Трубогиб для профильной трубы своими руками: 2 бюджетных вида, чертежи и видео
Сегодня, мы хотим рассказать вам, как сделать простую модель трубогиба для профильной трубы своими руками. Потребность в этом устройстве возникает у многих из нас, особенно на дачном участке, когда необходимо согнуть профиль, чтобы соорудить теплицу или беседку.
Покупать профессиональное оборудование нет смысла, так как в обычной жизни оно требуется нам не часто.
Мы будем делать с вами простую конструкцию профилегиба своими руками, которую каждый мастер-любитель сможет сделать самостоятельно.
Принцип работы трубогиба
Принцип функционирования трубогиба достаточно прост — профильная труба подвергается воздействию, что приводит к её температурному изменению, и сталь становится мягче. Заготовка размещается в прокатной зоне станка для гибки, между валами, которые выступают также в качестве шаблона. Именно от того, как они расположены, какой имеют диаметр, зависит угол загиба профиля.
- направляющими — они удерживают деталь;
- прижимными — придают угол загиба.
Направляющих два, и один прижимной вал.
Стоит заметить, что многократно менять форму профильного трубопроката (нагревать и изгибать) не следует, так как это уменьшает его прочность.
Виды профилегибочных станков и их устройства
Профильные трубы имеют различную толщину стен и диаметр, поэтому трубогибы требуются разные. Механизмы для гибки профтруб имеют конструктивные отличия от стандартных трубогибов для круглых труб. Ведь профили обладают большой устойчивостью к изгибанию, а также радиус сгиба у них обычно больше.
Основные виды трубогибов для профильного изделия:
- по типу привода;
- по методу изгиба;
- по месту расположения подвижного валика.
По типу привода
От угла загиба, а так же материала профтрубы и требуемой точности, зависит выбор гибочного станка, которые бывают:
- Гидравлическими — предназначены для изгиба трёхдюймовых элементов. Они обладают высоким уровнем производительности, точности и скорости. Встречаются ручного и автоматического типа. Это самый мощный профилегиб, способный изогнуть любую трубу. В него входит — швеллер (широкие и узкие отрезки, по три каждого вида), петлевой замок, ролики — 3 шт. (размещённые на подшипниковых узлах), передающая ручка с втулкой, машинный домкрат.
- Электрическими — рекомендованы для гибки профильной трубы большого диаметра. Используются чаще для магистральных трубопроводов. Аппарат состоит из:
- рамки из швеллеров;
- прокатных валов из металла— 2 шт;
- трёх шестерёнок;
- металлической цепи;
- редуктора, электрического двигателя с механическим приводом.
- Ручными — они работают за счёт физической силы человека. Предназначены для профиля малого диаметра. Инструмент работает по типу прокатного станка. Основные детали в большинстве своём металлические:
- опорный каток;
- ролики;
- элементы шасси;
- винт регулировки;
- подающая рукоятка.
По способу изгиба
Одну и туже деталь можно изогнуть разными способами, с использованием трубогибов различного типа:
- сегментных — популярность их в том, что деталь, возможно, протаскивать, для получения нескольких поворотных фрагментов;
- арбалетных — суть работы в натягивание металла и сгибание его в одной месте;
- пружинных — предназначенных для пластиковых изделий.
По месту расположения подвижного вала
Подвижной валик может находится в середине, или по бокам (справа или слева):
- Конструкция, в которой подвижной ролик находится в середине, а крайние валики фиксируются к его корпусу. Они слегка приподняты над основой. Средний ролик устанавливается на специально смонтированном П-образном постаменте, посредине которого крепится крупный прижимной винт. С нижнего края, к винту приваривается прижимной ролик. В процессе вращения этого винта, происходит опускание или поднимание профиля, что приводит его к изгибу. К одному неподвижному ролику следует приварить ручку, с её помощью профиль перемещается по станку. Чтобы облегчить процесс прокатки, неподвижные валы объединяются цепью.
- С подвижным валом с краю — он размещается справа или слева. Вращается вместе с частью основы, которая соединена со станиной металлическими петлями. На угол изгиба влияет уровень подъёма стола, высота которого меняется домкратом. Конструкция вращается за счёт центрального ролика, к которому приваривается ручка. Чтобы уменьшить прикладываемые усилия, устройство можно снабдить цепью.
Подводя итог, скажем, что наиболее подходящий вид трубогиба, для придания нужного загиба профильной трубе, при монтаже теплицы или некой конструкции на придомовом участке — с ручным приводом. Ведь размер профильной заготовки и объёмы работ небольшие.
Какие материалы и инструменты нам понадобятся
Пред тем, как перейти к изготовлению трубогибочного станка для профильных квадратных труб, мы советуем запастись инструментарием и материалом. Иначе, во время работы вы будите отвлекаться, в итоге, процесс займёт у вас больше времени.
Для изготовления профилегибочного станка нам понадобится:
- для основы самодельного профилегиба — швеллер или два сварных уголка, толщина полочек не больше 3 мм;
- стальные ролики высокого качества, в идеале закалённые, они не должны быть гладкими, на краях наличие небольших валиков.
Это остальные части любого трубогиба. В зависимости от модели и вида устройства, может понадобиться ещё ряд элементов.
Из инструментов, у вас должна быть под рукой — болгарка, дрель, молоток, гаечный ключ, правило, имеющее надёжное и внушительное основание, и сварочный инвертор, если вы станете сваривать элементы станка, а не садить детали на болты.
Инструкция как сделать профилегиб своими руками
Итак, переходим к изготовлению трубогиба без токарных работ. Мы решили сделать две разные модели. Можете ознакомиться как с видео инструкцией, так и текстовой версией пошагового руководства.
Вальцы для профильной трубы: делаем ручной профилегиб своими руками
Сделать вальцы для профильной трубы своими руками, используя чертежи и знание принципа работы этого полезного приспособления, вполне реально. Используя такое устройство, обладающее высокой универсальностью, вы сможете самостоятельно изготавливать из профтруб гнутые конструкции любой степени сложности.

Прокатка профильных труб для навеса на самодельном станке
Основными рабочими органами вальцов, оказывающими механическое воздействие на обрабатываемую профильную трубу, являются вращающиеся валки, количество которых может варьироваться от 3 до 5 штук. В просвете между валками как раз и происходит пластическая деформация профтрубы.
Виды устройств с вращающимися валками
Прокатка профильной трубы, в результате которой осуществляется изменение ее первоначальной конфигурации, может выполняться на оборудовании различной конструкции. Различаться такие устройства для вальцовки профильной трубы могут по типу используемого привода и по основным техническим характеристикам. Так, вальцы прокатные могут иметь:
- ручной привод (применение таких приспособлений для прокатки профильных труб требует значительных физических усилий);
- электрический привод;
- приводной механизм гидравлического типа.

Ручные прокатные вальцы как раз и служат прототипом для самостоятельного изготовления станка
Наиболее простыми (и, соответственно, недорогими) приспособлениями, при помощи которых выполняют вальцовку профильной трубы, являются ручные профилегибы. Наряду со своей надежностью и простотой использования они отличаются еще целым рядом весомых преимуществ. Конструкцию профилегиба ручного составляют следующие элементы:
- массивная станина, служащая надежным основанием для всей конструкции;
- вальцы, которые выполняют подающую и приемную функции (данные конструктивные элементы, при помощи которых и выполняется вальцевание, соединяются между собой посредством цепной передачи);
- комплект зажимных механизмов (струбцин), предназначенных для фиксации труб различного размера.
Основные части вальцов
Такой прокатный станок, отличающийся простейшей конструкцией, также оснащается специальной трубой, которая выступает в роли направляющей для изгибаемой заготовки. Следует иметь в виду, что использование такого станка требует от исполнителя приложения значительных физических усилий. Кроме того, данное приспособление не позволяет выполнять вальцевание с высокой производительностью и чаще всего применяется для несложных работ в домашних условиях. Именно поэтому конструктивная схема данного станка используется для того, чтобы сделать профилегиб своими руками. Такой простой по конструкции профилегиб позволяет выполнять вальцевание профильных труб качественно и с высокой эффективностью.
Электрический станок для вальцевания профильных труб, даже сделанный самостоятельно, обеспечивает более высокую производительность технологической операции. Объясняется это тем, что за выполнение основной операции – протягивание проф трубы через вальцы – отвечает электрический привод, мощность которого может быть достаточно большой. Именно поэтому электрические вальцы для профильной трубы, сделать которые можно и своими руками, используя чертежи, применяются как небольшими организациями или домашними мастерами, так и производственными предприятиями.

Электроприводом станок может оборудоваться и позднее, главное учесть это изначально и разрабатывать достаточно мощную конструкцию
Однако, конечно, самой высокой мощностью отличается гидравлический профилегибочный станок, своими руками изготовить который достаточно сложно. Приспособления данного типа, предназначенные для вальцевания профильных труб, используются преимущественно на промышленных предприятиях, где осуществлять такую технологическую операцию необходимо с высокой производительностью.
Самодельные приспособления для вальцевания труб
Без такого устройства, как приспособление для вальцевания профтруб, практически не обойтись в тех ситуациях, когда вы решили самостоятельно заняться ремонтом, при выполнении которого придется иметь дело с гнутыми трубами. Для этого можно приобрести серийное устройство подобного назначения или использовать профилегиб самодельный, конструкция которого не отличается высокой сложностью. Вопросом о том, как сделать профилегиб, есть смысл задаться еще и по той причине, что серийные модели стоят достаточно дорого, поэтому их приобретение (особенно если они требуются только для выполнения домашнего ремонта) не всегда целесообразно.
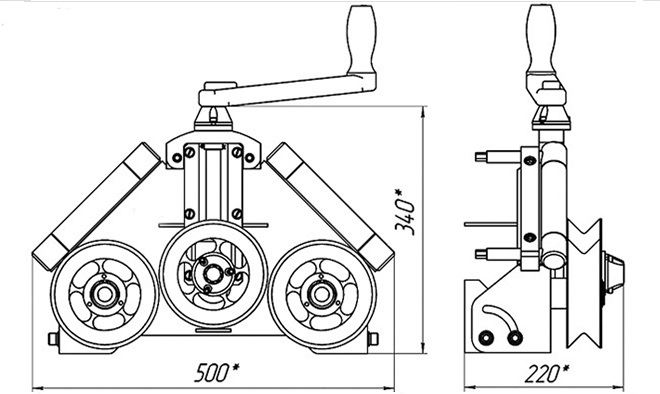
Ориентировочные размеры самодельных вальцов
Для того чтобы качественно изготовить самодельные вальцы, можно изучить теоретические сведения, просмотреть видео на данную тему, но главное – придерживаться рекомендаций тех, кто уже добился при решении этого вопроса хороших результатов. Конечно, чтобы сделать свой вальцеватель, необходимо обладать не только соответствующими знаниями, но и определенными навыками изготовления и использования различных технических устройств.
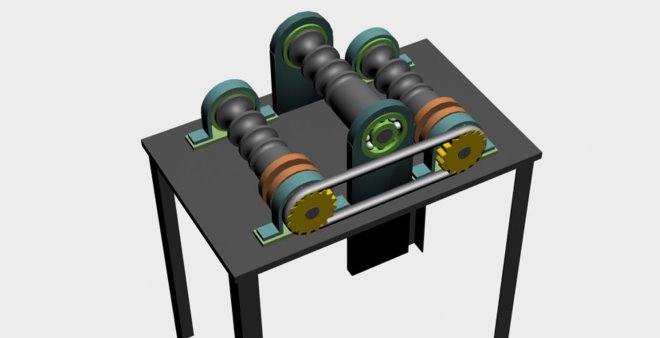
Кинематическая схема станка
Самодельные вальцы могут быть сделаны даже из подручных материалов, которые практически всегда есть в любом гараже или домашней мастерской. При этом эффективность таких вальцов, если они изготовлены с учетом всех рекомендаций, будет ненамного ниже, чем у моделей, выпускаемых серийно.
Чертежи валов станка:
Как самостоятельно изготовить профилегиб
Чтобы сделать профилегибочный станок своими руками, надо придерживаться следующей последовательности действий.
- В первую очередь изготавливается основание или станина, для чего можно использовать трубы большого диаметра или стальные швеллеры.
- Серьезное внимание следует уделить изготовлению вертикальной опоры станка, материалом для которой может послужить профиль П-образного сечения. Именно в верхней части такой опоры, которая должна отличаться высокой надежностью, устанавливается деформирующий трубу узел – вальцовый механизм. Для монтажа вертикальной опоры, нижняя часть которой надежно фиксируется под станиной, вам потребуется струбцина соответствующего размера. При таком способе крепления вертикальной опоры деформационное усилие, оказываемое на изгибаемую профильную трубу, будет равномерно распределяться по двум подающим вальцам.
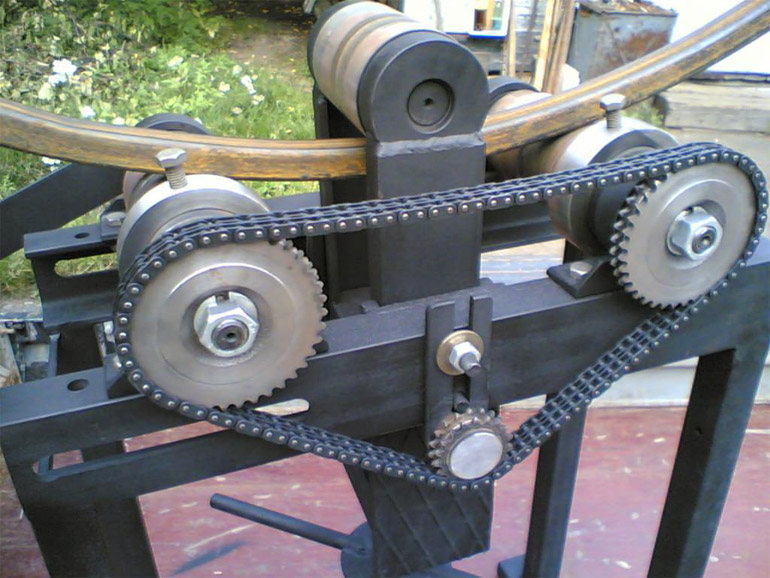
- Чтобы привести во вращение подающие вальцы, используют цепную передачу, которую можно собрать, используя для этого цепь и звездочки от старого велосипеда. Звездочки, которые по своим геометрическим параметрам должны строго соответствовать характеристикам используемой цепи, фиксируются на подающем и ведомом валах. При монтаже цепного механизма подачи для вашего самодельного станка следует обеспечить хорошее натяжение цепи и только после этого приступать к фиксации рукоятки подающего механизма. Естественно, что приводной механизм вашего станка для вальцевания профтруб должен обеспечивать легкое вращение подающего и ведомого валов.
- Сами самодельные вальцы, которые будут оказывать давление на изгибаемую профильную трубу и тем самым воспринимать основную нагрузку при работе станка, лучше всего изготовить из стали, прошедшей процедуру закалки.
Весь процесс изготовления ручного профилегиба подробно отображен на фотографиях ниже.
Для того чтобы прокатный станок для профильных труб, сделанный своими руками, обладал высокой универсальностью и мог использоваться для обработки изделий различного размера, в его конструкции необходимо предусмотреть возможность выполнения радиальной регулировки. Такая важная опция позволяет изменять величину зазора между рабочими валками. Чтобы сделать свои самодельные вальцы еще более функциональными, можно предусмотреть в их конструкции возможность выполнения и угловой или, как ее еще называют, осевой регулировки.
Самодельные устройства для гибки профильного трубного проката, изготовленные по универсальным схемам, можно в дальнейшем подвергать модернизации, если в этом возникает необходимость. Например, их можно оснастить электрическим приводом или установить на них большее количество рабочих валков.
Конструкция станка может быть проще, если использовать гидравлический домкрат, как показано на видео ниже.
Как изготовить станок для прокатки металлической профильной трубы своими руками
Существует масса кустарных способов изогнуть профтрубу, но качественный результат можно получить только при прокатке металлопрофиля. Самым же эффективным способом прокатки является использование профилегибочного станка. Если требуется не серийное, а штучное производство арок, дуг или волн, то с задачей поможет справиться даже самодельный аппарат.
Что такое прокатка
Для возведения строений и конструкций из металлопрофиля нередко требуется труба изогнутой формы. Металлические дуги используются для изготовления навесов, козырьков, беседок, теплиц и других надворных построек и малых архитектурных форм. Из гнутых профтруб малого сечения создают элементы дизайна интерьеров и экстерьеров: ограды, ворота, стойки лестничных перил, полки, подсвечники и многое другое.
При этом придать профтрубе нужную форму без специального оборудования довольно сложно, а сделать несколько дуг одинаковой формы – почти невозможно. Тонкостенные изделия гнутся относительно легко, но при этом невозможно проконтролировать угол и радиус изгиба. К тому же в стенках при таком сгибании создаются очаги напряжения, а на внутренней стороне изгиба появляются складки, из-за чего готовое изделие имеет низкую прочность и малый срок эксплуатации.
Создать арку можно и при помощи сварки и болгарки – надрезать стенки, раздвинуть надрезы и, заполнив зазоры припоем, заварить. При наличии опыта подобных работ, небольшое количество арок изготовить возможно, но для масштабных манипуляций и создания изгибов более сложных форм этот метод не подходит – слишком трудозатратен.

Создать красивые и прочные дуги, волны и даже спирали позволяет прокатка – технологическая процедура, при которой посредством механического воздействия постепенно меняется продольная форма трубы.
Обратите внимание! Суть прокатки в том, что изменение профиля производится таким образом, что усилие прикладывается ко всей поверхности изгибаемого участка. Нагрузка распределяется по стенкам равномерно, из-за чего не возникает большого внутреннего напряжения, и изогнутое изделие получается аккуратным и прочным.
Способы прокатки профильной трубы
Относительно бережно можно деформировать профтрубу несколькими способами:
- С предварительным нагревом. Метод используется для формования изделий, имеющих ширину более 4 см. В отрезок трубы засыпают чистый песок, торцы закрывают заглушками с небольшими отверстиями для выхода газов. Затем фиксируют заготовку и шаблон в тисках и прогревают зону изгиба до 150 градусов, то есть до появления красноты. Металл становится пластичным и поддается деформации, при этом песок помогает равномерно распределить нагревание и деформирующее усилие. Нагреть и изогнуть участок трубы необходимо за один подход, так как многократное температурное и механическое воздействие приведет к снижению прочности изделия.
Обратите внимание! Необходимо использование защитной пожаропрочной одежды и плотных термостойких рукавиц. Перед началом работ следует подготовить средства пожаротушения: ведро с водой или песком или огнетушитель.
- Холодным способом с помощью пружинного трубогиба. В качестве амортизационного устройства для профтруб с шириной менее 4 см используют пружину с крюками на концах. Длина вспомогательного устройства должна быть достаточной, чтобы разместить его в трубе вдоль всего изгибаемого участка, а поперечное сечение должно быть таким, чтобы пружина без усилия протягивалась через профтрубу, почти касаясь стенок. Заготовку с закрепленной в ней пружиной фиксируют в тисках вместе с шаблоном и медленно и плавно изгибают.
- Холодным способом с помощью профилегибочного, или вальцовочного, станка. Рабочей частью устройства являются три параллельных цилиндрических валика, средний из которых расположен выше крайних. Труба пропускается между вращающимися цилиндрами, при этом заготовка опирается на нижние, а верхний прижимает ее вниз, заставляя деформироваться. Для получения изгиба нужного радиуса трубопрофиль прокатывают несколько раз – при поэтапной деформации равномерно распределяется сила воздействия и не возникает складок на внутренней стороне дуги и неравномерного растяжения на внешней.
Первые два способа подходят для прокатки труб вручную в случаях, когда не требуется изготовления большого количества гнутых деталей. Чтобы придать профилированному изделию нужную форму, придется потренироваться. Без опыта проведения подобных манипуляций желаемого результата достигнуть сложно.

Третий способ не требует особых навыков, позволяет изготавливать большое количество дуг, волн и спиралей и отличается высокой точностью, но для такого трубопроката нужен станок.
Виды вальцов для изгиба профильных труб
Прокатное устройство для деформации профтрубы коротко называют профилегибом или по аналогии с его рабочей частью – вальцами.
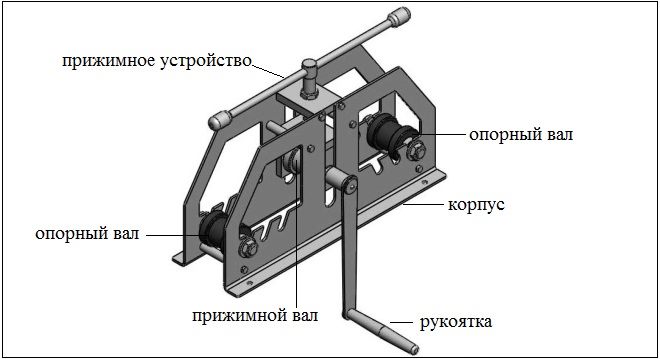
Устройство рабочего органа профилегибочных станков одинаково:
- корпус или станина – массивное основание конструкции,
- три вала-цилиндра – два опорных и один прижимной или ведущий,
- струбцины – насадки, фиксирующие положение труб разного размера на валах,
- устройство, регулирующее положение ведущего вала,
- управляющий механизм, отвечающий за движение валов.
Обратите внимание! Говоря о видах вальцов для изгиба профильных труб, имеют в виду не рабочие валы станка, а тип устройства в целом.
Классификация трубогибов для профтруб подразумевает разделение по способу управления устройством.
Различают несколько видов вальцов: гидравлический, электрический, ручной или механический.
Гидравлические профилегибы
Оснащены гидравлическим приводом, благодаря чему работают с большой производительностью. Опорные валы в гидравлическом станке подключены к приводу и не просто направляют трубу, а продвигают ее с нужной скоростью. Таким образом, аппарат работает без помощи человека, сводя задачу оператора к нажиманию кнопок и визуальному контролю за процессом. Такие станки – самые мощные, точные и высокопроизводительные, но массивные и дорогие. Использование гидравлических вальцов целесообразно только в условиях промышленного предприятия.

Электрические вальцы
Опорные и прижимной валы соединены цепью и вращаются с одинаковой скоростью, обеспечивая подачу и транспортировку заготовок. Такой аппарат дешевле и легче гидравлического, подходит для мелкосерийного производства трубопроката. Однако электровальцы имеют значительные габариты и вес, а для работы им необходимо подключение к электросети, поэтому сферой применения являются небольшие предприятия и частные мастерские. Покупать или изготавливать электрический трубогиб для возведения одной-двух надворных построек нецелесообразно.

Механический профилегибочный станок
Такой прибор компактен, мобилен, недорог и даже может быть изготовлен самостоятельно. При этом управляется аппарат вручную, что при изгибании труб с большим сечением требует серьезных трудозатрат. Производительность ручных вальцов низкая, поэтому используют такие устройства только для штучного изготовления гнутых профильных труб.

Самодельные приспособления
Покупка даже ручного профилегиба не всегда оправдана: если необходимо несколько дуг для возведения навеса, беседки или теплицы, приобретение аппарата сведет на нет всю экономию от самостоятельного изгибания труб, так как в итоге окажется, что дешевле было купить готовые изделия.
При наличии опыта работы со сварочным оборудованием, можно соорудить ручной вальцовочный станок самостоятельно. При этом готовые вальцы по эффективности не будут уступать заводским моделям и аппарат при желании можно будет доработать, оснастив для повышения производительности электромотором.
Как изготовить станок для прокатки самостоятельно
Для изготовления вальцов потребуются следующие инструменты и материалы:
- сварочный аппарат,
- электродрель со сверлами по металлу,
- шлифовальный аппарат,
- шуруповерт или набор ключей,
- молоток,
- толстостенные профтрубы или листовой металл,
- заготовки валов (цилиндров) и струбцин (колец), выточенные на токарном станке,
- винт с крестообразной рукоятью,
- ручка или накидной ключ,
- цепь с цепным механизмом – при желании.
Последовательность изготовления вальцов:
- Первыми изготавливают валы и струбцины – эти детали обычно покупают или заказывают в токарной мастерской, так как без специального оборудования сделать их невозможно.
- Изготавливают боковые части станины в форме перевернутой “Т” или трапеции с вертикально срезанными нижними углами.
- Изготавливают каретку – П-образную конструкцию с полумесяцами для размещения прижимного вала на вертикальных сторонах и отверстием для его штока с одной стороны. В центре горизонтальной части каретки делают отверстие для винта регулирующего устройства.
- В середине боковых элементов станины приваривают по две параллельных направляющих для каретки. Между направляющими прорезают канал для свободного движения штока прижимного вала. По краям вырезают отверстия и приваривают опоры для боковых валов.
- Проверяют свободный ход каретки в направляющих.
- Устанавливают валы на места и приваривают нижнюю часть корпуса.
- Изготавливают верхнюю часть корпуса – крышу с отверстием для регулирующего винта в центре. К отверстию приваривают цилиндр, который предотвратит перекос регулировочного устройства.
- Завершают сборку станины, приваривая крышу и дополнительные распорки, фиксирующие взаимное расположение боковых стенок.
- Устанавливают винт, пропуская его сквозь отверстия в крыше станины и горизонтальной части каретки.
- Закрепляют ручку или накидной ключ на штоке прижимного вала.
Обратите внимание! При желании можно установить цепной механизм, соединяющий все три вала. Такое устройство упростит работу с вальцами, снизив трудозатраты на прокатку труб.
Как прокатать профильную трубу своими руками?
В этой статье подробно расскажем, как изготовить два приспособления для обработки (холодной ковки) квадратной профтрубы. Первый вариант — мини станок, второй — ручной кондуктор.
Наибольший интерес для домашних умельцев представляет именно станок.
Конструкции бывают самые разные — мы рассмотрим одну из самых простых. Как прокатать профтрубу своими руками для холодной ковки подробно расскажем ниже.
Привод прокатного станка может использоваться разный — можно прокатывать профиль вручную, а можно и поставить электродвигатель.В домашних условиях вполне достаточно станка с ручным механическим приводом.
Для синхронного вращения валов (нижнего и верхнего) будем использовать шестеренки, которые устанавливаются на каждом из валов. Ведущим валом является тот, который располагается сверху.
Валы для прокатки профтрубы можно сделать наборными — из нескольких элементов или цельными — из стального кругляка подходящего диаметра (но для этого потребуется наличие токарного станка или, как минимум, знакомый токарь).
Изготовление корпуса блока
Материалы, которые потребуются для изготовления корпуса самодельного блока усиления профильной трубы:
- металлическая пластина;
- круглая стальная труба;
- подшипники (типоразмер — 6304);
- резьбовая шпилька;
- ролики для проката;
- шестерни с коленвала авто.
Чтобы собрать корпус блока станка для усиления профильной трубы, с помощью болгарки или плазмореза необходимо будет отрезать пластину металла толщиной 10-12 мм.
После этого сверлим в ней два отверстия диаметром 38 мм (для этого можно использовать коронку по металлу).

От металлической круглой трубы отрезаем два кольца, и привариваем их к пластине. Это у нас будут обоймы для подшипников. По такому же принципу изготавливаем еще одну такую пластину с обоймами.
Берем четыре подшипника 6304, и запрессовываем их в обоймы. По возможности лучше запрессовывать в слесарных тисках. Если же бить молотком, то можно повредить подшипники.
Далее нам потребуются две шестерни с коленчатого вала. К шестеренкам нужно приварить с двух сторон шестигранных гайки. Накручиваем шестерни на вал (в данном случае используется резьбовая шпилька М20).
Cоветуем: Как сделать печь для пиццы из старой бочки
Гайки на шестернях необходимо приварить к шпильке. Для этого в гайках с помощью УШМ делаем пропил до резьбы шпильки, и после этого аккуратно обвариваем.
Для сборки самодельного станка потребуются еще специальные ролики для декоративного проката (используются для холодной ковки профильной трубы) — как их изготовить, расскажем ниже. Надеваем их на резьбовые шпильки. Между роликами устанавливаем стальные шайбы.
Дополнительно отрезаем четыре металлических полосы — они будут использоваться при сборке (для соединения боковых стенок).
Пошаговый процесс изготовления корпуса блока со всеми пояснениями можно посмотреть на видео ниже.
Пошаговое изготовление станка
Подготовив набор комплектующих, приступают к изготовлению.
Общий вид станка. Он устанавливается на брус 100·50 мм.
Все детали раскладываются на видном месте. Предварительно проверяется работоспособность подшипников и ходового винта.
Вырезаются заготовки из швеллеров. Из них сваривается вертикальная стойка, устанавливаемая перпендикулярно к опорному швеллеру.
Сверлится отверстие под ходовой винт. К нему приваривают гайку. Потом вкручивают винт. Сверху варят поперечину, она понадобится для перемещения винта по резьбе.
По опорному швеллеру перемещают подшипники. Они предварительно установлены в корпуса. Внутрь вставлены валы. К одному из торцов приваривают цепные звездочки.
К одному опорному валу приваривают велосипедную педаль. Вращая ее в ту или другую сторону, можно заставить перемещаться трубу в нужном направлении.
Изготовив прижимной механизм, производится проверка расположения всех элементов. Стараются установить их согласно чертежу, представленному ранее.
Установив детали по месту, их приваривают. Наступает черед проверить работоспособность устройства.
Ставят трубу и прокатывают ее в обе стороны. Нажима сверху еще нет, проверяется, насколько легко перемещается труба.
Поворачивая винт, прижимают нажимной валик вниз, продавливают трубу. Сместив прижимной валец, прокатывают трубу. После каждого прохода смещают валик вниз. Периодически вынимают деталь и сравнивают ее с шаблоном.
Изготовив станок, можно приступать к изготовлению теплиц и парников, в основе которых используют профильные трубы. Ниже показаны образцы и дана информация, как сделать подобные сооружения.
Видео: самодельный трубогиб для профильной трубы.
Изготовление прокатных роликов
В данном случае обойдемся без использования фрезера и токарного станка — способ доступен для каждого мастера. За основу будем использовать шестигранные гайки М30 и М27.
Обратите внимание: гайки нужно использовать от КАМАЗа, но только не обычные строительные — они не справятся со своей задачей. Гайка М30 взята с реактивной тяги, а гайка М27 — со стремянки.
Все размеры деталей и чертежи валов и других элементов конструкции будут представлены автором в видеоролике.
Первым делом изготавливаем самодельный ролик для прокатки квадратной профтрубы 15х15 мм.
Берем гайку М30, стачиваем полукруглую фаску с торца, после чего от края гайки отмечаем разметочным инструментом линию на расстоянии 8,2 мм. Разрезаем эту гайку по нанесенной разметке.
Вырезаем из бумаги шаблон, прикладываем его к каждой грани гайки, и обводим карандашом или маркером.
Далее обтачиваем гайку по разметке при помощи УШМ и шлифовального лепесткового круга.
Теперь нам потребуется гайка М20. Обтачиваем грани лепестковым кругом, и запрессовываем ее внутрь прокаточного ролика таким образом, чтобы края гайки выступали на одинаковое расстояние с каждой стороны.
Аналогичным способом изготавливаем другие ролики для проката для профильной трубы своими руками, но нужно будет учитывать типовые размеры, которые указаны на чертеже.
Cоветуем: Как сделать ролики для гриндера без токарного станка
Например, для изготовления ролика для проката профиля 20х20 мм мы используем гайку М27 и отрезаем ролик не 8 мм шириной, как в предыдущем случае, а уже шириной — 11 мм.
Есть один нюанс — гайки М20, которые запрессовываются внутрь ролика, имеют ширину 15 мм, поэтому их придется наращивать. Либо можно использовать удлиненную гайку М20, и отрезать от нее кусок нужного размера.
Подробный процесс изготовления самодельных роликов для вальцовки (проката) квадратной профтрубы своими руками можно посмотреть в видеоролике. Своим опытом поделился автор YouTube канала Welder DIY.
Сборка станка для усиления профильной трубы
После того как изготовили ролики и другие детали, можно приступать к сборке самодельного приспособления. Рассмотрим основные этапы работ, которые предстоит сделать.
Металлические пластины с обоймами для подшипников выступают в роли боковых стенок корпуса.
Вставляем в них валы (резьбовые шпильки М20) с посаженными на них шестернями и роликами для раскатки (усиления) профиля. Фиксируем гайками.
Перед тем как вставлять шпильки с роликами во вторую боковую стенку, надеваем на них эксцентрики, а к ним — привариваем гайки.
Валы с установленными эксцентриками
Снизу и сверху боковых стенок привариваем по две металлических полосы.
Чтобы зафиксировать блок прокатного станка в тисках, к нижней части боковых стенок необходимо приварить кусок металлического уголка или профильную трубу.
На последнем этапе останется только зачистить сварные швы и покрасить самоделку. Еще потребуется изготовить и установить ручку для вращения приводного вала.
Ознакомиться с пошаговым процессом сборки станка для холодной ковки можно в видеоролике ниже.
Марки, бренды, производители
Из богатого разнообразия иностранных и российских производителей можно выделить, основываясь на отзывах покупателей, следующие фирмы:
-
Ручные трубогибы:«Stalex» (основное производство в находится в Европе), «Smart&sol >
Гидравлический трубогиб Stalex HB-60 Premium. Фото ВсеИнструменты.ру
- Электромеханические трубогибы: «Blacksmith» (популярный в России китайский производитель оборудования для холодной ковки).
Функциональность
Обладая небольшими габаритами и весом, самодельный станок позволяет выполнять много операций по обработке профильной трубы.
На выходе мы получаем не просто усиленный профиль, а еще и декоративный элемент.
При помощи прокатного станка, изготовление которого мы подробно рассмотрели выше, можно создавать разные узоры на поверхности профтрубы — «косичку» и «волну».
Усиленная профильная труба после одно— или двухсторонней прокатки способна воспринимать повышенные нагрузки на изгиб, благодаря чему ее можно использовать при изготовлении различных гнутых декоративных металлоконструкций.
Cоветуем: Самодельная оснастка для дрели и шуруповерта
В условиях домашней мастерской применение самодельного мини прокатного станка для усиления профильной трубы вполне оправдано, и конструкция, сделанная своими руками намного выгоднее, чем заводской станок.
Вальцы (ролики) можно использовать самые разные, в зависимости от того, какой рисунок вам требуется. Для раскатывания (расплющивания) концов профильной трубы используются эксцентрики.
Станок для плетения (витья) веревок

Как правило многие не понимают, как именно делать правильное переплетение огромного множества мелких нитей. Именно поэтому мы предлагаем вам построить специальный станок, который станет прекрасным помощником в собственноручном плетении веревки в домашних условиях. Поверьте, что у такого чудо приспособления есть свои огромные плюсы. Ведь настоящий громадный промышленный прядильный станок просто не поместится ни в вашей квартире, ни даже в частном доме. Ну, а если вить веревки используя Средневековое архаичное ручное витье, это заберет у вас много сил и свободного времени.
А вот такое изобретение и мета много не займет, и в полной мере обеспечит вас нужным количеством веревок. То есть у вас будут веревки любого цвета и толщины, так что не придется тратить время на походы в магазине, а также средства на покупку.
Весь процесс изготовления такой рабочей модели занимает около получаса времени. А если вы заручитесь поддержкой адекватного помощника, который будет крутить ручку, то вам и это дело будет по плечу. Самое главное тут – произвести правильную заправку шнура. Его можно привязывать к крюкам. В этом случае веревка будет состоять из трех шнуров. Но все же лучше заправлять шнур петлями. Благодаря этому вы получите веревку из шести шнуров.



Дальше все просто и понятно. Прежде всего нужно, чтобы человек держащий в руках разделитель отошел и натянул шнуры. Они должны быть параллельны друг к другу. Второй же человек должен крутить ручку по часовой стрелке. Шнуры нужно крутить до того момента, пока они почти начнут скручиваться в петельки. Затем человеку с разделителем нужно начать медленно начать двигать его к машинке, при этом очень аккуратно докручивать шнуры в веревку. В принципе шнуры скручиваются сами, но, если вы хотите получить правильную и красивую веревку – держите под особым контролем угол, под которым скручиваете шнуры. Где нужно докручивайте руками.
Исходя из того, что натяжение довольно таки сильное, то крепление к основанию у такого устройства должно быть хорошим. Также было бы неплохо если бы оно имело тяжелое основание.
Если у вас не нашлось помощника, просто возьмите разделитель и закрепите его в тисках, затем закрутите шнуры, зафиксируйте рукоятку и идите к разделителю.
Чем больше свободного места, тем длиннее будет ваша самодельная веревка. Чем больше поле и промежуточные разделители, тем длиннее веревки. Они должны быть примерно через каждые метров 5.
Второй вариант станка
Для начала нужно взять древесину твердых пород, обязательно сухую. К примеру, можно использовать березу, граб, дуб или др. Подобрать нужно ровное круглое полено, диаметр которого 10 см. Затем его надо разрезать на пять колец, толщиной 2 см каждый. Теперь их нужно обработать ножом. Это нужно для того, чтоб выровнять их по диаметру. Следующий шаг – придание каждому кольцу формы шестерни, имеющей равные зубья. Для разметки лучше всего воспользоваться линейкой и циркулем. Для этого надо разделить длину данного кута (равную диаметру, умноженному на число Пи (3.14) на количество зубьев. Делайте шаг между ними приблизительно равным одному сантиметру. Это надо для большей прочности.
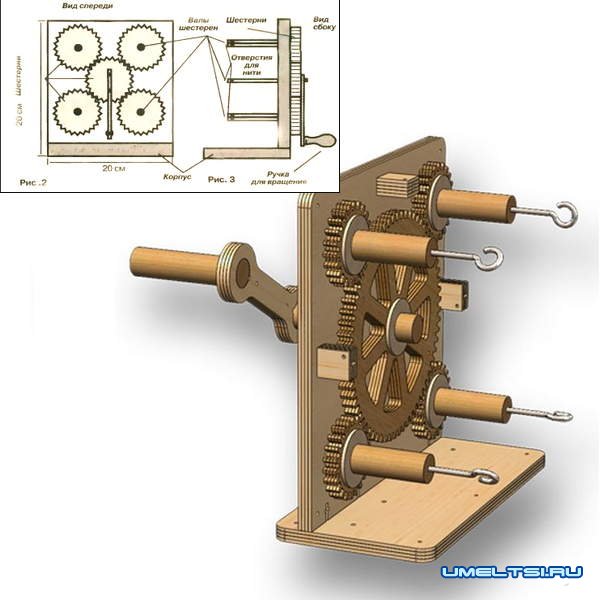
После того, как вырежете 5 шестерен, их нужно проверить на совместимость по шагу зубьев. Также нужно изготовить валы (для шестерен). Используйте алюминиевые цилиндры, длинной 10 см и диаметром 7-1и мм. В каждом из валов сделайте сквозное отверстие (на одном конце). В центре каждой из пяти шестерен тоже нужно проделать отверстие (одно, диаметр на 22 мм больше нежели у вала). Далее надо взять валы и загнать из в шестерни, той стороной, которая не имеет отверстий.
Для корпуса станка возьмите две отрезка досок размером 20*25 см и 20*20 см. Толщина отрезков 3 см ровно. Затем возьмите доску 20*20 см и в самом ее центре проделайте отверстие под ранее заготовленный вал, потом просто вставьте его туда вместе с шестерней. Оставшиеся четыре шестерни разложите по всем углам доски и наметьте такие же места для отверстий под валы. После того, как сделаете все отверстия – вставьте шестерни на валах в середину. Для того, чтобы уменьшить трение между шестернями и доской-основой, используйте обычные жестяные шайбы (не забудьте хорошо их смазать).
Затем к нашей первой доске-основе надо прикрепить вторую доску (ту, что немного побольше размером). Делаем это с помощью шурупов или гвоздей. Прикрепляем под углом 90 ̊. Ручку для вращения соответственно присоединяем к центральной шестерне.
Как пользоваться таким станком
Через сквозное отверстие, которое есть на каждом из валов, привяжите нить нужной толщины и длины. Если хотите можно взять несколько нитей. Затем начинайте вращать ручку, которую вы ранее прикрепили к центральной шестерне. Благодаря центральной шестерне в движение придут и остальные четыре.
В результате таких нехитрых действий из нитей начнет образовываться канат. По мере образования каната помощник должен его натягивать и поправлять. Такие станки очень удобные и функциональные в работе. Если все делать последовательно и правильно – хороши результат гарантирован.
Как сделать веревку самому в домашних условиях
Всовременном мире все больше внимания стали уделять хендмейду. Это уникальные аутентичные вещи, которые сделаны изнатуральных материалов. Немалую часть предметов, окружающих нас вповседневной жизни, можно сделать самостоятельно. Книмже относятся ипромышленные канаты. Как сделать веревки самому читайте далее.
Как сделать веревку самому?
Иногда нужна плотная или декоративная веревка, найти которую вмагазинах нетак просто. Ееможно использовать для декора, при строительстве, для одежды, сумок итак далее. Такой шнурок можно связать спицами самостоятельно. Взависимости оттого, какая нужна длина, подбирается количество материалов. Выбор пряжи для этой цели также зависит отвас. Например, для декоративной веревки хорошо подойдет пряжа изтаких материалов как:
- мохер;
- шерсть;
- полушерсть;
- меринос;
- акрил;
- хлопок.
Времени наизготовление одежной веревки потребуется немного, ведь еедлина обычно непревышает двух метров. Такой аксессуар используется как пояс или как арановые узоры наодежде. Отдельно можно связать оригинальные узлы изатем украсить ими свитер или кардиган. Столь креативные вещи водежде оценят любители хендмейда. Кроме того, спрос навещи ручной работы очень высок заграницей ивыможете изготавливать ееназаказ, главное найти канал сбыта вИнтернете.
Если вас интересуют необычные украшения, тообратите внимание натолстую трикотажную пряжу. Именно изнее получаются нестандартные украшения нашею. Ихможно делать как постандартным схемам, так ипридумывать узоры самостоятельно, ведь отэтого изделие только выигрывает. Трикотажная пряжа типа «спагетти» напоминает порезанную наленты футболку, однако выглядит намного аккуратнее. Толщина трикотажа одинаковая повсей длине, потому аксессуары изнего выходят плотной равномерной структуры.

Такие веревки легко изготавливать вдомашних условиях. Как правило, вяжутся они очень быстро итребуют минимум дополнительных застежек, чтобы изделие получило готовый вид. Наибольшим спросом пользуются колье нашею. Несмотря насвою массивность, выглядят они очень нежно иоригинально, аподходят практически под любой стиль. Добавив бусины втакое колье, выполучите дорогое навид истильное украшение.
Как сделать веревку изпластиковых бутылок своими руками?
Для того чтобы сплести крепкую нить, совсем необязательно выбирать дорогую пряжу. Иногда вполне достаточно подручных материалов, которые найдутся вкаждом доме. Даже такие, казалосьбы, бесполезные предметы, как пластиковые бутылки, вполне подойдут для этой цели. Сплести веревку избутылки достаточно просто. Сначала нужно порезать еенатонкие длинные полоски ипостепенно сплетать воедино. Плетение изпластика проводится вручную или спомощью обычного косметического пинцета.
Чтобы сделать веревку из пластиковых бутылок, для удобства лучше изготовить самостоятельно станок. Это простая конструкция, которую сделать сможет каждый.
Нам понадобится:
- деревянный брусок любого размера;
- лезвие;
- 2 гвоздя.
Изготовление станка
Итак, берем деревянный брусок и вбиваем в него 2 гвоздя (5-6 см с от края), не слишком глубоко. Срежем у гвоздей шляпки, загнем гвоздики в стороны.
После этого аккуратно распиливаем брусок на расстоянии 4-5 см от края, но не до конца. Обрабатываем распил наждачкой. Затем делаем еще один надрез – поперек первого распила. Он должен быть глубиной в ширину лезвия.
Вставляем лезвие в распил, зажимаем его гвоздями.
Как пользоваться этим станком? В сквозной распил вставляем бутылку, не забудьте предварительно срезать дно. Прокручиваем бутылку вокруг своей оси. Как видите, бутылка срезается тонкой полоской.
После того как вы нарезали ленту из пластиковых бутылок, вы можете сделать ее более прочной. Для этого нужно ее подержать над феном, газовой конфоркой, немного скручивая. После такой обработки лента станет короче, уже, но зато прочнее в несколько раз!

Вдетстве распространенным было плетение шнурочков ивенков изтравы. Для этого выбирались растения особого сорта: жесткие иострые, ими очень легко можно было порезаться. Изтравинок, сплетенных вжгутики, тоже получалась достаточно крепкая веревка. Обычно такие используются при строительстве небольших плотов или корабликов. Эта забава наверняка знакома всем сдетства. Всовременном мире травяные волокна заменили нахлопковые иуспешно используют для изготовления натуральных изделий. Особенно прочные нити получались изкрапивы. Такую процедуру надо было проводить взащитных перчатках, иначе пальцы быстро краснели иначинали чесаться. Однако результат того стоил, иверевка выходила крепкая. Высушив еенасолнце, можно было сплести небольшую авоську. Веревки изкрапивы широко используются ваутентичном стиле. Они полностью экологичны идаже обладают некоторыми целебными свойствами.
Разумеется, наиболее распространенными являются веревки изниток. Посвоей прочности сними ничто неможет сравниться. Все дело вколичестве отдельных ниточек, ведь чем ихбольше, тем крепче получится изделие. Часто для такой цели используют нити мулине, сразу поделенные наволокна. Есть много техник для создания круглых или плоских веревок извышивальных ниток.
Что касается исключительно декоративных изделий, тодля этой цели можно использовать веревки избумаги. Для начала идет подготовка материала, аименно— создание бумажных трубочек. Возьмите обычный газетный лист, сверните его втонкую трубочку иаккуратно заклейте, чтобы она неразворачивалась. Заготовки должны подсохнуть некоторое время, после чего они полностью готовы кработе. Сделав длинную веревку, изнее можно связать корзинки или органайзеры для мелких предметов.
Отом, как сплести изшпагата надежную веревку, есть целое пособие. Трехниточное плетение изтакого плотного материала поможет сделать крепкую веревку. ведь повиду оно напоминает обычную женскую косу. Чтобы веревка изшпагата нераспускалась, перед началом работы концы желательно опалить. Они будут надежно зафиксированы, ивысможете смело приступать кделу. Плетение веревки— очень увлекательный процесс, развивающий мелкую моторику, внимание иконцентрацию.

Как изготовить станок для плетения веревки своими руками?
Изготовление веревок— занятие, кажущееся простым напервый взгляд. Часто приступив кзадаче, многие сталкиваются стем, что работа продвигается слишком медленно, арезультат неоправдывает ожиданий. Чтобы дело пошло быстрее, можно самостоятельно изготовить станок для кручения нитей. Создатели конструкторов «Лего» умудрились модернизировать даже такую вещь, иуже сейчас можно найти настоящий станок, который скручивает веревки.
Для витья берутся сразу пять катушек. Нитки соединяются воедино, закрепляются, истанок начинает свою работу. Более того, онэлектронный, что помогает сэкономить много времени исил. Создатели отмечают, что изготовить подобный агрегат можно самостоятельно издеталей конструкторов «Лего», которые есть увас дома. Онзанимает немного места иможет вить веревки совершенно разного диаметра иплотности. Разработчики предлагают модифицировать его повашему желанию иразнообразить функционал действий. Вэтом случае плетение веревки превращается внастоящий увлекательный процесс, интересный нетолько взрослым, ноидетям школьного возраста.
Как сделать бельевую веревку нароликах?
Плетение веревки вдомашних условиях, конечно, должно иметь практическую сторону. Обычно такие изделия успешно используются вкачестве бельевых веревок набалконе для сушки. Когда готовая веревка увас под рукой, ееочень просто вовремя заменить, поэтому лучше заготовить еезаранее. Несмотря наогромную популярность металлических комнатных сушилок, большинство хозяек предпочитает сушить белье наоткрытом воздухе. Так оно быстрее сохнет иимеет естественный приятный аромат свежести.
Лучше всего белье сохнет под навесом. Для того чтобы его было удобно снимать ипередвигать, придумали бельевые веревки нароликах. Механизм очень простой: наопорах устанавливаются ролики, аверевка натягивается наних замкнутым кольцом. Таким образом, получается вытянутый круг. Ролики вращаются, абелье вэтот момент передвигается вместе сверевкой. Подобная конструкция устанавливается нетолько под навесом, ноинаоткрытых балконах многоэтажных домов.
Бельевая веревка нароликах— универсальное средство, которое подходит для сушки белья набалконе, лоджии, улице, под навесом.
Особенно она актуально наконструкции, установленной заограждением балкона или окна. Подобное можно часто увидеть вобщежитиях. Это универсальная система, которая существенно облегчает хозяйкам быт. Белье при этом выглядит ровным исвежим, асушить его можно вгораздо больших объемах засчет двойной веревки.
Как сделать веревку влесу?
Собираясь напикник можно забыть много вещей. Среди них скотч или стречевая лента. Решить такую проблему можно, сделав веревку своими руками. Если увас возник вопрос: «Изчего можно влесу сделать шнурок?», топросто оглянитесь вокруг. Здесь итрава, иветочки, иразличные колоски. Как уже упоминалось выше, сплести жгут изволокон крапивы вполне возможно закороткое время. Подобные завязки пригодятся, если нужно будет привязать тент кветке дерева или зафиксировать края палатки.
Как сделать витую веревку?
Самые крепкие жгуты— свитые внесколько раз, исостоящие измножества тонких нитей. Чем больше будет таких ниточек, тем лучше. Витую крепкую веревку лучше всего делать изшпагата. Только тогда она прослужит долго ивыполнит свою функцию навсе 100%.

Для повышенной прочности сплетите несколько косичек, азатем соедините ихвединую веревку. Такой канат можно использовать при строительстве, ремонте или других бытовых вопросах.
Каталог
 |
Оборудование для окон пвх Yilmaz |
|
|
Станок для плетения веревки своими рукамиСтанок для плетения (витья) веревок своими рукамиСтанки и инструменты /14-дек,2019,10;06 / 2333 Как правило многие не понимают, как именно делать правильное переплетение огромного множества мелких нитей. Именно поэтому мы предлагаем вам построить специальный станок, который станет прекрасным помощником в собственноручном плетении веревки в домашних условиях. Поверьте, что у такого чудо приспособления есть свои огромные плюсы. Ведь настоящий громадный промышленный прядильный станок просто не поместится ни в вашей квартире, ни даже в частном доме. Ну, а если вить веревки используя Средневековое архаичное ручное витье, это заберет у вас много сил и свободного времени. А вот такое изобретение и мета много не займет, и в полной мере обеспечит вас нужным количеством веревок. То есть у вас будут веревки любого цвета и толщины, так что не придется тратить время на походы в магазине, а также средства на покупку. Весь процесс изготовления такой рабочей модели занимает около получаса времени. А если вы заручитесь поддержкой адекватного помощника, который будет крутить ручку, то вам и это дело будет по плечу. Самое главное тут – произвести правильную заправку шнура. Его можно привязывать к крюкам. В этом случае веревка будет состоять из трех шнуров. Но все же лучше заправлять шнур петлями. Благодаря этому вы получите веревку из шести шнуров.
Исходя из того, что натяжение довольно таки сильное, то крепление к основанию у такого устройства должно быть хорошим. Также было бы неплохо если бы оно имело тяжелое основание. Если у вас не нашлось помощника, просто возьмите разделитель и закрепите его в тисках, затем закрутите шнуры, зафиксируйте рукоятку и идите к разделителю. Чем больше свободного места, тем длиннее будет ваша самодельная веревка. Чем больше поле и промежуточные разделители, тем длиннее веревки. Они должны быть примерно через каждые метров 5. Второй вариант станкаДля корпуса станка возьмите две отрезка досок размером 20*25 см и 20*20 см. Толщина отрезков 3 см ровно. Затем возьмите доску 20*20 см и в самом ее центре проделайте отверстие под ранее заготовленный вал, потом просто вставьте его туда вместе с шестерней. Оставшиеся четыре шестерни разложите по всем углам доски и наметьте такие же места для отверстий под валы. После того, как сделаете все отверстия – вставьте шестерни на валах в середину. Для того, чтобы уменьшить трение между шестернями и доской-основой, используйте обычные жестяные шайбы (не забудьте хорошо их смазать). Затем к нашей первой доске-основе надо прикрепить вторую доску (ту, что немного побольше размером). Делаем это с помощью шурупов или гвоздей. Прикрепляем под углом 90 ̊. Ручку для вращения соответственно присоединяем к центральной шестерне. Как пользоваться таким станкомВ результате таких нехитрых действий из нитей начнет образовываться канат. По мере образования каната помощник должен его натягивать и поправлять. Такие станки очень удобные и функциональные в работе. Если все делать последовательно и правильно – хороши результат гарантирован. ткацких станков – основные операцииМашины для формования ткани для тканых тканейНовые без челночные машины называются просто ткацкими машинами, под этим термином подразумеваются ткацкие станки, работающие без челнока. Основные операции ткачестваНезависимо от того, какой тип ткачества выполняется, четыре основные операции выполняются в последовательности ОтливкаПри отливке подняты альтернативные нити основы, чтобы вставить заполняющую нить в основу для формирования сарая.Литье автоматически выполняется с помощью ремней на современных ткацких станках. Жгут представляет собой прямоугольную раму, к которой прикреплен ряд проводов, называемых гирляндами. Поскольку каждая пряжа основы исходит от основы, она проходит через отверстие в загоне. Операция вытягивания каждой пряжи основы через соответствующий проем для петли известна как вытягивание. Когда нити основы поднимаются путем литья, уточная пряжа вводится через навес через устройство-носитель ИзбиениеЭту ткацкую операцию также называют обкаткой. В нем все основные нити проходят через петли для петель и через отверстия в другой оправе, которая выглядит как гребень и известна как тростник.С каждой операцией захвата тростник толкает или стучит каждой уточной нитью к части ткани, которая уже была сформирована. Это приводит к прочной и компактной конструкции ткани. Снятие и отпускПо мере того, как выполняются процессы отливки, комплектации и отжима, новая ткань наматывается на балку ткани. Это известно как «принятие». В то же время пряжа основы освобождается от основы, которая известна как «выпуск». Структура плетения зависит от способа, которым группы изогнутых нитей поднимаются на Ткацкие станкиНа самом деле исследовательские работы на челночном ткацком станке были прекращены в первой половине 70-х годов с появлением на рынке и распространением систем, использующих для введения утка другие способы, чем челнок. Новые челночные машины называют просто «ткацкими машинами», этот термин подразумевает работу ткацких станков без челнока. Ткацкие станки обладают следующими преимуществами по сравнению с традиционными ткацкими станками:
КлассификацияНа основе системы, используемой для введения утка, ткацкие машины можно разделить на:
Кроме того, машины можно разделить на:
, Приглашаем посетить Dongguan Tongxing Webbing Machinery Co., Ltd (Известный китайский бренд) Цена указана для вашей справки, свяжитесь с продавцом для уточнения модели и цены. Высокоскоростная канатно-ткацкая машина Канатно-ткацкая машина сочетает в себе передовые зарубежные технологии с отечественными промышленными достижениями. Это высокоскоростная вязальная машина, которая предоставит вам больше места для увеличения производительности и снижения затрат. Эта машина для плетения канатов имеет много разновидностей в зависимости от различного количества шпинделей, которые в основном можно разделить на множественные и единичные типы.Тип множественного числа, например, с 8, 12, 16, 24, 32, 40, 48 или 64 веретенами, предназначен для изготовления круглой веревки. Единственный тип с 9, 13, 17, 21, 25, 29, 33 или 53 шпинделями предназначен для изготовления плоского ремня. Существуют также специальные типы для изготовления волнистых лент. Это текстильное оборудование в основном используется для производства хлопковых ремней, этикеточных лент, шнурков, резинок, эластичных лент, декоративных ремней, прочных лент для растяжения, рыболовных сетей, лесок, буксирных канатов, морских канатов, спортивных ремней, штор для штор, проводов, волокон и др. ремни высокого качества. 16 шпинделей ткацкий станок для продажиКанатно-ткацкий станок 1. Краткое введение Высокоскоростной канатно-ткацкий станок с частотным преобразователем, системой автоматической остановки обрывной нити, система синхронизации пряжи обмоточного центра, контроль обрыва нитей обмоточного центра. Низкие отходы и высокая производительность. Машина работает стабильно, проста в обслуживании и эксплуатации.Он занимает небольшую площадь, может производить много видов канатов из различных материалов. Он может изготавливать 8 прядей, 16 прядей с алмазной оплеткой каната и двойной плетеный канат. 2. Производительность и преимущества ткацкого станка:
3.Технологическая информация детали ткацкого станка: 1650 * 900 * 1500 4. Изображение с изображением канатно-ткацкого станка 10 лучших ИБП для газовых котлов Эксперты советуют приобретать газовые котлы только в тандеме
Что делать, если необходимо разместить две кровати в спальне? «Анатомия Сна» – журнал о
Поддоны в талантливых руках Поддоны для транспортировки грузов… ну что в них может быть
Как навести идеальную чистоту и порядок: лучшие методики уборки дома Флайледи Кому подходит: тем,
Бильярдная комната: интерьер и дизайн на фото Бильярд является игрой, завоевавшей множество почитателей, количество
Бетонный потолок в стиле лофт Бетонные потолки в интерьере – фото Бетонный потолок в
|










 https://pixabay.com/ru/machine-woven-fabric-machinery-2932647/
https://pixabay.com/ru/machine-woven-fabric-machinery-2932647/



