Оборудование для производства пеллет, брикетов в Москве
- Линия по производству Пеллет
- Линия производства пеллет
- Измельчитель отходов
- Утилизация мусора
Линия по производству пеллет из мусорной древисины

 “ТИСКОНД” АО | Москва
“ТИСКОНД” АО | Москва
Оборудование предназначено для измельчения деревянной тары, ящиков, деревянных поддонов (паллет) в щепу, а затем в муку, После получения древесной муки, происходит гранулирование сырья в пеллеты. .
Оборудование для изготовления топливных брикетов

Изготавливаем пресс для производства топливных брикетов Пиникей. Варианты производительности: Один пресс. а) 1000 кг час. б) 1500 кг час. Два спаренных. в) 2000 кг час. г) 3000 кг .
Пресс для производства топливных брикетов Пиникей 3т в час

Комплектность: Пресс шнековый 2 шт. Шнек подачи 2 шт. Бункер накопитель 1 шт. Транспортер винтовой 1 шт. Пульт управления 2 шт. Технические характеристики: Установленная мощность, .
Под заказ / Опт и розница
Оборудование для производства топливных брикетов

Изготавливаем оборудование для производства топливных брикетов. Преимущества: 1 Производительность одного пресса может достигать 2000 кг час. 2 Шнеков хватает от 50 до 100т до восстановления. 3 .
Установки для производства топливных брикетов

Установки для производства топливных брикетов Пиникей. Производительность оборудования от 1000 до 1500 кг час. Прессует как опилку так и щепу. Надежность линии выше конкурентов более чем .
Под заказ / Опт и розница
Брикетировочные прессы в Москве

Прессы для получения топливных брикетов, производительность от 30 до 800 кг/час. Брикеты прямоугольной и циллиндрической формы. Сертификат СЕ ISO 9001 Топливные брикеты оборудование, Оборудование .
Линия по производству пеллет

Компания Гонконг Тайсинь предлагает к поставке линию по производству топливных древесных пеллет из Китая. Производительность линий 500 кг/час, 1000 кг/час, 1500 кг/час. Компания Гонконг Тайсинь .
Под заказ / Опт и розница
Гранулятор опила

Грануляторы серии Тайга – это специализированные грануляторы, которые способны превратить в гранулу не только опил хвойных пород, а так же ольху и даже бук! Исходное сырье должно иметь влажность .
Пресс брикетировочный, для опилок, стружки, семян, соломы, макулатуры

ПКФ «Техно-Т» (г.Нижин Черниговской области Украины) производит и предлагает пресс-брикетировочный В-80, который предназначен для производства топливных брикетов из опилок древесины мягких и .
Гранулятор ОГМ 1,5

Гранулятор ОГМ 1.5 – предназначен для переработки растительных отходов древесной промышленности и сельскохозяйственной деятельности. Данная модель обеспечивает переработку всех видов растительных .
1 500 000 руб./шт.
В наличии / Опт и розница
Оборудование для брикетирования

Содружество ООО | Доставка в Москву
Продаем оборудование для брикетирования Наше предприятие изготавливает оборудование для производства угольных брикетов без добавления связующих веществ. Комплектация оборудования зависит от .
Фасовочная линия для древесного угля продам

HUZAp | Доставка в Москву
Продается автоматизированная фасовочная линия для древесного угля пр-ва HUZAP Германия. Включает в себя подающей бункер и транспортер, весы-дозатор, мешкозашивочную машину, отводящий транспортер. .
Продаем оборудование для производства брикетов

Оборудование для производства брикетов, в комплект входит тепло генератор, аэродинам. сушилка, бункер для сбора опилок, пресс(искандер), трубопроводы и шнеки. Данные древесные брикеты используются .
Пеллетная линия производительностью до 15т/час

“ПАРВА-строй” ООО | Доставка в Москву
Поставка пеллетных линий различной производительности от 1 т/час до 15 т/час с комплектом зап. частей на год работы от китайского концерна “LIDA”, Используемое сырье: отходы лесоразработок, .
39 500 000 руб./шт.
Под заказ / Розница
Гранулятор опила

Грануляторы серии Тайга – это специализированные грануляторы, которые способны превратить в гранулу не только опил хвойных пород, а так же ольху и даже бук! Исходное сырье должно иметь влажность .
Гранулятор опила

“Красноярский Завод Сельхоз Техники” ООО | Доставка в Москву
Грануляторы серии Тайга – это специализированные грануляторы, которые способны превратить в гранулу не только опил хвойных пород, а так же ольху и даже бук! Исходное сырье должно иметь влажность .
Производство пеллет

Усова Ю. А. ИП | Доставка в Москву
Наша компания запустила собственное производство линий по производству пеллет основным сырьем для которых является : опил , стружка, щепа , торф и другие материалы . У нас вы можете заказать .
Молотковый измельчитель ДМ-18,5 – от Производителя

“ЛесАгроМаш” Производственное Объединение ООО | Доставка в Москву
Молотковый измельчитель ДМ-18,5 по Цене Производителя! Регулировка, устройство, настройка и назначение молоткового измельчителя ДМ-18,5. Стационарные мини-дробилки (измельчители) ДМ молоткового .
В наличии / Опт и розница
Оборудование для производства древесных гранул, пеллет, брикетов

“Черноморский Торговый Дом” ООО | Доставка в Москву
Изготавливаем и поставляем надёжные современные линии гранулирования топливных гранул из различного вида сырья, разработанные по индивидуальным требованиям клиентов. Индивидуальный подход к каждому .
Оборудование, сырье и бизнес-план по производству топливных брикетов
Переработка древесины и других отходов в наши дни является широко распространенным и прибыльным экологическим бизнесом. В связи с этим, в погоне за полной переработкой отходов сельхозпредприятий и всевозможных изделий из дерева, люди придумывают все более модернизированные и усовершенствованные способы изготовления вторсырья и полезных предметов из них. Одним из таких видов стало производство евродров.
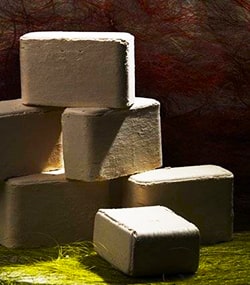
Евродрова — это экологичные топливные брикеты, чаще всего сделанные из опилок, щепок или мелкой стружки, которые являются отходами деревообработки. Так же они могут быть сделаны из остатков растений сельскохозяйственной промышленности, угольной пыли и других видов производственных отходов.
В европейских странах такие брикеты уже давно пользуются большим спросом, так как повсеместно используются как населением для отопления, так и крупными предприятиями на различных заводах и фабриках в качестве недорогого экологичного топлива. В России популярность использование дров из растительных отходов только возрастает, и в то же время топливная продукция начинает активно экспортироваться заграницу.
Производство топливных брикетов представляет собой модернизированный технологический процесс. При высоком давлении и определенной температуре частицы сырья склеиваются между собой в ходе физических и химических реакций, образуя таким способом спрессованные прямоугольные или циллиндрические бруски, либо брикеты многогранной формы. Полученные брикеты по теплоотдаче ничем не уступают обыкновенным дровам из лиственных, либо хвойных видов деревьев.
- Виды брикетов
- По форме
- Брикеты RUF
- Брикеты Nestro
- Брикеты Pini&Kay
- По составу
- Производство брикетов
- Этапы изготовления
- Оборудование для изготовления
- Преимущества брикетов
Виды брикетов
Евродрова различаются как по внешнему виду, так и по составу. Создаются экологичные дрова трех видов стандартных форм.
По форме
В зависимости от формы и давления пресса, с помощью которого их изготавливали.
Брикеты RUF

Прямоугольные «RUF». Для их спрессовывания применяют гидропрессы с давлением от 350 до 400 бар. Прямоугольная форма брикетов, напоминающая кирпич, упрощает их транспортировку и долгосрочное хранение.
Брикеты Nestro

Цилиндрические «NESTRO». При их формировании используются ударно-механические и гидравлические прессы, в которых давление доходит до 600 бар. Такие топливные пеллеты обладают низкой влагоустойчивостью.
Брикеты Pini&Kay

Многогранные (экструдированные) «Pini&Kay». Этот вид отличают радиальные отверстия в центре и характерный темный цвет; изготавливаются при высокой температуре до 200-300 С и давлении механического пресса до 1100 бар. Характеризуются высокой устойчивостью к влаге и механическим воздействиям.
По составу
По составу топливные брикеты так же разделяются на несколько видов:
- Древесные. Сырьем для них становятся все отходы переработки древесных изделий: стружка, щепки, опилки, кора, горбыль.
- Из отходов агропромышленного хозяйства. Шелуха злаков, отходы кукурузы и подсолнечника, торф, древесный уголь – все это превращается в сырье для евродров. Отличаются не такой высокой теплоотдачей, как другие виды.
- Угольные. Брикеты из угольной пыли являются самыми лучшими по теплоотдаче.
Производство брикетов
Сырьем для изготовления брикетов становятся всевозможные виды отходов сельхозпредприятий, деревообработки, мебельного производства и других промышленных отраслей, где используют древесину и растения. Технология производства топливных брикетов из опилок делает возможным для создания одного кубометра готового продукта расходовать до четырех кубометров отходов, что положительно влияет на окружающую среду. Компании, которые изготавливают экологичные дрова, избавляют планету от огромного количества мусора.
Расходы на сырье для брикетирования варьируются в зависимости от его вида и качества, а также от региона, из которого его доставляют. Качество поставляемого сырья является одним из главных факторов успешности производства экологичного чистого топлива. Важно иметь надежных поставщиков, которые по законам и правилам обеспечивают экологическую безопасность на своем производстве. Такими поставщиками становятся многочисленные агрокомплексы и фермы, деревообрабатывающие предприятия и лесопилки.

Технология производства экологичного топлива делится на несколько этапов. На каждом из них задействуется специальное оборудование, и соблюдаются установленные нормы температуры и давления. Но главным элементом при создании брикетов становится связывающее вещество. Соединительные компоненты в процессе производства оплавляются и связывают между собой фракции сырья.
Отходы древесины лиственных деревьев не нуждаются в добавлении соединительных компонентов, потому что в них итак содержится смола, которая становится связующим элементом во время нагрева. Сельскохозяйственные отходы, напротив, требуют дополнительных веществ, таких как лигнин. Лигнин считается базовым компонентом в топливных брикетах. По составу он экологичен, так как получается только из остатков частей растений.
Производство экологичных дров начинается с подготовки аппарата для сушки и установления нужной температуры внутри вентилятора. После чего идет погрузка бункера со шнековым питанием, подающий материал в сушильную камеру. Влага устраняется воздушными потоками, поэтому в атмосферу выходит только обычный пар. Никаких вредных веществ при сушке материала не выделяется, именно поэтому изготовление топливных брикетов называется экологичным.

Этапы изготовления
Основные этапы изготовления:
- Измельчение/дробление сырья до фракции не более 3мм. Отходы измельчаются в рубильной машине. Вращающийся барабан аппарата, оснащенный острыми ножами, измельчает щепки и отделяет более крупные из них для повторного измельчения до необходимых размеров.
- Сушка. Тепло-генератор осуществляет сушку фракций горячим воздухом. Количество влаги в сырье не должно превышать 15%.
- Брикетирование. В экструдере начинается линия брикетирования древесных отходов, и не только. Подготовленная смесь поступает на опрессовывание. В условиях высокого давления и при особой температуре сырье выдавливается из экструдера и нарезается на отдельные брикеты.
- Упаковка. Происходит герметичная упаковка брикетов, после чего их отправляют на склад.
Оборудование для изготовления
Основным оборудованием для изготовления топливных брикетов являются экструдер и пресс.
Экструдер – это машина, которая размягчает/плавит материалы и придает им нужную форму путем выдавливания спрессованной массы через фильеру. Состоит станок из нескольких основных фрагментов: корпуса с нагревательным элементом, основного шнека и экструзионной головки для создания брикетов определенной формы на выходе из машины.
Пресс представляет собой аппарат для сдавливания подготовленной смеси фракций до высокой плотности и эргономичной консистенции. Спрессовывание позволяет формировать максимально компактные и подходящие для долгого хранения и использования брикеты.
Можно выделить несколько типов пресса:
- Ручной пресс для брикетов. Это несложная металлоконструкция, включающая в себя пресс-форму, опорную часть, поршень и рукоять. Данный вид пресса имеет легкий вес и удобен в транспортировке.
- Гидравлический пресс. Гидравлический пресс включает в себя поршневой насос с регулируемой производительностью, электродвигатель и бак с гидравлическим маслом. Используется только в помещениях с поддержанием плюсовой температуры.
- Ударно-механический пресс. Формирует брикеты по принципу ударной экструзии. Поршень пресса размещен горизонтально внутри цилиндрического насоса.

Преимущества брикетов
Задаваясь вопросом, какой вид топлива выбрать для приобретения или производства, следует сравнить рынок цен и характеристики материалов. Топливные брикеты в двадцать первом веке в разы превосходят другие горючие источники энергии за счет ряда преимуществ:
- высокая плотность и низкая влажность позволяют достигнуть выделения тепла 5 кВт в час
- равномерное горение при минимуме дыма
- низкий процент золы при полном сгорании (> 10%)
- стоимость брикетов получается выгоднее, чем стоимость пеллетов и угля
- затраты на производство так же ниже, чем затраты на производство других материалов
- лучшая альтернатива остальным видам горючего топлива без изменения печи
- экологичность
- удобны для хранения и транспортировки
Использование евродров из вторсырья стало значимым шагом как для окружающей среды, так и для современных бизнесменов. За альтернативными видами топлива стоит будущее, поэтому конкуренция по производству топливных брикетов возрастает с каждым днем. Даже в домашних условиях люди стараются извлечь выгоду из отходов и изготавливают самодельные брикеты. Отдавая предпочтение экологичным материалам, каждый делает значимый вклад в чистое будущее.
Варианты станков для изготовления топливных брикетов
Современные технологии проявляют себя там, где, казалось бы, ничего нового не придумаешь. Примером тому являются топливные брикеты или, как их еще называют, евродрова. Это та же древесина, но за счет спецобработки получившая новые свойства, позволяющие ей сгорать с большей эффективностью.
Для их создания не требуются космические технологии – простейший станок для изготовления топливных брикетов представляет собой пресс. Поэтому наладить получение современного топлива с некоторыми свойствами, улучшенными по сравнению с обычными дровами, можно и своими руками.
![]()
- Чем хороши брикеты
- Изготовление промышленным способом
- Метод прессования
- Метод экструзии
- Брикетирование своими руками – за и против
- Плюсы
- Минусы
- Домашние связующие материалы
- Самодельный станок
- Ручной пресс
- Измельчители
- Станок с использованием готовых механизмов
Чем хороши брикеты
Топливный брикет – измельченная древесина и древесные отходы, спрессованные в форму, удобную для транспортировки и хранения.
![]()
В результате обработки на станках прессованием под высоким давлением готовые брикеты приобретают новые качества. Их применение вместо обычных дров в печах, каминах и дровяных котлах дает следующие преимущества:
- повышенная температура горения и, соответственно, лучшая теплоотдача;
- большая плотность брикетов приводит к более длительному горению одинакового объема;
- уменьшенное образование сажи и зольных остатков;
- брикеты выпускаются различной формы – короткие цилиндры, прямоугольные кирпичи. Но в любом случае они удобны для хранения и переноски.
![]()
Если сравнивать с обычными дровами, то ни по одному параметру евродрова не будут хуже. К недостаткам можно отнести то, что по внешнему виду брикета не всегда можно определить конкретную древесину, из которой он изготовлен. И если, например, требуется именно березовый брикет, то приходится положиться на добросовестность производителя.
Изготовление промышленным способом
Первым этапом при получении топливных брикетов в промышленных условиях является измельчение материала на специальных станках. Зачастую сырьем для изготовления брикетов служат отходы деревообработки – стружки, опилки, щепки. Крупные куски дерева измельчаются до состояния опилок размером не более 4 мм.
![]()
Затем происходит тщательная сушка древесины. Удельная влажность материала доводится до 10% и даже меньше. Чем суше древесина для последующего брикетирования, тем лучше качество готового топлива.
Завершающий этап – получение самих топливных брикетов. Для этого подготовленное сырье подвергают мощному давлению. Происходит повышение температуры, а из древесной массы выделяется клейкий компонент – лигнин. При большом давлении и в присутствии связующего лигнина древесная масса формируется в единый твердый брикет.
![]()
Плотность такого продукта превышает плотность природной древесины в 1,5-2 раза, что обеспечивает брикетному топливу повышенную теплоотдачу и увеличивает длительность горения. При промышленном производстве евродров различают два способа сдавливания.
Метод прессования
В случае прессования исходное сырье подвергается давлению в подготовленных формах с помощью гидравлического пресса. Типовая величина давления в станке для прессовочного производства топливных брикетов составляет 300-600 атмосфер. На выходе получаются брикеты в виде прямоугольных кирпичей или коротких цилиндров, в зависимости от формы, в которой они прессуются.
![]()
Метод экструзии
При этом методе происходит постоянное выдавливание древесной массы из выходного отверстия рабочего канала. Сырье загружается в бункер, оттуда подается в рабочий канал, где дополнительно разогревается. Канал выполнен в виде конуса, сужающегося к выходу. Подача сырья из бункера и его сдавливание в рабочем канале производится на станке шнековым винтом. Подобный пресс на основе шнека обеспечивает давление на сырьевую массу до 1000 атмосфер. Выходящая из экструзионной установки спрессованная «колбаска» охлаждается и нарезается на стержни нужного размера.
![]()
Брикетирование своими руками – за и против
Самостоятельно сделать пресс и наладить производство топливных брикетов возможно. Но это требует материальных затрат, физических усилий и времени. Надо учитывать и то, что достичь качества евродров, выпускаемых в заводских условиях, вряд ли получится. Конечно, можно приобрести станок, мало уступающий производственному, но затраты на приобретение будут колоссальными.
![]()
Необходимо хорошо представлять, для чего требуется собственное производство, какие есть для этого условия и какие предстоят затраты. Может быть, и не стоит отказываться от обычных дров или лучше закупать для отопления уже готовые брикеты.
Плюсы
Положительные стороны домашнего изготовления состоят в следующем. Собственные топливные брикеты не дадут качества горения, как у покупных, но будут эффективнее дров.
![]()
Если есть возможность получения большого количества древесных отходов – опилок, мелких обрезков, стружки, коры, – то из них выгоднее сделать спрессованные дрова. Опилки и стружка в чистом виде малопригодны для горения, а после обработки на станке для прессовки опилок из них выходит хорошее топливо.
![]()
Можно пустить в дело не только дровяные, но и любые другие горючие отходы – солому, сухие листья, бумагу, картон. По отдельности из них горючий материал – никакой, а в брикетах будет толк. Брикетированное топливо удобно для складирования и для загрузки в топку.
Минусы
Но есть и недостатки, о которых следует помнить. Попытки улучшить качество самодельных евродров могут привести к тому, что будет покупаться дорогостоящее оборудование или постоянно дополняться существующее. В итоге окажется, что выпуск собственных брикетов не оправдает затраты.
![]()
Самодельным топливным брикетам требуется место для качественной сушки. Просушивание на солнце не всегда оправданно. Требуется просторное сухое помещение. Хранить самодельные брикеты тоже надо так, чтобы они не впитывали влагу.
Домашние связующие материалы
На самодельных станках добиться давления, при котором из древесной массы выделяется лигнин, практически невозможно. Поэтому в сырье для самостоятельного брикетирования обязательно надо добавлять материалы, которые помогут связать, склеить сырье в монолитный брикет. Чаще всего для этих целей используют:
- глину. Объемная пропорция 1 к 10 древесного сырья;
- клей. Годится любой, но, естественно, лучше брать самый дешевый;
- измельченную бумагу или картон. Помимо того что это тоже горючий материал, в бумаге содержится лигнин. А бумажный лигнин свои клейкие свойства проявляет при замачивании. Правда, потом понадобится дополнительное время на просушку брикетов, содержащих бумагу.
![]()
Чтобы связующие добавки в полной мере проявили свои свойства, их надо тщательно перемешивать с горючим сырьем, а потом эту смесь замачивать в воде.
Обратите внимание! При промышленном производстве сырье перед прессовкой тщательно высушивают, а при самодельном – тщательно замачивают.
В этом основное отличие домашнего изготовления. Сушат топливные брикеты уже после прессовки, чтобы они затвердели, держали форму и хорошо горели.
Самодельный станок
Встречаются сведения об изготовлении в домашних условиях самодельных шнековых экструзионных установок. Но даже создатели таких эффективных станков для производства топливных брикетов отмечают, что устройства требуют качественных материалов и использования электродвигателя. Гораздо легче сделать вместо сложного станка обычный пресс.
![]()
Ручной пресс
Прессы, использующие только ручные усилия, бывают двух видов – винтовые и рычажные. В винтовых вариантах шток, сдавливающий сырьевую массу, перемещается накручиванием винта. В рычажных прессах давление создается собственными мускульными усилиями, используя длину рычага. На винтовой установке достигается большее давление и качество топливных брикетов становится лучше. Но закручивание и откручивание винта требует времени, поэтому производительность невелика. Рычажные прессы работают быстрее. Нужно только продумать способ или механизм выталкивания готового брикета из прессовочной формы. В этой же форме должны быть отверстия для выхода воды при сдавливании, поскольку при ручном производстве сырье замачивается.
![]()
Измельчители
Важным этапом в производстве брикетов является измельчение древесного сырья. Конечно, можно делать это вручную, с применением простейших резаков. Но эффективнее будет механизировать этот процесс. Подойдет роторный станок, применяемый для измельчения растительной массы при производстве удобрений в домашних условиях. Умельцы применяют для этих целей и старые стиральные машины активаторного типа. На активаторе крепятся ножи, измельчающие загруженное сырье.
![]()
Станок с использованием готовых механизмов
Усовершенствовать ручной станок можно, снабдив его готовым гидравлическим домкратом или покупным гидравлическим прессом. Потребуются также материалы для крепления механизма и изготовления других элементов конструкции. Форма матрицы, в которой будет прессоваться сырье, может быть круглой или прямоугольной. Для круглых форм можно использовать стальные трубы нужного диаметра.
![]()
Основание станка для изготовления топливных брикетов сваривается из швеллеров. Для стоек подходят уголки размером 100 х 100.
Для формовочной матрицы берется толстостенная труба. Диаметр подбирается исходя из желаемых размеров готовых изделий. В трубе равномерно высверливаются несколько отверстий диаметром 4-5 мм для выхода воды при сжатии.
Матрица оборудуется съемным дном, необходимым для извлечения готовых брикетов. Но есть более перспективный вариант: дно приваривается к матрице намертво, а с внутренней стороны крепится пружина с диском чуть меньшего диаметра. При прессовке пружина сжимается, а после отведения штока – разжимается, выталкивая диском спрессованный продукт.
Для штока подойдет труба миллиметров 30 в диаметре. К ней приваривается пуансон, свободно входящий в матрицу. Другой конец штока крепится к гидравлическому механизму.
![]()
Перед загрузкой в матрицу древесную массу желательно хорошо перемешать. Барабан для перемешивания можно сделать из листовой стали или взять готовый от стиральной машины. Закрепляется барабан на стойках.
Подающий лоток, по которому сырье из барабана загружается в матрицу, тоже делается из стального листа.
![]()
На такой установке вряд ли удастся получить сверхплотные евродрова. Но с задачей сделать из рассыпающегося сырья твердый брикет она вполне справится. В итоге из отходов получится продукт, по плотности равный древесине, но спрессованный в удобную форму.
Как сделать брикеты из опилок

Нельзя отрицать, что брикеты из опилок — это один из самых эффективных видов твердого топлива, используемых для отопления дома. Они высококалорийны (выход тепла — около 5 кВт с 1 кг при сжигании), имеют небольшую зольность, а также удобны в складировании, поскольку занимают мало места. Но вот дешевым это горючее точно не назовешь, топить котел или печь евродровами в течении всего сезона может себе позволить далеко не каждый.
Отсюда и возникает интерес у многих домовладельцев – а нельзя ли как-то сделать топливные брикеты своими руками? Особенно когда есть для этого сырье по мизерной цене. Решение этого вопроса как раз и является темой данной статьи. В ней будут рассмотрены различные технологии производства брикет из опилок и других видов сырья на производстве и в домашних условиях. По итогу станет понятно, при каких обстоятельствах имеет смысл браться за это дело.
- 1 Способы изготовления брикетов
- 2 Изготовление в домашних условиях
- 3 Оборудование для производства
- 4 Самодельные брикеты – за и против
- 5 Заключение
Способы изготовления брикетов

Чтобы получить представление, как можно сделать топливные брикеты своими руками, надо вначале изучить, как их производят в заводских условиях. Подготовительный этап при любой технологии одинаков и заключается в измельчении и сушке сырья. Таковым выступают, конечно же, опилки и более крупные отходы деревообрабатывающего производства, которые перерабатываются для изготовления брикет. Затем сырье подвергают просушиванию с целью довести его влажность до показателя не более 8—10%.
Для справки. Также в качестве исходного материала для производства евродров могут служить различные агропромышленные отходы (шелуха, лузга семечек) и даже угольная пыль.
Дальше начинается основная операция – брикетирование, проще говоря, — прессовка опилок. На сегодняшний день это проделывают двумя способами:
- Формование из опилок брикетов на гидравлическом прессе.
- Производство методом экструзии.
Надо сказать, что при обеих технологиях результат достигается за счет сильного сдавливания древесного сырья, вследствие чего из него начинает выделяться природный компонент — лигнин. Он и служит связующим веществом для этой рассыпчатой массы, других не предусматривается. Разница только в способе сдавливания, в первом случае используется гидравлический пресс для брикетов, развивающий усилие 300—600 Бар.
От такого сжатия сырье самопроизвольно разогревается, что только способствует формованию прочного прямоугольного «кирпичика». Как функционирует брикетировочная линия с гидравлическим прессом, показано на видео:
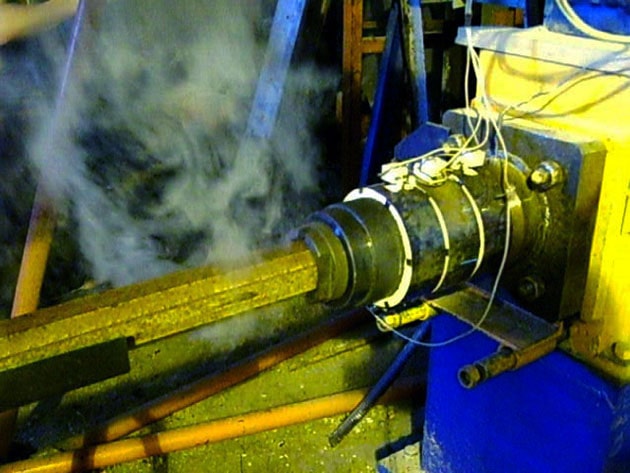 Вот так шнековым прессом выдавливаются евродрова
Вот так шнековым прессом выдавливаются евродрова
Экструзионный метод производства брикет из опилок легко понять на примере обычной домашней мясорубки или соковыжималки. Сырье загружается в приемный бункер агрегата и перемещается шнеком в сужающийся рабочий канал конической формы. Там и происходит его сжатие, при этом шнековый пресс для брикетов развивает чудовищное усилие – до 1000 Бар.
На выходе получаются дрова из опилок в виде шестигранника, которые проходят дополнительную термическую обработку и отрезаются в один размер специальным ножом. Устройство шнекового пресса для опилок в разрезе показано на чертеже:
 Основная нагрузка ложится на шнек (поз. 5) и коническую втулку (поз. 7), износ деталей напрямую зависит от количества выдавленных брикетов
Основная нагрузка ложится на шнек (поз. 5) и коническую втулку (поз. 7), износ деталей напрямую зависит от количества выдавленных брикетов
Изготовление в домашних условиях
Понятно, что приобретать столь мощное оборудование, чтобы прессовать брикеты у себя дома – пустая затея. Даже если вы располагаете средствами и дармовым сырьем, окупить его стоимость удастся только в том случае, если прессовать дрова из опилок на продажу. Это значит, что выдержать традиционную технологию с выделением лигнина не удастся.
Подсказка. Отходы зимней обрезки деревьев отлично пойдут на брикетирование, если их предварительно измельчить дробилкой. О процессе сборки такого измельчителя веток читайте в отдельном материале.
Взамен домашние умельцы приспособились для формования «кирпичиков» использовать разные связующие, например:
- обойный или другой самый дешевый клей;
- глина;
- бумага, гофрокартон.
Чтобы не покупать дорогое сушильное и прессовое оборудование, в домашних условиях топливные брикеты делают следующим образом. Опилки замачивают в воде и тщательно перемешивают с глиной в пропорции 1 : 10, либо добавляют размоченный картон или обойный клей. Получившуюся смесь для изготовления брикет помещают в форму самодельного ручного пресса для опилок и сжимают усилием рук. Затем «кирпичик» извлекают из формы и кладут сушиться естественным путем, на улице.
Для справки. По этой технологии сообразительные хозяева прессуют брикеты из любых доступных материалов, способных гореть: из соломы, бумаги, картона, листьев, шелухи семечек и так далее.
Оборудование для производства
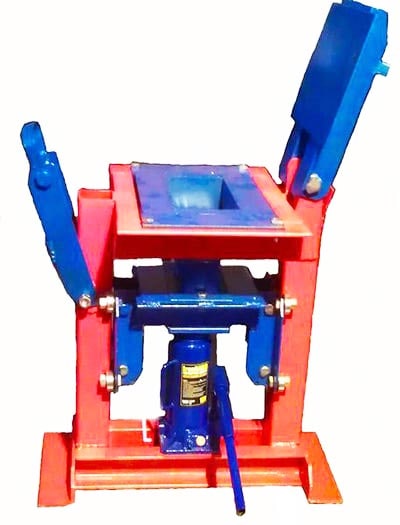
 Простейший пресс для изготовления топливных брикетов, сделанный своими руками, имеет винтовой ручной привод. Формовочная емкость с перфорацией наполняется смесью и устанавливается под станину, давление создается за счет закручивания винта. Конструкция очень проста и подробно рассказывать о ней нет смысла, достаточно посмотреть на рисунок.
Простейший пресс для изготовления топливных брикетов, сделанный своими руками, имеет винтовой ручной привод. Формовочная емкость с перфорацией наполняется смесью и устанавливается под станину, давление создается за счет закручивания винта. Конструкция очень проста и подробно рассказывать о ней нет смысла, достаточно посмотреть на рисунок.
Подобные винтовые станки для прессования брикет из опилок не слишком популярны в силу низкой производительности. Слишком уж много уходит времени на загрузку емкости, закручивание винта и извлечение готового изделия. Куда быстрее и проще выдавливать «кирпичики» на самодельном прессе с длинным рычагом и механизмом выталкивания брикеты наружу. Для ускорения процесса к станине можно приварить 2 формы вместо одной.
 Ручной станок на 2 формы с рычагом из трубы
Ручной станок на 2 формы с рычагом из трубы
Некоторые мастера-умельцы могут похвастать и более совершенным механизированным оборудованием. И правда, ручной станок можно усовершенствовать и повысить производительность брикет, установив вместо ручного привода гидравлический домкрат. Чтобы собрать такой агрегат, придется немало повозиться, зато и результат получится куда лучше.
 Ручной станок с гидравлическим домкратом
Ручной станок с гидравлическим домкратом
Примечание. Даже используя гидравлический домкрат в самодельном прессе, создать давление хотя бы 300 Бар все равно не удастся. Поэтому воспроизвести заводскую технологию без добавления воды и связующих все равно не получится.

Невзирая на большие трудности с изготовлением деталей, кое-кому из мастеров удалось собрать шнековый пресс и получить брикеты довольно приличного качества. Об этом свидетельствуют отзывы таких людей на форумах. Но все они отмечают большие затраты на производство деталей шнека и корпуса из стали высокого качества. Опять же, без электрического привода здесь не обойтись, при самом скромном подсчете требуется двигатель мощностью не менее 7 кВт.
Самодельные брикеты – за и против

Причины, из-за которых данный вид топлива очень привлекателен, понятны. Когда у человека имеется собственное древесное производство либо возможность дешево покупать опилки для брикет, то мысли об их изготовлении в домашних условиях вполне закономерны. Дело в том, что далеко не всякая отопительная техника приспособлена для сжигания опила. Как правило, древесная мелочь в обычной печи или котле сгорает быстро и отдает мало тепла, да еще и половина просыплется в зольник.
Для успешного сжигания отходов древесины нужен специальный котел шахтного типа или верхнего горения. Сделать такой довольно сложно, гораздо радужнее видится перспектива прессования опилок в топливные брикеты.
Оказывается, здесь тоже не все так просто и вот почему:
- Покупать заводское сушильное и прессовое оборудование – неоправданно дорогое мероприятие. Дешевле приобрести готовые евродрова.
- Можно сделать пресс для брикет самому и делать их кустарным способом. Но изделия будут низкого качества и дадут мало тепла, а времени отнимут много.
 После выдавливания воды и последующей сушки брикет становится довольно легким
После выдавливания воды и последующей сушки брикет становится довольно легким
Пункт второй требует разъяснения. Из-за невозможности соблюсти технологию «кирпичики» после сушки получаются легкими из-за малой плотности. Их удельная теплота сгорания втрое ниже, чем у древесины, значит, для отопления их понадобится втрое большее количество. Весь процесс займет массу времени и отнимет много энергии. Да и хранить такой объем топлива, чтобы оно не набралось влаги, весьма затруднительно.
Познавательное видео для энтузиастов, желающих давить заняться ручным брикетированием разнообразных домашних отходов:
Заключение
Изготавливать топливные брикеты своими руками на самодельном оборудовании, в принципе, можно. Но для этого нужно иметь достаточно свободного времени и место для сушки и хранения горючего. Также важно, чтобы опилки не приходилось возить издалека или дорого покупать. При таком раскладе мероприятие вообще теряет всякий смысл, лучше уж купить грузовик дров. Выбор за вами, уважаемые домовладельцы.
Виды станков и производственных линий вагонки и евровагонки

Евровагонка, блок-хаус, половые доски с пазовыми торцами и аналогичные погонажные изделия из дерева относятся к востребованным и дорогим материалам, при наличии доступного сырья и потребности в большом объеме целесообразно рассмотреть вопрос приобретения специальных приборов для их изготовления своими руками. С учетом высоких требований к геометрической точности такой продукции и сложностей при выборке пазов лучшие результаты достигаются при использовании станков, обрабатывающих заготовку за один проход, с возможность регулировки шпинделей.

Существует два способа получения евровагонки в домашних условиях: производство ее своими руками из предварительно откалиброванной доски с помощью фрезерного резака или подача в четырехсторонний прибор с настраиваемыми фрезами. Принцип действия последних у всех общий, их классификация условная. К конструктивным особенностям относят:
- Наличие или отсутствие автоматизированного управления.
- Число шпинделей (варьируются от 4 до
 и способ управления ими (ручной или механизированный). Чем больше зажимных валов, чем сложнее и точнее получается заготовка.
и способ управления ими (ручной или механизированный). Чем больше зажимных валов, чем сложнее и точнее получается заготовка. - Тип станины (цельная или сборная) и материал ее изготовления.
- Мобильность оборудования для производства вагонки. Функционирует после установки и надежного закрепления в стационарном состоянии, но вес и габариты некоторых вариантов позволяют использовать их в качестве переносных, других – нет.
 и способ управления ими (ручной или механизированный). Чем больше зажимных валов, чем сложнее и точнее получается заготовка.
и способ управления ими (ручной или механизированный). Чем больше зажимных валов, чем сложнее и точнее получается заготовка.У каждого профессионального четырехстороннего станка имеется два основных узла: система подачи заготовок и рабочая режущая часть. Высокие требования выдвигаются к каждому из них: при слабой фиксации досок плоскость изделий не будет параллельной, возрастает риск смещения пазов. Показатели режущего узла зависят от частоты вращения шпинделей и их сбалансированности.
В целом при выборе учитываются:
- Ожидаемая производительность, напрямую связанная со скоростью подачи заготовок. Для изготовления евровагонки на продажу нужен прибор, выпускающий не менее 250 п.м/ч.
- Мощность, рекомендуемый минимум для оборудования для профилировки древесины, составляет 5 кВт.
- Частота вращения шпинделей. На деревообрабатывающих фирмах задействуются станки со значением этого показателя не ниже 4500 об/мин, в противном случае снижается качество отделки пазов и поверхностей.
- Число шпинделей, наличие или отсутствие специальной линейки для устранения небольших дефектов.
- Качество фрез и их защищенность. У хороших моделей предусмотрены защита от обратного выброса и механизм автоматического смазывания ножей.
- Устойчивость станины, вид, толщина ее металла. Чем меньше вибрационных воздействий передается на обрабатываемую деталь, тем точнее происходит фрезеровка. Надежность станины влияет на срок службы.
- Минимальные и максимальные размеры обрабатываемых заготовок. От их вариативности частично зависит разнообразие выпускаемой продукции. Универсальные агрегаты работают как с короткими, так и длинномерными деталями.
- Простота управления, доступность и защищенность пульта.
- Защищенность двигателей от пыли.
- Гарантийные обязательства производителя или поставщика, потребность в доукомплектации фрезами.

Обзор оборудования
 Линейка четырехсторонних станков имеет лучшие отзывы среди российского оборудования как оптимально приспособленная для работы на малых и средних деревообрабатывающих предприятиях. Это обусловлено соотношением временных и энергетических затрат и производительности: при потреблении не более 16,7 кВт выпускается от 300 п.м евровагонки в час. Данная модель предназначена для точной плоскостной обработки панелей шириной до 160 мм и высотой до 60 и формирования в ней аккуратных пазов со всех сторон за один проход. Номенклатура выпускаемых изделий помимо евровагонки включает наличники, брусья, плинтусы, блок-хаус и половую доску.
Линейка четырехсторонних станков имеет лучшие отзывы среди российского оборудования как оптимально приспособленная для работы на малых и средних деревообрабатывающих предприятиях. Это обусловлено соотношением временных и энергетических затрат и производительности: при потреблении не более 16,7 кВт выпускается от 300 п.м евровагонки в час. Данная модель предназначена для точной плоскостной обработки панелей шириной до 160 мм и высотой до 60 и формирования в ней аккуратных пазов со всех сторон за один проход. Номенклатура выпускаемых изделий помимо евровагонки включает наличники, брусья, плинтусы, блок-хаус и половую доску.
К преимуществам относят надежность, возможность точной и быстрой регулировки геометрических размеров, высокую производительность, наличие бесступенчатого контроля подачи, удобный доступ ко всем частям, плотное прижимание материалов вальцами и специальными опорными пластинами, хорошее погашение вибраций и многое другое. Настройки систем регулируются с помощью мобильного пульта, Старт 4×160 имеет надежную защиту, исключающую выброс заготовки или ее смещение в ходе обработки. Отклонение размеров не превышает 0,01 мм. Все это в совокупности с доступной ценой и гарантией от 2 лет в разы повышает конкурентоспособность в сравнении с зарубежными аналогами. Рекомендуют купить как для изготовления вагонки в домашних условиях для собственных нужд, так и для выпуска продукции на продажу.
Из всех китайских станков эта линейка признана самой надежной и удобной, конкретно эту модель советуют приобрести при запуске или расширении цеха по изготовлению клееного бруса, вагонки, щитов, погонажных изделий, деталей мебели и предметов быта. Позволяет контролировать процессы резки и фрезерования с точностью до 0,01 мм благодаря наличию сбалансированных и обкатанных шпинделей, вращающихся со скоростью до 6000 об/мин, дополнительной пазовой фрезы и линейки. Последняя помогает устранить легкую изначальную кривизну досок, что положительно сказывается на себестоимости производства.

Все пять шпинделей имеют независимую регулировку и не требуют смазки в процессе эксплуатации. Панель для управления расположена в передней части станка, для внесения изменения в настройки не нужно открывать или снимать защитное ограждение. Скорость подачи бесступенчатая, рифленые ролики на входе исключают риск смещения, даже самые массивные доски направляются самостоятельно. Боковые прижимы и специальная торцевая система позволяют обрабатывать планки с небольшой длиной или сечением. Допустимые размеры заготовок варьируются от 20 до 200 мм по ширине, 8-200 по толщине, от 250 и выше по длине. При отсутствии необходимости размещения дома можно рассмотреть вариант приобретения Beaver 22, потребляющего вдвое меньше энергии.
 Эта российская модель предназначена для погонажных изделий, включая евровагонку, и элементов для оконных рам и дверных конструкций. Относится к многофункциональному, точному, безопасному и компактному оборудованию, габариты и вес позволяют наладить изготовление продукции в домашних условиях. Данный станок считается бюджетным, суммарная мощность электродвигателей не превышает 13,1 кВт. Он имеет довольно высокую скорость подачи заготовок за счет продуманного расположения верхних ведущих роликов и прижимных по бокам.
Эта российская модель предназначена для погонажных изделий, включая евровагонку, и элементов для оконных рам и дверных конструкций. Относится к многофункциональному, точному, безопасному и компактному оборудованию, габариты и вес позволяют наладить изготовление продукции в домашних условиях. Данный станок считается бюджетным, суммарная мощность электродвигателей не превышает 13,1 кВт. Он имеет довольно высокую скорость подачи заготовок за счет продуманного расположения верхних ведущих роликов и прижимных по бокам.
Обрабатывает доски и брус длиной от 900 мм, шириной от 20 до 200 и толщиной в пределах 11-64 мм. Скорость подачи регулируется ступенчато. Оснащен 2 фрезами с ножами прямой конфигурации и 2 наборами горизонтальных, объединенных в единую конструкцию, исключающую воздействие вибрации. Все отдельные узлы имеют защитные корпуса, управление осуществляется напрямую, все кнопки расположены на передней панели.
4. Logosol PH260.
Этот компактный и многофункциональный станок от известного шведского производителя рекомендуют купить при необходимости профилирования и строжки заготовок, его отличительной особенностью является возможность быстрой смены ножей, отдельная регулировка двигателей каждого шпинделя и качественная обработка древесины вне зависимости от ее твердости. При малом потреблении электроэнергии (суммарная мощность не превышает 12,5 кВт) обеспечивает не менее 500 п.м. евровагонки за 1 ч, надежная термозащита двигателей исключает их перегрев. Долговечность ресурсов обусловлена правильным закреплением верхних и нижних валов, толстой сталью станины (4 мм) и наличием устойчивого чугунного стола.
Этот российский прибор характеризуется высокой функциональностью, по своим показателям он подходит любому деревообрабатывающему предприятию с разными объемами выпуска. Качество и точность изготавливаемой продукции обеспечивает наличие бесступенчатой системы подачи заготовок, помещенных в цилиндр и оснащенных пружинным механизмом регулировки прижимных вальцов, мягких полиуретановых роликов, подхватывающих изделие на выходе, и пазовой фрезы и линейки на первом шпинделе. Единственным минусом LTT MB4013 является ограничение по ширине обрабатываемых досок (130 мм), но на выпуск евровагонки этот фактор не влияет, ее профиль не превышает 12 см.

Стоимость станков
Лучшие отзывы имеют линейки Beaver,V-Hold, Logosol, LTT, Mida, Griggio, Haskvono. Агрегаты российских фирм не уступают в надежности и точности импортным аналогам, но являются более доступными как в плане стоимости, так и наличия на рынке.
| Тип, производитель | Мощность двигателя, кВт | Число шпинделей, шт/ скорость их вращения об/мин | Скорость подачи материала, м/мин | Габариты, мм/ масса, кг | Цена, рубли |
| Четырехсторонний Старт 4×160, Средневолжский станкозавод, Россия | 16,7 | 4/4500 | 5-30 | 3000×1400×1700/1200 | 430000 |
| Beaver 520, Китай | 35,6 | 5/6000 | 6-24 | 3828×1620×1700/3700 | 703500 |
| Продольно-фрезерный четырехсторонний С20–4Б, Борисоглебовский машиностроительный завод, Россия | 13,1 | 4/6000 | 6; 9; 11,5 | 1380×860×1340/720 | 350000 |
| Logosol PH260, Швеция | 12,5 | 2-12 | 1100×900×970/370 | 731000 | |
| Четырёхсторонний станок MB4013, LTT, Россия | 12,47 | 5-20 | 2150×1060×1400/1500 | 515700 |
Покупка профессионального станка для изготовления вагонки считается оправданной исключительно при желании наладки постоянного выпуска продукции с целью ее продажи. Полноценной линия станет только при наличии удобного приемного стола, камеры для просушки древесины и оборудования для ее распила.
При профилировании небольшого объема своими силами подойдет ламельный или кромочный ручной резак, при отсутствии опыта такие партии просто покупаются на базах. Альтернативным вариантом является производство своими руками, в этом случае число проходов доски увеличивается несколько раз, качество изделий уступает полученным на профессиональном оборудовании, но для собственных нужд этого будет достаточно.
Выбор станка для изготовления вагонки
Предприниматели в районах произрастания лесов и заготовки древесины справедливо полагают, что деревообработка и изготовление столярных изделий могут создать стабильный доход, как бизнес. Индивидуальные застройщики рассчитывают на значительную экономию средств, приобретая малогабаритное доступное деревообрабатывающее оборудование, например, станок для изготовления вагонки.
Решение вполне разумное, если учесть, что переработка древесины в столярные изделия увеличивает её стоимость минимум в два раза, а применение в облицовочных работах деревянной вагонки становится всё более актуальным и популярным способом отделки жилья и вспомогательных строений.

Станок для производства столярных изделий может быть приобретён, собран из комплектующих под планируемые объёмы и даже изготовлен самостоятельно.
Прежде чем заняться подбором оборудования либо его изготовлением, необходимо общее понимание вопроса на примере промышленного изготовления облицовочной доски.
- Технология промышленного производства вагонки
- Условия и требования к производству вагонки в небольших объёмах
- Непростая работа на простейшем станке
- Размеры заготовок
- Подготовка рабочего места
- Качество готовых изделий
- Комплектация станка
- Станки: популярность и доступность
- Профессиональные советы при выборе станка
- Востребованные бренды
- Старт 160
- BEAVER
- HASKOVO
- QUADRO
- Станок, как основа бизнес-планирования производства
- Расчёты
- Дополнительное оборудование
- Вывод и пожелание производителям
Технология промышленного производства вагонки
Процесс изготовления вагонки в промышленных объёмах предполагает ряд подготовительных и технологических операций, правильно подобранного комплекта оборудования, складирования и хранения сырья и продукции, соблюдения условий техники безопасности:
- Дерево (хлысты) распускается на обрезную доску толщиной от 15 до 25 мм, шириной до 150 мм, – размерность определяется предполагаемым сортом вагонки. Распиловка производится на дисковых либо ленточных пилорамах;
- Доски доводятся до нормативной влажности в сушильных агрегатах, камерах и помещениях различными способами. Сушка необходима для минимизации отходов, рисков искривления и растрескивания пиломатериалов;
- По достижении нужной влажности доски сортируются по качеству, для производства вагонки материал отбирается второго и выше сорта;
- Станок для вагонки предполагает обработку доски одновременно в четырёх плоскостях с созданием заданного профиля. Выборка и резка древесины происходит с использованием фрез и ножей различных форм и размеров, обычно заменяемых и позволяющих варьировать различными конфигурациями профилей;
- Готовые изделия осматриваются и затем проходят доработку: большие сучки и дефекты древесины вырезаются. При этом уменьшается длина ламели, но повышается её сорт, а значит, и отпускная цена.

Условия и требования к производству вагонки в небольших объёмах
По принципу масштабного промышленного предприятия создаются и мини-производства облицовочной доски.
- Производственное помещение должно быть отдельным и соответствовать санитарным нормам;
- Шум станков должен быть минимальным, особенно если мини-цех устраивается в строении с рядом проживающими людьми;
- Древесная пыль – повышенный источник возгорания, что должно быть учтено при организации производства;
В зависимости от мощности оборудования и станков могут возникать непредусмотренные нагрузки на электропроводку, расчёт проводки надо производить с запасом.
Какой бы станок для изготовления вагонки не использовался, должны соблюдаться основные требования:
- Доска в производстве должна быть только обрезной, размеры по толщине и ширине досок должны быть одинаковы;
- Помимо основного станка, необходимо иметь в комплекте оборудования двухсторонний рейсмус либо, как минимум, фуговальный станок;
- Обязательно следует пропустить через рейсмус с двух сторон широкие плоскости всех досок;
- Влажность доски-заготовки не должна превышать 24 %, в противном случае её необходимо досушить под навесом с вентиляцией.
Непростая работа на простейшем станке
Разного рода рекомендации для начинающих столяров-станочников утверждают, что изготовление вагонки либо других изделий из дерева несложно и доступно любому новичку.
На практике несколько иначе: столярные работы сложны по определению, а с применением станков и специального инструмента ещё и опасны. Сначала необходимо изучить хотя бы в минимальном изложении теорию обработки древесины: направление волокон, виды соединений, сортность, твёрдость, свилеватость, дефекты и пороки.
Чем проще деревообрабатывающий станок для вагонки, тем большее вмешательство пользователя необходимо для его настройки и выставления параметров.
Общее ознакомление с работой станка надо проходить, сначала наблюдая за работой мастера и фиксируя даже незначительные нюансы установки и регулировки ножей, фрез, креплений и защитных приспособлений.

Размеры заготовок
На универсальном простейшем станке или циркулярке не рекомендуется использовать, в качестве заготовки, доску шириной более 10 см. Соединение вагонки, изготовленной на таком оборудовании, выполняется в четверть, а такой упрощённый профиль не даёт гарантии от коробления доски при эксплуатации.
Чем шире вагонка, тем больше вероятность, что её «поведёт», поэтому не стоит делать такую облицовочную доску шире 8 см.
Подготовка рабочего места
Все время внимание обращается на работу пилы, поэтому в процессе не должно ничего мешать под ногами и на столе с заготовками. Готовые изделия аккуратно укладываются с противоположной стороны от заготовок. Станок для вагонки в простейшем исполнении не предназначен для самостоятельной работы с длинными заготовками.
Самостоятельно удержать доску на выходе из фрезы с плотным прижиманием к линейке очень сложно, есть реальная опасность получения травмы из-за нарушения линейности на торцах и потребности в дополнительных усилиях.
Качество готовых изделий
Изготовить евровагонку на универсальном станке в простейшем исполнении практически невозможно. В лучшем случае и при высоком профессионализме можно на выходе добиться качества вагонки класса «В» или 2-го сорта. Производительность такого станка для вагонки может позволить окупить вложения в него, но прибыль от коммерческого использования маловероятна.
Комплектация станка
Собрать станок для вагонки из отдельных комплектующих возможно, лишь обладая необходимыми техническими навыками. Составные части станка для домашнего применения:
- Станина: представляет собой тяжёлый каркас с высокой устойчивостью и расположением центра тяжести внизу рамы;
- Стол для поддержания вагонки из массивной стальной плиты с отверстиями для фрез и шпинделей;
- Двигатель до 5 кВт с передачей от 5000 оборотов в минуту для повышения чистоты строгания;
- Прижимные ролики для удержания заготовки в нужных плоскостях;
- Ножевой вал;
- Защитный кожух вращающихся частей;
- Блок включения с кнопкой наружного исполнения;
- Заземление и защитный металлорукав для электропроводки.

Станки: популярность и доступность
Для производства облицовочной доски в небольших объёмах наиболее популярным, понятным в применении и доступным по цене считается четырёхсторонний станок для изготовления вагонки.
На нём можно изготавливать евровагонку высокого качества с полной готовностью изделий за один проход. Кроме вагонки, возможен выпуск плинтусов и наличников.
Основные параметры выбора:
- Скорость подачи заготовок;
- Масса станка;
- Возможный вид сечения вагонки;
- Мощность;
- Количество шпинделей.
Профессиональные советы при выборе станка
Все станки проектируются под материал нормативной влажности. При наличии выбора примерно равных по главным характеристикам станков можно обратить внимание на признаки, по которым определяется лучшая модель для не очень качественного исходного материала, в том числе смолистого:
- Подающе-прижимные вальцы по всей длине или распределённая подача;
- Смазка на стол подаётся беспрерывно;
- Наличие приводных контрвальцов под станиной с возможностью настройки по высоте;
- Высокий, острый, шиповой профиль вальцов.
Востребованные бренды
На рынке станков для обработки древесины высокая конкуренция и разнообразный ассортимент моделей по назначению, характеристикам и ценам. Российские станки не уступают импортным аналогам, часто предлагаются по более доступным ценам.
Старт 160
Станок для производства вагонки российского бренда только набирает популярность, но уже обладает рядом качеств, превосходящих конкурентов в своей нише:
- Быстрая регулировка размеров облицовочной доски в процессе работы;
- Быстрота вращения шпинделя гарантирует высокое качество товара;
- Мощный редуктор обеспечивает надёжность и точность изделий;
- Высокая система защиты;
- Точность шлифовочного процесса исключает биение инструмента.

BEAVER
Китайские четырёхсторонние станки фирмы BEAVER продаются на российском рынке довольно давно и успешно. Производитель постоянно модифицирует модели и подтверждает их высокое качество.
Все модели высокопроизводительны: скорость подачи материала составляет 60 ммин без потери в качестве изделий. Кроме производства вагонки, доступна калибровка мелких деталей.
HASKOVO
Станок для производства вагонки болгарской компании – легко управляется, некоторые модели комплектуются пятью шпинделями. Выпускается в Болгарии и Австрии, имеет хорошую репутацию на европейском рынке.
Доступен для работы без специальной подготовки.
QUADRO
Опытный тайваньский производитель представлен на российском рынке большим количеством моделей с индивидуальными разноплановыми отличиями.
Для серьёзных производителей сконструирован станок для изготовления вагонки с максимальной скоростью подачи материала 190 метров в минуту.
Станок, как основа бизнес-планирования производства
В качестве примерного расчёта бизнеса можно взять станок «Старт 160», как наиболее доступный по стоимости при достаточной производительности и хороших технических показателях качества готовых изделий.
Четырёхсторонний станок для производства вагонки «Старт 160» стоит на сегодняшний день 350 тыс.р., цену можно считать лояльной.
Расчёты
Производительность станка следует планировать по средней скорости подачи материала, она для этой модели составляет 10 ммин или 1 м2 готовой вагонки в минуту, что за 8-ми часовую рабочую смену составляет порядка 500 м2 готовой продукции. При односменной работе 260 дней в году валовой объём продукции составит 130 тыс.м2. В денежном выражении, при цене 150 руб. за 1 м2, валовой доход составит 20 млн.р.
Пока нет смысла производить сложные подробные расчёты с указанием всех составляющих ценообразования товара, но, при среднем показателе рентабельности, сумма чистого дохода будет составлять около 4 млн.р.
Даже уменьшив этот показатель вдвое, можно сказать, что бизнес на изготовлении вагонки может принести неплохую прибыль.
Затраты на станок для вагонки, в качестве основного оборудования, по среднестатистическим расчётным данным, составляют четверть расходов на организацию бизнеса.
При таком усреднённом подходе получается, что период окупаемости станка составит около года.
Дополнительное оборудование
Для точного расчёта бизнес-плана необходимо много дополнительных данных и конкретных цифр.
В части оборудования, для работы, вне зависимости от поставщиков пиломатериалов, надо добавить в комплект к станку сушильную камеру для заготовок древесины.
Ленточная пилорама с производительностью, подобранной под характеристики основного станка, поможет полностью исключить влияние поставщиков на ритмичность производства.
Расходы на приобретение сушилки и пилорамы примерно равны по стоимости основному станку каждая.
Примерные выкладки позволяют сделать предварительный вывод о рентабельности бизнеса. Станок для изготовления вагонки в этих расчётах выступает, как основание бизнеса, точка отсчёта остальных показателей.
Вывод и пожелание производителям
В местах произрастания лесов и заготовки древесины рентабельность деревообрабатывающего бизнеса, даже в небольших объёмах, с применением недорогих станков, неоспорима. Циркульная пила и ручной фрезер помогут построить красивый уютный дом.
Но не стоит забывать о грамотном, профессиональном и безопасном пользовании травмоопасным оборудованием – главном условии успешной работы.
Выбираем станок для изготовления вагонки

Изготовить вагонку можно несколькими способами с использованием разных станков и инструментов. Сначала разберемся, какие операции придется выполнять в процессе производства вагонки.
Вагонку изготавливают на станках — ручная обработка возможна, но только в очень ограниченных количествах
- 1 Общие принципы
- 2 Выбираем станок для изготовления вагонки
- 2.1 Четырехсторонний станок
- 2.2 Универсальный деревообрабатывающий станок
- 2.3 Вагонка с использованием фрезера
- 3 Фрезы для вагонки
- 4 Выбор древесины
- 5 Вывод
Опишем весь процесс изготовления вагонки поэтапно. Так будет понятнее, какое оборудование потребуются.
Сначала отбирают материал — это не обрезная высушенная доска. Чтобы качество вагонки было на должном уровне, влажность древесины не должна быть выше 12-16%.
В вагонке высокого качества обрабатываются начисто все поверхности
Затем из доски нарезаются заготовки — обрезаются неровные края и обзолы, доска калибруется, выравнивается по размерам: толщине и ширине. Затем пласть шлифуется. Обычно до идеального состояния доводиться только лицевая поверхность, но для улучшенного качества до идеального состояния обрабатываются все четыре поверхности.
В подготовленных заготовках фрезами формуется паз и шип, а также, при необходимости снимается фаска и фрезеруется на задней поверхности доски вентиляционный канал (один или несколько). Все, вагонка готова.
О некоторых типах вагонки можно прочитать в статье «Вагонка для бани из липы: особенности, виды, использование»
Выбираем станок для изготовления вагонки
Как видите, операций и разных инструментов требуется немало:
- пильный диск для формования ровных краев;
- рейсмус для калибровки;
- фрезерование для формования пазов и гребней.
Если все это оборудование собрать воедино и настроить и получится станок для изготовления вагонки. Он, собственно есть. Это четырехсторонний станок. На этом оборудовании можно делать вагонку (и не только) разного сечения.
Называется так из-за наличия не менее четырех шпинделей, которые позволяют за один проход обрабатывать сразу все четыре стороны заготовки. Количество шпинделей — от 4 до 7.
Это четырехсторонний станок с малой степенью автоматизации. Производят такое и подобное оборудование в странах СНГ
При наличии четырех шпинделей изготавливать можно любые доски, паркет, брус, вагонку. При наличии пятого добавляется еще возможность дополнительной обработки лицевой или тыльной стороны с формованием рельефа. На таком оборудовании можно сделать евровагонку, изготавливать сложной формы мебельные заготовки.
При отборе доски нужно учесть, что толщина снимаемого слоя составляет 4-8 мм. Это означает, что подавать в станок нужно откалиброванные заготовки. При этом их размеры должны соответствовать с точностью 4-8 мм габаритам вагонки.
Удобное это оборудование? Очень. Если качество станка хорошее, все что нужно — обеспечить равномерную подачу заготовок. Остается только правильно настроить фрезы, чтобы получить соответствующее изделие. И вагонку в том числе. Перенастройка происходит чаще всего с пульта управления. Выставив фрезы, получаем любой требуемый профиль.
Это четырехсторонний станок с полной автоматизацией
Из-за высокой цены приобретение четырехстороннего станка для строительства одного дома или бани — затея неразумная. Стоит он от 600 тыс. рублей. Самые дешевые модели — с четырьмя, самые дорогие — с семью шпинделями. Еще цена очень сильно зависит от производителя. Как обычно, самые дешевые родом из Китая или Кореи, примерно в том же диапазоне есть оборудование Российского производства, а самые дорогие — европейские.
Если изготовлением вагонки или другого погонажа вы собираетесь зарабатывать на жизнь, то четырехсторонний станок, оправданное вложение средств. Если вагонку своими руками собираетесь делать только для отделки дома или бани, рассмотрите другие варианты.
Универсальный деревообрабатывающий станок
Это оборудование не зря называется универсальным или комбинированным. При помощи перенастройки и смены инструмента выполнять на нем можно все необходимые операции: обрезать доски по заданному размеру, поставив фрезы сформовать шип и паз. При желании, можно снять и фаску.
Многофункциональные станки пригодятся тем, кто любит мастерить или собирается обработкой древесины зарабатывать, а средств на приобретение четырехстороннего станка пока нет
Только вот в чем дело: так как для каждой новой операции требуется переналадка оборудования, проделывают одну операцию с большим количеством заготовок. Например, сначала обрезают один край у всех заготовок. Затем устанавливают брусок по требуемой ширине вагонки и обрезают второй край. И тоже на всех заготовках. После — снова перенастраивают для следующего параметра.
Так уходит меньше времени. Но монотонность труда при такой работе действует усыпляюще, так что нужно быть внимательными и работать осторожно.
Более скромный универсальный станок по дереву. На нем тоже можно делать вагонку своими руками
Немного о ценах на комбинированные станки: чем больше операций он может делать, тем выше цена. Например, станки, которые могут делать пять операций — пиление, фрезерование, строгание, вырезка пазов и сверление — стоят дороже. Этих операций более чем достаточно для изготовления вагонки своими руками. Есть, наверное, более дешевые варианты, но качество их очень сомнительно. Поищите в таком случае как можно больше отзывов, чтобы составить представление об оборудовании.
Вагонка с использованием фрезера
Изготовить вагонку своими руками можно имея только фрезер. Важно, чтобы доски у вас были откалиброванными. Их или можно купить, или обработать на соответствующем оборудовании. Далее остается фрезами выбрать шип и паз, при желании снять кромку.
Еще одна комбинация оборудования, с помощью которого можно изготовить вагонку своими руками: это циркулярная пила с возможностью установки фрез и рейсмус — для калибровки заготовок. Тоже все операции можно будет сделать перенастроив станок.
Фрезы для вагонки
При изготовлении вагонки своими руками важно правильно выбрать древесину и установить фрезы. Именно фрезы отвечают за формование геометрии вагонки и того, насколько легко будет работать с материалом. При идеальном совпадении шипа и паза соединяются доски вагонки без проблем и зазоров. Потому так важно правильно подобрать режущий инструмент.
Фрезы формуют шип и паз, а также определяют геометрию вагонки
Для изготовления вагонки есть специальные наборы фрез, которые формуют тот или иной профиль. Обратите внимание на то, чтобы они были совместимы с тем оборудованием, которое есть у вас. Обычно они имеют универсальную форму, но бывают исключения.
Для большей прочности на режущие кромки напаиваются вставки из твердого сплава. С такими напайками стоят фрезы дороже, но служат в разы дольше. Так что вы не только себе сможете изготовить вагонку, но и делать ее на заказ.
Фрезы формуют шип и паз, а также определяют геометрию вагонки
Возможно, вам будет интересна статья «Как обшить баню изнутри вагонкой и какую вагонку лучше использовать +ВИДЕО»
Самый распространенный в нашей стране отделочный материал — древесина сосны и ели. Они легко поддаются обработке, содержат большое количество смол, что замедляет их гниение, а также имеют самую низкую цену.
В зависимости от того, какое оборудование у вас имеется, покупают либо обрезную, либо необрезную доску. Необрезная доска продается в основном естественной влажности. Для изготовления вагонки сразу она не пойдет: нужно ее высушить до нормальной влажности (оптимально — не более 12-16%). То есть ее нужно сложить в штабеля на хорошо проветриваемом участке. В таком состоянии они должны простоять не менее полугода, а лучше — года. После чего можно делать из них заготовки.
Сучки — не помеха, главное чтобы они не были черными
Это вариант для тех, у кого есть приличный запас времени. И хоть цена необрезной доски кажется очень привлекательной — раза в три-четыре меньше чем аналогичный объем обрезного материала — большие затраты времени и немалое количество отходов делают эту затею не такой доходной.
Для тех, кому нет времени ждать пока высохнет древесина, а средства на покупку материала ограничены, есть возможность купить обрезную доску нестандартного размера. Стандартом на лесопилках считается 6 метров, иногда — 3. Все что короче, идет как несортовой материал. А так как на любом станке для изготовления вагонки, кроме четырехстороннего, работать удобнее с двухметровыми заготовками, то вам и нужен нестандарт. По цене он ненамного дороже необрезной доски. Главное — найти доски достойного качества.
Какая же древесина нужна? Кроме влажности нужно смотреть на состояние сучков. Именно состояние, а не количество. Они не должны быть черными и треснувшими. Такие сучки очень скоро выкрошатся. Если сучок целый и имеет коричневый цвет, с ним ничего не случиться на протяжении продолжительного промежутка времени. А сучки еще и придают колоритности отделке. Если же вам нужна древесина без сучков или с минимальным их количеством, ищите доски, сделанные из нижней части стволов там они практически отсутствуют.
Стоит при выборе древесины для вагонки обращать внимание на наличие синевы. На качество она никак не влияет, а вот внешний вид портит сильно. Если поверхность планируется красить, то синева — не помеха. Если вагонку не будете обрабатывать совсем или планируете ее под лак, нужно искать древесину без этого дефекта — от него нет лекарства.
Оборудование для изготовления вагонки своими руками может быть самым разным. Для серьезных намерений — небольшого бизнеса по изготовлению пиломатериалов — можно задуматься о приобретении четырехстороннего станка. Для домашнего пользования достаточно будет наличия универсального деревообрабатывающего станка или циркулярной пилы с возможностью установки фрез. Нелишним при этом будет рейсмус — он откалибрует и обработает заготовки. Для изготовления вагонки сложного профиля придется купить набор фрез, которые будут формовать шип/паз и края — снимая фаску разной формы.





