Процесс производства труб – бесшовные и сварные трубы
Процесс производства бесшовных труб
Бесшовная труба является самой прочной среди всех типов труб, поскольку имеет однородную структуру по всей длине трубы.
Бесшовные трубы производятся в разных размерах и шедулов. Однако есть ограничение на изготовление труб большого диаметра. Бесшовные трубы широко используются при изготовлении фитингов, таких как изгибы, отводы и тройники.
Процесс оправки
В процессе производства труб на стане для прокатки бесшовных труб на оправке стальная заготовка нагревается до высокой температуры во вращающейся печи. Цилиндрическая полость, которая также известна как маточная полость, изготавливается с помощью роторного пробойника и набора роликов, который удерживает пробойник в центре заготовки. Наружный диаметр пробойника приблизительно равен внутреннему диаметру готовой трубы. С помощью этого достигается вторичный наружный диаметр и толщина роликов.
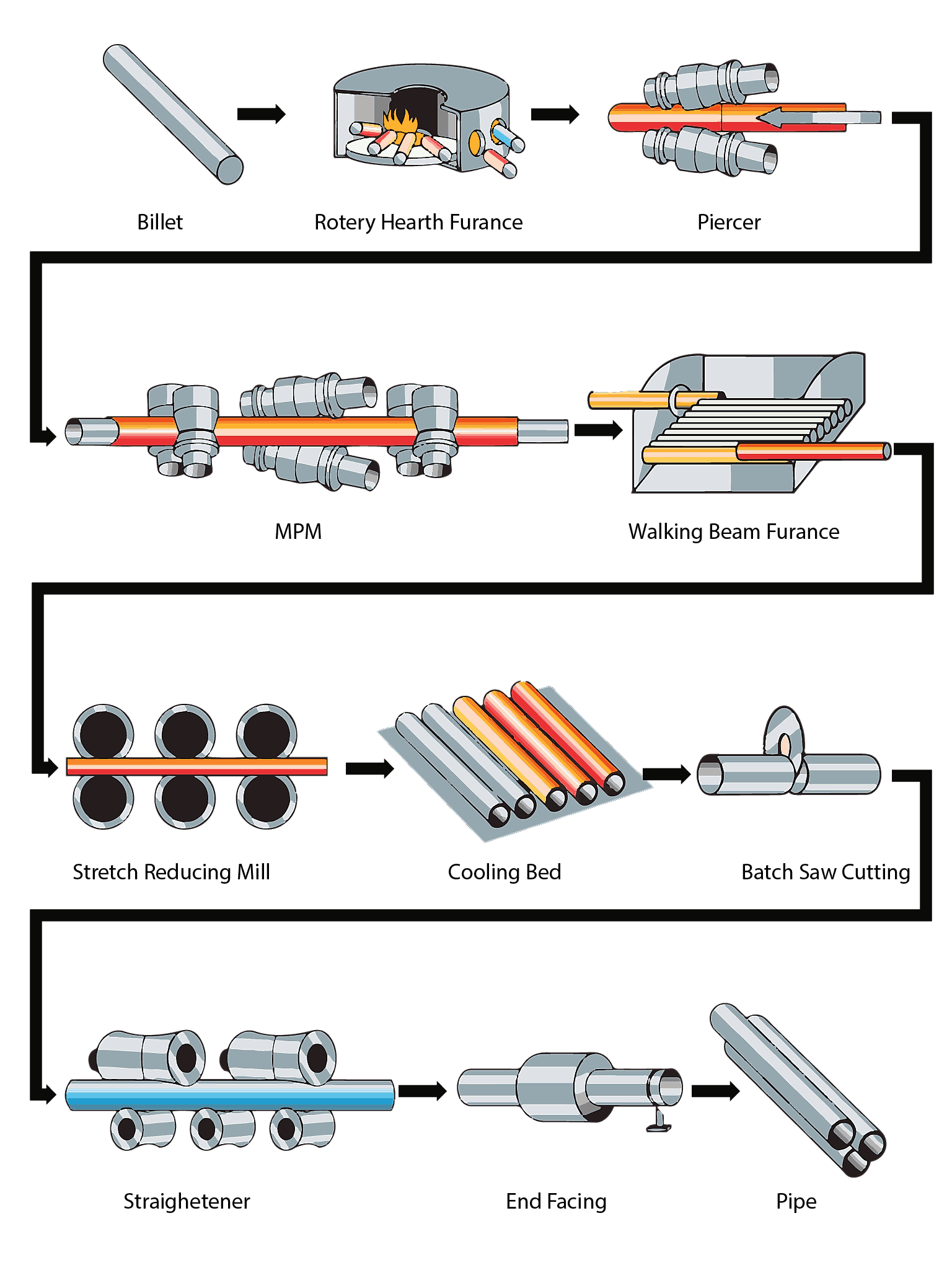
Металлическая заготовка – печь с вращающимся подом – прошивной пресс – непрерывный трубопрокатный стан с удерживаемой оправкой – печь с шагающим балочным подом – редукционно-растяжной трубопрокатный стан – стеллаж для охлаждения – послойная резка – правильный пресс – резка торцов – труба.
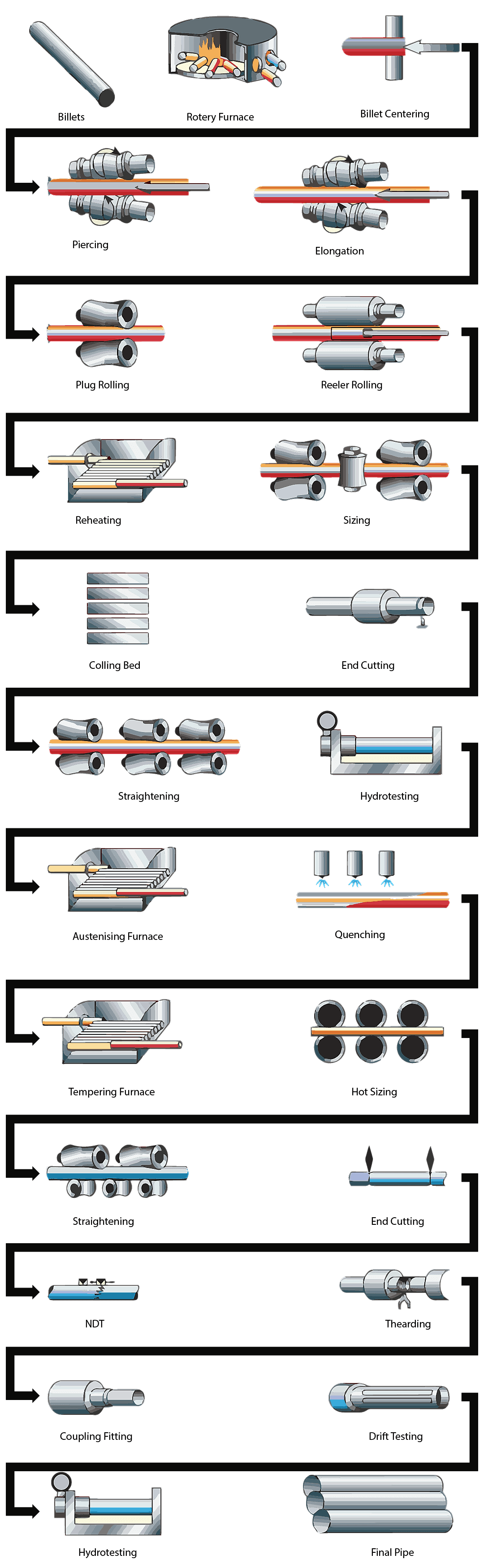
Завод по производству труб со штоком Маннесманн
Маннесман это немецкий инженер, который изобрел этот процесс производства труб. Единственное различие между процессом станка со штепсельной вилкой и процессом станка с оправкой состоит в том, что в способе оправки внутренний диаметр достигается за один проход, тогда как в Маннесмане возможно многоступенчатое сокращение.
Металлическая заготовка – вращающаяся печь – центрирование заготовки – прошивка – относительное удлинение при разрыве – горячая прокатка труб на оправке – стан прокатки – повторный нагрев – калибровка труб – охлаждающий под – резка концов – правка – гидроиспытания – аустенизационная печь – быстрое охлаждение – закалочная печь – горячая колибровка – правка – торцовка – испытание без разрушения – нарезания резьбы – соединительный фитинг – тестирование оправки – гидроиспытания – готовая труба.
Процесс изготовления кованой бесшовной трубы
В процессе изготовления кованой трубы нагретую заготовку помещают в ковочную матрицу, диаметр которой немного больше, чем у готовой трубы. Гидравлический пресс ковочного молота с соответствующим внутренним диаметром используется для создания цилиндрической ковки. Как только эта ковка сделана, труба подвергается механической обработке для достижения окончательного размера. Процесс изготовления кованой трубы применяется для изготовления бесшовных труб большого диаметра, которые невозможно изготовить традиционными методами. Кованые трубы обычно используются для парового коллектора.
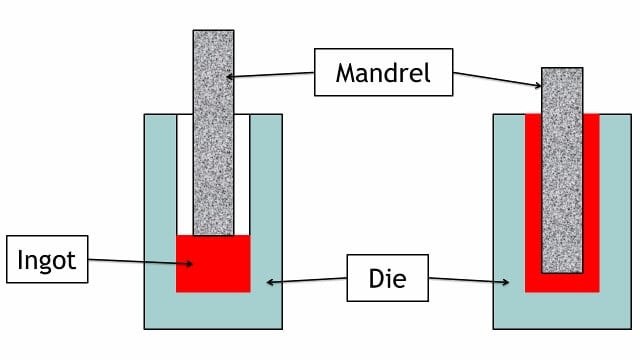
Литая заготовка Волока
Экструзионные процессы
При изготовлении экструзионной трубы нагретую заготовку помещают внутрь матрицы. Гидравлический таран прижимает заготовку к прокалывающей оправке, материал протекает из цилиндрической полости между головкой и оправкой. Это действие производит трубы из заготовки. Иногда изготавливаемые трубы производят трубы с большой толщиной, известной как матовая впадина. Многие производимые вторичные трубы использовали эту материнскую полость для производства труб с различными размерами.
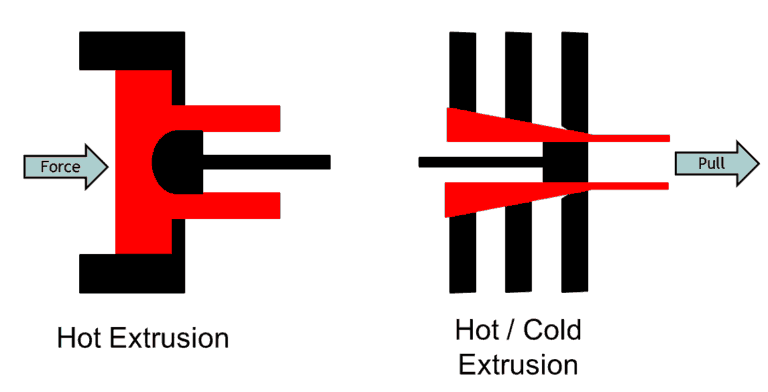
Горячее прессование Холодное /горячее прессование
Производство сварных труб
Сварные трубы изготавливаются из пластин или непрерывных катушек или полос. Чтобы изготовить сварную трубу, первая пластина или рулон катятся в круглом сечении с помощью листогибочной машины или с помощью ролика в случае продолжения процесса. После того, как круглое сечение откатано от плиты, труба может быть сварена с присадочным материалом или без него. Сварные трубы могут быть изготовлены в большом размере без каких-либо ограничений сверху. Сварные трубы с присадочным материалом могут быть использованы при изготовлении изгибов большого радиуса и отвода. Сварные трубы дешевле по сравнению с бесшовными, а также слабые из-за сварки.
Существуют различные методы сварки, используемые для сварки трубы:
- ERW – электрическая сварка сопротивлением
- EFW – электрическая сварка плавлением
- HFW- высокочастотная сварка
- SAW – дуговая сварка под флюсом (длинный шов и спиральный шов)
ERW процесс производства стальных труб
В процессе производства труб ERW / EFW / HFW первая пластина формируется в цилиндрической форме, а продольные кромки сформированного цилиндра свариваются методом мгновенной сварки, низкочастотной контактной сварки, высокочастотной индукционной сварки или высокочастотной сварки или сваркой сопротивлением.
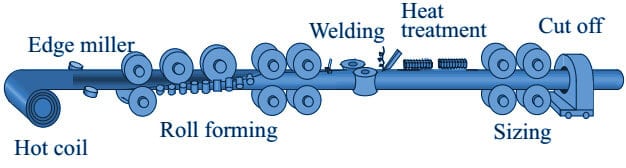
Горячая катушка – фрезерный станок – фасонная прокатка – сварка – тепловая обработка – установление размеров – резка
SAW Производство труб
В процессе сварки SAW внешний присадочный металл (проволочные электроды) используется для соединения формованных пластин. SAW трубы могут иметь один продольный шов, двойной продольный шов в зависимости от размера трубы. Труба SAW также доступна в спиральном шве, который непрерывно катится от единственной пластины катушки. Производительность спиральной SAW трубы очень высока по сравнению с прямой SAW трубой. Однако трубы спиральной SAW используются только в сервисах низкого давления, таких как водоснабжение, некритические технологические процессы и т. д.
Вы узнаете как производится стальная труба: 3 секрета с завода
Труба известна с древних времен, существует аналогия внешнего вида этой конструкции с деревом, бамбуком, тростником. Эти недолговечные материалы использовались для изготовления первых коллекторов. С течением времени требования к изделиям стали гораздо выше. В наше время для производства труб стали применяться стойкие материалы – металлы (бронза, медь, железо) и сплавы – сталь, круглые изделия из которой делают с 1852 года при помощи сварки.

- Общие сведения
- Процесс изготовления: много интересного
- Электросварные прямошовные
- Электросварные спиральношовные
- Бесшовные горячедеформированные
- Бесшовные холоднодеформированные
- Материал
- Характеристики
- Области применения
Общие сведения
Использование или отсутствие сварки – главное отличие при изготовлении востребованных изделий. Половина всех выпускаемых стальных труб – сварные.
Технология сварки в защитном инертном газе применяется в производстве изделий из стали с высоким содержанием легирующих элементов, и из нержавейки.
В современной промышленности метод сварки находится на должном уровне, созданные шовные изделия получаются наилучшего качества, не уступая по своим характеристикам цельнометаллическим. Стальные металлические сварные трубы дешевле бесшовных и по своим характеристикам (с использованием инновационных технологий) не уступают трубам без швов.
Сварные разновидности имеют тонкие стенки, а это значит, они легкие и удобные для транспортировки и проведения монтажных работ. Затраты на спецоборудование по перевозке труб, на оплату персонала могут быть снижены.
Еще одно преимущество труб со сваркой –одинаковая толщина по всей длине, т.к. они создаются из готового стального листа одной толщины.
Стальные трубы выпускаются современными производителями круглой формы и в виде овалов, прямоугольников, квадратов. Это диктуется потребителями и запросами заказчиков. Горячекатанная круглая заготовка из стали при помощи пресса приобретает необходимые формы, калибруется под нужные размеры и используется покупателями в зависимости от цели назначения этих профильных изделий.

Трубы производятся на металлургических заводах
Процесс изготовления: много интересного
Производство стальных труб представляет собой процесс скручивания в трубу стальных листов, предварительно термически обработанных.
Содержание углерода такого сырья недопустимо выше 0,2% от массы. При закручивании кромочная часть листов разогревается электротоком и обжимается электродными кольцами (валками). За шестьдесят секунд таким способом свариваются десятки метров. При разной толщине стенок скорость этого процесса меняется. Трубы сразу нарезаются по определенным размерам с помощью специального оборудования (электрические труборезы для стальных труб), которым всегда оснащен завод по производству стальных труб.
Технологический процесс различается по типу изделий, которые выпускает завод стальных труб.
Электросварные прямошовные
Производство электросварных труб представлено в виде последовательности действий:
- Нарезание продольных полос из развернутого листа стали (штрипса).
- Сварка ленты «бесконечной» длины (непрерывность производства).
- Превращение ленты (при помощи вальцев) в округлую заготовку (шов открыт).
- Проварка шва (с применением таких видов сварки – дуговой, лазерной, плазменной, электронной и др.)
- Калибровка полученной заготовки.
- Проверка шва ультразвуковым исследованием или с помощью вихревых токов.
- Нарезка на отрезки нужной длины.
Электросварные спиральношовные
Производитель стальных труб использует и такую технологию, в которой предполагается закручивание листов стали в спираль вместо трубки. Соответственно шов сварки идет по спирали, что придает изделию большую прочность. Такая стальная электросварная труба имеет меньше шансов на то, чтобы разорваться.
Бесшовные горячедеформированные
Трубный завод может обойтись без сварки, применяя бесшовный метод. Заготовки в форме цельных цилиндров разогревают в печи, затем при помощи прошивного пресса они становятся цилиндрами с полостью внутри. Полученные гильзы вытягивают в горячем виде, применяя вальцы, до нужного размера. Стенки трубы и диаметр приобретают заданные параметры. После остывания трубы делается резьба по длине и складирование.
Такое трубное производство помогает делать сверхпрочные изделия с толщиной стенок до семидесяти пяти миллиметров.
Бесшовные холоднодеформированные
Такие разновидности стального коллектора производятся подобно описанным выше. Но различие этих типов в том, что после прошивки изделие охлаждается и остальные манипуляции с ней осуществляются в холодном виде. Когда труба сформирована, ее отжигают, нагревая до рекристаллизационной температуры стали (для устранения внутреннего напряжения стали). Затем происходит окончательное охлаждение.
Бесшовные холоднодеформированные не такие толстые (в стенках), как горячедеформированные, их толщина колеблется в пределах от 0,3 до 24 миллиметров.
При работе с этими изделиями (со сварными чаще) обязательно нужно держать под рукой фаскосниматель для стальных труб – спецаппарат для зачистки поверхности (наружной и внутренней) и для выравнивания швов после сварки.
Для создания отводов от основного «русла» применяется седелка на стальную трубу. Монтаж трубопроводов очень облегчается при использовании таких деталей.
Материал
Основа стальных труб – легированная сталь. Этот сплав бывает в листах (толщиной до пятидесяти миллиметров) или в рулонах, в виде стальной ленты. Изготовление труб из этого материала связано с техническими характеристиками стали:
- прочность высокого уровня;
- возможность выдержки значительного давления;
- низкий коэффициент линейного расширения.
Наряду с положительными характеристиками у стали выделяют и отрицательный момент – низкую коррозийную устойчивость. Чтобы продлить срок эксплуатации стальных труб, их подвергают антикоррозионной обработке: пассивной (использование спецоболочек для наружных и внутренних частей труб) и активной (электрозащита).
Трубная металлургическая компания использует следующие марки стали.
| Марка стали | Тип труб |
| ст3, ст10-20, ст17г1с-у (углеродистые) | Производство сварных труб (для универсального назначения) широко применяет такие материалы |
| ст20-10 | Горячекатанные без швов |
| ст20 | Холоднодеформированные |
| 08Х18Н10Т, 12Х18Н12Т, 12Х18Н10Т (стойкие к коррозии) | Изделия для химической и энергетической промышленности |
| 08Х18Н10Т, 12Х18Н10Т, 08Х18Н12Т | Нержавеющие центробежнолитые (для среды с агрессивными характеристиками) |
Маркировка стальной трубы говорит специалисту о зашифрованной в буквенно-цифровых обозначениях информации о том, кто производит изделие (или товарном знаке), о размерах трубы и марке стали.
Сталь, применяемая для создания труб, по уровню содержания углерода бывает с его низким, средним и высоким содержанием. По этому показателю (и многим другим) составляются качественные характеристики труб.
Сталь с высоким содержанием углерода ведет к особой прочности труб, но при этом уменьшаются характеристики эластичности и устойчивости к холоду, поэтому такие изделия нежелательно использовать в условиях низких температур.
Легирующие элементы, входящие в состав материала для стальных труб, может значительно повлиять на увеличение прочности при условии процентного их содержания не более 2,5 процентов. Изделия из низколегированной стали дороже, но прочнее и менее подвержены коррозии. Они прослужат намного дольше, чем те, у которых высокое содержание легирующих элементов.
Популярны коллекторы из нержавеющей стали, отличающейся высокой коррозионной стойкостью.
Характеристики
Параметры, влияющие на качество стальных изделий:
- способ производства;
- размеры (диаметр);
- толщина;
- наружное покрытие;
- перфорация.
Характеристика стальных труб зависит от того, есть ли шов в изделии. Бесшовные намного надежнее и прочнее, т.к. шов сам по себе — уязвимое место.

Главный показатель стальных коллекторов – пропускная способность, которая варьируется от диаметра этих изделий (чем больше внутренний диаметр, тем лучше). Производство труб большого диаметра находит применение в строительстве и для усиления несущих конструкций в шахтах и скважинах.
Чтобы коллектор выдерживал высокое давление и при этом не пострадала его конструкция, повышают толщину стенок.
В зависимости от целевого предназначения стальные изделия покрывают сверху цинком, хромом, и это тоже влияет на качественные показатели.
Перфорированные стальные трубы используются как обсадка при бурении (для дренажных и водных систем).
Еще один характерный показатель — шероховатость стальных труб – является индивидуальной величиной для каждой стенки. Она бывает равномерной и эквивалентной. Коэффициент шероховатости стальных труб – характеристика, которую необходимо учитывать при проектировании напорных трубопроводных систем, чтобы определить необходимую толщину и диаметр коллектора.
Области применения
Стальная труба – продукт металлопрокатной промышленности, востребованный во многих сферах деятельности человека:
- строительство (несущие каркасы);
- декоративно-прикладное творчество;
- прокладка нефте- и газотрубопроводов;
- сельское хозяйство (парники, теплицы и т.п.);
- машиностроение;
- мебельное производство;
- оборонные предприятия;
- промышленность.
Трубы из стали предназначены для того, чтобы доставлять конечному потребителю необходимый рабочий продукт. Это изделия универсального назначения. Для транспортировки газа и нефти использую специальные трубопроводы.
Газовые стальные трубы используют для перекачки газов с одного на иное местоположение. Срок службы газопровода из стальных труб определяется специальными нормативными документами и зависит от технических характеристик (диаметра, толщины, покрытия).
Добыча нефти, строительство лесов, выпуск мебели, сооружение спортивных тренажеров – все это сферы приложения стальных труб. Составные части машин и механизмов, каркасы строительных сооружений состоят из стальных изделий разного диаметра.
Декоративные элементы из стальных труб востребованы при создании различных конструкционных каркасов – стульев, столов, лестничных перил, диванных ножек и т.п. Особенно востребована у дизайнеров стальная труба из нержавеющей стали, покрытая хромом.
Виды стальных труб большого диаметра – особенности производства и использования
Стальные трубы широко используются в производственных схемах и, несмотря на появление новых материалов, таких как пластик или металлопластик, по сей день не утратили популярности, а в некоторых случаях являются единственно возможным вариантом обустройства трубопроводов.

К незаменимым изделиям относятся, в частности, металлические трубы большого диаметра, применяемые при прокладке пролегающих под мостами и шоссейными трассами коммуникаций и в технологических цепочках, обеспечивающих работу сельскохозяйственных и промышленных объектов.
Классификация труб больших сечений
Одна из главных характеристик продукции – это материал изготовления.
Трубы больших диаметров изготавливают:
- Из металлов и сплавов.
- Из высокомолекулярных соединений (пластмасс).
Вторым параметром, определяющим подбор изделий при проектировании новых трубопроводов или при ремонте уже действующих, является диаметр. Эта характеристика рассматривается вкупе с шириной просвета трубы и толщиной её стенок.

Выпускаемая на территории Российской Федерации продукция, с целью обеспечения универсальности, взаимозаменяемости и наименьшего расхода сырья при сохранении требуемого качества, должна соответствовать нормативным документам – ГОСТам или техническим условиям предприятия (ТУ).
Размеры труб из чёрного металла регламентируются ГОСТом 10704-91.
Согласно этому документу, по диаметру изделия делятся на:
- трубы малого диаметра (значение параметра не превышает 114 мм);
- трубы среднего диаметра (значение лежит в диапазоне 114…530 мм);
- трубы большого диаметра (508 мм и выше).
Согласно ГОСТам и ТУ, в типоразмерных таблицах должны указываться следующие стандартизированные геометрические параметры продукции:
- Диаметр наружный. Важен для общей оценки габаритов будущего трубопровода и для расчёта необходимого количества красящих или изолирующих материалов для защиты изделия.
- Диаметр внутренний, или просвет. Используется в гидравлических расчётах.
- Толщина стенки. Важнейший параметр для прочностных расчётов, обеспечивающих безопасность смонтированной системы как для людей, так и для окружающей среды.
- Диаметр номинальный (условный). Применяется как основная характеристика сортамента труб; основной параметр для вычисления массы изделий и их пропускной способности.

По толщине стенки трубы подразделяют на:
- Тонкостенные.
- Стандартные.
- Толстостенные.
По способу изготовления стальные трубы и изделия из иных металлов и сплавов классифицируют на:
- цельные (бесшовные);
- сварные (имеющие шов от электросварки или других её видов).
Изделия первого вида, в силу сложности и повышенной точности изготовления, стоят дороже; они предназначены для использования в системах, переносящих рабочую среду под высоким внутренним давлением или при тяжёлых внешних условиях. Продукция второго вида стоит дешевле и вполне подходит для применения в обычных трубопроводах.
При условии использования соответствующих ГОСТам труб нет необходимости рассчитывать их массу: она приведена в таблицах при принимаемой плотности стали 7,85 г/см 3 и вычислена с учётом длины отрезка, толщины стенки и диаметра изделия. Отклонения по массе, с учётом всех допусков, не должны превышать 8% в любую сторону.
Следует заметить, что для стальных труб большого диаметра ГОСТом предполагаются значительные колебания толщины стенок. Например, если этот параметр лежит в диапазоне 8…12 мм, допустимое отклонение составляет до 0,8 мм в любую сторону. Это на первый взгляд незначительное несоответствие с учётом размеров труб и поставки их большими партиями перерастает в серьёзную разницу в указанном в документации и реальном весе, что может привести к недопониманию между сторонами сделки.

В таблицах и иных формах представления сортамента металлопрокатной продукции стоимость таких труб принято указывать в расчёте на тонну, а не на погонный метр. Рассчитать необходимую массу приобретаемой партии товара обычно можно, воспользовавшись специализированными программами-калькуляторами, размещёнными на сайте компании.
Поскольку сталь, несмотря на все преимущества, сильнее прочих сплавов подвержена коррозии, для защиты изделий из неё, особенно в случаях затруднённого доступа, применяют антикоррозийную защиту. В частности, нанесение красящего слоя или оцинковку.
Соответствующее покрытие может быть нанесено:
- На наружную поверхность изделия.
- На внутреннюю его область.
- Снаружи и внутри.
Для чего применяются трубы различных диаметров
В настоящее время сталь – самый популярный материал для производства труб. Благодаря её высоким технологическим характеристикам и налаженным схемам производства стальные трубы выпускаются практически с любыми диаметрами и, помимо круглой, могут характеризоваться квадратной, прямоугольной, овальной и другими геометриями профиля. Применение стальных труб в той или иной сфере зависит от их диаметра.
Изделия небольшого и малого диаметра используются при:
- обустройстве контуров отопления;
- конструировании газопроводов и паропроводов (прочитайте также: “Ассортимент стальных труб для газопроводов, преимущества и недостатки”);
- монтаже водопроводов холодной и горячей воды;
- необходимости защитить от повреждений электрические кабели и провода.

Трубы со значениями диаметра в диапазоне 273…325 мм необходимы в технологических схемах и контурах:
- котельных и теплоцентралей;
- коммунальных сетей;
- всех вариантов коммуникаций;
- агрегатов водоснабжения;
- энергетической и газотранспортной отраслей;
- нефтегазовой промышленности;
- химических производств.
Трубы из стали с диаметрами в диапазоне 426…530 мм применяются в тех же сферах деятельности, но в случаях, когда пропускной способности изделий предыдущего типа недостаточно. Ещё одна область применения такой продукции – конструирование опор и каркасов различного назначения. Читайте также: “Ассортимент и виды стальных труб – стандарты размеров, способов производства”.

Трубы большого диаметра используются в следующих областях:
- строительство мостов – в качестве опор;
- создание дорог;
- разные сферы промышленности – в схемах, в которых предусмотрено перемещение большого объёма рабочей среды;
- тяжёлое машиностроение;
- судостроение;
- создание крупных теплоцентралей;
- сооружение канализаций и водоотводов;
- обустройстве скважин для бурения.

Изделия со значениями диаметров 720…1020 мм нашли применение при создании:
- нефтепроводов магистрального значения;
- особо протяжённых газопроводов;
- коммуникационных сетей с большой пропускной способностью;
- крупных объектов строительства.
Трубы самого большого диаметра – 1420…2020 мм – используются только при прокладке защищённых от коррозии:
- систем переноса большого объёма воды, в том числе стоков канализации, дренажей и колодцев;
- тоннелей различного назначения и пролегающих под трассами речных русел.
Особенности труб большого диаметра
В настоящее время выпуск такой продукции налажен и не вызывает проблем.
Недостаток больших изделий – сложность обустройства трубопроводов, связанная с:
- весом труб;
- необходимостью применения сварки и резки на больших участках;
- невозможностью ни в какой степени согнуть изделие и, соответственно, технологической сложностью создания поворотных участков системы.

Торцы труб большого диаметра обязательно должны обрабатываться:
- После разрезания – с целью счистить заусенцы.
- После изготовления – для избавления площади торца от неровностей, мешающих качественной стыковке изделий.

В соответствии с предполагаемым применением продукция делится на:
- Изделия общего назначения.
- Продукцию специального использования.
Трубы больших сечений изготавливают только с помощью сварки стальных листов, и по типу сварного шва они бывают:
- прямошовные с контактной сваркой – диаметры таких изделий могут составлять до 426 мм;
- прямошовные с электродуговой сваркой – диаметр до 820 мм. Читайте также: “Какие диаметры стальных труб бывают – виды и характеристики”.

Если продукция приобретается у завода-изготовителя, использующего современное оборудование и имеющего необходимые сертификаты, проверять качество сварного шва нет необходимости .
Стандартный ряд труб большого диаметра включает значения: 530, 630, 720, 820, 1020, 1220, 1420, 1620 мм и более. Мерная длина изменяется в пределах 11,5 м.
Производство стальных труб с большими диаметрами
Как и прочие изделия, эти трубы должны соответствовать ГОСТам, а применяемая технологическая цепочка производства – гарантировать:
- общее качество продукции;
- механическую прочность и долгий срок службы;
- жёсткость и устойчивость к изгибающим нагрузкам;
- стойкость к повышенным значениям внутреннего и внешнего давления.

Большие стальные трубы отличаются долговечностью: не защищённые от коррозии изделия гарантированно сохранят рабочее состояние 10-12 лет, защищённые – вплоть до 40 лет.
Чтобы соблюсти все предъявляемые к продукции требования, процесс её производства, при возможности варьирования отдельных условий, должен соответствовать общему плану:
- Нарезка исходного прокатного материала на листы.
- Придание листам готовой формы (этот может быть как окружность, так и различные профили).
- Сварка краёв заготовки.
- Зачистка сварного шва.
- Экспертиза качества шва.

Если трубы используются для обустройства теплотрасс, на них наносят теплоизоляцию различных типов – ППУ, ЦПИ или ВУС. Правильно и равномерно нанесённая изоляция позволяет минимизировать потери тепла и избежать финансовых убытков.
Маркировка труб большого диаметра
Маркировка изделий, помимо прочих стандартных обозначений, содержит символы:
- Dу – показывает величину условного прохода;
- G – диаметр резьбы;
- Dh – наружный диаметр трубы в поперечном разрезе.
Правильный подбор труб большого диаметра в соответствии с представленными выше параметрами – залог успешного и бесперебойного функционирования трубопровода. Читайте также: “Правила маркировки стальных труб, как читать обозначения”.
Производство труб: виды труб и технологии производства
![]()
Производство труб в России занимает отдельную и довольно крупную нишу промышленности.
- Крупнейший трубопрокатный завод ЧТПЗ
- Основные виды и категории труб, производимых в России
- Технологии производства труб
Постоянно возрастающий спрос на изделия, которые можно применять для транспортировки жидких, газообразных и твердых веществ, которые можно использовать в строительстве, бурении, разработке колодцев и скважин объясняет резкое увеличение предложений на рынке соответствующей продукции. Однако, несмотря на огромное количество компаний, осуществляющих производство полипропиленовых труб из различных сталей и различного предназначения, подобрать по-настоящему качественное изделие, которое будет иметь вполне демократичную цену, не так уж и просто.
Следуя установленным правилам, линия производства труб должна быть выполнена в соответствии с Госстандартом или, если их целью не является массовое использование, в соответствии с тех. условиями согласно их применению.
Стоит отметить, что в данном сегменте рынка существуют свои правила и законы, маркетинг здесь работает иначе, чем в других направлениях бизнеса, поэтому названия крупных компаний-производителей известны только в узких кругах специалистов по эксплуатации, производству и продаже трубопроката. Иногда готовую продукцию потребитель покупает не зная, кто является заводом-производителем, работая исключительно с реализатором или посредником.
Крупнейший трубопрокатный завод ЧТПЗ
Современный, динамично развивающийся и ориентированный в первую очередь на потребности клиентов складской комплекс крупнейшего трубопрокатного завода-производителя ЧТПЗ предлагает трубы большого диаметра или любых других необходимых размеров. Сделать выбор можно с помощью каталога труб ЧТПЗ и ПНТЗ, а также помогут опытные консультанты, которые прекрасно разбираются в сортаменте труб и являются профессионалами в том, чтобы найти наиболее оптимальный вариант для каждого клиента.
Продажа труб осуществляется прямо со склада или под заказ. Налаженные связи с крупнейшими заводами по производству труб помогают обеспечить более чем демократическую стоимость продукции. Забрать трубы со склада можно самостоятельно, подразделения компании существуют по всей России, также рекомендуется воспользоваться развитой системой логистики компании и заказать на объект каталог трубопроката и продукцию.

Основные виды и категории труб, производимых в России
Учитывая повышение спроса на металлопрокат, в модернизацию данной отрасли производства за последние годы было вложено много инвестиций. Проводится разработка и закупка современного оборудования для производства труб, осуществляются исследования и вводятся в эксплуатацию новые технологии, которые значительно повышают качество готовой продукции.
На сегодняшний день наибольшей популярностью среди отечественных и зарубежных покупателей отличаются такие виды труб:
- электросварные (бывают прямошовные и спиральношовные, горяче- и холоднокатаные), которые используются во всех отраслях строительства, а также при организации сложных систем трубопроводов;
- специального назначения, которые нашли применение в автомобилестроении и в производстве бытовой техники (например, стиральные машинки, холодильники и т.п.) не только в России, но и во многих странах ближнего и дальнего зарубежья;
- трубы для магистральных газопроводов;
- трубы для строения подводных газопроводов;
- трубы для добычи нефти;
- полимерные трубы, применяющиеся для строительства и ремонта трубопроводов для бытовых и промышленных потребностей, а также для защиты более хрупких конструкций (в качестве «рубашки» — защитной оболочки);
- полипропиленовые трубы;
- трубы ПВХ для водопровода и канализации.
Технологии производства труб
Наиболее распространенные технологии, используемые при производстве труб:
- Сварка. Используется в основном для металлических труб. При этом лист сворачивается таким образом, чтобы шов был ровным (прямошовные трубы), или накручивают ленту по спирали (спиралешовная труба);
- Прокат. Этот способ осуществляется за счет прокатки готового слитка через специальное оборудование, которое создает отверстие необходимого диаметра по центру и позволяет изготовить бесшовную трубу;
- Высверливание. При этом способе в заготовке высверливается отверстие. Используется не часто, так как большая часть металла превращается во время такой обработки в стружку и для дальнейшей эксплуатации не годится. Чаще всего применяется для изготовления деталей различных механизмов, в том числе и для оружейного производства;
- Фальцовка с обжатием. В этом случае на заводе при производстве профильной трубы формируется трубчатое сечение трубы и образуется продольный шов;
- Литье. Есть два типа производства литьем стальных труб. Материал вливают в быстро вращающуюся полую форму или в форму со стрежнем необходимого для отверстия диаметра;
- Производство ПНД труб осуществляется из полиэтилена при низком давлении. Изделия подходят для выполнения обвязки газо- и водопровода в бытовых условиях. Производство полиэтиленовых труб может проводиться и другими способами, например, методом экструзии закрытого типа. Тогда трубы получаются более прочными;
- Производство труб ППУ проводится в первую очередь для оборудования теплоизоляционных систем. Изделия имеют дополнительную систему защиты.
На передовых заводах производство труб выполняется с применением инновационных технологий не только при изготовлении товара, но и относительно сохранения окружающей среды и переработки отходов производства.
Типы узлов подключения радиаторов и их предназначение
Подсоединение батарей нижним способом предусматривает расположение патрубков внизу конструкции, с обеих или одной из сторон. Узел нижнего подключения радиатора чаще всего применяется в частных домах для маскировки коммуникаций.
- Необходимость точки подключения
- Плюсы и минусы технологии
- Совместимость системы отопления с нижним подводом
- Виды узлов подключения
- Однотрубные
- Двухтрубные
- Комбинированные
- Типы фитингов для узла
- Специфика установки радиаторов с нижним подключением
- Г-образные патрубки
- Т-образные патрубки
- Схема подключения узла
- Через байпас
- Через инжектор
- Разводка Тихельмана
- Использование удлинителей потока
- Использование переходника
- Какие радиаторы подойдут
Необходимость точки подключения
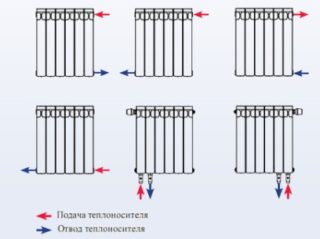
Основные способы подключения радиаторов в системе отопления
Соединение источников тепла с трассой снизу предусматривает наличие труб на входе и выходе. Одна из них используется для подачи воды, вторая – для отвода. Схема предназначена для:
- легкой стыковки элементов отопления;
- простоты замены радиаторов, если нужен ремонт;
- компактность развязки;
- скрытия некрасивых коммуникаций;
- оснащения теплотрассы клапаном охлаждения с зондом-трубкой;
- упрощения монтажа секционных батарей с донными патрубками нагревателей.
При выводе системы из стен формируются нижние Г-образные конструкции.
Плюсы и минусы технологии

Способ подключения выбирают, чтобы обеспечить равномерное нагревание батарей отопления
Оптимальный вариант применения узла для подключения отопительного радиатора с нижним типом подводки – двухтрубная система. Коммуникации исключают тепловые потери, имеют несколько преимуществ:
- равномерный нагрев верхней и нижней части батарей;
- легкость последовательного соединения труб;
- качественный прогрев комнат, который позволяет реализовать только двухтрубный способ;
- маскировка радиаторных элементов в полу или стенах;
- быстрый демонтаж и замена элементов;
- возможность установки трубопровода из полипропилена, меди, PEX, биметалла, алюминия, стали.
К минусам нижнего подвода относятся необходимость доукомплектации каждой батареи воздухоотводчиками, невозможность обустройства при наличии циркуляционного насоса.
Совместимость системы отопления с нижним подводом

Нижнее подключение выглядит эстетично, но жидкости трудно подняться и нагреть верхнюю часть батареи
Организация нижнего подвода не выполняется в коммуникациях с естественным типом циркуляции. Причина заключается в направлении воды – снизу вверх, против силы тяжести. При наличии двухсторонней системе требуется ставить клапан на возвратный патрубок. Элемент отличается большей пропускной способностью в сравнении со стандартной футоркой, что позволяет использовать мощные циркуляционные насосы.
Одностороннее нижнее подсоединение осложняется гидродинамическим сопротивлением радиаторов за счет наличия двух встречных каналов и малого условного прохода. Запорно-регулировочную арматуру подобрать проблематично – она представлена в основном моделями с выносными термостатами.
Инжекторы односторонней схемы оснащаются встроенным байпасом, поэтому сложно отрегулировать расход воды. Инжекторный прибор с отдельным дросселем и головкой-термостатом нельзя поставить по причине нехватки места.
Виды узлов подключения
Н-образный узел, расположенный снизу, облегчает процесс настройки, перекрытия радиаторов и слива из них теплоносителя. В зависимости от типа контурной арматуры существует несколько разновидностей конструкций.
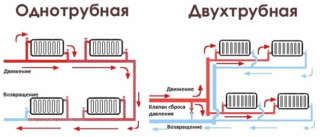
Однотрубные
Выбирать систему подключения с 1 или 2 трубами нужно исходя из площади помещения
Теплоноситель двигается по магистрали на приборы отопления. Вследствие падения температуры воды батарея хорошо прогревается только в первой цепи, последние остаются холодными. Для выравнивания разницы температур применяется байпасная разводка. Система термокомпенсации делит входные потоки на две части. Одна направляется на радиаторные устройства и начинает нагревать корпус. Вторая в этот момент двигается к следующему прибору.
Двухтрубные
Радиаторы прогреваются равномерно без байпаса. При наличии нижнего узла применяется конструкция «бинокль» в виде фитингов с кранами регулировки и закрытия. Один патрубок выводится на подачу, второй – на обратку.
Комбинированные
Магистраль с байпасным каналом внутри применяется в однотрубной и двухтрубной разводке. На теплотрассе из одной трубы байпас немного приоткрывается, из двух – полностью закрывается.
Типы фитингов для узла

Типы фитингов, которые применяются для соединения труб и радиаторов в системе отопления
Подключать коммуникации нижним способом можно при помощи трех типов фитингов:
- Прямые. Применяются для подведения модулей радиаторов к патрубкам, выходящим из пола в вертикальном положении. Прямая схема фитингов предусматривает наличие фитингов с «американкой» (накидной гайкой) или компрессионной переходной муфтой.
- Угловые. Трубы выводятся из стены на минимальной высоте от напольной поверхности. Угловой фитинг подсоединяется американкой, расположенной на концах патрубков.
- Кранов для закрытия системы и регулировки температуры. Фитинг встраивается в корпус батареи и обеспечивает скорость подсоединения к двухтрубной разводке. При помощи шаровых или вентильных кранов с утопленными наконечниками можно отрегулировать обратку, подачу, выключать радиаторы.
Части стального трубопровода фиксируют накидной металлопластиковой гайкой с разъемом типа «Евроконус».
Специфика установки радиаторов с нижним подключением
При подключении радиаторов необходимо соблюдать расстояния до стены, пола и подоконника
Подключать радиаторные элементы вне зависимости от способа требуется с отступом от поверхности стены на 5 см, от подоконников – на 5-10 см, от пола – на 8-10 см. Для самостоятельного монтажа понадобятся:
- трубки Г-образной или Т-образной формы;
- уровень и труборез;
- специальные узлы мультифлекс;
- лента ФУМ;
- теплоизоляционный материал;
- гайки.
Подвод выполняется на этапе ремонта жилища или строительства теплых полов в стенах, между отопительными приборами и полом или в полу. Последовательность работ зависит от формы арматуры.
Г-образные патрубки

Подключение радиатора Г-образным патрубком снизу
Отопительные элементы можно подключить следующим образом:
- Монтаж ниппеля и блока шаровых вентилей.
- Надевание на патрубок резьбозажимного фиксатора.
- Развальцовка трубки для предотвращения сползания резинового уплотнителя.
- Установка элемента в угловой фиксатор.
- Вывод конструкции в блок шаровых вентилей и наживление.
- Выполнение разметки под крепеж фиксатора и демонтаж труб.
На перекрытие конструкция устанавливается дюбель-крюками. Для предотвращения выскакивания труб из-под стяжки делается шаг 0,5 м.
Т-образные патрубки

Т-образный патрубок для подключения радиаторов отопления
Процесс подсоединения реализуется так:
- Надевание на резьбозажимного соединения на патрубок.
- Развальцовка элемента.
- Выполнение фиксации при помощи надвижной гильзы.
- Маскировка узла декоративными накладками под цвет и фактуру отделки.
До начала подключения проводится оштукатуривание и выравнивание поверхности.
После выполнения монтажных работ производится ручная или термоклапанная регулировка. В первом случае применяются трехходовые или шаровые краны перед и после радиатора. Температура устанавливается вручную или программируется. Для нижних батарей лучше всего подойдут регулировочные краны с термоголовкой.
Схема подключения узла
Подсоединение нижнего узла выполняется по нескольким схемам.
Через байпас
Байпас снижает теплопотери примерно на 20%, чем экономит денежные средства
Байпасная реализуется посредством:
- Встроенного канала с регулируемым диаметром отверстия. Его можно подсоединить к однотрубным коммуникациям для равномерного распределения температуры воды. При помощи гаек-эксцентриков можно подключить трубные отводы с любой осевой дистанцией.
- Вынесенного элемента для повышения температуры на входе с последующим выравниванием в системе. Трубку подключают через фитинг со встроенным терморегулятором. Теплоноситель будет через байпас направляться наверх батареи и стекать вниз. Для регулировки обратки в верхнюю часть встраивается спускник воздуха.
Байпас снижает тепловые потери на 20%.
Через инжектор
Инжекторный, или нижний боковой метод предусматривает наличие специальных приборов. Инжекторы выполняются в виде патрубка, установленного в корпус трубы на выходе. Особенность схемы – направление горячего теплоноситель в батарею через вход около патрубка и возврат через него на обратку. Сбоку инжекторного устройства находится клапанный регулятор, винт или автоматический терморегулятор.
Разводка Тихельмана
Разводка Тихельмана не дает теплоносителю полностью охлаждаться
Актуальна для однотрубной системы отопления. Основная линия дооснащается попутной разводкой с одинаковым общим расстоянием для линий подачи и обратки.
Использование удлинителей потока
Устройство монтируется внизу, отводов наверх не имеет. Теплоноситель циркулирует, перемещаясь до середины батареи, а затем выходит в конце. Он поднимается и выталкивает воду через патрубок выхода. Удлинители потока не применяются в самотечных коммуникациях.
Использование переходника
Элемент вкручивается внизу, наверх направляется нержавеющий патрубок. Отопительные трубы на переходник подсоединяются снизу.
Какие радиаторы подойдут
Производители выпускают батареи под нижнее подключение с патрубками выхода и входа внизу. Универсальные модели имеют 4 зазора под магистрали, поэтому врезаются любым способом. На два входа подкидываются отопительные патрубки, остальные скрываются заглушками. Допускается подключать нижним способом радиаторы под боковую врезку. Понадобится специальный монтажный комплект для крепления труб на стену, в нее или под полом.
Фиксация производится снизу на кронштейнах. Элемент должен быть немного наклонен в сторону обратного движения теплоносителя. Таким образом из системы быстро удаляются воздушные пробки.
Нижний способ подсоединения радиаторов подходит для отопления однотрубного и двухтрубного типа. При помощи специальных фитингов и устройств технология реализуется в квартире и частном доме.
Узел нижнего подключения радиатора — как правильно выбрать и установить
При обустройстве систем отопления частных домов часто применяются теплообменные радиаторы с подводом воды по трубопроводу, находящимся в полу под стяжкой. Такое расположение труб позволяет эффективно и эстетично подвести тепловой носитель к теплообменным приборам через узел нижнего подключения радиатора.
Реализовывают подключение снизу при помощи стальных или алюминиевых панельных радиаторов, имеющих отводы внизу с наружной резьбой на стандартном удалении друг от друга. К отводам труб в стене или полу радиатор подключают при помощи угловых или прямых н-образных переходников с винтовым разъемом американка на выходном патрубке (в народе их также называют «бинокль» из-за схожего внешнего вида).

Рис. 1 Узлы подключения радиаторов отопления — разновидности
- Что такое узел подключения радиатора
- Узел нижнего подключения радиатора — преимущества использования
- Особенности применения узлов нижнего подключения
- Типы узлов нижнего подключения
- Схема подключения узла
- Монтаж радиаторов с узлом нижнего подключения
Что такое узел подключения радиатора
Узлом подключения радиатора с нижней подводкой называет н-образную деталь сантехнической арматуры с двумя параллельно расположенными фитингами на расстоянии посадочных мест стального панельного радиатора, и жесткой перемычкой между ними. Типовая деталь имеет с одной стороны фитинг в запрессованную накидную гайку с прокладкой (разъем американка) с внутренним диаметром 3/4 дюйма, с другой стороны на фитинг нанесена 3/4 дюймовая наружная резьба.
Внутри каждого из вводов размещен запорный шаровый кран или винтовой вентиль, позволяющий регулировать или перекрывать поступающий тепловой носитель, при снятии батареи во время ее ремонта или замены применяют запорную функцию.
Узел нижнего подключения радиатора — преимущества использования
Арматура для радиаторов, с помощью которой производится подсоединение снизу, предназначена для использования в стальных панельных теплообменниках и не подходит для алюминиевых секций радиаторов — благодаря этому стальные виды оказывают им высокую конкуренцию. Нижнее включение по сравнению с другими типами имеет следующие преимущества использования арматуры:
- Экономия трубных материалов и отводов — в конструкции пола или на стене для присоединения радиатора имеются только два коротких вывода, трубы не идут к его верхнему входному отверстию.
- Соединение внизу обладает эстетичностью, а если трубопровод выходит из стены, его практически не видно под корпусом и оно не мешает мыть напольное покрытие.
- Запорно регулирующая арматура (краны шаровые или вентили) в «бинокле» позволяет управлять интенсивностью поступающей в теплообменник жидкости, а при полном ее перекрытии снимать батареи для обслуживания или ремонта.
- Узел нижнего подключения с вертикальным байпасом равномерно распределяет воду по радиатору с обогревом его наиболее холодных верхних углов, которое наблюдается при нижнем подсоединении. Также при однотрубной разводке байпас способствует выравниванию температур входящего и обратного потоков, что свою очередь приводит к равномерному нагреванию встроенных в линию приборов.

Рис. 2 Установленные прямой и угловой 3/4 дюймовые нижние фитинги
Особенности применения узлов нижнего подключения
Присоединение к системам отопления внизу эффективно в случае прохождения подводящих труб под полом, иногда для удобства и эстетики их заводят в стены на небольшую высоту — угловые фитинги позволяют подключить трубы к радиаторному корпусу.
Помимо запирающих и регулирующих вентилей, для повышения эффективности работы в арматурные подключающие узлы нередко встраивают внутренние и наружные байпасы, для установки температурного режима используют терморегуляторы.
Основным материалом изготовления устройств является латунь, при приобретении следует обращать внимание на толщину стенок и длину резьбы — производители, которые выпускают бюджетные изделия, делают их тонкостенными с короткой резьбовой нитью.
Основным материалом изготовления устройств является латунь, при приобретении следует обращать внимание на толщину стенок и длину резьбы — производители, которые выпускают бюджетные изделия, делают их тонкостенными с короткой резьбовой нитью.

Рис.3 Нижняя подводка – примеры монтажа
Типы узлов нижнего подключения
В индивидуальных жилых домах используются однотрубная и двухтрубная отопительные системы, для подключения отдельно стоящего теплообменника применяют комбинированный способ, при котором в разводке с двумя трубами его включают только в подающую линию по схеме ленинградка.
Соответственно выпускаемые производителем узлы с нижним подключением предназначены для использования арматуры в однотрубных, двухтрубных или комбинированных контурах, их особенности:
- В однотрубной линии при движении теплоносящей жидкости последовательно по всем обогревательным приборам, ее температура падает, что соответственно приводит к сильному нагреву первых в цепи батарей и холодной поверхности последних. Для выравнивания температур теплоносителя на входе всех приборов используется термокомпенсация, которая осуществляется байпасной разводкой, разделяющей входящий поток на две ветви — одна часть отправляется в радиатор и нагревает его корпус, другая беспрепятственно следует к следующей батарее, смешиваясь с охлажденным потоком, выходящим с первого теплообменника.
- В двухтрубных системах температура нагрева всех обогревателей равномерна и их температурная компенсация не требуется. При данной разводке применяется основная конструкция «бинокля» — фитинг с запорными или регулирующими клапанами, один патрубок которого подключают к подающей линии, другой подсоединяют к обратке.
- Комбинированный узел с внутренним байпасным каналом встраивают как в однотрубную, так и в двухтрубную отопительную систему, в первом случае канал байпаса приоткрывают, во втором он полностью закрыт.

Рис. 4 Фитинги от ведущих зарубежных производителей
По конструктивному исполнению корпуса различают две главные разновидности фитингов нижнего подключения:
- Прямые. Предназначены для подсоединения радиаторных модулей к вертикально выходящим из пола трубам, так как выходной патрубок узла имеет внешнюю резьбу, трубы должны иметь выходные фитинги с накидной гайкой (американкой) или компрессионную муфту с переходом на американку.
- Угловые. Системы угловой фиксации — лучший вариант с эстетической точки зрения, в этом случае трубы выходят из стены на небольшой высоте от пола, а резьбовые патрубки углового фитинга подсоединяются к ним при помощи накидной гайки, установленной на трубных концах.
Для соединения узла с магистралью из стальных труб применяют американку, для сшитого полиэтилена (металлопласта) используют специальный компрессионный разъем Евроконус. Его штуцер вставляется в трубу и прижимается к ней наружным кольцом с прорезью посредством вращающейся вокруг своей оси накидной гайки, она же вместе с конусным уплотнением соединяет стыкуемые детали друг с другом.

Рис. 5 Узлы со встроенным байпасом
Помимо стандартной конструкции со встроенными запорными или регулирующими вентилями, напоминающей своим внешним видом бинокль, на строительном рынке представлен довольно широкий ассортимент товаров, имеющих отличную от типового узла конструкцию. Основные модификации узлов, представленные в торговой сети:
- С запорными или регулирующими вентилями. Фитинг предназначен для подключения к двухтрубной системе, вмонтированные в корпус шаровые или винтовые вентили с утопленной головкой под плоскую отвертку позволяют регулировать отдельно потоки подачи и обратки при необходимости балансировки, а также отключать радиатор от теплоносящей магистрали.
- Со встроенным байпасом. Такую схему имеет радиаторная арматура Hummel — в ее нижней части имеется байпасный канал, диаметр прохода которого регулируется винтовым клапаном. Данное конструктивное исполнение эффективно для однотрубных систем, в которых желательно поддерживать одинаковую температуру теплоносителя на входе всех радиаторных теплообменников. Помимо этого, в комплект радиаторного арматурного узла Hummel входят эксцентрические гайки, которые нужны для его подключения к трубным отводам с различным осевым расстоянием — это позволяет избежать некачественного монтажа при отклонениях в соосности.

Рис. 6 Конструкция с вертикальным байпасом
- С вынесенным байпасом. Схема подключения радиаторов с байпасом позволяет повысить температуру проходящего потока для увеличения нагрева следующих батарей и соответственно выравнивания их теплоотдачи во всей цепи. Подводку с байпасом подсоединяют к радиатору сбоку, байпасная трубка подключается к его верхней точке через фитинг, в который встроена терморегулирующая головка.
Так как теплоноситель поступает через байпас в верхнюю часть обогревателя и затем стекает вниз, возвращаясь в контур через обратку, эффективность его обогрева намного выше, чем у модификаций чисто нижнего подсоединения с теплопотерями около 20%. Также в модели с вертикальным байпасом имеется винт для регулировки обратного потока теплоносителя, иногда вверх встраивается автоматический воздухоотводчик.

Рис. 7 Инжекторная подводка – принцип работы и конструкция
- Инжекторный. К разновидностям устройств подводки снизу можно отнести инжекторные приспособления, подсоединяемые к боковой части батареи снизу, схема включает в себя трубку, вставленную в выходной корпусной патрубок. Горячий носитель вливается в радиатор через входное отверстие вокруг трубки, и через нее возвращается в обратку. В боковой части инжектора имеется клапанный регулятор, в некоторых моделях он заменен терморегулятором, также в устройстве предусмотрена возможность регулировки интенсивности обратного потока винтом.
Помимо перечисленных выше приспособлений, выпускается ряд других модификаций н-образных фитингов, имеющих различные конструктивные особенности арматуры — приборы с перекрестным направлением потоков, элементы с отводом в боковой части для слива воды (дренажа), с переходными эксцентриками, смещенной соосностью входных и выходных отверстий.

Рис. 8 Подключение и разновидности модельного ряда нижневходовых узлов
Схема подключения узла
Основными типами радиаторов для обогрева, которые подключают с низкой подводкой, является стальные панельные и биметаллические (выдерживают высокое давление), намного реже расположенные внизу выводы встречаются в конструкции алюминиевого радиатора и трубчатых модификациях.
Так как подвод жидкости снизу может использоваться в однотрубной и двухтрубной системе, ее схема ничем не отличается от других способов подключения и соединений радиаторов (боковое, диагональное, верхнее). При однотрубной разводке стандартная схема отопления нуждается в проведении ручной или автоматической настройки, существенно упростить балансировку помогает разводка Тихельмана (попутная), в которой общая длина отопительного контура подачи и обратки одинакова для всех обогревателей.

Рис. 9 Схема подключения радиаторов снизу
Монтаж радиаторов с узлом нижнего подключения
Присоединение узлами панельного обогревателя осуществляется простейшим инструментом в виде гаечного ключа, если производится регулировка, применяется шестигранник или плоская отвертка. Так как все патрубки оснащены герметичными фторопластовыми или резиновыми уплотнителями, применение нитей, пакли и других гидроизолирующих материалов не требуется. При подключении снизу к распространенному трубопроводу из сшитого полиэтилена поступают следующим образом:
- Одевают на торцевые трубные выходы муфту Евроконус с накидной гайкой, ее отличие от стандартных компрессионных фитингов заключается в том, что прижим полиэтиленовой оболочки к внутреннему штуцеру через внешнее кольцо с прорезью, и подсоединение к патрубку «бинокля» производится одной накидной гайкой. Конус на конце разъема с резиновой прокладкой плотно и герметично входит в ответное посадочное отверстие при закручивании гайки.
- Прикручивают ключом к радиатору снизу н-образный узел гайкой американки с использованием обычных и конусных прокладок, входящих в монтажный комплект терморегулирующего фитинга, устанавливают радиатор на пол или навешивают на стену на нужной высоте.
- Присоединяют гаечным ключом накидные гайки муфты Евроконус от трубных концов к входным патрубкам арматуры нижнего подключения.
При проведении работ главное не пережать соединения ключом, которое может вызвать необратимый разрыв прокладок и потерю герметичности, лучше прикрутить все гайки вручную с максимальным усилием, а после подачи воды в местах утечек слегка поджать разводным ключом.

Рис. 10 Пример монтажа радиатора на нижние фитинги (Hummel)
Главные преимущества нижней подводки радиаторов — эстетичный вид и экономия материалов, при этом плохо прогреваются верхние углы батарей, в результате чего эффективность обогревания снижается на 15 — 20%. Выходом из положения является встраивание наружного байпаса, через который теплоноситель сразу подается в верхний радиаторный патрубок.
Хотя тепло распределяется равномерно, данная деталь снижает эстетику вида и теряется одно из основных преимуществ нижней подводки. Применение в подводящей арматуре встроенных байпасов, терморегуляторов, регулирующих и запорных клапанов, позволяет эффективно использовать нижневходовое устройство в однотрубных и двухтрубных отопительных системах.
Нижнее подключение радиаторов отопления: плюсы и минусы схемы
Подвод труб к радиатору снизу — это одно из лучших решений в сантехмонтаже, обеспечивающее высокий уровень эстетики отопительных приборов. Есть, однако, ряд правил, соблюдение которых обеспечит корректную работу всей гидросистемы и облегчит процесс подключения.
- Какие радиаторы рассчитаны на нижнее подключение
- В каких системах отопления практикуется нижний подвод
- Подвод труб к радиатору
- Арматура и расходники
- Правила монтажа

Какие радиаторы рассчитаны на нижнее подключение
Диагональная схема присоединения радиаторов недаром считается самой эффективной. Именно так обеспечивается максимальный теплосъём, равномерное распределение теплоносителя и оптимальный температурный градиент, способствующий интенсивной конвекции. Даже при нижнем подводе труб к радиатору одним из обязательных требований считается обеспечение протока воды по диагонали от верхнего края к нижнему противоположному. Но не все радиаторы имеют устройство, позволяющее добиться такого распределения теплоносителя.
 Конструкция панельного радиатора с нижней подводкой
Конструкция панельного радиатора с нижней подводкой
Наиболее распространённый тип нагревательных приборов, в которых требуемые условия предусмотрены конструкцией, это стальные панельные радиаторы. Другой разновидностью можно назвать секционные радиаторы с нижним подключением, хотя коренные отличия в их устройстве имеются только у первых двух секций, все остальные — самые обычные. Оба упомянутых типа нагревателей имеют пару патрубков, расположенных в донной части, то есть ориентированных к полу. В обоих случаях специфика устройства такова, что патрубок подачи подключен напрямую к каналу, по которому теплоноситель направляется в верхнюю часть лабиринта.
 Секционный радиатор с нижним подключением
Секционный радиатор с нижним подключением
Также возможно дооснащение обычных секционных радиаторов с целью их подключения с нижним боковым подводом. Для этого используется специальная арматура, за счёт которой изменяется конфигурация каналов для циркуляции. Нижнее подключение может быть двухсторонним, в этом случае со стороны подачи вместо футорки вкручивается клапан, который торцом упирается в ниппель первой секции и глушит его, при этом выходное отверстие направлено строго вверх.
 Клапан для нижнего подключения радиатора
Клапан для нижнего подключения радиатора
Также возможно и одностороннее подключение, для которого необходима установка клапана с трубчатым зондом, предназначенным для оттока охлаждённого теплоносителя.
 Термостатический узел для нижнего подключения радиатора
Термостатический узел для нижнего подключения радиатора
Описанный спектр арматуры может использоваться для большинства моделей секционных биметаллических и алюминиевых радиаторов. В разряде исключений оказываются разве что такие экзотические представители мира нагревательных приборов, как Rifar Monolit, не имеющие ниппелей, хотя в их модельном ряду присутствуют модификации для нижнего подвода труб. В сантехнической практике также встречаются примеры нижнего подключения чугунных радиаторов, хотя возможность такого монтажа всегда определяется индивидуально в зависимости от модели.
В каких системах отопления практикуется нижний подвод
Очевидно, что подача теплоносителя снизу вверх противоестественна, потому как направлена против действия силы тяжести. По этой причине нижний подвод радиаторов не может выполняться в открытых системах отопления с естественной циркуляцией. Но это далеко не единственное ограничение.
Даже при двухстороннем нижнем подключении, где присоединение возвратного патрубка выполняется по стандартной схеме, на подаче устанавливается специальный клапан. Его пропускная способность ниже, чем у обычной футорки с вкрученным фитингом, поэтому коэффициент местного сопротивления радиатора в таком случае будет выше номинального как минимум вдвое. Это вынуждает использовать циркуляционные насосы с более интенсивным напором и в корне пересмотреть процедуру гидравлического расчёта.

При одностороннем нижнем подключении возникает ещё больше сложностей. Во-первых, местное гидродинамическое сопротивления радиатора возрастает ещё больше, ведь теперь через один отвод проходит два встречных канала с достаточно малым условным проходом. Помимо этого имеются трудности с установкой запорно-регулирующей арматуры. Качественные узлы нижнего подключения радиаторов со встроенной термостатирующей головкой — большая редкость на отечественном рынке. Большая часть ассортимента представлена изделиями китайского производства, не обеспечивающими достаточной гибкости и точности регулировки. Другой нюанс кроется в способе регулирования расхода теплоносителя: вместо штока, ограничивающего пропускную способность, большинство инжекторных узлов имеют встроенный байпас, что в корне меняет методику балансировки. При этом установка инжекционного узла с отдельно стоящим дросселем и термостатирующей головкой зачастую недопустима по причине отсутствия свободного места, а если такая конфигурация всё-таки возможна, она будет крайне громоздкой и неудобной в управлении.
 Двухтрубная система отопления с попутным движением теплоносителя
Двухтрубная система отопления с попутным движением теплоносителя
Можно сказать, что наилучшим образом для нижнего подключения радиаторов подходят двухтрубные системы с попутным движением теплоносителя или лучевые развязки. Из-за существенного снижения пропускной способности радиаторов нет очевидных причин отказываться от тонких PEX труб с натяжными фитингами, которые выглядят гораздо изящнее прочих систем питания. Не самой удачной идеей будет применять нижнее подключение для однотрубных схем, в таком варианте достаточно сложно выполнить балансировку системы и обеспечить её стабильную работу.
Подвод труб к радиатору
Конечно, использование в развязке отопления сшитого полиэтилена вовсе не обязательно, хотя и предпочтительно из соображений надёжности и эстетики. Однозначно следует отказаться от использования стальных труб. Причина тому проста: традиционно при нижнем подключении трубы уходят в пол и пролегают либо под покрытием, либо по потолку нижнего этажа. Если отопительный трубопровод проходит через перекрытие, требуется огильзовка прохода, что не лучшим образом сказывается на внешнем виде напольного покрытия. В остальном же выбор материала для развязки системы вполне свободный, может использоваться полипропилен, упомянутый PEX и даже медь .

Отдельно стоит коснуться темы использования трубной изоляции. По этому вопросу есть три позиции:
- Без изоляции трубы могут выполнять функцию подогрева пола при том условии, что они располагаются в проходной зоне.
- Изолирующий кожух эффективно снижает паразитные утечки тепла, что актуально при прокладке труб в технической полости потолка нижнего этажа.
- При нахождении труб в плотных несжимаемых средах, таких как стяжка пола, изоляция выполняет функцию демпфера, компенсируя тепловое расширение пластика и позволяя ему расширяться в обе стороны.

На момент монтажа разводки должно быть точно известно положение установки радиаторов. Высота может варьироваться, но горизонтальное смещение, как правило, недопустимо. Связано это с тем, что поворотный фитинг не находится на поверхности, то есть над покрытием выступает лишь прямой участок, присоединяемый к отводу радиатора. От этого правила можно отступать, только если используются узлы нижнего бокового подключения, в таком случае выводы труб располагают на расстоянии около 100–120 мм от торца футорки радиатора.
Арматура и расходники
Сам монтаж радиаторов с нижним подключением не подразумевает особой сложности, но для этого требуется заранее подготовить всю необходимую арматуру, фитинги и средства упаковки. В зависимости от типа радиаторов, перечень может отличаться.
Для радиаторов, нижнее подключение которых предусмотрено конструкцией, требуется набор переходников, соответствующих материалу трубы. Как правило, это прямые пресс-фитинги или гильзы под пайку, при использовании полипропилена рекомендуется установка резьбовых «американок». Регулирующая арматура в таких случаях крайне редко устанавливается непосредственно под радиатором, оптимальное её расположение — на распределительном коллекторе. Точно таким же образом обстоит дело в случае установки инжекторных узлов.

При боковом нижнем подводе труб возможна установка на радиаторе термостатирующего и регулировочного клапанов. При этом вся арматура устанавливается на «металлической» части, то есть упаковывается на резьбовых соединениях с футорками или резьбовыми штуцерами клапанов нижнего подключения. В любом случае каждый радиатор снабжается двумя запорными шаровыми кранами для возможности снятия радиатора без остановки системы. Также потребуется одна или две радиаторных пробки и кран Маевского. Герметизация резьбовых соединений традиционно выполняется паклей и уплотнительной пастой Unipak.

Правила монтажа
Перед подключением радиатора к системе выполняется его сборка в лежачем состоянии с установкой всех элементов арматуры. В конечном итоге должно оставаться только два прямых пресс-фитинга или соединения под накидную гайку: на подающем и возвратном трубопроводе.

Клапан нижнего подключения заменяет собой радиаторную футорку. Его герметизация происходит стандартным для этого узла способом — с помощью кольцевого уплотнения. Желательно отметить на гайке клапана положение сквозного отверстия на хвостовике, чтобы после закручивания оно расположилось строго вертикально. Для корректировки положения можно использовать уплотнения разной толщины и регулировать степень затяжки.
Инжекторный узел подключается схожим образом, однако довольно часто он не имеет гайки, заменяющей футорку. При одностороннем нижнем подключении отвод с обратной стороны глушится пробкой, как и один из верхних, в оставшийся устанавливается кран Маевского. Дальнейшая схема сборки проста: на резьбовые штуцеры клапана, инжекторного узла или нижних отводов на паклю с герметизирующей пастой упаковывают всю необходимую запорно-регулирующую аппаратуру. В конечном итоге радиатор устанавливается на место в сборе и фиксируется с помощью настенного или напольного способа крепления, затем проводится его подключение к системе.





