Проволока стальная низкоуглеродистая общего назначения
Одним из популярных изделий металлургии является проволока стальная низкоуглеродистая общего назначения. Она получила достаточно широкое распространение.

Типы и основные размеры
Стальную проволоку разделяют на два типа: с цинковым покрытием и без него. Этим покрытием является цинк. Также стальная проволока подвергается термической обработке и нет. Продукция после термообработки получается светлого и чёрного цвета. Толщина такой стальной проволоки колеблется от 0,16 мм до 10 мм.
Размерный ряд изделий с цинковым покрытием составляет от 0,2 мм до 6 мм. Само покрытие подразделяется на два класса: первый класс и второй класс. Отличие одного класса от другого заключается только в толщине покрытия. Все изделия второго класса имеют более плотное цинковое покрытие, а следовательно и более толстое. Изделия второго класса являются более прочными.
Технические требования
Эта проволока изготавливается из низкоуглеродистых марок стали. Все свойства соответствуют положениям ГОСТ. В соответствии с этим стандартом каждая партия стальной проволоки должна удовлетворять следующим техническим требованиям:
- она может быть термически обработанной или не подвергаться такой обработке;
- поверхность проволоки может быть с покрытием или без него;
- оно не должно иметь трещин и окалины;
- наличие окалины допускается только у термически обработанной продукции;
- должна соответствовать установленному перечню диаметров;
- допускается отклонение от установленной линейки диаметров, но не более оговоренных в стандарте. Например, для проволоки диаметром 1,2 мм допустимое отклонение составляет 0,03 мм, диаметра 3,5 мм – отклонение не превышает 0,08 мм.
- любой образец термически необработанной проволоки с диаметром от 0,5 мм до 6 мм включительно, должен выдерживать более четырёх испытаний на изгиб;
- покрытием является цинк;
- в этом случае на поверхности не должно оставаться мест без покрытия;
- поверхностная плотность покрытия должна соответствовать установленным нормам;
- намотка производится ровными слоями без перепутывания и скручивания на катушки или мотки;
- вес единицы упаковки, должен соответствовать принятому ГОСТ (они могут находиться в интервале от 500 кг, но не более 1500 кг).

Проволока термически не обработанная
Приведенные технические требования строго соблюдаются производителем.
Поверхностная плотность цинкового покрытия
В соответствии с установленными стандартами такой параметр, как поверхностная плотность цинкового покрытия измеряется в г/м 2 . Этот показатель зависит от диаметра изделия и его класса. Например, при толщине изделия от 0,2 мм до 0,32 мм первого класса плотность покрытия составляет 10 г/м 2 . При диаметре 6 мм плотность уже составляет 85 г/м 2. Для изделий второго класса цинковое покрытие начинается с диаметра 0,63 мм. Для этого образца плотность составляет 405 г/м 2 . Более подробные допустимые нормы поверхностной плотности приведены в соответствующих таблицах.
Механические свойства проволоки вязальной
К механическим свойствам относятся:
- временное сопротивление на разрыв;
- относительное удлинение;
- удельный вес;
- электрическое сопротивление;
- допустимое число витков.
Правила приёмки
К принимаемой продукции установлены требования, которые позволяют следить за её качеством. В перечень этих требований включены следующие положения:
- проволока принимается выпускаемыми партиями;
- каждая партия должна включать изделие одинаковых технических показателей (класса, диаметра, способа обработки, вида покрытия);
- каждая партия оформляется документально;
- в документ включена следующая информация: наименование товара, реквизиты изготовителя, маркировка согласно ГОСТ, результаты испытаний;
- массогабаритные характеристики.
По установленному порядку проверка качества поверхностного покрытия производится на каждой катушке или мотке. Проверка диаметра и допусков осуществляется выборочно на 5% готовой продукции. Проверке механических свойств подвергаются только три процента от всей партии.

Механические характеристики проволоки
Если результаты получены неудовлетворительные производят повторную выборку, испытания повторяют снова.
Конечные результаты считаются приемлемыми для всей партии.
Методы испытания
Проверка соответствия качества выпускаемой продукции разработаны следующие методы:
- весовой;
- объёмно-газометрический;
- погружения.
Их надёжность основана на выборочном методе общей теории статистики. Поэтому, как показывает опыт, достаточно осуществить выборку одного образца из каждой заданной партии.
Первый метод предполагает визуальную проверку и взвешивание. Визуальный осмотр позволяет определить состояние выбранного образца, определить диаметр, глубину обнаруженных дефектов. Эти параметры обычно измеряют с помощью соответствующих измерительных приборов. Диаметр и степень овальности стальной проволоки измеряют в двух плоскостях с помощью микрометра. Затем полученные данные сверяют с ГОСТ 6507-78. Обязательным условием подобных измерений для оцинкованной проволоки является отсутствие чрезмерных наплывов.

Контроль качества проволоки
На основании этого метода массы цинка, расположенного на поверхности образца определяется вычислением разницы массы образца с цинком и массы образца с удалённым покрытием. Далее по известной формуле вычисляют среднеарифметический показатель. Погрешность таких оценок при тщательном проведении испытаний, не превышает 0,001 г.
Далее приступают к оценке образца по следующим показателям: на изгиб, растяжение, разрыв. Если величина диаметра выбранного образца, не превышает 0,5 мм, возможна замена обычного испытания на величину разрыва с образованным узлом.
После этого проводят проверку на так называемую навивку. Осуществляют накручивание стальной проволоки на стержень такого же диаметра как у самой проволоки Если диаметр превышает 6мм, то диаметр стержня должен составлять двойной диаметр образца. Затем измеряют весовые характеристики.
Его применяют при решении спорных ситуаций, для проведения арбитражных анализов.
Объемно-газометрический метод.
При подготовке к исследованиям снимают всё цинковое покрытие образца до стальной поверхности. С этой целью его погружают в специальный раствор.
Итоговый результат рассчитывается как среднеарифметический показатель нескольких результатов испытаний.

Проволока стальная термообработанная
Порядок реализации этого метода определяется следующей последовательностью операций:
- из представленного образца выбирают несколько кусков проволоки одинаковой длины (разница в длине не должна превышать 0,5 мм);
- каждый отрезок тщательно обезжиривают (обезжиривающими растворами могут быть: спирт, бензин или другие подходящие химические растворы);
- затем используя химические свойства цинка растворяют его (стараются уловить весь выделяющийся водород);
- в лабораторных условиях измеряют объём полученного водорода;
- по известной формуле рассчитывают поверхностную плотность цинка;
- в серной или соляной кислоте производят так называемое стравливание цинка.
Метод погружения
В данном методе выбранный образец погружают в раствор сернокислой меди. Плотность раствора должна составлять 1,116 г/см 3 . При температуре 18 °С.
В этом случае для получения результатов соблюдается следующий порядок:
- готовят несколько испытательных стальных брусков одинаковой длины (обычно 150 мм);
- производят обезжиривание с промывкой дистиллированной водой;
- каждый стальной образец тщательно протирают от следов жидкости и высушивают;
- затем опускают в приготовленный раствор (он имеет в своём составе сернокислую медь);
- расстояние от места положения брусков до поверхности раствора должна составлять 100 мм, время погружения — 60 сек;
- одновременно испытывают шесть стальных образцов;
После проведенного испытания проверяют остатки медного покрытия на поверхности брусков. Если на поверхности хотя бы одного стального бруска окажутся участки с остатками медного покрытия — образец не выдержал испытания. Оценка производится визуально.
Упаковка, маркировка, транспортирование и хранение
После производства стальной проволоки, проверки её качества необходимо решить важные задачи – логистические. Они успешно решаются только при строгом соблюдении установленных стандартов на упаковку, маркировку, хранение, транспортировку.
К упаковке такого специфического товара из стали предъявляются следующие требования:
- готовая продукция упаковывается в катушки, мотки, бухты;
- для придания крепости каждый моток перевязывают такой же стальной проволокой (места крепления должны быть распределены по длине);
- все упаковочные единицы аккуратно намотаны, концы выведены таким образом, чтобы были доступна для размотки;
- мотки тонкой стальной проволоки (например, 0,8мм и тоньше) обвязывают стальной проволокой того же диаметра;
- на катушке должен быть выведен конец проволоки вверх и иметь крепёжную петлю;
- если к отправке готовиться целая партия мотков одного наименования их объединяют и перевязывают в бухты;
- консервация отправляемых стальных изделий производится только по требованию заказчика.

По требованию стандарта готовые изделия могут быть упакованы и законсервированы следующим образом:
- готовые для транспортировки катушки с намотанной проволокой 0,5мм обязательно обёрнуты специальной бумагой и уложены в ящики;
- мотки с проволокой большего диаметра, кроме бумажного слоя, оборачивают полимерной плёнкой;
- кроме полимерной плёнки стандарт допускает применение нетканых материалов;
- мотки толстой проволоки у которых общий вес составляет от 500кг до 1,5 т не упаковываются.
На основании установленных стандартов в качестве упаковочного материала для проволоки разрешается применять:
- пропитанную парафином плотную бумагу (в один или два слоя);
- различные виды плёнки;
- отдельные сорта нетканых материалов (например, так называемое тарное холстопрошивное полотно, в несколько слоёв, пропитанное специальным составом);
- специальные виды полотна: из химических волокон, синтетические полотна, упаковочные ткани;
- для обвязки и крепления разрешается применять различные виды технических лент.

Подготовка проволоки к перевозке
Готовая и упакованная стальная проволока может быть отправлена потребителю любым видом транспорта: железнодорожным, автомобильным, водным. Особое внимание при отправке готового заказа уделяется длине транспортного плеча и географическому положению заказчика. Если транспортировка предполагает перемещение готового заказа на несколько тысяч километров, в районы с холодным и влажным климатом, то согласованию заказчиком отправитель может дополнительно провести мероприятия по защите от коррозии в дороге. Главным ограничением при транспортировке такого груза является ограничение по весу единичной партии. Она не должна превышать 1,5 т. Потребитель может эту норму уменьшить, до удобной ему величины, например,100 кг.
При перемещении заказанной стальной проволоки крытым транспортом ограничение по массе грузового места составляет 1250 кг. Перевозка по железной дороге может производится: в вагонах, полувагонах, на открытых платформах, специальных и универсальных контейнерах. Во всех случаях существует порядок и правила крепления такого груза на железнодорожном транспорте. Эти правила установлены приказом по министерству путей сообщения.
Перед отправкой на готовые элементы наносится маркировка. По требованию стандарта она должна включать следующую информацию:
- информационные надписи;
- транспортную маркировку;
- специальные манипуляционные знаки;
- при необходимости могут наноситься дополнительные надписи.

Маркировка готовой продукции
Эта информация наносится на ярлык и крепится к каждой катушке, не зависимо от её размера и веса. Обычно этот ярлык выполняется типографским способом и имеет графы для следующей информации: товарного знака или логотипа компании, условного обозначения вида продукции, основные характеристики. На ярлыке присутствует штамп службы технического контроля. Оно подтверждает соответствие отгружаемой продукции стандартам. На этот ярлык наносят манипуляционные знаки. Они указывают какие действия допускается производить с этим грузом
Хранение такой продукции, изготовленной из низкоуглеродистой стали, не требует особых условий. Эти условия определяет завод изготовитель и сам потребитель.
Сферы применения стальной проволоки
Применение рассматриваемой стальной проволоки распространено на многие отрасли: промышленность, строительство, сельское хозяйство. В частности её применяют:
- для изготовления широко ассортимента метизной продукции (гвоздей, саморезов, крепёжных скоб)
- изготовления различной формы ограждений;
- стальных проводов для системы электропередач, связных коммуникаций;
- осуществления связки проводов и крепления их к изоляторам;
- в полиграфии для сшивания готовой продукции;
- производство стальных сеток различного назначения;
- в виноделии для изготовления стальных мюзле;
- на стройках и домостроительных комбинатах для армирования железобетонных конструкций;
- проволочной стальной фибры, позволяющей устранять трещины в бетонных конструкциях.
Наиболее популярный ассортимент проволоки вязальной
Из всего многообразия выпускаемой продукции наиболее популярной считается вязальная проволока следующего ассортимента:
- Для строительной отрасли изделия диаметром от 1,2 мм и 1,4 мм. С её помощью производят связку самой распространённой стальной арматуры 8 и 12 мм.
- В полиграфии применяется стальная проволока 0,3 и 0,5 мм.
- Для электросетей используют диаметр от 3 до 5 мм.
В каждом конкретном случае производится расчёт требуемого диаметра и длины стальной проволоки.
Применение, расчет, производство и особенности вязальной проволоки

Вязальная проволока – материал, играющий важную роль при сооружении монолитных бетонных конструкций. Основное назначение – соединение арматурных элементов в надежный плоский или пространственный каркас. Другие области применения вязальной проволоки: изготовление канатов, сетки-рабицы, колючей проволоки, кладочной сетки, упаковочные работы.
Основные характеристики продукции
Заготовкой для производства вязальной проволоки является проволока-катанка, которую подвергают холодному волочению. Исходный материал – низкоуглеродистая сталь с содержанием углерода до 0, 25%. Важным технологическим процессом при изготовлении этой продукции является термическая обработка – отжиг, заключающийся в нагреве проволоки с последующим медленным охлаждением в печах – колпаковых, шахтных, линейного типа. Цель этой операции – восстановление кристаллической решетки стали, деформированной при холодном волочении, и снижение остаточных напряжений в металле. Проволока, не прошедшая термическую обработку, плохо изгибается, часто рвется и ломается. Отожженные изделия удобны при вязании узлов, а главное – прочно фиксируют арматуру в установленном положении.
Существует два вида отжига, применяемых в производстве вязальной проволоки для арматуры:
- светлый – осуществляется в колпаковых печах в присутствии инертного газа. Поверхность такой продукции – чистая без окалины, стоимость – более высокая. В маркировке этот вид ТО обозначается буквой «С»;
- темный – протекает в присутствии кислорода, поэтому поверхность проволоки получается темной, с присутствием окалины. Продукция после такой термообработки маркируется буквой «Ч». Окалина ухудшает внешний вид изделий, остается на руках работников, но механические характеристики не снижаются.
Оцинкованная вязальная проволока

Для увеличения коррозионной стойкости длинномерной продукции и расширения области ее применения используют различные виды металлических покрытий, наиболее массово используется цинкование. В промышленности распространены два вида этого процесса.
- Горячее цинкование – по качеству и долговечности является одним из наилучших. Защитный слой наносится на промытую, обезжиренную, протравленную, флюсованную и тщательно высушенную поверхность. Этот процесс, осуществляемый протягиванием через ванну с расплавленным цинком, является высокопроизводительным, но энергозатратным и требующим проведения мероприятий по экологической безопасности. Может осуществляться несколько раз – до получения требуемой толщины защитного слоя.
- Гальваническое цинкование обеспечивает получение более тонкого, чем при горячем процессе, но достаточно плотного защитного слоя. Эта технология требует меньших затрат энергии и более экологична, получила широкое распространение за рубежом. Этот способ цинкования вязальной проволоки регламентируется ГОСТом 3282.
Расчет вязальной проволоки для армирования
В частном строительстве наиболее востребованы арматурные стержни диаметром 8-12 мм, для которых обычно применяется проволока диаметром 1,2-1,4 мм.
Примерный расход вязальной проволоки можно определить, пользуясь следующими приблизительными данными:
- при стыковании двух арматурных стержней диаметром 10 мм требуется 0, 25 м проволоки;
- для узла из трех прутьев диаметром 10 мм – 0,5 м;
- наиболее упрощенный вариант расчета – количество узлов умножают на коэффициент 0,5 и получают требуемое количество проволоки в метрах.
При покупке продукции рекомендуется теоретически рассчитанное количество увеличить в два раза. Эта мера необходима, поскольку даже отожженная проволока рвется при завязывании.
Теоретический вес 1 м вязальной проволоки диаметром:
- 1 мм – 0,00617 кг;
- 1,2 мм – 0,00888 кг;
- 1,2 мм – 0,0121 кг.
При умножении массы 1 м этой длинномерной продукции на требуемый метраж вы получите вес мотка или бухты, который необходимо приобрести.
Проволока поставляется в розеттах, бухтах, мотках. Для создания арматурного каркаса можно приобрести готовые отрезы с кольцами по краям.
Проволока для вязки арматуры: классификация, применение, нюансы выбора и расхода
Ни один объект промышленного или гражданского строительства не возводится без использования железобетонных изделий и конструкций. Для усиления прочности и надежности бетон армируют, в его «тело» помещают каркас из арматуры. Вязальная проволока самый популярный материал для соединения металлических прутов между собой, для создания каркаса, именно о ней пойдет речь в данной статье.

Применение и технология производства
Самой большой популярность проволока для вязки арматуры пользуется в монолитном строительстве. С помощью бетона и арматуры, создаются постройки самых необычных форм, благодаря своей технологии, целостности конструкции от фундамента до крыши. Именно в этой сфере без использования проволоки не обходится не один объект.

Проволоку применяют для армирования, таких железобетонных конструкций как:
- Фундаментов (ленточных, плитных, свайных).
- Стен, колонн, балок и перемычек.
- Лестниц.
- Монолитных перекрытий.
- Стяжки пола.
Самые важные параметры проволоки для вязки арматуры – это гибкость и прочность. Она должна обеспечивать надежное соединение пересекающихся элементов арматуры, одновременно быть мягкой и податливой для быстрого проведения работ.
Данные характеристики обеспечиваются свойствами материала, технологией производства и последующей термической обработкой.
Материалом для изготовления является низкоуглеродистая сталь. Проволока – продукт процесса волочения заготовки через фильеры с заданным диаметром. Под воздействием давления и в процессе пластического деформирования заготовки структура стали измельчается и улучшается, на поверхности образуется упрочненный наклепанный слой.
Однако после такой процедуры в металле сохраняются значительные внутренние напряжения, которые не позволяют изгибать полученный продукт, он будет жестким и хрупким. Поэтому, для возможности применения проволоки для вязки, она подвергается термической обработке – отжигу. В процессе отжига происходит релаксация и снятие напряжений. Таким образом, в результате получается прочное, удобное в работе изделие.
Маркировка и классификация
Вся выпускаемая вязальная проволока изготавливается в соответствии с ГОСТом – 3282-74 «Проволока стальная низкоуглеродистая общего назначения». Документ регламентирует все технические характеристики – тип, размеры, точность изготовления, механические свойства материала.

В ГОСТе указана классификация проволоки по следующим признакам:
- По виду обработки – термообработанная или нет.
- По виду покрытия – с оцинкованным покрытием или без него.
- По точности изготовления – с повышенной или нормальной точностью.
- По временному сопротивлению разрыву (только для не отожженной)– I и II группы.
В зависимости от условий, при которых производилась термическая обработка, проволочка бывает светлой или черной. Черная получается в процессе отжига в воздушной среде, под воздействием кислорода на поверхности металла образуются оксиды и окалины. Светлая проходит термообработку в среде инертных газов, её поверхность чистая, но по технологическим параметрам она ничем не отличается от черной.
Проволока может выпускаться диаметром от 0,16 до 10 мм без покрытия, и 0,2 – 6 мм с покрытием.

Маркировка проволоки включает в себя:
- диаметр – указывается в миллиметрах;
- вид обработки – буква О, в случае проведения термообработки;
- точность изготовления – буква П при повышенной точности;
- вид поверхности – С (светлая), Ч (Черная)
- наличие цинкового покрытия – 1Ц или 2Ц (цифра обозначает класс).
Вся выпускаемая проволока наматывается на бухты или катушки, проходит обязательный контроль, маркируется и подтверждается сертификатом качества. По маркировке выбирается необходимая для использования продукция. Каждый вид вязальной «нити» имеет свое назначение исходя из условий её применения.
Какой проволокой лучше вязать арматуру
Основные критерии выбора это, диаметр арматуры и применяемый инструмент. Для вязки проволокой используют цанги, так же ручные, полуавтоматические и автоматические крючки.

Главная задача проволоки, это надежная фиксация арматуры, чем она толще, тем толще должен быть и связующий элемент. Минимальный применяемый для вязальных работ диаметр – 0,8 мм, используют для связки арматуры, диаметр которой не превышает 10 мм. Размер от 1 мм до 1,2 мм применяется чаще всего в частном малоэтажном строительстве. А при возведении зданий со значительной нагрузкой рекомендуют применять проволоку 1,4-1,6 мм. Для выполнения вязальных работ достаточно использование материала нормальной точности.
Совет от мастера! Я занимаюсь монолитным строительством уже более 10 лет и хочу сказать, что самая удобная проволока для вязки арматуры крючком имеет диаметр 1,2 мм. Подходит для связывания прутов всех диаметров, просто для арматуры диаметром 16 мм и выше, берется две проволочки.
Преимущество проволоки перед сваркой
При сравнении технологии сварки с вязкой, отметим следующие плюсы соединения проволокой:
- простота работы с материалом – процесс вязки арматуры посилен каждому;
- выполнение армирования непосредственно в опалубке;
- удобная регулировка положения прутьев – при необходимости можно исправить геометрию каркаса, отвязав несколько элементов конструкции;
- отсутствие сварных соединений – при нагреве у металла уменьшаются начальные характеристики, он становится слабее, сварной шов более подвержен коррозии;
- доступная цена.
К минусам можно отнести лишь шаткость связанного каркаса, но если, дополнить армирующую конструкцию раскосами, она станет жёстче.
Расход материала: нюансы и пример подсчета
Проволока реализуется в килограммах. Поэтому, при определении необходимого для работы объема материала, вычисляется сначала требуемый метраж, а затем рассчитывается общая масса.

Метраж зависит от схемы армирования и количества узлов перехлеста прутков. Количество узлов умножается на 0,3-0,4. Таким образом, получается общая длина необходимой проволоки в метрах. На практике установлен процент возможного брака, что необходимый запас – не менее 30% от расчетного объема.
Зная необходимый метраж соединительного материала, умножаем его на вес одного метра, и получаем требуемый вес проволоки для проведения арматурных работ.
Таблица веса 1 погонного метра вязальной проволоки в кг.
| Диаметр, мм | Вес погонного метра, кг |
|---|---|
| 0,8 | 0,004 |
| 1 | 0,006 |
| 1,2 | 0,009 |
| 1,4 | 0,012 |
| 1,6 | 0,016 |
| 1,8 | 0,022 |
| 2 | 0,028 |
| 2,2 | 0,04 |
Для того чтобы высчитать расход вязальной проволоки на 1 тонну арматуры и 1 м 3 бетона, нужно знать диаметр используемых прутов, шаг соединения, и конструкционные особенности будущего железобетонного изделия.
- Объем железобетонной плиты 1 м 3 , это 5 м 2 перекрытия, а это в свою очередь два слоя сетки с шагом ячейки 200 на 200 мм, общей площадью 10 м 2 .
- Соединяется арматура в шахматном порядке, для связки 1 м 2 такой сетки необходимо сделать 13 узлов + 8 узлов при дополнительном усилении, получаем 21 узел.
- Теперь 21*0,3= 6,3 метра, берем 30 % на брак – 2,1 метра, в итоге получаем 6,3+2,1=8,4 метра материала на 1 м 2 , рассчитываем необходимый метраж на всю площадь 10*8,4=84 м.
- Вес одного метра проволоки толщиной 1,2 мм равен 0,009 кг, считаем 84*0,009=0,756 кг, получаем, что для армирования 1 м 3 бетонного перекрытия необходимо около 0,756 кг, вязальной проволоки.
- На 1 м 3 такой плиты перекрытия надо около 113 метров арматуры А500С диаметром 12 мм. Вес 1 метра арматуры 0,888 кг, значит 113*0,888=100 кг материала на 1 м 3 .
- Следовательно, на 1 тонну арматуры диаметром 12 мм необходимо 10*0,756=7,56 кг проволоки.
Как видите, все расчеты строго индивидуальны, так как у каждого железобетонного изделия свои размеры и конструкционные особенности.
Вязка арматуры – на первый взгляд простой, но на самом деле очень важный процесс, от которого зависит прочность и долговечность железобетонной строительной конструкции. Немаловажную роль в качестве соединения арматуры играет качество вязальной проволоки. При правильном использовании материала, диаметре изделия и соблюдении технологии вязания добиться необходимого результата достаточно просто. Также не стоит забывать о проверке наличия сертификатов на приобретаемый материал, которые гарантируют заявленные производителем характеристики.
Стальная низкоуглеродистая оцинкованная проволока ГОСТ
 Проволока – это оцинкованный стальной прут, растянутый с помощью волочения через фильеры в длинномерное изделие. Проволока имеет различное сечение шестигранное, круглое, треугольное, квадратное. Проволочные изделия изготавливаются из различных металлов: меди, стали, олова, бронзы, и так далее.
Проволока – это оцинкованный стальной прут, растянутый с помощью волочения через фильеры в длинномерное изделие. Проволока имеет различное сечение шестигранное, круглое, треугольное, квадратное. Проволочные изделия изготавливаются из различных металлов: меди, стали, олова, бронзы, и так далее.
Технические характеристики стальной оцинкованной проволоки, согласно ГОСТ
Сталь, из которой изготовлена проволока, отличается химическим составом, придающий ей определенные характеристики. Так, проволоку, где содержание углерода меньше 0,13% называют низкоуглеродистой. Низкое количество углерода делает ее более эластичной и мягкой. Сечение стальной низкоуглеродистой проволоки согласно ГОСТ может быть 0,21–6,2 миллиметров.
Упаковка изделий, может быть:
 в сэндвичах по 450–500 кг;
в сэндвичах по 450–500 кг;- в мотках 15–120 кг;
- в большегрузных бухтах 1100–1350 кг;
- в розеттах 400–700 кг.
 в сэндвичах по 450–500 кг;
в сэндвичах по 450–500 кг;Также, есть возможность изготовить проволоку с параметрами, не указанными в ГОСТ:
- Упаковка (упаковка в пленку, полипропилен, вспомогательные кольца для транспортировки и т. д.);
- Изделия с минусовым допуском для увеличения погонного метра в одной тонне;
- Минимальный объем смазки (но в этом случае она может быстрей покрыться коррозией);
- Размеры мотков, которые подходят под оборудование заказчика (наружный и внутренний диаметр бухты);
- Четкие ограничения по нижнему и верхнему пределу прочности;
- Фосфатное покрытие изделия;
- Упаковка большегрузных бухт на поддон для удобства транспортировки.
Изготовление стальной оцинкованной проволоки с требованиями ГОСТ
 Вязальная низкоуглеродистая термически обработанная проволока изготавливается с помощью волочения с катанки и последующей термической обработки в печах обжига. Заготовку обжигают для придания ей более эластичных механических качеств. Так она выдерживает большее количество изгибов и становится мягче.
Вязальная низкоуглеродистая термически обработанная проволока изготавливается с помощью волочения с катанки и последующей термической обработки в печах обжига. Заготовку обжигают для придания ей более эластичных механических качеств. Так она выдерживает большее количество изгибов и становится мягче.
С учетом применения, согласно ГОСТ, стальную оцинкованную проволоку могут обжигать в защитной атмосфере (светлый обжиг) и в обычной атмосфере (черный обжиг). Во время черного обжига сталь покрывается слоем окалины из-за ускоренного ее окисления при повышенных температурах.
При светлом обжиге, в печи подключают инертный газ, и обжиг происходит в бескислородной среде. При таком светлом обжиге оцинкованная заготовка не окисляется и вынимается из печей светлой, без образования окалины.
Способы защиты стальной проволоки от образования коррозии
 Для защиты стальной заготовки от образования коррозии ее покрывают слоем цинка. ГОСТ предусматривает несколько технологий покрытий. Но чаще всего ее покрывают по технологии горячего оцинкования.
Для защиты стальной заготовки от образования коррозии ее покрывают слоем цинка. ГОСТ предусматривает несколько технологий покрытий. Но чаще всего ее покрывают по технологии горячего оцинкования.
Это лучше, нежели гальваническое покрытия, которое привозится к нам с Китая, потому что при горячем оцинковании нельзя значительно снизить количество цинка на изделии. С учетом того, что цинк на поверхность заготовки, при горячей оцинковке, ложится, не очень равномерно, то уровень оцинкования указывают в гр./м.кв.
Определяют этот показатель таким образом, берут отрезок оцинкованного изделия, определяют его массу на лабораторных весах, и химическими способами убирают с него полностью цинк. Затем взвешивают заново. Зная размер отрезка и его сечение, определяют площадь поверхности изделия. Разницу в весах разделяют на площадь и получают объем цинка на метр квадратный площади стальной проволоки – плотность покрытия цинка определяется ГОСТ.
Особенности изготовления

Почему у некоторых изготовителей оцинкованное изделие блестит, а у некоторых – поверхность не блестящая, матовая, серая? Потому что во время оцинковки заготовка пропускается через ванну с жидким раскаленным цинком. Затем, когда проволока с прилипшим цинком выходит из ванны, цинк в горячем состоянии активно вступает в реакцию с кислородом и появляется защитная пленка, имеющая не блестящую поверхность и серый цвет.
Но надо бросить пыль в глаза потребителю и сделать проволоку для него наиболее привлекательной! Для этого изготовители после выхода заготовки из цинкового сплава устанавливают специальные установки охлаждения. Это нужно, чтобы цинк быстро остыл. В данном случае цинк вступает в реакцию с кислородом медленно и до тех пор, пока заказчик не приобретет оцинкованную проволоку, изделие будет блестеть.
Заказчик через определенное время увидит, что его проволока не отличается от той, которая вначале не блестела. Тут ничего уж не поделаешь, цинк в любом случае будет постепенно окисляться. Потому гоняться за блестящими изделиями нет смысла и, особенно не нужно переплачивать за них. ГОСТ регламентирует такое количество цинка:
- Плотность цинка составляет от 50 гр./м. кв. при сечении 2 мм до 80 гр./м кв. при сечении 5 миллиметров.
- При более мелком сечении плотность цинка снижается до 10 гр./м. кв. при сечении 0,21–0,31 миллиметра.
Сырье для изготовления, требования ГОСТ
Сырье для изготовления указывается в ГОСТ:
- катанка D = 6,6 или 5,6 миллиметров Ст 0М (для D = 1,6–6,1 миллиметров);
- Ст 3 (для D = 4–6 миллиметров);
- Ст 1КП (для D = 0,9–6 миллиметров);
- Св 08(А) (для D = 0,4–0,71 миллиметров).
Изготовители пользуются, как правило, катанкой.
Использование
 Изготовление гвоздей – низкоуглеродистая термически необработанная светлая проволока сечением 1–6 мм. Изготовители гвоздей чаще всего выбирают большегрузные мотки по 1–1,3 тонн.
Изготовление гвоздей – низкоуглеродистая термически необработанная светлая проволока сечением 1–6 мм. Изготовители гвоздей чаще всего выбирают большегрузные мотки по 1–1,3 тонн.
Растяжки для подвешивания хмеля. Используют отожженную не оцинкованную проволоку сечением 1 мм и необожженную не оцинкованную сечением 3 мм. Из низкоуглеродистой стали 2,5 мм делают крючки, куда крепят проволоку 1мм, и растягивают ее между опорами. Нужно, чтобы низкоуглеродистая сталь была отожженной (эластичной), так как необожженная, во время обрыва, пружинит и может нанести травму работникам.
Для виноградников используют оцинкованную необожженную или отожженную сталь сечением 2,1–2,5 мм в бухтах по 80–120 кг. Из нее делают виноградные шпалеры, с помощью натяжек между кольями.
Садовые шпалеры для опоры деревьев – сталь обычного качества необожженная, сечением 3 мм. В бухтах 80–120 кг, что более удобней для ее натягивания.
Изготовление сетки Рабица – оцинкованная и светлая сталь. Используются сечения 1,7–3,2 мм. Реже используют сталь обычного качества сечением 1,3–6,2 мм. Из проволоки 5,2–6,3 мм изготавливают сетку Рабица для габионов, а мотки небольших диаметров используют для производства штукатурной сетки. Изготовители сетки Рабица, у которых находятся производственные станки для изготовления, обычно выбирают изделия в мотках по 750–1200 кг.
- Для изготовления тканой сетки применяют вязальную отожженную не оцинкованную и оцинкованную сталь сечением 0,24–2 ,1 мм.
- Для изготовления сварной сетки применяют необожженную сталь сечением 0,61-4,2 мм.
- Некоторые изготовители применяют отожженную сталь, в качестве изготовления других сеток: шарнирной, рифленой, крученой сетки.
 Для линий связи используют оцинкованные изделия. Для воздушных линий связи существует свой ГОСТ: оцинкованная стальная проволока для воздушных линий связи (ГОСТ 1668.73). Эта проволока характеризуется относительным небольшим удлинением, электрическим нормированием сопротивления, и она производится из стали «Т».
Для линий связи используют оцинкованные изделия. Для воздушных линий связи существует свой ГОСТ: оцинкованная стальная проволока для воздушных линий связи (ГОСТ 1668.73). Эта проволока характеризуется относительным небольшим удлинением, электрическим нормированием сопротивления, и она производится из стали «Т».
Но по данному ГОСТ изготовители неохотно делают проволоку. Так как невыгодно покупать небольшие объемы стали «Т», легче делать более ходовую проволоку по требованиям ГОСТ 3282.74. Она по свойствам вполне подходит для линий связи. Главный ее недостаток – она при сильном перегреве провисает, но это не влияет на ее функции.
Для этого используют необожженную и отожженную проволоку. Последняя проще наматывается на высоте, но больше провисает летом, в отличие от необожженной. Диаметры для линий связи указанные ГОСТ 2,2–2,7 мм. Помимо этого, в качестве дополнительной используется 4 мм. С учетом того, что с изделиями работают на высоте, для связи покупают проволоку в небольших бухтах.
 Для изготовления колючей применяют отожженную проволоку сечением 1,6–2,9 мм.
Для изготовления колючей применяют отожженную проволоку сечением 1,6–2,9 мм.
Как видно, проволока широко используется в различных промышленных отраслях и сельского хозяйства. При этом, согласно ГОСТ, она является сырьем для изготовления различных метизов: шурупов, болтов, гвоздей и т. д. Кроме того, ее широко используют, чтобы изготавливать сетку-рабицу, и разные виды кабелей. Также ее применяют в устройствах заземления, изготовлении металлических щеток, канцелярских скрепок, ведерных ручек и т. д.
Угловая стальная ванна
Сегодня для производства ванн используются самые разные материалы: чугун, сталь, акрил, дерево, стекло или же натуральный камень. Но самыми популярными остаются чугунные, акриловые и стальные купели. Формы чаш бывают разными: стандартные прямоугольные, фигурные, асимметричные угловые. И если вам приглянулись стальные угловые ванны, стоит рассмотреть все преимущества и недостатки данного вида сантехники.
- Сталь, акрил или чугун?
- Стальные угловые ванны: плюсы и минусы моделей
- Достоинства стальной угловой ванны в интерьере ванной комнаты
Сталь, акрил или чугун?

Почему нужно выбрать сталь? Экономический фактор играет главную роль таких емкостей. Более совершенная технология производства позволяет полностью автоматизировать поточный штамповочный процесс. Железные угловые ванны, как и обычные, проходят три этапа изготовления:
- разрезание листа по формату в размер;
- вытяжка до определенной формы;
- обрезание гофров.
Такой подход практически исключает появление брака. Эмалирование купелей также проходит автоматически. То есть полностью исключен «человеческий фактор», что обеспечивает высокие стабильные стандарты технологических процессов и уникальное качество готового товара.
Стальные угловые ванны: плюсы и минусы моделей

Кроме ценового преимущества, стальные купели обладают рядом других достоинств:
- Малая масса кюветов. Более тонкие стенки, отсутствие усиливающих ребер, меньшая плотность стали – все эти данные обеспечивают чашам легкий вес.
- Простота монтажа. Асимметричная стальная ванна может быть установлена руками домашнего мастера, который справиться с работой без особых проблем.
- Высокая гигиеничность покрытия. Сегодня применяется технологический процесс поверхностного электростатического эмалирования с последующим запеканием/обжигом, что обеспечивает чашам гладкость внутреннего и внешнего покрытия и высокую степень сцепляемости с основным материалом производства.
- Быстрый нагрев. Благодаря тонкости стенок, купель позволяет экономить время при подготовке к водным процедурам.
- Высокая степень пластичности материала позволяет делать металлические угловые ванны разных размеров и форм.
Важно! Бытующее мнение о шумности стенок чаши во время набора воды уже не актуально. Виброгасящая пластина, которой оснащены сегодня все железные чаши, значительно снижает шумовой порог.
Несмотря на массу достоинств, металлические угловые ванны имеют некоторые недостатки:
- Повышенная теплопроводность – это не только лишь достоинство. Стальная ванна быстро набирает тепло и так же быстро его отдает. Поэтому любители понежится в теплой воде, сетуют на дополнительный расход кипятка.
- Выбирая асимметричные стальные ванны, не стоит гнаться за тонкостью стенок. Эмалевый слой в данном случае отличается невысокой толщиной, а значит, срок эксплуатации покрытия укорочен.
Совет! Профессионалы советуют смотреть изделия, слой покрытия которых не ниже 2,5 мм. Кроме того, при установке стальной чаши необходимо продумать заземление на случай защиты от статического электричества.
Достоинства стальной угловой ванны в интерьере ванной комнаты

Благодаря пластичности материала, стальная угловая ванная может иметь самую разную форму и дизайнерское решение. Например, асимметричные модели выделяются своей уникальностью, как и комбинированные изделия, изготавливаемые с применением других материалов. Важное достоинство подобных чаш – компактность. В частности, стальные купели углового типа способны встать даже в ванной малого формата и при этом не утратить и доли комфорта. Несомненное преимущество товара – возможность совмещения с душевой кабиной. Стоимость данной чаши немного выше, чем обычной, но значительное расширение функций окупит ценовую разницу.
Возможность установить в чашу массу дополнительных наполнений – еще одно достоинство стальной угловой ванны. Свободного пространства под угловой купелью намного больше, чем под ванной прямоугольной формы, туда вполне войдет фильтровальное и гидромассажное оборудование.
И в заключение, угловая стальная ванна, несмотря на некоторые недостатки, является достаточно вместительной, в ней приятно и очень удобно принимать водные и гигиенические процедуры. Именно эта причина обусловила популярность угловых ванн из металла.
Совет! Стальная угловая ванна показана к установке, если вы предпочитаете легкий компактный аксессуар, доступный по цене и возможный к самостоятельному монтажу.
Размеры угловых ванн: какие бывают и как выбрать, типы и фото идеи
Ванную комнату все хотят видеть удобной, функциональной, поэтому формы и габариты собственно ванны часто выбирают нестандартными, исходя из архитектуры и геометрии помещения. К нестандартным акриловым, стальным или чугунным изделиям относятся угловые конструкции.
Поэтому следует предварительно изучить все существующие размеры, формы угловых ванн, прежде чем покупать сантехнику ассиметричной формы — полукруглую, треугольную или стандартной формы.

Самые популярные размеры угловых ванн
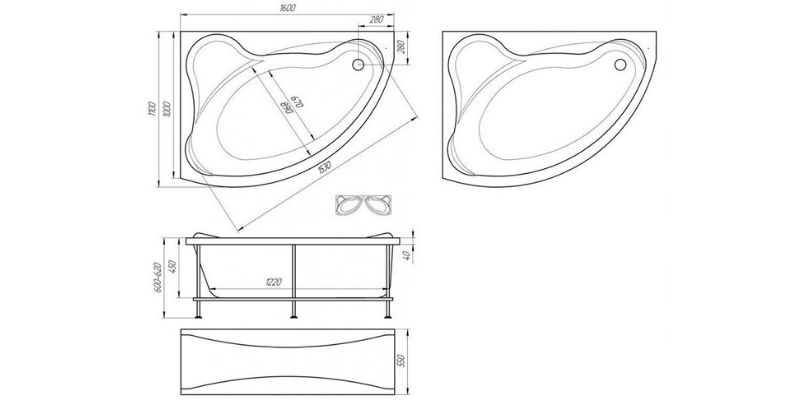
Общепринятые габариты угловой ванны согласно ГОСТ и СНиП зависят от ее формы: симметричный прибор имеет размеры 140 х 140, 150 х 150 см шириной не менее 70 см, асимметричная угловая ванна представляет собой глубокую емкость размером 75 х 150 или 80 х 170 см.
Производители допускают другие нестандартные размеры акриловой угловой ванны, поэтому при покупке оборудования любой формы рекомендуется проверять реальные размеры – глубину, ширину, высоту ванны, включая расстояние от пола до днища.
Вся остальная сантехника с меньшими размерами считается маленькой. Самые популярные угловые маленькие ванны – лежачие, с габаритами 120 х 120 см, 130 х 130 см, с емкостью резервуара 200-300 литров, или нестандартные сидячие величиной 70 х 100 см.
Но даже такие конструкции займут больше места, чем обычная прямоугольная ванна из стали, чугуна или акрила.
Угловая компактная сантехника популярна не столько из-за малой емкости, сколько из-за экономии пространства.
Эргономичная прямоугольная геометрия и закругленная гипотенуза треугольника позволяет пользоваться сантехникой с таким же комфортом, как у полноценных моделей.
Каркас обычно делается без усиления, так как нагрузка на основание небольшая. Дизайн маленьких или больших моделей одинаковый, а габариты – разные.
Размеры асимметричных ванн
Оборудование такой конструкции — детище инновационных технологий. Материал изготовления – листовой акрил.
В такой ванне можно принять любую удобную позу, так как изделия бывают с левым или правым расположением, разной формы, глубины и конструкции, с выступами и выемками под руки, голову, спину.

Технические и эксплуатационные преимущества:
- Оригинальный дизайн, стильный внешний вид.
- Низкая теплопроводность, стремящаяся к нулю.
- Легкая чистка акрила.
- Возможность встроить ванну в длинное или нестандартное помещение с нишами или колоннами.
- Радом с местом сужения одного конца ванны остается место для установки других приборов или оборудования, мебели или аксессуаров.
- Высокая износостойкость, низкая истираемость акрила, хорошая ремонтопригодность материала – царапины, щели, дыры можно заделать специальной шпатлевкой.
Слабые стороны:
- Занимает больше места, чем стандартная прямоугольная модель.
- Если изделие относится к эконом-классу, корпус может деформироваться под воздействием высокой температуры и веса.
Длина асимметричных акриловых ванн из акрила — 150-180 см с шагом 10 см, с изменяемой шириной, которую определяет производитель.
Могут быть размеры 150 на 90 см, 160 х 90, 150 х 100, 150 х 75, 150 х 80, 160 х 90, 170 х 90, 170 х 100, 170 х 110 см. Бо́льшей популярностью пользуются стандартные изделия с шириной 70 или 80 см. Модельный ряд (длина, высота) — 120 х 70, 130 х 70 140 х 70, 140 х 80 см, стандартная ширина/глубина ≥ 38 см.
Рекомендуемая глубина монтажа — 60 см с допуском в обе стороны 2 см. Отсчет при этом ведется от пола до верхней грани бортика.
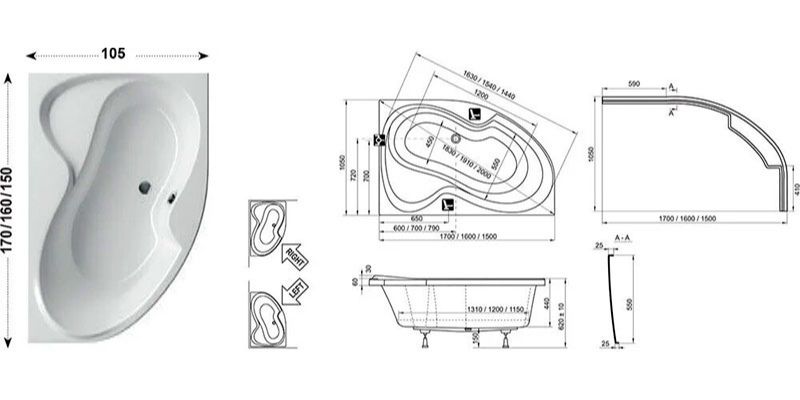
Нестандартный вариант – 1,9 метра или 2,0 метра при ширине изделия от 80 до 110 см. Акриловые угловые ванны имеют следующие параметры: длина от 140 до 170 см, ширина 140 до 170 см, глубина 40 см и более, высота установки – 60 см +/- 2 см.

- Бренд Riho, продукция линейки Doppio изготавливается из литого акрила. Самая популярная модель — 320 литров, габариты — 1800 х 1300 х 520 миллиметров.
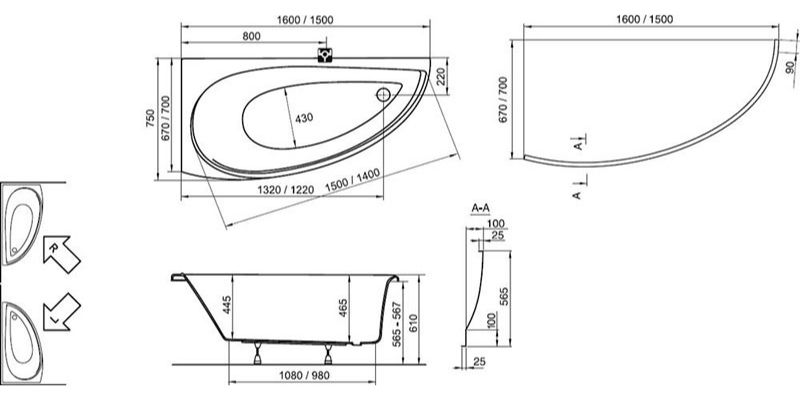
- Чешский концерн Ravak, самая востребованная модель Avocado формата 1600 х 1500 х 750 мм и объемом 158 литров.
- Польская компания PoolSpa выпускает линейку ванн Mistral Platinum с подсветкой. Объем ванны — 225 литров, высота – 445, длина – 1700, ширина -1050 мм. Оборудована аэро- и гидромассажем, хромотерапией.

Размеры ванн полукруглой формы
Полукруглую ванну из акрила рекомендуется выбирать для экономии площади комнаты. Сантехнику такого вида и формы устанавливают вплотную к стене. Часто геометрия позволяет использовать ее, как поддон для душевого бокса или кабинки.
Достоинства:
- Эргономичная форма и оптимальные размеры для любой комнаты.
- Визуальное и реальное увеличение свободного пространства.
- Многофункциональность.
- Необычный дизайн и многообразие форм.
Недостатки: цена выше стоимости стандартной прямоугольной ванны.
По геометрии и дизайну полукруглые ванны могут быть:
- Симметричными или асимметричными – со сторонами, расположенными под углом 90°, с разной или одинаковой длиной.
- Правосторонними и левосторонними по креплению.
Стандарт: длина -1200 – 1800, ширина – 900 – 1700, глубина – 400 – 540 мм. Толщину акрила рекомендуется выбирать от 5 миллиметров и выше, идеальный вариант, выдерживающий любой вес – 10-12 мм.
ТОП-3 изготовителей полукруглых ванн:
- КНР, модели линейки Gemy. Двухместная ванна без гидромассажа.
- Россия, модель Triton Виктория. Оборудована аэромассажем, джакузи, массажером для спины, панорамным стеклом и антискользящим покрытием.
- Акватек Бетта, Российская Федерация. Защита от сухого пуска, бюджетный вариант.

Треугольные ванны
Угол треугольной ванны делается прямым, а длина сторон может быть разной, как на фото ниже. Поэтому устройство легко монтируется в любом углу помещения.
Отечественные и зарубежные компании выпускают модели на любой выбор и вкус. Даже в крохотном помещении треугольная модель с правильно рассчитанными габаритами монтируется легко, при этом ванная комната примет элегантный вид.
Преимущества:
- Треугольник с разными сторонами легко подойдет к дизайну любого помещения.
- Компактная форма чаши.
- Креативный, всегда разный дизайн.
Такие приборы можно оснастить гидро- и аэромассажем, устройствами для точечного массажа, подсветкой воды и другими опциями. По типу чаши ванны бывают круглыми, овальными, с острыми или закругленными углами, в виде цветка.
Какие бывают размеры ванн, и какие изделия покупают чаще всего:
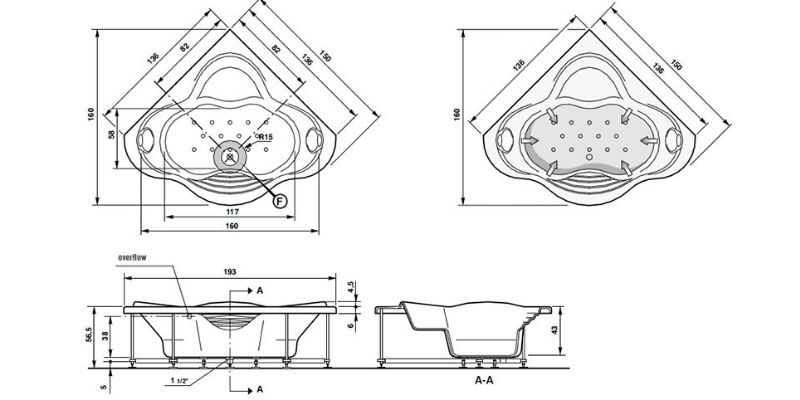
Треугольник 1250 х 1250 глубиной 600 мм и более. Объем чаши: минимально – 100 литров, максимум — 300 литров. Небольшие треугольные ванны делают с минимальным размером стороны 1000 мм. Предельно допустимая длина стороны — 1780 х 1780 миллиметров. Такие приборы могут быть вместительностью до 550 литров, а глубина может достигать 780 миллиметров.

- Чешский холдинг Ravak с классическими характеристиками ванн по экстра-классу.
- Китайская компания Appollo.
- Бренд Albatros – итальянская компания. Ее сантехника изготовлена из гипоаллергенного материала WhiVe (White Velvet).

Размеры ванн симметричной формы
Самые маленькие симметричные ванны выпускаются размером 1200 х 1200 мм, большие – 1560 х 1560 мм. Популярные для наших квартир размеры: 1300 х 1300, 1450 х 1450, 1500 х 1500 мм. Материал изготовления – акрил, сталь или чугун.
Преимущества симметричной ванны:
- Изделие устанавливается в любое квадратное и прямоугольное помещение.
- Оригинальная форма преобразит интерьер.
- Классическая компактная симметричная ванна занимает мало места. Свободное пространство можно использовать под размещение бытовой техники.
- Прямой угол конструкции делает ванну больше по глубине и объему.
Недостатки: большой объем дольше заполняется, увеличивается расход воды.
ТОП-3 изготовителей симметричных ванн:
- Французская компания Jacob Delafon.
- Компания Riho, Нидерланды.
- Российский бренд Triton.

Размеры акриловых ванн
Основное требование при выборе размера ― удобство эксплуатации. Габаритные параметры ванн из акрила предлагаются в следующих пределах:
- Длина: 1500, 1600, 1700, 1800 мм.
- Ширина: 700, 750 и 800 мм.
- Глубина: ≥ 380 миллиметров.
- Высота монтажа конструкции: 0,6 метра с допуском в обе стороны 20 мм.
Исходя из длины и ширины, ванны бывают:
- Маленькие — длина в пределах 1200-1300 мм, ширина до 0,7 м.
- Средний габарит – длина 1400-1500, ширина до 700 мм.
- Большая ванна – длина 1700-1850 мм, ширина 700-850 мм.

- Модельный ряд VitA, изготовитель – польская компания Cersanit.
- Коллекция сантехники Georgia от испанской компании Roca.
- Линейка ванн «Катрин» от Bellrado, Россия.

В загородных домах круглая ванна станет главным акцентом в помещении — они оснащаются любым функционалом по желанию покупателя, поэтому могут служить, как джакузи или гидро-, аэромассажное устройство. Подогрев, подсветка, удобные поручни и перила, другие опции и механизмы покупаются отдельно.
Преимущества:
- Акрил – материал с низкой теплопроводностью, поэтому вода остывает долго.
Масса акрилового изделия — 40-50 кг. Средний вес позволяет легко монтировать емкость над полом или встраивать в углубление в полу.
- Разные формы и цвета подходят к любому дизайну.
Нестандартная акриловая ванна может изготавливаться по индивидуальным проектам, поэтому может иметь дополнительный функционал — поручни, ступеньки, выступ для сидения, ниши для аксессуаров и другие приспособления. К нестандартным относятся стоячие и сидячие ванны, круглые или овальные формы.
Размеры чугунных ванн
Российские производители делают чугунные изделия длиной 1200, 1500, 1700 и 1800 мм. Это стандарт для чугунных ванн, а самые популярные величины – 1500 х 700, 1700 х 700, 1700 х 750 мм. Глубина чаши – от 462 до 475 мм, объем резервуара – от 148 литров до 235 литров.
Отечественные сидячие ванны из чугуна выпускаются в одной позиции: длина – 1200, ширина – 700 мм. Зарубежные изготовители делают такие ванны длиной 1000-1300 мм, при этом форма может быть с внутренними выступами или стандартной конфигурации. Глубина импортных сидячих ванн – от 400 до 460 мм, объем чаши – от 161 до 280 литров.
- Модель Roca (Испания) – самая популярная на территории СНГ. Габариты 150,0 х 170,0 м, объем чаши – 161 литр, глубина – 420 мм.
- Китайские модели Artex, Goldman, Aqualux – самые маленькие сидячие ванны: высота – 420 мм, объем — 111 литров.
- Французская компания Jacob Delafon предлагает чугунные ванны глубиной 450 мм, объемом 166 литров.

Преимущества:
- Прочность, долговечность, выдерживание резких температурных перепадов.
- Инерционность теплоотдачи.
- Жесткость формы конструкции на ножках.
- Антикоррозийное эмалевое покрытие.
- Простой и дешевый уход.
- Высокий коэффициент звукопоглощения.
- Современные изделия имеют весь набор дополнительных опций.
Недостатки:
- Большая масса – от 120 кг и более.
- Высокая стоимость. Из всех моделей из стали или акрила чугунные ванны – самые дорогие.
- Стандартные классические конструкции и формы.
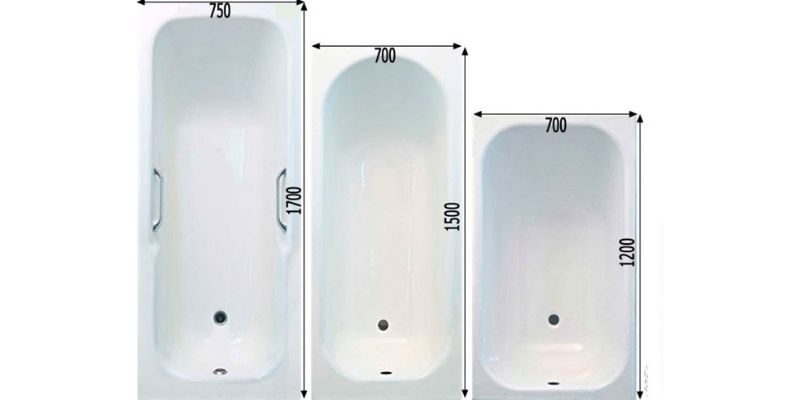
Размеры стальных ванн
Востребованный ассортимент стальных ванн имеет следующие размеры: длина 1000-2000 мм, ширина 600-800, высота – 560-650 мм, глубина чаши – 960- 1860 мм, объем резервуара – от 120 до 215 литров. Эти стандартные параметры могут отличаться как у российских, так и у зарубежных производителей.
Достоинства традиционных ванн из стали:
- Небольшая собственная масса изделия.
- Широкий сортамент моделей, цветов и форм.
- Длительность эксплуатации.
- Дополнительные опции – ступени и поручни, подголовники, аэро-, гидромассаж и т.д.
- Самая низкая цена в сортаменте ванн из всех предлагаемых материалов.

Недостатки:
- Низкая устойчивость конструкции. Для усиления крепежа ванна требует монтажа специального металлического каркаса.
- Высокий коэффициент теплоотдачи – вода остывает быстро.
- Шумность от вибрации при наборе воды.
Нестандартные ванны из стали – это ассиметричные модели, сидячие ванны, угловая стальная ванна право- и левостороннего расположения, овальные или круглые модели.
- Немецкий производитель Kaldewei пользуется большой популярностью у россиян. Эмаль Kaldewei не растрескивается, не выцветает под действием агрессивных моющих средств, так как изготавливается и наносится на сталь по собственной фирменной технологии.
- Испанская компания Roca – классика в сантехнике.
- Португальская фабрика, предлагающая линейку ванн коллекции JIKA.
Видео урок по установке угловой ванны
Заключение
Покупая ванну из любого материала, предварительно измерьте комнату, выберите подходящую форму, объем и размеры чаши.

Зная эти основные параметры, вы быстро выберете подходящую модель из каталога интернет-магазина. А самая полезная рекомендация состоит в том, что прямоугольная ванна всегда занимает бо́льшую площадь, чем угловая.
Выбираем асимметричную стальную ванну: преимущества, лучшие производители
На рынке сантехники представлены модели ванн из разных материалов: из чугуна, стали, дерева, стекла. Лидерами остаются модели из акрила, чугуна, стали. Ванны выбираются и по своей форме. Производителями выпускаются стандартные купели в форме прямоугольника, разной конфигурации и угловые. Когда ограничены финансовые возможности и пространство комнаты не позволяет устанавливать большие модели купели, то установленная ванна стальная асимметричная становится правильным решением.
Причины выбора стальной купели
Вопрос экономии денег конечно главный фактор при выборе среди другой сантехники именно стальной ванны. Но называется еще целый ряд положительных факторов в ее пользу:
- Показатель теплопроводности очень высокий. Этот параметр многими владельцами квартир рассматривается как положительный. Когда достаточно без настройки воды, открыть кран с горячей водой и набирать чашу. Конструкция нагревается, параллельно происходит равномерное остывание жидкости. Купель готова для купания за считаные минуты. Для жителей городов с быстрым темпом жизни это важно. В акриловой ванне жидкость остывает только через верхний слой и требуется смешивание потоков воды разной температуры, чтобы подготовиться к купанию. Ванны стальные выигрывают у других конструкций в стратегическом плане, немного уступив в тактике.
Улучшить теплопроводность купели из стали можно простым способом. Наносится пена на внешнюю сторону конструкции. Тогда показатель улучшается даже по сравнению с сантехникой из акрила.
- Поскольку сталь относится к прочным материалам, то и купель из металла наделена ее качествами: переносимость механических повреждений (удар или царапина), не деформируется чаша от резких перепадов температуры воды.
- Легкость всей конструкции позволяет транспортировать ее, доставить до места установки самостоятельно. На фоне чугунных конструкций ее вес меньше в 5 раз.
- Маленький вес положительный аргумент, когда наступает время установки. С ее монтажом справится один человек.
- Пластичность материала учитывается производителями при изготовлении купелей разной конфигурации. Выпускаются нестандартные конструкции, но вопрос комфорта, эргономичности их использования на первом месте. Стальные купели выпускаются разной глубины. Поэтому их легко подобрать с точки зрения удобства для всех членов семьи.
- Покрытие стальной конструкции не имеет пор. На гладкой поверхности эмали не размножаются микробы и грибки. Производители сегодня наносят покрытие по новой технологии, что делает ее прочной, способной оставаться невредимой длительный срок. Эмалированное покрытие стальной ванны легко чистится.
Конечно, всплывают и минусы стальной модели, но со многими из них можно бороться:
- Неустойчивость конструкции устраняется усиленной рамой и жесткостью ее крепления к стене.
- Жидкость быстро остывает в чаше из-за низкой теплоизоляции конструкции, поскольку сталь высокотеплопроводимый материал.
- Снизить эффект шума от набирания воды для купания производителями укомплектовываются модели из стали прокладками с шумоизолирующими свойствами. Создается звукоизоляционный слой. Но многие хозяева его создают самостоятельно при помощи монтажной пены. Заполняется пеной все свободное пространство под установленной на свое место ванной. Но заранее полностью набирается резервуар водой. Чтобы интерьер комнаты не пострадал от испорченного вида ванны, ее обшивают декоративным экраном.
- Чтобы конструкция не деформировалась под тяжестью веса человека, выбирается толщина ее стенок. Рекомендовано остановиться на стальной модели со стенками в толщину не меньше 2,5 мм или 3,5 мм.
- Для чистки поверхности используются средства без абразивов в их составе.
Производственный процесс
Процесс изготовления угловых моделей из стали сегодня полностью автоматизирован на многих компаниях. Он разбивается на три этапа:
- Разрезаются листы из стали по размерам выбранной по форме модели.
- Из листа формируется форма чаши формовочным аппаратом.
- Обрезаются излишки металла, формируются отверстия слива, слива-перелива (обрезка гофров).
Производственный процесс налажен, появление брака исключено. Покрытие эмали проводится электростатическим методом, ее слой запекается при высокой температуре.
«Человеческий фактор» не сможет привести к появлению бракованной конструкции.
Преимущества угловой ванны из стали
- Когда ванная комната ограничена в пространстве, монтаж купели в углу освобождает дополнительные сантиметры площади для свободного передвижения по ней.
Угловые ванны монтируются на самом маленьком пространстве благодаря своей компактности, не растеряв доли комфорта.

- Стальная угловая ванна с неглубокой чашей совмещается с душевой кабиной. Поскольку, таким способом расширяются возможности ее применения, то большая стоимость такой чаши оправдывается этим.
- Доукомплектовать угловую конструкцию дополнительными опциями значительно проще, чем купель прямоугольной формы. Пространство под купелью позволяет смонтировать фильтровальное оборудование и гидромассаж.
- Несмотря на свои недостатки, угловые ванны из стали считаются вместительными и комфортными в использовании.
Асимметрия в конструкции угловой модели
Угловая асимметричная стальная ванна появилась на рынке сантехники сравнительно недавно, прочно заняла свои позиции, поскольку модель отличается рядом достоинств:
- Каждая асимметричная конструкция уникальна по своему дизайну. Ее монтаж преображает комнату, создает нестандартный дизайн.
- Асимметричные модели устанавливаются для рационального распределения пространства комнаты маленькой площади.
- Модельный ряд представлен купелями разных габаритов, конфигураций и цветов.
- Эргономичность достигается отсутствием острых углов чаши.
Многие асимметричные ванны своей внутренней частью повторяют линии тела человека, имеют подлокотники, подголовники, что делает их более комфортными.
Ассиметричные купели бывают левосторонними и правосторонними. Поэтому выбор делается с ориентированием на место монтажа. Для стальной ассиметричной чаши с большими габаритами необходим сложный каркас, чтобы придать конструкции прочности и устойчивости.
В зависимости от размеров помещения устанавливаются ассиметричные купели: угловые или трапециевидные. Если пространство комнаты позволяет, то устанавливается угловая в четверть круга ванна.

Ванна стальная в углу не только меняет вид интерьера, но и освобождает площадь под другие нужные предметы. При этом не будет уменьшен уровень комфорта для человека.
Рейтинг производителей
На рынке России преобладают стальные чаши разных форм компании из Германии Kaldewei. Это качественная сантехника. Объясняется это тем, что компанией налажено изготовление эмали по собственной технологии. Под воздействием высоких температур эмаль соединяется с металлом в единое целое. Так появился термин «сталь-эмаль». Покрытие резервуаров от фирмы Kaldewei не трескается от ударов, не меняет цвет от времени и под воздействием бытовой химии.

Известны и другие фирмы, занимающиеся производством и продажей стальных угловых моделей:
- Испания, бренд Roca;
- В Португалии завод, изготавливающий модели из стали компании JIKA;
- Германия, Bette в приоритете производство сантехники из стали;
- Португалия, бренд BLB;
- Словакия, компания Estap.
Российские производители сантехники из стали – это два завода:
- ВИЗ или Верх-Исетский металлургический завод выпускает модели под брендом Antika и Donna Vanna;

- ОАО «Санто-Холдинг» или Липецкий трубный завод. Продукцию редко можно найти на рынке.

Как выбрать угловую ванну: размеры, виды, классификация угловых моделей

Рекомендации по выбору стальной ванны

Размеры акриловых ванн: симметричные, асимметричные ванны, рекомендации по подбору размера и выбору производителя

Размеры ванн разной формы: внешние и внутренние габариты, как подобрать подходящую ванну

Каких размеров бывают стальные ванны: стандартные размеры изделий, востребованные модели стальных ванн





