Цех по производству клинкерной плитки

Клинкерная плитка – популярный и востребованный материал из глины для отделки и строительства. Изготавливать ее стали в Западной Европе еще несколько столетий назад. Название получила по характерному звуку при постукивании по поверхности.
Помещение и персонал
Для производства необходимо место и люди. Площадь цеха и количество работников индивидуально и зависит от конкретных планов предпринимателя по объему выпускаемой продукции. Рассмотрим усредненный вариант.
Арендуется помещение промышленного назначения. Желательно ближе к возможным клиентам. Площади в 100 квадратных метров будет достаточно. Стоимость аренды составит примерно 50 000 российских рублей в месяц (зависит от региона).
Для небольшого частного производства используются подсобные помещения, подходящие для таких целей (вместительные гаражи, закрытые ангары и т. п.). Расходы по аренде соответственно исключаются. Также не потребуется оплата труда, если продукция изготавливается своими силами.
Для работы в производственном цехе необходимо нанять 3 человека. Для удобства ведения отчетности желательно пригласить бухгалтера. Ежемесячные затраты на аренду цеха и персонал составят:
- помещение – 50 тысяч рублей;
- заработная плата четырех наемных работников (включая бухгалтера) – 100 000 р.
Суммы могут меняться в зависимости от конкретной оплаты труда, установленной предпринимателем и региона, в котором находится производство.
Изготовление клинкерной плитки
Себестоимость изготовления квадратного метра изделия – примерно 300 рублей. Реализуя продукцию оптом, предприниматель получает 800–1000 р. за метр. Прибыль составит 500–700 р. с каждого проданного метра.
Получается, что при производстве 1 тыс. квадратных метров в месяц, можно получать доход в 500–700 тысяч рублей. Цифры примерные, но иллюстрируют перспективность бизнеса.
Процесс изготовления плитки разных видов принципиально не отличается. Незначительная разница может быть в ингредиентах и условиях, на каком-то этапе.

Плитка клинкерная имеет характерную фактуру и отделку. Представлена в нескольких вариантах:
- Гладкая – используется для отделки внутри зданий и оформления фасадов строений. Этот вид неприхотлив в уходе: за счет ровной поверхности ее легко очищать, не забивается грязь, пыль. Покрытие тонкое, смотрится гармонично.
- «Старинная» – на ней делают искусственные сколы, трещины и другие «повреждения», получая визуальный эффект старения. Изделие применяется для реставрации исторических архитектурных конструкций, зданий, а также современных строений и помещений под древность.
- Рельефная – эта разновидность клинкера похожа на кирпич внешне и по текстуре.
- Глазурованная – ровная поверхность с легким глянцем. Используется для декоративной отделки.
- Не обработанная – этот клинкер хорош для отделки дорожек, производственных помещений.
- Шероховатая – таким материалом оформляют фасады и внутренние помещения. Похожа на кирпич, благодаря грубоватой фактуре.
Магазины предлагают купить изделия как поштучно, так и квадратным метром. Стоимость: от 30 р. – шт., от 1300 р. – кв. м.
Клинкерная плитка представлена также в виде панелей:
- Термопанели – это скрепленные вместе элементы плитки, которые заранее монтируются в пенополистирольную плиту с керамической обшивкой. Часто применяются для оформления фасадов. Имеют привлекательный внешний вид. Кроме эстетических функций, еще и утепляют дом. Бывают двух-, трех- и четырехслойные.
- Неутепленные панели. Представляют собой прочный, стойкий к сгибаниям листовой материал, в который вмонтирован клинкер в виде кирпичной кладки. Отличается хорошей тепло- и звукоизоляцией, легким весом. Считается универсальным вариантом.
Обе разновидности намного упрощают и ускоряют процесс укладки. Стоимость панелей в интернет-магазинах – от 500 рублей за штуку.
Исходное сырье
Смесь для клинкерной плитки включает в себя следующие компоненты:
- Тугоплавкая, сланцевая глина. Это основная составляющая. Ее состав может быть абсолютно разным. Желательно, чтобы в ней содержалось много щелочных оксидов, но без превышения нужного уровня.
- Кварцевый песок. Добавляется в пределах 20%, помол тонкий. Необходим, чтобы не допустить на выходе излишней пластичности продукта (снижает жирность).
- Шамот – применяется для изготовления напольной плитки в тонкоизмельченном виде. Увеличивает плотность изделия.
- Перлиты, полевые шпаты, мел, доломит. Добавляются для уменьшения температуры спекания – не больше 8%. Перед внесением максимально измельчают.
Кроме перечисленного, иногда добавляют поверхностно-активные вещества, ингредиенты для регуляции механических свойств полученной массы. Состав определяется в зависимости от назначения и места установки – фасад, пол, стены внутри помещений.

Технология
Производство плитки проходит в несколько этапов:
- Дозирование – клинкерные изделия имеют отличия от иных видов плитки по компонентам. Важно соблюсти баланс качества и количества исходного сырья.
- Дробление – проходит в несколько стадий. Хорошая смесь получится при максимальной однородности готовой массы.
- Высушивание – здесь удаляется лишняя влага из будущего продукта. Процесс происходит в распылительных сушилках. На выходе влажность порошка составляет 1–6%, величина зерна 0,24 – 0,34 мм.
- Формование – осуществляется в специальных прессах (автоматизированных). Как правило, оборудование – гидравлика. Рабочее давление определяется влажностью порошка и плотностью готового изделия. Варьируется от 15 до 50 МП.
- Предварительная сушка – применяется для удаления влаги, оставшейся после предыдущего этапа. Используются разные способы: инфракрасные волны, СВЧ, импульсы. Здесь достигается показатель влажности не больше 0,1 – 0,3%. Время операции зависит от назначения и толщины продукта.
- Обжиг – на этом этапе получается готовое изделие. Температура в печи достигает 1450 градусов, что обеспечивает переход компонентов в прочное физическое состояние.
- Декорирование – используется ограниченно, на разных стадиях изготовления.
В производстве клинкера применяется два метода – полусухое прессование и экструзионная технология. Отличаются они способом формовки.
Оборудование
Продукция изготавливается на поточно-конвейерной линии. Каждый ее компонент – самостоятельный узел, с возможностью замены. Оборудование может иметь различия в зависимости от способа получения продукции. Составные части линии:
- бункеры с дозаторами;
- аппараты для дробления;
- распылительные сушки (башенные), обезвоживающие сырье;
- гидравлические прессы или коленно-рычажные, формовочные;
- однорядные сушилки с сетчатыми или роликовыми конвейерами;
- тоннельные печи для обжига – до 150 метров длиной;
- установки для сортировки и упаковывания готовых изделий.
Также на различных этапах необходимы распределительно-разгрузочные агрегаты.
Для небольшого частного предприятия потребуется более простой набор оборудования:
- смеситель;
- пресс;
- формовочный станок (для заготовок);
- печь для обжига;
- шкаф сушильный;
- инвентарь – лопаты, тележки, ведра и другое.
Стоимость оборудования для такого производства составит примерно 1 миллион рублей.

Клинкерная плитка пользуется большим спросом у покупателя. Она имеет отличные эксплуатационные качества и привлекательный внешний вид. Производство энергозатратное и требует определенных расходов. Однако при грамотной организации дела владелец бизнеса получит постоянный доход. Рекомендуем посмотреть существующих производителей строительных материалов и произвести конкурентную разведку.
Подписывайтесь на нас в Телеграм, Яндекс Дзен и во Вконтакте.
Процесс изготовления клинкерной плитки
Для облицовки внешней стороны зданий используется различный облицовочный материал, например, фасадная (клинкерная) плитка. Производство клинкерной плитки обладает низкой стоимостью и сроками изготовления. Существует возможность выбрать множество материалов в качестве основы. Чаще всего применяются минеральные смеси. Смешивается цемент, кварцевый песок и глина. Простой процесс изготовления делает возможным произведение плитки собственными силами, но для этого потребуется специальное оборудование.
В современном мире можно купить разные виды клинкера, с большими различиями в расцветке, с самыми смелыми дизайнерскими решениями. А также для упрощения покрытия, можно приобрести специальные формы для плиток. Несмотря на доступность клинкера, общая стоимость покрытия площади дома, может составить значительную сумму. Формы призваны упростить процесс изготовления плит своими руками, что значительно удешевит процесс. Но об этом позже.
Особенности клинкера
Фасадная плитка имеет существенные отличия от подобных облицовочных материалов.

Если сравнивать ее с кафелем, то она является бесспорным лидером. Она используется исключительно для отделки зданий, поэтому она обладает большим спектром качеств:
- Она устойчива к разному роду повреждениям, в том числе, к царапинам и сильным ударам.
- Из-за использования ее в условиях улицы, плитка износостойка, не подвержена влиянию плесени и прочим пагубным воздействиям.
- Производство фасадной плитки сделано таким образом, что количество пор, через которые есть вероятность проникновения влаги, сведено к минимуму.
- Обязательным условием для любого типа плитки является устойчивость к морозам.
- На плитку никак не влияет воздействие ультрафиолета. В любых условиях сохраняется изначальная расцветка.
Из всех, представленных выше, самым важным условием является обеспечение долговечности покрытия. У облицовочной плитки должен быть предусмотрен большой срок, в течение которого, она не изменит свои свойства и внешний вид.
Промышленное производство
Для широкого производства используется две самые популярные технологии: полусухое прессование и экструзионное производство.
Для изготовления плитки в домашних условиях, эти методы также подойдут, но нужно внести ряд изменений в технологию.
Основные различия между методами заключаются в принципе формовки. Первый способ подразумевает прессование материала, после чего изделие, которое приобрело форму, помещают в печь и обжигают, исключая из процесса сушку.
Изделие получается с малой плотностью, малым весом, но, как следствие, недостаточной прочности. Плюс этой технологии в том, что готовый материал для облицовки практически не проводит тепло, что в некоторых сферах ценится куда больше, чем устойчивость к повреждениям.
Второй способ осуществляется при помощи экструдера.
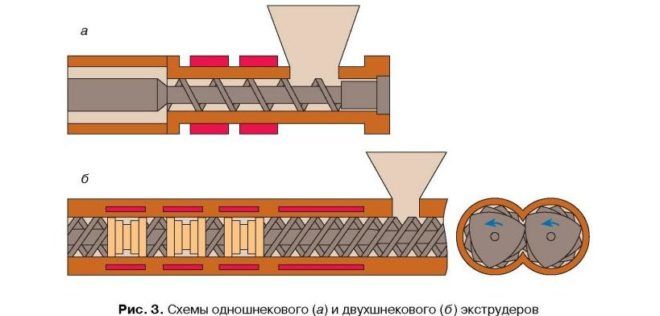
Если говорить простым языком, то это большая мясорубка, через которую пускают глину. Материал измельчается и формируется в вакуумном прессе. Заготовка сушится и уже после этого отправляется в печь для обжига.
Этот путь производства фасадной плитки используется намного чаще, ведь полученный продукт обладает большой прочностью, имеет иммунитет к истиранию, да и повредить его каким-либо способом крайне тяжело.
Производство в домашних условиях
Прежде чем заняться изготовлением фасадной плитки, нужно позаботиться о том, чтобы у вас была основа для изготовления:
- бетон;
- шпаклевка;
- алебастр;
- гипс и глина.
Изготовление фасадной плитки предусматривает использование технологии вибрационного литья.
К тому же свойства плитки зависят от качества и температуры обжига. Все это потребует оборудование, на котором нельзя экономить. Нужно понимать, что своими руками изготовление намного сложнее, а потому процесс требует большего внимания.
Следующим этапом станет выбор наполнителя, можно использовать все, что душе угодно, например, песок, ракушки, блестки или крошку стекла.
Важно понимать, что плитка не столкнется с нагрузкой разного рода, поэтому самым важным моментом станет избавление от воздуха, внутри структуры. Ведь именно он вызовет разрушение плитки в холодные месяцы.
Самостоятельно изготовить плитку довольно легко, но нужно понимать, что для этого понадобится некоторое оборудование:
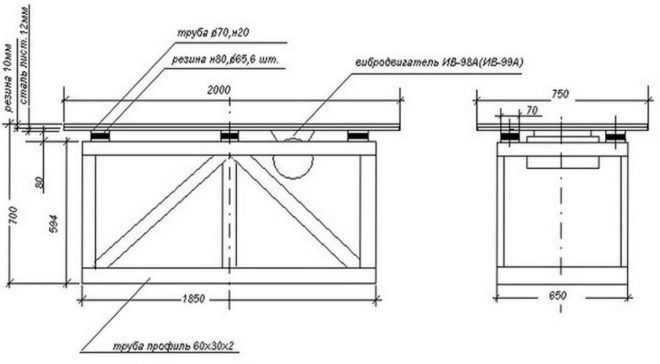
- вибрационный стол;
- бетоносмеситель;
- миксер, желательно использовать перфоратор;
- пластиковые формы;
- емкость для воды 100 и более литров;
- термошкаф.
Можно обойтись без бетоносмесителя если владелец имеет много свободного времени. Для приготовления большого объема раствора можно использовать порции по 10 литров и мешать их при помощи перфоратора с миксером.
Изготовление клинкерной плитки будет происходить при помощи вибрационного стола. А также есть вариант осуществлять вибрации самостоятельно либо изготовить похожий по устройству прибор.
Тонкости производства
Для того чтобы получить материал, удовлетворяющий всем требованиям, требуется закупаться только качественным сырьем. Производство плитки дома процесс очень рискованный, особенно для тех, кто занимается этим в первый раз.
Однако не следует пугаться трудностей, ведь если четко следовать инструкциям от опытных мастеров, то полученный результат оставит вас довольным. Технологический процесс имеет следующие тонкости:
- В материал нужно добавлять то количество воды, которое требуется и ни грамма больше. Ведь слишком жидкая смесь не сможет равномерно застыть, что вызовет быстрое изнашивание материала.
- Прочность плиточного покрытия сильно зависит от качества цемента, используемого при работах. Желательно использовать только тот материал, что имеет марку М200 и выше.
- Для улучшения сопротивления к повреждениям нужно использовать пластификаторы, они смогут увеличить свойства материала и сделать его прочнее.
Лучшие производители клинкерной плитки
Плитка своими руками выйдет намного дешевле, чем аналог из магазина, а качество, возможно, будет ничем не уступать, но если вы не хотите тратить свое время и деньги на нудный процесс производства, то можно воспользоваться предложениями компаний, которые уже успели зарекомендовать себя в качестве опытных производителей фасадной плитки.
- Stroeher – компания, которая за короткий срок завоевала немецкий рынок производства плиток. Их технология производства клинкерной плитки уникальна из-за того, что в состав плитки они добавляют специальные компоненты, улучшающие морозостойкие качества продукции. Большой плюс компании в том, что они дают гарантию 25 лет на свою продукцию.
- King Klinker – польская фирма по производству облицовочных материалов. Их клинкерная плитка заслуживает внимания. Она обладает высокими водоотталкивающими свойствами. На стадии приготовления раствора, в него добавляют полимеры, создающие защитную пленку на поверхности смеси.
- Литос. Уникальная технология изготовления клинкерной плитки при помощи гиперпресса с использованием каолина. Конечные показатели плитки очень высоки. Прочность и надежность то, чем можно характеризовать их продукцию.
Клинкерная плитка. Виды и применение. Плюсы и минусы. Особенности
Клинкерная плитка – это тонкий отделочный материал, применяемый для декорирования фасадных и внутренних стен, а также ступеней и пола. Под клинкерной плиткой принято подразумевать несколько разных по свойствам и техническим параметрам материалов, но в классическом понимании это керамическое изделие.
Что такое клинкерная плитка, технология производства
Клинкерной называют 2 разные по материалу изготовления плитки:
- Жесткую глиняную.
- Гибкую полимерную.
Глиняный клинкер
Большой выбор клинкерной плитки представлен в магазине «Вип Клинкер». В их шоу-руме можно вживую увидеть более 600 образцов плитки и получить подробную консультацию. Всегда есть скидки.
Под классическим понятием клинкерной плитки подразумевается тонкое керамическое изделие, полученное по аналогичной технологии, что и обычный кладочный кирпич. Его делают из глины с добавлением флюсов и различных красителей, позволяющих получать любые оттенки.

В готовом виде клинкер может копировать поверхность облицовочного кирпича, тротуарной плитки, различных видов натурального или искусственного камня.
Плитка производится по двум технологиям:
- Прессование.
- Экструзия.
Материал, полученный прессованием обычно уступает по эксплуатационным качествам изделиям сформированным на экструдере. Его делают путем прессовки глины в форме и ее дальнейшего обжига. Определить, что плитка сделана прессованием можно по характерному квадратному рельефу на ее обратной стороне, как у классической керамической плитки.
Плитка, произведенная методом экструзии, продавливается через прямоугольный мундштук, в результате чего на конвейере образовывается длинная полоса. Та разрезается тонкой стальной струной на небольшие тонкие кирпичики. Определить, что плитка сформирована методом экструзии можно по характерному рельефу с обратной стороны. Она не имеет выдавленных квадратных элементов, а только продольные выступы или углубления.
При этом нужно отметить, что очень похожим на клинкер по внешнему виду и размеру является керамическая плитка. Она практически в 2 раза дешевле, поскольку существенно хуже по износоустойчивости. Дело в том, что керамическая плитка имеет нарисованный очень тонкий декоративный слой. При легком сколе на поверхности отделанной стены поврежденный элемент сразу становится заметным. Настоящая клинкерная плитка обжигается при температуре +1200°С, а керамика при +900°С.
Более высокая температура при обжиге наделяет материал важными качествами:
- Стойкость к нагрузке до 1 т/см².
- Уровень паропроницаемости 17%.
- Водопоглощение 3%.
Такие свойства материала исключают его отклеивание при облицовке фасадов, даже в условиях резких колебаний температуры. Конечно, при условии соблюдения технологии монтажа, с правильной герметичной заделкой швов.
Полимерный клинкер
Данную разновидность плитки также называют гибкой. Этот материал относится к клинкерной группе только благодаря внешнему сходству. При этом он не является на самом деле клинкерной плиткой, хотя после монтажа смотрится аналогично. По факту это смесь кварцевого песка или другого наполнителя со склеивающей смолой. Такая плитка очень просто сгибается и режется обычными ножницами или ножом, а не болгаркой, как изделия из обожженной глины.

Название «клинкер» имеет немецкое происхождение. При дословном переводе оно звучит как «звенящая плитка». Звенеть при постукивании может только глиняное изделие, гибкая плитка из смолы изначально не проходит проверку по этому параметру.
Применение
Плитка из глины имеет наиболее универсальное применение. Ее используют для облицовки:
- Фасадов.
- Внутренних стен.
- Каминов.
- Ступеней.
- Тротуаров.
В случае с облицовкой тротуаров и площадок применяется изначально предназначенная для этого плитка. Она клеится на бетонное основание, позволяя сымитировать тротуарную плитку. При этом ее использование полностью исключает проседание поверхности, благодаря тому, что армированный бетон в этом плане превосходит песчаную подложку под классической брусчаткой.

Гибкая плитка не обладает температурной устойчивостью и механической прочностью глиняных изделий.
Поэтому используется она только при отделке:
- Фасадов.
- Внутренних стен.
Гибкая плитка категорически не пригодна для отделки каминов и печей. Однако она более легкая и удобная в монтаже, поэтому в тех случаях, где ее применение все же возможно, пользуется более высоким спросом, чем классическая клинкерная плитка.
Виды глиняной клинкерной плитки
В зависимости от формы плитка бывает:
- Основной.
- Угловой.
- Специальной.
Основной элемент представляет собой ровную прямоугольную плитку. В основном она предназначена для отделки стен на фасадах или внутри помещения, поэтому обычно имитирует кирпич. Размер изделия подогнан под евростандарт 240х71х14 мм. То есть, оно полностью копирует обыкновенный кирпич. Такие элементы применяются для облицовки прямых ровных поверхностей.

Угловой элемент имеет Г-образную форму. Он предназначен для отделки внешних углов. Это позволяет не открывать тонкие торцы плиток, скрывая использование отделки. Благодаря этому при осмотре углов создается стойкое впечатление применения настоящего кирпича или тесаного камня.

Специальная клинкерная плитка имеет выгнутую форму для отделки радиусных или других сложных поверхностей. Она предназначена для облицовки колонн, скругленных стен, порталов, арок.
Также плитку можно разделить на виды в зависимости от технических качеств:
- Обычная.
- С увеличенной водостойкостью.
- Жаростойкая.
Обычная клинкерная плитка предназначена для отделки поверхностей, эксплуатируемых в стандартных условиях. Жаростойкая плитка применяется для облицовки каминов и печей. Она не трескается при сильном нагреве, ее цвет не выгорает. Клинкер с увеличенной водостойкостью применяется на промокаемых фасадах, для отделки кухонного фартука, интерьера в саунах, банях.
Виды гибкой клинкерной плитки
Данный отделочный материал также копирует поверхность кирпича или камня, при этом имеет малую толщину, обычно 3 мм, что в разы меньше против 14 мм глиняных изделий. Гибкость такой плитки позволяет производителям расширить вариации ее исполнения.
Она может быть в виде:
- Обычной одинарной плитки.
- Модулей на сетке.
- Гибкого листа.
- Термопанелей.
Обычная одинарная плитка имитирует один кирпичик. Она клеится на подготовленную ровную поверхность по одной штуке. При этом естественно соблюдается отступ на шов. Такой вариант исполнения наиболее напоминает глиняную клинкерную плитку.

Модули на сетке представляют собой рулон стеклосетки, на который приклеены отдельные плитки с отступом на шов. Такая отделка приклеивается целым модулем, в результате чего за один раз на стену монтируется несколько десятков плиток, что в разы ускоряет скорость и аккуратность монтажа. После поклейки швы заделываются клеем. Благодаря гибкости плитка на углах после прогрева монтажным феном загибается. При использовании модулей и отдельных плиток специальные угловые элементы не нужны.

Плитка в виде гибких листов представляет собой акриловую подложку, отдаленно напоминающую по свойствам линолеум, с приклеенной сверху плиткой и готовым швом. Такие декоративные элементы приклеиваются на стену стык в стык. При их использовании исключается необходимость дальнейшей заделки швов. Стыки листов при отдалении в несколько метров не заметны, поэтому этот материал востребован при облицовке стен своими руками. При отделке углов листы также сгибаются при прогреве.

Термопанели представляют собой листы пенопласта с приклеенными на них гибкими плитками. При их использовании выполняется сразу и утепление фасада. Если прочие разновидности гибкого клинкера приклеивались на клей, то термопанели монтируются на клей-пену из баллона, что очень ускоряет процесс. Панели состыковываются между собой вплотную. При этом по их краю отдельные плитки отсутствуют. В дальнейшем после застывания пены на стыке между двумя термопанелями клеится обычная одиночная плитка, связывая их между собой, и частично закрывая шов.
При использовании такого варианта гибкого клинкера также исключается применение отдельных угловых элементов. При облицовке углов по линии сгиба утеплитель фрезеруется или из него раскаленной струной срезается клин. По полученной выборке панель загибается. Также встречается вариант термопанелей состыковывающихся без использования отдельных плиток для закрытия шва.

Какой материал лучше и долговечней
В плане долговечности и надежности однозначно побеждает глиняная клинкерная плитка. Она обладает рядом качеств:
- Стойка к истиранию.
- Обладает высокой механической устойчивостью.
- Может очищаться от грязи жесткими щетками.
- Имеет гарантированный срок службы 25 лет.
Цвет плитки может создаваться внешним тонким слоем красителя или являться естественным по всему периметру материала. Изделия более высокой ценовой категории делаются из полностью окрашенной глины. Благодаря этому в случае скола, углубление не будет отличаться по цвету.
Недостатком использования такой плитки является ее достаточно длительный монтаж, поскольку каждый элемент приклеивается отдельно. Вес 1 м² глиняных плиток в зависимости от толщины может составить 16-50 кг. Таким образом, ее применение возможно только на хорошо подготовленном основании. В идеале клеить плитку на оштукатуренную и армированную сеткой стену. Вентилируемые фасады не всегда совместимы с тяжелой плиткой.
Гибкая клинкерная плитка хотя и менее прочная и долговечная в случае грубого механического воздействия, но она превосходит глиняную по нескольким параметрам:
- Монтируется быстрее.
- Не нагружает фасад.
- Сгибается на неровностях.
Плитка в модулях, на листах или пенопласте клеится очень быстро. При этом она загибается на углах. Ее швы гораздо легче затирать. Вес такой отделки редко превышает больше 7 кг/м². Ее проще доставить, невозможно разбить, можно резать без электроинструмента.
Франшиза мини завода фасадной плитки и цокольного сайдинга

Бетон – универсальный и практичный материал, который используется при внутренней отделке и отделке уличных поверхностей. Изготавливается он из песка, цемента, при необходимости, пигмента и воды, методом вибролитья или вибропрессования различной формы. Область для применения этого продукта очень широкая, но не всегда можно позволить себе это в ценовом аспекте, в этом случае можно изготовить плитку своими руками. Чтобы получить качественный материал, необходимы специальные формы, их можно купить, а можно изготовить и самостоятельно. Читаем и учимся делать самостоятельно.
Какие бывают формы для фасадной плитки
Как правило, для изготовления литья, используется полиуретан, также популярны силиконовые формы, но они не очень прочны, а пластик не совсем похож на натуральный камень. И все же, эти материалы помогают сделать наиболее подходящий по качеству и внешнему виду продукт. Существуют разные способы изготовления фасадной плитки, для домашнего использования подойдет только один – вибролитье.
Самыми популярными формами стали:
- Под кирпич;
- Рваный камень;
- Сланец;
- Доломит.
Формы для фасадной плитки могут быть нескольких видов
Огромный ассортимент изделий дает возможность индивидуальных дизайнерских решений. Первым этапом работы является изготовление собственно форм для дальнейшего продукта, после разводим раствор, переходим непосредственно к заливке в формы и последним заключительным моментом становится извлечение изделия.
Стоит знать, что укладка готовой фасадной плитки или камня, требует определенных замеров и расчетов, к тому же нужно обрабатывать сами формы.
Когда бетонная плитка будет готова, ее можно сразу будет применить в отделке фасадов, либо запаковать на хранение. К тому же, стоит обратить внимание на некоторые немаловажные моменты. Во-первых, не нужно забывать о том, что одной правильно выбранной формы недостаточно, стоит четко соблюсти технологию ее изготовления. Такие работы следует выполнять при определенном температурном режиме, колеблющемся в районе 15-30 ᵒС, нужно это для исключения в растворе излишек кислорода и качественного застывания. Во-вторых, это соблюдение техники безопасности, подобные работы должны проводиться в строгом соблюдении норм безопасности, должны быть защищены глаза, одеты перчатки. В помещение важно иметь хорошую вентиляцию.
Какое оборудование понадобится для изготовления фасадной плитки
Если взглянуть на весь арсенал машин и механизмов, который предлагает предприятие «Завод форм», то любой желающий может организовать предприятие полного цикла, вооружившись знаниями, которые предоставляет франшиза мини завода фасадной плитки, цокольного сайдинга и подоконных плит. Простое перечисление может впечатлить предпринимателей, кто принимает решение о производственной деятельности:
- Условно, для удобства классификации, бетоносмесительные машины разделены на три группы, среди которых бетоносмесители без лопаток для безопасного использования, растворосмесители принудительно-планетарного типа, объёмом от 100 до 500 литров, классические бетономешалки под оптимальный литраж в 260.
- Для тщательного просеивания ингредиентов бетонного раствора – сепараторы барабанного типа и двух видов – вибросита.
- Среди нескольких видов виброплощадок, выделяются виброщиты, вибротумбы и вибростолы для горизонтальной и вертикальной вибрации.
- Желающие могут заказать станок для производства теплоблоков с любой комплектацией.
- Для полного цикла производства, выпускаются формовочные термо-вакуумные машины разных типов.
Перечисленное выше оборудование, предлагается под напряжение в 220 и 380 вольт, по желанию покупателя. Есть усиленные варианты, которые отличаются большей толщиной металла и, как следствие, увеличенной мощностью электромотора.
Чтобы достичь простоты конструкции и высокой надёжности, все машины и механизмы проходят испытания непосредственно на бетонном производстве для выявления слабых мест и их дальнейшего устранения. Такое оборудование купить и предлагается предпринимателям, которые приобретают франшизу мини завода фасадной и цокольной плитки, сайдинга.
Производство своими руками облицовочной плитки
Облицовочная плитка или искусственный камень, является по сути своей элементом декоративного облицовочного камня (терракотовая плитка). Если говорить простыми словами о производстве в домашних условиях, то по формам заливается жидкий раствор, уже окрашенный в цветовой палитре.
Из формы достается плитка, материал готов, но только после полного застывания.
В процессе благоустройства можно выделить следующие виды отделки: интерьерный – на основе из гипса, наружный – на основе из цемента. Главное не забывать, что большая часть успеха – это подбор качественных компонентов, а также снижение использования воды, это даст получение более твердого продукта.
Производство облицовочной плитки можно разделить на три этапа
Всё производство можно разделить на 3 этапа:
- Подготовка инструмента и сырья;
- Подготовка формы;
- Изготовление камня.
Изготовлением облицовочной плитки стоит заниматься в тёплое время года, например, летом, а вот сушить изделие следует вдали от солнечных лучей, закрытым от воздействия дождя и ветра. Наличие определенного набора инвентаря будет только на руку, к основному можно добавить бетономешалку, вибрационный стол, миксер для замешивания и шкаф для сушки. В изготовлении по упрощенному алгоритму нет ничего сложного, соблюдая определенные правила и обращая внимание на качество используемых продуктов, изготавливается достойная облицовочная плитка своими руками.
Виды фасадной плитки под камень
В свое время в Западной Европе шли поиски материала, не уступающего своими свойствами камню, таким образом, при обжиге и прессовании глины с кирпичом, получился данный продукт. Значение слова плитка своими корнями уходит в немецкий язык, и дословно переводится как «кирпич». Заводская клинкерная плитка имеет прочный состав, благодаря температурной обработке и является лишь разновидностью керамики, имея свои преимущества перед ней.
Самостоятельно изготавливается весьма несложно, технология ее проста, и, как бюджетный вариант, подходит неплохо.
Изначально нужно подготовить модель самого изделия из пластилина, покрытого герметиком и подождать его высыхания. После готовится раствор их гипса, песка и цемента, добавляется колер, ингредиенты перемешиваются и заливаются в формы. Достаточно 15 мин, чтобы изделие было готово, а для того, чтобы оно не рассыпалось и не смазывалось, его следует обработать грунтовкой. Стоит иметь в виду, что сделанное собственноручно изделие будет отличаться характеристиками от заводского аналога. Универсальность материала удивляет, его выбор ограничен только предпочтениями и возможностями домовладельцев.
Фасадную плитку под камень можно сделать своими руками
Существует несколько видов:
- Под натуральный камень;
- Клинкерная плитка;
- Под обычный кирпич.
Очень броско и красиво смотрятся дома, выполненные из натурального камня, все преимущества есть у данного материала, это долговечность, и крепость, и презентабельность вида. Но, существует один большой минус – стоимость.
Преимущества и недостатки клинкерной плитки
Достоинств у нее не мало и по сравнению с другими видами плитки, она считается самой надежной и :
- обладает высокой морозостойкостью;
- прочная;
- не выгорает на солнце;
- имеет низкую влагопроницаемость;
- антискользящая;
- представлена разнообразными формами и расцветками.
Высокая прочность и влагостойкость клинкерной плитки достигается за счет микрозернистой структуры.
Отсутствие пустот позволяют плитке выдерживать серьезные нагрузки, перепады температуры и влажности, поэтому она отлично подойдет для уличных поверхностей (укладки тротуара и облицовки дома и так далее).
Особое применение и популярность клинкерная плитка получила в холодных регионах. Она способна выдержать до 300 циклов замораживания и оттаивания.
Данный материал не разрушается на сильном морозе, потому как его поры не заполняются водой.
Вода, попадающая на плитку выводится по специализированным каналам, что опять таки обеспечивает долговечность.
Экологически чистая и безопасная плитка изготовлена со специальным защитным слоем, который не скользит и удобен при ходьбе.
Сейчас облицовочные материалы имеют большое разнообразие цветовых гамм, но клинкерная плитка превзойдет все ваши ожидания.
Различные текстуры, рисунки и оттенки позволят сделать ваш дом необычным и декоративно привлекательным.
Нестандартные строения могут быть облицованы такой плитки, потому как ее конструкция разнообразна.
Недостатки клинкерной плитки:
- высокая стоимость (не дешево стоит приобрести плитку и ее монтаж, который требует дорогих строительных клеев);
- множество подделок (многие производители экономят и из-за этого, плитка теряет свои свойства, если у вас появились сколы и трещины, то, скорее всего вы купили самый бюджетный вариант);
- требует правильной укладки.
Что представляет собой бетонная фасадная плитка
В наше время научились производить материал, подобный настоящему камню, и весьма успешно. Сейчас технология производства бетонной фасадной плитки не уступает по своим характеристикам, наоборот, даже привлекает ценой.
При введении определенных компонентов в состав бетона, готовому материалу обеспечиваются необходимые свойства:
- Водоустойчивость;
- Морозостойкость;
- Прочность.
Бетонная фасадная плитка водоустойчивая и очень прочная
Для улучшения этих показателей, в современной промышленности используются всевозможные добавки и присадки. По существу, бетонная плитка выглядит, как кирпич или же камень, уложенный в несколько рядов со смещением, похож на некую мозаику, край рваный.
Еще стоит обратить внимание на то, что не все стены подходят для использования декора, тут все решает выбор материала и других моментов.
Для таких стен требуется фасадная плитка с металлическими креплениями. Стоит не забывать о существовании немногих способов крепления наружной отделки, фасадная плитка монтируется либо на каркасной основе зажимами, либо клеится, или приворачивается непосредственно к стене.
Сделанная своими руками клинкерная плитка
Укладка под кирпич не имеет существенных отличий от укладки обычной керамики. Вне зависимости от поверхности нанесения, она должна быть очищена от грязи и качественно загрунтована. Также необходимо ответственно подойти к выбору клея, ведь он должен хорошо впитывать влагу и быть устойчивым к морозу. Стоит обратить внимание на обработку швов между плитками, они должны быть качественно затерты.
Клинкерная плитка имеет ряд преимуществ
Если разграничивать всю работу поэтапно, то выглядит это примерно так:
- Подготовка поверхности;
- Разметка;
- Клеевой раствор;
- Укладка плитки;
- Обработка швов.
Свойства клинкера весьма заманчивы, плитка устойчива к холоду, отличается долговечностью, в уходе неприхотлива, имеет низкий уровень поглощения воды, устойчива к механическому воздействию. Это большой ряд плюсов. Самодельная плитка ничем не уступает в своем качестве заводской альтернативе. К тому же, очень солидно и привлекательно будет выглядеть такой дом, а его фасад в течении долгого времени не потеряет своего внешнего вида.
Изготовление клинкерной плитки
Себестоимость изготовления квадратного метра изделия – примерно 300 рублей. Реализуя продукцию оптом, предприниматель получает 800–1000 р. за метр. Прибыль составит 500–700 р. с каждого проданного метра.
Получается, что при производстве 1 тыс. квадратных метров в месяц, можно получать доход в 500–700 тысяч рублей. Цифры примерные, но иллюстрируют перспективность бизнеса.
Процесс изготовления плитки разных видов принципиально не отличается. Незначительная разница может быть в ингредиентах и условиях, на каком-то этапе.
Плитка клинкерная имеет характерную фактуру и отделку. Представлена в нескольких вариантах:
- Гладкая – используется для отделки внутри зданий и оформления фасадов строений. Этот вид неприхотлив в уходе: за счет ровной поверхности ее легко очищать, не забивается грязь, пыль. Покрытие тонкое, смотрится гармонично.
- «Старинная» — на ней делают искусственные сколы, трещины и другие «повреждения», получая визуальный эффект старения. Изделие применяется для реставрации исторических архитектурных конструкций, зданий, а также современных строений и помещений под древность.
- Рельефная – эта разновидность клинкера похожа на кирпич внешне и по текстуре.
- Глазурованная – ровная поверхность с легким глянцем. Используется для декоративной отделки.
- Не обработанная – этот клинкер хорош для отделки дорожек, производственных помещений.
- Шероховатая – таким материалом оформляют фасады и внутренние помещения. Похожа на кирпич, благодаря грубоватой фактуре.
Магазины предлагают купить изделия как поштучно, так и квадратным метром. Стоимость: от 30 р. – шт., от 1300 р. – кв. м.
Клинкерная плитка представлена также в виде панелей:
- Термопанели – это скрепленные вместе элементы плитки, которые заранее монтируются в пенополистирольную плиту с керамической обшивкой. Часто применяются для оформления фасадов. Имеют привлекательный внешний вид. Кроме эстетических функций, еще и утепляют дом. Бывают двух-, трех- и четырехслойные.
- Неутепленные панели. Представляют собой прочный, стойкий к сгибаниям листовой материал, в который вмонтирован клинкер в виде кирпичной кладки. Отличается хорошей тепло- и звукоизоляцией, легким весом. Считается универсальным вариантом.
Обе разновидности намного упрощают и ускоряют процесс укладки. Стоимость панелей в интернет-магазинах – от 500 рублей за штуку.
Исходное сырье
Смесь для клинкерной плитки включает в себя следующие компоненты:
- Тугоплавкая, сланцевая глина. Это основная составляющая. Ее состав может быть абсолютно разным. Желательно, чтобы в ней содержалось много щелочных оксидов, но без превышения нужного уровня.
- Кварцевый песок. Добавляется в пределах 20%, помол тонкий. Необходим, чтобы не допустить на выходе излишней пластичности продукта (снижает жирность).
- Шамот – применяется для изготовления напольной плитки в тонкоизмельченном виде. Увеличивает плотность изделия.
- Перлиты, полевые шпаты, мел, доломит. Добавляются для уменьшения температуры спекания – не больше 8%. Перед внесением максимально измельчают.
Кроме перечисленного, иногда добавляют поверхностно-активные вещества, ингредиенты для регуляции механических свойств полученной массы. Состав определяется в зависимости от назначения и места установки – фасад, пол, стены внутри помещений.
Технология
Производство плитки проходит в несколько этапов:
- Дозирование – клинкерные изделия имеют отличия от иных видов плитки по компонентам. Важно соблюсти баланс качества и количества исходного сырья.
- Дробление – проходит в несколько стадий. Хорошая смесь получится при максимальной однородности готовой массы.
- Высушивание – здесь удаляется лишняя влага из будущего продукта. Процесс происходит в распылительных сушилках. На выходе влажность порошка составляет 1–6%, величина зерна 0,24 – 0,34 мм.
- Формование – осуществляется в специальных прессах (автоматизированных). Как правило, оборудование – гидравлика. Рабочее давление определяется влажностью порошка и плотностью готового изделия. Варьируется от 15 до 50 МП.
- Предварительная сушка – применяется для удаления влаги, оставшейся после предыдущего этапа. Используются разные способы: инфракрасные волны, СВЧ, импульсы. Здесь достигается показатель влажности не больше 0,1 – 0,3%. Время операции зависит от назначения и толщины продукта.
- Обжиг – на этом этапе получается готовое изделие. Температура в печи достигает 1450 градусов, что обеспечивает переход компонентов в прочное физическое состояние.
- Декорирование – используется ограниченно, на разных стадиях изготовления.
В производстве клинкера применяется два метода – полусухое прессование и экструзионная технология. Отличаются они способом формовки.
Открытие бизнеса по производству пластиковых изделий

Пластик прочно вошел в жизнь людей. Сложно представить хоть какое-то современное промышленное изделие, не содержащее в себе элементов из пластмасс. Бизнес по производству товаров из пластика – выгодное вложение средств. Быстрая окупаемость достигается за счет высоких мощностей и широкого ассортимента. Рентабельность бизнеса выше 100%.
К тому же в производстве используется сырье, изготовленное из переработанных и вышедших из употребления изделий, таким образом пластик можно использовать практически бесконечно, в отличие от металла и дерева.
Виды пластмасс и сырье
Пластик – это синтетический полимер, способный сохранять заданную при производстве форму, обладающий долговечностью, устойчивостью к агрессивным средам и имеющий широкий спектр применения.
- листовые – оргстекло, винипласт на основе смол;
- слоистые – текстолит, стеклотекстолит, гетинакс, имеющие в составе бумагу или ткань;
- литьевые – пластики, состоящие только из смол;
- волокнистые – асбестоволокно, стекловолокно, хлопчатобумажное волокно;
- пресс-порошки, пластики на основе порошковых наполнителей.
В зависимости от области применения, пластик может быть теплоизоляционный, конструкционный, химически стойкий и пресс-порошковый.
Наиболее популярное сырье при производстве пластиковых изделий – полимерные гранулы, которые удобны в логистике, дешевы и применимы практически во всех технологических процессах.
Основные виды сырья:
- термореактивное, из которого производят самые прочные и устойчивые к температурным воздействиям изделия;
- термопластичное, благодаря своим свойствам изменяет вязкость под действием высоких и низких температур, чаще других применяется в производстве пластмассовых изделий;
- синтетические полимеры, для изготовления тепло- и звукоизоляционного пенопласта.
Помимо основного сырья в производстве изделий из пластмасс применяют красители и иные добавки.
Стоимость первичных гранул для производства пластиковых изделий начинается от 100 рублей за кг, применение вторичных гранул обойдется от 25 руб/кг.
Технология производства
В зависимости от ассортимента выпускаемых изделий применяют различные способы изготовления.
- вакуумное формирование изделий с помощью высокого давления;
- компрессионная, требующая склейки деталей;
- прессование;
- выдувание;
- экструзионная с применением матриц;
- 3-D печать.
Этапы производства пластиковых изделий зависят от выбора технологии. Однако основные характерны для любого метода.
Этапы производства изделий из пластмасс:
- Подбор и смешивание компонентов.
- Введение в состав газовых смесей при производстве пенопласта и полистиролов.
- Изготовление матричной формы из алюминия, смол или стеклопластика.
- Формование. Нагрев заготовки до состояния пластичности и придания ей формы с использованием матриц.
- Доработка. Удаление частей, не входящих в готовое изделие, высверливание необходимых отверстий, сборка.
Применение 3-D печати оправдано при небольших масштабах производства или изготовлении штучных изделий на заказ.

Оборудование
При изготовлении изделий из пластика применяют различные технологические линии полного цикла, отличающиеся методами производства, требованиями к сырью и стоимостью.
Экструдеры
Это линии широкого применения, способные производить оснащение для пластиковых окон, ПВХ-трубы, полиэтиленовую пленку.
Стоимость самого простого экструдера начинается от 800 000 рублей и зависит от производственной мощности (от 60 до 1200 кг готовых изделий в час).
Термопластавтоматы
Самое распространенное оборудование для производства изделий из пластика – порядка 70% мировых предприятий используют именно его. Это обусловлено большой вариативностью. На термопластавтоматах изготовление изделий достигается путем прессования с использованием матриц, благодаря чему получают продукцию любых форм и размеров, в том числе полую (бутылки, емкости, канистры).
Стоимость термопластавтоматов в среднем 1 700 000 рублей. Большинство из них предназначены для производства цветочных горшков, шприцев, труб ПВХ, игрушек, бутылок и пр.
Выдувные машины
Работают по принципу, аналогичному при изготовлении стеклянных изделий. Предназначены для производства банок, бутылок, канистр, бочек. В технологическом процессе сырье нагревают, а затем придают ему форму путем выдувания.
В зависимости от задач и производительности выдувная машина стоит от 700 000 до 3 000 000 рублей. Например, самая дешевая производит ПЭТ-тару емкостью до 5 л в количестве 5 000 изделий в час.
Экструзионно-выдувные станки
Объединяют две основных технологии, поэтому обладают более широким спектром применения. Предназначены, главным образом, для производства ПЭТ-упаковки, а также для изготовления игрушек.
Такое оборудование обойдется минимум в 3 000 000 рублей. Стоимость зависит от назначения станка и его производительности.
Термоформовочные станки
Сырьем для производства на таких станках служит полиэтиленовая пленка. Из нее изготавливают одноразовую посуду, пищевые контейнеры.
Новое оборудование с доставкой обойдется не менее чем в 8 000 000 рублей. Приобрести в лизинг или бывшие в употреблении станки можно значительно дешевле, однако они требуют постоянного технического обслуживания.

Особенности реализации пластмассовых изделий
Значительная часть производимой из пластика продукции реализуется посредством сети Интернет. Оптовые покупатели предпочитают делать заказы на сайтах производителей, поэтому правильным будет создание собственного интернет-магазина.
Еще один хороший способ сбыта – прямые продажи заинтересованным потребителям.
Специфика реализации зависит от ассортимента. Например, изготовители шлангов реализуют их промышленным предприятиям, строительным организациям, производителям бытовой техники.
Если основной товар – одноразовая посуда, ее реализацией, в основном, занимаются супермаркеты. Детские игрушки закупают онлайн и оффлайн магазины для детей.
Создание бизнеса по производству изделий из пластика выгодно. Производство быстро окупается и приносит своему владельцу хороший доход. Однако начать его в домашних условиях невозможно и первоначальные затраты достаточно высоки. Рекомендуем посмотреть существующих производителей пластика и полимеров и произвести конкурентную разведку.
Подписывайтесь на нас в Телеграм, Яндекс Дзен и во Вконтакте.
Технология изготовления и производства пластмассовых изделий
 В XXI веке развитых технологий находят применение искусственно созданные полимеры и пластмассы, этих материалов нет в природе, поэтому для получения качественных экземпляров требуется тщательно налаженный технологический процесс. Пластик из-за специфических свойств находит широкое применение в качестве материала, позволяющего экономить употребление дорогостоящих цветных металлов, снижать массу узлов и деталей. С помощью современных технологий процесс изготовления пластиковых изделий полностью автоматизирован, незначительные операции механической обработки сведены к минимуму.
В XXI веке развитых технологий находят применение искусственно созданные полимеры и пластмассы, этих материалов нет в природе, поэтому для получения качественных экземпляров требуется тщательно налаженный технологический процесс. Пластик из-за специфических свойств находит широкое применение в качестве материала, позволяющего экономить употребление дорогостоящих цветных металлов, снижать массу узлов и деталей. С помощью современных технологий процесс изготовления пластиковых изделий полностью автоматизирован, незначительные операции механической обработки сведены к минимуму.
- Выбор пластмасс
- Производство изделий из пластмасс
- Горячий метод формования
- Предварительная сушка полимеров
- Подготовка материалов к переработке
- Таблетирование материалов
- Предварительный разогрев материалов
- Изготовление пластиковых изделий
- Литье пластика под давлением
- Интрузия
- Литье прессованием
- Заливка
- Метод намотки
- Способы дополнительной механической доводки готов изделий
Выбор пластмасс
Основными условиями выбора служат технологические и эксплуатационные свойства. В помощь технологу созданы сравнительные таблицы, содержащие марки материалов с описанием технических характеристик, при этом указаны радиотехнические и электрические свойства, диэлектрическая проницаемость, механические и прочностные показатели. Указаны коэффициенты износа и трения, Пуассона, показатели теплового расширения и другие характеристики.
Для классификации пластмасс используют следующие признаки:
- вид используемого наполнителя;
- эксплуатационные качества;
- назначение для применения в различных областях;
- значение некоторых важных параметров и эксплуатационных характеристик.
Производство изделий из пластмасс
Основными операционными процессами переработки пластмасс и полимеров в процессе производства являются:
- подготовка материала к технологическому производству;
- выбор необходимого количества исходного сырья;
- таблетирование массы и предварительное разогревание (в некоторых случаях);
- формование заданного изделия;
- окончательная отделка механическим или станочным способом.
Горячий метод формования
Главным для производства является получение качественной продукции при высокой производительности. Говоря о качестве изделия, упоминают о структурных молекулярных показателях:
- аморфные полимеры характеризуются ориентацией;
- кристаллизующиеся полимеры отличаются множеством надмолекулярных образований на всех этапах агрегации, поэтому используют способ заданной кристаллизации.
Надкристаллическая структура кристаллизующихся полимеров многообразна, поэтому материалы с одинаковыми свойствами при обработке в различных условиях дают изменяющиеся свойства деталей. Стабильность определенного набора свойств решается с помощью точного выбора и исполнения требуемых режимов обработки полимеров.
Предварительная сушка полимеров
 Технологические карты процесса и качество полученной продукции определяются влажностью и температурой пластика. На подготовительном этапе делается сушка или увлажнение для приведения показателей в требуемую норму. Водяные молекулы обладают свойством полярности и быстро вступают в связи с полярными полимерами, из-за этого поглощается влага из окружающей среды. Увеличение полярности способствует усиленному поглощению, и наоборот. Некоторые полимеры изначально негигроскопичны, что не дает возможности на подготовительном процессе насытить их влагой.
Технологические карты процесса и качество полученной продукции определяются влажностью и температурой пластика. На подготовительном этапе делается сушка или увлажнение для приведения показателей в требуемую норму. Водяные молекулы обладают свойством полярности и быстро вступают в связи с полярными полимерами, из-за этого поглощается влага из окружающей среды. Увеличение полярности способствует усиленному поглощению, и наоборот. Некоторые полимеры изначально негигроскопичны, что не дает возможности на подготовительном процессе насытить их влагой.
Увеличение влажности материала на подготовительной стадии уменьшает его текучесть, избыток влаги снижает взаимодействие молекул и влияет на уровень гидролитической деструкции. Насыщение влагой уменьшает прочность, показатель удлинения при разрыве, сопротивление диэлектрическому проникновению. На поверхности детали после производства появляются белесые и серебристые разводы, волны, вздутия, пузыри, пустые поры, отслоения, трещины. Иногда такие дефекты проявляются только при прессовании.
Низкая влажность ведет к структурированию, которое является одним из видов деструкции, при этом снижается текучесть полимера. Изменение влажности может происходить не только в процессе производства, но и при эксплуатации. При этом разрушение детали повторяется в указанных параметрах. Сушка полимерных материалов используется для уменьшения влажности. Для материалов, склонных к термоокислительной деструкции применяется сушка в вакууме, это позволяет увеличить температуру и уменьшить время сушки.
В процессе сушки применяют типы сушилок:
- барабанные;
- ленточные аппараты-конвейеры;
- турбинные камеры;
- вакуум-сушилки.
Чтобы уменьшить влажностные показатели порошкообразных и гранулированных термопластов используют бункер с системой подогрева. Иногда летучие вещества и влагу убирают в процессе расплава, при этом во время пластификации снимают давление на определенном шнековом участке. Как следствие, происходит расширение нагретых газов, которые удаляются с помощью вакуумного отсоса.
Подготовка материалов к переработке
 Сушку полимеров заканчивают непосредственно перед обработкой, при этом рекомендуется оставить показатели, которые ниже требуемых. Если требуется некоторое время хранения перед производством, то высушенному материалу организуют тщательные сухие условия. Если гигроскопичность полимеров низкая, то такие материалы не сушат, а только подогревают перед технологическим процессом. Слишком низкая влажность требует повышения показателя выдерживанием экземпляра в воздухе с высокой влажностью или опрыскивания ацетоном, спиртом, водой.
Сушку полимеров заканчивают непосредственно перед обработкой, при этом рекомендуется оставить показатели, которые ниже требуемых. Если требуется некоторое время хранения перед производством, то высушенному материалу организуют тщательные сухие условия. Если гигроскопичность полимеров низкая, то такие материалы не сушат, а только подогревают перед технологическим процессом. Слишком низкая влажность требует повышения показателя выдерживанием экземпляра в воздухе с высокой влажностью или опрыскивания ацетоном, спиртом, водой.
Таблетирование материалов
Формование в условиях сжимания пластмасс порошкообразного типа называется таблетированием для производства определенной формы таблеток с заданными параметрами плотности и размеров. В результате процедуры лучше дозируется сырьевая масса, из материала удаляется большая часть воздуха, что ведет к повышению теплопроводности.
Для процесса применяют таблеточные машины:
- гидравлические с выполнением 5−35 циклов за минуту;
- эксцентриковые — 16−40 циклов;
- ротационные — 65−605 циклов.
Предварительный разогрев материалов
 Процедура делается только для реактопластичных заготовок (волокнитов и порошков). Прогрев осуществляется в генераторах, производящих токи с высокой частотой. Иногда используют контактные нагреватели непосредственно перед помещением материала в прессовальную форму для ускорения прессования. Нагрев высокочастотными токами снижает предел прессовальной нагрузки, что продлевает время службы пресса, увеличивает производительность, снижает затраты на выпуск изделий из пластмассы.
Процедура делается только для реактопластичных заготовок (волокнитов и порошков). Прогрев осуществляется в генераторах, производящих токи с высокой частотой. Иногда используют контактные нагреватели непосредственно перед помещением материала в прессовальную форму для ускорения прессования. Нагрев высокочастотными токами снижает предел прессовальной нагрузки, что продлевает время службы пресса, увеличивает производительность, снижает затраты на выпуск изделий из пластмассы.
Пластмассы относят к диэлектрикам и полупроводникам, они нагреваются в ТВЧ из-за поляризации зарядов элементарного порядка. Малое число свободных зарядов в диэлектрике ведет к появлению тока проводимости. Происходит смещение электрополя с некоторым запаздыванием по частоте из-за трения молекул. Количество тепла на выходе пропорционально частоте поля.
Изготовление пластиковых изделий
Существует несколько способов получения пластиковых деталей
Литье пластика под давлением
Используют для выпуска реакто— и термопластов. При таком способе материал в гранулированной форме идет в цилиндр машины, где происходит его прогревание и перемешивание оборачиваемым шнеком. Если используется не шнековая, а поршневая машина, то пластификация происходит прогревом. Разогрев термопластов ведется до 200−350˚С, реактопласты требуют 85−120˚С. Готовый материал поступает в форму для литья, где охлаждается (термопласты до 25−125˚С, реактопласты — 155−195˚С). В форме бывшее сырье держат для уплотнения под давлением, что влияет на порог усадки, снижая его.
Интрузия
 Позволяет на том же агрегате изготовить детали значительно большего размера и объема. При предыдущем процессе литье пластифицируется поворачивающимся червяком, а подается в форму при его поступательном перемещении. Интрузия предполагает использование сопла с имеющимся широким каналом для перетекания литья в форму до начала поступательного движения червяка. Общая продолжительность циклического процесса не становится больше, но метод показывает высокую производительность.
Позволяет на том же агрегате изготовить детали значительно большего размера и объема. При предыдущем процессе литье пластифицируется поворачивающимся червяком, а подается в форму при его поступательном перемещении. Интрузия предполагает использование сопла с имеющимся широким каналом для перетекания литья в форму до начала поступательного движения червяка. Общая продолжительность циклического процесса не становится больше, но метод показывает высокую производительность.
Литье прессованием
В этом случае камера загрузки находится отдельно от полости формирования. Прессованный материал помещается в камеру загрузки, где при действии тепла и сжатия происходит пластификация. Затем материал перетекает в рабочее отделение формы, где отвердевает. Метод прессованного литья используется в случае выпуска деталей с толстыми стенками, армированием, сложной формы. Недостатком способа является небольшой перерасход материала, так как часть его остается в загрузочном отделении.
Заливка
Процесс применяется для выпуска деталей из компаундов или в случае применения изоляции и герметизации компаундами запчастей радио и электронной отрасли. Компаунды — композиции из полимеров, пластификаторов, отвердителей, наполнителей и других добавок. Они являются воскообразными твердыми составами, которые перед применением нагревают до получения жидкого состояния.
Отвердевание происходит при температуре 25—185˚С, процесс занимает по времени около 2−17 часов. Иногда в емкость для раствора насыпают таблетированный материал, затем форму нагревают и сырье расплавляется, чтобы ускорить процедуру используют метод давления.
Метод намотки
 Используют для изготовления пластиковых тел вращения, при этом исходным сырьем служит жидкотекучие и стеклянные полимеры. Изготавливают колпаки, трубчатые полости, цилиндрические оболочки. Процесс происходит на намоточных станках с применением оправок, на них наматывают обработанные полимером нити. Намотка осуществляется сухим или мокрым способом.
Используют для изготовления пластиковых тел вращения, при этом исходным сырьем служит жидкотекучие и стеклянные полимеры. Изготавливают колпаки, трубчатые полости, цилиндрические оболочки. Процесс происходит на намоточных станках с применением оправок, на них наматывают обработанные полимером нити. Намотка осуществляется сухим или мокрым способом.
В первом случае применяют предварительно пропитанную армирующую нить, а во втором случае пропитка происходит перед применением нити. Сухой метод признан более производительным и качественным, в результате используются разнообразные пропитки и связующие, но мокрый метод позволяет выполнять детали сложной фигуры и формы.
Способы дополнительной механической доводки готов изделий
Эта процедура делается для:
- уточнения формы готовых деталей после давления или литья;
- при процессе производства изделий из листового пластика;
- снятия излишних наслоений (облоя, литников, грата, пленки), расчистки отверстий в условиях небольшого производства;
- повышения экономии при выпуске сложных по конфигурации деталей;
- изготовления малой партии изделий или в условиях небольших цехов.
Механообработка отличается спецификой из-за вязкости, низкой теплопроводности, именно эти особенности формируют инструмент и станковую оснастку для обработки пластмасс. Различают следующие методы механической обработки:
- обработка пластмассовых изделий резанием;
- разделительная штамповка.
 Первый способ применяется для отделки и удаления наслоений на детали после метода горячего прессования и в виде самостоятельного способа для выточки продукции из поделочных пластиков. Метод обработки резанием состоит из отдельных операций: точения, резки, сверления, фрезеровки, шлифовки, полирования и формирования резьбы.
Первый способ применяется для отделки и удаления наслоений на детали после метода горячего прессования и в виде самостоятельного способа для выточки продукции из поделочных пластиков. Метод обработки резанием состоит из отдельных операций: точения, резки, сверления, фрезеровки, шлифовки, полирования и формирования резьбы.
Штамповку разделительного направления используют в случае применения в качестве заготовок листового пластика. Выполняемые операции: зачистка, вырубка, обрезка, пробивка, разрезка или отрезка.
Точение делают с заглублением инструмента на слой 0,6−3 мм, различаю чистовой вариант и черновую обработку. Сверление делают разными скоростями оборотов, что зависит от марки пластмассы. Фрезерованием обрабатывают на глубину 1−8 мм (реактопласты) и 1−9 мм (термопласты), также различают черновой и чистовой проход.
Нарезка резьбы иногда выполняется сложно из-за обработки слоистых, волокнистых пластиков, на которых появляются срывы ниток, скалывания или трещины. Шлифование делают кругами из карборунда со средними характеристиками твердости, иногда вместо кругов используют шлифовальную бумагу.
Полируют детали для получения на выходе из цеха изделия с высококачественной поверхностью. Для процедуры берут мягкие круги, которые составлены в виде пакета из муслиновых дисков различных диаметров, хорошо работают в шлифовании круги из фетрового материала. Одна часть шлифовочного диска с нанесенным на ней абразивом, вторая свободна от наждачного слоя и применяется для протирки.
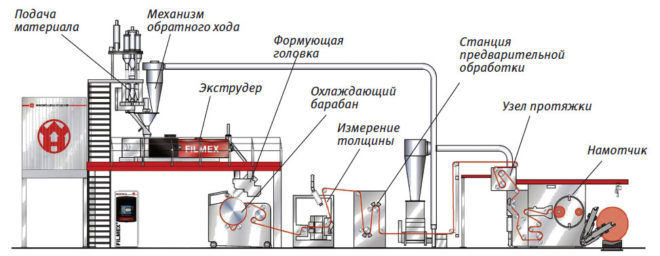
Технологии изготовления пластиковых изделий
Потребность в производстве пластмассовых изделий продолжает интенсивно расти.
Итак, какие же технологии применяются для изготовления изделий из пластика?
На сегодня есть несколько способов, позволяющих получить продукцию из пластмасс: экструзия, экструзия с раздувом, вакуумная формовка и литье пластмасс под давлением. Попробуем коротко рассказать о каждом из них.

При экструзии расплавленное сырье продавливается через формующее отверстие, охлаждается и затвердевает.
Данный метод применяют для изготовления продолговатых объектов, таких как трубы, шланги и прочих погонажных изделий.
В то время как экструзия с раздувом применяется для изготовления полых изделий – пластиковых бутылок, флаконов и т.п.
Как и при классической экструзии, в данном методе полимеры поступают в специальные аппараты – экструдеры.
Схема производства немного отличается от предыдущего способа.
Сырье поддается термической обработке и, будучи расплавленным, продавливается через формующее отверстие с последующим раздуванием и складыванием в двухслойное полотно.

Что касается вакуумной формовки – эта технология, в первую очередь, отличается тем, что в качестве сырья здесь используется пластмассовый лист, который на начальном этапе нагревается до тех пор, пока не станет мягким.
Далее размягченный лист втягивается в матрицу, где под воздействием вакуума принимает необходимую форму.
С применением данной технологии можно получить совершенно разные изделия и достаточно быстро изготовить пробный образец.
Однако данный метод изготовления пластиковых деталей не пользуется популярностью среди производителей.
На это есть следующие причины: высокая стоимость за единицу изделия, видимость производственных дефектов на прозрачных изделиях, отсутствие возможности изготовления изделий со сложными параметрами, получаемый на выходе продукт нуждается в дополнительной механической доработке.

И, наконец, мы подошли к самому распространенному методу – литью под давлением .
Обратите внимание, что литье под давлением осуществляется с помощью специального оборудования – термопластавтоматов.
Теперь о технологии.
Гранулы из полимеров помещаются в контейнер термопластавтомата, на следующем этапе все компоненты перемещаются в узел пластификации, где впоследствии нагреваются до вязко-текучего состояния и под воздействием высокого давления впрыскиваются в пресс-форму.
Вещество охлаждается, что приводит к затвердеванию пластмассы – в результате получается готовое изделие.
Сегодня на мировом рынке более трети от общего объема ежегодно производимых изделий из полимеров приходятся на литьевые машины (термопластавтоматы).
Такая популярность объясняется универсальностью и высокой производительностью.
Термопластавтоматы позволяют массово изготавливать детали любой сложности с минимальными затратами ресурсов.
Более того, современные технологии предоставляют возможность литья пластмасс из нескольких компонентов, в том числе и с закладными элементами.
Детали, полученные методом литья под давлением, практически не нуждаются в дополнительной обработке.
Наряду с другими преимуществами следует отметить и возможность полной автоматизации производства.
Термопластавтоматы нашли свое применение во многих сферах: медицине, автопроме, бытовой технике, электронике, медицине, производстве мебели, индустрии игрушек и даже авиакосмической промышленности.
Компания «Автоп» заботится о том, чтобы производство было высокотехнологичным и продуктивным.
На предприятии представлены лучшие термопластавтоматы лидеров рынка.
В наших интересах внедрять самые эффективные современные практики изготовления пластиковых изделий, так как для нас важен только качественный результат!





