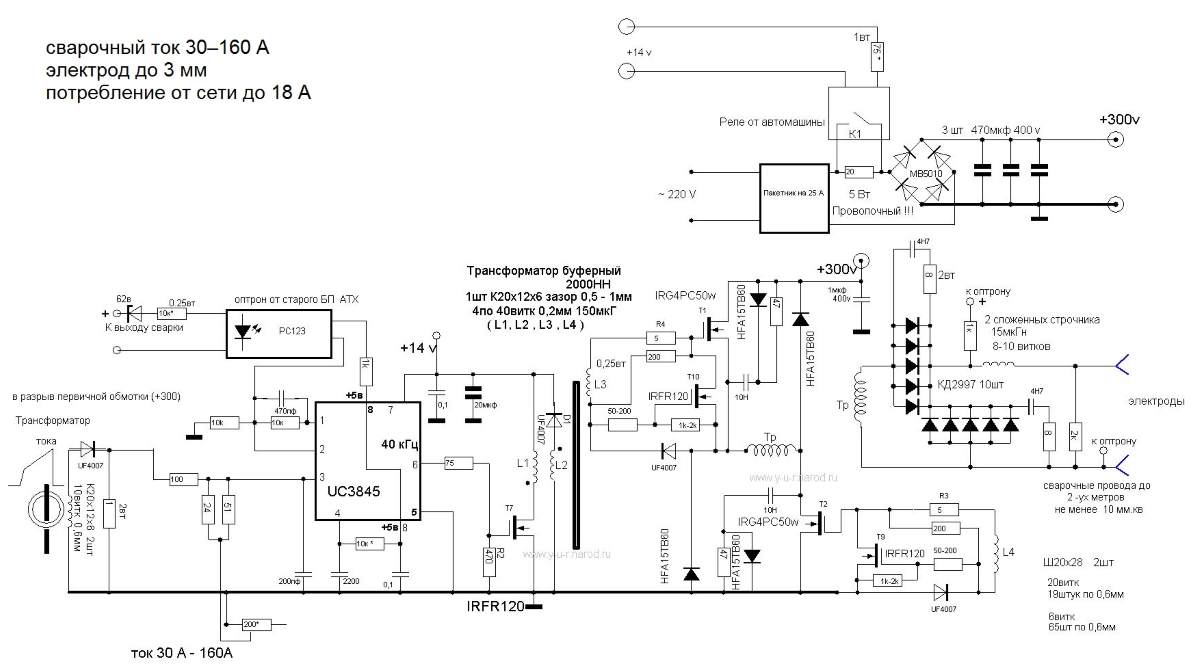
Рис.2 Принципиальная схема сварочного инвертора
На рисунке 2 – схема сварочника. Частота – 41 кГц, но можно попробовать и 55 кГц. Трансформатор на 55кгц тогда 9 витков на 3 витка, для увеличения ПВ трансформатора.
Трансформатор на 41кгц – два комплекта Ш20х28 2000нм, зазор 0.05мм, газета прокладка, 12вит х 4вит, 10кв мм х 30 кв мм, медной лентой (жесть) в бумаге. Обмотки трансформатора сделаны из медной жести толщиной 0.25 мм шириной 40мм обернутые для изоляции в бумагу от кассового аппарата. Вторичка делается из трех слоев жести (бутерброд) разделенных между собой фторопластовой лентой, для изоляции между собой, для лучшей проводимости высоко- частотных токов, контактные концы вторички на выходе трансформатора спаяны вместе.
Дроссель L2 намотан на сердечнике Ш20х28, феррит 2000нм, 5 витков, 25 кв.мм, зазор 0.15 – 0.5мм (два слоя бумаги от принтера). Токовый трансформатор – датчик тока два кольца К30х18х7 первичка продетый провод через кольцо, вторичка 85 витков провод толщиной 0.5мм.
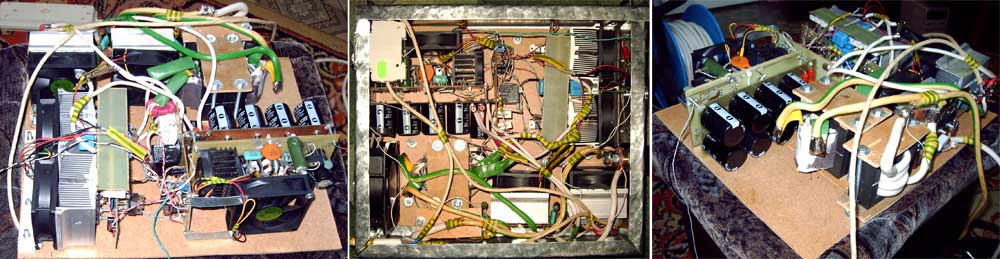
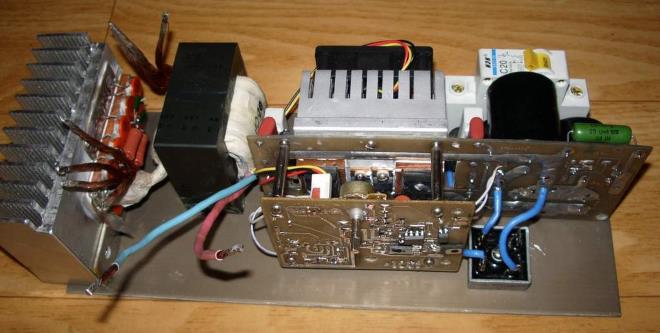
Сборка сварочного
Намотка трансформатора
Намотку трансформатора нужно делать с помощью медной жести толщиной 0.3мм и шириной 40мм, ее нужно обернуть термобумагой от кассового аппарата толщиной 0.05мм, эта бумага прочная и не так рвется как обычная при намотке трансформатора.
Вы скажите, а почему не намотать обычным толстым проводом, а нельзя потому что этот трансформатор работает на высокочастотных токах и эти токи вытесняются на поверхность проводника и середину толстого провода не задействует, что приводит к нагреву, называется это явление Скин эффект!
И с ним надо бороться, просто надо делать проводник с большой поверхностью, вот тонкая медная жесть этим и обладает она имеет большую поверхность по которой идет ток, а вторичная обмотка должна состоять из бутерброда трех медных лент разделенных фторопластовой пленкой, она тоньше и обернуты все эти слои в термобумагу. Эта бумага обладает свойством темнеть при нагреве, нам это не надо и плохо, от этого не будет пускай так и останется главное, что не рвется.
Можно намотать обмотки проводом ПЭВ сечением 0.5…0.7мм состоящих из нескольких десятков жил, но это хуже, так как провода круглые и состыкуются между собой с воздушными зазорами, которые замедляют теплообмен и имеют меньшую общую площадь сечения проводов вместе взятых в сравнении с жестью на 30%, которая может влезть окна ферритового сердечника.
У трансформатора греется не феррит, а обмотка поэтому нужно следовать этим рекомендациям.
Трансформатор и вся конструкция должны обдуваться внутри корпуса вентилятором на 220 вольт 0.13 ампера или больше.
Конструкция
Для охлаждения всех мощных компонентов хорошо использовать радиаторы с вентиляторами от старых компьютеров Pentium 4 и Athlon 64. Мне эти радиаторы достались из компьютерного магазина делающего модернизацию, всего по 3…4$ за штуку.
Силовой косой мост нужно делать на двух таких радиаторах, верхняя часть моста на одном, нижняя часть на другом. Прикрутить на эти радиаторы диоды моста HFA30 и HFA25 через слюдяную прокладку. IRG4PC50W нужно прикручивать без слюды через теплопроводящую пасту КТП8.
Выводы диодов и транзисторов нужно прикрутить на встречу друг другу на обоих радиаторах, а между выводами и двумя радиаторами вставить плату, соединяющею цепи питания 300вольт с деталями моста.
На схеме не указано нужно на эту плату в питание 300V припаять 12…14 штук конденсаторов по 0.15мк 630 вольт. Это нужно, чтобы выбросы трансформатора уходили в цепь питания, ликвидируя резонансные выбросы тока силовых ключей от трансформатора.
Остальная часть моста соединяется между собой навесным монтажом проводниками не большой длины.
Ещё на схеме показаны снабберы, в них есть конденсаторы С15 С16 они должны быть марки К78-2 или СВВ-81. Всякий мусор туда ставить нельзя, так как снабберы выполняют важную роль:
первая – они глушат резонансные выбросы трансформатора
вторая – они значительно уменьшают потери IGBT при выключении так как IGBT открываются быстро, а вот закрываются гораздо медленнее и во время закрытия емкость С15 и С16 заряжается через диод VD32 VD31 дольше чем время закрытия IGBT, то есть этот снаббер перехватывает всю мощь на себя не давая выделяться теплу на ключе IGBT в три раза чем было бы без него.
Когда IGBT быстро открываются, то через резисторы R24 R25 снабберы плавно разряжаются и основная мощь выделяется на этих резисторах.
Настройка
Подать питание на ШИМ 15вольт и хотя бы на один вентилятор для разряда емкости С6 контролирующую время срабатывания реле.
Реле К1 нужно для замыкания резистора R11, после того, когда зарядятся конденсаторы С9…12 через резистор R11 который уменьшает всплеск тока при включении сварочного в сеть 220вольт.
Без резистора R11 на прямую, при включении получился бы большой БАХ во время зарядки емкости 3000мк 400V, для этого эта мера и нужна.
Проверить срабатывание реле замыкающие резистор R11 через 2…10 секунд после подачи питания на плату ШИМ.
Проверить плату ШИМ на присутствие прямоугольных импульсов идущих к оптронам HCPL3120 после срабатывания обоих реле К1 и К2.
Ширина импульсов должна быть шириной относительно нулевой паузе 44% нулевая 66%
Проверить драйвера на оптронах и усилителях ведущих прямоугольный сигнал амплитудой 15вольт убедится в том, что напряжение на IGBT затворах не превышает 16вольт.
Подать питание 15 Вольт на мост для проверки его работы на правильность изготовления моста.
Ток потребления при этом не должен превышать 100мА на холостом ходу.
Убедится в правильной фразировке обмоток силового трансформатора и трансформатора тока с помощью двух лучевого осциллографа .
Один луч осциллографа на первичке, второй на вторичке, чтобы фазы импульсов были одинаковые, разница только в напряжении обмоток.
Подать на мост питание от силовых конденсаторов С9…С12 через лампочку 220вольт 150..200ватт предварительно установив частоту ШИМ 55кГц подключить осциллограф на коллектор эмиттер нижнего IGBT транзистора посмотреть на форму сигнала, чтобы не было всплесков напряжения выше 330 вольт как обычно.
Начать понижать тактовую частоту ШИМ до появления на нижнем ключе IGBT маленького загиба говорящем о перенасыщении трансформатора, записать эту частоту на которой произошел загиб поделить ее на 2 и результат прибавить к частоте перенасыщения, например перенасыщение 30кГц делим на 2 = 15 и 30+15=45, 45 это и есть рабочая частота трансформатора и ШИМа.
Ток потребления моста должен быть около 150ма и лампочка должна еле светиться, если она светится очень ярко, это говорит о пробое обмоток трансформатора или не правильно собранном мосте.
Подключить к выходу сварочного провода длиной не мене 2 метров для создания добавочной индуктивности выхода.
Подать питание на мост уже через чайник 2200ватт, а на лампочку установить силу тока на ШИМ минимум R3 ближе к резистору R5, замкнуть выход сварочного проконтролировать напряжение на нижнем ключе моста, чтобы было не более 360вольт по осциллографу, при этом не должно быть ни какого шума от трансформатора. Если он есть – убедиться в правильной фазировке трансформатора -датчика тока пропустить провод в обратную сторону через кольцо.
Если шум остался, то нужно расположить плату ШИМ и драйвера на оптронах подальше от источников помех в основном силовой трансформатор и дроссель L2 и силовые проводники.
Еще при сборке моста драйвера нужно устанавливать рядом с радиаторами моста над IGBT транзисторами и не ближе к резисторам R24 R25 на 3 сантиметра. Соединения выхода драйвера и затвора IGBT должны быть короткие. Проводники идущие от ШИМ к оптронам не должны проходить рядом с источниками помех и должны быть как можно короче.
Все сигнальные провода от токового трансформатора и идущие к оптронам от ШИМ должны быть скрученные, чтобы понизить уровень помех и должны быть как можно короче.
Дальше начинаем повышать ток сварочного с помощью резистора R3 ближе к резистору R4 выход сварочного замкнут на ключе нижнего IGBT, ширина импульса чуть увеличивается, что свидетельствует о работе ШИМ. Ток больше – ширина больше, ток меньше – ширина меньше.
Ни какого шума быть не должно иначе выйдут из строя IGBT.
Добавлять ток и слушать, смотреть осциллограф на превышение напряжения нижнего ключа, чтобы не выше 500вольт, максимум 550 вольт в выбросе, но обычно 340 вольт.
Дойти до тока, где ширина резко становиться максимальной говорящим, что чайник не может дать максимальный ток.
Все, теперь на прямую без чайника идем от минимума до максимума, смотреть осциллограф и слушать, чтобы было тихо. Дойти до максимального тока, ширина должна увеличиться, выбросы в норме, не более 340вольт обычно.
Начинать варить, в начале 10 секунд. Проверяем радиаторы, потом 20 секунд, тоже холодные и 1 минуту трансформатор теплый, спалить 2 длинных электрода 4мм трансформатор горечеватый
Радиаторы диодов 150ebu02 заметно нагрелись после трех электродов, варить уже тяжело, человек устает, хотя варится классно, трансформатор горяченький, да и так уже не кто не варит. Вентилятор, через 2 минуты трансформатор доводит до теплого состояния и можно варить снова до опупения.
Ниже вы можете скачать печатные платы в формате LAY и др. файлы
Евгений Родиков (evgen100777 [собака] rambler.ru). По всем возникшим вопросам при сборке сварочника пишите на E-Mail.
Как своими руками изготовить сварочный инвертор?
Для того чтобы собрать сварочный инвертор своими руками, не обязательно обладать глубокими познаниями в физике, разбираться профессионально в технике, электричестве и т.д.
Необходимо только выполнять все по схеме и знать, хотя бы на минимальном уровне механизм действия данного оборудования. Желающим создать инвертор в более экономном и простом варианте, следует знать, что технические особенности и КПД по сути одинаковые от аналогов конструкции.
- Характеристики самодельного инвертора
- Материалы для его сборки
- Блок питания агрегата
- Силовой блок
- Инверторный блок
- Система охлаждения агрегата
- Сборка инвертора своими руками
- Диагностика самодельного инвертора и его подготовка к работе
- Обслуживание самодельного сварочного инвертора
- Итог
Характеристики самодельного инвертора
Один из важных вопросов для специалистов по сварке – как сделать сварочный инвертор своими руками. Процесс можно выполнить при помощи схемотехники сварочных инверторов.
Прежде чем собирать эффективный сварочный инвертор необходимо выделить следующие технические характеристики оборудования:
- на одном из транзисторов сила тока, который проходит через вход, должна составлять 32 ампера;
- 250 ампер – показатель силы тока, который создается при выходе из аппарата;
- напряжение должно быть до 220 вольт.
Для того чтобы создать самый простой сварочный инвертор необходимо соединить следующие элементы в один механизм:
- силовой блок;
- питательный блок на тиристорах;
- драйвера для силовых ключей.
Материалы для его сборки
Прежде чем начать собирать по схеме сварочного инверторного типа аппарат, мастер должен подготовить необходимые инструменты и материалы, которые могут понадобиться ему в работе.
В первую очередь:
- различного типа отвертки;
- паяльное устройство, чтобы соединять детали в электронной схеме;
- нож;
- инструмент для вырезки на металлической поверхности;
- резьба, как крепежная деталь;
- поверхность с небольшой толщиной из металла;
- детали, благодаря которым формируется электросхема инверторного сварочного аппарата;
- провод из меди и полосы, чтобы обмотать трансформатор потребуется;
- стеклоткань;
- слюда;
- текстолиты;
- обычная термобумага, использующаяся в кассовых аппаратах.
Схема сварочного аппарата используется для сборки оборудования в домашних условиях с напряжением от электросети в 220 вольт.
Но если есть надобность, то используют схемы сварочных аппаратов, работающие на трехфазовой электросети с напряжением в 380 вольт. У таких оборудований есть достоинства, среди которых выделяют высокий показатель КПД, в отличие от однофазовых конструкций.
Блок питания агрегата
В блоке питания сварочного инвертора самой важной деталью является трансформатор, мотающийся при феррите в Ш7*7 либо 8*8.
 Блок питания инвертора.
Блок питания инвертора.
При помощи данного механизма обеспечивается подача регулярного напряжения и создается за счет 4-х обмоток:
- Первичная.
Сто кругов проводом ПЭВ в диаметре 0,3 миллиметра. - Первая вторичная.
15 кругов проводом ПЭВ в диаметре 1 миллиметр. - Вторая вторичная.
15 кругов ПЭВ в диаметре 0,2 миллиметра. - Третья вторичная.
20 кругов в диаметре 0,3 миллиметра.
После того как будет выполнена первичная обмотка и проведена изоляция её сторон за счет стеклоткани, её также обматывают в экранирующий провод. Каждый виток должен целиком покрывать защитный слой.
Обмотка экранирующим проводом должна быть в таком же направлении, как и первичная обмотка. Стоит обратить внимание на одинаковость диаметров двух видов обмоток.
Этим же правилом пользуются и для других видов: при наматывании на каркас трансформатора, изоляции друг от друга проводов за счет стеклоткани либо при использовании простого малярного скотча.
Для стабилизации напряжения в области 20-25 вольт, что поступает в блок питания через реле, подбирается резистор для электронных схем. Главной особенностью рассматриваемого механизма выступает изменение переменного тока в регулярный.
Добиться этого можно, используя диод, формирующийся при выполнении схемы «косой мост». Бывает так, что при эксплуатации аппарата диод перегревается, из-за чего приходится проводить монтаж на радиаторах и нередко ремонт блока питания. Альтернативным вариантом радиаторам является охлаждающая деталь от старой техники.
Монтаж диодного моста подразумевает под собой применение 2-х радиаторов: верх через прокладку из слюды присоединяют к одной батареи, а низ через поверхность термопасты ко второй батареи.
Мост из диодов должен выводиться в том направлении, куда направлен вывод транзистора. За счет этого постоянный ток превращается в переменный с высокими частотами.
Соединительный провод этих выводов максимум может достигать длины в 15 сантиметров. Металлический лист необходимо расположить между блоком питания и инверторной частью аппарата и приварить к «телу» оборудования.
Силовой блок
Силовой блок – это основа трансформатора в сварочном инверторе. С его помощью уменьшается показатель напряжения тока с высокими частотами, а сила наоборот повышается. Для создания в трансформаторе силового блока требуется использование сердечников. Чтобы создать небольшой зазор рекомендуется воспользоваться обычной газетной бумагой.
С каждым наложенным слоем, чтобы обеспечить термоизоляцию необходимо наматывать ленту от кассового аппарата для достижения хорошей износоустойчивости. Вторичную обмотку создают на основе 3-х полосовых слоев из меди, изолирующиеся друг от друга за счет ленты фторопласта.
Большинство мастеров обматывают понижающий трансформатор толстым проводом из меди, однако, это ошибочное действие. С таким трансформатором простой сварочный инвертор будет работать с высокочастотным током, вытесняющим наружу проводник без нагревания деталей внутри.
Оптимальнее всего формировать обмотки, используя проводник с широкой поверхностью, иными словами применить широкую медную полосу.
Вместо термоизоляционного поверхностного слоя специалисты иногда заменяют на простую бумагу. Она не так устойчива, как термоизоляционная либо лента в кассовом аппарате. Повышенная температура влияет только на потемнение ленты, однако её износоустойчивость остается на первоначальном уровне.
Инверторный блок
Основная функция простого сварочного инвертора заключается в преобразовании постоянного тока, который формируется при помощи выпрямителя аппарата в переменный высокочастотный ток.
Чтобы решить данную ситуацию, специалисты используют силовой транзистор, и высокие частоты с открывающимся и закрывающимся каналом. Рассматриваемый механизм в оборудовании отвечает за изменение постоянного тока в переменный с высокими частотами.
Рекомендуется использовать не один мощный транзистор, а пару со средней мощностью. Благодаря конструктивному подходу к проблеме стабилизируется частота тока и уменьшится шум во время сварки.
Инверторный сварочный аппарат сделать своими руками можно по электросхеме, где указывается и как последовательно соединять конденсаторы.
Их используют в следующих случаях:
- Минимализация выброса в трансформаторе.
- Минимализация потерь в трансформаторном блоке, появляющиеся в момент отключения аппарата от сети.
Это происходит за счет того, что транзистор открывается с большей скоростью, чем закрывается – ток теряет свою мощность, что влечет за собой перегрев ключей в блоке транзистора.
Система охлаждения агрегата
Стоит отметить, что большинство силовых элементов в сварочном оборудовании имеют свойство сильно нагреваться во время эксплуатации, из-за чего оно может сломаться.
Дабы избежать таких ситуаций, то эффективнее всего во все блоки аппарата, помимо радиатора, установить вентилятор, охлаждающий механизм во время работы – своеобразную систему охлаждения.
Её можно самостоятельно сделать при наличии мощного вентилятора. Зачастую используют один с направлением воздушного потока в сторону понижающегося силового трансформатора.
С вентилятором, у которого небольшая мощность от компьютера, например, может понадобиться до 6 штук, из которых три устройства устанавливается возле силового трансформатора с направлением воздушного потока в обратную сторону.
Чтобы избежать перегрева, самодельный сварочный инвертор должен работать вместе с термодатчиком. Он устанавливается на греющий радиатор. Если радиатор достигает максимальное значение температуры, он автоматически отключает подачу тока.
Для более эффективного функционала системы охлаждения агрегата, корпус должен быть оснащен заборщиком воздуха с правильным его выполнением. Через его решетки проходит воздушный поток во внутренние системы аппарата.
Сборка инвертора своими руками
Важным вопросом остается, как сделать сварочный инвертор своими руками? В первую очередь нужно выбрать корпус с надежной защитой либо сформировать его самому при помощи листового металла, где толщина должна достигать не меньше, чем 4 миллиметра.
За основу, где монтируется трансформатор для инверторной сварки, используют листовой гетинакс с толщиной не меньше, чем 5 миллиметров. Сама конструкция будет располагаться на основании благодаря скобам, изготовленным самостоятельно из медных проволок в диаметре с 3 миллиметрами.
Чтобы создать электронные платы в электрических схемах сварочного аппарата, используют фольгированный текстолит, у которого толщина достигает 1 миллиметр. Монтируя магнитопроводы, которые в период эксплуатации имеют свойство греться, необходимо помнить о зазорах между ними. Они нужны, чтобы воздух мог свободно циркулировать.
С целью автоматического управления сварочным инвертором, сварщик должен купить и подсоединить к нему специальный контроллер, отвечающий за стабильность силы тока. От него также зависит, будет ли величина напряжения подачи мощной.
Для более удобной эксплуатации самодельного агрегата, во внешнюю часть монтируется орган управления. Он может выступать в виде тумблера для активации аппарата, ручкой в переменном резисторе, благодаря ей контролируется подача тока либо зажим для кабеля и сигнальный светодиод.
Собрать сварочный инвертор своими руками достаточно просто, если придерживаться всех правил, соблюдать инструкцию и строго идти по назначенной схеме.
 Схема изготовления инвертора своими руками.
Схема изготовления инвертора своими руками.
Диагностика самодельного инвертора и его подготовка к работе
Собрать самодельный сварочный инвертор не весь процесс. Подготовительный этап также считается важной частью всей работы, где необходимо проверить, правильно ли работают все его системы, и как нужно настроить нужные параметры.
В первую очередь проводится диагностика оборудования, а именно подача напряжения 15 вольт на контроллер и охлаждающую систему сварочного аппарата, чтобы проверить их выдержку. Благодаря этому проверяется функционал механизмов и избежание перегревания во время эксплуатации агрегата.
При полной зарядке конденсаторов в агрегате, подключается к электросети реле, отвечающее за замыкание резисторов. С прямой подачей, без реле, есть риск взрыва аппарата.
При функциональности реле, напряжение в аппарат подается до 10 секунд. Достаточно важно узнать, сколько инвертор может во время сварки функционировать. Для этого он тестируется на протяжении 10 секунд. Если радиатор остается с прежней температурой, то время можно установить до 20 секунд, и т.д. до целой минуты.
Обслуживание самодельного сварочного инвертора
Для того, чтобы простой сварочный инвертор сделанный своими руками смог долго работать, за ним необходим грамотный уход. При поломке сварочного оборудования требуется снять корпус и аккуратно прочистить механизм при помощи пылесоса. В частях, куда он не достается можно воспользоваться кисточкой и сухой тряпкой.
В первую очередь, для самодельных инверторов нужно провести диагностику всего сварочного оборудования – проверяется напряжение, его вход и течение. При отсутствии напряжения необходимо проследить за функциональностью блока питания.
Также проблема может заключаться в сгоревших предохранителях конструкции. Слабым место считается и датчик, измеряющий температуру, который не ремонтируется, а заменяется.
После проведения диагностики необходимо обратить внимание на качество соединения электронных систем оборудования. Затем выявить некачественное скрепление на глаз либо используя специальный тестер.
При выявлении данных неполадок, они устраняются тотчас за счет доступных деталей, чтобы не спровоцировать перегрев и поломку всего сварочного оборудования.
Ошибочно считать, что созданный самостоятельно аппарат не позволит вам эффективно выполнять необходимую работу. Самодельным устройством с легкой схемой сборки можно сваривать элементы при помощи электрода в диаметре до 5 миллиметров и длиной дуги до 10 миллиметров.
После того, как самодельное оборудование будет включено в цепь, необходимо выставить автоматический режим с конкретным значением силы тока. Напряжение в проводе может быть около 100 вольт, что свидетельствует о каких-либо неполадках.
Чтобы устранить проблему надо найти схему сварочного инвертора, разобрать его и проверить насколько правильно он был собран.
Благодаря такому самодельному аппарату сварщик не только может сваривать однородный, темный металл, но также цветной и различные сплавы. Собирая такое устройство, необходимо помимо основ электроники, также иметь свободный период времени, чтобы осуществить задуманное.
Сварочный процесс при помощи инвертора – это нужная вещь в доме каждого мужчины для любых бытовых и промышленных целей.





