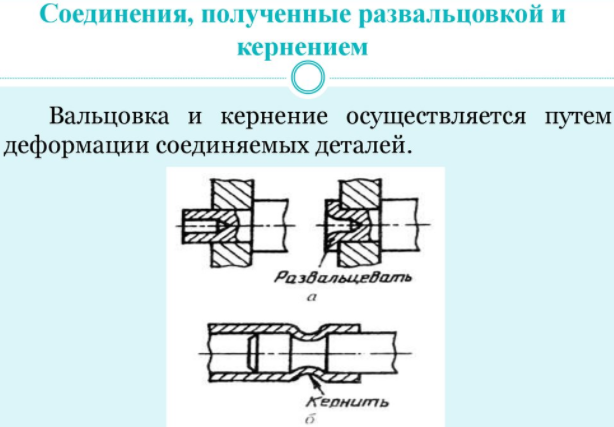
Развальцовка труб: тонкости технологии и основные инструменты
Специалистам часто приходится изменять как конфигурацию, так и другие геометрические параметры трубопроката для решения различных задач. Чаще всего для изменения формы и размеров трубного изделия используется такая технологическая операция, как развальцовка. Следует иметь в виду, что данная операция в корне отличается от той, которую называют вальцовкой, причем различия эти существенны.
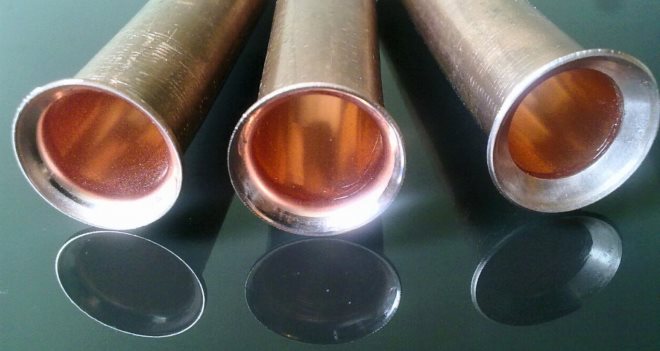
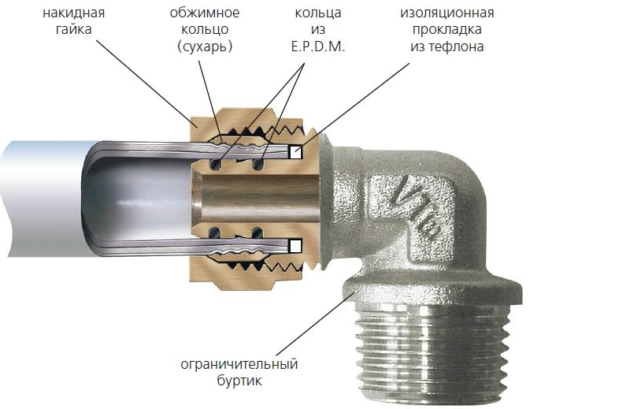
Концы этих медных труб развальцованы: расширены до определенной формы и подготовлены для соединения
Развальцовка и вальцовка
Прежде всего, следует понимать, что развальцовка труб не может называться вальцовкой, так как суть у этих технологических операций совершенно разная.
- Вальцовка, для выполнения которой используется специальный вальцеватель (станок, оснащенный рабочими валками), – это технологическая операция, в процессе которой осуществляется деформирование листового проката или металлической трубы в радиальном направлении. При помощи такой операции, в частности, из листового металла формируют изделия цилиндрической или конической формы, а также изготавливают из круглого трубопроката изделия с другой формой поперечного сечения.
- Инструмент для развальцовки не содержит в своей конструкции рабочих валков, а суть самой процедуры заключается в том, что пластической деформации подвергается только конец трубы, при этом его внутренний и наружный диаметры увеличиваются до требуемых параметров. Необходимость в выполнении такой операции чаще всего возникает в тех случаях, когда два отрезка трубы требуется надежно соединить между собой.

Разновидности развальцовки трубок
Чтобы получить надежное и герметичное соединение двух труб, используют различные методы – пайку, применение накидных муфт и других фитинговых элементов и т.д. В некоторых из таких случаев (в частности, при пайке и использовании накидных муфт) концы трубных изделий необходимо расширить. Для выполнения этой процедуры и требуется развальцовщик.
Многие домашние мастера под развальцовкой подразумевают и другие технологические операции, целью которых также является пластическая деформация отдельного участка трубного изделия. Сюда можно отнести, например, завальцовку и гибку.
- Завальцовка – процедура, подразумевающая не расширение, а сужение края трубы. При этом используется метод простого обжатия, для чего применяют обычные клещи или миниатюрные вальцы. Необходимость в выполнении такой операции возникает в тех случаях, когда на конце трубы надо нарезать резьбу, используя для этого ручной инструмент.
- Гибка – технологическая операция, для выполнения которой используются специальные устройства с рабочими вальцами и которую часто также называют развальцовкой, хотя это в корне неправильно. Целью гибки, которой могут подвергаться как мягкие медные трубки, так и трубопрокат из стали и других металлов, является не расширение, а изгиб отдельной части изделия под требуемым углом.
Таким образом, под вальцовкой и развальцовкой следует понимать совершенно разные технологические операции.

Развальцовка трубок в процессе установки кондиционера
Как развальцевать трубу
Задаваясь вопросом о том, как развальцевать трубу, следует иметь в виду, что подвергаться такой процедуре могут только изделия, изготовленные из достаточно пластичного материала. Сюда, в частности, можно отнести мягкие трубки из меди и алюминиевых сплавов, а также из отдельных марок нержавейки. Для выполнения такой технологической операции может быть использован как серийно изготовленный развальцовщик, так и самодельное устройство. Между тем развальцовка стальных труб большого диаметра или изделий, изготовленных из другого металла, должна выполняться с применением профессионального оборудования.
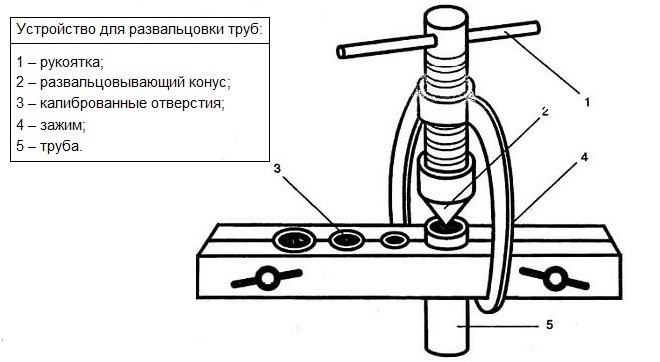
Приспособление для развальцовки труб
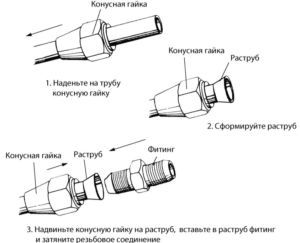
Как же развальцовывать трубы в домашних условиях? Развальцовке в таких ситуациях чаще всего подвергаются трубки из меди и других мягких металлов, но вне зависимости от материала изготовления изделий такая технологическая операция выполняется в следующей последовательности:
- Конец трубы тщательно зачищают, с его поверхности удаляют заусеницы.
- Затем на него устанавливают специальную муфту и помещают в приспособление для развальцовки.
- Если для выполнения развальцовки используется развальцовщик ручного типа, то процесс ее выполнения выглядит следующим образом: при завинчивании винта конус развальцовывающего устройства, оказывая механическое воздействие на внутреннюю поверхность трубы, деформирует ее.
- После того как конец трубки принимает воронкообразную форму с углом скоса, равным примерно 45°, приспособление для развальцовки снимают.
- Разъемную муфту, которая предварительно была надета на трубку, перемещают к ее торцу и закручивают гайку.
В том случае, если развальцовщик применяется для подготовки трубок к пайке, резьбовая разъемная муфта не используется.
Инструменты и приспособления
Для развальцовки трубок в зависимости от материала их изготовления могут быть использованы различные приспособления. Если необходим развальцовщик для обработки трубок из меди, то для этого вполне подойдет и самодельное устройство для развальцовки трубок.
В случае развальцовки медных трубок своими руками требуется не столько сила воздействия, сколько аккуратность. Формируемая при выполнении такой процедуры воронка на конце медной трубы должна быть без дефектов, перекосов и сколов.
Разновидности ручных приспособлений для развальцовки
Для выполнения развальцовки может использоваться и изготовленный своими руками инструмент. Перечислим приспособления, требующиеся в таких случаях чаще всего:
- устройство, конструкция которого состоит из двух частей – фиксатора, которым обеспечивается удерживание трубки определенного диаметра, а также конуса, соединенного с винтом (фиксатор представляет собой металлическую пластину, в которой выполнены отверстия различного диаметра);
- экстендер – это устройство рычажного типа, рабочим органом которого является регулируемая расширительная головка для обработки труб различного диаметра (разводные лапки такого устройства, которое фиксируется в определенном положении, воздействуют на внутренние стенки трубы, растягивая их).
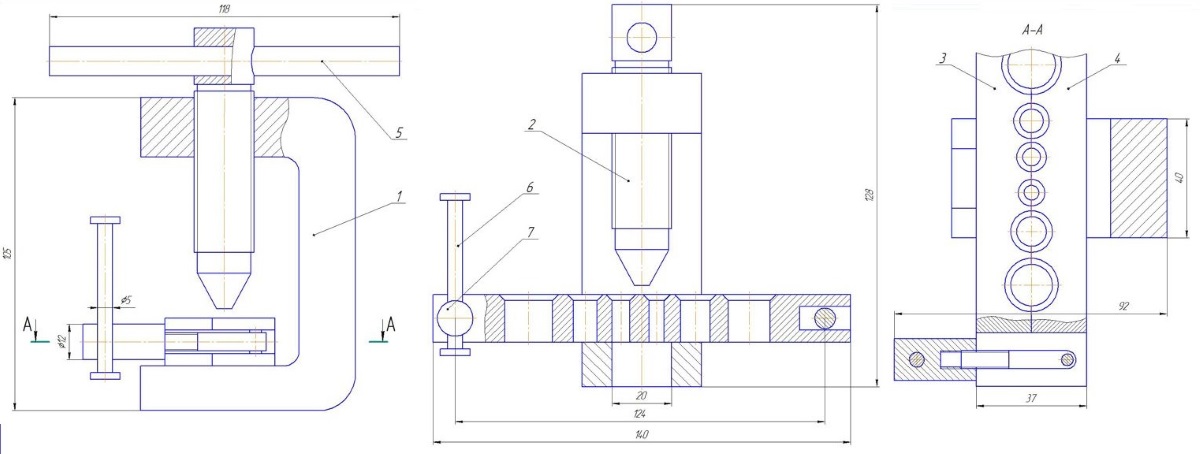
Чертеж самодельного приспособления для развальцовки трубок (нажмите для увеличения)
Ручное приспособление для развальцовки следует использовать максимально аккуратно, в противном случае у обрабатываемой трубы могут сформироваться стенки различной толщины.
Профессиональное приспособление для развальцовки – это устройство, оснащенное электрическим приводом. Рабочая головка такого устройства, выполненная в форме конуса, прокатывается по внутренней поверхности трубы, пока изделие не приобретет требуемую форму и не достигнет заданных геометрических параметров.
При использовании таких устройств для развальцовки удается добиться более высокой равномерности толщины стенок и симметричности геометрических параметров трубных изделий.
Развальцовка медных трубок: суть процесса, виды инструмента, рекомендации
Трубопрокат из меди разного размера используется для создания инженерных коммуникаций, нагревательной и охладительной техники. При монтаже систем и ремонте оборудования практически всегда требуется соединять трубные элементы между собой или с другими конструктивными деталями.
Работы проводятся с помощью пайки или специальных накидных муфт. Для получения герметичного соединения нередко предварительно выполняется развальцовка медных трубок. Такую операцию еще называют вальцовкой.
Однако в профессиональной среде понятия имеют разное значение. Поэтому необходимо выяснить, что представляют собой эти два процесса и чем отличаются. Это позволит правильно выполнить дальнейшую работу.
- Развальцовка и вальцовка для медных труб
- Технология и этапы развальцовки
- Вальцовочный инструмент для медных труб
- Экспандер
- Конусный
- Механический
- С электроприводом
- Рекомендации по применению вальцовки для медных трубок
- Набор инструментов для развальцовки
- Вывод и видео по теме
- Видеообзор вальцовок для медных труб
- Развальцовка медных трубок своими руками
Развальцовка и вальцовка для медных труб
Оба понятия представляют собой технологические операции, выполняемые с помощью разного оборудования. Хотя большинство обывателей под этими двумя процессами подразумевают проведение одних и тех же действий.
Вальцовка выполняется на специальном станке, в конструкции которого присутствуют рабочие валки. С их помощью осуществляется деформация листового или трубного проката. Поэтому вальцовка — это процесс, позволяющий изготовить из круглых труб продукцию с другим сечением.
При развальцовке медных труб используется инструмент без валков. Он позволяет выполнить деформацию только торцов трубопроката. Поэтому развальцовка — это операция по изменению внутреннего и наружного диаметра исключительно концов медной трубки под воздействием механической нагрузки.
То есть, вальцовка это инструмент. Развальцовка это технологическое действие. Вот что пишет Википедия.
В результате процесса торцы трубопроката принимают форму конуса. Концы трубок также развальцовываются в виде грибка или двойной воронкой. Последняя операция проводится за 2 приема: сначала на торце создается так называемый грибок, а потом он заминается конусом.
Чаще всего развальцовка выполняется, когда нужно надежно соединить две детали небольшого диаметра. Расширение торца позволяет надеть трубу на такое же изделие, патрубок оборудования или фитинг.
Благодаря этому пайку не придется выполнять встык при использовании фасонных деталей, которые нужно вставлять в соединяемые элементы. Поэтому не произойдет уменьшение внутреннего размера узла. Это позволяет сохранить на прежнем уровне пропускную способность системы.
Технология и этапы развальцовки
Трубопрокат из меди соединяется с помощью пайки или муфт. Используемый вариант влияет на особенности проведения развальцовки.
Перед пайкой торец трубы расширяется, пока в него не войдет другая деталь. Разница между внутренним диаметром трубки и размером сечения вставляемого элемента должна составлять 0,1-0,2 мм. Этот зазор заполняется припоем во время пайки. Поэтому образуется герметичное и прочное соединение.
При использовании фитинга перед расширением на кромке трубопроката создается фаска. Она должна иметь угол 45⁰. Фаска позволяет увеличить контактную площадь 2-х деталей. Это повышает надежность соединения.
Герметичность стыка также обеспечивает природная пластичность цветного металла. При затягивании муфты мягкая медь плотно обхватывает фитинг, что позволяет устранить все зазоры.
Процесс правильной и качественной развальцовки трубок из меди для кондиционеров, отопительных теплообменников и различных инженерных систем выполняется в следующей последовательности:
- Трубопрокат обрезается строго перпендикулярно относительно своей оси.
- Зачищается срез и внешняя поверхность рядом с торцом трубки.
- При необходимости обязательно восстанавливается круглая форма сечения, если произошла деформация детали во время ее отрезания.
- На трубу надевается обжимная гайка, если соединение будет выполнено с помощью фитинга.
- Медный трубный элемент закрепляется в вальцовочном инструменте. Край детали длиною 5-6 мм должен оставаться свободным.
- В отверстия трубки вставляется штамп требующегося размера. Он постепенно вкручивается в изделие, что приводит к размягчению и растягиванию металла. В результате край трубопроката принимает вид конуса.
- Расширитель со штампом и держатель снимается с проката.
В конце операции проводится осмотр торца изделия на предмет наличия заусенцев. При их обнаружении они обязательно зачищаются. На развальцованном крае также не должны присутствовать трещины.
Кромки созданного раструба обязаны быть параллельны друг другу. При обнаружении таких дефектов необходимо расширенный торец обрезать и заново провести весь процесс.
Вальцовочный инструмент для медных труб
Трубопрокат из меди — это мягкая и эластичная продукция. Поэтому расширить трубку можно кустарным способом. Для этого прокат просто натягивается на болванку в виде конуса необходимого размера. Однако так очень трудно создать раструб, чтобы не нарушилась геометрия.
Часто стенки расширенного участка получаются с разной толщиной. У созданного раструба также нередко возникает перекос. Все такие дефекты появляются по причине неравномерного усилия, которое прилагает человек при развальцовке кустарным способом.
Аккуратный раструб правильной геометрической формы можно получить при использовании специального инструмента. Только он позволит выполнить качественную вальцовку для медных труб кондиционера или другой техники.
Экспандер
Инструмент представляет собой ручное устройство, работающее за счет физической силы. В конструкции экспандера присутствует два рычага и раздвижной расширитель в форме конуса. Вальцевание выполняется путем воздействия на ручки после того, как головка инструмента будет вставлена в трубу.
Экспандер позволяет быстро выполнить работу при минимальных трудозатратах. В комплект инструмента входит набор вальцовок, подбираемых под внутренний диаметр деталей. Однако они растягивают стенки проката неравномерно, что затрудняет получение качественного результата. Ведь более тонкие участки могут просто лопнуть.
Конусный
Этот вид инструмента состоит из двух частей. Одна из них матрица. Она представляет собой устройство в виде тисков с цилиндрическими отверстиями, каждое из которых в верхней части расширено под углом 45°.
Вторым элементом устройства является развальцовщик, состоящий из следующих деталей:
- корпуса с направляющими;
- расширителя в виде конуса;
- механизма управления;
- силового винта.
При воздействии физической силы на управляющий механизм силовой винт начинает вращаться. Происходит ввинчивание расширителя в трубу. Это приводит к размягчению металла. В итоге кромка изделия принимает коническую форму в соответствии с расширением отверстия в матрице.
Благодаря направляющим медная трубка и расширитель всегда находятся в одной оси. Их положение не меняется в течение процесса. Поэтому получается аккуратный раструб без перекосов и с ровными краями.
Механический
Это устройство имеет схожую конструкцию с конусным развальцовщиком. Отличие заключается в рабочем органе. В механическом развальцовщике вместо конусного расширителя используется набор вальцов.
Они равномерно раскатывают кромку проката. Поэтому удается выполнить развальцовку с одинаковой толщиной по всей площади созданного раструба.
С электроприводом
Этот самый дорогой вид инструмента. Он отличается высокой производительностью. По этой причине аккумуляторное устройство применяется монтажными компаниями при выполнении большого объема работ.
Рекомендации по применению вальцовки для медных трубок
Качественно выполненная развальцовка позволяет создать надежное и герметичное соединение. Это сделать можно только при наличии опыта. Поэтому рекомендуется перед основными монтажными работами потренироваться на отрезках трубопроката разного диаметра.
Для выполнения качественной развальцовки также придерживаться и других советов специалистов:
- Развальцовывать нужно только трубу, на торце которой отсутствуют заусенцы, мусор и различные дефекты, включая искривления. Край изделия должен иметь круглую форму.
- Расширительный наконечник инструмента обязан располагаться без перекоса относительно оси трубопроката.
- При расширении детали кустарным способом конусообразную болванку нужно не вдавливать, а вкручивать в отверстие проката.
- При использовании приспособления с матрицей необходимо выбирать в планке отверстие с размером, соответствующим диаметру заготовки.
Внешнюю поверхность трубопроката рядом с торцом всегда нужно зачищать абразивной губкой независимо от используемого инструмента. Это позволит удалить мусор и пыль с изделия. Поэтому трубную деталь легче будет надежно зафиксировать в держателе.
Набор инструментов для развальцовки
При выполнении дома самостоятельно нужно сначала подготовить основной инструмент:
- труборез;
- риммер для снятия фаски;
- один из доступных развальцовщиков.
Процесс развальцовки необходимо выполнять поэтапно. При соблюдении всех нюансов и рекомендаций специалистов удастся создать на концах труб аккуратные раструбы с правильной геометрией. Поэтому соединения получатся герметичными и надежными.
Вывод и видео по теме
Качественную вальцовку на торцах медного трубопроката для систем отопления, кондиционирования, водопровода удастся выполнить только с помощью специального инструмента. При выборе приспособления, необходимо учесть, как часто он будет использоваться.
Для разовых работ в домашних условиях лучше взять инструмент в аренду или у друзей. Дорогое приспособление окупится только при выполнении масштабных монтажных работ. Независимо от вида развальцовщика приобретать его необходимо после проверки работоспособности.
Видеообзор вальцовок для медных труб
Видео позволит понять выбор инструмента и проведения развальцовки торцов медных трубок.
Развальцовка медных трубок своими руками
Видео поможет разобраться, как проходит самостоятельная вальцовка для медных труб кондиционера.
Как выполняется вальцовка труб – варианты и способы
Вальцовкой труб или вальцеванием принято называть процесс, результатом которого является деформация металлических изделий в разных направлениях. С помощью данного действия выполняют сгиб такого материала как металла. В промышленных условиях вальцовку обычно осуществляют при помощи ковочных вальцов.

Что такое процесс вальцовки
Чтобы разобраться с тем, что такое вальцовка труб, следует ознакомиться со всеми операциями, производимыми с трубной продукцией, которые подразумевают применение данной технологии:
- Заготовки, имеющие круглую или плоскую форму, превращаются в изделия, называемые трубами.
- Диаметр конца трубки увеличивают для того, чтобы произвести стыковку между нею и другой деталью или отрезком магистрали.
- Конец изделия подвергают обжиму, чтобы обеспечить герметичность места стыка, а также для уменьшения размера внешнего диаметра или для прочих целей.
- Производят профилирование труб – превращают их в прямоугольную, овальную или квадратную трубную продукцию.
- Загибают изделия относительно большого радиуса.
Производство трубной продукции
Благодаря вальцовке труб можно получить изделия:
- электросварные;
- бесшовные.
В первом случае из плоских листов, которые называют штрипсами, формируют заготовки круглой формы. После этого их сваривают с помощью индукционных токов и отправляют в вальцы. Когда происходит вальцовка трубок, будущие изделия после выравнивания становятся идеально круглыми в сечении и их потом калибруют относительно диаметра.

При производстве бесшовных труб основной технологической операцией является вальцевание. Их изготавливают из круглых заготовок, получаемых в результате литья или прессования разогретого металла. Начиная с момента попадания заготовки на стан, она подвергается обработке несколькими вальцами: ее вытягивают и утончают, далее у нее формируют стенки требуемой толщины. В завершении процесса продукцию калибруют.
В соответствии с величиной температуры, при которой из заготовок формируют изделия, трубы бывают горяче-, тепло- или холоднодеформированными.
Процесс развальцовки
Данную операцию можно выполнить при помощи ручного инструмента. Технология развальцовки труб не нуждается в обязательном использовании вальцов, хотя при желании их можно задействовать.
В качестве примера использования развальцованных труб в быту можно назвать их применение при сборке медного трубопровода. Чтобы соединить вместе два участка, нужно конец одного изделия вставить в гильзу другого, а получившийся между ними просвет запаять. Но дело в том, что трубы, имеющиеся в продаже, реализуют без гильз, с абсолютно гладкой поверхностью. Поэтому и требуется развальцевать конец изделия.

Простейшее приспособление для выполнения ручной вальцовки – это фиксатор, подходящий под разные диаметры, и конус, который ввинчивают в торец труб и тем самым расширяют их.
Существует еще один способ, позволяющий формировать гильзу – это использование экстендера, растягивающего изделие за одно действие. Его устройство аналогично патрону дрели, но его лапки не сжимают, а напротив, расширяют трубы. В движение экстендер приводят рычагом с большим плечом, что позволяет приложить повышенное усилие на расширительную головку сменного типа.
Кроме этого используют оборудование для вальцовки труб – вальцы. В них валик, перемещаясь по внутренней поверхности изделий, постепенно с каждым оборотом расширяет их конец.

Результат получается лучшим, чем при применении ручных приспособлений. Дело в том, что конус создает небольшое расширение, а не полноценную гильзу, а экстендер в процессе использования формирует стенки, имеющие разную толщину. Но в тоже время вальцы стоят дороже.
Специалисты рекомендуют задействовать ручной инструмент в тех случаях, когда трубная продукция сделана из мягких металлов. Например, когда выполняется вальцовка алюминиевых труб или изделий из меди (прочитайте: “Как выполнить вальцовку для медных труб – теория и практика от опытного мастера”).
Иногда возникает необходимость развальцевать тонкостенные стальные трубы, несмотря на то, что использование их при прокладке водопроводных магистралей нельзя назвать хорошей идеей, вне зависимости от способа сварки – с гильзами или встык. Срок службы таких изделий на холодной воде составляет около 5 лет, после чего начинаются коррозийные процессы.
Завальцовка
Необходимость в выполнении данного процесса возникает, когда требуется подготовить элементы будущего трубопровода к соединению – обжимают конец трубы, который будет входить в гильзу. Также уменьшают диаметр изделия с торца, когда нужно вручную нарезать резьбу и для обеспечения герметичности на месте стыка медной трубки со штуцером. Читайте также: “Способы развальцовки медных трубок и необходимые инструменты”.

Ручной инструмент для завальцовки трубы – это клещи с большим плечом у рычага и небольшие вальцы с винтовой подачей. Одновременно для стальных изделий для прокладки водопроводов используют даже молоток.
Профилирование трубной продукции
Полный цикл изготовления профильных труб состоит из нескольких этапов:
- Стальные плоские заготовки разрезают на узкие полоски.
- Их сваривают встык с образованием длинной ленты и наматывают на барабан.
- По мере необходимости лента передается на прокатный стан, где сворачивается в заготовку круглой формы.
- Ее края сваривают, обычно при помощи индукционных токов.
- Заготовку пропускают через вальцы, которые придадут ей требуемую форму.

Чтобы снять у металла внутренние напряжения, профилированные изделия после холодной деформации прокаливают и оставляют остывать. В случае, когда запланировано задействовать в строительстве самодельные профтрубы, необходимо их прогревать. Допускается использование даже таких простых способов, как применение паяльной лампы или сварочного трансформатора.
Трубогибы
При помощи механических или электрических вальцов можно выгнуть трубную продукцию в дугу. Простейший станок для завальцовки труб состоит их двух опорных валов, рукоятки, которая приводит изделие в движение, и деформирующего вала, имеющего винтовую подачу. При этом такие устройства могут быть снабжены электромоторами.
Вальцовка труб как часть процесса формовки металлических изделий
Вальцовка труб – необходимая часть процесса частичного изменения формы труб, благодаря чему полым изделиям из металла придают требуемую конфигурацию или расширяют диаметр. Трубы можно вальцевать в разных направлениях, в зависимости от предполагаемого результата. Процесс изменения диаметра производится на станках в цеху или в домашних условиях – с помощью простейших приспособлений. При помощи метода вальцовки также доступно формирование изделий из металлического листа.

Для изменения первоначальной формы трубы применяют операцию вальцевания
Особенности процесса вальцовки
Вальцевание – доступный процесс изготовления всевозможных деталей из металла или отрезков труб необходимого формата. Каждое приспособление для развальцовки трубок имеет свою специфику, но этот процесс используется и для других целей – обработка металлического прута или тонкого листового металла.
Название процесса происходит от примитивного приспособления – специальные вальцы довольно просты по конструкции и в работе, зато дают обширный радиус закругления заготовок. Промышленное производство предполагает использование ковочных вальцов (валков), через которые проходит отрезок металла.
Правильное использование инструмента гарантирует качественную и равномерную деформацию по заданной окружности или под определенным углом. Например, можно получить заготовку правильной цилиндрической формы или завиток для кованых ворот, используя вальцы для профильной трубы своими руками.
Вальцы подбирают по толщине металлического изделия, нередко требуется вальцы большого радиуса. Не только сталь становится пластичной при обработке указанными выше приспособлениями. Подобным способом деформируют пластмассу, полимерные материалы и некоторые прутковые и листовые и металлы:
- алюминий;
- черный металл;
- мягкие сплавы;
- оцинковка.

Вальцовкой также называют прокатку трубы на специальном станке с целью получения гнутой заготовки
Внимание! Сегодня гибка труб и вальцевание – распространенная услуга, но этот процесс можно освоить самостоятельно при наличии удобного в использовании приспособления. Такие навыки применимы в разных народных сферах и промышленном производстве, при изготовлении сварных конструкций – лестниц, ворот, мебели.
Наиболее распространенные способы формовки металлических изделий после прокатки профильной трубы:
- растяжение;
- гнутьё;
- наматывание;
- развальцовка отверстий.
Процесс предполагает закрепление трубы в просвете, используя расширение, и диаметр трубы должен быть меньше отверстия. Для надежности соединения применяется вальцовочное оборудование. Но это понятие подразумевает разные процессы:
- Вальцовку как способ изменения ширины входного отверстия, просвета или диаметра трубы при термической обработке и сварке.
- Вальцевание изгибов труб.
- Завальцовка как метод уменьшения диаметра.
- Вальцовка отрезка бесшовного трубопровода.
- Развальцовка заготовки для изменения диаметра трубы (увеличение).
Внимание! Без опыта вальцовка труб – непростая задача, и при чрезмерном усилии металл потеряет пластичность и может треснуть, появятся другие признаки разрушения.
Вальцовочные инструменты
Вальцовка труб и листовой заготовки не только отличается, но и производится на другом оборудовании. Чаще всего используют листогибочные или ковочные вальцы – листовой металл прокатывают между вальцами для равномерной обработки и получения отрезка в форме цилиндра. Вручную браться за такой процесс нецелесообразно – это требует много времени и опыта, даже если это просто вальцы для трубогиба. Станочным способом деформировать изделия проще, поэтому имеет смысл обратиться в цех, если нет навыков и своего оборудования, а легированная сталь сложна в работе.
Вальцовка труб из стальных листовых заготовок производится на специальном оборудовании, ручном или автоматическом
Прокатка листового металла между валками дает изгиб определённой формы. Вальцы и станочное оборудование имеет предел толщины и радиуса проводимого металла. Увеличение радиуса дает уменьшение радиуса гибки при формовке тонкого металлического листа на загибочных вальцах.
Используют также специальные машины под развальцовку труб и стального проката. Универсальный инструмент прост в применении, позволяет формовать изделия необходимой формы. Обкатка листовых заготовок проводят через окружность верхнего валика, но он может делать и обратное движение. После обработки листовой стали вальцами длина изделия немного увеличивается, а поперечное сечение становится чуть меньше, благодаря термической и механической обработке.
Наиболее востребованный инструмент для вальцевания:
- станок серии Р (изделия с диаметром до 40 мм);
- оборудование РТ (изделия с диаметром до 5,50-11,5мм);
- оборудование серии Т (изделия с диаметром в пределах 6-11мм);
- вальцы СТ (изделия с диаметром 6-11мм);
- оборудование серии СР (части толстых трубных решеток);
- инструментом серии 5Р (тонкостенные изделия).
Нередко для изменения изгиба трубы достаточно бытового трубогиба, управляемого посредством рукояти. При этом радиальная форма изделия формуется посредством регулирующего ролика при прокатывании.
Важно! Чтобы труба не уплощалась в месте ее изгиба, нужно в нее засыпать песок перед деформированием, чтобы максимально сохранить естественную форму стенок.
Трехваликовый трубогиб также подходит для вальцевания металлопроката. Его предназначение – работа с изделиями из нержавейки прямоугольной и квадратной формы. Этот инструмент хорошо сгибает такие заготовки в дугу. Трубогиб прорабатывает изделие с обеих сторон.
Трехвалковым трубогибом легко обрабатывать профильные трубы — квадратные или прямоугольные
Развальцовка трубок ручным инструментом производится по алюминию и меди, поскольку это самые мягкие металлы. Ограничивающий фактор у промышленного оборудования – мощность и толщина стенок, на которые рассчитано то или иное приспособление.
Совет! Не стоит использовать тонкостенные трубы для водопровода в частном доме. Получится несложная развальцовка и стыковка, но прослужит недолго – из-за коррозии металла.
Специфическая терминология разных методов вальцовки
Понятие «вальцовка труб» немного неверно с точки зрения лингвистических норм. Под этим термином кроется 2 противоположные операции, а части деформирования заготовок производится без вальцов.
Обобщая терминологию, стоит упомянуть, что вальцовка – это:
- изменение формы трубы (превращение в круглую, квадратную, овальную форму);
- гибка под углом или по радиусу;
- формование круглой или плоской заготовки в изделие в форме трубки;
- расширения торца или увеличение одного конца трубы, чтобы подготовить к стыковке с деталью или фрагментом трубопровода;
- обжим концовки конца трубы, чтобы создать герметичную состыковку (уменьшение диаметра);
- резка металла с приданием концовке трубы другой формы и диаметра.
Привальцовка. Начало процесса расширения после того, как труба вставлена в отверстие для формовки. При этом устраняется зазор между краями отверстия и трубогибом. Далее требуется применить усилие, чтобы запустить процесс деформации при более плотном сочленении.

Для развальцовки труб из мягких металлов используются ручные инструменты
Развальцовка стальных труб – наиболее распространенный способ деформации трубопровода и других изделий. Это метод расширения диаметра одного из фрагментов трубопровода – для качественного сочленения отрезков. После такой обработки участки коммуникации состыкуются телескопическим методом – концовка одной трубы максимально плотно входит в последующий фрагмент.
Часто используется развальцовка труб из меди при монтаже водопроводов и систем кондиционирования. Такая операция (как и для всех прочих металлических труб) производится таким оборудованием:
- зажим (экспандер);
- трещётка (регулирует силу нажатия);
- конус или воронка (меняет диаметр на большее значение).
Внимание! Конусообразное оборудование используется для податливых и пластичных металлов.
Завальцовка– обратный развальцовке процесс, уменьшение входного отверстия трубопровода. Нередко для сужения диаметра используют простейшие приспособления, такие как тиски и молоток. Также краям можно придать другую форму – по типу профилированных труб. Таким методом еще и устраняют дефекты на краях трубок, возникшие при нарезке.
Особенности вальцевания в домашних условиях
В быту вальцовка изделий из меди, алюминия, оцинковки и нержавейки выполняют на универсальных гибочных вальцах, способных заменить станки, трубогибы и специальное оборудование. Качество работ зависит от толщины стенок и соответствия оборудования поставленной задаче.
Качественный свой инструмент для вальцовки достаточно надежен, не требует ремонта, им пользуются многие годы. Для работы в домашних мини-цехах используют компактные станки группы РТ, Р, Т, СР, 5Р и СТ (упомянуты выше). Вальцовку профильной трубы сложнее делать, чем трансформировать заготовку округлой формы.
Совет! Многие изделия проще гнуть в домашних условиях после прогрева паяльной лампой – для большей пластичности.
При вальцовке медных или алюминиевых труб своими руками важно не спешить и следить за процессом деформирования. При чрезмерном давлении возможно расширение отверстия больше, чем требуется, и обратно «заделать» его весьма проблематично. Разрывы наиболее вероятны на медных и стальных трубах, поэтому все этапы требуется делать по технологии.
Способы вальцовки и развальцовки труб
Одним из методов деформирования металла в определенном, заданном направлении является вальцовка. Поговорим об основных способах процесса.

В процессе металлообработки изделие подвергают деформированию, изгибанию, скручиванию и т. д. Эти операции применяют как к листовому металлу, так и к трубным заготовкам. Результатом их выполнения является изменение первоначальной геометрии объекта для его дальнейшего использования — либо в составе сборной конструкции, либо в качестве обособленного элемента. Одним из методов деформирования металла в определенном, заданном направлении является вальцовка (или вальцевание).
Этот технологический процесс часто используют при изготовлении трубных заготовок из листового металла, но и уже готовые трубы также вальцуют, если возникает необходимость задать им новые параметры. Вальцовка труб — это деформирование их стенок без снятия металла. Наиболее распространенными вальцовочными операциями при работе с трубными изделиями (как круглыми, так и профильными) являются:
- изгиб трубы вальцеванием;
- развальцовка с целью увеличения сечения;
- завальцовка как способ уменьшения сечения.
Изгиб трубы вальцеванием
Вальцовка труб является одним из способов холодной гибки. Один из самых распространенных типов профилегибочных станков, работающих по данному принципу — это классический трехроликовый вальцевый трубогиб, который способен управляться с профилями из любого материала:
- жесть;
- сталь, в том числе и коррозионностойкая (нержавеющая);
- цветные металлы;
- сплавы;
- полимеры.

Основным действующим механизмом вальцовочного станка такого типа служит конструктивный узел из трех вращающихся роликов (валков). Из них ведущим может быть один средний, либо два крайних ролика. Цилиндрическая или профильная заготовка, заправленная в станок для вальцовки труб, последовательно прокатывается между валками и изгибается для получения необходимого радиуса кривизны (рис.1).
В ходе прокатки заготовки на таком станке можно согнуть небольшой отрезок трубы, а можно изготовить и длинный гнутый профиль, протяженностью 5 и более метров, что востребовано, например, в строительной отрасли. Путем перемещения через валки заготовка изгибается под определенным углом по всей заданной длине. Еще одним важным достоинством такого станка является возможность гнуть трубу на полный круг, то есть на угол 360 градусов.
- Сначала создается предварительный натяг для придания необходимого радиуса изгиба. Это реализуется созданием усилия центральным двигающимся роликом на трубу, упирающуюся в два других ролика, либо посредством прикладывания усилия к двум боковым двигающимся роликам на трубу, упирающуюся в неподвижный центральный ролик.
- Собственно изгиб трубы происходит благодаря силе трения, возникающей между крутящими роликами станка и обрабатываемой трубой. Изделие, захватываемое усилием трения по ходу вращения крутящих роликов, гнется на величину предварительно установленного радиуса натяга трубы.
Если необходимый радиус изгиба не удается сформировать за один ход, то действия обеих стадий производятся повторно — до получения необходимой кривизны изгиба. Чем больше толщина стенки, тем большую кривизну изгиба можно реализовать. Для таких станков наименьший радиус гиба в единицах, кратных диаметру трубы, составляет:
- для очень толстой стенки — 6;
- для толстой стенки — 10;
- для тонкой стенки — более 10.
От числа ведущих роликов, а также силы трения между ними и поверхностью стенки, зависит формирование усилия, возникающего в процессе изгиба трубы вальцеванием. Вальцовочный агрегат работает с высокой производительностью; он способен обрабатывать трубы квадратного, прямоугольного, овального и даже треугольного профиля.

По этому признаку такую технологическую операцию можно отнести к одному из видов гибки металла. Поэтому отдельные специалисты заменяют словосочетание «вальцевание труб» термином «вальцевая гибка». Вальцы для профильной трубы при использовании данного типа профилегибов отличаются только формой (калибром) роликов или валков (рис.2).
Промышленные гибочные станки для труб по способу управления делятся на четыре группы:
- ручные;
- гидравлические;
- электрические с механикой;
- электрические с гидравликой.
Их выбор определяется производственными задачами, объемом серийно выпускаемой продукции и финансовым состоянием предприятия.
Развальцовка с целью увеличения сечения трубы
Еще одно широко распространенное применение развальцовки — это установка кондиционера, при которой приходиться сочленять одну медную трубу с другой без пайки, а затем присоединять полученную сборную конструкцию к внутреннему и внешнему блокам кондиционера. Для этого надо расширить конец одной трубы в виде «юбки». При подключении к кондиционеру перед развальцовкой на трубу надевают гайку, которую затягивают с юбочной частью к приемнику блока. Это можно сделать с применением инструмента для ручной вальцовки. Сам инструмент также принято называть «вальцовкой».
Простейшие инструменты–вальцовки состоят из струбцины со стандартными отверстиями для зажима трубы и упора в виде конуса, который при ввинчивании расширяет конец трубы, создавая так называемую «юбку». Существует несколько типов ручных вальцовок для труб из меди:
- вальцовка с конусом без эксцентрики и струбциной с одним универсальным держателем под все типоразмеры труб и без трещотки;
- вальцовка без трещотки и конусом без эксцентрики и струбциной с набором отверстий под стандартные сечения трубы;
- вальцовка с конусом–эксцентриком, с трещоткой и струбциной с набором отверстий под стандартные сечения труб.

Конус такой вальцовки устанавливается эксцентрично и действует по принципу валка, распределяя давление при прокатке равномерно по всей плоскости материала, давая на выходе практически зеркальную поверхность. Это позволяет по максимуму пригнать развальцованный фрагмент к отверстию штуцера или соединительной гайки, обеспечивая наивысшее качество соединения.
Стоит отметить, что благодаря эксцентричному конусу и наличию трещотки снижаются затраты на усилие при вальцовке, что облегчает и ускоряет работу мастера. Такой инструмент для обработки труб из меди рассчитан на диаметры 4–22 мм (или в дюймовом исчислении — от 3/16 до 3/4 дюйма). Применение этого устройства возможно и для тонкостенных алюминиевых и стальных труб, которые можно увидеть в спортинвентаре, в мебельных конструкциях и т. д.

С помощью еще одного приспособления (экстендера) можно расширить диаметр в одно действие. Это рычажный инструмент со сменными расширительными насадками различного диаметра (рис. 4). Это как патрон у дрели, только лапки такой головки расширяются, а не сжимаются. Усилие создается с помощью рычагов со значительным плечом.

Инструмент, применяемый для этой операции, представляет собой полноценные вальцы — конусообразные валики, которые, катаясь по внутренней плоскости заготовки, проход за проходом, увеличивают ее сечение (рис. 5).
Приводом служат реверсивные машины. В них контроль крутящего момента автоматизирован, чтобы обеспечить стабильность качества соединений. Глубина вальцевания может быть фиксированной или регулируемой, в зависимости от исполнения вальцовки.
Завальцовка как метод уменьшения сечения

В качестве ручного инструмента для завальцовки труб из мягких металлов могут выступать клещи с увеличенным рычажным плечом или малоразмерные вальцы, сочлененные с винтовой подачей. Стоит отметить, что для завальцовки водопроводной трубы из стали до сих пор нередко используют уникальное по простоте устройство — обыкновенный молоток. Однако эта работа требует предельной аккуратности, так как по неопытности можно получить совсем не ту степень деформации, на который рассчитывали изначально.
Техника самостоятельной развальцовки труб
Существует множество способов соединения труб. Иногда возникают сложности в применении какого-либо из них. Причиной тому может быть незаметное на первый взгляд различие в диаметре, неравномерно сформированные стенки. Решением вопроса может стать вариант стыковки с помощью накидных муфт. Но для этого необходимо разобрать такое понятие как развальцовка торца труб.
Что собой представляет развальцовка
Под развальцовкой понимают процесс получения на конце трубы конической юбки. Диаметр такого образования превышает диаметр исходного материала. Это возможно за счет растяжения металла. Чем сечение развальцованного участка больше, тем меньше толщина его стенки. Любые трубы из мягкого материала (алюминий, медь, их сплавы, некоторые марки нержавейки) можно развальцевать ручным способом. Твердый металл подвергают машинной обработке. Не следует путать развальцовку с вальцовкой труб.

В каких случаях применяют развальцовку
Есть несколько причин, по которым необходимо обращаться к этому методу.
Чтобы получить разъемный стык. В кондиционерах, холодильных установках, гидравлических и других системах, где положен контроль за рабочей жидкостью, применяют соединение труб при помощи муфт. Если нужно уйти от сварки цветных металлов или сварки в целом.
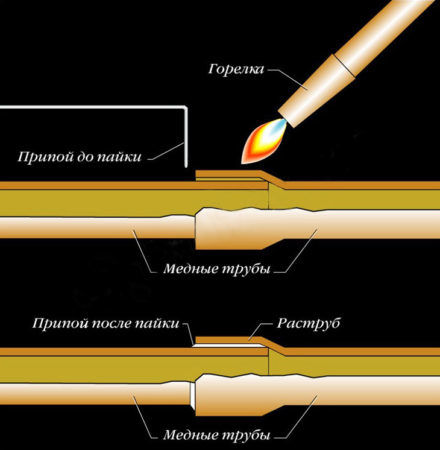
Применение пайки на медных трубках. Эффективно спаять две трубы можно только при условии достаточного соприкосновения их поверхностей. Это достигается либо вставкой одного диаметра в другой, либо (при одинаковых диаметрах) развальцовкой торцов и увеличением площади прилегания элементов. В противном случае соединение труб разорвется под действием вибрации или стороннего усилия.
Для упрощенной фиксации торца трубы. В декоративных и других целях, когда трубу следует зафиксировать, например, торцом к плоскости, применяют развальцовку и фиксацию шайбой.
В сложных конфигурациях. В тех случаях, если внутри трубы прокладывают электрические жгуты и необходимо прохождение через различные изгибы. Тогда всю трассу разбивают на отдельные элементы и стыкуют муфтами.
Инструменты для проведения работ
Развальцовку труб можно осуществить двумя способами: ручным и машинным. Первый применим для мягких металлов с небольшим диаметром. Второй – для больших диаметров сталей с возможным разогревом торца заготовки.
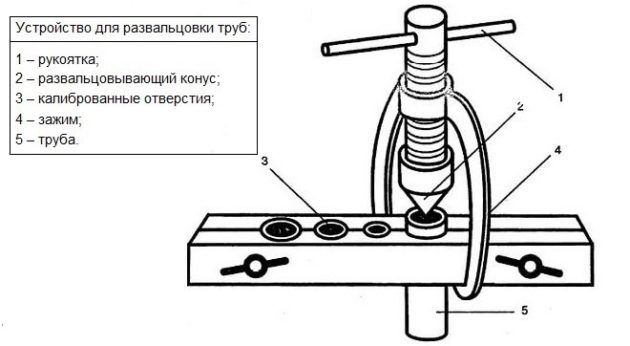
Стандартный ручной развальцовывающий станок состоит из:
- Рукояти и направляющего стержня. С их помощью осуществляется поступательно — вращательное движение конуса для развальцовки.
- Направляющего зажима. Удерживает стержень напротив заготовки.
- Конуса развальцовывающего. Непосредственно воздействует на торец трубы, формируя юбку.
- Станины тисочного типа. Она имеет калиброванные отверстия под разный диаметр трубок.
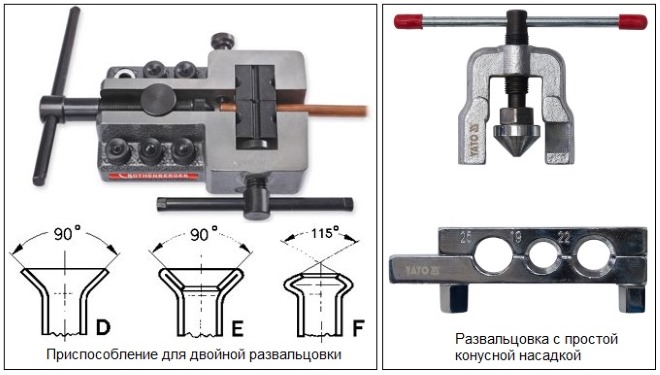
Ручное приспособление для двойной развальцовки труб. Механизм может производить несколько операций с торцом трубы, делать одинарную воронку, «грибок», двойную воронку.

Экспандер для увеличения диаметра торца трубы. Представляет собой ручной рычажный инструмент. Его рабочим органом является специальная головка, которая имеет возможность расширяться при воздействии на рычаг. С помощью этого устройства также можно делать развальцовку, но юбка будет не конусной. В обработанный таким образом край трубы можно вставить другую трубу и дальше применить пайку либо сварку.

Молоток с головкой из латуни плюс вальцовочный инструмент, изготовленный из твердой стали. Комплект предназначен для создания раструбов с углом в 45 градусов, но с помощью него сложно идеально развальцевать трубу.

Профессиональная установка для развальцовки снабжена электрическим приводом. Основной элемент устройства – головка конусовидной формы. Рабочая деталь, вращаясь, прокатывается по внутренней плоскости торца трубы. Таким образом, торец постепенно раскрывается, образуя юбку.

Получения конического раструба
Для понимания технологии процесса можно взять пример развальцовки трубок из меди. Порядок проведения работ следующий:
- Трубу тщательно торцуют. Для качественной развальцовки угол между торцом и плоскостью должен быть строго 90 градусов.
- Обработка металла рабочей части заключается в зачистке и удалении заусениц и окислов.
- На трубку надевают резьбовую муфту.
- Заготовку зажимают в станине в посадочном отверстии соответствующего диаметра. Конец трубы (рабочая часть) на несколько миллиметров должен выступать над станиной.
- Завинчивая винт, упирают развальцовывающий конус в торец и производят давление до тех пор, пока деформация участка не достигнет предела – будет образована юбка, скошенная под углом в 45 градусов.
- Вынимают заготовку из станины, муфту перемещают к обработанному краю.
Чтобы легче воздействовать конусом на заготовку, рабочую поверхность лучше покрыть смазочным материалом. Винт перемещать вперед- назад, постепенно достигая нужного результата – это поможет избежать возможного разрыва металла в районе деформации.
Работа ручным экспандером имеет свой алгоритм действий:

- Торец заготовки насаживают на подходящий диаметр головки до упора (диаметров в наличии несколько).
- Удерживая стационарную рукоять, подвижную перемещают по окружности, тем самым разводя губки головки. Работу проводят без насилия, чтобы не разорвать трубу.
- После получения расширения диаметра снимают заготовку с инструмента.
- Проверяют легкость вхождения второй трубы в полученный раструб.
Изготовление самодельного вальцовочного инструмента
Не всегда нужно приобретать заводской станок для развальцовки труб, тем более, если операция единичная. В этом случае можно воспользоваться обычным конусом и молотком, но для большей точности результата работы лучше изготовить простой самодельный инструмент. Основные части приспособления:
- Станина. ЕЕ изготавливают из стального уголка длинной 200 мм, шириной полки в 32 мм и толщиной стенки – 5 мм.
- Болты М8 два штуки. С помощью них стягивают станину.
- Тиски. В них зажимают станину.
- Конусные оправки (развальцовывающий конус). Заказывают у токаря, либо самостоятельно вытачивают из стальной болванки.
Инструмент для проведения работ:
- Электрический наждак;
- Дрель;
- Болгарка с обрезным кругом по металлу.



- Заготовку из стального уголка разрезают на два отрезка длиной по 100 мм.
- Соединяют заготовки (чтобы в торце получилась буква «Т») и зажимают в тисках.
- Просверливают два отверстия в уголках под болт М8.
- Стягивают заготовки между собой болтами.
- Просверливают отверстия под разные диаметры медных трубочек (диаметром не более 8 мм) по линии соприкосновения двух уголков.
- В каждом отверстии выбирают небольшие фаски.
Полученный инструмент готов к работе, его применяют так же, как и заводской.
Заключение
Описанные в статье материалы не исчерпывают знаний в области работы с трубами и правильной организации соединений. Но все же некоторые освещенные практические моменты помогут избежать сложностей, используя метод развальцовки.
Видео по теме: Развальцовка трубок
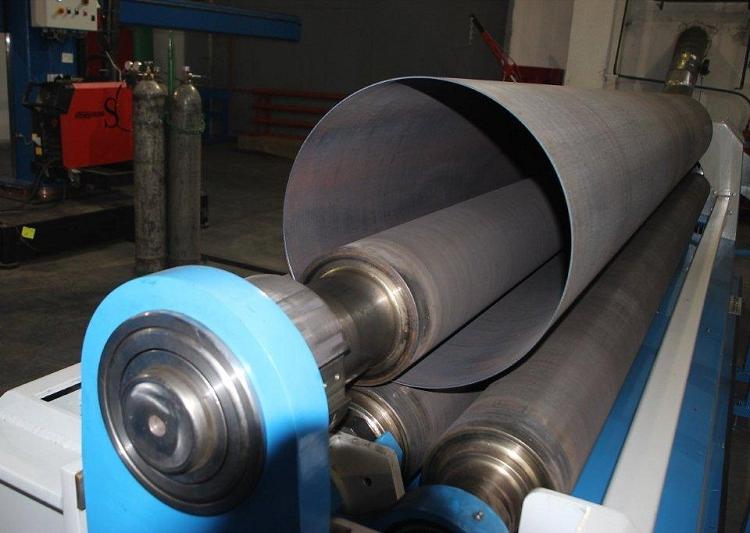
Развальцовка трубы теплообменного оборудования

Обзор процесса развальцовки труб: вальцовки и реверсивные вальцовочные машины для ремонта теплообменников, секреты и особенности процесса вальцевания труб.
Вальцовка труб теплообменников: особенности процесса
Перед тем как рассмотреть процесс развальцовки труб, обратим внимание на определение слова. Понятие “вальцовка труб” означает одновременно две вещи:
- Операцию по деформированию труб (сгибание труб).
- Радиальную деформацию трубы (увеличение диаметра трубы) для получения герметичного соединения внешних стенок трубы и трубной решетки. Процесс применяется в основном при ремонте теплообменного оборудования (котлы, бойлеры, теплообменники колонного и емкостного типа, испарители, конденсаторы, подогреватели, охладители). Именно об этом процессе мы и будем говорить в статье.
Что вы узнаете из этой статьи:
1 Вальцевание труб: особенности процесса?
В некоторых ситуациях при создании герметичных соединений трубопроводов невозможно применить сварное или резьбовое соединение. Вальцовка труб в таких случаях является практически единственным эффективным способом обеспечить оптимальную сцепку частей теплообменной системы.
Наиболее распространен метод вальцевания при изготовлении теплообменного оборудования. С его помощью создается эффективное соединение трубы с трубными решетками.



2 Специфика вальцовки труб: 3 закона профессионала
Технология вальцевания обеспечивает надежную сцепку частей трубопровода: трубы и трубной решетки. Однако, для достижения максимального результата необходимо следовать определенным требованиям обработки и соблюдать правила вальцевания:
1. Вальцевание допустимо производить только с трубами из металлов: черная и нержавеющая сталь, оцинковка, алюминий и другие.
2. Для точного подбора инструмента вальцевания нужны 2 показателя: диаметр трубы, подлежащей вальцовки, и толщина его стенок;
4. Каждый диаметр вальцевания должен выполняться оборудованием определенной серии.
Многолетний опыт работы специалистов нашей компании показывает, что все этапы вальцовки должны выполнять квалифицированные специалисты. От уровня подготовки работника зависит до 30% надежности соединения.
3 5 этапов процесса вальцевания трубы
Суть процесса вальцовки – подгон концов двух помещенных друг в друга частей трубопровода по диаметру до полной герметизации.
Весь процесс вальцевания мы разделяем на несколько этапов:
1. Установка трубы в трубную решетку. При этом образуется зазор.
2. Расширение диаметра внутренней трубы при помощи специальных инструментов – вальцовок и вальцовочных машин.
3. Привальцовка – в процессе воздействия оборудования внутренняя труба, расширяясь, подвергается деформации.
4. Развальцовка – увеличиваясь в диаметре, внешняя поверхность оказывает давление на отверстие барабана трубы, отчего он начинает также деформироваться. После завершения работ по вальцеванию стенки барабана начинают активно давить на трубу, поэтому соединение становится полностью герметичным.
4 Подводные камни вальцевания
При проведении вальцовочных работ возникают различные производственные риски. Так, например, если затянуть процесс вальцовки, то деформация материала барабана превысит допустимые нормы. В такой ситуации произойдет чрезмерное расширение трубы, а прочность и надежность ее стенок значительно снизится. Как следствие – снижение уровня герметизации соединения. Недостаточный уровень вальцевания также пагубно скажется на конечном результате.
Чтобы избежать подобных промахов в работе, специалист должен четко знать и учитывать специфику вальцовок различных серий. Применять их необходимо только в соответствии с предназначением. При этом объект вальцевания должен быть обработан криогеном. Это позволит увеличить прочность трубы, снизить уровень истирания и увеличить срок службы конструкции.
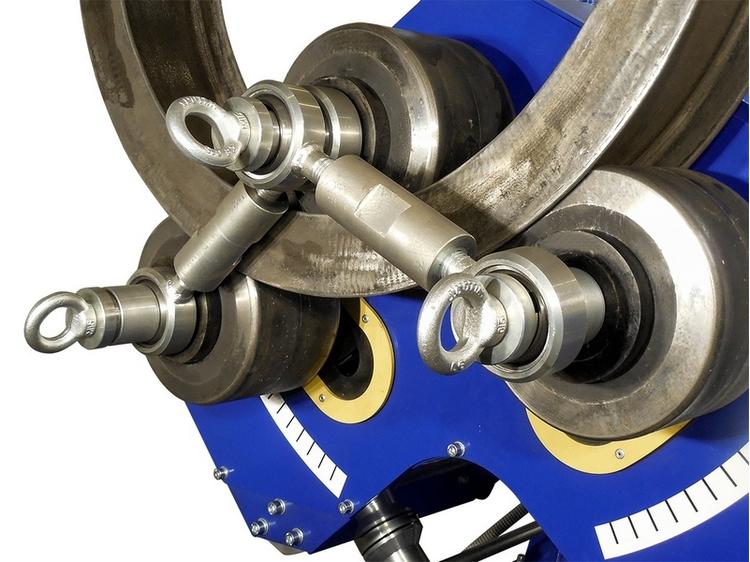
КСТАТИ. Мы рекомендуем приобретать специальные реверсивные вальцовочные машины с автоматическим контролем крутящего момента. Отрегулируйте реверс, протестировав машину на одной из трубок теплообменника, зафиксируйте его и спокойно проводите развальцовку остальных трубок без опасности чрезмерной или недостаточной деформации
Узнайте больше об особенностях процесса вальцевания труб теплообменного оборудования у специалистов нашей компании. Для этого позвоните по бесплатному по России номеру телефона, напишите письмо на электронную почту или обратитесь через онлайн-консультант портала. Наши сотрудники обязательно ответят на любые Ваши вопросы о вальцевании труб, а также помогут подобрать оборудование нужной серии.
Вальцовки серии Т с фиксированной глубиной вальцевания
Вальцовки серии Р с регулируемой глубиной вальцевания





