Материалы и оборудование для производства керамической плитки в заводских условиях
Производство керамической плитки основано на использовании разных технологий, объединяет их необходимость уплотнения сырья. В большинстве случаев изделия подвергаются обжигу. Благодаря этому обеспечивается их прочность. Качество плитки зависит от состава, реализации технологии производства. При малейших нарушениях этого процесса ухудшаются свойства продукции.
Состав керамической плитки
Смесь, посредством которой изготавливаются заготовки, является многокомпонентной. Сырье для производства керамической плитки:
- Глина, например, каолин. Благодаря этому компоненту получают материал, который характеризуется пластичностью. Нужно учитывать, что от качества глины будут зависеть остальные свойства изделий.
- Кварцевый песок. Используется в процессе производства плитки в качестве армировки: при изменении условий окружающей среды (когда меняется температура обжига) пластичная масса имеет свойство деформироваться, для сохранения формы добавляется песок.
- Полевые шпаты. К этой группе относят: алюмосиликаты натрия, кальция, калия. Альтернатива использованию данного компонента — применение карбонатов (например, карбоната кальция), благодаря им повышается плавкость готовых изделий.



Необходимо позаботиться, чтобы сырье было очищено от загрязнений, инородных вкраплений. С этой целью его просеивают перед применением.
Необходимые материалы и оборудование
В состав могут входить пигменты. Благодаря этим веществам в процессе изготовления получают необходимый оттенок массы. Для окрашивания плитки применяется глазурь. Может использоваться стеклянная крошка, благодаря которой изделиям придается характерный блеск. В качестве красителей задействуется металлическая крошка. В процессе создания керамической плитки применяется оборудование:
- Вибростанок. Его основной задачей является уплотнение пластичной массы, за счет чего обеспечивается плотность, высокая механическая прочность.
- Бетономешалка. Используется с целью смешивания компонентов. При этом получают материал, характеризующийся равномерной структурой.
- Специальный принтер или трафареты для нанесения узора на поверхность. Выбор зависит от техники декорирования.
- Формы для получения изделий малых и больших форматов.
- Сушка и глазурирование плитки выполняется в производственных условиях: в печи, специальной камере, реализовать эти процессы в быту невозможно.






Технология изготовления плитки в заводских условиях
Производство изделий различных видов отличается. В каждом из случаев ключевым является процесс обжига: он либо реализуется несколько раз, либо же — однократно. По этой причине составляется технологическая схема, которая позволяет разделить этапы производства и упростить данный процесс, если одновременно изготавливаются разные виды плитки:
- Неглазурованный отделочный материал подвергается обжигу однократно.
- Глазурованная плитка делится на виды: некоторые разновидности проходят обжиг однократно, дополнительно к тому выполняется глазурование; другие — подвергаются воздействию высоких температур несколько раз и вместе с тем глазурируются.

Технология производства керамической плитки реализуется поэтапно:
- подготавливается сырье: выполняется замес основного материала, формовка заготовок;
- сушка;
- изделия подвергаются воздействию высоких температур;
- материал глазурируется;
- обжиг выполняется повторно;
- сортировка.

Этап глазурования может быть пропущен.
Подготовка сырья и формовка плиток
Если необходимо, некоторые компоненты измельчают, затем их смешивают. Соотношение сырья отличается, что зависит от разновидности плитки. Консистенция пластичной массы должна быть равномерной, что позволит обеспечить высокое качество изделий.
Процесс формования происходит после того, как будет смочен материал. Количество воды тоже отличается. Формовка изделий происходит разными способами. Технологические процессы производства керамической плитки:
- прессование;
- экструзия.

В первом случае на заготовки оказывает воздействие высокое давление. Степень увлажнения данного типа плитки при этом составляет 4-7%. Прессованный материал характеризуется повышенной прочностью. Преимуществом таких изделий является равномерная плотность. На заготовки оказывается давление до 400 кг/см².
Если используется экструзия, пластичная масса увлажняется более интенсивно — до 15%. Затем полученный материал пропускается через экструдер. На выходе получают сформованную полосу небольшой толщины. Затем она нарезается в соответствии с типоразмерами. Преимуществом данной технологии является более точная геометрия изделий. Важную роль при этом играет экструдер.

Сушка кафеля и его глазурирование
Изделия содержат влагу. Если ее не удалить, снизится качество материала. В данном случае во время обжига будет выделяться пар, способствующий разрушению изделия. Глазурирование выполняется разными способами. Покрытие расплавляется по поверхности изделий. Можно получить разные цвета глазури. В данном случае пластичная масса при производстве заготовок не окрашивается с помощью пигментов. Для сравнения, неглазурированный материал получают посредством красителей, которые добавляются непосредственно в массу.

Обжиг в печи и сортировка
На последнем этапе заготовки подвергаются воздействию высоких температур (до 1450°С в зависимости от типа материала). Происходит спекание частиц, что позволяет получить монолитное изделие. От интенсивности температурного воздействия зависит прочность материала. В результате получают продукцию следующих видов:
- монокоттура;
- бикоттура.


В первом случае производится однократный обжиг. При этом на выходе получают материал с отличными характеристиками: высокой прочностью, влаго- и морозостойкостью. Его используют для монтажа на объектах любого целевого назначения.
Бикоттура отличается более высокой пористостью, что негативно влияет на качество. Продукция данного вида уступает рассмотренному выше аналогу по морозостойкости и прочности. В таком случае обжиг выполняется 2 раза. Это влияет и на себестоимость материала. Учитывая, что продукция монокоттура требует меньших затрат (однократный обжиг), ее цена ниже.
По окончании производственного процесса выполняется сортировка готовых изделий. Их края должны быть ровными. Если продукция не соответствует основным критериям, ее рассортировывают по группам с учетом размеров, тона.
Технология и правила изготовления керамической плитки
Керамическая плитка или кафель является популярным строительным материалом, который используется для облицовки стен и пола в различных помещениях. Он отличается высокой прочностью, износостойкость, влагоустойчивостью и другими положительными качествами.
Как делают керамическую плитку, что она приобретает все свои свойства? Это высокотехнологичный процесс, который должен происходить в строгой последовательности. Для производства данного материала применяется современное и мощное оборудование, что позволяет получить лучший результат.
Какое сырье используется для производства кафеля?

Для формирования плитки необходимо подготовить сырье в виде глины, которую добывают из земных недр. Также в состав смеси, использующейся для производства, входят и другие компоненты. От их количества зависят основные свойства материала – прочность, пластичность, эстетичность и другие. Например, при добавлении полевого шпата удается значительно снизить температуру обжига.
Для получения в результате производства качественных материалов требуется с особой тщательностью подойти к выбору типы глины. Существуют такие разновидности данной породы:
- цементная. Из данного типа сырья чаще всего изготовляют различные сухие смеси;
- огнеупорная. Такое сырье считается идеальным для производства кирпича или кафеля, которые могут эффективно работать при воздействии пламени и высоких температур;
- формовочная. Имеет специфические качества, которые идеально подходят металлургической промышленности;
- кирпичная. Относится к легкоплавким сортам. Чаще всего используется для формирования кирпичей с отличными теплоизоляционными свойствами;
- кислотоупорная. Идеально подходит для изготовления продукции, которая не разрушается под воздействием агрессивных веществ;
- каолиновая. Белый тип глины, применяющийся для фарфоровых или фаянсовых изделий.

Методы производства
При изготовлении керамической плитки в домашних условиях или на высокотехнологичных производствах используют одну из технологичных схем:
- монокоттура. В данном случае технология производства керамической плитки подразумевает лишь единичный обжиг полуготового сырья. Сформированная заготовка покрывается специальной глазурью, после чего подвергается термической обработке под температурой 900-1200°С. В результате образуется материал, который способен эффективно противостоять негативному действию влаги;
- бикоттура. В данном случае полученная плитка своими руками подвергается обжигу дважды. Первый раз это делают для удаления из материала лишней влаги, а второй – после нанесения глазури;
- керамогранит. После производства плитки данного типа получают сверхпрочный материал, который устойчив к значительным перепадам температур. В данном случае в состав смеси, для формирования керамокранита, входит кварцевый песок и полевые шпаты. Сам процесс обжига происходит при температуре, которая не ниже 1300°С.
Подготовка сырьевой массы
Изготовление керамической плитки невозможно без тщательной подготовки сырья. Его обязательно сортируют по размеру и типу. После этого сырье измельчают до нужной фракции при помощи угловой дробилки или прочего оборудования. В процессе подготовки его могут несколько раз подвергать дроблению для получения высококачественного материала.
Когда все сырье приобрело нужный размер зерен, отдельные компоненты смешивают между собой. В данном случае очень важно подобрать оптимальные пропорции между использованными ингредиентами. От этого зависят основные свойства будущей плитки, ее внешний вид.

Для получения более однородной массы к ней добавляют воду и подвергают обработке в шаровой мельнице. В результате получают особую жидковатую смесь под названием суспензия. В последующем из нее удаляется вода при помощи специального фильтр-пресса. Он способен избавить от 50% влаги. В дальнейшем полученная масса еще раз подвергается размолу, но в сухом виде.
Также в процессе изготовления плитки полученная суспензия может закачиваться в специальный распылитель. Обычно он состоит из вращающего диска или сопла. В распылителе суспензия освобождается от лишней влаги из-за интенсивного движения потоков воздуха. Также сырье может измельчаться путем сухого помола с гранулированием. Для этого существуют специальные гранулирующие машины.
Как происходит процесс формирования плитки?
Технология изготовления керамической плитки подразумевает, что ее формирование происходит путем сухого прессования. В данном случае подготовленный порошок, имеющий в составе все необходимые компоненты, поступает в фасонный пресс. Он позволяет максимально сжать материал, после чего готовые пластины выбрасываются в нижней части плунжера. Такие прессы обычно обеспечивают давление, которое превышает 2500 тонн.
Для получения очень тонкого плиточного материала нужно дополнительно использовать смачивающие агенты. Сочетание экструзии со штамповкой позволяет получить изделия неправильной формы, которые отличаются качеством и небольшой стоимостью. Это можно сделать путем обработки сырья в специальном цилиндре с высоким давлением, после чего оно выдавливается наружу небольшими порциями. В дальнейшем подготовленные образцы подвергаются штамповке при помощи гидравлических или пневматических прессов.
Также существует другой метод формировки плитки. Он подразумевает то, что подготовленные порции сырья сжимаются при помощи гидравлического пресса между двумя половинами жесткой формы. Освобождение полученных образцов происходит при помощи нагнетания воздуха и вакуума.
Сушка
После формирования плитки ее нужно высушить при высокой относительной влажности воздуха. Данный процесс обычно занимает несколько дней. Образцы высыхают медленно, что позволяет предотвратить образование усадочных трещин.
Для этого обычно используются непрерывные или туннельные сушилки. В качестве источника энергии выступают газ, нефть, инфракрасное или СВЧ-излучение.
Глазуровка образцов
Глазурь представляет собой особый стекломатериал, который наносят на поверхность плитки. После обжига она надежно закрепляется на поверхности и обеспечивает многие положительные свойства материала – влагостойкость, прочность, эстетичность и другие.
Глазурь может наноситься на плитку несколькими способами – при помощи центробежного глазуровщика, дискованием. Также ее могут просто распылять или рассыпать по поверхности плитки.
Обжиг материала

После завершения глазуровки плитку нужно обжечь. Это позволяет ей приобрести достаточную прочность и пористость. Процесс обжига может происходить одно или двухступенчато. Все зависит от выбранной технологии и требований к плитке. Обычно сырец подвергается обработке при температуре 1000-1300 градусов. Многие домашние производства работают при 850-900 градусов, чего очень часто полностью достаточно.
Однократный обжиг в основном применяется для плитки, которая сформирована мокрым способом. Для этого используется печи, оснащенные фрезерными роликами. Они обеспечивают температуру до 1150 градусов. В таких печах сырец находится около часа.
Двукратному обжигу подвергают образцы, которые сформированы сухим способом. Они подвергаются действию более низких температур. После первичной обработки плитка отправляется на повторный обжиг с глазуровкой. Два этих процесса происходят в одной и той же печи туннельного типа. Она представляет собой камеру, где заготовки медленно перемещаются на конвейере по огнеупорным лентам. В таких печах обжиг занимает 2-3 дня. Обычно он происходит при температуре 1300 градусов.
После такой обработки плитка остывает, сортируется и пакуется. В результате получают материал, который полностью готов к дальнейшему применению. Также в условиях производства обычно проверяют свойства образцов на их соответствие общепринятым нормам.
Особенности изготовления тротуарной плитки
Для изготовления тротуарной плитки нет необходимости закупать дорогое оборудование или материалы.
Для домашнего производства следует закупить следующее сырье:
- портландцемент;
- известняковый или гранитный отсев;
- пластификатор;
- пигмент для получения нужного цвета;
- специальная смазка для форм.
Смесь для производства тротуарной плитки готовится при помощи бетономешалки, куда засыпают известковые заполнители и другие компоненты. Полученным раствором заполняют пластиковые формы, которые рекомендуется предварительно обработать смазкой. В последующем их перемещают на выбростол для удаления всех пузырьков воздуха. В дальнейшем тротуарная плитка подвергается сушке в естественных условиях, что возможно благодаря пластификатору.
Технология производства

Технологический процесс производства керамической плитки состоит из следующих этапов:
1. Приготовление смеси
Существует две технологии приготовления смеси: мокрая и сухая. При мокрой технологии сырьевые ингредиенты подвергаются измельчению и смешиванию в барабанных дробилках в присутствии воды. Дробилка – огромный барабан, вращающийся вокруг своей оси: измельчающие детали(камни или шарики) перемалывают смесь. В результате измельчения получается водная суспензия, она носит название шликер.
Приготовление шликера из трёх фаз:
- Помол полевого шпата и песка (ведётся от 10 до 12 часов);
- Добавление глины;
- Добавление каолина;
Готовый шликер сливается в ёмкости и выдерживается.
При сухой технологии, сырьевые ингредиенты подвергают измельчению в молотковых дробилках, а затем увлажняют в специальных машинах. Мокрая технология дороже, но даёт намного лучшие результаты.
2. Формовка изделия
Формование подразделяется на три группы: А, В, С.
Формование А – пластический способ формования. Пластичная глиняная масса с влажностью 15-25% формуется выдавливанием бруса. Керамическая масса сначала спрессовывается шнекеном ленточного пресса, а затем продавливается сквозь сменный мундштук, который закреплён на конце выходной части пресса. Проходя через этот мундштук, пластичный глиняный брус приобретает форму плитки с заданной толщиной и шириной. Отрезное устройство разрезает выходящий из мундштука пресса отформованный брус на части по длине плитки. Из пресса отформованные плитки выходят сдвоенными, разделяются они после обжига. Таким способ производства получают экструдированные плитки.
Формование В – жёсткий способ формования(сухое прессование). Плитки, состоящие из тщательно перемешанной дисперсной массы, формуются в прессе под высоким давлением. Металлоёмкость этого способа в три раза выше чем пластического. Длительность производственного цикла сокращается в 2 раза, изделия имеют более правильную форму и более точные размеры.
Данный способ также подразделяется внутри на сухой и полусухой способы.
Сухой: Пресс-порошок готовится с влажностью 2-6%. Этим способом изготавливают такие плитки как грес и керамогранит.
Формование С – шликерный способ, при котором изделия изготавливаются из многокомпонентной массы, состоящей из неоднородных и трудно спекающихся глин и добавок. Отливка происходит с содержанием воды до 40%. Такая технология используется для изготовления нестандартных керамических элементов. Широкого применения она не получила.
Во избежание усадки, растрескиваний и искривлений при обжиге, плитки должны быть высушены до содержания влаги 5-6%. В настоящее время сушка производится искусственно в тоннельных сушилах непрерывного действия или камерных сушилах периодического действия в течении от 2-х до 72-х часов в зависимости от свойств и влажности сырья. Температура сушки 120-150°С.
4. Приготовление глазури и глазуровка
Глазурь – глянцевидный сплав, расплавляющийся на глиняном черепке слоем толщиной 0,12 — 0,40 мм. Глазурь наносится, чтобы прикрыть черепок изделия плотным и гладким слоем, а также для придания изделию с плотным черепком повышенной прочности и привлекательного внешнего вида, для гарантии диэлектрических свойств и защиты декора от механических и химических воздействий.
Приготовление глазури – помол смеси в мельницах с добавлением воды.
По химическому составу глазури бывают:
- Свинцовые – имеют ограниченное применение из-за их ядовитости; располагают богатым цветовым спектром;
- Оловянные – имеют ограниченное применение из-за высокой стоимости;
- С содержанием бора – бор придаёт глазури эластичность, повышает яркость глазури;
- Щелочные глазури – влияют на оксиды металлов, в результате чего получаются ясные и чистые тона;
- Цинковые – при небольшом содержании цинк придаёт глазури яркость, при повышенном – матовость.
Также бывают прозрачные и непрозрачные глазури. Прозрачными глазурями покрывают плитки из беложгущейся глины, они сохраняют и усиливают цвет керамического черепка. Непрозрачные глазури используют для маскировки нежелательной окраски.
Наносят глазурь 2 способами: сухим и мокрым.
Мокрый способ: глазурь представляет собой водную суспензию тонкоизмельчённых ингредиентов.
Сухой способ: глазурь представляет собой вид гранул.
После нанесения глазури изделие отправляется на обжиг в печь. Печь укомплектована модулем предварительной сушки, камерами обеспыливания и обдува. Термическая обработка ведётся при температуре 1230 градусов, длина печи составляет порядка 89 метров. Обжиг изделий в печи проходит в продолжение суток.
- Одинарный(однократный) обжиг: После сушки изделия наносится глазурь и обжигают при температуре около 1230°С одновременно с обжигом плитки. Недостаток: в процессе обжига через глазурь проникает газ от разложения смеси, что ведёт к образованию на поверхности плитки мелких следов в форме концов булавок, трещин.
Разновидностью этого метода обжига является метод глазурования плитки под давлением . Глазурование происходит одновременно с приготовлением смеси. Порошкообразный слой глазури подвергается прессованию вместе со смесью и далее – обжиг. Полученная плитка обладает низкой пористостью и повышенной прочностью благодаря большой толщине глазури.
Также есть метод нанесения гранулированной глазурной смеси на раскаленный корпус плитки. Плитка изготавливается прессованием обычной смеси и обжигом без глазури. Чрез отверстие в печи на уже обожженную и ещё раскалённую плитку глазурь в виде гранул. Плитка обжигается до полного обжига глазури. Таким методом изготавливаются особо прочные плитки для мест интенсивного движения.
- Двойной(двукратный) обжиг: Вначале при более высокой температуре обжигают черепок плитки, затем наносят глазурь и обжигают вторично. У этого обжига есть недостаток – более высокая себестоимость, а также меньшая прочность плитки. Его преимуществом является то, что в процессе обжига на поверхности плитки не появляется мелких следов в форме концов булавок, трещин.
- Трехкратный обжиг – плитку декорируют по глазурованной поверхности с последующим обжигом(возможен четвертый и пятый обжиг) при низкой температуре. Преимущества: цветовое разнообразие и возможность использовать драгоценные металлы. В основном с помощью трехкратного обжига производят дорогую плитку высокой художественной ценности.
6. Контроль качества, сортировка, упаковка.
Производство керамической плитки
Керамическая плитка – популярный строительный материал, применяемый при отделке «мокрой зоны» в жилище (кухня и санузлы) и производственных помещений. На рынке РФ представлен широкий ассортимент изделий отечественного и зарубежного производства, но имеющийся в продаже товар не удовлетворяет всего спроса. Все больше плитки требуется строительным компаниям и частным клиентам. Согласно исследованиям, россияне любят делать ремонт в своих домах и квартирах. За последние 5 лет этим занималось 83% граждан страны.
Сфера бизнеса открыта для новых участников – у предпринимателей есть хорошие шансы занять рыночную нишу и наладить постоянное производство. В этой статье мы приведем бизнес план по открытию мини завода, основной задачей которого будет изготовление керамической плитки. Также представим примерный расчет сроков окупаемости проекта, расскажем о важных нюансах дела.
Краткий анализ рынка в России
За последние годы объем производства керамической плитки заметно увеличился: с 2012 по 2016 гг. этот показатель вырос со 156,1 млн кв. м до 167,6 млн кв. м. Быстрее всего производство росло в 2013 году – на 6,1%.
В 2017-м было изготовлено 163,8 млн кв. м — налицо заметное падение. Это связано со снижением спроса со стороны конечных покупателей. Снижение покупательской активности обусловлено кризисными явлениями в российской экономике. Больше всего выросло производство настенной плитки – на 7,8% (74,7 млн кв. м). Производство напольной плитки упало на 2,9% (89,1 млн кв. м).

Экономисты прогнозируют, что в период 2018-2021 гг. производство этого материала будет расти на 1-3.7% ежегодно. У 2021-му объёмы выпуска достигнут 181,7 млн кв. м
Виды керамической плитки
Керамическая плитка классифицируется по нескольким критериям:
- сырье: котто, керамогранит, клинкер, метлах;
- технология производства: количество обжига, глазурование поверхности;
- способ формовки: вручную, методом литья, прессования, экструзии;
- вид фактуры: пористость, наличие мозаики, вставки камня, эффект искусственного старения;
- назначение: для кухни и пола, ванной, бассейна, камина.
Можно производить плитку сразу нескольких видов. Продукцию следует делать более привлекательной для покупателей — наносить уникальные рисунки, использовать качественные шаблоны, пресс-формы.

Также необходимо выбрать размер изделий. Наиболее востребованные (в см): 20х20, 20х30, 20х40, 33х33, 40х40.
Как открыть производство кафельной плитки
Основная статья расходов при организации бизнеса – оборудование. Основу ежемесячных расходов составляет сырье.
Таблица 1. Размер первоначальных расходов для бизнеса по производству керамической плитки.
Аренда помещения, 100 кв. м
Расчеты актуальны для города с населением до 1 млн чел. В дополнительных расходах учтены затраты на коммунальные платежи, рекламу, косметический ремонт помещения.
Документация и регистрация бизнеса
Для начала нужно выбрать организационную форму бизнеса. Если в планах дальнейшее расширение ассортимента и объемов производства, лучше выбрать ООО (юридическое лицо). Такая форма сложнее в оформлении и учете, однако она позволит сотрудничать с крупными строительными компаниями, оптово-розничными сетями федерального масштаба. В противном случае можно работать как ИП (индивидуальный предприниматель).
При регистрации бизнеса указывается код ОКВЭД 26.3 «Производство керамических плиток и плит».
К товару предъявляются требования ГОСТов:
- ГОСТ 27180-2001 – плитка керамическая;
- ГОСТ 6887-90 – плитка для пола;
- ГОСТ 6141-91 – плитка облицовочная для внутренних стен;
- ГОСТ 13996-93 – плитка фасадная керамическая.
Потому для начала производства потребуется получать сертификаты соответствия.
Технология производства керамической плитки
- Сырье замешивается. Глина, песок и другие материалы в порошкообразной форме в нужных пропорциях добавляются в бетономешалку, разбавляются водой и смешиваются в однородную массу.
- Смесь заливается в формы и далее обрабатывается в зависимости от конкретного способа:
- метод прессования предполагает формовку с помощью высокого давления (порядка 400 кг/см2);
- при литье влажная масса распределяется по формочкам;
- при методе экструзии на ленту автомата подается масса, имеющая консистенцию теста. Машина нарезает плитку заданных размеров.
- Глазурование. На поверхность наносится тонкая стекловидная смесь минералов, которая придает нужный цвет и заметно повышает прочность.
- Отрезки по ленте пропускают через печь. Происходит обжиг температурой 900-1300°С.
- Готовый товар проверяется, брак отсеивается (с трещинами, сколами, деформациями).

Помещение
Небольшой завод по изготовлению керамической плитки должен состоять из рабочего цеха, складских помещений для хранения сырья и готовой продукции, помещений для персонала, санузла, административной комнаты.
С учетом габаритов современного оборудования нужно подобрать производственное помещение размером не менее 100 кв. м со всеми необходимыми коммуникациями: электро- и водоснабжением, канализацией, вентиляцией, отоплением.
В рабочем цеху, где установлено оборудование, нужно поддерживать температуру и влажность воздуха на оптимальных отметках. Помещение должно быть просторным, с потолками не ниже 5 м.
Для начала работы нужно получить разрешение от Пожарной инспекции о соответствии необходимым требованиям.
Мини-завод лучшего всего организовать в промышленном районе города либо на окраине населенного пункта.
Сырье
Выделяют 2 группы материалов, необходимых для создания керамической плитки.
Первая группа — сырье для основы изделия. Это тугоплавкая глина и каолин. Каолин по-другому называется белой глиной, состоит из минерала каолинита, придает изделию высокую прочность. Также используются кварцевые пески – они нужны для эффекта снижения усадки, создания каркаса. Еще один материал — так называемые плавни (полевой шпат, шлаки и др.)
Ко второй группе относится добавочное сырье: глазурь, ПАВы, пластификаторы, разжижители, необходимые для придания вязкости, плотной стекловидной структуры.

Исходные материалы можно купить как отечественные, так и импортные. Российское сырье дешевле, но хуже по качеству в сравнении с сырьем европейских производителей.
Оборудование для производства керамической плитки
Для производства товара в промышленных масштабах потребуется такое оборудование:
- бетономешалка;
- вибростанок;
- туннельная печь;
- камера для нанесения рисунков.
В бетономешалке смешиваются все компоненты состава. Смесь получается однородной и высокого качества. Затем она поступает вибростанок, который удаляет воздушные пузырьки из смеси – это повышает прочность готового продукта. В печи смесь, формованная в шаблонах, обрабатывается при высокой температуре, удаляется вся лишняя влага. После изделия попадают в специальную камеру, где автомат наносит на поверхность запрограммированные рисунки. Современные машины при окрашивании используют различные техники — на поверхности можно наносить рисунки любой сложности.
Персонал
Для бизнеса по производству плитки из керамики не требуется большого штата работников. Оборудование имеет высокую степень автоматизации. Сотруднику остается лишь осуществлять контроль.
Потребуются 2 сотрудника, следящих за подачей сырья и бесперебойностью производственного процесса. В цех также необходим 1 мастер-технолог, который будет старшим по производству. Его задачи — контроль состояния оборудования, организация технологического процесса, проверка качества и приемка готового продукта.

Еще на завод нужен 1 разнорабочий (минимум). Он будет заниматься погрузочно-разгрузочными работами, работой в складах.
Также понадобятся водитель-логистик (взять со своим автомобилем), менеджер по продажам и бухгалтер (нанять по аутсорсингу).
Сбыт и продвижение
Продавать керамическую плитку можно оптом и в розницу:
- строительным и ремонтно-строительным компаниям;
- на строительные рынки, по оптово-розничным сетевым магазинам;
- напрямую частным покупателям (через открытие своего магазина).
С компаниями нужно заключать долгосрочные контракты по поставкам, которые позволят стабилизировать производственные и финансовые показатели бизнеса.
Полезно создать свой сайт, с описанием продуктов и коммерческого предложения, использовать методы продвижения в интернете. Закажите рекламу в газетах и специализированных журналах, раздавайте листовки возле мест продажи товара. Полезно посещать различные выставки, где можно найти потенциальных потребителей и заключить крупные контракты.
Если начальных средств достаточно, откройте свой магазин, чтобы покупатели могли увидеть «вживую», что конкретно вы предлагаете.
Расчеты рентабельности и окупаемости производства кафеля

Нужно помнить, что это идеальные условия — если за месяц будет продаваться весь изготовленный товар. На начальном этапе развития бизнеса нужно быть готовым к тому, что большое количество плитки будет оставаться на складах. Но если в месяц будет продаваться хотя бы половина произведенной продукции, срок окупаемости составит 10 месяцев.
Таблица 2. Экономическое обоснование бизнес-идеи.
Разбор технологии создания печатного (штампованного) бетона
Все чаще в строительстве появляются технологии, способные из привычных покрытий и материалов создавать произведения искусства. Подобное преображение возможно даже с таким обыденным материалом, как бетон. Благодаря использованию полиуретановых или металлических штампов, скучная бетонная поверхность может стать похожей на каменную брусчатку, деревянный настил или сланцевые плиты. Такой бетон называют штампованным, печатным или пресс-бетоном. О нем, а также о возможности создания печатной поверхности самостоятельно, мы сейчас и поговорим.
Суть и возможности использования этой технологии
Штампованный бетон – это обычный бетон, на поверхность которого специальными штампами нанесено декоративное теснение. Рельефный рисунок может имитировать любой материал: кирпич, брусчатку, доски, звериные шкуры, выветренный камень, покрытую трещинами землю. Можно подобрать штампы с узорами листьев, следами динозавров, фигурками животных.
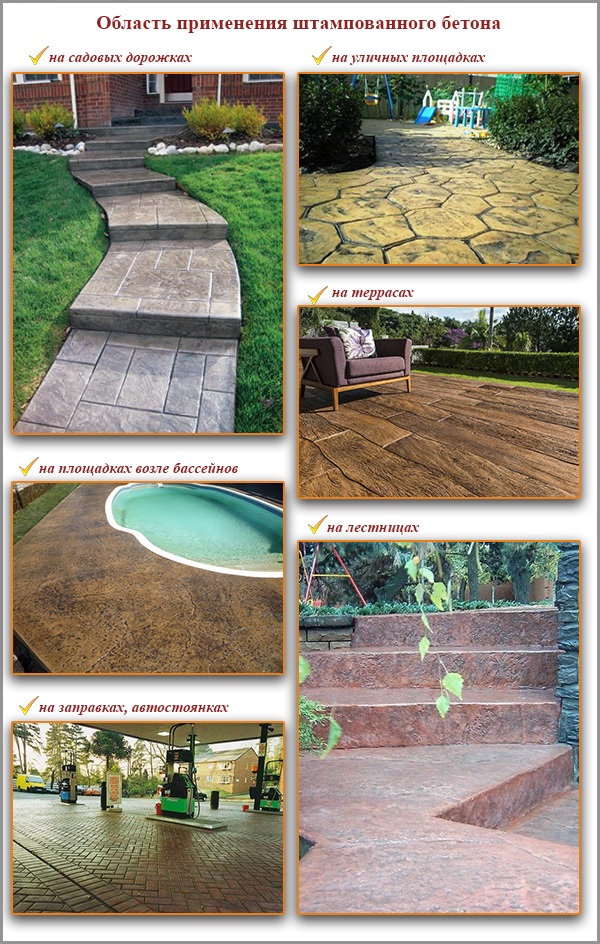
Особенно популярен штампованный бетон при оформлении террас, патио, площадок возле бассейнов, садовых дорожек, тротуаров, беседок, полов в ресторанах и выставочных залах. Незаменимой эта технология становится при сложных реставрационных работах. Например, когда необходимо воссоздать разрушенную часть старинной мостовой. Найти точно такие же материалы, состаренные естественным образом, зачастую не представляется возможным. А с помощью технологии штампованного бетона легко создаются точные копии уже имеющегося старого кирпича или полустертого камня.
Разнообразие штампов для печатного бетона
Первые штампы для печатного бетона были сделаны из литого алюминия и представляли собой массивные формы, оснащенные ручками. Такие матрицы хорошо подходят для имитации обычных кирпичных или каменных узоров. Но копировать сложные текстуры им не по силам. Совсем другое дело – современные полиуретановые штампы. Их отливают на реальных материалах, текстуру которых необходимо скопировать. В результате этого с помощью полиуретановых форм можно получить невероятно подлинные текстурные эффекты.
Готовые штампы можно приобрести во многих строительных магазинах или центрах. При выборе стоит обратить внимание на степень жесткости формы. Чем плотнее штамп, тем проще с его помощью выполнить четко просматриваемый рисунок. Слишком мягкие и податливые формы сложнее в работе, к ним нужно прикладывать больше усилий в процессе распечатки.

Технология самостоятельного производства
Технология штампованного бетона – довольно проста, но браться за нее нужно только при некоторой доле уже имеющихся навыков в работе с бетоном. Иначе результат может оказаться совершенно не тем, на который вы рассчитывали. Проблемы могут возникнуть по следующим причинам:
- бетон быстро твердеет, после чего применение штампов не дает четкого теснения на поверхности;
- для выполнения теснения с помощью штампов нужно прилагать физическую силу;
- ошибки в теснении бетонной поверхности трудно исправить;
- технология штампованного бетона требует от работника умения обращаться со специальными инструментами для формирования и сглаживания поверхности.
Если вы уверены, что справитесь с потенциальными проблемами, можно приступать к созданию бетонной площадки и выполнению работ по штамповке.
Шаг #1. Подготовка бетонной площадки
Основа для штамповки – обычная бетонная площадка с армированием, выполненная из бетона марки М350 и выше.
Технология создания такой площадки:
- с помощью колышек и шнура обозначают границы площадки, на которой будет проводиться штамповка;
- снимают верхний слой грунта (глубина 15-20 см), трамбуют грунтовое дно;
- насыпают на дно выемки щебневую подушку (толщина 10-15 см), трамбуют ее;
- по границе площадки устанавливают опалубку из досок;
- закладывают в опалубку армирующую сетку, приподнимая ее над уровнем грунта минимум на 3-5 см (с помощью подкладывания под сетку камней, кирпичей);
- бетон замешивают вручную, с помощью бетономешалки или заказывают уже в готовом виде;
- заливают бетон в опалубку, для получения необходимого уровня площадки используют металлическое правило;
- уплотняют бетон виброрейкой;
- верхний слой бетона разглаживают гладилкой, добиваясь гладкости и однородности поверхности.

Шаг #2. Нанесение цветного отвердителя
На еще свежий бетон наносят цветной отвердитель, который одновременно окрашивает поверхность и увеличивает его прочность. Цветной отвердитель – это порошок, в составе которого находятся красящие пигменты, вяжущий наполнитель и молотые частицы гранита и кварцевого песка. Благодаря дисперсности смеси, ее частицы проникают в поры бетона и заполняют их. Бетонная поверхность становится более плотной и прочной. Одновременно частицы придают бетону стойкий цвет (около 30 тонов – на выбор).
Работы по нанесению цветного отвердителя начинают после первичного схватывания бетонной поверхности. Ориентироваться можно на тот момент, когда с поверхности испариться вся выступившая вода.
Порошок цветного отвердителя разбрасывают по поверхности бетона вручную, от центра площадки к краям. При этом выполняют движения, похожие на броски шара для боулинга. Зачерпывают порцию порошка, отводят руку назад и резким движением выбрасывают смесь вперед с уровня талии. Такой принцип нанесения порошка сводит к минимуму количество частиц, разлетающихся по воздуху.
Первый слой отвердителя должен впитаться в бетон, на что уходит 5-10 минут. За это время поверхность бетона разглаживают, втирая в него краситель с помощью магниевой гладилки. Также угловыми гладилками обрабатываются углы, чтобы сделать их загнутыми, аккуратными.
Затем наносят второй слой цветного отвердителя. Он необходим, чтобы более равномерно окрасить поверхность и уплотнить ее. Порошок наносят точно так же, как и в первом случае. После нанесения, поверхность выравнивается стальной гладилкой.

Шаг #3. Нанесение разделительного компонента
Разделительный красящий компонент предотвращает прилипание бетона к штампам в процессе нанесения печати. Кроме того, он дополнительно окрашивает поверхность бетона, придавая ему тонкие оттенки цвета. Разделительный компонент выпускается в виде сухого порошка или жидкости. Чаще всего используют порошок, нанося его на поверхность бетона широкой кистью (макловицей).
Кисть погружают в ведро с разделительным компонентом так, чтобы щетинки равномерно покрылись порошком. Затем, удерживая кисть на уровне пояса, выбрасывают руку вперед и «распыляют» порошок по поверхности бетона.
После окрашивания обрабатывают углы площадки текстурными шкурками.
Шаг #4. Штампование поверхности
Прежде, чем начинать штамповку, необходимо убедиться, что бетон приобрел необходимую степень пластичности и по консистенции стал похож на пластилин. Если начать штамповку слишком рано, то бетонная поверхность не сможет выдержать вес рабочих и сохранить линии печати. Если же припоздниться, то для четкой печати придется прикладывать больше усилий на штампы. Кроме того, текстура штампов может вообще не отпечататься на слишком плотном бетоне, особенно в конце работы.
Чтобы определить степень плотности, достаточно нажать пальцем на бетонную поверхность в нескольких точках площадки. Если остались отпечатки, глубиной 4-6 мм, то можно начинать штамповку. Можно выполнить проверку и по-другому: разместить на бетонной поверхности (с краю площадки) штамп и наступить на него. Штамп должен удерживать вес рабочего, не погружаться в бетон, не скользить по поверхности.
Если все тесты пройдены успешно, можно приступать к штамповке. На бетонную поверхность раскладывают штампы, один за другим. Часто производители нумеруют штампы (1, 2, 3… или A, B, С…), чтобы обозначить желаемую последовательность их расположения в печатном рисунке.
Для впечатывания текстуры штампов в бетон часто достаточно просто наступить на них. Иногда для этого используют легкие ручные трамбовки.
После отпечатки оставляют бетонную поверхность для отвержения на 12-24 часа.
Шаг #5. Устранение недостатков
На бетонной поверхности, в месте стыкования штампов, часто происходит небольшое смещение цементного раствора. Иногда, по причине недостаточной трамбовки, швы печатного рисунка могут выглядеть размытыми, нечеткими. Чтобы исправить поверхностные дефекты, по швам и стыкам проводят ручным валиком, неровности зачищают текстурными шкурками.
Шаг #6. Нарезка усадочных швов
Несколько вырезанных швов в плите обеспечивают снятие напряжения и предотвращают появление трещин. Такие швы можно сделать в еще свежем бетоне с помощью специального резчика. Или же нарезать швы болгаркой после высыхания бетона.
Шаг #7. Промывка поверхности
На следующий день выполняют промывку поверхности. Водой из шланга смывают излишки разделительного компонента. После – выполняют кислотную промывку (соляной кислотой) для получения желаемого эффекта сочетания двух цветов на поверхности. Во время этого процесса также происходит раскрытие пор бетона, что способствует лучшему взаимодействию его поверхности с герметиком.
Шаг #8. Нанесение герметика
На следующий день на бетон наносят лак-герметик. Он выполняет ряд функций:
- защищает поверхность от истирания и износа, а также от проникания масел и химических веществ;
- придает поверхности блеск различной насыщенности (от еле заметного атласного до насыщенного лакового);
- усиливает цветовую насыщенность бетона;
- упрощает уход за обработанной поверхностью.
Герметик наносят валиком, раскатывая его по поверхности. Но, если штампованная текстура с глубокими отпечатками, при нанесении герметика желательно сочетать прокатывание валиком с дополнительной обработкой кистью. Обычно требуется нанесение 2-3 слоев герметика.
После того, как герметик высохнет, штампованная поверхность будет полностью готова к эксплуатации.

Несколько советов для качественной штамповки
Хотелось бы отметить несколько моментов:
- Если вы используете штамп в первый раз и не представляете, как будет выглядеть его отпечаток на бетоне, сделайте пробную печать на утрамбованном песке.
- Избегайте повторения печатной картины на поверхности, особенно, если штампы имитируют природные материалы (камень, дерево и т.п.). Случайные композиции будут выглядеть более реалистично.
- Чтобы получить на поверхности эффект старины, нанесите на еще жидкий бетон небольшое количество сухого разделительного компонента (в виде порошка). Поверх него распылите жидкий разделительный компонент. Жидкость растворит легкий слой порошка, после чего на поверхности останутся цветные акценты, похожие на потертости.
- Следите, чтобы частицы разделительного компонента были хорошо вдавлены в бетон при распечатке. Иначе он просто будет смыт водой при промывке поверхности.
- Проследите, чтобы человек, идущий по штампам во время трамбовки, носил чистую обувь без следов строительного мусора и пыли. Неизбежно эти загрязняющие вещества попадут на свежий бетон и нарушат желаемую текстуру штампованной поверхности.
Вот и все секреты технологии штампованного бетона! Но, прежде, чем приступать к самостоятельной штамповке, предлагаем вам посмотреть небольшое познавательное видео. На нем продемонстрированы основные этапы технологии: окрашивание бетона, нанесение разделительного компонента и создание текстуры поверхности при помощи штампов.
Печатный бетон своими руками
Печатный бетон своими руками – сложное, но очень привлекательная задача для любителей красивых дворов, дорожек, площадок и малых форм. Печатные бетонные декоры – действительно ручная работа, причем требующая выполнения в комплексе: от классического бетонирования до художественной печати по бетону. Пластичность схватывающегося бетона дает возможность отпечатать на нем любую фантазию, имитировать и традиционные, и нестандартные отделки, арт-бетон и художественную штамповку. Выглядит ручной печатный бетон роскошно, и область его применения ограничена исключительно недостатком воображения.

Технология печатного бетона
Технология печатного бетона требует соблюдения правил бетонирования и печати в комплексе, важны все этапы. После подготовки основания под бетон потребуются материалы для замеса в бетономешалке или вручную:
- Замес на портландцементе М400-500, оптимальна реагентная добавка-пластификатор (С3, СП-1). Мелкий заполнитель – песок МК 2,2 (модуль крупности).
- Крупный заполнитель – щебень гранитный (смесь лещадной и кубической форм) фракция 5-20.
- Рецепт смеси: цемент/песок/щебень = 1/3/3; подвижность бетонной смеси после затворения водой должна быть примерно ПЗ (осадка конуса 10-15 см).
- В замес добавить армирующую полипропиленовую фибру 06 кг/мз смеси, для упрочнения и предотвращения раскрытия трещин.
Материалы для декоративного слоя печатного бетона
Основа под декор выполняется из бетона класса не ниже В25 с присадками для повышения морозостойкости, трещиностойкости, пластификации, улучшения реологии смеси; но главное отличие – отделка специальными компонентами, выполняемая в процессе бетонирования. Для работы требуется:
- Пигментированный закрепитель – для повышения прочности бетона, создания нужного цвета и подчеркивания текстуры печати. Содержит вяжущий компонент, щелочестойкий краситель для бетона, наполнители и присадки. Можно купить сухую смесь.
- Гидрофобный разъединитель, продается в герметичной таре, готовым к использованию. Наносится окраской или напылением на слой оттеночного закрепителя, обеспечивает водонепроницаемость отделочного слоя.
- Универсальная акриловая пропитка для штукатурки и бетона – повышает износостойкие качества отделки, может применятся как грунтовка при подготовке к реставрации. Выпускается готовой к употреблению.
- Лак для камня и бетона – создает глянцевый или матовый финишный слой, иллюзии мокрого камня, упрочняет отделку, может применяться для бетонного пола и различных декоров.
Порядок работы
Технология печати не сложна, но требует навыка и огромного терпения. Знание классической технологии бетонных работ и практика заливки в опалубку – уже половина успеха. Последовательность работ:
- Укладка бетонной смеси в опалубку выполняется стандартно, с уплотнением виброрейкой или глубинными вибраторами, смотря по толщине слоя. Заглаживается поверхность большой или малой металлической гладилкой, смотря по размеру заливки (площадка или дорожка), а кромки бетона по контуру обрабатываются на угол. Для больших площадок оптимально применят роллер для заглаживания. Все это делается перед нанесением декоративного слоя.
- Первый этап декора: нанесение цветного закрепителя. Бетонная поверхность должна быть матовая, схватившаяся, но не затвердевшая. Порошок наносят вручную, рассевом, в пропорции 0,7 от количества фиксатора, равномерно окрашивая основание. Расход закрепителя: 3 кг на м2 для темного декора и в 1,5 – 1,8 раза больше для светлого (поскольку требуется закрыть природный темно-серый цвет бетона).
- После нанесения цветного закрепителя поверхность еще раз заглаживают металлической гладилкой, включая кромки – их еще раз проходят «на уголок». Затем делают рассев оставшейся части фиксатора (0,3 от всего количества), и снова заглаживают, аккуратно вминая цветной порошок гладилкой, и еще раз проходят кромки. Все эти повторяющиеся операции очень важны, и сокращать их количество чревато. Поверхность после второго прокрашивания должна получиться идеально гладкая, прокрас – равномерный и монолитный.

Перед печатью заглаженное основание обрабатывают гидрофобным разъединителем. Работать нужно большой длинноворсовой кистью, потребуется сноровка. Состав напыляют на основание как можно ровнее и тоньше, расход состава примерно 200 г/м2. Все это время бетон продолжает схватываться, и скорость твердения зависит от температуры и влажности среды, от солнца и ветра, от толщины слоя и качеств бетонной смеси – очень много факторов риска.

Наконец-то основная работа: штамповка! Важно уловить момент, когда частично схватившийся бетон можно штамповать, при этом на поверхность легко, с небольшим усилием, можно нанести вмятину подушечкой пальца. Текстурных матриц обычно запасают не меньше 3-6 штук, слегка отличающихся по компоновке узора, так имитация будет естественной. Первые формы укладывают на бетон возле края опалубки. Нужно избегать излишнего выдавливания бетона на края матриц, иначе будут наплывы и сбой узора. Прижимают печатные формы как можно плотнее, край в край, в результате стыки будут выглядеть едва заметной тонкой линией. Диапазон пластичности бетона на данный момент очень мал, но он есть: отпечатывать приходиться, работая чутьем и интуицией, а не только руками и ногами. Иногда форму достаточно приложить и похлопать ладонями, но матрицы с высоким рельефом по схватывающемуся основанию придется буквально «топтать» ногами, очень осторожно и равномерно. Применяют специальные трамбовки, чтобы сделать усилие равномерно распределенным по всей площади матрицы. После удаления штампа-матрицы на отпечатке должен остаться слой гидрофобного напыления.

Далее основание оставляют для набора прочности – на 48 часов или дольше. Важно защитить бетон от осадков, солнца, ветра, резкого перепада температур: все это стандартные приемы ухода за бетоном. Затем приступают к промывке.

Перед смывкой отпечатанную поверхность подметают мягкой щеткой, весь излишек разъединителя нужно удалить. Если не получается смыть чистой водой, придется оттирать слабокислым раствором (соляная кислота трехпроцентная). Возможные дефекты – наплывы, их счищают жесткими щетками, возможны также слабо пропечатанные участки, широкие стыки.

Затем следует просушка под пропитку акриловым составом. Основание перед пропиткой должно стать сухим, абсолютно чистым, и не горячим (нужно «поймать погоду» или установить тент от солнца). Рабочая температура от 5 до 25 град тепла. Далее – если нужна матовая текстура, то наносят акриловый состав, а для глянца – лак по камню и бетону. Примерный расход ЛКМ 0,2 кг/м2. Можно покрывать лаком и после цветной пропитки, вторым слоем. Данное покрытие – финишное, и через несколько часов по декору уже можно ходить.

Температурно-усадочные швы
После схватывания бетонная плита нарезается на карты, чтобы исключить неконтролируемые усадочные трещины. Деформационные швы нарезают болгаркой с алмазным диском на 1/3 – ¼ высоты бетонного монолита, с учетом того, на какой высоте заложена арматурная сетка. Швы необходимо заполнить и залить герметиком (вилатерм, сазиласт), сверху – лак или акриловый герметик. Размеры фрагментов зависят от толщины плиты, чем она тоньше, тем ближе швы. Но в любом случае следует стремиться к нарезке на квадраты, а при прямоугольных картах длина должна быть больше ширины максимум в 1,5 раза.

Эксплуатация и уход за печатным бетоном
Осторожно ходить по печати можно уже через 4-6 часов после покрытия лаком, но ездить на машине можно будет только через пару недель. Лучше не спешить. Зимой при уходе за печатным бетоном не допускается применять противогололедный реагент, можно лишь посыпать песком, если скользко. Недопустимо скрести наледь и снег металлическим инструментом. При бережной эксплуатации декор сохранит прочность и эстетику на несколько сезонов, затем следует нанести пропитку и/или лак повторно, и покрытие будет радовать многие годы, со временем приобретая новое очарование.
Декоративный бетон своими руками
Декоративный бетон используется для имитации натурального камня, для создания лепных элементов, устройства малых архитектурных форм — область его использования очень широка.

Состав
В состав декоративного бетона входят следующие компоненты:
- цемент,
- вода,
- крупный заполнитель,
- мелкий заполнитель,
- краситель
- присадки.
Варьируя эти составляющие можно получть состав, обладающий необходимыми качествами и свойствами. Условно можно выделить среди декоративных бетонов несколько видов: цветной, имитирующий натуральный камень, и имеющий оригинальную выразительную структуру.

Декоративныйбетон в частном домостроении применяют и при оформлении беседок, устройстве терас, зон отдыха и т.д. Он может украшать любую часть сада.

Пигменты
Для получения цветных смесей используют пигменты, обладающие высокой устойчивостью к атмосферным воздействиям и щелочестойкостью. Чаще всегов домашнем производстве применяются минеральные пигменты — оксиды или соли различных металлов.
Как пигментировать декоративный бетон
| Пигмент | цвет/оттенок |
|---|---|
| Оксид железа | Красный |
| Оксид марганца | Фиолетовый |
| Оксид хрома | Зеленый |
| Перекись марганца | Черный |
| Мел | Белый |
| охра (смесь каолина и оксида железа) | Желтый |
Количество пигмента колеблется от 1 до 5 % от общей массы цемента: следует смотреть в зависимости от плотности, укрывистости и пр.

Чтобы сделать декоративный бетон своими руками очень светлого оттенка, цемент осветляют, вводя в его состав не более 1 – 2 % двуоксида титана. Чтобы окраска была равномерной, разработаны специальные добавки-выравниватели.
При подготовке смеси нужно скрупулезно следить за расходом воды. Необходимый расход следует определить предварительно, а затем строго соблюдать, так как изменения расхода воды вызовут изменения цвета декоративного бетона.
Присадки
Присадки (добавки) способны существенно улучшить характеристики бетонной смеси и регулировать процессы схватывания и твердения цемента. К смеси добавляют суперпластификаторы для повышения прочности и удобоукладываемости, ускорителя твердения и другие. К декоративному бетону, предназначенному для тротуарного покрытия, рекомендуется добавлять гидрофобизаторы, способствующие снижению водопоглощения, армирующие химические волокна, повышающие трещиностойкость, а также добавки, сокращающие образование высолов, усиливающие цвет, сокращающие объем пор, для получения гладкой, бездефектной поверхности.

Также специалисты рекомендуют использовать пропиточные составы, образующие на поверхности защитную плёнку. Результатом применения пропиток является увеличение срока эксплуатации, устранение «пыльности» этого отделочного материала, снижение коррозии и выветривания, и, как следствие, повышение эстетичности бетонного покрытия.
Заполнители
На цвет декоративного бетона влияет мелкий заполнитель. В зависимости от того, какого цвета должен быть материал, применяют светлые или тёмные пески с различным коэффициентом светоотражения. Мелким заполнителем могут служить естественные кварцевые пески или пески, получающиеся в результате дробления натуральных или искусственных материалов.
В создании материала с выразительной структурой большое значение имеет крупный заполнитель. Именно обнажением зёрен наполнителя и достигается в этом случае декоративный эффект. Обнажают заполнитель различными способами: обработкой поверхности специальными инструментами, скалывающими верхний слой, промывкой бетона раствором соляной кислоты, использованием специальных добавок, замедляющих твердение лицевого слоя и позволяющих легко удалить не затвердевший слой.
Наиболее широкое распространение получили заполнители из гранита розового, красного или серого цвета, известняка и мрамора разных цветов, антрацита, пегматита, базальта. Кроме натурального камня применяются заполнители, полученные дроблением керамики или простого цветного стекла, а также декоративные материалы, изготавливающиеся по специальной технологии и применением термообработки и глазурования.
Технологии
Для создания фактурной поверхности, имитирующей натуральный камень, кирпич или другой материал, используются несколько технологий. Условно их можно назвать: штампованный бетон, трафаретный и напылённый.

В первом случае на ещё не просохшую поверхность наносится цветное вещество – закрепитель, гидрофобная добавка и вещество, предотвращающее прилипание штампов к бетону. Все трещины на поверхности тщательно разглаживаются, а затем на нее укладываются штампы или формы — резиновые матрицы, имеющие текстурную фактуру. После отвердевания смеси штампы удаляются, поверхность промывается, чтобы удалить излишки гидрофобного состава. Заключительным этапом является нанесение защитной пропитки.
Технология трафаретного декоративного бетона отличается тем, что рисунок, имитирующий какой-либо материал, наносится при помощи бумажного трафарета.
Для создания декоративного эффекта на уже уложенном бетонном покрытии применяется технология напылённого бетона. В этом случае применяются специальные кислотные красители, которые наносятся в несколько слоёв, и, вступая с материалом в химическую реакцию, придают ему цвет. За счёт того, что устройство поверхности имеет неоднородную структуру, кроме окрашивания создаются и своеобразные эффекты. Красители можно наносить различными способами, в том числе и при помощи распылителя, и кистью. Можно дополнительно создать орнамент, применяя трафареты или маскировочную ленту.
Любая технология изготовления этого материала предполагает его финишное покрытие пропитками и лаками. В результате материал становиться очень эстетичным, с металлическим блеском, он не боится воздействия окружающей среды и легко моется. Декоративный бетон по многим показателям не уступает, а то и превосходит традиционную тротуарную плитку и даже натуральный камень.
Умельцы FORUMHOUSE обсуждают декоративный печатный бетон в ряде тем нашего форма, выясняя, почему печатный бетон не стал таким же популярным материалом, как брусчатка.
IlyaIvanov:
Наткнулся на технологию “печатный бетон”. Вроде все прекрасно-замечательно. И прочно, и фактуры какие хочешь, и цвет не выгорает
Но что-то я не вижу у нас массового применения этой технологии.
Среди недостатков называются дороговизна технологии декоративного печатного бетона, ремонтонепригодность готовых изделий и сложность в изготовлении форм для печатного бетона.
rus38:
Цена формы для декоративного бетона отпугивает.
Печатный бетон непопулярен, потому что в основном применяется в декоративных целях для создания архитектурных ландшафтных ансамблей и, соответственно, очень дорогая. Красители, фибра, пресс формы-это далеко не дешёвые составляющие. Плюс термогидроизоляционная заделка швов.
Подводя итог, можно сказать, что технология изготовления декоративного бетона сложная, это затратный и сложный метод, на который потребуются время, силы и старание. Но в результате материал выглядит не хуже, чем настоящий природный камень!
На FORUMHOUSE вы сможете прочитать статью о том, как сделать печатный бетон своими руками и посмотреть, как выглядит печатный бетон в исполнении наших пользователей: в подборке работ имеются очень интересные образцы!





