Способы гибки труб и профилей на трубогибочных и профилегибочных станках
Способ гибки труб определяется способом работы трубогиба, трубогибочного станка или станка для гибки труб. В практике существует множество способов гибки труб. Вот основные из них:
1. Гибка труб способом обкатки
2. Гибка труб способом намотки

3. Гибка труб способом волочения
4. Гибка труб способом вальцовки (3-х роликовая вальцевая гибка)

5. Гибка труб на 2-х опорах
6. Гибка труб способом растяжения

7. Гибка труб с внутренним гидростатическим давлением
8. Гибка труб через фильеру, имеющую кривую ось
9. Гибка труб по копирам
а так же, так называемые “дедовские” способы гибки труб с наполнением песком, заливки специальным легко расплавляемым составом, с установкой легко извлекаемой пружины. Такие “Дедовские” способы гибки применимы при выполнении одного или нескольких гибов, а для производства трубных деталей они не применимы.
Осуществляя поиск трубогибочного станка, для производства трубных деталей, целесообразно сосредоточить внимание на четырех основных способах холодной гибки труб, таких как:
- Наматывание;
- Обкатка;
- Вальцовка;
- Гибка труб на двух опорах.
Выбор способа гибки труб и соответствующего трубогиба зависит от диаметра трубы, толщины стенки трубы, материала трубы, радиуса гиба, требуемой точности, качества гиба, потребного количества изогнутых деталей, повторяемости изделий и ряда других факторов.
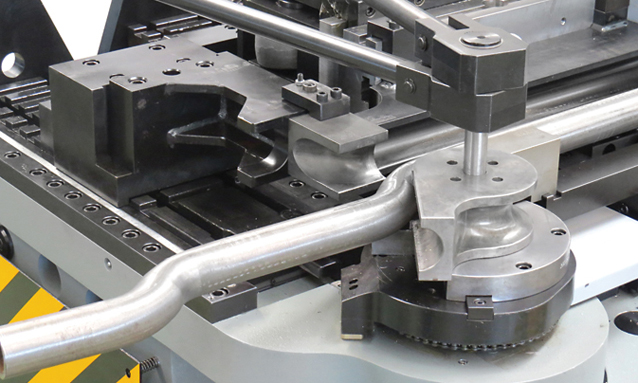
Трубогибочные станки работающие способом наматывания
Трубогибы и трубогибочные станки, работающие способом наматывания наиболее часто используются для гибки труб в авиационной и космической промышленности, автомобилестроении, тракторостроении, во всех сферах машиностроения, а так же при производстве мебели. Такие трубогибы позволяют получить качественные гибы трубы на маленьких радиусах гиба (от 1,5 диаметров трубы) обеспечивая высокую и абсолютную повторяемость геометрии пространственной гибке деталей .
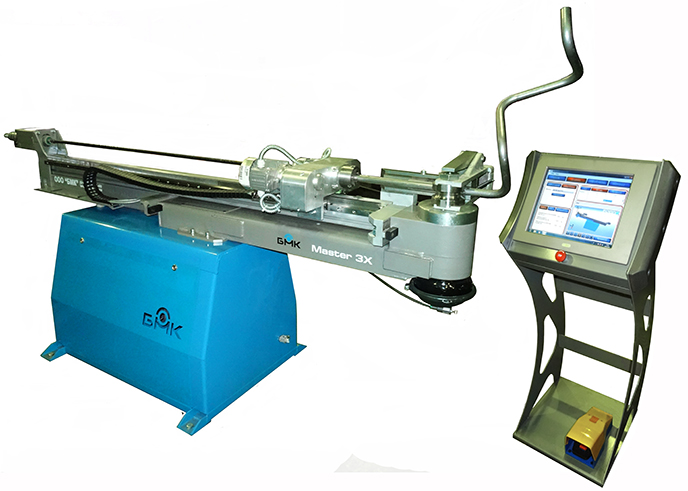 Автоматический трубогиб СЕ-51 серии MASTER.3X
Автоматический трубогиб СЕ-51 серии MASTER.3X
Трубогибочные станки, работающие способом наматывания, из-за высокой производительности, чаще применяется при массовом, крупносерийном и серийном производствах, однако и при штучном и при экспериментальном производствах этот метод гибки труб позволяет получить превосходные результаты.
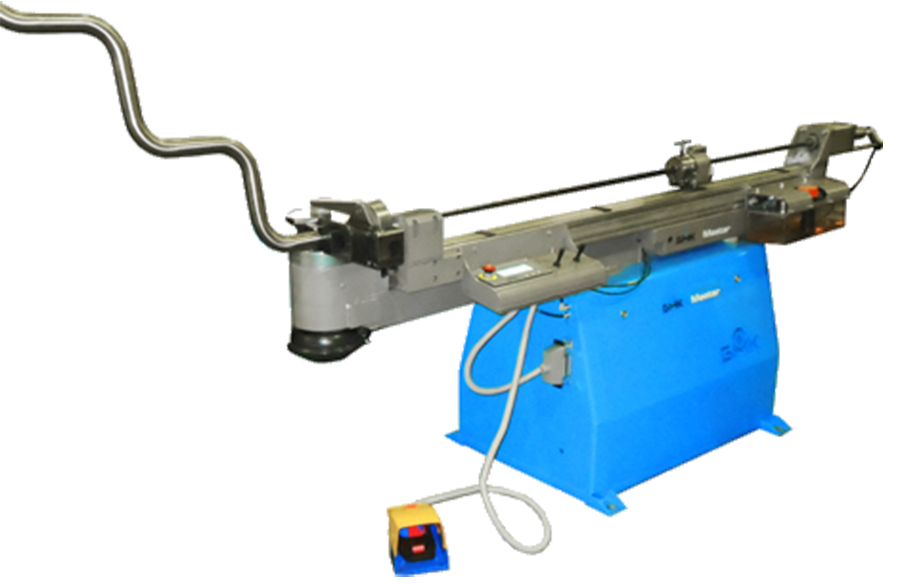
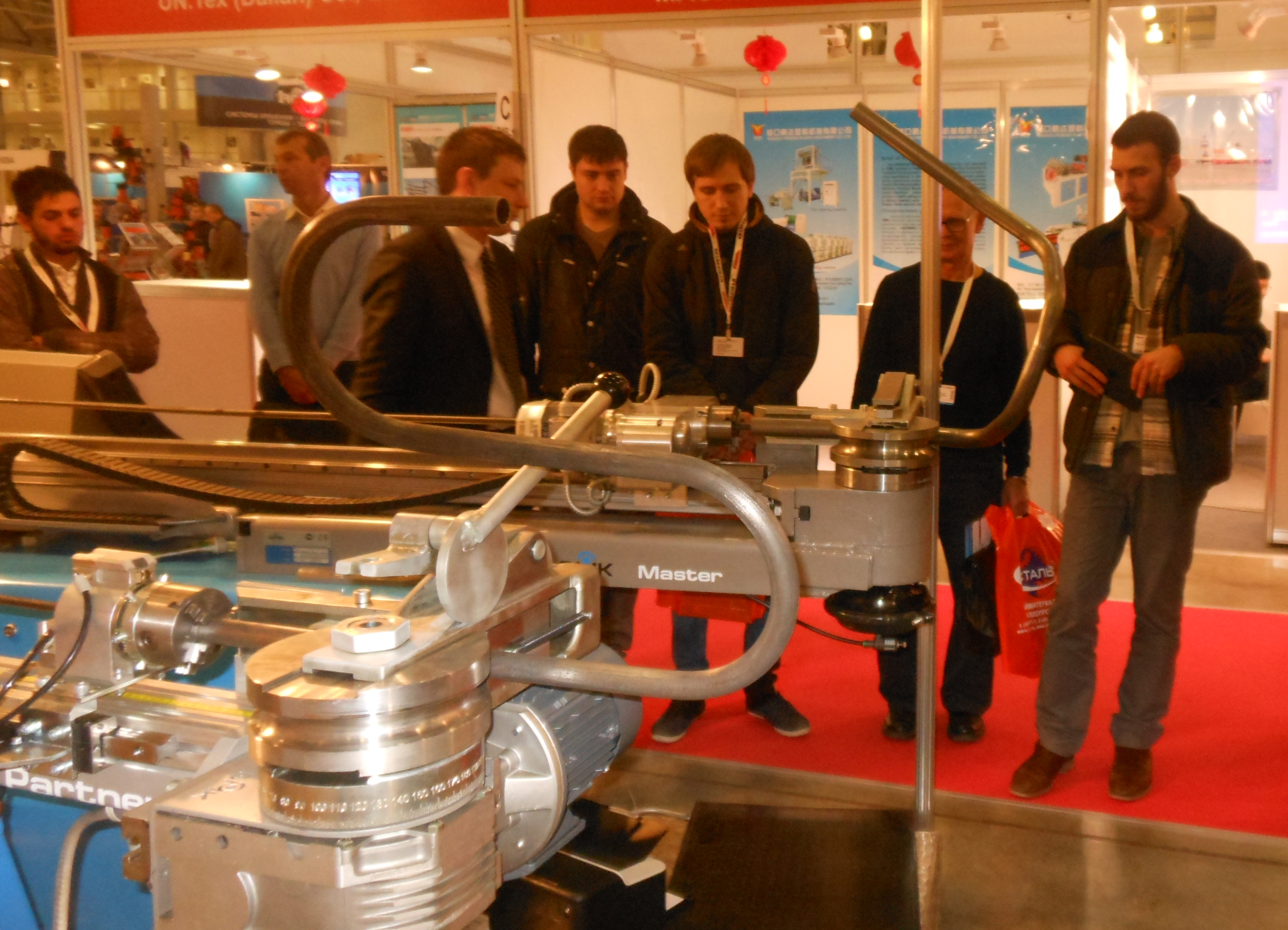
Полуавтоматический трубогиб СЕ-51 серии MASTER
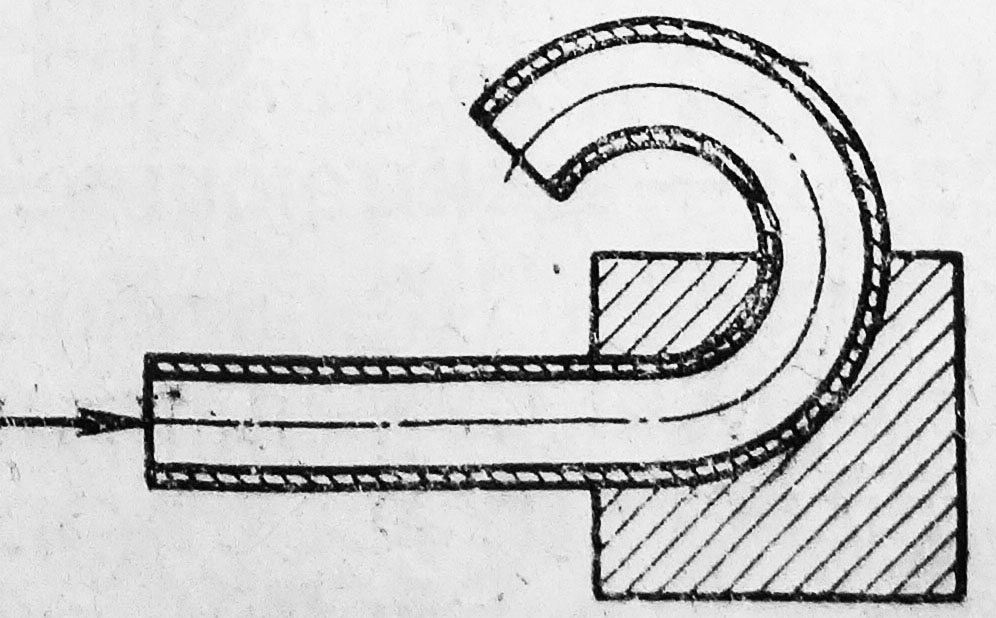
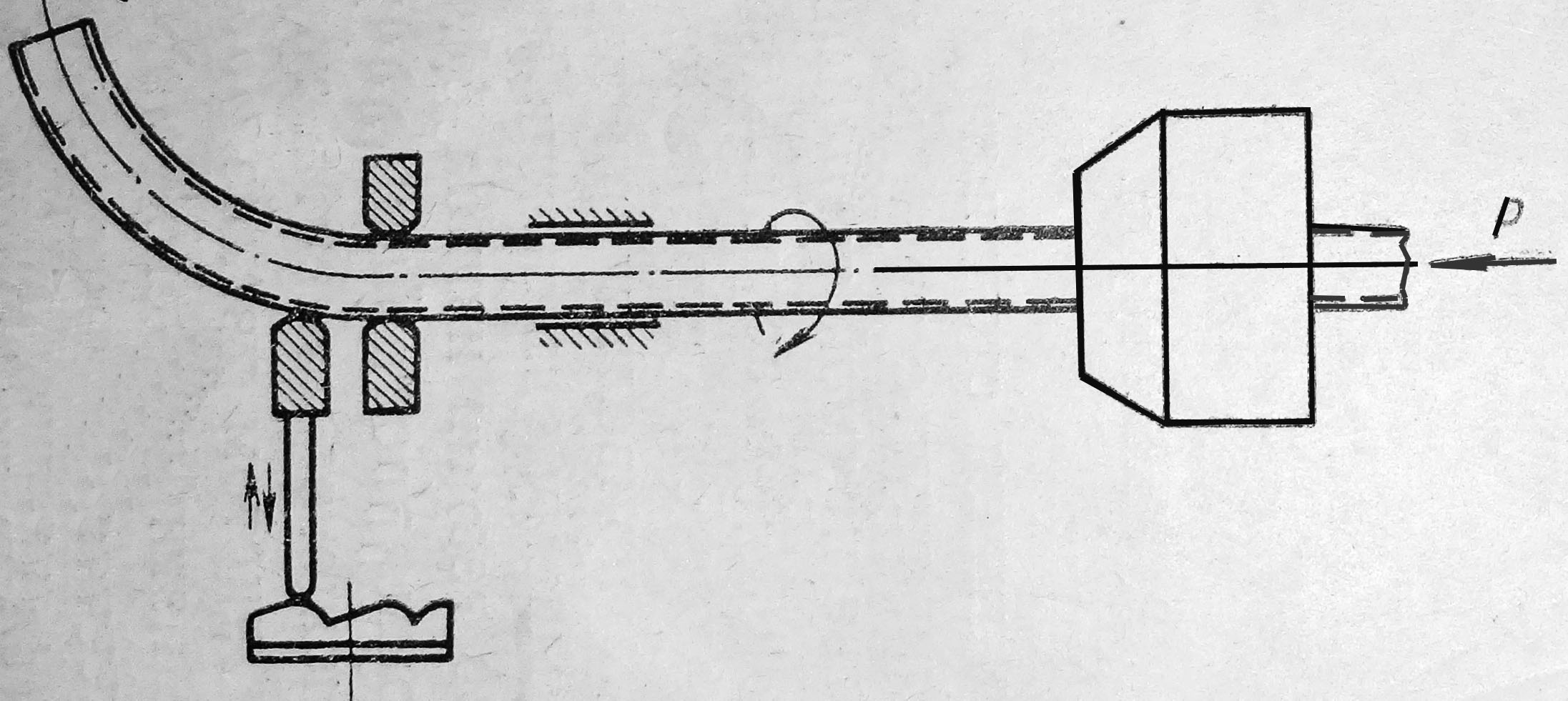
Принцип действия трубогиба работающего способом наматывания состоит в том, что труба одетая на дорн трубогибочного станка зажимом прижимается к ручью гибочного ролика, который вместе с зажимом поворачиваясь вокруг оси тянет за собой трубу, наматывая её на гибочный ролик, по радиусу ручья гибочного ролика, до требуемого угла гиба. При этом точкой опоры для изгиба труб служит вставка скользящего башмака, а дорн, находящийся внутри трубы, не позволяет трубе изменять первоначальное сечение (форму) трубы.
Автоматический трубогиб СЕ-51 MASTER.3X – гибка трубы на выставке
Следует отметить, что выдвижением дорна на трубогибе регулируется показатель овальности трубы в месте ее изгиба. В практике ООО “БМК” были случаи когда, при дорновой гибки труб способом наматывания , достигалось значение овальности (изменения сечения ) трубы не более 0,2- 0,3%. Трубогибы, производства ООО “БМК”, практически всегда при дорновой гибке труб на радиус гиба от 2D, обеспечивают овальность трубы в месте ее гиба не более 4%,что является достаточным для любых изделий, будь то ракеты, самолеты, автомобили или любые другие технически сложные механизмы.
Автоматический трубогиб СЕ-51 серии MASTER.3X в работе на выставке
Трубогиб работающий способом наматывания может работать, как с дорном так и без дорна.
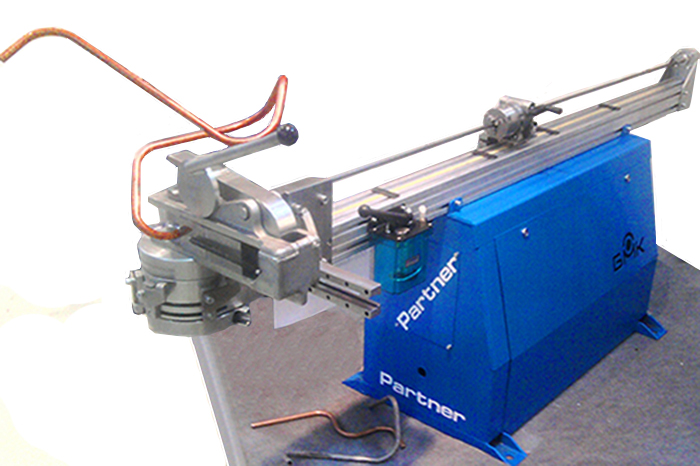
Ручной трубогиб СМ-30/3 PARTNER
Дорновые трубогибы и трубогибочные станки позволяет гнуть тонкостенные трубы на радиус гиба от 2 диаметров трубы, а толстостенные – от 1,5 диаметра труб, без образования гофр, с качеством гиба отвечающим требованиям космической и авиационной отрасли, атомной тепловой энергетики и общего машиностроения.
Бездорновые трубогибы и трубогибочные станки обеспечивает гиб только толстостенных труб на радиус более 3÷4-х диаметров трубы, а при бездорновой гибке тонкостенных труб, на указанные радиусы гиба, в процессе гибки на трубе всегда образуются заломы либо гофра.
Дорновые трубогибы, дорновые трубогибочные станки и дорновые трубогибочные машины работающие способом наматывания позволяют гнуть тонкостенные трубы в разных плоскостях с прямым участком между гибами от 1,5 диаметров трубы, а при наличии специальной оснастки прямой участок может быть сокращен до 0,1 диаметра трубы.
Оснастка для дорнового трубогиба состоит из:
- Гибочного ролика, с ручьем под конкретный типоразмер трубы, с жестко фиксированным диаметром ролика;
- Зажим трубы, с ручьем под конкретный типоразмер трубы;
- Вставка либо ролики скользящего башмака под конкретный типоразмер трубы;
- Дорн (может быть жестким или гибким) под конкретный типоразмер и материал трубы;
- Складкоразглаживатель (только для тонкостенных труб при маленьких радиусах гиба), под конкретный типоразмер трубы совмещенный с конкретным диаметром гибочного ролика.
Оснастка автоматического трубогиба СЕ-51 серии MASTER.3X
Оснастка для бездорнового трубогиба работающего способом наматывания аналогична оснастке дорнового трубогибочного станка за исключением того, что в комплекте оснастки для бездорнового трубогиба отсутствуют дорн и складкоразглаживатель.
В настоящее время в мире производится большое количество моделей трубогибочных станков, трубогибочных машин и различных трубогибов работающих способом наматывания, но сравнительный анализ возможностей, надежности работы (безотказности, долговечности, ремонтопригодности), простоты изготовления оснастки, удобства, простоты эксплуатации и обслуживания, производительности, стоимости и сроков изготовления несомненно выводит в лидеры производителя трубогибов – Балтийскую Машиностроительную Компанию, изготавливающую весь спектр дорновых и бездорновых трубогибочных автоматов, трубогибочных полуавтоматов и ручных трубогибов для трех координатной, пространственной гибки труб.
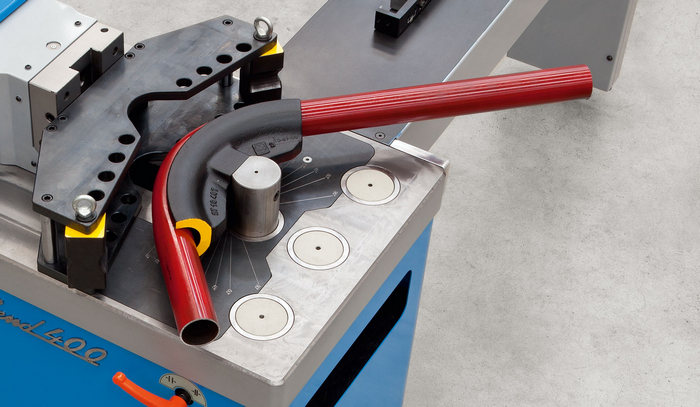
Трубогибочные станки работающие способом обкатки
Трубогибы и трубогибочные станки, работающие способом обкатки широко применяются в строительной отрасли , а так же при мелкосерийном и штучном производствах. Принцип работы трубогибов, работающих способом обкатки заключается в прижатии трубы к ручью неподвижного гибочного ролика обкаточным роликом. Ручьи обкаточного ролика и неподвижного ролика трубогиба должны соответствовать типоразмеру изгибаемой трубы. Фиксация (закрепление )трубы на трубогибочном станке происходит вне зоны движения обкаточного ролика.
 Трубогиб бездорновый RE-60 серии TECHNIC
Трубогиб бездорновый RE-60 серии TECHNIC
Способом обкатки, гнутся только толстостенные трубы, (например на трубогибах, типа RE-60 TECHNIC, с наружным диаметром до 60 миллиметров) на осевой радиус гиба не менее 3,5D, при этом изменение сечения формы (овальность) трубы в месте гиба может составлять до 10-12 %. Для достижения указанного значения овальности трубы в месте ее гиба на трубогибах и трубогибочных станках данного типа должно быть устройство позволяющее регулировать зазор между неподвижным и обкаточным роликами трубогиба.
В тех случаях когда необходимо изготовить простые детали с одним или несколькими гибами, к которым не предъявляется требований по качеству гиба – сохранению сечения трубы в месте гиба, сохранению геометрии и пространственных параметров изделия применимы трубогибочные станки и трубогибы работающие способом обкатки, так как такие трубогибы относятся к группе наиболее дешевых и простых трубогибочных станков.
Трубогибочные станки и профилегибочные станки для гибки труб (профилей) способом вальцовки.
Профилегибочные станки (3-х роликовые вальцевые трубогибы) предназначенные для гибки труб и специальных профилей в кольца сегментные дуги и спирали с заданным шагом подъема витка спирали. Эти трубогибы работают с профилями из любого материала – стали, нержавеющей стали, алюминия, меди, титана и их сплавов.
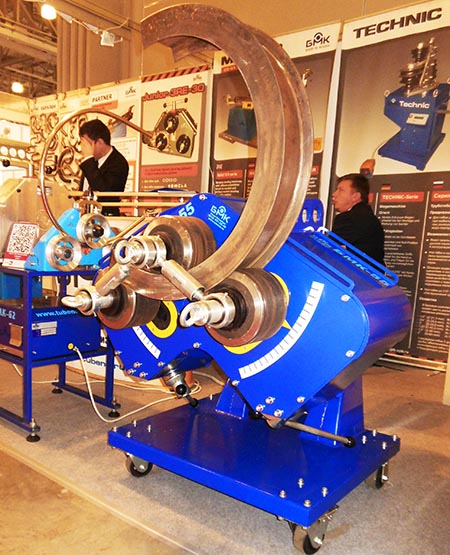 Профилегиб RE-80 серии БМК-55У – гибка двутавра на выставке
Профилегиб RE-80 серии БМК-55У – гибка двутавра на выставке
Работу таких трубогибов и профлегибов следует разделить на два этапа:
Первый этап – создание на трубогибочном станке преднатяга – задать кривизну ,радиус гиба трубы. Это может осуществляться путем приложения усилия средним подвижным роликом на трубу опирающуюся на два крайних ролика, либо путем приложения усилия на трубу через два крайних, подвижных ролика на трубу опирающуюся на средний ролик;
Второй этап – непосредственно гиб трубы, осуществляемый за счет силы трения между ведущими роликами профилегиба и изгибаемой трубой, где труба силой трения увлекается в направлении вращения ведущих роликов и изгибается на радиус заданной кривизны (преднатяга).
Если при гибке трубы или профиля на трубогибочных и профилегибочных станках не удается получить требуемый радиус гиба за один прогон, то операции первого и второго этапов повторяются до получения требуемого радиуса гиба на изделии.
На трубогибочных вальцах минимальный радиус гиба труб для очень толстостенных труб составляет- 5, для толстостенных-10, для тонкостенных более 10 диаметров труб.
Особо внимание следует уделять работе по первому этапу, так как от количества ведущих роликов и силы трения на них зависит усилие создаваемое для задания кривизны (радиуса) гиба трубы.
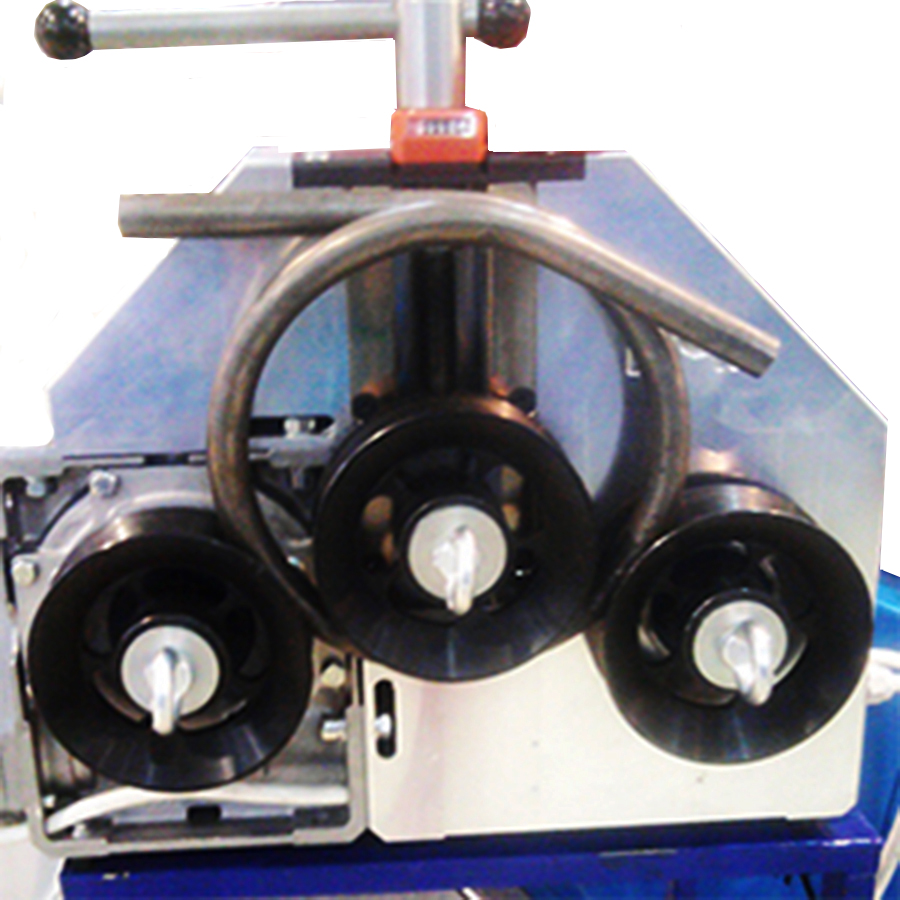 Трубогиб RE-30 серии JUNIOR – гибка трубы в кольцо
Трубогиб RE-30 серии JUNIOR – гибка трубы в кольцо
Для гибки черного металла трубогибочные вальцы оснащаются стальными гибочными роликами, а для гибки полированных труб- роликами из капролона. Однако, применение капролоновых роликов возможно только на трубогибах производства ООО “Балтийской Машиностроительной Компании” – 3RE-60 (БМК-55) и 3RE-80 (БМК-55У)- это единственная в мире серия вальцевых трубогибов у которых согласованы угловые скорости вращения гибочных роликов и линейные скорости прокатки профиля по всем 3-м роликам.
Качественная гибка труб на трубогибах и профилегибах обеспечивается соответствием ручьев гибочных роликов типоразмеру трубы. Применение наборных роликов удешевляет стоимость оснастки, но резко снижает качество гибов, особенно на тонкостенных и полированных трубах.
Трубогибы для гибки труб на двух опорах
При выполнении работ по прокладке и ремонту трубопроводов непосредственно на строительной площадке, в стесненных условиях, в подвалах и т.д., широко применяются трубогибы арбалетного типа, принцип работы которых заключается в приложении изгибающего усилия гибочным сегментом на трубу лежащую на двух опорах. Изгибающее усилие на гибочный сегмент может подаваться от гидравлического, пневматического, электрического или механического источника энергии. Этот тип трубогибов предназначен для штучных гибов труб в стесненных условиях. Качество гибов труб, на таких типах трубогибов, и повторяемость геометрии пространственных деталей, ни коем образом не отвечает требованиям промышленного производства. Однако, такие трубогибы арбалетного типа с рычажными и храповыми приводами производятся и широко применяются при выполнении ремонтных работ службой горячего и холодного водоснабжения.
В настоящей статье мы рассмотрели способы гибки труб получившие наибольшее распространение. Другие способы гибки труб применяются крайне редко или требуют больших затрат на производство специальных трубогибочных станков при их низкой производительности.
Данная статья про способы гибки труб и профилей на трубогибах и профилегибах – интеллектуальная собственность ООО “Балтийской Машиностроительной Компания” Любое копирование этой статьи полное или частичное являеся нарушением авторских прав владельца.
БАЛТИЙСКАЯ
МАШИНОСТРОИТЕЛЬНАЯ
КОМПАНИЯ
198097, Россия, Санкт-Петербург, пр. Стачек 47
(территория ОАО “Кировский завод”)
Телефон/факс: +7 (812) 331-08-40, 331-39-70
Телефон по Кировскому заводу: 71-340, 71-390
125599, Россия, г. Москва, 78 км МКАД, д.14, корп. 1
Телефон/факс: +7 (495) 133-96-88
Монтаж медных труб
Главная → Изделия на заказ → Статьи → Как производится расчет гибки металла
В технологии холодной ковки для обработки металлических изделий используется специальное оборудование, которое производит деформацию заготовки. На металлический лист или профиль действуют усилия, которые одновременно сжимают материал с внутренней стороны и растягивают его по внешнему контуру.

Пример расчета радиуса профильной трубы
При гибке металла могут возникать деформации, которые приводят к искривлению соосности и появлению разрывов в структуре металла. Чтобы избежать потери свойств материала, специалисты производят расчет гибки металла.
ВАЖНО: При гибке металла учитывается предельное соотношение толщины материала, длина профиля и радиуса изгиба заготовки. Если выйти за предельные значения в соотношении этих параметров, происходит потеря механических свойств.
Предельное значение удлинения металла при холодном изгибе металла без потери свойств на основе эмпирических данных составляет всего 7%.
Методы гибки труб без приспособлений
Очень часто бывают случаи, когда трубу нужно согнуть именно сейчас и не позже. К сожалению, не в каждом доме найдется трубогиб, и приходится самостоятельно что-то выдумывать.
Главное, при использовании подручных средств не переусердствовать, каждому понятно, что будет, если перегнуть трубу. Это и возможное ее повреждение, лишняя деформация, неправильный поворот и т.д. Итак, рассмотрим некоторые методы «горячей» гибки труб из разных материалов.
Пример расчета по формулам
Чтобы наглядно показать, как специалисты создают заготовки, рассмотрим пример расчета максимального значения гибки профильной трубы по радиусу.
Радиус, при котором наступает предельно-допустимая деформация, определяется по формуле:
Rmin = 20 × S
где S – толщина стенки профильной трубы, мм.
По значению минимально возможного радиуса определяют радиус по центральной оси трубы:
R = Rmin + 0,5 × D
где D – расчетный диаметр трубы, мм.
Чтобы использовать универсальную формулу для нахождения максимально допустимого радиуса изгиба трубы, следует найти критерий тонкостенности трубы. Определяется он по формуле:
Посчитав коэффициент, можно подставить его в универсальную формулу:
R = 20 × KT × D + 0,5D
Если значение R получилось больше значения, установленного специалистом для гибки заготовки по радиусу, можно смело использовать холодную ковку. Металл при деформации сохранит свою структуру, а стенки не разрушатся под давлением. Если значение R оказывается меньше, необходимо применить предварительный нагрев заготовки, чтобы сохранить механические свойства.
Стандарты и приспособления
Естественно, для каждой трубы применяют свои стандартные углы. Этот показатель, как уже говорилось, зависит от материала и диаметра. Чаще всего встречаются изделия с поворотами и гибкой при строительстве домов. Для этого применяют специальные приспособления – трубогибы. Рассмотрим самые часто применяемые. Итак, трубогибы бывают:
Радиус гиба трубы
- ручные;
- гидравлические;
- электромеханические;
- плоскопараллельные пластины;
- стальная пружина.
Зависимость критерия тонкостенности к расчету гибки металла
Специалисты обязательно используют правки для заготовок, у которых параметр тонкостенности находится в пределах 0,03 T
R ≥ 9,25 × ((0,2 – KT) × 0,5
Если правильно произвести расчет гибки металла, заготовке можно будет придать частичную или полную форму с изогнуто-плавными элементами. При этом будет отсутствовать зависимость от сечения профиля.
Способы сгибания труб
Исходя из требуемого угла загиба, материала и диаметра трубы, гибку можно осуществить вручную или с применением специального оборудования. Различают также горячую и холодную гибку, с наполнением полости трубы и без ее наполнения.
Здесь схема и рекомендации по расчету параметров гибки труб, следование которым является гарантией хорошего результата. После прекращения воздействия нагрузки возникает такое явление, как пружинение, прямо пропорциональное модулю упругости материала. Величина возможной деформации также зависит от примененного метода гибки и геометрии объекта
Специфика горячей технологии
Выбирают этот метод, когда нужно согнуть трубу диаметром от 10 см. Деформируют трубы горячим способом как вручную, так и с применением механизмов. Существует такое понятие, как минимальный радиус изгиба. Протяженность зоны трубы, которую необходимо нагреть, определяют исходя из диаметра трубы и угла изгиба. При этом закругление не может быть меньшим, чем диаметр трубы, умноженный на 3.
Находят длину нагреваемого участка по формуле:
L = α х d / 15
В формуле: L — искомая длина в мм, α — угол изгиба в градусах, d — диаметр трубы снаружи в мм, 15 — коэффициент. Допустим, трубу диаметром 200 мм нужно изогнуть под углом 60⁰, тогда L = 60 х 200/15 = 800 мм, т.е. 4 диаметра.
Минимально допустимую величину радиуса изгиба для водогазопроводных труб в соответствии с требованиями ГОСТ 3262-92 можно взять из таблицы
Чтобы согнуть трубу, ее нужно нагреть до 900⁰. Оптимальная температура для начала гибки 760⁰, а на конец — 720⁰С. При пережоге ухудшаются прочностные характеристики материала. В процесс горячего изгиба входит несколько операций:
- изготовление шаблона;
- набивка песком;
- разметка участка;
- нагрев;
- изгибание.
Чтобы не деформировалось сечение трубы и на внутренней ее части в месте изгиба не образовывались сладки, внутреннее пространство набивают кварцевым песком. Предварительно его сушат и прокаливают, с целью удалить органические примеси при температуре от 150 до 500⁰, а после пропускают через мелкое решето с размером ячеек 3,3 х 3,3 мм. Перед тем как начать набивку трубы, нужно заглушить один ее конец.
В качестве заглушек применяют деревянные или металлические пробки, имеющие отверстие для выхода газов. Мелкий и влажный песок использовать нельзя, т.к. первый при термическом воздействии спекается и крепко пристает к стенкам труб. Второй, в результате образования пара, способствует возникновению высокого внутреннего давления, что может стать причиной вылета пробки. Недопустимо наличие в набивке камешков, они могут продавить стенку трубы.
Процесс набивки трубы очень трудоемкий, поэтому ее транспортируют к вышке и придают ей слегка наклонное или вертикальное положение. Так как качество изгиба находится в прямой зависимости от уплотнения набивки, трубу на протяжении процесса непрерывно обстукивают. Глухой звук свидетельствует о хорошем наполнении заготовки.
Перед тем как приступить непосредственно к главной операции, на набитой песком трубе прорисовывают участки будущих изгибов, приложив шаблон. Нагревают трубы в печах или горнах. Сгибают как вручную, так и механизированным способом.
В последнем случае используют специальные плиты, оснащенные упорными стойками, с помощью которых фиксируется нагретый участок трубы и прижимами, служащими для удержания конца трубы на плите. На противоположный торец трубы надевают трос, натяжение которого с помощью лебедки или шпиля и заставляет трубу изгибаться.
Чтобы стенки трубы не деформировались, в пространство стойка-труба помещают прокладки — прямые или изогнутые. Свободный конец с надетым на него тросом подстраховывается при помощи подставки. Во время процесса осуществляют контроль геометрии трубы, периодически прикладывая к ней шаблон.
Изогнув трубу под нужным углом, из нее удаляют пробки путем выжигания или просто выбивают их. Песок высыпают, трубу очищают и промываю. Выполняют окончательную проверку изгиба при помощи шаблона.
Гибка холодным методом
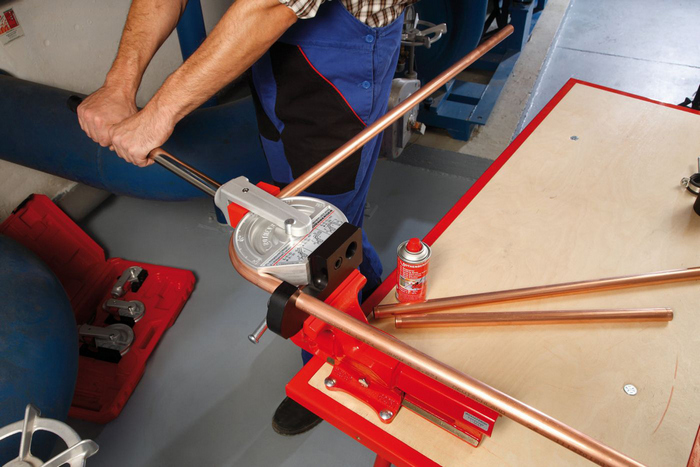
Для изменения конфигурации труб небольших диаметров используют различные ручные приспособления, для больших — механизированные трубогибы. В домашних условиях чаще всего требуется гибка труб водопроводных, для системы отопления. Гибка трубы под 90⁰ называется отводом, 180⁰ — калач, с образованием уступа — утка, в виде петли — скоба.
На таком приспособлении выполняют гибку труб диаметром до 2 см. Его крепят к верстаку посредством плиты (1) и ступицы. Ролик-шаблон (6) закреплен на общей оси плиты и ступицы. Подвижный ролик (2) зафиксирован скобой (4), имеющей рукоятку (3).Трубу размещают между роликами с таким расчетом, чтобы конец ее вошел в хомут (7). Скобу посредством рукоятки поворачивают вокруг шаблона до получения нужного угла загиба
Для ручной гибки существуют и другие приспособления. В домашних условиях для изготовления змеевика для нагрева воды, трубку из нержавейки диаметром около 20 мм просто наматывают на отрезок трубы большого диаметра. Предварительно на большую трубу наваривают скобу, укладывают ее на опоры и зажимают.
Трубку плотно набивают песком и закрывают пробками, затем вставляют в скобу и начинают навивку. Трубу, используемую в качестве шаблона, нужно прокручивать, поэтому потребуются усилия как минимум двух человек. Закончив навивку, змеевик ровняют.
На таком приспособлении сгибают трубы диаметром до 2 см. Его крепят к верстаку посредством плиты (1) и ступицы. Ролик-шаблон (6) закреплен на общей оси плиты и ступицы. Подвижный ролик (2) зафиксирован скобой (4), имеющей рукоятку (3).Трубу размещают между роликами с таким расчетом, чтобы конец ее вошел в хомут (7). Скобу посредством рукоятки поворачивают вокруг шаблона до получения нужного угла загиба
Гибку трубы из нержавеющей стали или другого материала в домашних условиях можно выполнить и на самом простом приспособлении. Его целесообразно применять при небольших объемах работ. Для изготовления примитивного трубогибочного приспособления нужна плита из бетона, штыри из металла и перфоратор. Плиту делят на клетки 40 х 40 или 50 х 50 мм. По углам клеток просверливают при помощи перфоратора отверстия и вставляют в них штыри.
Трубное изделие вставляют межу штырями и, прилагая усилие, загибают. Точность при таком способе гибки не идеальная, но для использования заготовки в домашних условиях вполне достаточная. Для гибки с более высокой точностью можно использовать приспособление, изготовленное на основе домкрата.
Для изготовления такого приспособления нужен домкрат, выдерживающий 5-тонную нагрузку, крепкое основание и штыри. Трубы сгибают при помощи башмаков. Размер этих элементов должен соответствовать параметрам изгибаемой трубы
Чтобы внутренний просвет трубы не деформировался, применяют средства, противодействующие этому процессу изнутри. В качестве внутренних ограничителей чаще всего используют песок. При этом в один конец трубы вставляют заглушку, а через второй насыпают песок, затем и его забивают пробкой. Далее, выполняют изгиб.
Иногда ограничителем служит пружина, специально изготовленная для этой цели. Для навивки используют проволоку диаметром от 1 до 4 мм. Пружина должна свободно войти в трубу в точке сгиба, снаружи оставляют часть проволоки. После выполнения изгиба пружину удаляют, потянув проволоку. В случае работы с трубой, имеющей в сечении квадрат, для изготовления пружины подбирают проволоку с таким же сечением.
Подойдет для этой цели и пучок проволоки, состоящий из отдельных отрезков, которые по одному заталкивают вовнутрь до места будущего сгиба. После завершения операции отрезки также по одному извлекают. Вручную можно согнуть нержавеющую трубу сечением до 4 см и толщине стенки 0,3 см.
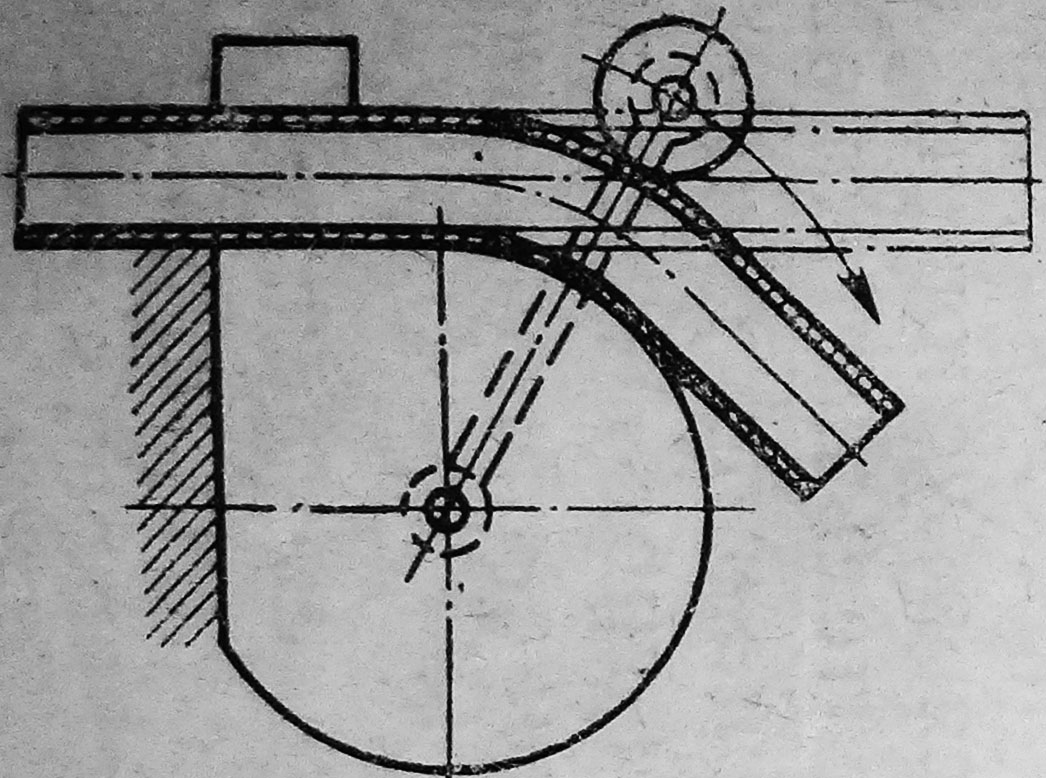
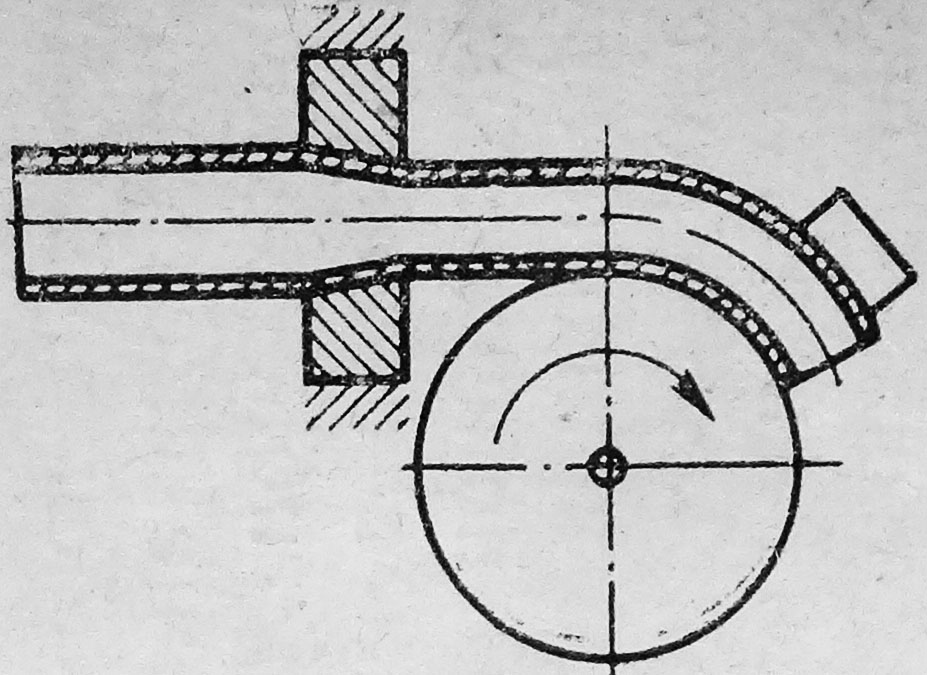
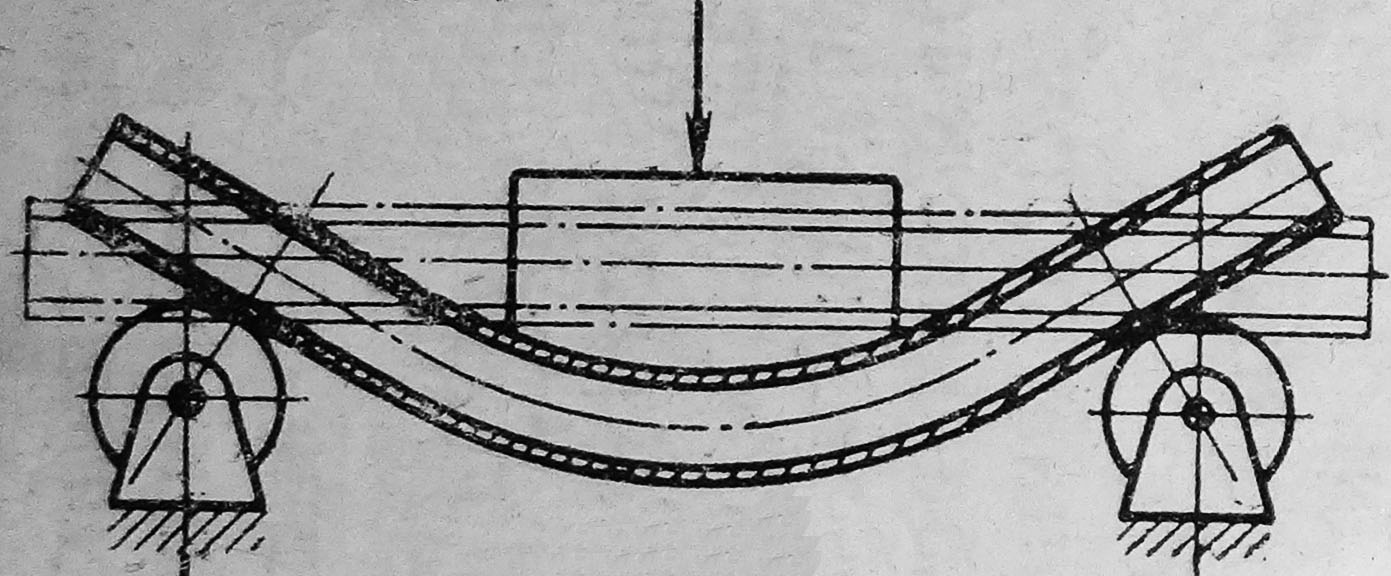
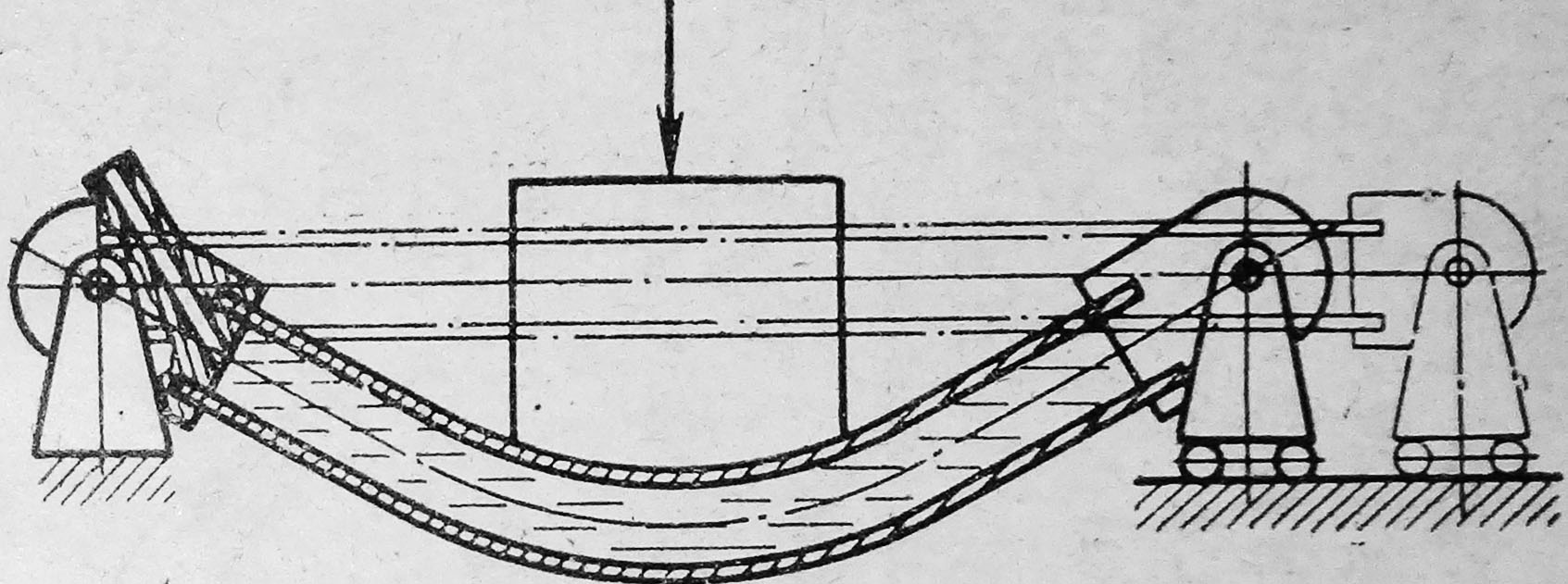
На фото — существующие методы ручной гибки труб: с обкаткой, путем наматывания, на двух опорах, путем гибки с волочением. Последний метод применяется для цельнотянутого тонкостенного трубного материала. Таким способом сгибают трубы малой длины на небольшой угол
Для работы с большими диаметрами необходимо профессиональное оборудование. Есть трубогибочные станки, укомплектованные дорном. Этот конструктивный элемент — обыкновенный металлический прут.
На станках-трубогибах можно изгибать трубы с различной геометрией сечения. Это универсальное оборудование, т.к. возможна гибка изделий с большим диапазоном диаметров и из разных материалов начиная с углеродистой стали и заканчивая трубами из цветных металлов. Наиболее сложные станки имеют электронное управление
Перед тем как начать процесс гибки, его помещают внутрь, чтобы предупредить деформацию стенок трубы. Дорны, входящие в комплект, имеют разное сечение, поэтому можно подобрать нужный для определенного диаметра трубной продукции.
Дополнительные рекомендации
Если не выполнять предварительные расчеты допустимых радиусов, а также силы и скорости деформации, тогда произойдут критические деформации:
- внутренняя сторона профильной трубы при сдавливании сомнется неравномерными складками;
- на участке с максимальным радиусом произойдут разрывы стенок из-за предела радиальной силы.
Для выполнения холодной ковки оптимальным вариантом становится использование листовых или профильных заготовок с толщиной до 10 мм. На практике, когда выбранный листовой материал или профильные трубы не позволяют выполнить изгиб по заданному радиусу, специалисты принимают решение об использовании другого металла или используют технологии предварительного нагрева до высоких температур.
Есть вопросы? Закажите обратный звонок!
Гидравлические трубогибы
Эти устройства также применяются для сгибания труб небольшого диаметра. Здесь приложение небольшой силы компенсируется за счет специального гидроцилиндра. Использование этого приспособления заключается в определении места сгиба и дальнейшем проведении этой процедуры, предварительно вставив один край в приспособление. Далее при помощи рычага просто нужно выполнять поступательные движения. Здесь также обязательно нужно учитывать минимальный радиус гиба трубы.
Способы гибки труб по радиусу и самодельный вклад
Есть такая процедура, как гибка трубы по радиусу. Она позволяет значительно экономить время при сборке различных конструкций из металлических элементов. Можно, конечно, мучатся, и создавать все из отдельных отрезков при помощи болгарки и сварочного аппарата, а можно просто использовать цельную трубу и согнуть ее при помощи трубогиба.
Создаем форму при помощи машин
Если используется машинный способ, то это называется механическая деформация, где есть возможность контролировать степень деформации. Для этой цели используются специальные станки, где деталь помещается промеж движущегося вальца и с обеих сторон зажимается деформирующим цилиндром. При этом последний элемент расположен промеж первых, таким образом, чтобы была возможность изгибать трубу на весу, при этом транспортные цилиндры играют роль опоры.

Таким образом, можно самостоятельно контролировать радиусы гибки труб, что существенно влияет на производительность. Чтобы конечный результат выглядел более аккуратно, весь процесс выполняется в несколько заходов. Для этого, правда, требуется деталь несколько раз вынимать и заново вставлять в фиксаторы. В такой работе всегда имеется шаблон, на который равняют рабочую деталь.
Данный способ позволяет сохранить первоначальные размеры материала, при этом для этого нет необходимости разогревать металл, чтобы он стал податливым. А если есть опыт и соответствующие трубогибы, то создать кольцо особого труда не составит.
Но сразу стоит отметить, что эта технология применима с учетом позволительного минимального радиуса. А для того чтобы иметь этот показатель, необходимо провести вычисления с ориентировкой на внешние размеры элемента, с которым предстоит работать. Этот момент, на самом деле, очень важен, так как, зная минимальные радиусы гибки труб, можно избежать появления трещин на изделии в процессе, металл, по сути, будет растягиваться. К тому же, без этого, есть вероятность, что, когда конструкция будет готова, она попросту разрушиться от собственного веса.
Ручная работа
Не редко в домашнем хозяйстве возникает необходимость согнуть трубы, чтобы с ними можно было работать, например, при создании теплиц или беседок. В таком случае не обязательно иметь под рукой трубогиб, понадобятся всего лишь шаблоны (может быть в виде частокола из арматуры) и наполнители.
Инструкция выполнения такого процесса может выглядеть следующим образом:
- Сначала необходимо определиться с размерами элементов. Далее необходимо образец подготовить, для чего одну из сторон оснащают плотной пробкой, а через другой конец в трубу засыпают песок и заливают воду.
- После этого свободный конец также закупоривается.
- Затем деформируемую деталь фиксируют в шаблоне одним из концов. Прикладывая усилия на другую сторону, производят гибку трубы, при этом постепенно продвигая ее вперед, дабы была возможность придать изделию необходимую окружность.
Этот вариант самый элементарный, поэтому и имеет несколько своих недостатков:
- во-первых, необходимо обладать не дюжей силой, чтобы провести весь процесс самостоятельно, особенно если предстоит гнуть несколько элементов;
- во-вторых, контролировать угол изгиба достаточно тяжело, поэтому нет гарантии, что изделие будет иметь равномерный радиус;
- в-третьих, получить конструкцию высокого качества достаточно затруднительно.

Подготовка трубы для гибки с заморозкой
Хотя ради справедливости, стоит отметить, что при этом методе есть возможность контроля деформирующего усилия, а значит, риск повредить металл значительно ниже.
Приспособления
Гибка профильной трубы по радиусу производиться при помощи такого инструмента, как трубогиб. Он может быть ручного или механизированного типа.
Что касается первых моделей, то агрегат начинает работать от прилагаемой силы, которая в свою очередь приводит в действие привод подачи элемента и генератор искажающего действия. Во втором случае, машина работает от электрического привода, который запуская крутящий момент на движущих цилиндрах. При этом сам генератор может запускаться при воздействии на него оператором или от привода гидравлического типа.
Самыми популярными и на производстве, и в домашнем обиходе являются профелегибы («ПГ»). Есть несколько моделей, которые позволять сделать работу самостоятельно:
- ПГ1. Данный трубогиб имеет компактные габариты (до 4хсм), которые позволяют иметь его дома. Поэтому такой инструмент часто можно встретить в арсенале у слесарей или сантехников. Он позволяет создавать минимальные радиусы значением до 18см, а если необходимо создавать кольцеобразные детали, то их диаметр будет достигать 60см.
- ПГ2. Данный агрегат также малогабаритен, но в отличии от своего первого собрата, имеет увеличенную мощность. Поэтому при помощи него, есть возможность работать даже с трубами 60милиметрового размера. Минимальное значение радиуса составляет – 220мм, а диаметра – 600мм.
Сразу стоит отметить, что такие станки имеют вполне высокую цену. Поэтому многие умельцы предпочитают создавать такие инструменты собственноручно. Для тех, кто не желает возиться с такой работой, есть большое количество компаний, которые предоставляют услуги по гибке труб.
Самодельный инструмент
В основе конструкции такого агрегата лежит трехвальцовая система. Поэтому для тех, кто желает своими руками собрать трубогиб, необходимо сначала понять, что это такое, а уже далее приступать к работе по сборке.
Для создания домашней машины, необходимо выполнить следующие действия:
- В первую очередь необходимо создать каркас. Для этой цели из 4х швеллеров создается прямоугольная рама, для чего используется сварочный аппарат.
- Далее на центр необходимо приварить кронштейн (форма «П»), а к центру верхнего ребра – гайку, которая в последующем будет служить основой под струбцины. После этого в нее необходимо вкрутить винт с маховиком. Его цапфа будет иметь контакт с движущейся плитой, перемещающейся в выемках боковых сторон кронштейна.
- На саму пластину необходимо приспособить валец, который укрепляют между ее боковых ножек. В таком случае прижимное усилие будет обеспечиваться штативом.

Такой самодельный элемент достаточно прост в эксплуатации, поэтому гибка труб по радиусу проходит легко. Рабочий элемент кладут на движущие цилиндры и фиксируют при помощи деформирующего ролика, после чего закрепляют винт. Вращающаяся ручка будет приводить в движение трубу, а та постепенно будет проходить через деформирующие детали.
Рекомендации по гибке труб
Для тех, кто будет выполнять такую процедуру впервые, не лишним будет ознакомиться с теми советами, которые дают профессионалы новичкам:
-
Если возникает необходимость работать с трубами, диаметр которых превышает 10см, то их предварительно необходимо разогреть, чтобы металл стал более податливым. С этой целью производят такую процедуру, как отжиг. При этом необходимо использовать наполнитель, для которого вполне подойдет сухой песок мелкой фракции. Он поможет избежать образования трещин, вмятин и прочих деформаций тела трубы. В роли заглушек можно использовать дерево или глину. Но тут уже тогда следует не забывать о средствах защиты – перчатках.

Гибка трубки на специнструменте
Следует знать, что гибка профильных труб должна выполняться только после того, как будут учтены все нижеизложенные моменты:
- каков диаметр рабочего элемента, так как от этого будет зависеть способ гибки;
- толщина имеющихся стенок влияет на выбор оборудования, чем они толще, тем большее усилие необходимо будет прилагать;
- из чего сделана профильная труба, чтобы определить минимальные радиусы гибки труб;
- какая необходима будущая окружность.
На самом деле гибка труб по радиусу не так уж и сложна, главное помнить о технике безопасности. Если за работу браться в первый раз, то лучше потренироваться на ненужных трубах, так как не всегда сразу же получается сделать необходимый радиус.
Методы гибки труб
Череповецкий завод занимается производством качественных конструкций из металла на протяжении 55 лет. В процессе изготовления мы используем технологию гибки труб.
Без труб, согнутых под углом, не обходится ни один строительный проект. Изделия используются в нефтяной и химической промышленности. Гибка труб не нарушает их целостность, а также обеспечивает надежность и привлекательный внешний вид деталей.
Преимущества гибки труб перед сваркой или резьбовым соединением:
- снижение материалоемкости;
- снижение трудоемкости при создании конструкции;
- отсутствие негативного воздействия на металл;
- улучшенные показатели гидроаэродинамики;
- лучший внешний вид конструкции;
- улучшенная герметизация.
Технология гибки труб бывает разная. Выбор метода зависит от множества факторов:
- материала изготовления;
- профиля;
- толщины изделия;
- радиуса сгиба;
- показателей прочности и долговечности;
- диаметра профиля и т.д.
Особенности процесса гибки труб
В процессе гибки на трубу действуют две силы: радиальные и тангенциальные. Первые способствуют деформации сечения, а вторые – формируют складки. Идеальным результатом считается отсутствие гофр на стенках и сечение трубы, оставшееся без изменений. Процесс гибки сокращает количество швов от сварочных работ при прокладке трубопровода.
Основные технологии гибки труб
Технология гибки труб бывает механическая и ручная. Существует также горячая и холодная гибка труб. Выбор оптимального метода зависит от вида материала, его габаритов и угла изгиба.
Горячая гибка труб
Горячий метод позволяет согнуть даже самые жесткие трубы. Гибка происходит как вручную, так и с применением оборудования. Технология довольно трудоемкая, она предполагает предварительную подготовку изделия (нагрев) и использование наполнителей. В качестве второго используют очищенный речной песок без органических объектов, мелких частиц и содержания влаги.
Гибка горячих труб происходит под воздействием в +900 градусов. Пережоги и дополнительные нагревы могут ухудшить качественные характеристики изделия. Размер части, которая нагревается, зависит от радиуса и размера сечения. В конце процесса убирается песок и заглушки, а затем промывается внутренняя поверхность трубы.
Ручная гибка горячим методом осуществляется с помощью наматывания на калибр и деформации на опорах.
Механическая горячая гибка труб практикуется на вальцевых трубогибах. Изделие нагребают перед подачей в оборудование.
Холодная гибка труб
Холодная гибка труб часто применяется для цветных металлов диаметром до 4 см. Вручную процедура выполняется с помощью наматывания изделия на шаблон и деформации на опорах.
Перед наматыванием на шаблон трубу наполняют песком или солью. Затем берут калибр и гнут трубу, наматывая ее вокруг оборудования. Данный способ подходит для изделий из латуни, дюраля или другого пластичного материала.
Деформация на опорах выполняется следующим образом: изделие устанавливается на две опоры, затем наносят удары в центральную точку. Под действием ударов труба начинает сгибаться.
Механическая холодная гибка труб предполагает обязательное применение дорна – стабилизатора. Его размещают в рабочем участке изделия, чтобы не допустить деформации его стенок. Дорн может быть двух видов. Жесткий изготавливают из твердого металла с одним закругленным концом, а гибкий – имеет несколько гнущихся сегментов на конце. Дорн позволяет сохранять формы стенок и извлекается после завершения процесса гибки.
Переносные трубогибы
Если металлоконструкции нужно согнуть на месте производства, используют технологии, которые подразумевают применение трубогибов. Они бывают:
- Рычажные. Гибка труб выполняется благодаря силе человека. Мастер работает при помощи длинной рукоятки и может согнуть изделие до 180 градусов.
- Арбалетные. Оборудование размещается на двух опорах, которые вращаются вокруг собственной оси. Арбалетные трубогибы применяются для изделий из нержавеющей стали диаметром до 10 см под углом в 90 градусов.
- Электрические. Оборудование позволяет осуществлять гибку труб на сегментах разного радиуса.
Достоинства электрического трубогиба:
- возможность выставлять угол до 180 градусов;
- универсальное применение;
- компактность;
- легкий вес;
- автоматическая работа;
- плавная смена режимов работы;
- простая эксплуатация.
Оборудование будет работать даже без электричества, благодаря встроенному аккумулятору.
Станочная гибка труб
Станочная гибка труб – наиболее используемая технология. Она осуществляется при помощи трехроликового вальцевого трубогиба. Оборудование работает по методу холодного деформирования трубы. Трубогиб работает с абсолютно любым видом металла, подходит для изделий круглого сечения или профилей. Оборудование полностью универсально.
Применение станочной гибки труб позволяет предотвратить деформацию изделий и получить качественный результат. Технология позволяет обрабатывать трубы более 5 метров, что удобно в процессе строительства. Угол работы составляет не более 360 градусов.
Принцип станочной гибки труб: один конец захватывается и фиксируется, а затем закручивается на колодку под необходимым углом.
Способы гибки труб большого диаметра
Трубы большого диаметра (до 30 сантиметров) нагревают, сгибают с использованием электрического тока, а затем охлаждают. Технология гибки состоит из механической и электрической частей. Вторая включает в себя установку с высокой частотой. Трубы нагреваются и в таком виде деформируют. Чтобы подобрать оптимальный угол сгиба, применяют отклоняющийся ролик.
Второй способ – гибка на гибочно-растяжных машинках. Приборы растягивают и сгибают металл. В результате получаются изделия с круто согнутыми углами. Такой метод позволяет согнуть трубу до 180 градусов.
Технология гибки труб большого диаметра выполняется на специальном оборудовании. На изделие воздействуют усилия, которые в результате позволяют получить изогнутые трубы под крутым углом с недеформированной стенкой. Такие изделия подходят для автомобильной, авиационной и судостроительной сферы.
Особенности гибки труб из цветных металлов
Главное отличие цветных металлов в их пластичности. Неправильное выполнение инструкции по гибке труб из данного материала может привести к деформации и разрыву заготовки.

1. Гибка медных и латунных труб.
Для латунных и медных труб используют метод холодного и горячего деформирования. В обоих случаях в полость изделия помещают наполнитель – расплавленную канифоль (для холодного способа) и песок (для горячего).
Для начала необходимо обжечь заготовки, а затем остудить их. Температура воздействия – от +600 до +700 градусов. Охлаждают материалы разными способами: медь окунают в воду, а латунь – оставляют проветриться на открытом воздухе.
По завершению процесса наполнитель выплавляют. Чтобы не деформировать трубу, извлечение начинают с краев. Изделия из цветных металлов лучше поддаются процессу сгибания, однако проблемы остаются теми же: внутренняя стенка утолщается, а наружная – истончается. Несоблюдение инструкции сгиба может привести к изменению формы трубы.
2. Гибка алюминиевых труб.
С трубами из алюминия работают теми же методами: с использованием роликов, прокаткой, откатыванием, давлением.
Первый вариант подходит для тонких заготовок, с диаметром не более 10 см. Он позволяет получить изгиб без достаточной градусной точности. Оптимальный радиус сгиба – 5-6 диаметров.
Второй способ подходит для труб с большим сечением. Он используется для создания декоративных элементов интерьера. Для этого применяют трехроликовое гибочное оборудование.
Метод откатки позволяет получить лишь небольшой изгиб.
В способе давления используют прессы со штампами. Изделие приобретает нужный угол под воздействием давления извне.
Работать с алюминиевыми трубами просто: они прочные и пружинистые. Изделия обжигают при температуре от +350 до +400 градусов, а затем осуждают на открытом воздухе.
Вы можете заказать гибку труб в Череповецком заводе металлоконструкций. Мы занимаемся производством и обработкой изделий в собственных цехах. В нашей команде работают настоящие профессионалы с большим опытом работы.
Преимущества нашей компании:
- кратчайшие сроки выполнения работ;
- гарантия от 12 до 24 месяцев;
- контроль за выполнением работы в онлайн-режиме;
- доступная стоимость;
- доставка в любую точку России;
- удобные способы оплаты (наличными или картой).
Для консультации звоните по телефону 8 800 222 04 45.
Реставрация и ремонт кирпичной кладки
- Прежде чем приступить к реставрации – оцените ситуацию
- Поверхностный осмотр
- Замеры
- Контроль развития деформаций
- Анализ состава
- Подготовка стены перед реставрацией
- Зачистка поверхности
- Обработка
- Грунтование
- Устранение мелких повреждений
- Домазка и затирка швов
- Замена отдельных кирпичей
- Состаривание кирпича
- Заделка трещин
- Инъецирование (заполнение внутренних пустот)
Прежде чем приступить к реставрации – оцените ситуацию
Что потребуется: рулетка, небольшая линейка, уровень, отвес, щуп-спица.
Перед началом работ по реставрации кирпичной кладки необходимо оценить ее техническое состояние. Исследование условно можно разделить на три этапа.
Поверхностный осмотр
Визуальная оценка позволяет обнаружить:
- трещины на поверхности кирпичной кладки,
- разрушение (рыхлость, выкрашивание, сколы, выбоины) и/или отсутствие отдельных кирпичей,
- выветривание швов,
- расслоение рядов кладки,
- пятна ржавчины и высолы на поверхности,
- грибок, плесень, мох.
Ржавчина на поверхности кладки – признак потери монолитности конструкции из-за коррозии стальных закладных деталей или арматуры.

Замеры
Чтобы уточнить данные, полученные при визуальном осмотре, и оценить степень повреждений, необходимо измерить:
- толщину и глубину трещин,
- толщину швов,
- углы отклонения кладки от вертикали и горизонтали в плоскости стены (по швам),
- углы отклонения кладки от плоскости стены.
Перед восстановлением кирпичной кладки необходимо устранить первопричины деформаций, иначе не избежать повторных разрушений.

Контроль развития деформаций
Если в кладке появились трещины, необходимо проследить динамику разрушения. Для этого нужно:
Анализ состава
При наличии на кладке высолов рекомендуется также провести лабораторное исследование их химического состава. Оно позволяет узнать количество содержащихся в кладке сульфатов, нитратов, солей и влаги.
Материал для анализа берут из четырёх удалённых друг от друга точек.

Случаи, когда кладку считают аварийной
- Кирпичи или блоки кладки нависают и угрожают падением.
- Кладка отклонена от вертикали более чем на 1/200 высоты стены или 1/3 толщины кладки.
- Кладка выпучивается (выпирает из плоскости стены) более чем на 1/200 высоты деформированного участка или 1/3 толщины кладки.
- Трещины пересекают четыре и более рядов кладки.
- Повреждения кладки имеют глубину более 2 см.
- Наблюдается расстройство или расслоение рядов кладки.
Подготовка стены перед реставрацией
Что потребуется: зубило, молоток, перфоратор, шпатель, металлическая щётка, наждачная бумага или шлифовальная машинка, ёмкость для раствора, кисть или пульверизатор, перчатки и респиратор.
Зачистка поверхности
Необходимо удалить остатки штукатурки, цемента и выступающего из швов раствора с поверхности кладки. Для этого используется два метода.
- Смочить поверхность для снижения пылеобразования.
- Аккуратно при помощи скарпели и молотка удалить остатки цементсодержащих растворов.
- Сколоть крупные куски раствора зубилом.
- Удалить мелкие загрязнения наждачной бумагой, жёсткой щёткой или шлифовальной машиной.
Металлическая щётка может оставлять на кирпиче царапины. Решите, насколько это уместно в вашем случае.
Применяется для удаления плотно въевшихся сажистых и других органических загрязнений.Для растворения загрязнений используется специальное моющее средство (смывка или паста). Работы необходимо проводить согласно инструкции.
Химическая очистка не подходит для силикатного кирпича. Компоненты, содержащиеся в растворе, разъедают его поверхность.

Удаление повреждённых элементов
Параллельно с очисткой поверхности необходимо полностью удалить все разрушенные кирпичи, расчистить наружные швы и осыпающиеся края трещин. Для этого используется зубило, шлифовальная машинка и перфоратор.

Обработка
- Единоразовая обработка «засоленных» участков специальным составом, очищающим от высолов.
Смывка высолов не препятствует их повторному появлению. Для дальнейшей защиты необходима обработка блокиратором солей и гидрофобным составом.
- Биоцидная (противомикробная) обработка поверхностей фасада в два слоя с промежутком в 10-20 минут.
- Санирующая обработка наружных стен кистью, фундамента у основания орошением. Повторить дважды с промежутком в 2-3 суток.

Грунтование
Для грунтования в зависимости от состояния исторического кирпича используются глубоко укрепляющие составы (т.н. “камнеукрепители”) или составы с небольшим проникновением внутрь основания (грунты на основе силикатов калия) Реставрационная грунтовка укрепляет поверхность кирпича, выравнивает впитывающую способность, увеличивает сцепление с другими материалами. Всё это – гарантия долговечности результата реставрационных работ. В зависимости от типа,грунтовка наносится кистью или орошением в два слоя с промежутком в 2-4 часа.
Для кирпичных поверхностей лучше всего подойдёт силикатный грунт PETROMIX PL-04.
Устранение мелких повреждений
Домазка и затирка швов
Старые стены часто сложены на известковом растворе, поэтому при восстановлении стен кирпичной кладки используется именно он.
Другие причины использования известкового раствора:
- высокая пластичность,.
- хорошее прилипание к старым элементам кладки,.
- медленное застывание,.
- отсутствие трещин при эксплуатации.
Для восстановления швов и заделки трещин в кирпичной кладке реставраторы рекомендуют кладочный известковый раствор ММ-01.
Необходимо заново обработать все наружные швы, чтобы избежать разницы в цвете и структуре старого и нового раствора.

Замена отдельных кирпичей
На этапе подготовки были извлечены старые кирпичи и место было очищено от остатков раствора и пыли. Осталось установить новые кирпичи:
- уложить раствор на дно ниши слоем в 10-12 мм;
- окунуть кирпич в воду;
- нанести раствор на все грани, кроме нижней и лицевой;
- установить кирпич в нишу;
- выровнять положение кирпича с помощью киянки;
- удалить излишки раствора и затереть швы.

Состаривание кирпича
Новый кирпич будет выглядеть инородно в старой кладке.
Вот несколько приёмов, позволяющих быстро состарить кирпич:
- обработка грубой наждачной бумагой сделает поверхность менее ровной;
- с помощью зубила можно добавить несколько сколов и щербин;
- обжиг паяльной лампой «пачкает» поверхность – добавляет естественных тёмных пятен и полос, которые не загрязняют руки и одежду при касании и не смываются.
Рекомендуем к применению

Кладочный раствор известковый М50

Инъекционный раствор для укрепления кладки

Заделка трещин
После того, как были устранены причины образования трещин в кладке и деформации стабилизировались можно приступать к ремонту трещин.Трещины до 10 мм заполняются раствором с фракцией заполнителя до 1,25 мм, до 5 мм с фракцией не более 0,1 мм.
Трещины с раскрытием более 10 мм требуют перекладки стены или установки поперечных связей между краями трещины с последующим заполнением раствором.


Инъецирование (заполнение внутренних пустот)
Инъецирование (инъектирование) кладки – это процесс закачки под давлением специального сотава внутрь кирпичной кладки для заполнения внутренних трещин и пустот. Такая технология восстановления кирпичной кладки подходит как для ликвидации единичных трещин, так и для повсеместного усиления конструктива кирпичных стен.
Этапы процесса инъецирования:
- формирование отверстий,
- продувка и увлажнение отверстий,
- установка пакеров,
- зачеканка трещины для недопущения выхода раствора,
- закрепление пакеров быстротвердеющим раствором,
- закачивание через трубки подготовленного по инструкции раствора с помощью шприца (для небольших трещин) или насоса,
- извлечение трубок и замазка отверстий раствором.
Среди продукции Петромикс есть инъекционный раствор для укрепления кладки IM-01. Он не имеет усадки, обладает высокой проникающей способностью и заполняет даже мелкие пустоты.
Что делать, если необходим ремонт кирпичной кладки стен, отдельными местами?

Если кирпичная кладка выполнена качественно, то служить она вам будет долго. Для сохранения внешнего вида стены и чтобы кладка не теряла своих функций, ее необходимо периодически реставрировать.
При образовании даже небольших трещин, в стену проникает вода, замерзая, она будет еще больше повреждать кирпичную кладку. Именно влага является наибольшим врагом кирпичных стен.
Причины возникновения повреждения и стадии их разрушения
В зависимости от стадии разрушения стены, есть несколько способов ее восстановления.
Причины, по которым кирпичная кладка начинает разрушаться, могут быть следующими:
- разная плотность грунта, при этом часть здания начинает проседать;
- если на фундамент оказываются большие нагрузки;
- если при проведении строительства, не были сделаны деформационные швы;
- оседание фундамента может происходить по причине неравномерной нагрузки на почву;
- под действием атмосферных осадков и влаги.
- сначала в стене возникает напряжение, которое нельзя заметить невооруженным взглядом, потому что пока, видимых повреждений нет;
- на некоторых элементах стены появляются едва заметные повреждения в виде тоненьких трещин;
- происходит объединение тонких трещин между собой и швами, в результате чего стена серьезно повреждается;
- на последнем этапе происходит разрушение стены.

Технологии восстановления наружных стен
Если вы заметили, что на кирпичной стене начали появляться повреждения, их необходимо не только устранить, но и определить причину, которая привела к их появлению, после чего ее также надо устранить.
Обследование дефектов
 Сначала проводится визуальный осмотр трещин, определяется их ширина, глубина и направление. Для проведения осмотра используются измерительные инструменты.
Сначала проводится визуальный осмотр трещин, определяется их ширина, глубина и направление. Для проведения осмотра используются измерительные инструменты.

Для точного определения глубины появившихся дефектов, специалисты используют импульсный ультразвуковой метод, точность измерений которого в пределах 1 мм.
Перед началом осмотра, трещины очищаются от раствора и грязи, после чего на них устанавливают гипсовые или бумажные маяки.
 За маяками проводят наблюдение и если на протяжении месяца они разрываются, то надо предотвращать разрушения и устранять вызвавшие их причины.
За маяками проводят наблюдение и если на протяжении месяца они разрываются, то надо предотвращать разрушения и устранять вызвавшие их причины.
Если же маяки не разорвало, значит, разрушение остановилось и надо просто заделать возникшие трещины.
При обнаружении повреждений, перед тем как их устранять, надо определиться с методом проведения восстановительных работ, который будет зависеть от характера и размера разрушений.
Заделка трещин
Перед тем как заделать щель в кирпичной кладке, они должны быть очищены от грязи и остатков старого раствора. После этого делают цементный раствор с мелким песком в соотношении 1: 3, при этом он должен быть жидким.
Для заполнения трещины раствором используется спринцовка.
 При размерах трещин более 5-10 мм, в этом месте необходимо переложить кладку шириной в один-два и глубиной в полкирпича, после чего трещина заливается раствором и устанавливается маяк.
При размерах трещин более 5-10 мм, в этом месте необходимо переложить кладку шириной в один-два и глубиной в полкирпича, после чего трещина заливается раствором и устанавливается маяк.
Если маяк на протяжении месяца не повредился, значит, разрушение прекратилось. При разрушении маяка, надо установить и устранить причину, которая вызывает разрушение стены.
Реставрация швов
Для того чтобы отремонтировать поврежденные швы, сначала они очищаются от старого раствора и несвязанных участков кладки.
 Для проведения указанных работ используют молоток и зубило. После этого, при помощи щетки удаляют пыль, грязи и остатки раствора, и увлажняют как сам шов, так и кирпичи, находящиеся рядом.
Для проведения указанных работ используют молоток и зубило. После этого, при помощи щетки удаляют пыль, грязи и остатки раствора, и увлажняют как сам шов, так и кирпичи, находящиеся рядом.
Проведение гидроизоляции
Основным врагом кирпичной стены является влага, поэтому надо максимально защитить кладку от ее негативного воздействия.
 После проведения восстановительных работ, уделите особое внимание гидроизоляции, для этого используют специальные составы на цементной основе.
После проведения восстановительных работ, уделите особое внимание гидроизоляции, для этого используют специальные составы на цементной основе.
Во время нанесения гидроизоляционного состава, поверхность кирпичной стены должна быть чистой и сухой.
Если стена была крашеной, то во время ремонта, краска повреждается, поэтому отремонтированные участки обязательно покрывают грунтовкой, которая поможет краске лечь ровно и она более надежно скрепится со стеной.
Усиление
Если произошло сильное повреждение участка стены, то он утрачивает свою несущую способность и возникает необходимость замены кладки на всю толщину стены.
Реконструкция наружных стен позволяет полностью устранить возникший дефект и вернуть зданию первоначальный вид.
 Перед выполнением работ, для неповрежденного участка, что находится выше, создают временное крепление. После этого, поврежденную кладку удаляют, а на ее место укладывают новые кирпичи.
Перед выполнением работ, для неповрежденного участка, что находится выше, создают временное крепление. После этого, поврежденную кладку удаляют, а на ее место укладывают новые кирпичи.
Пространство между новой и старой кладкой хорошо заделывают раствором, его марка не менее М 100 и он должен быть полужестким. После того как новая кладка застынет не менее, чем на 50%, можно проводить разборку временного крепления.
При выполнении указанных работ, необходимо придерживаться следующих рекомендаций:
- перед восстановлением стены, надо устранить причину, которая вызвала указанные деформации;
- при перекладывании несущих стен, обязательно используется многоярусный временный крепеж;
- убирать временное крепление можно не раньше, чем через неделю после проведения восстановительных работ;
- дополнительная теплоизоляция кирпичной стены, не только защитит от холода и влаги, но и спрячет следы ремонта.
 Чтобы снизить чувствительность кирпичной кладки, в нее может быть вмонтирован жесткий металлический пояс для усиления кирпичной стены. После его установки, он на себя принимает растягивающие усилие и это позволяет прекратить процесс разрушения стены.
Чтобы снизить чувствительность кирпичной кладки, в нее может быть вмонтирован жесткий металлический пояс для усиления кирпичной стены. После его установки, он на себя принимает растягивающие усилие и это позволяет прекратить процесс разрушения стены.
Жесткий пояс может быть нескольких видов:
- местный;
- выполненный по периметру дома;
- общий;
- устанавливаемый при повреждении угла здания;
- устанавливаемый при отрыве наружной стены от внутренней;
- устанавливаемый при разрыве сооружения.
Сначала пояс жесткости устанавливают с одной стороны стены, а потом такие же работы выполняют с другой стороны.
Стоимость работ
Цена на ремонт кирпичной кладки наружных стен зависит от степени и характера повреждения, а также от региона.
Ниже приведены средние расценки по россии:
- реставрация кирпичной кладки — от 400 рублей/кв. м;
- реставрация стен, мастичными замазками — от 400 руб. м²;
- восполнение швов известковыми растворами — от 300 руб. м²;
- восстановления кладки, путем инъецированные — от 500 руб. м²;
- расшивка и рузцовка швов — от 70 руб. м. пог. ;
- расшивка трещин электромеханическим способом от 100 руб. м. пог.;
- фрагментная вычинка кирпича в 0,5 кирпича от 2500 м. кв.;
- ремонт и реставрация кирпича (кладки) – от 620 рублей за кв.м.;
- заделка трещин в кирпичной кладке (с расшивкой) – от 120 рублей за кв.м.
Есть несколько вариантов восстановления поврежденных стен, но если после проведения ремонта, в этом месте снова возникли проблемы, то надо обязательно установить, а после чего устранить причины, которые привели к этому.
Большинство восстановительных работ можно выполнить своими руками, но перед этим, надо обязательно определиться с масштабами и характером появившихся повреждений, после чего выбрать способ их устранения и можно приступать к выполнению работ.
Полезное видео
Устранение трещины в фасаде кирпичной стены на видео:
Ремонт кирпичной кладки стен отдельными местами

Как своими руками восстановить кирпич : причины деформаций кирпичных стен и методы их устранения
По истечении времени любые строения из кирпича требуют реставрации, причинами нарушения целостности участков кирпичных стен может послужить усадка фундамента, выветривание цементного раствора по швам кладки, воздействие атмосферных осадков, температурные перепады и тому подобное. Как восстановить кирпич, и предотвратить дальнейшее разрушение кирпичной кладки?
Вычинка кирпичной кладки представляет собой целый комплекс мероприятий, включая оценку состояния стен из кирпича, удаление пришедших в негодность элементов, очистку поверхности, приготовление строительных смесей и восстановление кирпича. Правильный уход и своевременное проведение ремонтных работ – это необходимые меры, которые позволяют продлить срок эксплуатации зданий и сооружений.
Оценка состояния кладки
Перед тем как приступать к проведению реставрационных работ, следует оценить техническое состояние кладки из кирпича. Распространенные дефекты стен из кирпича:
- расслоение рядов;
- раскрытие трещин;
- отклонение кладки от вертикали;
- разрушение отдельных кирпичей;
- выпучивание и разрушение отдельных участков.

При появлении первых трещин и деформационных явлений первым делом необходимо установить и устранить причину их проявлений, а также организовать наблюдение за дальнейшей динамикой развития деформаций. В противном случае, гарантии того, что трещины не появятся вновь после выполнения ремонтных работ, отсутствуют.
Наблюдение за состоянием деформационных процессов начинают при раскрытии трещин свыше 10 миллиметров. Наблюдение заключается в измерении глубины трещин, установке маяков вдоль них. В качестве маяков используется гипс либо бумага, при установке маяков на оштукатуренные стены слой штукатурки сбивается до оголения кирпича.

Важно! К ликвидации трещин в кирпичной кладке приступают тогда, когда установленные маяки указывают на стабилизацию деформационных процессов.
Ремонт трещин
Для заделки трещин с раскрытием не более 5 миллиметров, используется цементный раствор. Перед проведением ремонтных работ участок стены с трещиной очищают от мусора и смачивают водой. Для очистки поверхности можно воспользоваться щеткой, шлифовальной ручной машинкой либо сжатым воздухом. Для того чтобы кирпич хорошо схватился с цементным раствором его края немного сбивают при помощи молотка.
Отремонтировать трещины в кирпичной стене шириной от 5 до 10 миллиметров можно описанным выше способом, заменив цементный раствор для заделки трещин на песчано-цементную смесь.

Трещины кирпичей с раскрытием 10 и более миллиметров требуют особого внимания. Ремонт кирпичной кладки своими руками можно выполнить следующими способами:
- при помощи монтажной пены — этим способом могут восстанавливаться вертикальные трещины. Пена задувается в щель, после застывания материал подрезают на глубину порядка двух сантиметров, образовавшийся зазор заделывают цементным раствором;
- с применением металлических анкеров и цементного раствора – по длине трещины в нескольких местах устанавливают металлические анкеры, крепление анкеров к стене осуществляют при помощи дюбелей. Заделывают трещину цементным раствором;

- путем замены поврежденного участка на новую кладку – участок кладки, который пришел в негодность разбирают, двигаясь в направлении сверху вниз. Для заделки получившегося проема используют реставрационный кирпич, который укладывают по принципу «кирпичный замок».


Заделка швов
Выветривание швов, на первый взгляд незначительный дефект стен из кирпича, однако, следует знать, что влага, проникающая внутрь помещений через разрушенные стыки, в дальнейшем может привести к разрушению участков кладки.

Процесс восстановления целостности швов состоит из нескольких этапов:
- удаление разрушившегося раствора в швах;
- расчистка (углубление) шва;
- увлажнение;
- заполнение швов раствором.
Первые три этапа относятся к подготовительным работам. Для их проведения понадобятся:
- зубило столярное;
- молоток;
- щетка металлическая;
- кисть либо распылитель.
Для заполнения швов раствором используют плоскую узкую кельму и деревянный щит с рукояткой. Раствор наносят на поверхность по вертикали в направлении снизу вверх, по горизонтали – слева направо.

Смотрите видео по реставрации старой кирпичной кладки:
Способы восстановления стен из кирпича
Ремонт кирпичной кладки наружных стен можно выполнять одним из методов:
- метод встречного забуривания;
- разборка и восстановление отдельных участков кирпичной кладки;
- метод пилы;
- усиление кирпичной стены.
Методика заключается в просверливании на заданном расстоянии отверстий. Отверстия проделывают в шахматном порядке либо последовательно. При большой толщине наружных стен отверстия просверливают с одной и другой стороны, напротив друг друга. Завершающий этап реконструкции – заполнение отверстий гидрофобным составом кремообразной консистенции.
Разборка и ремонт кирпичной кладки стен отдельными местами потребует финансовых вложений. Суть способа реставрации достаточно проста, участок стены с деформацией кирпича разбирается, закладывается гидроизоляционный материал, далее проводят восстановление кирпичной кладки.
Реставрация кирпичной кладки состоит в следующем: поверхность из кирпича распиливается насквозь по горизонтали, место распила зачеканивают гидроизоляционными материалами, зазоры в кирпичной кладке заполняют минеральной суспензией, предназначенной для восстановления статики кладки из кирпича. Этот способ реставрации достаточно эффективный, но дорогостоящий.
Усиление стен из кирпича
Усиление кладки – это надежный способ сохранить целостность стены из кирпича и восстановить несущие способности конструкции. Ремонт кирпичного фасада производят путем применения стальных, композиционных, железобетонных либо армировано растворных обойм.
Стальная обойма представляет собой каркас из толстой арматуры, стальных уголков и полосовой стали. Поверх каркаса крепится металлическая сетка. Поверхность оштукатуривается цементным либо полимерцементным раствором, второй вариант является более предпочтительным, так как полимерцементный раствор не утяжеляет конструкцию, при этом повышает несущую способность кирпичных стен на 60%.
Усиление с помощью композитных материалов
Ремонт кирпичных стен путем композиционного усиления обеспечивает прочность несущих конструкций на сжатие по вертикали, а также прочность на срез и сдвиг в поперечном сечении. Этот метод предполагает использование в качестве укрепляющего слоя стекло- либо углеволокна.

Он состоит из стальной арматуры и бетонной смеси, характеризуется хорошей укрепляющей способностью, недостатком железобетонных обойм выступает большой вес конструкции, что влечет за собой дополнительную нагрузку на фундамент здания.
Армировано растворные пояса изготавливают на основе железобетонных пилястр, арматурных каркасов либо сетки. Армированный материал крепится на кирпич при помощи шпилек или анкеров. Поверх обоймы наносится слой песчано-цементного раствора.

По способу установки и назначению пояса жесткости подразделяют на следующие виды:
- местные;
- общие;
- обоймы, устанавливаемые по периметру строения;
- пояса, используемые при отрыве углов;
- обоймы, устанавливаемые при разрыве зданий;
- пояса, применяемые при отрыве внутренних стен от стен фасада.
Для восстановления стен старинных зданий строительный рынок предлагает использовать особый реставрационный кирпич. Строительный материал для реставрационных работ производится обжиговым методом, реставрационный кирпич отличается от своего собрата нестандартными размерами.
Интересные товары:

Ремонтируем кирпичную кладку стен отдельными местами
 Ремонт кирпичной кладки стен отдельными местами может понадобиться при обнаружении на фасаде частного дома или хозяйственной пристройки внешних дефектов в виде трещин, осыпания цементного раствора, выпуклых строительных элементов и т.п. В подобных случаях приступать к восстановительным работам необходимо в кратчайшие сроки, так как со временем разрушения могут увеличиться в размерах и привести к дополнительным финансовым и временным затратам.
Ремонт кирпичной кладки стен отдельными местами может понадобиться при обнаружении на фасаде частного дома или хозяйственной пристройки внешних дефектов в виде трещин, осыпания цементного раствора, выпуклых строительных элементов и т.п. В подобных случаях приступать к восстановительным работам необходимо в кратчайшие сроки, так как со временем разрушения могут увеличиться в размерах и привести к дополнительным финансовым и временным затратам.
Причины повреждения кирпичной кладки
Перед тем как производить ремонт кирпичных стен, следует выяснить причину, которая привела к повреждению кладки. Если этого не сделать, то со временем проблема может возникнуть повторно.
Самыми распространенными факторами, негативно влияющими на состояние фасада кирпичного здания, считаются:
- Прямое воздействие влаги. Кирпич является пористым стройматериалом, который в процессе эксплуатации впитывает в себя влагу. При отрицательных температурах она замерзает, что приводит к деформации и повреждению кладки. Именно поэтому наружную сторону кирпичной стены рекомендуется окрашивать влагоотталкивающими веществами или обшивать современными отделочными материалами с обязательным утеплением фасада.
- Сильные вибрации. Если внутри здания постоянно работает мощное оборудование (например, деревообрабатывающие станки), то вибрации от него будет передаваться на стены, постепенно разрушая кладку. Источником вибраций также могут быть железнодорожные (трамвайные) пути или автомобильные дороги, находящиеся вблизи постройки.
- Временная усадка. Любой строительный объект со временем дает усадку. В одних случаях она может быть небольшой, а в других — существенно влиять на состояние кирпичного дома.
- Подвижность грунтов. Если здание возведено на нестабильном участке с близко лежащими подземными водами, то сезонные сдвиги земли также могут снижать прочность конкретных участков фасада.
- Выбор некачественного кирпича или нарушение технологии строительства. Чрезмерная экономия на стройматериалах и халатность застройщиков часто приводят к снижению срока службы постройки и преждевременному повреждению кирпичного дома.
Стадии разрушения фасада кирпичного здания
Кирпичные стены не разрушаются за один день. Этот процесс довольно длительный и может наблюдаться на протяжении нескольких месяцев или даже лет (в случае усадки). Основными его этапами являются:
- Возникновение напряжения кладки. На этой стадии визуальные признаки деформации еще не наблюдаются, поэтому как-то повлиять или предотвратить данный процесс нельзя.
- Образование микротрещин непосредственно на стройматериале или финишной отделке. При их обнаружении следует сразу же принимать восстановительные меры.
- Появление глубоких трещин в кладке. Если и этот признак не заставит вас немедленно приступить к ремонтным мероприятиям, то через некоторое время начнется разрушение самого кирпича и значительное снижение теплоизоляционных свойств стен.
- Деформация кладки с выпадением отдельных элементов.
Подготовительные работы
Чтобы выполнить ремонт кирпичного дома своими руками, вам могут потребоваться такие инструменты и материалы:
- перфоратор;
- угловая шлифовальная машинка (болгарка);
- монтажный шприц;
- шпатель;
- мастерок;
- молоток;
- зубило;
- щетка;
- емкость для замеса раствора;
- клеевая смесь.
Ремонт кирпичной кладки наружных стен начинается с подготовки поврежденной поверхности. Первым делом с дефектной области удаляется штукатурка. После этого с помощью щетки кладка очищается от цементной крошки и остатков раствора.
Для продолжения реставрационных работ необходимо удостовериться в стабильности поврежденного места, то есть проверить, не продолжает ли трещина увеличиваться в размерах. Для этого по всей длине щели с шагом 5-10 см устанавливают бумажные маяки, которые крепятся к кладке с помощью обычного клея.
В таком состоянии маяки оставляют в покое на 15-20 дней. Если за это время они не порвались, значит, дефектные участки дальше не деформируются и можно приступать к ремонту. В противном случае вам потребуется определить причину повреждения, потому что частичное восстановление не даст долгосрочного результата.
Технология ремонта наружных стен кирпичного дома
Выбор способа проведения реанимационных мероприятий напрямую зависит от размеров повреждения. При обнаружении неглубоких трещин ремонт кирпичного фасада будет заключаться в заполнении дефектных мест связывающим раствором (спринцевание):
- Все щели тщательно очищаются от строительного мусора и при необходимости расширяются шпателем. Для увеличения адгезии цементной смеси и кирпича трещины обрабатывают грунтовкой глубокого проникновения.
- Пока грунтовка сохнет, готовится скрепляющий раствор из цемента и песка. Также можно использовать уже готовую сухую смесь для кладки плитки или пеноблоков, которая продается в любом строительном магазине. Ее консистенция зависит от ширины изъяна.
- Готовый раствор подается в щели с помощью монтажного шприца.
- После высыхания выступивший цемент удаляется, а ремонтный участок заново штукатурится.
При растрескивании и осыпании швов реставрация кирпичной кладки будет проходить по несколько иному сценарию. Первым делом с помощью болгарки, молотка и зубила швы очищаются от старого раствора на глубину приблизительно в полкирпича. После этого они грунтуются, заполняются раствором и подравниваются шпателем.
При раскрашивании самих кирпичей поврежденные элементы вместе со старым раствором следует удалить, а на их место установить новые. При этом связывающая смесь должна быть более плотной консистенции. Если на одном участке поврежденных кирпичей много, то после их демонтажа верхние ряды рекомендуется подпереть деревянными балками до тех пор, пока изъятые элементы не будут установлены на свои места.
Если установленные бумажные маяки через несколько дней порвались, что свидетельствует о росте трещины, то кроме заливки цементного раствора по всей длине щели дополнительно монтируются металлические стяжки (скобы и анкера). Их использование позволит предотвратить или замедлить дальнейший рост трещины.
Кирпичные стены обладают плохой влагостойкостью. Поэтому со временем кладка начинает набухать и осыпаться. Чтобы предотвратить столь неприятную ситуацию, после возведения дома фасад сразу же следует окрасить водоотталкивающей краской, оштукатурить или обшить одним из современных отделочных материалов.





