Технология напыления металлов: основные способы металлизации изделий
Напыление металла – это технология изменения структуры поверхности изделия с целью приобретения определенных качеств, повышающих эксплуатационные характеристики. Обработку выполняют путем нанесения однородного металлического слоя на деталь или механизм. В качестве расходного материала используют специальные порошковые составы, которые подвергают термической обработке и придают им значительное ускорение. При ударном соприкосновении с поверхностью частицы осаждаются на плоскости.
Технология появилась в начале XX века в качестве альтернативы традиционным способам поверхностной модификации металлов. По мере изучения и развития методов напыления металлических изделий была образована отдельная отрасль – порошковая металлургия. Это технология получения порошков для изготовления из них различных изделий.
В современной промышленности напыление металлов считается одним из самых экономичных способов обработки. По сравнению с объемным легированием технология дает возможность получить необходимые эксплуатационные свойства поверхности при меньших затратах.
Особенности и назначение плазменного напыления
Особенность покрытия — пластинчатая зернистая структура, возникающая в результате термической диффузии мелких частиц.
Стадии плазменного напыления металла:
- Ионизация частиц.
- Распыление.
- Осаждение.
- Затвердевание.
На каждом из этапов необходимо проводить контроль температуры и скорости движения напыляемых частиц.
Осаждение представляет собой совокупность двух, одновременно протекающих процессов – химической связи, которая активируется вследствие высоких температур в зоне обработки, и механических взаимодействий, обусловленных повышенной кинетической энергией частиц напыляемого металла. Дополнительным интенсифицирующим фактором считается наличие промежуточной среды – газа/жидкости — молекулы которой ускоряют и стабилизируют процесс металлизации. При этом образуются дополнительные соединения, улучшающие качество напылённого слоя. Например, азот формирует высокотвёрдые нитриды металлов, гелий предотвращает окисление поверхности, а медь улучшает условия трения.
Процесс используется для формирования оптимальных характеристик поверхностного слоя, а также как метод восстановления изношенных стальных деталей.

Плазменное напыление металлов часто применяется для восстановления изношенных стальных деталей
Главные плюсы метода
К преимуществам технологии относят:
- выполнение работ при любых климатических условиях (давлении, температуре, влажности);
- возможность применения оборудования стационарного и переносного типа, что в последнем случае позволяет осуществлять работы по месту их проведения;
- возможность нанесения покрытия на локальные участки (дефектные места);
- возможность создания слоев с разными свойствами;
- возможность создания слоя необходимой толщины или разных по толщине в многослойных покрытиях;
- процесс не оказывает влияния на структуру изделия, на которое наносится напыление, что является важным преимуществом;
- безопасность;
- экологичность.
К недостатку этого вида напыления относят только один факт. Слои можно наносить на пластичные металлы, такие как медь, цинк, алюминий, никель и сплавы на их основе.
Производители разных стран выпускают оборудование стационарного и переносного типа для ручного и автоматизированного нанесения покрытий разной производительности на разные металлы.
Технология процесса напыления
Исходный материал подается в столб плазмы в форме порошка или проволоки. Ионизированные газы высвобождают активные молекулы газов, некоторые из которых (например, водород) дополнительно поднимают температуру внутри плазменного столба, ускоряя процесс превращения молекул исходной заготовки в парообразное состояние. В результате ускоряется оседание движущихся частиц на подложку. Ионизация возможна не только из газа, но и из жидкости, испаряющейся в столбе дуги.
Напыляющие порошки разнообразят состав и свойства покрытий, поскольку в мелкодисперсное состояние может быть переработан широкий спектр металлов.
Физическое осаждение из паровой фазы (PVD).
PVD – это вакуумное напыление. Покрытие наносится под высоким давлением в вакууме посредством бомбардировки ионами. По сути, хром просто конденсируется на поверхности изделия, образуя покрытие. Вакуум позволяет снизить рабочую температуру процесса.
Покрытие относительно дешево. Широко используется в мире для придания декоративного внешнего вида часам, футлярам, иглам и пр.
Из минусов – низкая доступная толщина. Наносится, как правило до 2-3 мкм. Соответственно, покрытие не будет обладать износостойкостью. Коррозионная же стойкость при этом умеренная, но многократно ниже стойкости гальванического твердого хрома.
Последующая обработка покрытия
Процесс распыления в потоке плазмы ограничен материалами, которые имеют более высокую температуру плавления, чем пламя. При более низких температурах и скоростях (до 40 м/с), энергетические характеристики движущихся частиц уменьшаются, что приводит к окислообразованию, пористости и наличием различных включений в готовом покрытии. Снижается прочность сцепления и адгезии между покрытием и подложкой. Такие покрытия подвергают шлифовке или полированию. В обоснованных случаях предусматривается термическая обработка – закалка, отпуск, нормализация.
Альтернативы гальваническому хромированию.
Превосходная износостойкость определяет использование гальванического хромового покрытия в авиакосмической и автомобильной промышленности. Твердый хром используется для защиты поверхности от абразивного износа и для восстановления изношенных деталей до первоначального размера и формы.
Технология нанесения покрытия из электролита с содержанием шестивалентного хрома применялась в течении последних 120 лет.
Однако токсичность хрома и хромсодержащих отходов стали причиной разработки новых технологий его нанесения.
Наиболее приемлемыми решениями проблемы является: • термическое напыление; • химическое осаждение из паровой фазы (CVD); • физическое осаждение из паровой фазы (PVD). Рассмотрим эти варианты подробнее.
Оборудование плазменного напыления
Для диффузионной металлизации производят три вида устройств – со сжиганием кислородной смеси, с подачей инертного газа и с термическим разложением жидкости. Толщина покрытия достигает 100…120 мкм.
Установки плазменного напыления, использующие энергию высокоскоростной кислородной плазмы, работают при гиперзвуковых скоростях газа, достигающих 1600…1800 м/с в момент удара струи по подложке. Так производят плазменное напыление износостойкими карбидами металлов, когда не требуется полного расплавления ионизированных частиц.
Оборудование, где поток плазмы формируется в струе инертного газа, используется для производства покрытий, требующих сочетания хорошей износостойкости и ударопрочности. Нагрев приводит к тому, что газ достигает экстремальных температур, диссоциирует и ионизируется.
Установки для нанесения металла.
Технология нанесения металлов на поверхность деталей использует газодинамический метод нанесения металлов
покрытий, который состоит в том, что твердые частицы металла, движущиеся со сверхзвуковой скоростью, прочно закрепляются на поверхности при соударении с нею. Сверхзвуковые скорости придаются частицам оборудования ДИМЕТ с помощью сжатого воздуха (компрессор). Технология является новой, и ранее в промышленности не использовалось. Технология позволяет
наносить металлические покрытия
не только на металлы, но и на стекло, керамику, камень, бетон. К настоящему времени технология ДИМЕТ позволяет наносить покрытия из алюминия, цинка, меди, олова, свинца, баббитов, никеля.
Оборудование газодинамического нанесения металлических покрытий ДИМЕТ
Малогабаритное универсальное оборудование для ручной или частично автоматизированной работы. Пять рабочих режимов, два переключаемых порошковых питателя ПВ43, два сопла: круглое СК20, плоское СП9; эргономичная рукоятка с двухпозиционной кнопкой управления. Возможность дистанционного включения подачи воздуха и порошка. Энергопотребление: 220 В, 3,3 кВт. Сжатый воздух: давление 6-10 атм, расход – 400 л/мин. Вес – 18 кг. Для многофункционального применения.
Портативное универсальное оборудование для ручной работы. Пять рабочих режимов, два переключаемых порошковых питателя ПВ-43, два сопла: круглое СК20, плоское СП9. Энергопотребление: 220 В, 3,3 кВт. Сжатый воздух: давление 6-10 атм, расход – 400 л/мин. Вес – 17 кг. Для многофункционального применения.
Портативное оборудование для ручной работы. Два рабочих режима, порошковый питатель ПВ43, одно круглое сопло СК20. Энергопотребление: 220 В, 2,9 кВт. Сжатый воздух: давление 6-10 атм, расход – 400 л/мин. Вес – 9 кг. Для применения в локальном ремонте.
Малогабаритное универсальное оборудование для автоматизированной или ручной работы. Пять рабочих режимов, два стабилизированных порошковых питателя ПВ45, три сопла: круглое СК20, плоское СП9, износостойкое СК30, эргономичная рукоятка с двухпозиционной кнопкой управления. Возможность дистанционного выбора порошкового питателя, рабочего режима и управления подачей воздуха и рабочего порошка. Возможность компьютерного управления. Энергопотребление: 220 В, 3,3 кВт. Сжатый воздух: давление 6-10 атм, расход – 400 л/мин. Вес – 19 кг. Для многофункционального применения.
Где применяют
Методику осаждения жидкого металла широко использует современная промышленность для восстановления участков деталей, пострадавших от повреждений. Лазерная наплавка применяется не только для ремонта и упрочнения покрытий, но и для создания комплектов новых деталей.
- EHLA. Технология предназначена для высокоскоростного создания покрытий со снижением тепловых затрат.
- SLM. Высокоточная методика выборочного спекания порошков для задания контуров послойного наплыва.
- LMD. Способ прямого выращивания деталей путем коаксиального наплавления, точность требует особых ресурсов.
В металлургии, судостроении и нефтегазовой отрасли лазерную наплавку чаще всего выбирают для усиления отдельных участков заготовок либо коррекции их геометрических параметров. Возможность экспериментировать с вариантами наплавления металла открывает перспективы для создания деталей различных форм. Лазерная наплавка позволяет быстро восстановить работоспособность дорогих механизмов, сэкономив деньги и время.
Используемая литература и источники:
- Статья в Википедии
- Справочник по магнитно-импульсной обработке металлов. / Б. Н. Бадьянов. — Ульяновск: изд-во Ульяновский ГТУ, 2000 г.
- Соснин Н. А., Ермаков С. А., Тополянский П. А. Плазменные технологии. Руководство для инженеров.. — Санкт-Петербург: Изд-во Политехнического ун-та, 2013.
Наплавка импульсным лазером
Плавка по этой методике выполняется одновременным подводом луча лазерной установки и присадочного элемента к намеченному участку прямого осаждения. При расплавлении материал присадки (проволока, порошок) равномерно распространяется по месту повреждения.
После обработки импульсным лазером зону дефекта не придется подвергать длительной механической коррекции. Чтобы исключить окисление металла, ванну с расплавом защищают подачей смеси инертных газов (аргон и гелий).
Лазерное осаждение реализуют одним из двух методов, представленных в таблице ниже.
| Тип импульсной наплавки | Характеристика |
| Ручная методика | Для работ, выполняемых вручную оператором, присадкой служит проволока, диаметр которой в диапазоне 0,15-0,8 мм. Это может быть материал идентичный основе либо с повышенным свойством твердости. Работа ведется под контролем микроскопа с 10-16 кратным увеличением, диаметр лазерного луча (0,2-2,5 мм) должен в 2 раза превышать диаметр присадки, чтобы уменьшить объемы нагрева и расплава. Методом ручного осаждения металла устраняют небольшие сколы, поры и другие локальные дефекты поверхности. Конфигурация станков с лазерами позволяет обрабатывать мелкие детали, ремонтировать крупногабаритные механизмы |
| Автоматизированная | Роботизированную методику чаще применяют для защиты новых деталей от следов износа. Причина в низкой вероятности трещинообразования по наплавляемому слою. По ходу создания наплавки лазером подача присадки механизирована. В случае выбора металлического порошка, его доставку к месту расплава обеспечивает сопло. Автоматическую наплавку используют при необходимости наплавлять значительные объемы металла |
Преимущество импульсного лазера в минимальных размерах области воздействия при высокой скорости процесса. Эти факторы снижают нагрев детали, препятствуют растеканию металла вокруг зоны наведения лазера, что важно для выполнения разных объемов наплавочных работ.
Непрерывная лазерная наплавка
Этот вид наплавочной технологии обеспечивает высокую производительность при минимальных тепловложениях лазерного луча по сравнению с другими видами плавки, а также сварки. Обработку непрерывным лазером применяют для трудно свариваемых материалов. Средний показатель в зоне перемешивания металлов основы и присадочного материала находится в пределах 10-30 мкм, с учетом режимов наплавления и варьирования толщины наплавки в диапазоне 0,3-3 мм за время одного прохода.
Устройство производственных систем для выполнения внутренних наплавочных манипуляций принципиально отличается от установок для осаждения металла на внешних поверхностях механизмов. Лазерные станки для внутренних работ оснащены призмами или зеркалами, предназначенными для переворачивания световых потоков.
Металлизация
Процесс металлизации поверхностей – это метод нанесения на наружную поверхность детали металлического слоя, который придает обработанной поверхности иные физические, химические, механические свойства. Они могут значительно отличаться от свойств основного материала. Нанесенное покрытие используется для повышения коррозионной, эрозионной, механической стойкости, декоративной отделки и прочего.

Нанесение металлического слоя на металлизируемую поверхность различается методом сцепления и делится на две группы (классификация металлизации):
- механическое сцепление (за счет адгезии);
- связи между металлами:
- диффузия на границе двух поверхностей;
- диффузия всего покрывающего слоя.
Технологические особенности металлизации
Технология металлизации производится в следующих состояниях:
- в холодном состоянии;
- в нагретом состоянии;
- диффузией.
Такому способу обработки как металлизация могут подвергаться изделия, изготовленные из металла, любого вида пластика, древесины, стекла, гипса, бетона и прочих материалов. Самый распространенный способ нанесения покрытия в домашних условиях — это напыление. Материалы, предназначенные для проведения процесса, можно найти в магазинах. Обычно они продаются в баллонах под давлением с распылителем.
Диффузионный способ покрытия – это процесс, во время которого происходит насыщение поверхности детали легирующими элементами. В качестве легирующих элементов широко используются хром (Cr), алюминий (Al), цинк (Zn), кремний (Si), медь (Cu) и множество других.
Защитный слой на металлизированных деталях можно получить:
- в жидкой среде;
- в газовой среде;
- с использованием твердых компонентов.
Нанесение покрытия металлизацией в холодном состоянии или в нагретом до незначительной температуры, характерно для первой группы и подгруппы 2а. Во время протекания цикла происходит изменение размеров детали на толщину нанесенного слоя металлов или их сплавов.
Для подгруппы 2б характерно насыщение поверхностного слоя методом диффузии при высоких температурах. Во время обработки происходит образование сплава, а размеры практически не отличаются от заданных.
Применение
Металлизация используется для изменения характеристик обрабатываемого изделия. После того, как нанесли слой металла или сплава, деталь получает дополнительную стойкость к высоким температурам, коррозии, износу, эрозии. Кроме этого нанесенный слой может служить для защиты и декоративного оформления готового изделия. С помощью металлизации производится восстановление изношенных деталей.

Поверхность детали после металлизации
- Электромашиностроение. Электротехнические компоненты необходимы в любой из отраслей промышленности. Их необходимо защитить от изнашивания, обеспечить точный уровень электрической проводимости. Покрытие металлизация используется при изготовлении:
- микроволновых схем;
- электродов конденсаторов;
- микроволновых отражателей;
- катушек индукции;
- керамических резисторов;
- валов двигателей.
- Транспортная промышленность. Нанесенный слой обеспечивает эксплуатирующимся деталям защиту от коррозии, механического воздействия, повышенной температуры. Методом покрытия пользуются при изготовлении:
- поршней
- компрессионных колец;
- распредвалов;
- стопорных колец;
- полуосей;
- тормозных дисков;
- вытяжных вентиляторов;
- гидроцилиндров;
- теплоотводов;
- шасси;
- глушителей;
- деталей двигателей;
- деталей коробок скоростей.
- Авиационная и космическая промышленность. Термическое напыление обеспечивает термостойкость, коррозионостойкость, сопротивляемость трению. Напыляют на:
- детали двигателя:
- роторы;
- лопатки турбин;
- лопатки компрессоров;
- камеры сгорания;
- сопла;
- детали механизмов руля и управления крыльями;
- стойки шасси;
- топливные оправки.
- Текстильная промышленность. Элементы ткацких станков подвержены абразивному изнашиванию из-за высоких скоростей и трения. Обрабатываются:
- ролики;
- оси.
- Бумажная промышленность и полиграфия. Твердые металлы обеспечивают защиту от волокон целлюлозы и химических чернил. Обработке подлежат:
- цилиндры на печатных машинах;
- анилоксовые валы;
- цилиндры бумагоделательных машин;
- подшипники скольжения.
- Энергетика. Газовые турбины работают при высоких температурах, поэтому их детали подлежат обработке металлизацией.
- Детали газовых агрегатов: турбин и компрессоров
- детали паровых агрегатов;
- детали гидравлических агрегатов;
- запорная арматура.
- Защита поверхностей:
- стальных несущих конструкций, работающих в водной (пресной) среде;
- стальных несущих конструкций, работающих с морской водой;
- морского транспорта;
- металлических конструкций от воздействия высоких температур:
- дымоходы;
- вытяжки на газовых турбинах;
- выпускные коллекторы автомобилей;
- сопла ракет;
- металлоконструкций от коррозии на промышленных площадках:
- железнодорожные мосты;
- конструкции бассейнов;
- контейнеры;
- резервуары, хранящие нефтепродукты;
- металлоконструкций от химических реакций:
- трюмы танкеров;
- установки очистки сточных вод.
- Химическая, нефтеперерабатывающая промышленность, например:
- запорная арматура;
- уплотнители;
- посадочные места машин и агрегатов;
- теплообменники;
- резервуары.
- Металлургическая промышленность:
- прокатные станы;
- кристаллизаторы;
- оборудование для прокатки проволоки, в том числе из цветных сплавов.
- Инструменты:
- прессовые штампы;
- несущие поверхности;
- вторичный двигатель.
- Тяжелое машиностроение:
- платформы;
- буры;
- краны;
- экскаваторы.
- Пищевая промышленность.
- Декоративные изделия:
- посуда;
- бумага;
- ткань.
Виды металлизации
Металлизация поверхностей производится различными методами. Выбор метода зависит от технологии нанесения и используемого при этом оборудования.
В таблице приводятся способы нанесения металлического слоя и наносимые металлы, и их сплавы.
| МЕТАЛЛИЗАЦИЯ | ||
| Группа 1 | Группа 2 | |
| Подгруппа 2а | Подгруппа 2б | |
| Электротехнические покрытия Хром, цинк. Медь сплавы никель-кобальт хром-никель бронза и прочие |
Плакирование, в том числе нанесение покрытия взрывом Медь, алюминий, серебро, вольфрам, латунь, бронза, нержавеющая сталь |
Диффузионное нанесение элементов Алюминий, цинк, молибден и прочие |
| Плазменное напыление Вольфрам, никель, хром, Al2O3, ZrO2, MoSi2, WC, NbC, ZrB2 |
||
| Распыление (пульверизация) электродуговым, газопламенным методом Алюминий, серебро, медь, золото, бронза, латунь, сталь |
Окунание в расплавленный металл Цинк, свинец и прочие |
|
| Электрофлрез Вольфрам, молибден, кобальт и прочие |
Диффузионное нанесение сплавов Хром-алюминий Алюминий-хром-кремний Тантал-алюминий и прочие |
|
| Вакуумное нанесение на нагретую поверхность Хром, титан, оксиды алюминия, циркония и прочие |
||
| Химическое нанесение Медь, ртуть, платина и прочие |
Электротехнические покрытия с отжигом Хром, никель, кадмий |
|
| Вакуумное нанесение на холодную поверхность Zn, Cd, Al, Ti, Cr, Au, Ag, Pt, Cu, Sn, W, Mo, Ta Zn-Al, Pb-Zn Pb-Cd и прочие |
Осаждение чистых металлов из соединений карбонатов в газовой среде Cr, Co, W, Ni, Mo, Ta и прочие |
|
| Катодное распыление Золото, серебро, платина, тантал |
Осаждение карбидов, нитридов, силицидов, боридов из газообразного состояния TiC, NbC, W2C, HfC, ZrN, TaN, MoSi2, CrSi2, TaB2, NiB2 и прочие |
|
Из широкого спектра методов следует рассмотреть несколько, которые часто используются на производствах.
Вакуумная металлизация
Формирование наносимого слоя металла в вакууме отличается эффективностью и универсальностью. С его помощью металл можно наносить на любой материал. Во время вакуумной металлизации с металлом, предназначенным для нанесения, происходит ряд превращений, связанных с переходом из одной фазы в другую. Так можно выделить:
- испарение;
- конденсирование;
- адсорбция;
- кристаллизирование.
Во время процедуры протекает множество физических и химических процессов. Производительность вакуумного метода зависит от типа поверхности, наносимого материала, потока распыленных атомом и прочих.

Оборудование, применяемое при вакуумной технологии, делится на три типа:
- непрерывного действия;
- полу непрерывного действия;
- периодического действия.
Различные типы оборудования позволяют его применять как при массовом производстве, так и при единичном изготовлении деталей.
Газовая металлизация
В основе метода газовой металлизации лежит распыление расплавленного металла. С помощью кислородно-ацетиленового пламени начинает плавиться проволока, подаваемая в зону нагрева. Расплав сжатым воздухом удаляется из зоны нагрева и переносится на поверхность. Мелкие капли расплава, соударяясь с поверхностью, становятся плоскими, что обеспечивает лучшую сцепляемость.

Газовая металлизация — схема
На рисунке показана схема головки распылителя. Где по каналу 1 подается кислородно-ацетиленовая смесь, через сопло 2 выходит расплавленный металл, а через камеру 3 выталкивается наружу расплав.
Цинкование
Цинкованием обеспечивается надежная защита от коррозии. Наносимый на поверхность слой содержит не менее 95% цинка. Цинкование проводится несколькими методами, среди которых можно выделить следующие:
- горячее;
- холодное;
- гальваническое;
- газотермическое;
- термодиффузионное.
Какой метод использовать для нанесения цинка во многом зависит от того где и при кахих характеристиках будет эксплуатироваться деталь. Цинковое покрытие мягкое, поэтому во время эксплуатации на него не должны оказываться значительные механические нагрузки.
Напыление металлов
Напыление металлов позволяет улучшить характеристики деталей, работающих в условиях, связанных сильным изнашиванием и механическими концентрированными нагрузками. Металлизация поверхностей повышает устойчивость и увеличивает срок службы. Кроме решения технических задач, напыление используется во время производства декоративных изделий, бижутерии, в пищевой, фармацевтической и химической промышленностях. Для напыления могут применяться различные металлы, конкретный выбор зависит от технического задания.
Химическое хромирование
Используется для обработки деталей со сложной геометрической формой, процесс основан на восстановлении хрома из растворов солей при помощи гипофосфита натрия. Осадок имеет серый цвет, блеск приобретается после полирования. Химическое хромирование протекает в ваннах с таким составом растворов.
Состав растворов для химического хромирования
- Фтористый хром, г — 17
- Хлористый хром, г — 1,2
- Лимоннокислый натрий, г — 8,5
- Гипофосфит натрия, г — 8,5
- Вода, л — 1
- Температура, °С — 70-87

Скорость процесса хромирования может достигать 2,5 мкм/ч, для изготовления ванн используется устойчивый пластик. Металлизация сопровождается выделением ядовитых химических соединений, растворы негативно влияют на кожу людей. Во время производства работ следует соблюдать правила техники безопасности, для очистки воздушной среды устанавливается принудительная вентиляция. Мощность вентиляции рассчитывается исходя из объема помещения или рабочей зоны с учетом минимальной кратности обмена.
На промышленных предприятиях монтируется вентиляция пластиковая, она позволяет выдерживать рекомендованные технологические параметры при минимальных финансовых потерях. Для промышленного хромирования химическим методом применяются специально разработанные растворы с улучшенными показателями.

Промышленные растворы для химического хромирования
При приготовлении растворов первым растворяется хлористый хром. Затем согласно схеме могут растворяться лимонно-кислый натрий и фтористый хром. Для ускорения химических процессов в состав добавляется щавелевая кислота. Ионы хрома образуют с ней химически активный ион, скорость покрытия возрастает до 7 мкм/ч и более. Процентное содержание ингредиентов корректируется технологами с учетом поставленных конечных задач по обработке деталей.
Для получения расчетного покрытия необходимо выполнять следующие требования:
- Качественная подготовка поверхностей. Детали очищаются механическим и химическим способами, при необходимости поверхности шлифуются.
- Оборудование должно обеспечивать максимальную автоматизацию процесса для исключения вредного влияния человеческого фактора.
- Постоянный контроль за состоянием раствора, фильтрование, поддержание заданной концентрации, своевременная замена катода.
Нарушение рекомендованной технологии может становиться причиной отслоений покрытий или образования глубоких раковин. Необходимость исправления дефектов приводит к значительному увеличению себестоимости производства.

Линия химического хромирования
Визуальный контроль химических процессов производится за счет определения количества выделяемого водорода, технологи рекомендуют для улучшения процесса одновременно покрывать детали из нескольких металлов. Слишком интенсивное выделение водорода может становиться причиной появления раковин, скорость процесса регулируется в каждом конкретном случае.
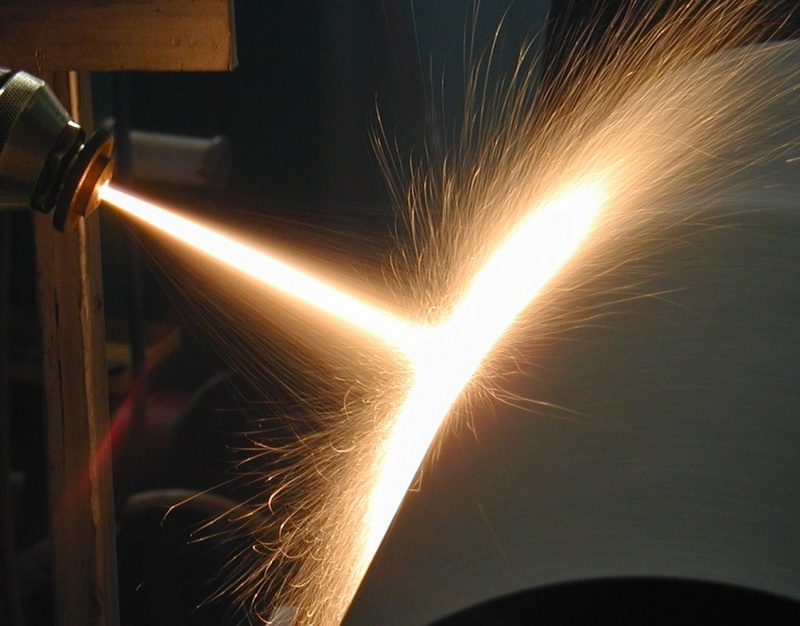
Газоплазменное напыление
Газоплазменное напыления позволяет получать чистое покрытие с высокими показателями адгезии. Процесс протекает при температурах до +50 000°С, скорость струи оставляет 500 м/с, температура поверхности обрабатываемой детали составляет не более +200°С.

Газоплазменное напыление металлов
Шероховатость поверхности напыляемых деталей до 60 Rz, зона обдува должна на 2–5 мм превышать номинальный размер напыляемого участка. Для работы используются порошки одной фракции по размерам, необрабатываемые участки детали закрываются специальными экранами. Перед процессом поверхность деталей предварительно прогревается до рабочих технологических температур.

Режимы работы оборудования при газоплазменном напылении


Схема оборудования для напыления
Оборудование для порошкового напыления состоит из подвода газа (1), катода плазмотрона (2), корпуса катода (3), теплоизолятора (4), корпуса анода (5), порошкового питателя (6), подвода газа-носителя (7), плазменной дуги (8) и источника питания (9).
Газоплазменное напыление допускает финишную обработку покрытий для улучшения характеристик деталей, в таком случае толщина покрытия должна учитывать механическую шлифовку.
Напыление в вакууме
Перенос напыляемых металлов выполняется при разрежении 10 -2 Па, напыление может быть катодным, магнетронным или ионно-плазменным. Вакуум увеличивает прочность сцепления поверхностей. Оборудование для технологии может быть многокамерным или многопозиционным однокамерным. Первые линии состоят из нескольких установок, в каждой из которых выполняется определенное напыление металлов, агрегаты между собой соединены технологическими линиями для транспортировки деталей. Многопозиционные имеют несколько отдельных постов для напыления в одном объеме. Вакуумное напыление производится по следующим этапам:
- Создание вакуума заданной глубины. Мощные компрессоры откачивают воздух из камеры, металлизация контролируется автоматическими приборами.
- Распыление покрывающего материала. В зависимости от особенностей процесса напыление металлов может выполняться несколькими способами.
- Транспортировка деталей в зависимости от их состояния.

Установка вакуумного напыления
Технологические определения Вакуумное напыление – сложный технологический процесс, зависящий от нескольких параметров:
- Критическая температурная точка напыления. Выше этого значения весь объем направляемых частиц отражается от поверхности детали, напыление металлов приостанавливается. Параметр зависит от металла детали, состояния ее рабочей поверхности и свойств напыляемых материалов.
- Критическая плотность давления. Минимальная плотность, при которой осадочная пленка адсорбируется и становится неспособной принимать атомы металла, напыление прекращается. Контроль критической плотности в установках выполняется непрерывно, при необходимости параметры условий корректируются. В зависимости от состава пленки могут быть моно- или поликристаллическими и аморфными.
Для повышения производительности вакуумное оборудование комплектуется механизмами автоматизированной транспортировки деталей в камеру и из нее, экранами и манипуляторами, заслонками и прочими механизмами. Напыление осуществляется в полуавтоматическом режиме.
Использование вакуумного оборудования позволяет получать напыление металлов с максимальным коэффициентом адгезии, увеличивается скорость протекания процесса, покрытия отличаются повышенной твердостью и химической устойчивостью. Недостаток – высокая энергоемкость процесса. Кроме того, вакуумное напыление не рекомендуется использовать для деталей со сложным профилем поверхностей.
Что такое металлизация и виды
Череповецкий завод металлоконструкций более 55 лет занимается производством и обработкой изделий из металла. У нас вы можете заказать услуги по металлизации от опытных специалистов.
Что такое металлизация?
Металлизация – это метод нанесения металлического слоя на внешнюю часть изделия, который придает ему химические, физические и механические свойства. Такое покрытие применяется не только к металлическим деталям, но и к заготовкам из дерева, пластика, стекла. Нанесенный слой можно использовать в качестве антикоррозийного, декоративного и устойчивого к механическим повреждениям.

Описание и назначение металлизации
Метод металлизации выполняет большое количество функций, среди которых:
- защита от образования ржавчины;
- удаление царапин, трещин и сколов, появившихся в процессе обработки;
- восстановление первоначальных габаритов изделия;
- создание декоративного покрытия;
- изменение физических и химических свойств верхнего слоя.
Способ нанесения покрытия избирается в соответствии с поставленными задачами и характеристиками, которые необходимо получить по окончании процесса. Толщина слоя определяет сферу применения будущего изделия.
Металлизация может проводиться химическим, физическим или электростатическим воздействием на поверхность. Она осуществляется в холодном, нагретом или диффузном состоянии.
Нанесение защитного слоя на металлическое изделие можно получить:
- в жидкой среде;
- в газовой среде;
- с применением твердых компонентов.
Особенности металлизации металлов и сплавов
Металлизация металлов и сплавов определяется их физическими свойствами. К каждому изделию требуется индивидуальный подход. Например, для некоторых групп металлов и сплавов не подходит нанесение тонкого слоя чужеродного материала. Для них применяются другие методы металлизации.
Для другой группы, наоборот, нанесение металлической пленки является оптимальным способом обработки металла. Оптимальные методы выбирают с учетом индивидуальных свойств изделий.
Виды металлизации
Современные технологии позволяют проводить процедуру металлизации разными способами. Рассмотрим основные виды данного процесса:
- термообработка (нанесение металлического слоя на поверхность с погружением в ванну с расплавленным металлом; данный вид металлизации используют, если температура плавления изделия намного выше, чем температура плавления металлического слоя);
- гальваническая (обработка металла под воздействием протекающего тока и электролита; метод не нуждается в дополнительном нагреве, поэтому позволяет наносить слой на поверхность любого материала; наносимая пленка получается равномерной по всей площади);
- газопламенная (осуществляется за счет теплоты, которая выделяется в результате сгорания горючих газов);
- плазменная (метод нанесения металлического слоя при помощи плазменной струи, в которую под воздействием высоких температур подается материал);
- диффузионная (данным способом осуществляется нанесение цветных металлов (брома, цинка, алюминия); с его помощью восстанавливают изношенные детали и добиваются высокопрочного покрытия);
- химическая (в данном методе применяются химические реагенты в жидком виде или в виде порошков; нужно подготовить ванну с раствором и опустить в нее изделие, а затем продержать необходимое количество времени);
- плакирование (нанесение металла на поверхность и его последующая горячая прокатка).
1. Вакуумная металлизация.
Вакуумная металлизация основывается на испарении и выпадении металлических частиц на поверхность детали. Данный метод является довольно затратным и трудоемким, поэтому применяется только в производственных условиях. Вакуумную металлизацию можно использовать для изделий из любых материалов (пластика, дерева, керамики, стекла и т.д.). Особенно часто этот вид используется для металлизации на автомобильных заводах. Данным способом получают изделие с прекрасным внешним видом, который не влияет на прочностные характеристики.

2. Газовая металлизация.
Газовая металлизация заключается в использовании газовой струи для нагрева напыляемого металлического слоя. Применение высоких температур позволяет создавать ровный слой на всей поверхности. Его толщина зависит от объема используемой проволоки. После нанесения слоя покрытие обрабатывают методом шлифовки. Газовая металлизация позволяет восстанавливать валы автотракторного оборудования. Для реализации данного способа используют технику и газы, которые применяют при проведении сварочных работ.
Вместо газовых горелок, применяют специальные пистолеты-металлизаторы.
3. Цинкование.
Метод цинкования применяется для защиты черных металлов от образования ржавчины. На поверхность наносится цинк при помощи различных способов (горячего, холодного, гальванического, диффузионного). Цинкование применяется для обработки листового проката, труб, изделий различной геометрической формы.
Оборудование и материалы
Для каждого метода металлизации используется свое собственное оборудование. Для обработки под воздействием высоких температур применяют приспособления, способные создавать растворы для термообработки. Подогрев осуществляется при помощи электрических ТЭНов.
Для газового способа применяют сосуды с газами, специальные распылители, редукторы и проводящие шланги.
Для химического метода нужно иметь набор растворов и реактивов, устойчивых к вредному воздействию химических жидкостей.
Химическая металлизация в домашних условиях
Химическую металлизацию можно осуществить и в домашних условиях. Для этого дома нужно создать свою собственную лабораторию. Металлизация позволяет осуществлять разнообразные дизайнерские решения.
Металлизация химическим способом в домашних условиях проводится в несколько этапов:
- Предварительные работы по подготовке. Поверхность необходимо очистить, отшлифовать, а затем обезжирить.
- Заготовку нужно промыть.
- Если вы собираетесь обрабатывать не всю поверхность изделия, часть его нужно тщательно закрыть.
- Подготовить надежную систему крепления изделия к каркасу, который опускается в химический раствор.
- В ванной приготовить необходимый раствор.
- После осуществления процесса металлизации заготовку просушивают и полируют.
Металлизация, выполненная в домашних условиях, не всегда дает ожидаемый эффект. Поэтому после того, как вы просушили изделие, его необходимо аккуратно обработать. Чтобы не осуществлять процесс металлизации вручную, можно изготовить простую установку.

Будьте аккуратны, так как вы работаете с ядовитыми веществами!
Техника безопасности
Металлизация, проведенная любым из методов, относится к категории небезопасных и вредных процессов. В процессе работы опасность представляют:
- высокие температуры;
- источники повышенного напряжения;
- открытое пламя (при использовании газового метода);
- химические вещества, которые могут оказывать вредное воздействие на дыхательные органы.
При проведении процесса металлизации необходимо придерживаться строгих правил безопасности, которые приведены в инструкции к веществу или оборудованию. Если вы работаете в домашних условиях, позаботьтесь о средствах защиты дыхательных органов, глаз, открытых участков кожи. Также защитите себя от воздействия электрического тока.
Плюсы и минусы металлочерепицы «Каскад» и подробная инструкция по монтажу
09.12.2016 3,425 Просмотров
 Едва ли не самым популярным кровельным материалом является металлочерепица. Металлочерепицей называются оцинкованные металлические листы с поперечным штампованием, придающим рисунок натуральной черепицы.
Едва ли не самым популярным кровельным материалом является металлочерепица. Металлочерепицей называются оцинкованные металлические листы с поперечным штампованием, придающим рисунок натуральной черепицы.
Толщина листа изменяется от 0,4 до 0,6 мм. Профиль покрыт защитными полимерами, предохраняющими от неблагоприятных внешних воздействий.
Затраты на кровлю содержат в себе стоимость самого металлического профиля у различных производителей и суммы, выделенной на зарплату рабочим.
Главными достоинствами профиля является большой срок эксплуатации, прочность и надежность. Для расчета количества металлочерепицы можно воспользоваться нашим онлайн калькулятором.
К их числу можно отнести и достаточно малый вес. Ко всему прочему этот материал устойчив к перепадам температур (в отличие от мягкой кровли), не утрачивая своих физических свойств. Практически не деформируется.
Металлочерепица Каскад: достоинства и недостатки
Начиная строить дом, хозяин всегда задумывается не только о том, на каком фундаменте он будет стоять, но и чем будет покрыта его крыша. Перебрав все материалы и ознакомившись с их характеристиками, владелец дома остановится на профильном листе «Каскад». Рассмотрим достоинства и недостатки этого покрытия, сходство и различия с другими кровлями.
Эта кровля набирает все большую популярность у тех, кто собирается строить свой дом или дачу. Неблагоприятные погодные условия, снег, зной – все это «Каскад» выдерживает великолепно. Помимо этого, и внешний вид играет не последнюю роль.
Преимущества:
- легкость. Всего четыре кг весит 1 м². При монтаже кровли — это существенный плюс для рабочих, которые работают на обрешетке. Значительно сокращается время монтажа,
 уменьшается давление кровли на стены.
уменьшается давление кровли на стены. - экономичность. Соотношение полной ширины к полезной дает возможность уложить кровлю с минимальным числом перекрытий. Из этого следует, что на всю крышу понадобится меньше листов, чем точно такая же металлочерепица, но с другими характеристиками.
- прочность. Этот параметр тоже привлекает покупателей. Это дает гарантию долговечности. Морозоустойчивость и пожароустойчивость дает дополнительные преимущества.
- «Каскад» устойчив к коррозии. Эта способность приобретается после покрытия листа специальными полимерами.
- плоская штамповка. Способствует тому, что доборные элементы очень плотно ложатся на готовую кровлю.
- внешний вид. После окончательной установки крыша приобретает вид глиняной черепицы.
 уменьшается давление кровли на стены.
уменьшается давление кровли на стены.Единственным недостатком является цена. Но если хочется иметь надежную и красивую крышу, то профильный металлический лист «Каскад» — это то, что надо. При этом кровля достаточно легка. Но есть все-таки одно отличие от других аналогичных покрытий — это форма волны. После того как кровля будет окончательно установлена, вы заметите, что профиль имеет вид шоколадной плитки.
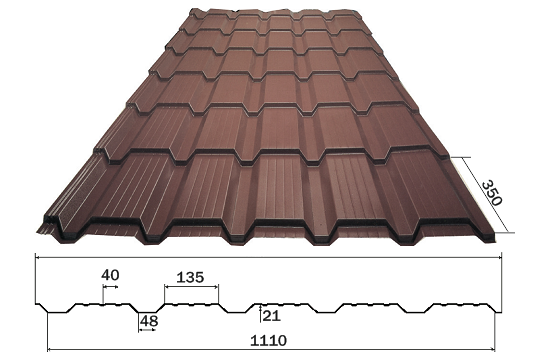
Технические характеристики покрытия и его размеры
Параметры профиля заложены изготовителями в цеху при металлопрокате. После того, как лист отштампуют, на выходе получается необычная форма волны, представляющая собой продолговатые плитки с очень четкими гранями. Такой способ штамповки придает листу не просто оригинальный дизайн, но еще и дополнительную жесткость, что повышает сопротивление любым нагрузкам.
Технические характеристики «Каскад» (про другие разновидности тут):
- Ширина стандартная – 1170 мм.
- Ширина полезная – 1110 мм.
- Длина волны – 350 мм. Этот параметр практически задает шаг будущей обрешетки.
- Высота профиля – 15 мм. Тот параметр дает четкость линиям рисунка.
- Лист выпускается таким образом, чтобы была возможность выбрать нужный размер по длине. Минимальной длиной профильного листа является длина в 500 мм. Затем параметр возрастает – 1200 мм, 2250 мм, 3650 мм. Это самые ходовые размеры. Наибольшая длина профиля равна 6500 мм.
- Лист «Каскад» Премиум имеет профиль высотой в 20 мм.

металлочерепица каскад: фото
По геометрии «Каскад» от разных изготовителей имеет отличия по ширине и длине, однако разница не может быть больше 20 см.
Монтаж металлочерепицы «Каскад»: инструкция по установке
Итак, монтаж кровли. Для этого потребуются следующие инструменты:
- молоток;
- лобзик, ножовки по металлу и дереву;
- мебельный степлер с запасом скрепок;
- рейка с маркером;
- шуруповерт с различными битами.
В целом, монтаж металлочерепицы каскад ни чем не отличается от монтажа других видов черепиц. Про устройство кровли читайте здесь.
- На стропила набивается обрешетка, шаг которой составляет 60 см. Такой шаг обусловлен тем, что очень удобно класть пласты утеплителя, чтобы избежать образования мостков холода. На мансарду идет слой утеплителя в 200 мм.
- Для изготовления обрешетки берется обрезная доска размером 35 мм и 10 см. Шаг обрешетки берется разный. Первую доску прибивают по свесу. Вторая – на расстоянии 280 см. Следующий шаг – длина волны профиля, 350 см.
- Поверхность металлочерепицы «Каскад» укрыта защитной пленкой. Перед монтажом ее нужно снять на земле.
- Монтаж кровельного листа начинать лучше слева и продвигаться вправо, укладывая листы внахлест. Вторым листом профиля обязательно закрывается капиллярная канавка. У «Каскада» такая канавка расположена слева.
- Крайний элемент по карнизу крепят, образовывая выступ в 40-50 мм. Точно также формируется и свес кровли.
- Чтобы закрепить профильный лист, нужны специальные шурупы-саморезы, у которых по резьбе есть сверло и резиновая прокладка. Закручиваются шурупы с большой осторожностью и аккуратностью, чтобы было не слабо и не перетянуто.
- Шурупы вкручивают с фиксированным шагом: в нижнюю часть карниза они вкручиваются во всех вторых прогибах через волну. При этом обязательно нужно попасть в подошву, находящейся вплотную к обрешетке. Боковой нахлест крепится в каждом поперечном рисунке, а все остальные пластины – через ряд волны профиля.

Монтаж кровли Каскад
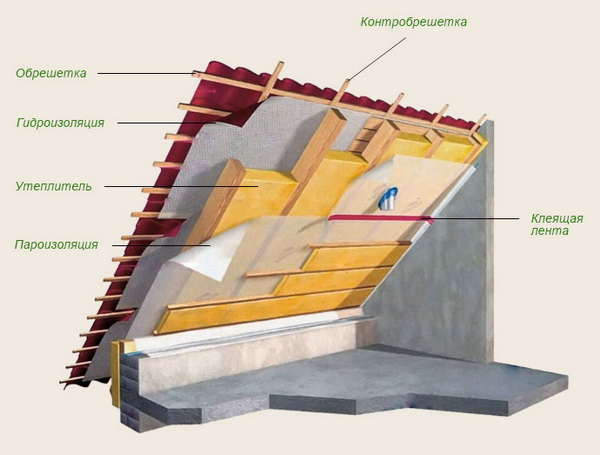
Гидро- и пароизоляция
 Для того чтобы, в доме был комфортный микроклимат, при строительстве кровли необходимо проложить гидроизоляцию и пароизоляцию (составляющие кровельного пирога). Для этого вначале монтируется стропильная конструкция.
Для того чтобы, в доме был комфортный микроклимат, при строительстве кровли необходимо проложить гидроизоляцию и пароизоляцию (составляющие кровельного пирога). Для этого вначале монтируется стропильная конструкция.
Следующим шагом является укладка гидро- и пароизоляции.
Поверх стропил накладывается пароизолирующая пленка в поперечном направлении, которая крепится степлером.
Обычно первый слой ложится снизу по свесу. Следующий слой внахлест сверху. Нахлест делается не меньше 10 см. Следует помнить, что первым слоем пленку кладут на стропила, вторым – внахлест на первый слой.
До начала сборки деревянной решетчатой сетки, поверх гидроизоляционной пленки, на стропила набивается контрбрус, толщиной от 25 до 40 мм. Это позволяет оставить пространство для вентиляции и удаления влаги.
Затем поверх пленки накладывает пласты утеплителя. Далее на этот слой следующий слой пленки, но теперь уже гидроизолирующей.
И только потом начинается монтаж профиля.
Доборные элементы
Чтобы придать законченный вид кровли и окончательно защитить помещение от влаги, необходимы еще отделочные элементы. К ним относятся:
- Планки конька (плоская/круглая);
- Заглушки конька круглого (конусная и простая);
- Торцевая и карнизная планки;
- Нижняя и верхняя планки ендовы;
- Верхняя и нижняя планки примыкания;
- Планка снегодержателя;
- Внутренняя и наружная планки угла.

Из всего вышесказанного напрашивается вывод: чтобы дом был сухим, теплым и уютным, металлочерепица «Каскад» — самый оптимальный кровельный материал для вашего гнездышка.
Полезное видео
Важный нюанс установки каскадной металлочерепицы:
Укрываем крышу металлочерепицей Каскад
Металлочерепица не одно десятилетие занимает лидирующие позиции в сфере частного строительства. Технические характеристики данного материала позволяют быстро покрыть крышу своими руками, получив кровлю высоких эксплуатационных характеристик и привлекательного внешнего вида.
Современный рынок кровельных материалов предлагает широкий выбор различных видов металлочерепицы, среди которых большой популярностью пользуется металлочерепица Каскад. Рассмотрим ее характеристики, преимущества перед другими видами материалов и основные моменты самостоятельного монтажа.
Что из себя представляет?
«Каскад» представляет собой оцинкованные стальные листы, на которых при помощи специальных прокатных станков формируются ячейки, внешне сходные с плитками шоколада. Перед прокатом листы обрабатываются фосфатами и грунтовкой, после внутренняя сторона покрывается лаком, а внешняя специальным полимерным слоем.
При выборе данного кровельного материала важно обратить внимание на его толщину:
- Наилучшими прочностными характеристиками обладает металлочерепица толщиной 45 мм;
- Материал толщиной 40 мм гораздо чаще деформируется, что негативно отражается на его сроке эксплуатации.
Характеристики
Материал имеет следующие характеристики:
- Размеры листа профиля варьируются. Неизменна ширина — 117 см. Длина может составлять 50, 120, 225 или 365 см;
- Размер одной волны или плитки профиля – 35 см;
- Высота профиля листа «Стандарт» – 1,5 см, «Премиум» — 2 см;
- Вес кв. м листа составляет 4 кг;
- Каскад производится в широкой цветовой палитре.
Преимущества
«Каскад» обладает рядом весомых преимуществ, позволяющих рассматривать ее в качестве удобного кровельного материала для самостоятельного покрытия крыши:
- малый вес материала не дает большой нагрузки на стропильную систему и не затрудняет подъем и монтаж кровли;
- кровля адаптирована к условиям российского климата. Она способна переносить резкие перепады температур, воздействие различных осадков и имеет долгий эксплуатационный период;
- металлочерепица пожаробезопасна;
- Каскад укомплектован специальными доборными элементами, которые плотно примыкают к листам профиля за счет специальной штамповки;
- средняя цена на 1 кв. м металлочерепицы составляет около 250 рублей – это средний ценовой диапазон на рынке кровельных материалов;
- внешняя привлекательность материала позволяет создавать эстетически привлекательные кровли.

Использование металлочерепицы возможно на скатных крышах, с уклоном не менее 14°.
Монтаж металлочерепицы Каскад
Подготовка к установке
Каскад металлочерепица отличается особым удобством при монтаже, что обусловлено определенными характеристиками материала.
- Кровля требует минимальный размер нахлеста листов, что значительно сокращает расход кровли. Это достигнуто за счет специальной канавки по краю листа, которая не дает влаге проникнуть под кровлю;
- Каскад имеет отличные характеристики жесткости листа – продольной и поперечной.
Для монтажных работ понадобятся следующие инструменты:
- Лобзик и пила. Распил листов болгаркой или другими инструментами с абразивными дисками запрещен, так как такое воздействие на лист повредит его полимерное покрытие;
- Молоток, шуруповерт, гвозди и саморезы;
- Инструменты для измерения и разметки.
[wpsm_box type=»info» float=»none» text_align=»left»]
Листы металлочерепицы с внешней стороны покрыты защитной пленкой. Не забудьте снять ее перед монтажом с листов.[/wpsm_box]
Утепление, изоляция и обрешетка крыши
Одним из главных недостатков металлочерепицы является ее большая шумность и неспособность удерживать тепло. Если под кровлей планируется жилая мансарда, то необходимо утеплять крышу. Рассмотрим порядок формирования кровельного пирога под кровлю Каскад:
- Между стропилами укладываются плиты утеплителя. Монтаж металлочерепицы предусматривает расстояние между стропильными ногами не больше 90 см, что позволяет использовать стандартные листы такого утеплителя, как минеральная вата;
- С чердачной стороны утеплитель зашивается слоем пароизоляции. Материал крепится к стропилам скобами и расстилается внахлест на стыках до 15 см. Далее поверх пароизоляции набивается обрешетка и зашивается покрытие под финальную отделку комнаты;
- Со стороны улицы утеплитель закрывается гидроизоляционной пленкой. Важно учесть, что между утеплителем и гидроизоляцией должен быть зазор не менее 5 см. Если размеры стропильных ног не позволяют этого, на них набиваются дополнительные бруски. Гидроизоляция настилается вдоль или поперек ската, стыки укладываются внахлест и заклеиваются скотчем;
- Поверх гидроизоляции набивается контробрешетка и обрешетка под саму кровлю. Для них необходимо использовать доски сечение 30*100 мм.
Рассмотрим порядок формирования обрешетки под металлочерепицу:
- Первой набивается карнизная доска;
- Далее на расстоянии 32 см от нее укладывается следующая поперечная линия обрешетки;
- Все дальнейшие ребра обрешеточной системы монтируются с шагом 35 см;
- Последняя доска обрешетки должна располагаться непосредственно у конька крыши.
Настил кровли
До монтажа кровли производятся такие работы, как установка карнизной планки и кронштейнов для крепления водосточных желобов.
[wpsm_box type=»info» float=»none» text_align=»left»]
Важный момент: работы по установке металлочерепицы необходимо производить в обуви на мягкой подошве и в защитных перчатках.[/wpsm_box]
Рассмотрим порядок монтажа листов на крышу:
- Монтаж металлочерепицы начинается с нижнего правого или левого угла крыши. Укладка первого листа производится таким образом, чтобы он выходил за карниз на 2,5-3 см. Крепление листа производится в центре саморезом. Если покрывается кровля сложной конструкции, то целесообразнее начать с центра карниза и расходиться в разные стороны. Обратите внимание, что на крышах сложных форм металлочерепица дает большое количество отходов;
- Следующим укладывается соседний лист, который выравнивается с предыдущим и закрепляется в месте их стыка. Окончательное крепление двух первых листов можно произвести после точной проверки их ровного положения на кровле. Именно они служат ориентиром для укладки остальных элементов кровли;
- Остальные листы крепятся подобным образом, движение производится от края крыши вверх к коньку. Состыковка листов Каскада не вызывает затруднений благодаря профилям и рисунку – это позволяет быстро и качественно покрывать значительные площади крыш;
- Особого внимания требуют места особых примыканий – трубы, вентиляционные шахты, мансардные окна. Они оформляются с помощью специальных фартуков, накладок и планок. Найти эти элементы для работы с металлочерепицей можно в ассортименте строительных магазинов.

Подводим итог
Металлочерепица Каскад представляет качественный и экономически доступный кровельный материал, выполнить монтаж которого не сложно собственными силами. Соблюдение правил установки листов профиля позволит создать прочную и привлекательную крышу, которая будет отвечать всем требованиям пожарной безопасности, качества и долгосрочности службы кровли.
Характеристики и укладка металлочерепицы каскад
Наиболее популярным кровельным материалом на сегодняшний день по праву считается металлочерепица. Она обладает множеством преимуществ по сравнению с другими вариантами. Но у покупателя могут возникнуть трудности с выбором. Этот материал выпускается в большом ассортименте. Чтобы сделать подходящую именно для вас покупку, следует узнать о каждом варианте поподробнее, например, существует металлочерепица каскад. Это качественный и долговечный материал. А какие его основные параметры и существуют нюансы монтажа? Давайте разберемся с этими вопросами.
Что это за материал
Металлочерепица каскад выпускается многими производителями. Но у нее есть свои особенности, по сравнению с другими вариантами этого кровельного материала. Производится данный тип металлочерепицы по той же технологии, что и другие. Оцинкованный лист стали пропускают через станок. Далее на поверхность наносится грунтовка, а после этого полимерный слой.
Самое главное различие у металлочерепицы каскад – это ее форма. После прохождения через станок на поверхности стального листа появляются продолговатые плитки с четкими гранями. Это существенно улучшает внешний вид уже готовой крыши. Но, кроме этого, такая форма делает материал более прочным. Продолговатые плитки придают стальному листу жесткость.
Размеры листов металлочерепицы каскад следующие:
- Ширина листа составляет 1170 миллиметров. Но этот параметр учитывается только при транспортировке. Для расчета количества необходимого материала используется полезная ширина, которая составляет 1100 миллиметров;
- Длина волны металлочерепицы каскад равна 35 сантиметров. Этот параметр важен при расчете шага обрешетки, но об этом подробнее пойдет речь, когда будет рассмотрена инструкция по укладке материала;
- Еще один важный параметр – это высота волны. Стандартом считается 15 миллиметров. Но существует разновидности с высотой волны в 20 и 25 мм;
- Если речь идет о длине листа металлочерепицы каскад, то тут многое зависит от производителя и от желания самого покупателя. Если имеется нужное оборудование, то материал может выпускаться с этим параметром равным 50, 120, 225 и 365 сантиметров. Также длина может быть и больше и доходить до шести с половиной метров.
Все перечисленные размеры этого вида металлочерепицы могут немного отличаться от стандартного. Дело в том, что производитель может предлагать материал под маркой люкс или элит. Кроме того, у разных компаний имеется разное оборудование. Из-за этого размеры могут незначительно отличаться.
Видео по теме:
Преимущества и недостатки
У любого материала имеются свои плюсы и минусы. На основании их покупатель и делает свой выбор. То же самое относится и к металлочерепице типа каскад. К ее положительным характеристикам специалисты относят следующее:
- В первую очередь стоит упомянуть о прочности. Благодаря рельефу металлочерепица каскад более устойчива к внешним механическим воздействиям.
- Большой срок службы. Конечно, тут многое будет зависеть от качества материала. Поэтому следует выбирать металлочерепицу, сделанную по ГОСТ 24045-94 либо по ТУ 5285-001-99807558-2007.
- Небольшой вес. Эта характеристика позволяет немного сэкономить на стропильной системе.
- Легкость монтажа и плотность прилегания металлочерепицы к основанию.
- Устойчивость к коррозии. Это достигается путем нанесения полимерного покрытия.
- Привлекательный внешний вид.
Про последний пункт стоит поговорить особо. И дело тут не только в красивых продолговатых плитках на поверхности. Благодаря нанесению полимерного покрытия, которое защищает материал от внешних воздействий, металлочерепица каскад может быть окрашена практически в любой цвет. Выпускается более 25 вариантов. Каждый покупатель может выбрать материал подходящий именно к его случаю.
Если говорить о недостатках, то он, можно сказать, один. Металлочерепица каскад стоит довольно дорого. Но этот недостаток компенсируется привлекательным внешним видом готовой крыши. Также некоторые отмечают «шумность» материала. Это особенно заметно во время дождя. Но такую ситуацию легко исправить, уложив звукоизоляцию под кровлю или просто проведя ее утепление.
Что понадобится для монтажа кровли
Укладка металлочерепицы каскад проводится без особых трудностей. Материал легкий, поэтому использование спецтехники не нужно. Все работы можно выполнить самостоятельно, только привлечь одного или двух помощников. Для монтажа необходимо подготовить следующие инструменты и приспособления:
- Крепить металлочерепицу каскад к обрешетке желательно саморезами. Но покупать первые попавшиеся нельзя. Для работ следует подготовить специальные кровельные саморезы. Они имеют оцинкованное покрытие и специальную резиновую шайбу, которая предохраняет от попадания влаги;
- Инструкция к металлочерепице каскад, как и к другим разновидностям этого кровельного материала, не рекомендует при резке использовать болгарку или другое приспособление с абразивной режущей частью. Такой инструмент повредит защитный полимерный слой, что существенно снизит срок эксплуатации. Поэтому, для разрезания листов металлочерепицы нужно подготовить ножницы по металлу;
- Чтобы ускорить работу приобретите шуруповерт;
- Для разметки используется рейка и маркер;
- Также следует приготовить строительный степлер. Он будет необходим, когда вы будите проводить монтаж гидроизоляционного слоя.


Кроме этого, следует подготовить и другие материалы. Обрешетка под металлочерепицу каскад выполняется из обрезной доски. Ее толщина должна быть одинаковой и составлять в пределах 25-35 миллиметров. Толщина используемой доски должна быть в пределах от 10 до 15 сантиметров. Длина берется такая, с которой вам будет удобно работать.
Также следует приобрести различные доборные элементы. Лучше это делать у того же продавца, у которого была приобретена металлочерепица. Как правило, дополнительно покупается карнизная и торцовая планка, капельник, фартук вокруг трубы, конек и так далее.
Как укладывать
Инструкция по монтажу металлочерепицы каскад не сильно отличается от той, что касается других типов этого кровельного материала. Сам алгоритм работы заключается в следующем:
- Сначала укладывается гидроизоляционный материал. Его крепят к доскам с помощью степлера. Также нужно дополнительно смонтировать контробрешетку. Она будет создавать вентиляционный просвет.
- Монтаж металлочерепицы каскад осуществляется на обрешетку. Какой материал выбрать для этой конструкции было сказано выше. Обрешетка делается следующим образом. Начинать нужно с нижнего края. Первая доска крепиться по свесу. Далее, делаем отступ в 28 сантиметров и монтируем следующую. После этого шаг увеличивается до 35 сантиметров. Именно такой длины волны у металлочерепицы каскад.
- Делая обрешетку, следует особое внимание уделять местам выхода труб на крышу, а также ендове и участкам вокруг мансардных окон. Здесь соблюдать шаг не стоит. Доски нужно укладывать плотно друг к другу.
- Укладывая обрешетку под металлочерепицу каскад, не забудьте предварительно обработать все деревянные детали специальными пропитками, которые предохранят его от плесени и насекомых.
- Перед тем, как поднимать металлочерепицу каскад на крышу, с нее снимают защитную пленку. Она используется для того, чтобы предотвратить повреждение полимерного слоя при транспортировке и хранении.
- У металлочерепицы этого типа слева листа находится капиллярная канава. Поэтому инструкция по монтажу указывает на то, что материал укладывается справа налево. Каждый следующий лист в ряду должен монтировать внахлест с предыдущим. При этом капиллярная канавка должна быть полностью перекрыта.
- В некоторых случаях, например, если ветер дует с не той стороны, произвести монтаж справа налево невозможно. В этом случае каждый следующий лист металлочерепицы каскад подсовывается под предыдущий на необходимую глубину. И здесь капиллярная канавка должна быть полностью закрыта.
- Производя монтаж металлочерепицы, следует осторожно закручивать саморезы. Шляпка не должна продавливать лист металла. При этом и слабины давать нельзя. Саморезы вкручивают через один ряд волны. У карниза схема крепежа немного другая. Здесь монтаж производится в каждом втором прогибе, у самого края листа.
- Укладывая листы металлочерепицы важно полностью скрыть под ними гидроизоляционный материал. Он «боится» ультрафиолетового излучения. Под воздействием солнечных лучей ваша гидроизоляция может быстро выйти из строя.


Видео по теме:
Потратив немного усилий и средств, вы получите надежную и красивую крышу. Но чтобы металлочерепица каскад прослужила достаточно долго нужно приобретать ее у проверенных производителей, которые при изготовлении соблюдают ГОСТ и ТУ. Также будьте внимательны при монтаже. Нужно стараться не повредить полимерный защитный слой. И тогда крыша будет служить долго и не доставлять вам проблем.





