Стальные радиаторы отопления Прадо: качественные отопительные приборы отечественного производства

Заводом изготовителем, было принято решение, увеличить отпускные цены на радиаторы с 19 октября 2020 года, на 5%. ..

На нашем складе всегда в наличии труба ПРАДО из сшитого полиэтилена (PE-Xb) и (PE-Xa), а так же необходимые фитинги.

На сегодня мы добились максимального наполнения склада радиаторами. В наличии все типоразмеры длиной до 1,5 м. Это позволяет скомплектовать ..

С 12 мая склад и офис работает в штатном режиме.

Мы успели пополнить склад радиаторов PRADO и с нетерпением ожидаем первого рабочего дня чтобы возобновить отгрузки.
- Популярные товары
- Наши акции
- Наши новинки
- Бестселлеры

Мощность: 299 Вт Толщина: 72 мм

Мощность: 2177 Вт Толщина: 100 мм
Мощность: 1069 Вт Толщина: 100 мм
Мощность: 2177 Вт Толщина: 100 мм

Термостатический головка PRADO предназначена для автоматического регулирования расхода теплоносителя через отопительный прибор в з..

Мощность: 210 Вт Толщина: 72 мм

Мощность: 324 Вт Толщина: 72 мм
Мощность: 299 Вт Толщина: 72 мм

Мощность: 474 Вт Толщина: 72 мм

Мощность: 340 Вт Толщина: 74 мм

Кран шаровой PRADO 1″, ВР-ВР, бабочка..
Кран шаровой PRADO 3/4″, ВР-ВР, бабочка..
Кран шаровой PRADO 1/2″, ВР-ВР, бабочка..

Кран водоразборный со штуцером PRADO 3/4″, ручка..
Кран водоразборный со штуцером PRADO 1/2″, ручка..
Термостатический головка PRADO предназначена для автоматического регулирования расхода теплоносителя через отопительный прибор в з..

Узел нижнего подключения прямой PRADO предназначен для нижнего подключения отопительных приборов в системах отопления с максимальн..

Мощность: 1342 Вт Толщина: 74 мм

Ниппель Prado латунный фитинг используемый в водопроводных и отопительных системах, в т.ч для монтажа узла нижнего подключен..

Наружный диаметр, мм: 20 Внутренний диаметр, мм: 14,4
Стальные панельные радиаторы PRADO
Приветствуем вас на сайте, посвященном радиаторам « PRADO »
Стальные панельные радиаторы отопления являются одним из самых часто используемых видов отопительных приборов. Они сочетают в себе высокую теплоотдачу и небольшую стоимость. Также стальные панельные радиаторы имеют привлекательный внешний вид. Конструктивно стальные радиаторы состоят из прямоугольных панелей, сваренных из двух стальных листов с каналами для теплоносителя.
Преимущества радиаторов PRADO
Стальные панельные радиаторы имеют ряд преимуществ перед отопительными приборами других типов.
- Низкая цена в пересчете на стоимость теплоотдачи от прибора.
- Радиаторы PRADO производятся в России и защищены от резких колебаний курса валют.
- Производитель радиаторов PRADO обладает уникальной производственной линией, обеспечивающей максимально высокое качество продукции.
- Контроль качества радиаторов осуществляется на основе самых высоких требований.
- Огромный ассортимент радиаторов позволяет обеспечить запрос любого потребителя в кратчайшие сроки.
- Привлекательный внешний вид приборов обеспечивает размещение радиаторов в любых интерьерах.
- Для производства радиаторов PRADO используется металл самого высокого качества от проверенных временем производителей.
- Наличие радиаторов на складе. У нас самый большой склад стальных панельных радиаторов.
Чтобы купить радиаторы PRADO оформите заказ на сайте https://радиаторы-прадо.рф, если Вы частное лицо, или пришлите ваш запрос, спецификацию или КП другого поставщика, а также реквизиты вашей компании, если вы юридическое лицо, на электронную почту prado – msk @ bk . ru
Или свяжитесь с нами по телефону: +7(495)120-75-71
Панельные радиаторы «Прадо» — российские стальные батареи
Панельные радиаторы Prado (Прадо) — производятся в России на Ижевском ОАО НИТИ «ПРОГРЕСС». Они могут эксплуатироваться в одно- и двухтрубных системах с принудительной циркуляцией (с насосами). Могут использоваться для централизованного или индивидуального отопления. Температурный режим — любой, в том числе и низкотемпературный.
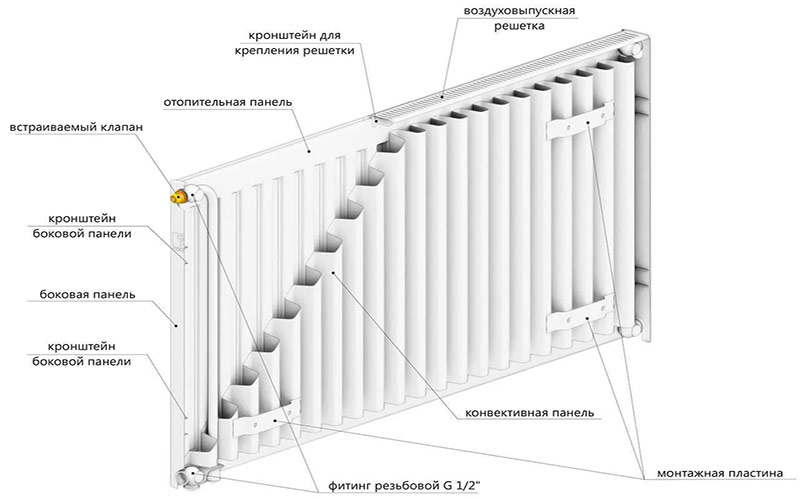
Конструкция
Батареи «Прадо» — это панельные отопительные приборы. Они состоят из двух штампованных заготовок, которые формуются под прессом из стального листа. Стандартная толщина листа 1,2 мм, по заказу изготавливаются модификации из стали 1,4 мм толщины (в названии модели присутствует буква «Т»). При штамповке формуются два горизонтальных канала — вверху и внизу, и вертикальные — по 3 штуки на 10 см длины.
 Панельные радиаторы смотрятся неплохо
Панельные радиаторы смотрятся неплохо
Вдоль вертикальных каналов две заготовки соединяются точечной сваркой (сварка производится с тыльной стороны и на лицевой панели не видна). Затем сплошным швом свариваются по периметру. Для увеличения теплоотдачи к тыльной стороне такой панели могут навариваться ребра, сформованные из стального листа толщиной 0,4-0,5 мм. Форма ребер напоминает букву «П».
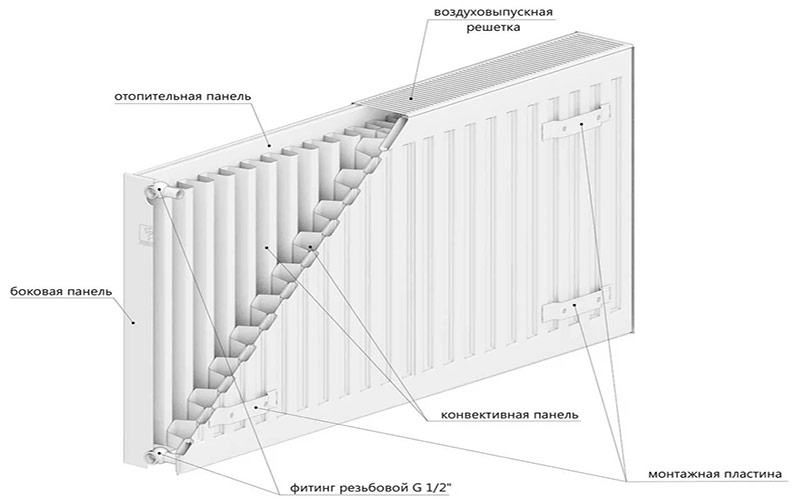
В зависимости от количества панелей и наличия или отсутствия между ними дополнительных пластин с оребрением, панельные радиаторы одного размера имеют разную тепловую мощность, а также глубину и вес. Количество панелей и дополнительных конвективных ребер отображается в названии отопительного прибора. Тип 10 означает, что присутствует только одна панель с теплоносителем, тип 20 — две панели, 11 и 21 — одна и два панели с одним рядом ребер. Максимальное количество и панелей и ребер — 3.
Высота стальных радиаторов Prado — 300 мм и 500 мм, ширина от 400 мм до 3000 мм, глубина зависит от типа и изменяется от 72 мм до 174 мм.
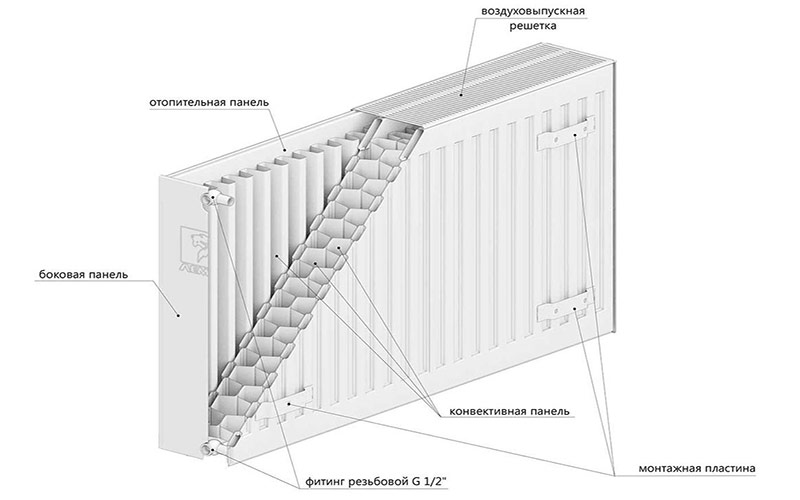
 Типы панельных стальных радиаторов и их краткое описание (Кликните по картинке для увеличения ее размера)
Типы панельных стальных радиаторов и их краткое описание (Кликните по картинке для увеличения ее размера)
Ассортимент
Выпускается три линейки отопительных приборов:
- Prado Classic (Прадо Классик) — радиаторы с боковыми стенками и верхними решетками для выпуска нагретого воздуха. Подключение — боковое, диаметр резьбы G ½.
- Prado Universal (Прадо Универсал) имеют два варианта подключения. В каждой батарее есть четыре боковых входа, и нижнее подключение. Все патрубки диаметром ½”. Нижнее подключение может быть в правом и левом исполнении. Также радиаторы этой линейки поставляются укомплектованными встроенным термостатом.
- Prado Classic Z и Prado Universal Z — варианты без кожухов и дополнительных ребер, боковых и верхних крышек. Их называют еще санитарными, так как они удовлетворяют санитарным нормам для медицинских учреждений (нет ребер и крышек, потому их легко мыть).
В стандартном исполнении все радиаторы изготавливаются из стали толщиной 1,2 мм, в модификациях из 1,4 мм в названия добавляется буква «T». Например, Prado Classic Т, Prado Universal Z Т.
 Это модель • Prado Universal с терморегулирующим вентилем
Это модель • Prado Universal с терморегулирующим вентилем
Прадо Классик использоваться могут в системах с любым типом разводки, «Прадо Универсал» предназначены для использования в двухтрубных системах. Они оснащены термостатом с большим гидравлическим сопротивлением. Для установки в однотрубные системы необходим специальный терморегулятор с малым гидравлическим сопротивлением. Если вы планируете установить прибор подобного типа в однотрубную систему, приобретайте вариант «Классик» и ставьте термостат с большим проходным сечением.
Область применения и технические характеристики
Панельные радиаторы «Прадо» изготавливаются из стали, а она подвержена коррозии. Потому устанавливать их можно только в системах закрытого типа. В таких системах стальные батареи хорошо себя проявляют и служат долго.
Планируя замену отопления в многоэтажных домах, необходимо в первую очередь уточнить в эксплуатационной организации параметры системы для вашего дома. От ее состояния зависит тип отопительных приборов, которые вы можете поставить в своей квартире.
Сегодня многоэтажки отапливаются по нескольким схемам. Если дом подсоединен по независимой схеме или имеется собственная система водоподготовки, то установить можно радиаторы из любого материала, в том числе и из стали. Если система зависимая, и дом подключен напрямую, то необходимо уточнить параметры теплоносителя и его качество.
 Вид сверху
Вид сверху
Стальные радиаторы Prado могут устанавливаться в системах со следующими показателями:
- температура теплоносителя не выше +120 o C;
- рабочее давление:
- при толщине листа 1,2 мм — 0,9 Мпа;
- лист 1,4 мм — 1,0 Мпа;
- испытательное (опрессовочное) даление:
- при толщине листа 1,2 мм — 1,25 Мпа;
- лист 1,4 мм — 1,5 Мпа;
- давление на разрыв:
- при толщине листа 1,2 мм — 2,25 Мпа;
- лист 1,4 мм — 2,5 Мпа;
- водородная активность теплоносителя Ph от 8 до 9,5, идеально от 8,3 до 9.
Если хоть по какому-то показателю панельные радиаторы не подходят, нужно ставить другой тип — или чугунные или биметаллические.
Еще очень важно количество загрязнений в теплоносителе. Если на стояке установлены грязевики и фильтры, их количество, скорее всего, невелико. Но если подключение к централизованной сети напрямую, то использовать панельные радиаторы не рекомендуется. Дело в том, что вертикальные коллекторы для прохождения теплоносителя имеют маленькое сечение. Наличие большого количества взвешенных частиц может привести к тому, что они забьются. Так как этот вид отопительных приборов — неразборная конструкция, при нарушении циркуляции что-либо сделать будет тяжело.
Вообще, для предупреждения заиливания при подключении к централизованным сетям рекомендуется ставить на подаче перед входом в радиатор дополнительные фильтры и грязевики.
Особенности монтажа и эксплуатации
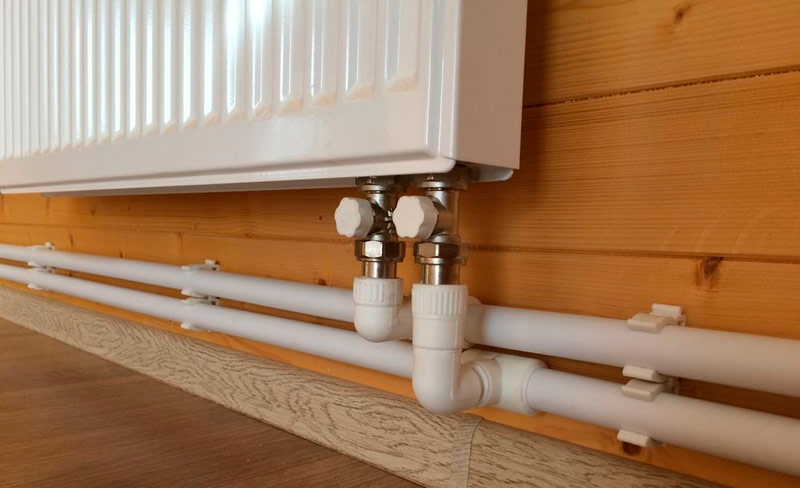
Боковые патрубки для подсоединения труб имеют внутреннюю резьбу диаметром ½”, расположены они по два с обоих боков. Тип подключения любой. Но при длине более 1400 мм одностороннее боковое или нижнее седельное подключение становится неэффективным. При повышенной длине рекомендуется диагональная подводка (подача с одной стороны сверху, отвод — с противоположной, снизу). Как подключить радиаторы читайте тут.
В вариантах с нижним подсоединением (донным) теплоносителя нужно учесть, что подача — это второй от бокового края вход, «обратка» всегда находится с краю. Менять местами нельзя: ко входу подачи приварена трубка, которая транспортирует горячий теплоноситель до верхнего коллектора, а уже оттуда он растекается по всем вертикальным каналам.
Для монтажа панельных радиаторов «Прадо» производитель рекомендует использовать идущие в комплекте кронштейны: они разработаны специально для этих отопительных приборов. Их вставляют в специальные пазы на задней стенке панели. Кронштейнов может быть 2 или 3 в зависимости от длины батареи. Есть возможность установки на ножки, а не на стену. Но фирменные ножки заказываются отдельно.
Последовательность установки следующая:
- на ровной подготовленной стене размечаются места установки кронштейнов;
- кронштейны распаковываются;
- укрепляются дюбелями или строительным раствором на стене;
- на радиатор устанавливается кран «Маевского» (обязателен) или автоматический воздухоотводчик, если есть, термостат или заглушки, при необходимости, переходники;
- в местах навешивания на кронштейны разрывается упаковка радиаторов, они устанавливаются на место;
- подсоединяются трубопроводы подачи и отвода теплоносителя;
- полностью полиэтиленовая упаковка снимается после окончания отделочных работ.
 Рекомендованные расстояния при монтаже панельных радиаторов разной глубины
Рекомендованные расстояния при монтаже панельных радиаторов разной глубины
Если установлены радиаторы с нижним подключением, чтобы при заполнении системы не образовывались воздушные пробки, нужно заполнять ее через «обратку», открыв при этом термостаты.
При использовании в качестве теплоносителя воды, она должна отвечать следующим параметрам:
- кислорода не более 0,02 мг/кг;
- железа до 0,5 мг/л;
- других примесей не более 7 мг/л;
- общая жесткость до 7 мг-экв/л.
Как и на большинство радиаторов (кроме чугунных), на стальные негативно влияют «сухие» простои без теплоносителя. Особенно плохо сказываются частые кратковременные сливы, например, при ремонте системы. Общая продолжительность нахождения отопительных приборов без воды не должна превышать 15 суток в год.
Стальные радиаторы совместимы с любыми типами труб, только с медными они должны соединяться через латунные или бронзовые фитинги и переходники.
 Хороши эти отопительные приборы малой глубиной
Хороши эти отопительные приборы малой глубиной
Как выбрать мощность панельного радиатора и его тип
Мощность любого радиатора зависит от тепловых потерь помещения. В общем случае приятно считать, что на обогрев 1м 2 площади требуется 100 Вт тепла. Примерно так и можно посчитать. Если радиатор нужен для комнаты в 16 м 2 , то на ее обогрев потребуется 1600 Вт.
Далее нужно по таблицам найти возможные варианты: ищите близкую к требуемой мощность. Например, для нашего варианта подходит:
- тип 11-300-2200 — мощность 1682 Вт;
- тип 20-300-1900 — 1608 Вт;
- тип 21-300-1400 — 1616 Вт;
- тип 22-300-1200 — 1674 Вт;
- тип 33-300-900 — 1762 Вт;
- тип 10-500-2000 — 1613 Вт;
- тип 11-500-1400 — 1704 Вт;
- тип 20-500-1300 — 1699 Вт;
- тип 21-500-1100 — 1760 Вт;
- тип 22-500-800 — 1734 Вт;
- тип 33-500-600 — 1823 Вт.
Что означают эти цифры:
- первая — тип — количество панелей и пластин оребрения;
- вторая — высота радиатора;
- третья — его длина.
 Радиатор должен занимать не менее 70-75% ширины оконного проема
Радиатор должен занимать не менее 70-75% ширины оконного проема
Из всего списка теперь нужно выбрать наиболее подходящий размер для ваших условий. При этом нужно помнить, что для нормальной циркуляции воздуха необходимо соблюдать определенные расстояния до пола и подоконника. Вот по ним и желательно подбирать. Еще желательно учесть, что батарея должна перекрывать 70-75% ширины окна. Тогда окно не будет «потеть» и на стене не будет образовываться конденсат.
Но норма 100 Вт на квадратный метр — это усредненная норма для домов со средними теплопотерями, в средней климатической полосе. Вообще на количество необходимого тепла влияет климат, площадь и тип остекления окон, материал и толщина стен, кровли, пола, степень утопленники дверей и т.д. Чтобы учесть все эти факторы, используются поправочные коэффициенты. Более подробно о расчете потерь тепла и выборе панельных радиаторов читайте тут.
Отзывы
«В четырехкомнатной квартире уже шесть лет стоят семь штук «Прадо». Придраться не к чему. Есть еще 17 шт в загородном доме и 4 в бане. Нареканий нет.»
 Одно из фото потекшего радиатора Прадо
Одно из фото потекшего радиатора Прадо
«Это не радиаторы, а сплошное недоразумение. Кроме того что их не вымоешь ни щеткой, ни тряпкой, они еще и плохо греют. Выглядят лишь чуть лучше, чем старый чугун. Единственные их плюсы — узкие и дешевые. Во всем остальном — сплошное разочарование. За два года уже есть ржавчина, еще и углы острые торчат.»
«Уже больше года стоят 26 батарей Prado. Все «гуд». Единственные к чему есть претензии — лакокрасочное покрытие. С остальным норма.»
«Из плюсов у них — цена. Минус вылез при эксплуатации: когда остывают трещат. В спальне очень слышно.»
«За два сезона потекли все 4 радиатора Прадо, которые поставили у меня в квартире. Меняли во всем доме, так раз в одну-две недели у кого-то обязательно течет. Замучились уже жить как на пороховой бочке. Качество отвратительное.»
«У нас в офисе стоят три года Прадо. Греют хорошо, вентили наполовину прикручены. Слышал, что 2010 году была бракованная партия, но нам видимо повезло. Нормально стоят.»
Итоги
Отзывы диаметрально противоположные. Возможно, была одна партия брака, может и не одна. При всей привлекательности цены (в два раза меньше чем на Kermi) не уверены, что стоит рисковать. Но, нужно сказать, что о текущих Prado говорят некоторые из тех, кто поставил их в квартирах. Все-таки они, наверное, больше для индивидуального отопления, что бы ни говорили производители.
Радиаторы Prado для отопления дома
 В 1959 году была основан один из флагманов советского производства ОАО «НИТИ «Прогресс». С 2005 года компания стала выпускать радиаторы отопления под торговой маркой Prado. Продвижение продукции происходило в открытом одноименном торговом доме. На сегодняшний день благодаря развитой дилерской сети продукция Prado доступна практически для каждого. Рассмотри подробнее особенности этих радиаторов.
В 1959 году была основан один из флагманов советского производства ОАО «НИТИ «Прогресс». С 2005 года компания стала выпускать радиаторы отопления под торговой маркой Prado. Продвижение продукции происходило в открытом одноименном торговом доме. На сегодняшний день благодаря развитой дилерской сети продукция Prado доступна практически для каждого. Рассмотри подробнее особенности этих радиаторов.
Особенности радиаторов Prado
 Стальные панельные радиаторы Prado используются в системах водяного отопления. Конструкция радиаторов представляет собой прямоугольные стальные листы, сваренные между собой. В основу материала используют листовую сталь толщиной 1,2 мм. После нарезки листов определенных размеров, их подвергают штамповке для получения нужной формы. Затем выполняют сварку элементов и поперечного шва. Радиатор может содержать 1−3 ряда панелей. Дополнительно для увеличения теплоотдачи, к панелям могут быть приварены стальные гофрированные ребра.
Стальные панельные радиаторы Prado используются в системах водяного отопления. Конструкция радиаторов представляет собой прямоугольные стальные листы, сваренные между собой. В основу материала используют листовую сталь толщиной 1,2 мм. После нарезки листов определенных размеров, их подвергают штамповке для получения нужной формы. Затем выполняют сварку элементов и поперечного шва. Радиатор может содержать 1−3 ряда панелей. Дополнительно для увеличения теплоотдачи, к панелям могут быть приварены стальные гофрированные ребра.
Эстетический вид изделию придают воздуховыпускная решетка и боковые стенки. В зависимости от количества установленных ребер и панелей, отвечающих за теплоотдачу, определяют мощность радиатора. Панельные радиаторы выпускают в белом цвете, но под заказ их могут выполнить в любом цветовом исполнении.
Панельные радиаторы из стали выпускаются различными по габаритам: высота — 300 мм и 500 мм, глубина — 80−200 мм (зависит от количества рядов панелей и наличия ребер), длина — 400 мм — 3 м.
Дополнительно панельные радиаторы могут оснащаться встроенным термостатом, поддерживающим оптимальную температуру во всем помещении. Для моделей без него, можно приобрести термостат отдельно.
Выдерживают стальные радиаторы рабочее давление в 9 атмосфер, а испытательное в 13,5.
Радиаторы можно подключить двумя способами — боковым и нижним. Нижнее подключение дает возможность убрать внешние трубы, с целью улучшения интерьера помещения.
Каждый тип радиатора выполнен в двух вариантах, различающихся по схеме подключения:
- Prado Classic— боковая подводка. Снабжен присоединительными патрубками 4 шт.
- Prado Universal— нижняя подводка. Оснащен встроенным терморегулирующим клапаном для 2-трубной системы отопления.
Виды радиаторов Prado
Существует 6 типов стальных панелей:
 Тип 10— глубина 61 мм, имеет один ряд панели без оребрения. Цена на Classic от 900 рублей, Universal от 1600 рублей;
Тип 10— глубина 61 мм, имеет один ряд панели без оребрения. Цена на Classic от 900 рублей, Universal от 1600 рублей;- Тип 11— глубина 74 мм, имеет один ряд панели с одним рядом оребрения, который приварен к тыльной стороне панели, а также воздуховыпускную решетку и боковые стенки. Classic от 1300 рублей, Universal от 1900 рублей;
- Тип 20— глубина 74 мм, имеет два ряда панелей без оребрения, воздуховыпускную решетку и боковые стенки. Цена Classic от 1340 рублей, Universal от 2000 рублей;
- Тип 21— глубина 74 мм, имеет два ряда панелей с одним рядом оребрения, который приварен к тыльной стороне передней панели, а также воздуховыпускную решетку и боковые стенки. Classic от 1600 рублей, Universal от 2340 рублей;
- Тип 22— глубина 100 мм, имеет два ряда панелей с двумя рядами оребрения, который приварен к каждой панели с внутренней стороны, а также воздуховыпускную решетку и боковые стенки. Classic от 2400 рублей, Universal от 3500 рублей;
- Тип 33— глубина 160 мм, имеет три ряда панелей с тремя рядами оребрения, которые приварены к каждой панели с внутренней стороны, а также воздуховыпускную решетку и боковые стенки. Classic от 2850 рублей, Universal от 3580 рублей.
 Тип 10— глубина 61 мм, имеет один ряд панели без оребрения. Цена на Classic от 900 рублей, Universal от 1600 рублей;
Тип 10— глубина 61 мм, имеет один ряд панели без оребрения. Цена на Classic от 900 рублей, Universal от 1600 рублей;В комплект всех шести типов входят кронштейны и крепления для установки на стену.
Обзор других производителей стальных радиаторов
Сегодня популярности добились следующие марки:
- DELONGHI (Италия). Известная итальянская фирма, отличающаяся качеством исполнения, надежности, покраски и высокой характеристикой теплообмена. Панельные радиаторы из стали DELONGHI используют в загородных домах, офисных зданиях, дачах. Реже встречаются в квартирах.
- ELBA (Турция). Справедливое соотношение цены и качества. Оптимально подходит для установки в частных домах и бюджетных коттеджах.
- GRANDINI (Турция). Радиаторы выпускаются различных модификаций и размеров. Возможны боковая и нижняя подводки.
- IMAS (Италия). Считается одним из лучших производителей в Италии. Надежная и качественная продукция по самой низкой стоимости. Гарантийный срок эксплуатации — 10 лет.
- KERMI(Германия). Немецкое качество. Устанавливают в торговых, офисных зданиях и коттеджах.
- KORAD (Словакия). Продукция выполнена из качественных материалов. Гарантийный срок эксплуатации -6 лет.
- KORADO (Чехия). Радиаторы этой торговой марки пользуется большим спросом среди монтажных и строительных организаций. Имеет достоинства всех известных мировых брендов, при этом оставаясь доступными по цене. Используют во всех типах помещений.
- VOGEL & NOOT (Австрия). Торговая марка характеризуется широким спектром изделий разных по оттенкам и размерам. Качественная продукция для жилищного фонда. Гарантийный срок службы — 10 лет.
- PURMO (Финляндия). Для низкотемпературных котлов идеальный вариант подключения. Высокий ценовой диапазон продиктован отличным качеством товара.
- WARMEKRAFT (Турция). Бюджетные модели при приличном качестве. Гарантийный срок — 10 лет.
 DELONGHI (Италия). Известная итальянская фирма, отличающаяся качеством исполнения, надежности, покраски и высокой характеристикой теплообмена. Панельные радиаторы из стали DELONGHI используют в загородных домах, офисных зданиях, дачах. Реже встречаются в квартирах.
DELONGHI (Италия). Известная итальянская фирма, отличающаяся качеством исполнения, надежности, покраски и высокой характеристикой теплообмена. Панельные радиаторы из стали DELONGHI используют в загородных домах, офисных зданиях, дачах. Реже встречаются в квартирах.Стальные панельные радиаторы всех вышеуказанных производителей имеют рабочее давление в 10 атмосфер, кроме WARMEKRAFT — 11 атмосфер и KORAD — 8,7 атмосфер.
Отзывы владельцев радиаторов Прадо
По сравнению с советскими чугунными и пластинчатыми радиаторами, Прадо просто конфетки. Отлично смотрятся.
10 лучших моделей стальных панельных и трубчатых радиаторов отопления

Стальные радиаторы отопления легкие и эффективные устройства, которые очень часто используют в системах отопления частных домов. Советы приведенные в данной статье, помогут вам разобраться, на какие характеристики обращать внимание при покупке этих приборов, а рейтинг стальных радиаторов покажет конкретные серии, имеющие положительные отзывы пользователей.
Подборка товаров осуществлена на основе отзывов, мнений и оценок пользователей, размещенных на различных ресурсах в сети интернет. Вся информация взята из открытых источников. Мы не сотрудничаем с производителями и торговыми марками и не призываем к покупке тех или иных изделий. Статья носит информационный характер.
Какие стальные радиаторы лучше купить
Стальные радиаторы делятся на два вида: панельные и трубчатые. Первые дешевле и легче, но менее прочные. Вторые дороже и тяжелее, но выдерживают повышенное давление и служат дольше. Модели отличаются по конструктивному исполнению и принципу работы. Рассмотрим эти два вида более детально, чтобы понять, какие радиаторы лучше для конкретных условий эксплуатации.
Стальные панельные или трубчатые радиаторы
Панельные стальные радиаторы
Конструкция представляет собой панель, наполненную теплоносителем, и гофрированный металлический лист, соприкасающийся с ней, для ускоренного отведения тепла (лист металла увеличивает площадь теплоотдачи). Устройство работает двумя способами, совмещая их. Тепло от панели отдается окружающему воздуху, а его проход через оребрение запускает естественную конвекцию в помещении.

Стальной панельный радиатор отопления в разрезе.
Это позволяет быстрее нагреть комнату, но содействует большему передвижению пыли. Конструктивно такие радиаторы могут иметь одну панель и один ряд оребрения, по две единицы каждого элемента или по три, что обозначается типом 11, 22 или 33. Встречаются иные комбинации этой системы: 10, 20, 21, 30, 31 или 32. Чем больше количество панелей с горячим теплоносителем, тем лучше теплообмен. Увеличение оребрения повышает силу конвекции горячего воздуха.
Панельный радиатор – тип 11.
Панельный радиатор – тип 22.
Панельный радиатор – тип 33.

Плюсы стальных радиаторов панельного типа
- малый вес;
- хорошая теплоотдача;
- доступная стоимость.

Минусы стальных радиаторов панельного типа
- невысокую устойчивость к ударам гидравлического давления;
- низкую инерционность (быстро остывают после отключения котла);
- появление пыли в воздухе от конвекции.
Трубчатые стальные радиаторы
Эта категория визуально похожа на чугунные батареи, но поскольку здесь толщина стенок 1.2-1.5 мм, то они получаются гораздо тоньше и эстетичнее, в отличие от громоздких радиаторов из тяжелого металла. В основе конструкции находится нижний и верхний коллектор, соединенный вертикальными стальными трубами. Их может быть две, три или четыре в каждой секции, что увеличивает объем теплоносителя и площадь для теплообмена.

Стальной трубчатый радиатор.
Часто конструкцию можно расширить за счет добавления дополнительных секций, если нынешнего количества окажется недостаточно для обогрева конкретного помещения. В панельных типах такого сделать нельзя. Такой тип батарей не создает сильную конвекцию.
Плюсы трубчатых стальных радиаторов
- устойчивость к гидроударам;
- длительный срок службы;
- более привлекательный вид;
- меньшая глубина корпуса;
- возможность доращивания или укорачивания.
Минусы трубчатых стальных радиаторов
- более высокую стоимость;
- увеличенный вес;
- могут потечь между секциями.
Радиаторы с нижним или боковым подключением
Боковое подключение подразумевает подачу теплоносителя в верхний штуцер радиатора, и выход воды через нижний, расположенные слева или справа на корпусе. Это позволяет быстрее пройти жидкости через все внутренние каналы и более эффективно при теплопередаче. Но при таком монтаже потребуется больше трубы для подачи к верхнему штуцеру, который может быть расположен на высоте 300-850 мм. Еще такие коммуникации могут портить интерьер, и придется думать, как их спрятать за фальшпанелями.

Панельный радиатор с боковым подключением.
Нижнее подключение подразумевает подачу и отвод воды через штуцеры снизу радиатора. При расположении панели близко к полу на расстоянии 50 мм, такие коммуникации вообще не видны. Это помогает сделать скрытую разводку по помещению без затрат на декоративные материалы. Но нижнее подключение менее эффективно по скорости перемешивания горячего и холодного теплоносителя, поэтому КПД отопления снижается на 2-7%.
Панельный радиатор с нижним подключением.
Пример расчета необходимой мощности радиатора
Чтобы не прогадать с эффективностью отопления, важно заранее высчитать, какой мощности должен быть радиатор, чтобы этого хватило на обогрев конкретного помещения.
Приведем формулу расчета:
Разберемся в представленных значениях:
- P — это мощность радиатора, которую нам необходимо определить, подставляя другие величины.
- V — площадь помещения.
- B — высота потолков в комнате.
- 40 кВт — примерная мощность отопления, необходимая для обогрева 1 м³.
- То — неизбежные потери тепла на окнах, где один стандартный проем забирает около 100 Вт.
- Тд — аналогичные потери, происходящие на дверях. На одной створке может теряться до 150-200 Вт.
Теперь считаем. Есть спальня с площадью 15 м², в которой одно стандартное окно и одна дверь. Какой радиатор купить для такой комнаты?
15 м²*2.5 м (высота потолков)*40+100+200=1800 Вт. Именно с такой минимальной мощностью необходимо искать радиатор среди панельных или трубчатых вариантов. Если точного значения нет, то выбор отдают в пользу большего.
Почему так важна сертификация радиаторов
Независимо от места покупки товара, будь то интернет-магазин, торговый центр или рынок, важно проверить сертификат. Его можно попросить у продавца-консультанта или ознакомиться на страничке с описанием. Наличие сертификата означает, что изделие соответствует ГОСТ, а его заявленные характеристики настоящие.
С лета 2018 года прохождение сертификации стало обязательным для этой категории продукции, поэтому его отсутствие сразу должно отпугнуть от подозрительного товара, хоть и под именитым брендом.
При сертификации радиаторов проверяется:
- соответствие заявленной теплоотдаче по мощности;
- толщина стальных стенок (должна быть не менее 1.2 мм);
- выдерживание номинального и максимального давления.
Лучшие панельные стальные радиаторы
Теперь перейдем к рейтингу стальных радиаторов, собравшему популярные серии продукции на основе отзывов покупателей и характеристик товара. Начнем с панельных радиаторов, отличающихся доступной ценой и легким весом.
Серия радиаторов Керми FKO 22
Данная серия радиаторов отличается эргономичностью и доступной ценой. По дизайну легко вписывается в любой интерьер.
Характеристики модельного ряда
Панельные радиаторы этой серии изготавливаются из конструкционной стали. По длине модели варьируют от 400 до 3000 мм, а высота бывает 300-900 мм. Глубина радиаторов стандартная и всегда составляет 100 мм. Радиатор отопления рассчитан на передачу теплоносителя с температурой 110 градусов.
Все товары модельного ряда способны выдерживать давление 10 бар. При их изготовлении была задействована технология Therm x2, увеличивающая теплоотдачу. Мощность радиатора зависит от габаритов конкретной модели. Например 900х600 мм выдает 1898 Вт.

Конструктивные особенности:
- дизайн стального радиатора строго прямоугольный с острыми краями;
- для запуска конвекции предусмотрена обильная перфорация на верхней панели;
- фронтальная сторона с рельефностью делает их более интересными;
- двухстороннее боковое подключение;
- межосевое расстояние 250/500/850 мм;
- настенное крепление, идущее в комплекте;
- ориентировочная вместимость теплоносителя — 5 л на 0.5 м² площади радиатора.
Серия радиаторов Kermi FKV 22
Еще одна серия радиаторов от немецкого бренда Kermi, с более «дутыми формами». Выделяется повышенной надежностью и долгим сроком службы. Радиаторы доступны в широкой цветовой гамме, включающей розовые, красные, синие, зеленые и оранжевые оттенки.
Характеристики модельного ряда
Серия панельных радиаторов выпускается с высотой 500 мм и шириной от 400 до 1500 мм. Самая маленькая панель 400х500 весит 12 кг и способна отдавать 772 Вт мощности. Опрессовочное давление составляет 13 атм, рабочее 10 атм. Максимально разрешенная температура теплоносителя 110 градусов. В качестве теплоносителя может использоваться обычная вода или гликолевая смесь.

Конструктивные особенности:
- нижнее подключение;
- толщина металлического листа передней панели — 1.25 мм;
- возможное расположение вентиля как справа, так и слева;
- резьба ½ для соединения с трубами отопления.
Серия радиаторов Buderus Logatrend VK-Profi 22
Серия панельных радиаторов с увеличенной глубиной рельефности на фасадной части. Производитель заявляет средний срок службы до 50 лет.
Характеристики модельного ряда
Серия представлена радиаторами различного размера. Самым маленьким представителем выступает модель 300х400 мм, выдающая 475 Вт. Весит такая конструкция 6.7 кг и вмещает 1.7 л теплоносителя. Самым большим представителем является радиатор размером 2000х900 мм с мощностью 5816 Вт. Все модели рассчитаны на рабочее давление 8.7 бар. Радиаторы имеют порошковое покрытие и могут быть в шести вариантах цветов по цветам RAL.

Конструктивные особенности:
- верхняя панель для выхода горячего воздуха отличается тонкими перемычками, уменьшающими сопротивление потоку;
- нижнее и боковое подключение;
- приваренное оребрение к обеим нагревательным панелям;
- предусмотрены адаптеры для крепления кронштейнов;
- межосевое расстояние варьирует от 250 до 500 мм;
- толщина стали 1.2 мм;
- наружная резьба для присоединения ¾;
- встроенный термоклапан может быть справа или слева.
Серия радиаторов Purmo Compact C22
Серия радиаторов Purmo Compact C22 содержит 80 моделей. Производитель заявляет гарантию 10 лет.
Характеристики модельного ряда
Серия радиаторов панельного типа из стали выпускается с высотой корпуса 300-900 мм. Среди небольших моделей с высотой 300 мм длина варьирует от 400 до 1100 мм. У гигантских радиаторов отопления 900 мм, длина может быть 400-3000 мм. Даже самая маленькая панель выдает 507 Вт мощности. Вес такого товара составит 6.5 кг, что не затруднит настенное крепление. Радиатор 900х3000 мм будет греть с мощностью 9270 Вт и весить при этом 152 кг. Весь модельный ряд способен переносить теплоноситель с температурой до 110 градусов при рабочем давлении 10 атм.

Конструктивные особенности:
- увеличенная глубина — 102 мм;
- нижний тип подключения;
- диаметр наружной резьбы ½ дюйма;
- межосевое расстояние 250-850 мм.
Серия радиаторов Лидея Компакт ЛК22
Серия панельных радиаторов Лидея Компакт ЛК22 выпускается в Белоруссии.
Характеристики модельного ряда
Панельный радиатор закрытого типа выпускается со съемной верхней крышкой. В качестве теплоносителя можно использовать воду или антифриз. Модельный ряд имеет стандартную высоту 500 мм, а длина варьирует от 1100 до 1800 мм. В зависимости от размеров мощность радиатора колеблется от 2375 до 3886 Вт. При этом они могут быть заполнены теплоносителем в объеме от 7 до 12 литров.
Опрессовочное давление радиаторов составляет 15 бар, а рабочее 10 атм. Производитель разрешает температуру теплоносителя 120 градусов, в момент которой наружная панель радиатора нагревается до 90 градусов. Цвет изделия доступен только один — белый.

Конструктивные особенности:
- увеличенная глубина 109 мм;
- межосевое расстояние 44 см;
- настенный монтаж;
- встроенный кран Маевского;
- внутренняя резьба ½ дюйма;
- подвод воды боковой слева или справа.
Что нужно знать об изготовлении металлических дверей
 Изготовление металлических дверей — это целый комплекс работ, которые регламентированы специальной документацией. Последовательность выполняемых мероприятий отражена в техкарте. Макет (образец) будущей двери с детальным описанием размеров и составных частей указан в чертежах.
Изготовление металлических дверей — это целый комплекс работ, которые регламентированы специальной документацией. Последовательность выполняемых мероприятий отражена в техкарте. Макет (образец) будущей двери с детальным описанием размеров и составных частей указан в чертежах.
- Стадии изготовления железных дверей
- Подготовка к производству
- Основной этап — сварка
- Отделочные работы
- Контроль
- Выбор и монтаж комплектующих
Все производители пытаются разработать что-то эксклюзивное, но преимущественная доля всего процесса изготовления производится по одинаковым принципам. Дополнительная информация отражается в технологических условиях. Там же указаны и способы проверки, и требования, и варианты поставки дверей, а также все условия эксплуатации и хранения продукции. Требования технологического плана обладают ограниченным периодом действия. То есть с течением времени они могут изменяться, тут все зависит от политики компании.
Стадии изготовления железных дверей
- Производственная. На данной стадии производится подготовка приспособлений и всех необходимых материалов. Заготовка частей, гибка, раскрой, подготовка дверной коробки и полотен.
- Основная. Предполагает сварку элементов металлической конструкции и иные мероприятия производственного плана.
- Отделка. Подготовка поверхности конструкции, нанесение красящего состава, облицовочные и иные мероприятия.
- Контроль качества. Взломостойкость, надежность и иные показатели продукции отслеживаются на каждой отдельно взятой стадии. Результаты измерений отображены в соответствующей документации.
- Подбор комплектующих. Монтаж и выбор глазка, петлей, замков и доводчиков.
 Контроль качества. Взломостойкость, надежность и иные показатели продукции отслеживаются на каждой отдельно взятой стадии. Результаты измерений отображены в соответствующей документации.
Контроль качества. Взломостойкость, надежность и иные показатели продукции отслеживаются на каждой отдельно взятой стадии. Результаты измерений отображены в соответствующей документации.Итак, стоит по порядку рассмотреть эти производственные этапы.
Подготовка к производству
Подбор материалов. Всякий процесс производства начинается с подготовки. В этой ситуации — с выбора материалов. Вход в жилище — это область высокой опасности, следовательно, она должна обладать по-настоящему эффективной защитой. Именно этот момент и берут в расчет изготовители дверных конструкций.
Несомненными лидерами по показателям универсальности и надежности, считаются металлические сплавы. Зачастую производители применяют сталь. Данный материал прекрасно подходит для производства конструкций защитного назначения. Сталь при этом подвергается тщательной проверке перед использованием.
Для создания дверных конструкций применяют сталь углеродистого типа. Эксперты отмечают несколько полезных свойств этого материала:
- в сравнении с древесиной стальные сплавы гораздо крепче (примерно в пять раз);
- кроме того, сталь считается крайне универсальным материалом. Она применяется и для защитных, и для декоративных целей. К примеру, кованые детали прекрасно смотрятся с ламинатом и пластмассой.
 Раскрой специальными ножницами. Для начала делают металлические заготовки: материал режут или разрубуют с помощью специальных устройств. Зачастую, изготовители пользуются гильотинными ножницами. Это оборудование позволяет точно и быстро нарезать детали для блока. Кроме того, листы стали подвергаются обработке устройствами раскройки.
Раскрой специальными ножницами. Для начала делают металлические заготовки: материал режут или разрубуют с помощью специальных устройств. Зачастую, изготовители пользуются гильотинными ножницами. Это оборудование позволяет точно и быстро нарезать детали для блока. Кроме того, листы стали подвергаются обработке устройствами раскройки.
Применение прессов. Заготовки материала делают с помощью специализированного оборудования. Кройка включает в себя вырубку, отрезку, обрезку, пробивку и резку. Затем металл прессуется на станках с автоматическим управлением. Такие установки позволяют оперативно изготовить практически любую металлическую деталь. Прессы делают формовку, штамповку и специальные ниши в металле.
В прессах также установлен револьверный механизм, позволяющий создавать изделия сложной конфигурации.
Гибка металлического сплава. После прессования и резки, листы подвергаются обработке посредством гибочных станков. Также в дополнительном порядке применяются вспомогательные приспособления, способствующие увеличению производительности. Все устройства проходят проверку на точность и работоспособность заранее, потому что даже мелкие задержки могут привести к излишним финансовым расходам.
Для гибки, зачастую применяются прессы гидравлического типа. Такие устройства прекрасно подходят для формовки ребер жесткости, наличников и иных элементов.
Основной этап — сварка
 Профили и заготовки скрепляются посредством сварки. При этом на материале делается особый акцент. На металле не должно быть никаких повреждений и дефектов, в противном случае сварочные швы получаются не совсем ровными.
Профили и заготовки скрепляются посредством сварки. При этом на материале делается особый акцент. На металле не должно быть никаких повреждений и дефектов, в противном случае сварочные швы получаются не совсем ровными.
Для сварки могут применяться разные инструменты и приспособления. В частности, горелка применяется для скрепления тонких деталей. В итоге получается изделие с незаметными стыками. Это увеличивает антикоррозийную стойкость металлического сплава и обеспечивает защиту от преждевременного разрушения. Способ и технология сварки выбирается в зависимости от толщины материала и конструктивных особенностей изделия.
Отделочные работы
Предварительно дверные конструкции подвергаются специальной обработке, которая включает в себя следующие мероприятия:
- полотна тщательно чистятся от пыли и загрязнений;
- затем они грунтуются, обезжириваются и ошкуриваются;
- поверхность металла покрывается особой краской. Многие изготовители предпочитают пользоваться эмалевыми, нитритовыми или порошковыми красками. Каждый из этих видов обладает своими особенностями.
Металл, как известно, отлично гармонирует почти со всеми разновидностями отделки, главное — подобрать долговечный, надежный и безопасный материал. Такими качествами обладает, к примеру, МДФ. Плиты МДФ используются для межкомнатных и входных дверей.
 Искусственная кожа (винилискожа) считается одним из наиболее популярных материалов, так как является общедоступной и практичной. Ее поверхность может быть фактурной или гладкой. Дешевые двери, отделанные этой искусственной кожей, очень надежны и прочны. Этот тип отделки обеспечивает металлической поверхности отличную защиту от износа и внешних воздействий. Помимо этого, современные компании предлагают широкий ассортимент оттенков и расцветок этого инновационного материала.
Искусственная кожа (винилискожа) считается одним из наиболее популярных материалов, так как является общедоступной и практичной. Ее поверхность может быть фактурной или гладкой. Дешевые двери, отделанные этой искусственной кожей, очень надежны и прочны. Этот тип отделки обеспечивает металлической поверхности отличную защиту от износа и внешних воздействий. Помимо этого, современные компании предлагают широкий ассортимент оттенков и расцветок этого инновационного материала.
Часто встречаются варианты отделки и с помощью ламината. Однако он характеризуется меньшей стойкостью к воздействию влаги, нежели МДФ-плиты. Зачастую ламинат применяется в производстве межкомнатных дверных конструкций.
Все чаще производители дверей предлагают потребителям всевозможные комбинированные решения, в которых сочетается эстетика и отличные эксплуатационные свойства.
Контроль
Следующая стадия производства дверных конструкций — проверка уровня надежности и качества. Эксперты отслеживают эти показатели на всех этапах процесса.
- В первую очередь тщательной проверке подвергается используемое оборудование и приспособления. Они обязательно должны быть в исправном состоянии и обладать соответствующими сертификатами.
- Аналогичные требования предъявляются к материалам и дополнительным элементам. Металлические заготовки проходят тестирование на спецустройствах. Изготовитель дает оценку целому ряду характеристик.
- Далее похожим испытаниям подвергается и уже готовая дверь. Размеры ее должны сходиться с требованиями ГОСТов. Помимо этого, эксперты проверяют целостность металлического сплава и его поверхности.
 Аналогичные требования предъявляются к материалам и дополнительным элементам. Металлические заготовки проходят тестирование на спецустройствах. Изготовитель дает оценку целому ряду характеристик.
Аналогичные требования предъявляются к материалам и дополнительным элементам. Металлические заготовки проходят тестирование на спецустройствах. Изготовитель дает оценку целому ряду характеристик.Контроль производства — это важный этап всего цикла. Постоянные проверки минимизируют риск брака, а также увеличивают эффективность и существенно ускоряют производственный процесс.
Выбор и монтаж комплектующих
Финальная стадия изготовления дверных конструкций предполагает подбор элементов и фурнитуры.
- Готовые изделия оснащаются ребрами жесткости и изоляцией. Пустоты между дверными полотнами, как правило, заполняются синтепоном или поролоном. Данные материалы характеризуются неплохими тепло- и шумоизоляционными характеристиками. Для обеспечения дополнительной защиты применяются броненакладки и прорезиненные уплотнители.
- Монтаж петель тоже не подразумевает никакой подготовки. Изготовители пользуются традиционными и универсальными изделиями. Такие петли очень удобны и прочны, а если возникла необходимость, то их можно с легкостью демонтировать. Самыми универсальными являются петли неразъемного типа, так как они могут подойти для любой модели дверной конструкции.
Кроме того, двери в дом или квартиру оборудуются глазком, замками и ручками. Эти составляющие обязательно должны быть у каждой входной конструкции вне зависимости от назначения.
- Как правило, двери для входа в жилище зачастую оснащаются нажимными ручками. Эта разновидность устройств практична и крайне надежна. Могут применяться и ручки стационарного типа, но тут могут возникнуть некоторые сомнения относительно взломостойкости.
- Замки же, в дверные конструкции могут устанавливаться с помощью двух разных способов: навесной и врезной. Последний вариант является более безопасным, так как существенно уменьшает возможность взлома.
- Для максимальной надежности нужно поставить и дверной глазок. Стандартные устройства обладают обзорным углом не менее ста восьмидесяти градусов. Глазки бывают закрытыми (без специальной крышечки) и открытыми (с крышечкой). Для использования в жилой квартире можно использовать обе разновидности.
Что нужно знать об изготовлении металлических дверей
Железные двери используются повсеместно. Их устанавливают не только в квартирах, но и в частных домах, банях, прочих придомовых постройках. Именно такие двери способны надежно защитить имущество от посягательств злоумышленников.
Железная дверь своими руками
Однако приобрести достойную металлическую дверь не всегда возможно. Во-первых, играет роль фактор высокой ценовой политики, во-вторых, иногда требуется изготовить дверь особого размера или с использованием определенных материалов.

Китайская дверь не защитит ваш дом
Собственноручно изготавливая железную дверь, вы можете быть уверены, что конструкция будет действительно качественной, а затраты на материалы не окажутся непосильно высокими.
| Производитель | Стоимость двери, руб |
| Торэкс | 10600 |
| Стальной портье | 32965 |
| Микрон | 16500 |
| Ривале | 19900 |
| Сигма | 16340 |
| Гардиан | 18000 — 120000 |
Экономим вместе. Делаем железную дверь своими руками
Что необходимо
Варить будем входную железную дверь из профильной трубы и листового металла. Для работы понадобится ровная рабочая поверхность, сварочный аппарат, дрель, болгарка, неплохо иметь нивелир (лазерный уровень) и что-то для измерения — плотницкий угольник, например.
Стандартные металлические двери. Примерно такую и будем делать
Из материалов понадобится:
- профилированная труба 40*40 мм, 40*20 мм;
- лист металла толщиной 2 мм, размером с дверное полотно;
- металлические петли достаточно мощные, чтобы выдержать вес около 100 кг;
Для «облагораживания» двери нужна будет краска по металлу (лучше молотковая эмаль), деревянная рейка, утеплитель (пенопласт или минеральная вата), фанера, ОСП или другой подобный материал, пластик или любой другой отделочный материал, дверной глазок, замок.
Варим двери
Сначала варим дверную коробку. Ее делаем из профилированной трубы 40*40 мм. Отрезаем куски по размерам. Если на трубе есть ржавчина, зачищаем. Чистые заготовки складываем, выставляем углы, прихватываем между собой.
Сварили дверную коробку
После сварки проверяем углы, перемеряем диагонали. Если есть хоть малейшее отклонение — корректируем (удар углом об пол обычно помогает, главное не перестараться).
Привариваем петли. Отступаем от низа и верха примерно по 20 см, размечаем, варим следя за тем, чтобы они находились на одной прямой. Тут очень пригодится лазерный уровень, а если его нет, приходится перемерять расстояния много раз, чтобы выставить точно.
Приварили петли
Далее из трубы 40*20 мм варим внутренний каркас. Размеры рассчитываем так, чтобы зазор со всех сторон был 3-5 мм. В одной из длинных труб нарезаем отверстия под замки.
Отверстия под замки
Все свариваем, проверяем диагонали, примеряем. Если все нормально, можно приваривать поперечины — для увеличения жесткости дверного полотна. Их делаем из остатков трубы 40*20 мм.
Коробка и рама самодельной металлической двери
Зачищаем все места сварки, убирая наплывы — все должно быть ровно и гладко. Стачивать лишнее можно напильником, но быстрее — соответствующим диском на болгарке.
Чтобы рама не «прогибалась» и чтобы потом было место под установку уплотнительной резинки, приподнимаем каркас, приварив пластины металла.
Навариваем пластины, которые удерживают каркас в заданном положении
Каркас внутри рамы выставлен на нужном уровне (проверяем уровнем или нивелиром, чтобы все было в одной плоскости), привариваем ответные петли. На готовую раму кладем лист металла, размечаем его. Он должен заходить на трубу дверной коробки на 3-10 мм. Только со стороны петель заход должен быть 3-5 мм, по остальным сторонам можно больше. Выставляем лист со стороны петель, размечаем линию реза, при помощи болгарки отрезаем.
Размечаем, где надо резать
Заусенцы и прочие неровности после резки обрабатываем напильником — до ровного края. Для ускорения процесса можно воспользоваться болгаркой с наждачным кругом. Затем выкладываем лист так, как он должен быть и слегка прихватываем каркас к раме, лист — тоже к раме (не к каркасу). Всю конструкцию надо перевернуть, а по-другому сделать это сложно.
Прихватываем лист к дверной раме
Переворачиваем почти готовые металлические двери и провариваем лист по периметру каркаса, потом — к промежуточным ребрам жесткости. Делать сплошные швы ни к чему — герметичность не нужна, привариваем небольшими отрезками через равные расстояния. Следим при этом, чтобы чист не «повело».
Обвариваем металлические двери изнутри
Приваренный каркас отрезаем от дверной коробки, переворачиваем двери и освобождаем от прихваток приваренный лист. Места бывшей сварки зачищаем. Теперь можно установить замки.
Устанавливаем выбранные замки
Стальные дверные блоки: необходимое оборудование для старта бизнеса
Стальные металлические системы в развороте
Главный атрибут каждого строения заключен в наличии надежного перекрытия входа. Стоит оговорить производственный процесс этапов изготовления железных конструкций.
Так каждый изготовитель старается сделать изготовление стальных дверей более модернизированным, а застройщики в современное время используют исключительно металлические блоки для перекрытия входа в новых строениях. На сегодняшний день производители стараются совершенствовать не исключительно технические показатели систем, но эстетическую сторону продукта с дизайнерской точки зрения относительно последних тенденций интерьерной стилистической моды.
Бизнес по производству железных конструкций ничего особо сложного собой не представляет, поэтому дать жизнь такому производству в силах любой предприниматель. Так перечень необходимого оборудования для производственных целей допустимо вместить в единую таблицу:
| № | Оборудование | Примечания к оборудованию | Стоимость оборудования |
| Станок для порезки стального листа (металла) | Может использоваться лазерный либо плазменный, поскольку порезка на таких станках происходит быстро и равномерно | От $1 800,00 | |
| Пресс для загиба металла (листогибочный) | От $11 200,00 | ||
| Сварочный комплекс для финишной и точечной сварки | Допустимо использовать обычные аппараты или же специализированные сварочные станки | От $1 600,00 | |
| Установка для порошкового окраса изделий: для подготовки поверхности блока к покраске | Это может быть специальная покрасочная камера | От $980,00 | |
| Установка для порошкового окраса изделий: компрессор для покраски, пистолет окрасочный и камера (печь) полимеризации | Вместо этапа полимеризации может использоваться покрытие поверхности после окраса двумя слоями специальных вандалоустойчивых лаков | От $2 400,00 |
Статья по теме: Правильная настройка розетки с таймером
Вышеприведенный перечень оборудования относится к минимуму необходимого оборудования. Так на
Станок для изготовления конструкции
мировом рынке доступны готовые комплексные линии по производству стальных блоков, где совмещены все перечисленные выше станки и установки. Типичные производственные линии могут быть полностью автоматизированы либо частично, когда к определенному этапу должна прикладываться рука человека.
Такие автоматизированные линии выпускаются в мир зачастую зарубежными производителями и наделяются таким перечнем оборудования:
- Установка плазменной порезки металла;
- Пресс для загиба листов металла;
- Автомат координатной сварки полотен двери;
- Две машины для сварочного процесса клещами с кондукторами;
- Два пункта финального сварочного процесса, происходящего в особой среде (углекислый газ).
Типичная линия не предусматривает наличия покрасочного бокса, что обустраивается в отдельности. Производительность линии сводится к производству 10 блоков в течение одного часа времени, но и при контроле, как минимум 10 человек. Примерная стоимость такого производственного беспрерывного процесса в собранном виде сводится ни много, ни мало, но к $100 тысячам.
Утепление и отделка
Далее занимаемся утеплением. В сваренную раму железной двери хорошо становится пенопласт толщиной 4 см. Его берем малой или средней плотности, так как нагрузки на него не будет. На эти металлические двери ушло 4 листа размерами 1*1 м.
Нарезаем ПП по размерам, берем монтажную пену со слабым расширением (если взять обычную, пенопласт вытеснит). Отступив от края около 1 см, наносим ее по периметру прямоугольника, в который кладем пенопласт, делаем еще несколько полосок пены в середине, укладываем утеплитель. Оставшиеся щели между ПП и трубой тоже проходим пеной.
Приклеивать утеплитель также можно и на универсальный клей, который подходит для металла и пенопласта, например, «Момент».
Пенопласт уложен
Для экономии средств решено использовать имеющийся в хозяйстве лист ориентированно-стружечной плиты. Отделка планируется бюджетная — самоклеящаяся пленка. Как оказалось, эта пара очень плохо сочетается — очень много времени заняла шпаклевка ОСП. Гораздо проще было бы с фанерой (влагостойкой, мебельной).
На сделанные уже своими руками металлические двери поверх утеплителя уложен лист ОСП. Он закреплен по периметру саморезами. Сначала под саморез сверлится отверстие, затем вкручивается крепеж.
Прикрепили лист ОСП
В дверной раме сверлим монтажные отверстия — их по два на каждом отрезке. Раму красим в подходящий цвет (взята эмаль в баллончике). Окрашенную раму надо как-то вынести на улицу. В просверленные отверстия вставляем длинные монтажные винты, за них и тащим ее на улицу.
Дверная коробка для самодельных железных дверей покрашена
Вот дальше и начались проблемы — клеить пленку можно только на ровную гладкую поверхность, а поверхность ОСП далеко не ровная. Сначала были попытки отшлифовать ее шлифмашинкой. Результат неудовлетворительный.
Попытки шлифовки
Выход один — шпаклевать. Берем шпаклевку, намазываем, ждем пока высохнет, шлифуем. Потом снова — слой шпаклевки, снова шлифовка. Так — до нормального результата.
Поверхность должны быть ровной и гладкой
Со второй стороны тоже прикрепляем ОСП, но уже заранее ошпаклеванный и отшлифованный — так проще. Вырезаем отверстия под глазки-ручки, примеряем все. Далее начинаем клеить пленку. В наших магазинах самая широкая, которая есть — 90 см, двери явно шире. Потому сделать решено отделку с имитацией филенки, для чего куплен резиновый мебельный самоклеящийся молдинг.
Пленка будет наклеена «фигурно»
На двери находим центр, откладываем в обе стороны по 45 см, очерчиваем полосу. Тут будет приклеена центральная полоса пленки. Смачиваем поверхность водой (брызгаем из пульверизатора), аккуратно, без пузырей, клеим пленку.
Аккуратно клеим пленку
Недостающие куски отрезаем, тоже наклеиваем. Стыки полотен закрываем молдингом.
Вот что получилось в итоге со стороны улицы
Со стороны помещения наклеена более светлая пленка
Все что осталось — установить сделанные своими руками металлические двери на место. Устанавливаются они на входе из крытой веранды в дом.
Самодельная железная дверь установлена
Выглядят двери неплохо. Очень получились тяжелые, не сравнить с магазинными. Больше всего времени ушло на отделку. Если выбрать другой вариант, будет гораздо быстрее.
Финишные мероприятия
Замок врезают в вертикальный отрезок каркаса, обрамляющего полотно. Высота его расположения – от 1 м от уровня земли.
Панель замка прикладывают к уголку, намечают ее расположение и по контуру болгаркой вырезают отверстие. На места прикручивания панели наваривают усиливающие пластинки.
На пластинки наносят места расположения крепежа замка. Центры отверстий кернят, просверливают, нарезают резьбу. Замок полностью монтируют после окрашивания двери.На требуемой высоте высверливают отверстие для дверного «глазка».
К наружной раме приваривают пластины – 6-10 шт., – с помощью которых анкерами прикрепляют внешнюю раму к откосам. После окрашивания элементов двери монтируют замок и «глазок». Вместо окрашивания дверь можно обшить натуральной или искусственной кожей.
Что нужно знать об изготовлении металлических дверей
Изготовление металлических дверей — это целый комплекс работ, которые регламентированы специальной документацией. Последовательность выполняемых мероприятий отражена в техкарте. Макет (образец) будущей двери с детальным описанием размеров и составных частей указан в чертежах.
Все производители пытаются разработать что-то эксклюзивное, но преимущественная доля всего процесса изготовления производится по одинаковым принципам. Дополнительная информация отражается в технологических условиях. Там же указаны и способы проверки, и требования, и варианты поставки дверей, а также все условия эксплуатации и хранения продукции. Требования технологического плана обладают ограниченным периодом действия. То есть с течением времени они могут изменяться, тут все зависит от политики компании.
Стадии изготовления железных дверей
- Производственная. На данной стадии производится подготовка приспособлений и всех необходимых материалов. Заготовка частей, гибка, раскрой, подготовка дверной коробки и полотен.
- Основная. Предполагает сварку элементов металлической конструкции и иные мероприятия производственного плана.
- Отделка. Подготовка поверхности конструкции, нанесение красящего состава, облицовочные и иные мероприятия.
- Контроль качества. Взломостойкость, надежность и иные показатели продукции отслеживаются на каждой отдельно взятой стадии. Результаты измерений отображены в соответствующей документации.
- Подбор комплектующих. Монтаж и выбор глазка, петлей, замков и доводчиков.
Итак, стоит по порядку рассмотреть эти производственные этапы.
Инструменты и материалы для работы

К оборудованию, необходимому для собственноручного устройства двери из металла, относится следующий набор инструментов:
- стол для сварки;
- шлифовальная угловая машина, оснащенная кругом по металлу;
- сварочный аппарат;
- шуруповерт;
- дрель с несколькими сверлами;
- рулетка и иные измерительные приборы;
- гаечные ключи и отвертки.
Что касается непосредственно материалов, из которых будет состоять дверь, то их набор является следующим:
- уголки из металла для коробки или труба из стали, имеющая квадратный профиль;
- обшивочный материал в виде фанеры, шпона, досок и проч.;
- металлический лист толщиной минимум в 1,5 мм;
- петли для двери;
- фурнитура (ручка, замки);
- крепежные элементы (саморезы, болты и проч.).
Подготовка к производству
Подбор материалов. Всякий процесс производства начинается с подготовки. В этой ситуации — с выбора материалов. Вход в жилище — это область высокой опасности, следовательно, она должна обладать по-настоящему эффективной защитой. Именно этот момент и берут в расчет изготовители дверных конструкций.
Несомненными лидерами по показателям универсальности и надежности, считаются металлические сплавы. Зачастую производители применяют сталь. Данный материал прекрасно подходит для производства конструкций защитного назначения. Сталь при этом подвергается тщательной проверке перед использованием.
Для создания дверных конструкций применяют сталь углеродистого типа. Эксперты отмечают несколько полезных свойств этого материала:
- в сравнении с древесиной стальные сплавы гораздо крепче (примерно в пять раз);
- кроме того, сталь считается крайне универсальным материалом. Она применяется и для защитных, и для декоративных целей. К примеру, кованые детали прекрасно смотрятся с ламинатом и пластмассой.
Раскрой специальными ножницами. Для начала делают металлические заготовки: материал режут или разрубуют с помощью специальных устройств. Зачастую, изготовители пользуются гильотинными ножницами. Это оборудование позволяет точно и быстро нарезать детали для блока. Кроме того, листы стали подвергаются обработке устройствами раскройки.
Применение прессов. Заготовки материала делают с помощью специализированного оборудования. Кройка включает в себя вырубку, отрезку, обрезку, пробивку и резку. Затем металл прессуется на станках с автоматическим управлением. Такие установки позволяют оперативно изготовить практически любую металлическую деталь. Прессы делают формовку, штамповку и специальные ниши в металле.
В прессах также установлен револьверный механизм, позволяющий создавать изделия сложной конфигурации.
Гибка металлического сплава. После прессования и резки, листы подвергаются обработке посредством гибочных станков. Также в дополнительном порядке применяются вспомогательные приспособления, способствующие увеличению производительности. Все устройства проходят проверку на точность и работоспособность заранее, потому что даже мелкие задержки могут привести к излишним финансовым расходам.
Для гибки, зачастую применяются прессы гидравлического типа. Такие устройства прекрасно подходят для формовки ребер жесткости, наличников и иных элементов.
Изготовление металлического полотна
Когда все работы, связанные с сооружением каркаса, завершены, можно изготавливать раму. Делается это тоже достаточно просто. Сначала необходимо сделать раму, имеющую форму прямоугольника. Дверное полотно должно быть сделано таким образом, чтобы между ним и каркасом оставались незначительные зазоры. Прямоугольная рама сооружается с помощью сварочного аппарата. Здесь также стоит внимательно отнестись к выравниванию всех элементов конструкции. Далее к ней вырезается отверстие для замка, приворачиваются петли, крепятся деревянные рейки, которые будут служить основанием для будущей обшивки.
Схема рамы металлической двери.
Это лишь монтаж заготовки под полотно. Теперь можно заниматься его непосредственным изготовлением. Для этого используется листовая сталь. Она нарезается с помощью болгарки по соответствующим размерам. Лучше оставить небольшие припуски, то есть сделать так, чтобы листы немного выступали за края рамы. После фиксации этих элементов полотно нужно перевернуть, а затем произвести крепление всех элементов с помощью сварочного аппарата. Сваривается конструкция не одним сплошным швом, а несколькими точками. При этом размер каждого участка не должен быть более 5 см. Расстояние выбирается приблизительно 20 см между соседними каплями.
Основной этап — сварка
Профили и заготовки скрепляются посредством сварки. При этом на материале делается особый акцент. На металле не должно быть никаких повреждений и дефектов, в противном случае сварочные швы получаются не совсем ровными.
Для сварки могут применяться разные инструменты и приспособления. В частности, горелка применяется для скрепления тонких деталей. В итоге получается изделие с незаметными стыками. Это увеличивает антикоррозийную стойкость металлического сплава и обеспечивает защиту от преждевременного разрушения. Способ и технология сварки выбирается в зависимости от толщины материала и конструктивных особенностей изделия.
Конструирование коробки двери
Сделать самому входную металлическую дверь абсолютно реально, при этом всю работу стоит начинать с изготовления коробки для нее. Этот элемент состоит из надежно сваренных уголков, которые и составляют его основу. Следует помнить, что после монтажа вертикально и горизонтально расположенных частей обязательно нужно оставить зазоры, которые потребуются в дальнейшем.
На сварочный стол необходимо поместить уголок или профиль квадратной формы и обрезать его в соответствии с нужными параметрами. Готовые части требуется уложить прямоугольником и еще один раз проверить все параметры.
Очень важно, чтобы все углы были равны строго 90°, поэтому необходимо тщательно изучить показатели диагоналей, отмеряя расстояние из одного конца в другой. По окончании всех расчетов можно приступать к сварке коробки двери. На этом этапе допускается проделывание прорезей в ней для ригелей замка. Для этого пользуются болгаркой.
При монтаже такого элемента, как металлическая дверь, своими руками чертежи должны быть выполнены максимально правильно, чтобы конструкция полностью соответствовала заранее составленному проекту. В противном случае результат работы может оказаться совсем не таким, как предполагалось изначально.
Отделочные работы
Предварительно дверные конструкции подвергаются специальной обработке, которая включает в себя следующие мероприятия:
- полотна тщательно чистятся от пыли и загрязнений;
- затем они грунтуются, обезжириваются и ошкуриваются;
- поверхность металла покрывается особой краской. Многие изготовители предпочитают пользоваться эмалевыми, нитритовыми или порошковыми красками. Каждый из этих видов обладает своими особенностями.
Металл, как известно, отлично гармонирует почти со всеми разновидностями отделки, главное — подобрать долговечный, надежный и безопасный материал. Такими качествами обладает, к примеру, МДФ. Плиты МДФ используются для межкомнатных и входных дверей.
Искусственная кожа (винилискожа) считается одним из наиболее популярных материалов, так как является общедоступной и практичной. Ее поверхность может быть фактурной или гладкой. Дешевые двери, отделанные этой искусственной кожей, очень надежны и прочны. Этот тип отделки обеспечивает металлической поверхности отличную защиту от износа и внешних воздействий. Помимо этого, современные компании предлагают широкий ассортимент оттенков и расцветок этого инновационного материала.
Часто встречаются варианты отделки и с помощью ламината. Однако он характеризуется меньшей стойкостью к воздействию влаги, нежели МДФ-плиты. Зачастую ламинат применяется в производстве межкомнатных дверных конструкций.
Все чаще производители дверей предлагают потребителям всевозможные комбинированные решения, в которых сочетается эстетика и отличные эксплуатационные свойства.
Монтаж дверного полотна
В первую очередь следует четко определиться с размерами потенциального полотна. Чтобы сделать это, нужно выполнить замер параметров внутренней части коробки и с каждой из сторон оставить зазор длиной около 0,5 см. Именно исходя из этих показателей и должна изготавливаться металлическая дверь своими руками, чертежи для которой, в свою очередь, помогают выполнить всю работу максимально быстро и качественно.
Далее требуется сварить состоящую из уголков раму, предназначенную для полотна. Процесс ее изготовления напоминает по своим действиям создание коробки. Изнутри к раме необходимо приварить части уголка на одном и том же расстоянии друг от друга. Эти элементы будут выполнять функцию ребер жесткости.
Следующая процедура, которую следует выполнить при изготовлении такого элемента дома, как металлическая дверь, своими руками, – вырезать стальной лист. Он должен соответствовать параметрам рамы, при этом крайне важно соблюдать припуск в 1 см с каждой из сторон, а также в 0,5 см со стороны петель. Этот лист необходимо ровно приварить к дверному основанию, при этом не забывая удалять любые появляющиеся заусенцы и исправлять неровные швы посредством болгарки. На этом изготовление полотна двери можно считать завершенным.
Контроль
Следующая стадия производства дверных конструкций — проверка уровня надежности и качества. Эксперты отслеживают эти показатели на всех этапах процесса.
- В первую очередь тщательной проверке подвергается используемое оборудование и приспособления. Они обязательно должны быть в исправном состоянии и обладать соответствующими сертификатами.
- Аналогичные требования предъявляются к материалам и дополнительным элементам. Металлические заготовки проходят тестирование на спецустройствах. Изготовитель дает оценку целому ряду характеристик.
- Далее похожим испытаниям подвергается и уже готовая дверь. Размеры ее должны сходиться с требованиями ГОСТов. Помимо этого, эксперты проверяют целостность металлического сплава и его поверхности.
Контроль производства — это важный этап всего цикла. Постоянные проверки минимизируют риск брака, а также увеличивают эффективность и существенно ускоряют производственный процесс.
Монтаж двери: рекомендации
Завершающий этап – установка двери на ее законное место. Для этого сначала нужно снять полотно с коробки, чтобы оно не утяжеляло конструкцию. Затем дверь устанавливается на свое законное место. Для ее выравнивания нужно использовать различный измерительный и строительный инструмент. В итоге она должна располагаться строго вертикально.
Теперь можно переходить к ее монтажу с помощью пены. Для этого все пространство между коробкой и проемом заполняется этим веществом. Делать работу нужно предельно аккуратно, чтобы не нанести вред всей конструкции. Через несколько часов после того, как коробка была установлена, можно начинать пользоваться дверью.
Для начала нужно устроить ей небольшое испытание. Дверь несколько раз открывается и закрывается. Если никаких скрипов и скрежета не наблюдается, то смело можно утверждать, что монтаж произведен в соответствии со всеми правилами. Лучше страховать себя от различных неприятностей еще на этапе разработки отдельных элементов конструкции, чтобы затем избежать проблем в процессе эксплуатации двери.
Выбор и монтаж комплектующих
Финальная стадия изготовления дверных конструкций предполагает подбор элементов и фурнитуры.
- Готовые изделия оснащаются ребрами жесткости и изоляцией. Пустоты между дверными полотнами, как правило, заполняются синтепоном или поролоном. Данные материалы характеризуются неплохими тепло- и шумоизоляционными характеристиками. Для обеспечения дополнительной защиты применяются броненакладки и прорезиненные уплотнители.
- Монтаж петель тоже не подразумевает никакой подготовки. Изготовители пользуются традиционными и универсальными изделиями. Такие петли очень удобны и прочны, а если возникла необходимость, то их можно с легкостью демонтировать. Самыми универсальными являются петли неразъемного типа, так как они могут подойти для любой модели дверной конструкции.
Кроме того, двери в дом или квартиру оборудуются глазком, замками и ручками. Эти составляющие обязательно должны быть у каждой входной конструкции вне зависимости от назначения.
- Как правило, двери для входа в жилище зачастую оснащаются нажимными ручками. Эта разновидность устройств практична и крайне надежна. Могут применяться и ручки стационарного типа, но тут могут возникнуть некоторые сомнения относительно взломостойкости.
- Замки же, в дверные конструкции могут устанавливаться с помощью двух разных способов: навесной и врезной. Последний вариант является более безопасным, так как существенно уменьшает возможность взлома.
- Для максимальной надежности нужно поставить и дверной глазок. Стандартные устройства обладают обзорным углом не менее ста восьмидесяти градусов. Глазки бывают закрытыми (без специальной крышечки) и открытыми (с крышечкой). Для использования в жилой квартире можно использовать обе разновидности.
Как сделать своими руками чертеж металлической двери
Прежде чем перейти непосредственно к изготовлению двери, необходимо сделать замеры дверного проема. Также важно тщательно осмотреть стены, прилегающие к месту, где будет установлена дверь. Они должны быть из бетона или кирпича, так как металлическая конструкция слишком тяжела для гипсокартонной основы.
Перед тем как приступать к изготовлению металлической двери, прежде всего необходимо подготовить ее подробный чертеж
После того, как все мерки сняты, необходимо сделать чертежи будущей двери. Схема должна совпадать с реальными размерами в масштабе. На своем рисунке изобразите место установки замка, ребер жесткости и дверной ручки.
Чтобы самодельная дверь выглядела не хуже покупной, нужно перед ее изготовлением тщательно продумать каждый нюанс. Также вы можете добавить конструкции декоративных элементов, например, украсить стеклом или коваными узорами.
Чертеж поможет вам увидеть все недостатки схемы и вовремя понять, нужно ли добавлять ребра жесткости или лучше оставить все, как есть. Также опираясь на грамотно составленный план, легче будет правильно сварить дверь.
Удачные примеры и варианты
Неплохо смотрится использование стальных наличников, окрашенных под цвет основной конструкции. Применив ОСП, нужно будет шпаклевать поверхность, если вы хотите еще наклеить пленку. Шлифование ничего не даст, как бы вы не старались добиться положительного результата!
Проще всего шпаклевать черновое покрытие не на самой двери, а до прикрепления к ней.
Красиво смотрятся декоративные пленки, имитирующие филенку. Никогда не применяйте снаружи крашеный МДФ, он отличается слишком малой прочностью. Куда лучше потребительские характеристики у ламинированных панелей, которые могут быть с интересными принтами или узорами. А если есть свободные деньги и хочется получить долговечную облицовку, купите шпон дуба или березы, бука, красного дерева.
О том, как можно сделать металлическую дверь, смотрите в следующем видео.





