Как выбрать станок для изготовления евровагонки своими руками

Изготовить вагонку можно несколькими способами с использованием разных станков и инструментов. Сначала разберемся, какие операции придется выполнять в процессе производства вагонки.

Общие принципы
Опишем весь процесс изготовления вагонки поэтапно. Так будет понятнее, какое оборудование потребуются.
Сначала отбирают материал — это необрезная высушенная доска. Чтобы качество вагонки было на должном уровне, влажность древесины не должна быть выше 12-16%.

Затем из доски нарезаются заготовки — обрезаются неровные края и обзолы, доска калибруется, выравнивается по размерам: толщине и ширине. Затем пласть шлифуется. Обычно до идеального состояния доводиться только лицевая поверхность, но для улучшенного качества до идеального состояния обрабатываются все четыре поверхности.
В подготовленных заготовках фрезами формуется паз и шип, а также, при необходимости снимается фаска и фрезеруется на задней поверхности доски вентиляционный канал (один или несколько). Все, вагонка готова.
О некоторых типах вагонки можно прочитать в статье «Вагонка для бани из липы: особенности, виды, использование»
Выбираем станок для изготовления вагонки
Как видите, операций и разных инструментов требуется немало:
-пильный диск для формования ровных краев;
-рейсмус для калибровки;
-фрезерование для формования пазов и гребней.
Если все это оборудование собрать воедино и настроить и получится станок для изготовления вагонки. Он, собственно есть. Это четырехсторонний станок. На этом оборудовании можно делать вагонку (и не только) разного сечения.
Четырехсторонний станок
Называется так из-за наличия не менее четырех шпинделей, которые позволяют за один проход обрабатывать сразу все четыре стороны заготовки. Количество шпинделей — от 4 до 7.

При наличии четырех шпинделей изготавливать можно любые доски, паркет, брус, вагонку. При наличии пятого добавляется еще возможность дополнительной обработки лицевой или тыльной стороны с формованием рельефа. На таком оборудовании можно сделать евровагонку, изготавливать сложной формы мебельные заготовки.
При отборе доски нужно учесть, что толщина снимаемого слоя составляет 4-8 мм. Это означает, что подавать в станок нужно откалиброванные заготовки. При этом их размеры должны соответствовать с точностью 4-8 мм габаритам вагонки.
Удобное это оборудование? Очень. Если качество станка хорошее, все что нужно — обеспечить равномерную подачу заготовок. Остается только правильно настроить фрезы, чтобы получить соответствующее изделие. И вагонку в том числе. Перенастройка происходит чаще всего с пульта управления. Выставив фрезы, получаем любой требуемый профиль.

Из-за высокой цены приобретение четырехстороннего станка для строительства одного дома или бани — затея неразумная. Стоит он от 600 тыс. рублей. Самые дешевые модели — с четырьмя, самые дорогие — с семью шпинделями. Еще цена очень сильно зависит от производителя. Как обычно, самые дешевые родом из Китая или Кореи, примерно в том же диапазоне есть оборудование Российского производства, а самые дорогие — европейские.
Если изготовлением вагонки или другого погонажа вы собираетесь зарабатывать на жизнь, то четырехсторонний станок, оправданное вложение средств. Если вагонку своими руками собираетесь делать только для отделки дома или бани, рассмотрите другие варианты.
Универсальный деревообрабатывающий станок
Это оборудование не зря называется универсальным или комбинированным. При помощи перенастройки и смены инструмента выполнять на нем можно все необходимые операции: обрезать доски по заданному размеру, поставив фрезы сформовать шип и паз. При желании, можно снять и фаску.

Только вот в чем дело: так как для каждой новой операции требуется переналадка оборудования, проделывают одну операцию с большим количеством заготовок. Например, сначала обрезают один край у всех заготовок. Затем устанавливают брусок по требуемой ширине вагонки и обрезают второй край. И тоже на всех заготовках. После — снова перенастраивают для следующего параметра.
Так уходит меньше времени. Но монотонность труда при такой работе действует усыпляюще, так что нужно быть внимательными и работать осторожно.

Немного о ценах на комбинированные станки: чем больше операций он может делать, тем выше цена. Например, станки, которые могут делать пять операций — пиление, фрезерование, строгание, вырезка пазов и сверление — стоят от 25-35 тыс. рублей. Этих операций более чем достаточно для изготовления вагонки своими руками. Есть, наверное, более дешевые варианты, но качество их очень сомнительно. Поищите в таком случае как можно больше отзывов, чтобы составить представление об оборудовании.
Вагонка с использованием фрезера
Изготовить вагонку своими руками можно имея только фрезер. Важно, чтобы доски у вас были откалиброванными. Их или можно купить, или обработать на соответствующем оборудовании. Далее остается фрезами выбрать шип и паз, при желании снять кромку.
Еще одна комбинация оборудования, с помощью которого можно изготовить вагонку своими руками: это циркулярная пила с возможностью установки фрез и рейсмус — для калибровки заготовок. Тоже все операции можно будет сделать перенастроив станок.
Фрезы для вагонки
При изготовлении вагонки своими руками важно правильно выбрать древесину и установить фрезы. Именно фрезы отвечают за формование геометрии вагонки и того, насколько легко будет работать с материалом. При идеальном совпадении шипа и паза соединяются доски вагонки без проблем и зазоров. Потому так важно правильно подобрать режущий инструмент.

Для изготовления вагонки есть специальные наборы фрез, которые формуют тот или иной профиль. Обратите внимание на то, чтобы они были совместимы с тем оборудованием, которое есть у вас. Обычно они имеют универсальную форму, но бывают исключения.
Для большей прочности на режущие кромки напаиваются вставки из твердого сплава. С такими напайками стоят фрезы дороже, но служат в разы дольше. Так что вы не только себе сможете изготовить вагонку, но и делать ее на заказ.

Возможно, вам будет интересна статья «Как обшить баню изнутри вагонкой и какую вагонку лучше использовать +ВИДЕО»
Выбор древесины
Самый распространенный в нашей стране отделочный материал — древесина сосны и ели. Они легко поддаются обработке, содержат большое количество смол, что замедляет их гниение, а также имеют самую низкую цену.
В зависимости от того, какое оборудование у вас имеется, покупают либо обрезную, либо не обрезную доску. Не обрезная доска продается в основном естественной влажности. Для изготовления вагонки сразу она не пойдет: нужно ее высушить до нормальной влажности (оптимально — не более 12-16%). То есть ее нужно сложить в штабеля на хорошо проветриваемом участке. В таком состоянии они должны простоять не менее полугода, а лучше — года. После чего можно делать из них заготовки.

Это вариант для тех, у кого есть приличный запас времени. И хоть цена не обрезной доски кажется очень привлекательной — раза в три-четыре меньше чем аналогичный объем обрезного материала — большие затраты времени и немалое количество отходов делают эту затею не такой доходной.
Для тех, кому нет времени ждать пока высохнет древесина, а средства на покупку материала ограничены, есть возможность купить обрезную доску нестандартного размера. Стандартом на лесопилках считается 6 метров, иногда — 3. Все что короче, идет как не сортовой материал. А так как на любом станке для изготовления вагонки, кроме четырехстороннего, работать удобнее с двухметровыми заготовками, то вам и нужен не стандарт. По цене он ненамного дороже не обрезной доски. Главное — найти доски достойного качества.
Какая же древесина нужна? Кроме влажности нужно смотреть на состояние сучков. Именно состояние, а не количество. Они не должны быть черными и треснувшими. Такие сучки очень скоро выкрошатся. Если сучок целый и имеет коричневый цвет, с ним ничего не случиться на протяжении продолжительного промежутка времени. А сучки еще и придают колоритности отделке. Если же вам нужна древесина без сучков или с минимальным их количеством, ищите доски, сделанные из нижней части стволов там они практически отсутствуют.
Стоит при выборе древесины для вагонки обращать внимание на наличие синевы. На качество она никак не влияет, а вот внешний вид портит сильно. Если поверхность планируется красить, то синева — не помеха. Если вагонку не будете обрабатывать совсем или планируете ее под лак, нужно искать древесину без этого дефекта — от него нет лекарства.
Об особенностях отделки парилок в банях читайте в статье «Как сделать обрешетку под вагонку в бане».
Вывод
Оборудование для изготовления вагонки своими руками может быть самым разным. Для серьезных намерений — небольшого бизнеса по изготовлению пиломатериалов — можно задуматься о приобретении четырехстороннего станка. Для домашнего пользования достаточно будет наличия универсального деревообрабатывающего станка или циркулярной пилы с возможностью установки фрез. Нелишним при этом будет рейсмус — он откалибрует и обработает заготовки. Для изготовления вагонки сложного профиля придется купить набор фрез, которые будут формовать шип/паз и края — снимая фаску разной формы.
Самодельный станок для производства вагонки
В производстве отделочных материалов из дерева станок для производства вагонки своими руками оказывается неоспоримым помощником. Получаемый профиль элемента сборки упрощает получение покрытия без сквозных щелей. Преимущества древесины соединяются с прочностью наборной панели на больших плоскостях.

Соединение операций
Доска – вагонка обрабатывается с 4х сторон. Для этого она сначала проходит дисковую пилу, получая ровные края, потом калибруется на рейсмусе, в заключение вырезаются фрезой профильные соединения шип/паз. Одиночная работа на разных станках займет много времени и оставит индивидуальные характеристики у каждой детали.
Объединить операции позволяет станок для изготовления вагонки, получая результат на одном столе за единичный проход заготовки. Настраивая ножи, на таком четырехстороннем станке делают вагонку разного сечения, вида. Меняя фрезы можно изготавливать другие виды продукции из дерева.

Конструктивное решение
Одновременное резание с разных сторон возможно, благодаря установке на одну станину по ходу движения заготовки не менее 4 (до 7) шпинделей. Заданные параметры производства вагонки достигаются подбором комплекта соответствующих фрез.
Данные паспорта производителя на фрезу (Ø посадочных мест, габарит, твердость режущих напаек) должны удовлетворять требованиям совместимости с оборудованием, обработки данного материала. Не все модели могут иметь стандартные параметры, встречаются специализированные под определенные задачи производства.
Вагонку небольшого сечения в состоянии вырабатывать небольшие мобильные модели станка. Поточное производство налаживают на стационарных агрегатах с высокой скоростью подачи, программируемым управлением. Стол таких станков может достигать в длину 12 м. Станина имеет большую массу, что гасит вибрацию и положительно сказывается на точности параметров при многократном повторении операций.

Станок для вагонки в своем хозяйстве
При необходимости создать условия для изготовления вагонки в домашних условиях, нужно для начала определить предполагаемые объемы производства. С увеличением мощности, степени автоматизации растет стоимость оборудования. Дорогостоящим обеспечением будет комплект режущих инструментов.
Положительным фактором будет разница в цене на необработанные пиломатериалы и готовую продукцию (доску-вагонку). Спрос на этот вид облицовки из разных пород дерева держится на высоком уровне. Выполнение всех этапов производства (сырье – доска) самостоятельно, гарантирует нужное качество на выходе.
Самодельный вариант
Для домашних нужд, не регулярного производства без высоких требований по стандартам, делают свой станок сборной конструкции. В него входят такие составные части:
- Рама/станина. Цельносварной, массивный, устойчивый каркас, так объединяющий все узлы, что цент тяжести расположен в нижней части;
- стол. Шлифованная стальная плита с технологическими отверстиями для шпинделей, фрез. Имеет узкую, длинную форму, которая поддерживает в одном положении вагонку до полного прохода ножей;
- двигатель. Мощность 2 – 5 кВт. По возможности подключения 380 В, но ставят и 220 В. Чистота строгания достигается включением в схему повышающей передачи (от 5000 об/мин);
- прижимной механизм. Набор роликов, расположенных по длине стола, удерживающих заготовку в заданных плоскостях по длине прохода;
- ножевой вал. Имеет высокое требование по точности изготовления, поэтому приобретают его в готовом виде, как и фрезы;
- блок включения/отключения. Располагают со стороны оператора. Красную кнопку выбирают наружного исполнения (верх не утоплен в корпус) для быстрой остановки станка в случае аварии;
- защита. Вращающиеся части закрывают кожухом для безопасности.
Электропроводку помещают в металлорукав, ограждая от возможных повреждений острой кромкой доски. Корпус заземляют. Даже небольшое напряжение на металле может привести к серьезной травме во время работы с пиломатериалом.
Самостоятельная сборка будет удачной при наличии знаний, навыков работы со станочным оборудованием. Если их нет, надо приглашать специалиста.
Требования к сырью
Изготовляемая продукция должна соответствовать ГОСТ 8242-88 (обычная), DIN 68126 (евро).
- стандарт;
- евро;
- американка;
- штиль (колхозница, крестьянка);
- софт – лайн;
- ланд – хаус;
- блок – хаус.
Отличаются шириной шипа, кривизной поверхностей, наличием вентиляционных пазов. Поэтому под каждый вид нужны свои регулировки размеров, формы ножей.
Порода дерева
Древесина, используемая в отделочных работах, бывает по своим свойствам пригодна как на фасад, так и внутри помещений. Это кедр, ель, сосна, лиственница. В дополнение к специальной пропитке, смолистые волокна этих сортов трудно пропитывать атмосферной влаге. В замкнутом пространстве придают воздуху приятный хвойный аромат.
Непосредственно для облицовки внутренних стен, перекрытий хорошо подходят осина, ясень, липа, ольха.
Разная текстура, цветовые оттенки помогают создать уютную обстановку из экологически чистого материала. Подчеркивает рисунок и сохраняет внешний вид лаковое покрытие.
Подготовка к подаче в обработку
Необрезную доску отбирают из нижней части ствола, где меньше сучков, трещин.

Работа шпинделей во время фрезерования вагонки
Пиломатериал просушивают до содержания влаги 12 — 15%.
Формируется заготовка: обрезают край, обзолы, калибруют по размеру. Размер готовят с учетом того, что на станке будет срезаться от 4 мм до 8мм древесины. Выбирают лицевую сторону, шлифуют ее. Если требования по качеству высокие, то подготовка проводится по всем 4 сторонам доски.
Последний этап – настройка режущих органов. Совпадение шипа и паза задает набор цельной плоскости без зазоров, перепадов. Ровную геометрию реза выставляют шайбами на 8 мм фрезе. Толщина снятия слоя более 4 мм. Филенчатая фреза настраивается из расчета высоты не снимаемого остатка боковой грани. До лицевой стороны оставляют не меньше 5 мм прямого участка. С обратной стороны допускается немного меньший размер.
Размеры ламелей
На своем станке имеется возможность производить вагонку индивидуальных размеров, уменьшая количество обрезков при установке. Типовые значения по длине находятся в пределах 6 м (минимально 0,3 м, шаг увеличения значения — 0,1 м).
Ширина шага по вертикальному стыку полотна – 0,15 м. Широкое полотно из дерева более склонно к деформации, короблению. Узкие элементы ведут себя стабильнее.
Толщина бывает разной: внутренняя отделка ограничивается 1,2 см, наружная установка увеличивается до 2,5 см.
Возможность выполнения индивидуальных заказов на вагонку нужного размера, профиля, материала (например, палисандр) быстро окупают станок для производства в домашних условиях.
Как самому сделать вагонку: материал, инструменты, процесс изготовления
При промышленном производстве вагонки применяются мощные деревообрабатывающие станки, позволяющие получить продукцию отличного качества, но она не всем пользователям по карману. Можно ли самостоятельно изготовить вагонку и что для этого нужно? Об этом мы поговорим в этой статье.

Вагонка своими руками
Изготовление в домашних условиях. Станок для работы.
Дома можно разделать доску «под орех»
Специальный станок обеспечивает обработку каждой панели сразу со всех сторон, что значительно сокращает время, затраченное на работу.
Если есть опыт в пользовании таким оборудованием, то за небольшое время можно выполнить приличное количество качественного материала.
На станине станка есть шпиндели, осуществляющие крепление к ним фрез. Мощный и сильный механизм, обеспечивающий захват доски, точно направляет ее в рабочую зону. При неспешной работе вибрационные толчки практически не ощущаются.
Станки могут быть:
- Небольшой мощности. На них производится вагонка с маленьким сечением. Из-за слабой нагрузки обороты увеличены. Если они снизятся, то доска легко повреждается.
- Большой мощности. Благодаря силе и скорости, с которой работает станок, процесс изготовления значительно ускоряется, и увеличиваются объемы производства.
Видео — линия по производству:
Подведем итоги
Сделать вагонку для обшивки своего дома несложно, главное располагать необходимым инструментом и следовать предложенным инструкциям. Если при самостоятельном изготовлении вагонки появятся вопросы, задайте их в комментариях к статье.
При промышленном производстве вагонки применяются мощные деревообрабатывающие станки, позволяющие получить продукцию отличного качества, но она не всем пользователям по карману. Можно ли самостоятельно изготовить вагонку и что для этого нужно? Об этом мы поговорим в этой статье.
Вагонка своими руками
Как проводить монтаж
Весь процесс мы разобьем на 3 части:
- Подготовительные работы.
- Сооружение каркаса.
- Крепление вагонки к стене или потолку.
Помните, что важно не только соблюдение технологии, но и использование качественных материалов и инструмента. Гвозди также имеют отличия
Гвозди также имеют отличия
Этап 1 – подготовка
Для начала вам стоит запастись всем необходимым, перечень указан в таблице.
| Материал | Рекомендации по выбору |
| Вагонка | Используйте материал с влажностью не более 14%, иначе после крепления вы рискуете обнаружить деформированные элементы |
| Брусок | Из него будет создаваться каркас, чаще всего используется вариант сечением 30х30 или 40х20 мм. Материал также должен быть сухим |
| Гвозди | Разберемся, какими гвоздями прибивать вагонку. Для работы будет использоваться финишный вариант с уменьшенной шляпкой, длина должна быть не менее 30 мм, если отделочный материал толстый, то и все 40 мм. Отлично подходят оцинкованные гвозди, они и коррозии противостоят хорошо, а цена ниже, чем у других вариантов |
Финишные гвозди – лучшее решение при креплении вагонки
Технология прибивания вагонки своими руками предполагает наличие определенного набора инструмента:
Для крепления будет использоваться обычный молоток. Использовать нужно небольшие варианты весом от 300 до 500 граммов;
Молоток есть почти в каждом доме
Чтобы не повреждать вагонку молотком, необходимо использовать специальное приспособление – добойник. С его помощью можно забивать гвозди, не ударяя по дереву;
Самодельный добойник делается за несколько минут
- Резка материала производится с помощью ножовки с мелким размером зуба;
- Крепление каркаса может производиться двумя способами. Для бетонных и кирпичных стен необходим перфоратор и дюбеля. Для деревянных поверхностей – саморезы и шуруповерт.
Этап 2 – сооружение каркаса
Прежде чем прибивать вагонку, необходимо соорудить прочное основание:
Для начала вам нужно проверить основание уровнем, чтобы выяснить, насколько кривые у вас стены. Далее производится разметка линий расположения брусков. Помните простое правило – если вагонка будет крепиться вертикально, то каркас располагается горизонтально и наоборот;
Проще всего заранее набросать схему конструкции, чтобы четко представлять, как она должна выглядеть
По линиям крепится брусок, если стены ровные, то можно фиксировать его прямо к стене, а если есть неровности, то лучше закрепить подвесы через каждые 50 см. Затем подвесы загибаются, ставится брусок, выравнивается по уровню и фиксируется в нужном положении. См. также статью отделка кухни вагонкой.
С помощью подвесов выставить каркас ровно не составит труда
Этап 3 – крепление отделки
Мы пришли к главному этапу и рассмотрим, как правильно прибить вагонку. Инструкция состоит из следующих действий:
Для начала разберемся, как прибивать вагонку гвоздями вертикально. Первый элемент ставится шипом в угол и закрепляется гвоздями через паз, они располагаются под углом 45 градусов, чтобы не мешать стыковке следующего элемента.
Загоняем гвоздь несильными ударами молотка
Работа продолжается просто: шип следующего элемента вставляется в паз предыдущего, после чего через деревянный брусок элемент можно подбить поплотнее и закрепить.
Следующая планка прибивается аналогично
Теперь рассмотрим, как прибивать гвоздями вагонку при горизонтальном расположении. Тут самое главное – правильное расположение, паз всегда должен смотреть вниз, а шип вверх, тогда в выемках не будет скапливаться влага. Работа ведется сверху-вниз, так как нужно забивать гвозди в паз.
Горизонтальная отделка смотрится отлично
Если мы прибиваем вагонку через верх, то работа будет немного отличаться. В панели заранее забиваются гвозди так, чтобы они не выглядывали с обратной стороны. После этого элемент ставится на место, подбивается через кусок вагонки, и только после этого гвоздики через добойник забиваются вровень с поверхностью отделки.
Гвозди добиваются после уплотнения стыков
Этот вариант тоже можно использовать
Надеюсь, вы разобрались, чем прибить вагонку и как это сделать правильно. Чтобы было еще понятнее, ниже показана схема, на которой показано правильное положение гвоздя, когда он и держит надежно, и стыковке следующего элемента не мешает.
Вот так выглядит технология крепления
И еще один вариант, как прибивать евровагонку. В ней, как известно, очень широкий шип, поэтому можно фиксировать элементы прямо через него. Место крепления закрывается следующей панелью, и все выглядит отлично.
Евровагонку можно крепить и так
Общие требования
На каких станках и какой бы сложности вы ни пробовали делать вагонку, нужно соблюдать следующие требования.
- Качество пиломатериалов. Доски должны быть только обрезными, с одинаковой толщиной и шириной. Широкие плоскости нужно пропускать через рейсмус минимум с одной, а желательно с двух сторон. Для этих целей лучше иметь дома двухсторонний рейсмус, а если его нет, то хотя бы элементарный фуговальный станок.
Если таких станков нет, то можно работать ручным электрическим рубанком. Работы эти довольно трудные и долгие, а качество всегда будет намного ниже, чем во время обработки пиломатериалов на станках.
Практический совет! Настоятельно рекомендуем не заниматься строганием досок ручным электрическим рубанком. Намного выгоднее отвезти пиломатериалы к знакомому, имеющему двухсторонний рейсмус, за час-два работы вы пропустите 1-2 м3 досок — такого количества достаточно для отделки небольшого деревенского домика. Вручную придется их строгать не один день, при этом, как мы уже упоминали, качество будет никаким. Такую вагонку можно использовать только для отделки вспомогательных помещений.
- Сушка. Работать можно только с пиломатериалами, имеющими не более 24% относительной влажности. Если показатели выше, то доски просушите под навесом или в проветриваемом помещении. Чем больше зазор будет между штабелями, тем быстрее пиломатериалы избавятся от излишков влаги. Складывайте их аккуратно, не допускайте появления искривлений, правильно укладывайте прокладки, верхний ярус обязательно прижимайте грузом.
Станок для изготовления вагонки
Какие нужно станки и оборудование для изготовления вагонки своими руками, мы будем рассказывать по ходу статьи. Дело в том, что есть большое количество технологий с учетом существующих станков, описать все в одной статье невозможно. Начнем с изготовления самой простой вагонки — такие работы доступны большинству неопытных мастеров.
Цена на модельный ряд фуговальных станков
Выбираем вагонку для обшивки
Вагонка из дерева может быть обычной или евро. Первая на своей поверхности имеет шероховатость и ворс, вторая идеально гладкая. На тыльной стороне евровагонки есть вентиляционные каналы, которые предупреждают скопление влаги (конденсата) и снимают напряжения в материале. Согласно ГОСТ 8242-88, влажность деревянных изделий допускается в пределах 12±3%, однако обычная вагонка может изготавливаться из древесины влажностью до 25%, что может привести к деформации в процессе эксплуатации бани. Исходя из этого, будем выбирать для обшивки бани подходящую деревянную евровагонку.
Маркировка и технические требования
Вагонку производят из древесины хвойных пород и лиственных. Лучшие варианты для парной – осина, липа, кедр, ель, ольха, дуб, сосна.
| Древесина | Цвет | Свойства | Фото |
| Осина | Белый, приобретает серебристый отлив. Едва заметны желтые годичные кольца. | Легкая, хорошо выдерживает высокую влажность и температуру. Со временем твердеет настолько, что в осиновую панель трудно забить даже гвоздь. Не выделяет смолы, не раскаляется. | Вагонка из осины, Экстра |
| Липа | Светлая, коричневого, реже красноватого оттенков. Присутствует матовый блеск. | Волокна однородные, поверхность мало нагревается, в парной выделяет полезные для здоровья аромакомпоненты. При контакте с липовой древесиной во влажной среде железо окисляется и ржавеет, появляются потеки. | Евровагонка из липы |
| Липа Кедр канадский или сибирский | Коричневая с розовым оттенком. | Одна из самых дорогих и полезных для здоровья пород дерева. Не гниет, хорошо выдерживает механические нагрузки, не трескается. | Вагонка из канадского красного кедра |
| Сосна | Бежевый, коричневый с красными оттенками. Темнеет со временем. Выраженный рисунок годичных колец и смоляных каналов. | Хорошие механические свойства, вязкость, коробление умеренное. Не вызывает трудности при обработке. Выделяет смолу при нагреве, поэтому не обходит для обшивки тех поверхностей в парной, с которыми возможен тактильный контакт. Не подходит для обшивки потолка парной либо требуется неоднократная протопка парилки с последующим удалением выступившей смолы (процедуру повторять, пока из вагонки не выйдет вся смола). Для бани сосновую вагонку лучше выбирать Экстра-класса. | Сосна |
В следующей таблице представлены классы и их описание. Стоит знать, что древесина с большим количеством сучков быстрее нагревается, может обжечь. Маркировка одинакова для всех типов деревянной вагонки.
| Класс или сорт | Описание |
| Экстра | Без трещин, сучков и других дефектов. Поверхность идеально гладкая, ровная. |
| А или 1 | Поверхность гладкая или чуть шероховатая. Есть по 1 здоровому сучку на 1 погонный метр (диаметр сучка не более 1,5 см).Могут быть трещины : волосяные – длиной не более ½ панели, несквозные – длиной менее 9,5 см (выход трещин направлен в торец панели), появившиеся при сушке – величиной не более ширины панели. Могут быть засмолки и смоляные карманы по 2 шт. на 1 м.п. |
| В или 2 | Много сучков, из них выпадающих не может быть больше 2 шт. на 1 м.п. Могут быть сквозные трещины шириной до 1 мм и длиной до 15-30 см, допускаются волосяные трещины по всей длине доски. Допускается присутствие червоточин (3 шт. на 1 м.п.) и гнили (не более 1/10 часть панели). Вагонка сорта В подходит для окрашивания. |
| С или 3 | Качество низкое. Много различных дефектов. Такая вагонка подходит для обивки технических помещений или черновых работ. |
Нормы пороков по ГОСТ указаны в таблице ниже.
Как сделать вагонку своими руками

Среди отделочных материалов выгодно выделяется вагонка из дерева. Она легко монтируется, создаёт ровную поверхность, обладает всеми качествами натуральной древесины.
Основной недостаток такого отделочного материала — это высокая цена на рынке строительных материалов. Однако существуют способы самостоятельного изготовления вагонки, о которых не все знают.
В статье рассмотрены три варианта, как можно сделать вагонку своими руками, на примере опыта видеоблогеров.
Как из обрезной доски сделать вагонку
Мастер-класс от ютуб-канала «Самоделкин«.
Выбор обрезной доски
В домашней мастерской изготовить вагонку можно не из каждой обрезной доски. Для этого, как правило, используют 1 или 2 сорт пиломатериалов размерами 100х25х6000 мм. Это стандартный размер доски, который востребован на всех этапах строительства дома.
Есть определённые требования к обрезной доске для вагонки. У пиломатериала должна быть естественная влажность, но не более 16%. На досках не должно быть механических повреждений, признаков гнили или червоточин.
Породу дерева для вагонки подбирают в зависимости от того, что будет обшиваться: наружная часть дома, внутренние помещения, баня. Для самодельной вагонки обычно используют недорогие породы древесины, которые часто встречаются в торговой сети:
- сосна — ярко выраженная текстура, высокая прочность, хорошие теплоизоляционные свойства;
- ель — светлая текстура, большое количество сучков, лёгкая обработка, не коробится, невлагостойкая;
- ольха — в текстуре много оттенков, высокая влагостойкость и теплоизоляция;
- липа — красивая текстура, лёгкая обработка, устойчивость к перепадам температуры.
Изготовление вагонки фрезером
Прежде всего, обрезную доску, обработанную на фуговальном станке, остругивают рейсмусом. С его помощью формируют геометрические размеры будущей вагонки.
Обрезную доску можно обработать и другим способом. Например, достаточно пройтись рубанком, а затем зашкурить поверхность.
Перед фрезеровкой у заготовок строгают рёбра, и острым ножом снимают обзол.
Так как после рейсмуса поверхность у досок шершавая, то их приходится шкурить.
Для фрезеровки используют ручной фрезер мощностью 2100 Вт.
Фрезеровку профиля выполняют комбинированными фрезами, входящими в набор из двух фрез. Если пользоваться отдельными фрезами, то работа займёт намного больше времени.
Набор фрез подходит для обработки древесины всех пород. В наборе одна фреза большого диаметра, которая формирует стыковочный шип, а также кант на фасадной части заготовки. Фреза меньшего диаметра формирует стыковочный паз и кант на другой стороне доски.
Фрезу для стыковочного шипа зажимают в шпинделе фрезера и выбирают глубину фрезеровки.
Устанавливают параллельный упор, входящий в комплект фрезера.
Чтобы облегчить обработку обрезного материала, доски укладывают на стойки обзолом вниз. Специальная рейка держит доску и не даёт ей смещаться при фрезеровке.
Первый пропил делают фрезой стыковочный шип. Этой фрезой поочерёдно обрабатывают все доски. Обратная и лицевая сторона обработанных досок имеет разный вид.
На фрезере меняют фрезу на стыковочный паз, и делают пропилы на одной доске, имеющей стыковочный шип.
Проверяют правильность выбора высоты установки фрезы стыковочный паз по наличию щели между двумя состыкованными вагонками.
Если фреза установлена неправильно, то после стыковки будет щель. Достаточно утопить фрезу, и щель пропадёт.
После корректирования высоты установки фрезы стыковочный паз фрезеруют все оставшиеся доски с шипами.
Качество вагонки, изготовленной фрезером, оценивают по собранному щиту.
Перед монтажом вагонку хранят в помещении. Если оставить материал на улице, то его поведёт, и рейки будут непригодными для обшивки.
Вагонка, изготовленная фрезером, отличается надёжным замком.
Такой материал применяют для обшивки не только внутри помещения, но и для обшивки наружных частей дома.
Вагонка своими руками. Используем циркулярную пилу и фрезер
Мастер-класс от ютуб-канала «AlfFisher«.
Подготовленные обрезные доски перед обработкой циркулярной пилой пропускают через рейсмус. Если такого станка нет, то его заменит электрический рубанок, который закрепляют между двух брусков. Расстояние между брусками выставляют по ширине вагонки.
После того как рейки откалиброваны по толщине, настраивают циркулярную пилу. Для настройки циркулярной пилы изготавливают шаблон по размерам:
- шип — 4 х 10 мм;
- паз — 5 х 10 мм.
Настроенной по шаблону циркулярной пилой делают пропил, и лицевую часть заготовки отмечают красной линией. Держать доску длиной 6 метров при пропиле неудобно, поэтому пользуются прижимами, смонтированными по размерам материала.
Циркулярной пилой вырезают гребень и паз на заготовке.
При работе с циркулярной пилой постоянно производят регулировки с помощью шаблона.
Качество полученного обшивочного материала проверяют по результатам состыковки двух заготовок. С лицевой стороны шип должен до конца входить в паз, а с обратной стороны состыкованных реек должна оставаться щель до 1 мм.
Чтобы рейку не коробило при изменении влажности, прорезают компенсационные пазы. Для узкой доски достаточно одного паза.
Заготовка с компенсационными пазами.
На лицевой стороне снимают кромки под углом.
Собранные в щит рейки имеют надёжный ключ, поэтому обшитые поверхности не боятся механических воздействий, а выглядят очень привлекательно.
Как сделать вагонку своими руками на фрезерном станке
Мастер класс от Ивана Баева.
Для обработки деревянных заготовок используют фрезерные станки разных конструкций. Многие умельцы изготавливают такие станки своими силами.
Для изготовления вагонки можно использовать самодельный станок со станиной 900х900 мм.
Перед фрезеровкой станок готовят к работе, и устанавливают фрезу.
Для создания стыковочного паза и стыковочного шипа используют две самодельные фрезы с четырьмя ножами. Их устанавливают по очереди. Рисунок вагонки выбирают установкой фрез на разной высоте.
Чтобы было удобно обрабатывать рейки, пользуются прижимами для фрезерного станка. Такой прижим обеспечивает расположение заготовки нужной стороной, свободный доступ режущей части фрезы к заготовке, безопасную работу на станке.
Обрезную доску перед фрезеровкой пропускают через рейсмус. Откалиброванную рейку фрезеруют под паз.
Когда все рейки имеют паз, на станке меняют фрезу на шип, а затем прогоняют все рейки обратной стороной.
Вагонка, изготовленная на фрезерном станке, имеет надёжный замок и привлекательный вид. Их используют для обшивки любых поверхностей.
Сделать из обрезной доски вагонку не очень сложно. Однако это потребует аккуратности и терпения, так как на работу уйдёт много времени.
Автор: Виктор Прохоров
С использованием материалов ютуб-каналов: Самоделкин, AlfFisher, Иван Баев
Выбор и самостоятельное изготовление станка для заточки цепей бензопилы
Ключевым рабочим органом бензопилы является цепь, на которую приходятся основные нагрузки. Зубья со временем тупятся и нуждаются в правке. Восстановить утраченную работоспособность поможет станок для заточки цепей бензопил, который можно приобрести в готовом виде или собрать своими руками.
![]()
- Устройство заточного инструмента
- Как узнать, что зубья затупились
- Критерии выбора заточного станка
- Частота вращения шпинделя
- Заточной круг
- Мощность
- Дополнительное оснащение
- Как правильно заточить цепь
- Как сделать станок самому
Устройство заточного инструмента
Заточить бензопилу можно вручную, используя круглый напильник, механическим путём, например, воспользовавшись болгаркой, или автоматически – на специальном заточном станке.
![]()
Третий вариант считается оптимальным, и им может воспользоваться любой человек, даже если он до этого не сталкивался с правкой пильной гарнитуры. Ручная заточка отнимает массу времени, а восстанавливать остроту зубьев болгаркой могут только квалифицированные мастера, знающие технологические особенности этого процесса.
Выбрать подходящий станок для заточки цепи бензопилы несложно: оборудование представлено в широком ассортименте и реализуется в разных ценовых категориях.
![]()
По способу управления точильные станки подразделяются на ручные и автоматические. В первом случае все операции выполняются вручную, зато такие агрегаты не требуют подключения к электросети, обладают компактными габаритами и мобильностью. Второй вариант – стационарные конструкции (электрические станки), которые в зависимости от мощности и диаметра абразивного круга могут использоваться в домашнем хозяйстве и на производстве.
![]()
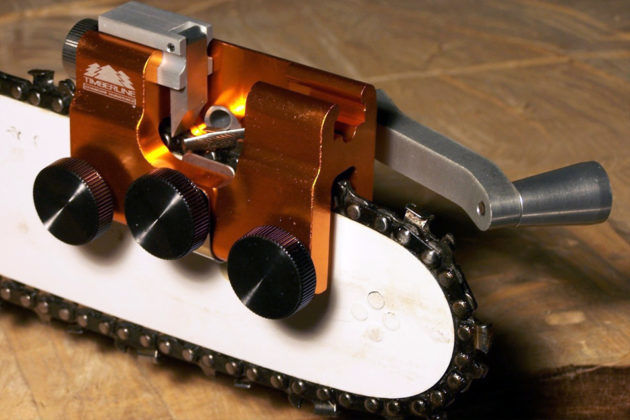
Независимо от производителя, конструкция заточных станков с электродвигателем включает 3 основных узла:
- станина, на которой расположены клавиша запуска, шкала угла заточки и ограничитель глубины;
- заточной инструмент – диск с абразивным покрытием, вращающийся на шпинделе;
- установочный клин – фиксатор для цепи, оснащённый крепёжными элементами.
![]()
Принцип действия прост: цепь устанавливается в держателе, выставляется необходимый угол заточки. Станок включается, и абразивный диск подаётся на зубья пилы. Шлифовка осуществляется при помощи специальной рукояти. Зубья затачиваются последовательно по стандартному шаблону.
Как узнать, что зубья затупились
На необходимость правки зубьев указывает несколько признаков. В процессе работы пильную гарнитуру уводит в сторону, нарушается точность реза – это первый признак. Стружка получается рыхлой и рассыпающейся. Цепь вращается медленнее, иногда останавливается, застревая в древесине. Если цепь постоянно провисает, хотя ее подтягивают, то это тоже может говорить о том, что зубья затупились. Повышается вибрация, появляются рывки инструмента в процессе распиловки.
![]()
При внимательном рассмотрении зубьев можно заметить изменения в их профиле. В целом на необходимость заточки указывает резкое снижение производительности и некорректная работа инструмента.
Критерии выбора заточного станка
Профессионалы рекомендуют обращать внимание на три базовые характеристики, которые помогут выбрать качественное оборудование для домашнего применения.
![]()
Частота вращения шпинделя
От этого параметра напрямую зависит специфика применения и производительность станка для заточки. Чем выше скорость вращения, тем быстрее происходит правка затупившихся зубьев. Если речь идёт о нечастом использовании, например в бытовых целях, оптимальное число оборотов не должно превышать 3000 в минуту. Такие станки подойдут для домашнего хозяйства, могут использоваться в небольших ремонтных мастерских.
![]()
Оборудование с более высокой частотой вращения используется в промышленных целях, например для бензопил на участках лесозаготовок. Шпиндель вращается со скоростью 4500…7000 об/мин, что обеспечивает высокую производительность.
Заточной круг
Ключевую роль играет диаметр шлифовального диска. Как и в случае с частотой вращения, рабочий радиус выбирается по специфике применения инструмента. Для станков, которые предполагается использовать в домашних условиях, достаточно диаметра до 105 мм. Если значение выше – оборудование предназначено для лесопилок, муниципальных организаций, занимающихся вопросами озеленения, лесхозов, предприятий лесной промышленности.
![]()
Мощность
Станки, которые предназначены для бытовых целей, должны работать от домашней электросети: 220В. Мощность таких моделей невысока, зато они отличаются экономичным потреблением электроэнергии, вполне справляются с поставленными задачами. Для промышленных целей используется электрооборудование мощностью от 0.3 кВт. Изделия обладают хорошей производительностью, но применять их для бытовых нужд экономически нецелесообразно.
![]()
Дополнительное оснащение
Сюда относятся элементы конструкции, которые не оказывают непосредственного влияния на мощность и производительность заточки цепи бензопилы, зато заметно упрощают процесс эксплуатации и безопасность применения. К ним относятся:
- защитный кожух;
- механизм поворота диска;
- ограничитель угла наклона;
- автоматическая фиксация цепи;
- система охлаждения.
Эти приспособления несильно утяжеляют стоимость станка, зато делают оборудование более удобным и многофункциональным.
Как правильно заточить цепь
Чтобы поправить затупившиеся зубья цепи бензопилы, рекомендуется соблюдать несколько правил.
Перед началом работы надо ослабить зажимной винт цепи, промыть пильную гарнитуру бензином для удаления остатков смазки. Зафиксировать цепь установочным клином так, чтобы зубья смотрели на точило.
![]()
Обратите внимание! Важно соблюдать угол заточки: 30 градусов для большинства моделей.
Затачивая цепь бензопилы на станке, надо сохранять пропорциональность: все режущие элементы подгоняются под размер наиболее изношенного зубца. Параметры, рекомендованные производителем: наклон 85 градусов, глубина реза 0.65 мм.
![]()
Зубья затачиваются последовательно либо через один. После завершения работы цепь смазывается и натягивается.
Как сделать станок самому
Чтобы собрать станок для заточки цепей своими руками, можно воспользоваться ненужными деталями, которые хранятся в гараже или сарае. Для станины подойдут обыкновенные слесарные тиски, к основанию которых крепятся 2 стальные пластины. Это будет направляющая для фиксации пильной гарнитуры, задающая правильный угол наклона. Поджимаются пластины поворотной рукоятью, надёжно удерживая цепь.
![]()
Функцию силовой установки может выполнить любой старый электродвигатель мощностью от 85В. На валу крепится шлифовальный диск от болгарки. В идеале двигатель лучше размещать на подвижной станине, что заметно упростит рабочий процесс. Защитный кожух изготавливается из обрезанной пластиковой канистры, устанавливается таким образом, чтобы принимать на себя летящие искры. Для повышения точности выполняемых работ самодельную конструкцию можно оснастить подсветкой: любой лампочкой и светоотражателем автомобильной фары.
![]()
Самодельный станок для заточки цепей изготовить несложно, но даже такая элементарная конструкция требует определённых знаний и опыта. Поэтому гораздо эффективнее и безопаснее будет покупка заводской модели.
Популярными производителями в этой области считаются компании Stihl, Makita, Sadko, Oregon. Есть и российские компании, выпускающие подобный инструмент. Это марки «Вихрь», «Алтай», «Калибр». Некоторые модели станков могут затачивать не только цепи бензопил, но и режущие части другого садового инструмента. Покупать такие приспособления более выгодно, особенно если требуется точить дорогую цепь или оказывать услуги по заточке соседям, знакомым.
Создание станка для заточки цепей в домашних условиях
Станок для заточки цепей бензопил – универсальное устройство, которое возвращает жизнь цепям для режущего оборудования. Современные аппараты способны одновременно обрабатывать сразу несколько изделий. Они максимально часто используются в деревянном строительстве и промышленности. Выполнить станок для заточки цепей бензопил своими руками несложно, но занятие является трудоемким.
Устройство и основные характеристики изделия
Любое устройство обязано иметь основание, на котором расположены зажимные тиски, в этих местах располагается и закрепляется цепь. На рабочей поверхности располагается специальный инструмент, посредством его и происходит заточка материала. При этом он адаптирован с учетом высоты каждого конкретного зубца.
В составе аппарата присутствует круглый и плоский напильник, шаблон для калибровки, крючок для устранения опилок. Первый вид напильника применяется для внутренней поверхности зубца.
Такой станок имеет следующие основные параметры:
- Мощность – оптимальным показателем является 220 Вт. На меньшую мощность обращать внимание не следует.
- Размеры рабочего круга – диаметр инструмента колеблется в пределах 105–400 мм. Все зависит от того материала, который обрабатывается.
- Большие круги устанавливаются на промышленные аппараты.
- Дополнительные свойства – если приспособление обеспечивает поворот шлифовальной головки. Заточка при этом делается более качественно.
- Скорость вращения шпинделя – нужно учитывать, где именно будет использоваться станок.
Если он выбирается для домашней мастерской, то хватит аппарата, обеспечивающего 3 тыс. оборотов в минуту. Для промышленности этого мало. В этом случае понадобятся устройства со скоростью от 4,8 тыс. оборотов.
Подобная аппаратура нужна не в каждом хозяйстве, но если она требуется, то важно правильно выбрать подходящий станок. Тут все зависит от потребностей производства или индивидуального хозяйства.
Особенности выбора

Если цепь бензопилы выйдет из строя, то ее ремонт обойдется недешево. Но ее заточка часто осуществляется в домашних условиях. Но сначала следует правильно выбрать оборудование.
Для этого мастерами учитываются несколько параметров.
Производительность – для работы в домашних условиях не требу мощное устройство. Иногда специалисты применяют ручное изделие. Для промышленности подойдет более мощный вариант.
Габариты – стационарные устройства, используемые для цепей бензопил, могут иметь большие размеры, они рассчитаны на большое количество изделий. Для дома такая аппаратура не нужна. В этом случае встает вопрос, где она будет храниться, есть ли у хозяина отдельное помещение для работы с деревом.
Количество обрабатываемых изделий – если станок не приобретается для работы на производстве, то достаточно устройства, которое обрабатывает 1 цепь за один раз.
Необходимо дополнительно знать, какая была приобретена бензопила, это касается производителя. Популярными изготовителями являются:
- Stihl;
- Stern;
- Калибр.
Предварительно необходимо поискать отзывы об оборудовании.
Особенности изготовления самодельного станка
Если у хозяина работает смекалка и ему не хочется тратить деньги на новый аппарат, то он легко сделает его самостоятельно. Процесс изготовления самоделки довольно прост:
- Подготовка основания: его легко взять из старого оборудования (слесарных тисков).
- В основании делаются отверстия для крепежа. Их диаметр зависит от того, какое оборудование будет крепиться на основании.
- Установка поворотной шины – она должна быть оснащена фиксаторами. Именно на нее надевается цепь, требующая заточки.
- Монтаж заточного устройства, оно крепится на кронштейны. При этом следует обеспечить регулировку их наклона.
- Установка электропривода: в этом процессе понадобится обычный электродвигатель на 220 вольт.
- Для домашнего использования хватит устройства, мощность которого составляет 85 Вт.
- Монтаж заточного диска. Оптимальный диаметр изделия – 12,5 см.
- Подключение кабеля питания к двигателю, лучше выбрать провод сечением 3×2,5 мм.
- Установка кнопки включения или выключения питания, но делать это необязательно.
- Монтаж опорной ручки на корпус двигателя, она делает использование устройства удобнее.
- Крепление светодиодного фонаря: необходимо поставить на станок защитный экран. Он защитит человека от воздействия механической пыли.
- Установка шкалы с градусами поворота, она крепится на поворотной шине. Такой фокус нужен для максимально точной обработки цепи.

Только в этом случае бензопила будет работать эффективно и исправно. Дополнительно должна присутствовать точка отсчета от 0 до 35 градусов в обе стороны.
Бензопила – это уникальное устройство, которое применяется для обработки дерева. Но со временем зубцы режущей цепи начинают стираться, затупляться. Даже самодельный станок позволит вернуть ей прежний вид.
Правила заточки
Чтобы процедура была проведена правильно, необходимо соблюдать некоторые правила заточки:
- Цепь надо устанавливать под необходимым углом, для каждого приспособления существуют свои показатели.
- После этого диск точно совмещается с кромкой.
- Следует включать станок, но зубцы оборудования автоматически фиксируются в заданном положении.
Заточка цепей позволит продлить их жизнь и пригодность, но делать ее следует своевременно.
Дополнительные советы
Для того чтобы бензопила работала исправно на протяжении длительного времени, необходимо соблюдать некоторые рекомендации специалистов:

- Перед каждым использованием цепи нужно производить ее обкатку.
- Периодически за аппаратом надо следить, особенно важно делать правильную натяжку цепи, иначе она порвется.
- Требуется регулярная смазка бензопилы.
- Надо своевременно затачивать цепь. Если зубцы затупятся полностью, то ее следует выбросить.
- После процедуры заточки цепи надо дать остыть. Для этого она обдувается прохладным воздухом.
Подобная процедура позволит устранить механическую пыль.
Видео по теме: Станок для заточки цепей бензопил своими руками
Универсальный станок для заточки цепей, покупной или самодельный
Пиление древесины цепной пилой приводит к износу режущей кромки звена пилы, то есть к затуплению. Происходит это довольно быстро. Твердые сучки, остатки земли, мелкие камни не только тупят цепь, но и могут привести к деформации отдельных элементов.
Как следствие — снижение производительности, повышение нагрузки на бензиновый или электрический двигатель пилы, повышенный расход топлива. Индикаторами затупления цепной пилы являются: 
- измельчение стружки;
- увеличение прилагаемой нагрузки;
- появление пыли;
- срез темнеет от перегрева;
- запах горелой древесины.
Приспособления для заточки цепей
Для восстановления работоспособности инструмента цепной пилы требуется устройство для заточки звеньев пильной цепи. Устройства классифицируются следующим образом:
- По способу установки:
- мобильные;
- стационарные;
- По изготовлению:
- заводские;
- самодельные;
- По степени механизации:
- ручные;
- механизированные.
 Стационарные модели заточного оборудования имеют жесткое крепление и размещаются в непосредственной близости от рабочего места или на верстаке. Они имеют механизированный привод от электродвигателя. Мобильные устройства отличаются тем, что работы производятся вручную, их можно брать с собой на место работы, удаленное от источника электроэнергии, а также — небольшими габаритами и массой.
Стационарные модели заточного оборудования имеют жесткое крепление и размещаются в непосредственной близости от рабочего места или на верстаке. Они имеют механизированный привод от электродвигателя. Мобильные устройства отличаются тем, что работы производятся вручную, их можно брать с собой на место работы, удаленное от источника электроэнергии, а также — небольшими габаритами и массой.
Зубья цепи
Перед тем как рассматривать способы заточки элементов цепей необходимо ознакомиться с устройством звена, формообразованием и углами, необходимыми для легкого пиления древесины.
- основание;
- режущие кромки (лопатка);
- ограничитель глубины.
 Лопатка звена оборудована двумя режущими кромками, осуществляющими рез в горизонтальной и вертикальной плоскостях. К задней части она сужается, обеспечивая торцовое пиление. Задний угол, обеспечивающий снижение энергетических затрат, задает спинка зуба.
Лопатка звена оборудована двумя режущими кромками, осуществляющими рез в горизонтальной и вертикальной плоскостях. К задней части она сужается, обеспечивая торцовое пиление. Задний угол, обеспечивающий снижение энергетических затрат, задает спинка зуба.
Правильная заточка создает необходимые углы, формирующие верхний угол, и гарантирует увеличенную длительность работы цепи и невозможность ее заклинивания:
- угол расположения торца кромки относительно разрезаемой поверхности — 65° — 85°;
- задний угол — 55° — 60°;
- угол среза режущей кромки:
- для поперечного распила — 25° — 35°;
- для продольного распила — 10°.
При точении существуют определенные правила, которые необходимо соблюдать:
- Углы заточки должны соответствовать параметрам, которые заданы производителем.
- Габаритные размеры звеньев после заточки не должны отличаться.
- Угол заточки при работе в зимний период или с плотной древесиной следует уменьшать с целью снижения биения.
Станки для точения
Ручной станок для заточки цепей бензопил состоит из:
- комплекта круглых напильников (2 штуки) соответствующего диаметра;
- шаблона;
- фиксатора цепи на шине;
- плоского напильника.
 Принцип работы ручного приспособления схож с лучковой пилой. Только вместо полотна рабочим элементом выступает напильник. Перед началом работы фиксатор закрепляется на шине бензопилы. Вручную выставляются все углы, по которым будет перемещаться напильник.
Принцип работы ручного приспособления схож с лучковой пилой. Только вместо полотна рабочим элементом выступает напильник. Перед началом работы фиксатор закрепляется на шине бензопилы. Вручную выставляются все углы, по которым будет перемещаться напильник.
При помощи фиксатора блокируется пильное полотно. После заточки звено замещается следующим. При помощи поворотного механизма изменяется положение напильника. Среди недостатков такого способа заточки — большая продолжительность работ и невозможность в некоторых случаях исправить дефект звена.
Станок для ручной заточки цепи бензопилы универсальный предпочитают покупать те, кто много работает с древесиной. Такие модели отличаются компактностью, работают от бытовой электрической сети 220 В и оборудованы поворотным механизмом, рассчитанным на несколько положений.
В состав конструкции входит:
- основание;
- рабочий стол;
- держатель цепи;
- поворотный механизм с градуированной шкалой;
- электродвигатель;
- абразивный круг;
- щиток;
- подающая рукоятка;
- направляющие пазы;
- винты установочный, крепежный;
- установочный клин;
- выключатель.
В зависимости от модели заточного станка фиксация и затягивание пильной цепи может производиться вручную или автоматически. Дорогие модели имеют автоматизированную подачу абразивного круга и поднастройку подачи звеньев.
Как сделать заточной станок своими руками
 Стационарный станок для заточки цепей своими руками довольно дорог. И некоторые умельцы пытаются соорудить саморобний агрегат. Изготовление самодельного станка — дело хлопотное. Чтобы выточить и отцентрировать переходник между валом электродвигателя и абразивным кругом, потребуется токарный станок.
Стационарный станок для заточки цепей своими руками довольно дорог. И некоторые умельцы пытаются соорудить саморобний агрегат. Изготовление самодельного станка — дело хлопотное. Чтобы выточить и отцентрировать переходник между валом электродвигателя и абразивным кругом, потребуется токарный станок.
Для изготовления основания (станины) можно взять основу слесарных тисов. В ней уже есть отверстия для крепления к верстаку. На основе закрепляется поворотный механизм с установочным клином. Наносится градусная шкала. Поворотный механизм для фиксации под необходимым углом оборудуется винтовым зажимом.
На кронштейне монтируется электродвигатель с абразивным кругом. Для удобства включения конструкцию можно дополнить кнопкой включения. В качестве абразивного круга можно использовать обдирочный круг для болгарки толщиной 2- 3 мм .
 Для защиты от удара электрическим током металлические части открыты и не изолированы, конструкцию следует оснастить пластиковой рукояткой. Для подсветки рабочей зоны воспользуйтесь светодиодным фонариком. Так как самодельные станки редко оборудуются защитными экранами, работу по заточке цепей следует проводить в защитных очках.
Для защиты от удара электрическим током металлические части открыты и не изолированы, конструкцию следует оснастить пластиковой рукояткой. Для подсветки рабочей зоны воспользуйтесь светодиодным фонариком. Так как самодельные станки редко оборудуются защитными экранами, работу по заточке цепей следует проводить в защитных очках.
На заточной станок для цепей бензопил своими руками достаточно установить электродвигатель мощностью 80 Вт. Силовой кабель подбирается, исходя из нагрузки. Достаточно взять трехжильный кабель с сечением 0,75 мм².
Выбрать хороший станок, изготовить самостоятельно или воспользоваться ручным инструментом — дело каждого. Если вы пользуетесь цепной пилой по случаю, то приобретать станок нет смысла. Если вы имеете опыт работы на токарном, фрезерном, сверлильном станке, то изготовить несложную конструкцию для затачивания цепей не составит труда.
Советы профессиональных работников
Новую цепь необходимо обкатать, чтобы сопрягающиеся детали притерлись. На небольших оборотах в течение минуты смазка заполнит каналы на шине.
 Натяжке цепи следует уделить особое внимание. Слабая натяжка приводит к заваливанию и увеличивается нагрузка, что может привести к разрыву звена.
Натяжке цепи следует уделить особое внимание. Слабая натяжка приводит к заваливанию и увеличивается нагрузка, что может привести к разрыву звена.
Следить за уровнем масла, предназначенного для смазки цепи, шины, звездочек. Отсутствие смазочного материала приводит к повышенному износу элементов бензопилы.
После работы произвести чистку и обильно смазать цепь чистым маслом.





