Выбираем хороший станок для заточки сверл
Устройство, классификация, разновидности танков для заточки сверл. Бытовые и промышленные заточные станки. Обзор популярных электрических моделей, полезные функции и рекомендации по выбору точильных станков для сверл.

Станки для заточки сверл не только экономят время, но и позволяют получить максимально точную геометрию режущей части сверлильного инструмента. Редкое сверло выдерживает больше нескольких десятков циклов сверления, особенно при работе по вязким или твердым металлам.
Поэтому заточные станки просто незаменимы там, где выполняются большие объемы сверлильных работ. В домашней мастерской сверло для разовых работ по металлу можно заточить вручную на обыкновенном электроточиле.
А для тех, кто не умеет этого делать или не хочет с этим возиться, выпускают достаточно простые в обращении приспособления и станки для сверл небольших диаметров.
Точность заточки на таком оборудовании гораздо ниже, чем на установках, используемых в производстве, но вполне достаточна для сверления в домашних условиях проката из конструкционной стали или алюминия.

Устройство станка для заточки сверл
В любом станке, предназначенном для заточки сверлильного инструмента, обязательно присутствуют три основных рабочих компонента: вращающийся абразивный круг, приспособление для фиксации сверла под заданными углами и устройство его подачи на заточку.
У разных типов станков эти функции реализуются различными способами. Но всех их объединяет то, что выставление сверла по длине и на основные углы производится вне рабочей зоны.
В точильно-шлифовальных станках, предназначенных для использования в домашних мастерских, ремонтных цехах и на небольших предприятиях, при рабочей подаче оснастка с инструментом перемещается к линейно неподвижному абразивному диску.
А в универсальных заточных станках промышленного применения рабочие движения обычно выполняются шлифовальным кругом.

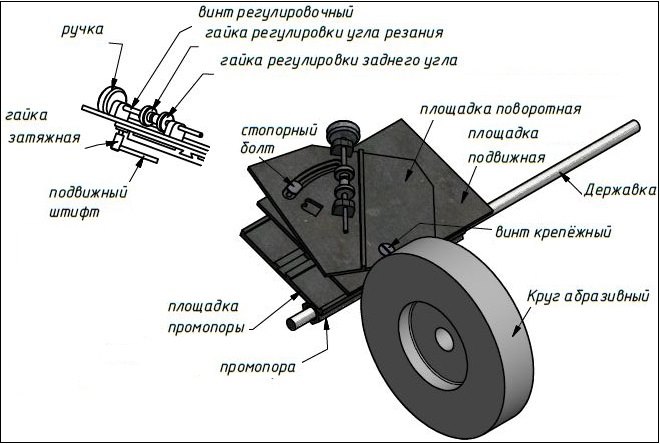
Традиционная заточная оснастка станка обычно включает в себя стойку с суппортом, в котором зажимается сверло (см. фото выше). Такое устройство находится рядом с абразивным кругом и обеспечивает позиционирование рабочих поверхностей под заданными углами, а также выполнение рабочей подачи.
Упрощенные конструкции с такой же компоновкой используются как в быту, так и на небольших производствах. Однако в последнее время все большей популярностью стали пользоваться станки, в которых в качестве оснастки для настройки и подачи сверла используют специальные зажимные патроны.
Хотя такое заточное оборудование выпускается в различных вариантах: от производственного применения до бытовых устройств, – принцип работы у всех его разновидностей одинаков. На первом этапе патрон со сверлом устанавливается в специальное посадочное отверстие, где происходит настройка глубины подачи и требуемых углов.
Затем настроенный патрон вставляется в рабочее посадочное отверстие, расположенное напротив абразивного круга, и вручную по пол-оборота вращается до полной заточки сверла. На рисунке ниже показана конструкция самого простого станка такого типа известной торговой марки Drill Doctor.

Классификация заточных станков для сверл
Такие станки обычно используются в ремонтных цехах предприятий и при единичном и мелкосерийном производстве инструмента. Конструкция специальных станков позволяет производить на них заточку только сверлильного инструмента различных типов.
На промышленных предприятиях такое оборудование обычно представлено специализированными заточными и доводочными станками, автоматами и полуавтоматами, которые используют для средне- и крупносерийного производства.
Кроме того, существует множество специальных электрических станков для заточки сверл, разработанных специально для использования в бытовых условиях.
Как правило, они имеют пластиковую оснастку и корпус и не отличаются особой точностью (чего, впрочем, от них и не требуется).
Основным критерием разделения на бытовое и производственное заточное оборудование являются требования ГОСТ 599-93, который регламентирует нормы точности для заточки сверлильного инструмента.
Бытовые станки для умеренного использования
Для домашней мастерской вполне подойдут простые бытовые станки и приспособления, которые можно приобрести в пределах 1500÷2500 рублей. Качество заточки у них подчас весьма посредственное, но тем не менее достаточное для того, чтобы без проблем просверлить десяток-другой отверстий в металле.
Самый простой способ обзавестись собственным точильным станком — купить в интернет-магазине стандартную стойку для заточки сверл (Drapper, Mikitool, Riss и им подобные) и смонтировать ее на верстаке в паре с обычным электроточилом.
При отсутствии последнего можно приобрести одно из простых устройств с пластиковым кондуктором и профилированным абразивным камнем (см. фото ниже). На таких мини-станках можно производить заточку сверл только определенного диаметра, соответствующего одному из отверстий в крышке-кондукторе.
Главный угол в них всегда постоянный (примерно 118º), т. к. задается наклоном внутренней поверхности абразивного круга. Заточка каждой стороны производится кратковременным прижатием сверла к заточному камню, причем позиционировать сверло нужно на глаз по риске на корпусе.

Промышленное заточное оборудование
Кроме этого, в продаже можно встретить продукцию из КНР под торговыми марками российских компаний, торгующих электроинструментом и промышленным оборудованием. В основном это точильно-шлифовальные станки, предназначенные для заточки сверл и концевых фрез с диаметрами до 30 мм и более.
Большинство из них имеет горизонтальную компоновку, хотя встречаются и вертикальные. В состав поставки обычно входит комплект высокоточных цанг для зажима инструмента, а точность позиционирования этого оборудования составляет 10÷20 мкм.
Поскольку при заточке не требуется больших режущих усилий, мощность приводов у таких установок небольшая — 250÷300 Вт. На фото ниже показан типичный заточной станок этой группы.

Обзор популярных моделей
К тому же большинству домашних мастеров заточка сверл требуется от силы несколько раз в месяц, и они предпочитают это делать вручную. Ниже в таблице приведен список самых популярных моделей, среди которых своими ценой, качеством и функциональными возможностями выделяется заточной станок Darex.
У всех перечисленных устройств корпуса и оснастка выполнены из пластика.
Кроме магазинов, в которых предлагаются новые модели станков, также существует рынок б/у заточного оборудования. На этих площадках за весьма умеренную цену можно приобрести профессиональные станки как российских, так и таких известных зарубежных производителей, например швейцарской фирмы Meteor.

Рекомендации по выбору
Это связано с особенностями конструкции зажимного приспособления (цанги или плоского зажима), поэтому профессиональные машины для заточки сверл всегда поставляются с набором цанг под инструмент разных диаметров.
Главная проблема недорогого заточного оборудования — это невозможность заточки сверл диаметром менее трех миллиметров и более 10÷13 мм. Для ее решения в первом случае придется приобретать специальную установку для заточки мелких сверл, а во втором подойдет стоечная оснастка, у которой предельный диаметр зажимного приспособления составляет 20 мм.
Также следует обратить внимание на наличие устройства, ограничивающего толщину съема металла, которое обеспечивает симметричность заточки режущих кромок и обратных поверхностей. Ну и, наконец, самое важное. Перед тем как остановиться на какой-либо модели, внимательно прочитайте отзывы пользователей на торговых площадках и в профильных форумах.
При абсолютно одинаковом внешнем виде некоторые устройства работают очень неплохо, в то время как другие имеют множество негативных отзывов.
Полезные функции более дорогих моделей
Поэтому заточка на них может выполняться только под одним фиксированным углом. В более дорогих моделях используют абразивные круги с прямой периферийной поверхностью, а угол заточки сверла выставляется путем ориентации зажимной оснастки.
Модели попроще обычно оснащены пятипозиционным переключателем, соответствующим пяти самым распространенным углам заточки.
Более продвинутые установки позволяют производить плавную настройку значения главного угла. Кроме того, такие станки обычно оснащаются дополнительной оснасткой и приспособлениями для заточки сверл больших диаметров и крестообразной подточки режущей части.
Другое важное отличие более дорогих моделей — это возможность предварительного выставления толщины снимаемого при заточке сверла металла, а также подача с поворотом для закругления задней поверхности.
Все это реализуется зажимной оснасткой и специальным механизмом подачи. В недорогих моделях поворот сверла на 180º для заточки противолежащей задней поверхности осуществляется вручную, а его точность зависит от глазомера оператора и твердости его руки.
У их «старших собратьев» эта функция механизирована, поэтому поворот получается абсолютно точным, а задние поверхности — симметричными.

Критерии выбора наждачного круга для станка
Чаще всего они изготовлены из электрокорунда с зернистостью от 80 до 100 мкм. При выборе заточного станка, особенно с полностью ручным управлением, необходимо в первую очередь обращать внимание на устройства с более мелкой зернистостью.
В более дорогих моделях станков для основной заточки и подточки сверл нередко используют алмазные диски. Этот вариант является предпочтительным, поскольку такой абразивный инструмент имеет более высокую геометрическую точность и лучший теплоотвод.
У мини-станков с кондуктором нет ограничителя подачи сверла, производитель рекомендует просто «слегка нажать несколько раз». Никто не пробовал сделать простое приспособление для реализации этой функции, а заодно и точного поворота на 180º?
Ведь это должно намного повысить качество заточки, особенно в части симметрии. Если у вас есть информация или какие-нибудь соображения по этому поводу, поделитесь, пожалуйста, ими в комментариях.
Cамодельное приспособление для заточки сверл: теория и практика с исправлением ошибок
Возникла проблема: для ремонта оборудования мне понадобилось в стальной пластине точно просверлить несколько отверстий диаметром 2 мм, а сверла оказались затуплены так, что горели и не работали.
Попробовал заточить их на самодельном наждаке, сделанном из трехфазного асинхронного двигателя с простым конденсаторным запуском. Станок на фото: подручник с разметкой для заточки сверл.

Однако мои навыки и крупнозернистый корундовый камень позволяют относительно хорошо править сверла от 4 мм, а с меньшими диаметрами возникают проблемы. Нужно профессиональное оборудование.
Эта необходимость сформировала задачу: сделать вручную простое и надежное как металлический болт приспособление для заточки мелких сверл. За основу взял идею из интернета (используется давно) под названием Wishbone (по-нашему – Вишбон), о чем и рассказываю ниже в этой статье.
Работать мне пришлось вечерами на кухне городской квартиры, а не частного дома после завершения всех этапов ужина. Естественно, пилил, сверлил и выравнивал практически на коленке самыми доступными ручными инструментами.
Поэтому Вишбон удалось закончить только на вторые сутки, хотя в условиях мастерской, пользуясь болгаркой и сверлильным станком его можно сделать за пару часов.
Вообще-же это приспособление продвинутые пользователи довольно быстро печатают на 3D принтере и получают качественные образцы ручного инструмента.

- Wishbone – на что способно приспособление для заточки сверл и какие функции ему не под силу
- Личный опыт изготовления инструмента Вишбон в домашних условиях своими руками
- 9 главных правил работы с Wishbone, без выполнения которых невозможно достичь хорошего результата
- Как выправить затупленные кромки
- Как точить сломанное сверло на Wishbone
- Видео по заточке мелких сверл на самодельном приспособлении
- Wishbone альтернативной конструкции: в чем отличия инструмента
- Какие ошибки я допустил при первом изготовлении и как их избежать
Wishbone – на что способно приспособление для заточки сверл и какие функции ему не под силу
Это изделие позволяет исправлять тупые и сломанные спиральные сверла довольно быстро, формировать их режущие кромки, как в заводских условиях для использования в быту.
Главная особенность устройства: не требует высоких навыков в заточке, работать можно любому человеку. Конструкция не сложная.
Сразу стоит учесть, что такая самоделка выполняет только двухплоскостную заточку. Ее возможности ограничены двумя функциями:
- формированием угла при вершине, причем можно отойти от стандартной для стали величины 120 градусов и перетачивать другие значения. Таблица зависимости углов и параметры обрабатываемого материала разного типа публикуют справочники;
- созданием заднего угла резания.
Рассказывать о них можно долго, но лучше Виктора Леонтьева (настоящий мастер) на его Ютуб канале вряд ли получится. Кто этого не знает – смотрите там. Считаю, что должен предупредить – это важно!

В принципе правильного создания этих двух углов достаточно для работы мелкими сверлами в быту, а часто и на производстве. Точить же перемычку на этом приспособлении не получится. Нужно использовать специальный станок.
Личный опыт изготовления инструмента Вишбон в домашних условиях своими руками
Материал корпуса можно выбрать любой, разных составов:
- лист алюминия ил мягкие сплавы;
- пластмассу;
- ламинат или ДВП;
- полиэтилен либо стеклопластик;
- даже деревянную дощечку.
Я остановился на пластинке из гетинакса: легко обрабатывается и высокая прочность.

Для изготовления корпуса на тетрадном листе в клеточку нарисовал эскиз. Чертежи не нужны. Масштаб 1:1. Положил на него в качестве ориентира размеров мелкое сверло.

Габариты для наглядности обвел красным карандашом, показал углы.

После этого размеры начертил на гетинаксе. В корпусе будущего устройства высверлил отверстия.

Поскольку нормального сверла у меня не было, то пришлось делать самодельное по принципу пушечного. Использовал кусочек спицы от советского велосипеда. Диаметр 2 мм.
Сточил напильником часть боковой кромки, а конец заточил в виде центрального угла. С одной стороны, оно является пародией на пушечное, но вполне рабочая конструкция для мягких материалов.
Допустимо делать их даже из гвоздей и проволоки разного диаметра. Так можно изготовить различные виды и диаметры подобного инструмента. Особая точность не требуется. Мои готовые сверла показаны на фото.

Из гетинакса ножовкой вырезал заготовку корпуса и дополнительную часть для крепления колесика – обычной шайбы для гайки М3. В качестве оси использовал кусочек медной проволоки 4 квадрата. Чтобы колесо хорошо вращалось пришлось уложить прокладку.

Способ соединения деталей – обычная клепка. Остальные детали Вишбон показал на фото.

Зажимную колодку (на фото пятиугольная фигура) выполнил отверстиями диаметром 4 мм.
В центральной части корпуса пришлось самодельными сверлами увеличить диаметр отверстия и нарезать резьбу. Метчик делал своими руками из шпильки М4: заточил один конец немного на конус и прорезал по длине с противоположных сторон часть резьбы ножовкой по металлу.
С противоположного конца резьбы зажал встречно две гайки, которые позволили работать с ним гаечным ключом.
Должен предупредить: заводским метчиком работать проще. Но, в критической ситуации и для мягких материалов эта конструкция оправдана.
Посередине угла 120 градусов процарапал биссектрису, служащую основанием для укладки самых тонких сверлышек.

Уменьшил высоту корпуса так, чтобы даже самые мелкие сверлышки выступали из него: так удобнее их устанавливать.

В верхней части данного Вишбон на выходе биссектрисы угла сделал метку, облегчающую процесс сборки: центровку осей больших сверл при их фиксации в приспособлении.

Метка указывает на центр сверла.
9 главных правил работы с Wishbone, без выполнения которых невозможно достичь хорошего результата
Показываю их в виде пошаговой инструкции со строгой последовательностью действий. Однако учтите: существует два приема работы с Вишбон:
- правка затупленных заводских кромок;
- приведение поломанных сверл в рабочее состояние.
Как выправить затупленные кромки
1. Ослабляем зажимные винты и под фиксирующую пластину заводим сверло, поджимаем крепление без фанатизма: потребуется выполнять регулировки.

2. С помощью лупы выставляем сверло так, чтобы режущие кромки были параллельны плоскости корпуса или колесиков. Очень удобно провернуть его пассатижами.

3. Регулируем угол заточки при вершине. Для этого на вершину сверла и колесика устанавливаем какую-то ровную направляющую, например, линейку. Плоскости приспособления и эталонной линии должны быть параллельны.
Но если надо сделать угол заточки не 120 градусов, а меньше, то сверло просто чуть выдвигаем выше, как на фото.

Для точного выставления определенного значения градусов необходимый угол вычерчивается на листе бумаги по транспортиру и проводится его биссектриса. Приспособление ориентируют по этому шаблону.
4. Винты крепления зажимаются до упора. Сверло фиксируется. После этого необходимо повторить замеры по пунктам 2 и 3. Проявляйте внимательность и аккуратность, как необходимое условие для точной заточки.
5. Wishbone располагаем вертикально на шлифовальной поверхности абразивного бруска или наждачной шкурки, уложенной на максимально ровную поверхность, например, стекла или пластика.

Затем его наклоняем под небольшим углом от вертикали для срезания затылочной области. На первых порах поможет простой шаблон.

После заточки нескольких сверл он потеряет актуальность благодаря сформированным навыкам.
6. Остается собственно заточка: Wishbone несильно прижимают к абразивной поверхности точильного приспособления в установленном положении (большие нагрузки вредны), плавно движениями ведут от себя, всегда располагая колесико впереди.
Не доходя до конца абразивной поверхности и без ее дальнейшего касания приспособление поднимают и по воздуху переносят в начало абразива. Процесс повторяют несколько раз.
Во время каждой заточки очень важно вести Wishbone всегда только в одном направлении: от себя.
7. Вишбон поворачивают вокруг оси сверла на 180 градусов и полностью повторяют пункты №5 №6 для второй кромки.
8. С помощью лупы (глазомер может подвести) производят визуальную оценку состояния режущих кромок, углов при вершине и заднего резания. При необходимости повторяют действия по пунктам №5 ÷8.
9. Заканчивается заточка одним проходом для каждой стороны, что обеспечивает удаление оставшихся заусениц на каждой из режущих кромок. Края станут идеальными. Советую проверить.
Должен заметить: когда я первый раз сделал Wishbone и сразу стал затачивать сверло по металлу, то, действуя по наитию, пренебрег большинством этих правил.
В результате теста удалось просверлить только алюминиевую пластину, а со стальной – не справился. Отверстия не получилось.

Весь этот процесс заточки и сверления я показал на видео ниже. Вам следует делать сразу все правильно, без лишней спешки.
Как точить сломанное сверло на Wishbone
Процесс, описанный выше, для поломанных сверл займет очень много времени. Поэтому поврежденный конец необходимо сточить на наждачном круге.
Можно также воспользоваться дрелью:
- вставить в нее поломанное сверло;
- включить реверс;
- задать угол 60 градусов к заточному камню. Такой наклон важен;
- запустить двигатель;
- аккуратно сточить обломанный конец на конус. Соблюдайте требования безопасности.

Теперь остается повторить все действия по исправлению кромок, дополнительно восстановить их формы.
Хорошие абразивные материалы быстро стачивают тонкие сверлышки. Поэтому после 20 проходов по обрабатываемой поверхности проводите визуальную оценку режущих кромок и углов, повторно их выставляйте.
Видео по заточке мелких сверл на самодельном приспособлении
Надеюсь, что мой процесс изготовления Вишбон своими руками поможет вам избежать тех недостатков, которые я умудрился допустить.
Wishbone альтернативной конструкции: в чем отличия инструмента
Альтернатива заключается в том, что направляющие колесики монтируются поперек, а не вдоль основной плоскости корпуса. Надеюсь, что изготовить такое устройство не сложно. Но для 3Д печати потребуются чертежи.

При этом заточка сверл ведется перпендикулярно плоскости режущих кромок. Для кого-то эта особенность инструмента принципиально важна…
Я так не считаю. Необходимо учесть, что спиральное сверло по металлу, используя стационарный станок, можно затачивать по-разному:
- уже упомянутый Виктор Леонтьев выполняет это действие, располагаю режущую кромку поперек вращения наждака;
- заточник Николай Куликов располагает ее параллельно. Смотрите его канал «Опыт Куликова» на Ютуб.
Оба приема этих экспертов работают правильно, имеют ряд преимуществ и недостатков. Сварщики точат сверла болгаркой. Этот инструмент у них всегда под рукой: позволяет отрезать любой болт, уголок, швеллер, фрагменты элементов из металла.
Самодельщики делают заточный станок, который приспособлен для правки элементов сверл на боковой стороне наждачного круга… Такие устройства, должен заметить, не всех устраивают.
Универсального совета нет. Какую конструкцию следует выбрать и использовать для заточки сверл по металлу своими руками – решайте сами.
Какие ошибки я допустил при первом изготовлении и как их избежать
На второй день эксплуатации своего приспособления заметил, что одно из колесиков заклинило и перестало вращаться. Не удалось провернуть даже руками. Его кромка сразу стерлась. Пришлось разбирать и ставить новое.
Вам же советую сразу делать колесики увеличенных диаметров следующим образом.
1. Выбрать 2 большие шайбы, внутрь которых плотно входят гайки М3 или М4.

Толщина у гайки больше, чем у шайбы, поэтому колесико будет вращаться между корпусами без необходимости применения ограничителя.
2. Через отверстие корпуса вкрутить винт или маленький болт, плотно накрутить гайку, надеть сверху шайбу, поставить ограничительную текстолитовую пластинку и зажать все второй гайкой вначале руками, затем – ключом.
В результате у людей получается вот такая конструкция самодельного устройства. Я планирую ее изготовить.

После нескольких тренировок у меня стали получаться вот такие кромки.

Результаты заточки и сверления уже радуют.
Поскольку большого опыта пока в этом деле нет, то прошу в комментариях давать полезные советы и рекомендации по работе устройства. Мне еще следует учиться. Буду благодарен за оказанное внимание.
Приспособления для заточки сверл по металлу: устройство и чертежи, приспособы в домашних условиях

В этой статье мы расскажем, что нужно делать, чтобы не покупать каждый раз новый расходный материал для токарного станка и сверления. Поделимся, какие существуют лучшие ручные и автоматические приспособления (точила) для заточки маленьких и больших сверл по металлу, как изготовить их в домашних условиях, а также как сделать точилку своими руками.
В какой момент необходимо затачивать инструмент
Работающие долго токари без подсказок поймут состояние рабочей кромки, но новички могут воспользоваться этими признаками:
- издается посторонний звук – скрип, свист;
- происходит быстрый нагрев;
- полученное отверстие обладает низким качеством, на нем есть зазубрины;
- стружка образуется не из всех канавок.
Если вовремя не произвести процедуру, неисправный инструмент может сломаться (обломится кончик, испортится заготовка) или застрять в стали. В результате аппарат вырвет из рук. Возможно сломанное оборудование или травма.
Покупные устройства
Можно купить уже созданный специализированный станок, но его использование всегда обладает определенным спектром функций, то есть задачи всегда узкоспециализированные. Применение самодельного аппарата, в свою очередь, обладает достоинствами:
- экономичность – изготовить его можно из подручных материалов;
- приобретение опыта – вы лучше начнете понимать специфику работы каждого аппарата, если сами его сделаете;
- уникальные цели – если вы работаете с нестандартными формами, размерами, легче всего сделать собственные самодельные точилки для сверл своими руками.
Но если вы хотите купить готовый станок, посмотрим, чем они различаются.
Основные виды заводских устройств
Они разделяются на два типа:
- со стандартным набором режимов по классическим размерам;
- с возможностью регулировать все параметры.
Последний намного функциональнее, но и стоит дороже. Он изготавливается в виде механизма на станину, статичен, выполняется из стали, поэтому не подвергается переносу. Второй – насадка на дрель, поэтому полностью регулируется этим строительным инструментом (количество оборотов создается вручную).
Советы по изготовлению кондуктора для заточки сверла самостоятельно
Нюансы и особенности:
- новички чаще пользуются купленными приспособлениями, а специалисты предпочитают собственноручно изготовленные;
- работа на домашнем оборудовании требует высокой точности, понимания работы электрических устройств, знаний о поведении инструментальной стали;
- ручной привод неэффективен, понадобится подключение движка;
- обязательно предварительное составление чертежа;
- на схеме необходимо отразить размеры и способы крепления.
Специфика затачивания с различной формой режущей кромки
Есть 4 типа края, они нуждаются в 2 разных подходах:
- одноплоскостный и двухплоскостный обрабатывается с помощью приближения плоскостей (поочередно) к абразивному кругу, двигать инструмент при этом не нужно;
- цилиндрический и конический подвергаются процедуре немного сложнее – рабочая часть также подносится к движущемуся абразиву, но одной рукой мастер нажимает на нее, а второй – держит кромку и покачивает ее из стороны в сторону, чтобы добиться равномерной шлифовки.
Ошибки и их предупреждение при работе с приспособлением для заточки сверл на наждаке
Часто бывают допущены промахи:
- Разная длина кромок. Приводит к их поломке. Избежать можно точным глазомером и измерением перед началом работы.
- Асимметричность углов. Полученный результат – фактическая эксплуатация только одно края. Решение – пересмотрите чертежи, возможно, у вас не очень функциональный держатель, его наклон приведет к асимметрии.
Какие углы должны быть для работы с разными материалами
Металлические сплавы имеют разную плотность, поэтому изделия из них необходимо обрабатывать в разных условиях, представим в виде таблицы:
Заточка в градусах
Алюминий, дерево, керамогранит
Самодельная стойка – приспособление для заточки сверла по металлу: как правильно точить и их конструктивные особенности
В зависимости от масштабов задач они могут быть разного размера. Установка крепится на токарном или точильном станке с помощью болтов. Их конструкция состоит из:
- основания;
- крепежного элемента для зажима инструмента;
- упорный механизм;
- винт, регулирующий подачу;
- зажимы.
На покупном образце находится шкала, она регулирует угол с высокой точностью. Если вы применяется самостоятельное устройство, то удобнее будет использовать шаблоны разного диаметра, их можно выполнить из дерева.
Простая приспособа из гайки для заточки сверла своими руками в домашних условиях
Для изготовления нужно минимум подручных материалов. Посмотрим на изображение:
Инструкция по созданию:
- Возьмите две гайки разного размера, с меньшей выпилите по 9 мм разрезы с трех граней с каждой стороны.
- Угол заточки должен соответствовать полученным краям – 120 градусов.
- Приварите сварочным аппаратам второе изделие к первому так, чтобы получились отверстия в виде треугольника.
- Подберите и вкрутите болт, совпадающий по размером с маленькой гайкой. Он будет зажимать обрабатываемый инструмент.
В такой держатель просовывается заготовка. Она надежно фиксируется прижимом. Теперь можно подносить деталь к абразивному кругу и не переживать, что срежете лишнее или с неправильным углом.
Заточное приспособление на дрель для сверл своими руками
Мы рассказали, что можно купить насадку на электродрель. Обычно они выполнены из пластика и имеют стандартные разъемы. Сделать аналог можно дома, рекомендации:
- выполняйте детали из металла, а не пластиковые;
- соедините наждачный круг с патроном при помощи кольца;
- наждачный конус можно изготовить на токарном станке;
- внешний корпус (крышка с отверстиями разных диаметров под нужные размеры инструмента) лучше всего сделать из дерева, но можно из стали.
Чтобы вам проще было делать самоделку, посмотрим, из чего состоит покупная модель. Это на видео объясняет и показывает комментатор после произведенного разбора:
Устройство для болгарки
Этот электроинструмент тоже применяют для затачивания, это легко объяснить – установка абразивного диска является естественной задачей углошлифовальной машины, а крепеж под нужным углом к вращающемуся абразиву сделать легко. Посмотрим, как это выглядит:
К кожуху необходимо прикрепить металлический уголок, он будет выполнять функцию направляющего для качественной заточки сверла. Регулировка происходит вручную. Есть и минусы, к ним относится то, что сам диск подвергается неравномерной нагрузке и при длительном использовании может раскрошиться.
Самоделка: оправка для заточки сверл из дверных петель своими руками
Еще один интересный домашний вариант.
Многие считают, что она избыточно сложная. Но мы рассмотрим изготовление:
- нижняя часть фиксируется на подручнике;
- верхняя перемещает заготовку;
- нижний палец нужно вытащить, оставить только верхний;
- следует разрезать на две части одну из петель – одна из них регулирует наклон;
- нужно приварить металлический уголок, нарезать резьбу под болт в просверленных отверстиях;
- далее нужно заварить барашек, чтобы вращать упорный механизм.
Более подробная поэтапная инструкция в видео:
Спиральный тип
Для этой самодельной приспособы необходима втулка с диаметром в точности повторяющим размер сверла, заточка которого будет производиться своими руками. Это могут быть трубки из меди, алюминия. Направляющие следует выточить из дерева. В бруске сверлятся отверстия под заданным углом – в них нужно будет вставлять инструмент. Отдельно нужно создать подручник, который отвечает за упор и правильное положение заготовки.
Требования безопасности
- всегда надевайте перчатки, закрытую обувь и одежду;
- проверяйте фиксацию элементов перед включением электропривода;
- станки должны иметь заземление;
- обеспечьте рабочую зону освещением и легким доступом к столу.
Работаем с бетонным инструментом
- используйте круг с алмазным напылением;
- работайте на низких оборотах;
- начните с углов кромок, они должны быть под 90 градусов, затем – задние поверхности.
Если высота режущей части не превышает 10 мм, легче купить новую насадку.
Как заточить сверло по металлу: приспособление на дрель
Мы осветили все возможные варианты, подробнее остановимся на одном из самых популярных. Его фото:
Конструкция
Состоит из следующих элементов:
- пластикового корпуса;
- наждачного круга;
- муфта для соединения с электродрелью;
- крышка с отверстиями разного диаметра.
Преимущества и недостатки
- низкая стоимость;
- легкость управления;
- размерный ряд – от 3 до 10 мм.
- не подходит для заводского, постоянного использования;
- нельзя применять для сломанных резцов;
- низкая фиксация в патроне;
- нельзя индивидуально настраивать угол.
Сферы применения
Подходит только для употребления дома, если пользоваться в условиях производства, то быстро будут ломаться абразивные круги, а также сам электроинструмент.
Как подобрать насадку
Факторы для выбора:
- совместимость диаметра с дрелью;
- углы заточки;
- размеры отверстий для сверл;
- производитель;
- наличие в комплекте второго точильного камня с менее распространенным наклоном.
Какие еще бывают насадки
Чтобы сделать электродрель максимально функциональной, ее оснащают простым приспособлением для заточки своими руками не только сверл, но и других инструментов:
- дисковых пил;
- ножей и стамесок.
Это удобный многофункциональный вариант для домашнего использования.
Комплектация
Очень удобно использовать подставку, чтобы не держать дрель на весу, она состоит из металлического корпуса (Элемент А), крышки (Б), кольца-держателя (В) и шлифовальной головки (Г). Посмотрим, как выглядит аппарат в комплекте:
Описание порядка сборки упора для заточки сверл: самодельное приспособление в домашних условиях
Перед началом работы необходимо поместить деталь Б в верхнюю часть А, совместив их радиусы отверстий. Затем на электродрель надевается элемент В, а Г крепится к патрону.
Многообразие изделий
Многие проверенные компании реализуют продукцию этого типа, в том числе бренды:
- Sparta.
- Bosch.
- KWB.
- Dremel.
- STURM и другие.
Будьте осторожны с китайскими аналогами.
3 простых самодельных устройства для заточки сверл своими руками: как сделать
Мы уже рассказали о принципах действия основных приспособ, а теперь дадим ролики с описанием, чтобы вы могли по инструкции дома сделать такие же аппараты.
Из дверных петель
Из гайки
На болгарке
На дрели
В статье мы рассказали про типы заточных станков для сверл, привели чертежи. Рекомендуем следовать правилам безопасности, описанным выше, чтобы не получить травму, а также не испортить электрические приборы.Также вы можете ознакомиться с нашим ассортиментом ленточнопильных изделий. Компания «Рокта» уже 15 лет на российском рынке. За это время мы охватили практически все города страны – обращайтесь!
Чертежи приспособления для заточки сверл своими руками
Подобрав правильный чертеж приспособления для заточки сверл, можно в домашних условиях изготовить самодельное полноценное оборудование. Благодаря такому устройству существенно упрощается поставленная задача по обеспечению нужной геометрической формы инструмента.
При его использовании нет необходимости переживать не только о вращении потенциально опасных точильных камней, но и об углах заточки, которые нужно правильно выдерживать, вылавливая каждый градус вручную.
Особенности использования заточных самодельных приспособлений
В процессе сверления отверстий в металлических изделиях, сверла довольно сильно изнашиваются, что приводит к их нагреванию и утрате своих свойств. Во избежание такого явления, требуются меры по обеспечению регулярного восстановления их геометрических параметров. Выполнить это можно посредством специального оборудования для заточки сверлильного инструмента. Создание такого нехитрого устройства, может быть выполнено самостоятельно, что позволит осуществлять качественное затачивание без каких-либо существенных финансовых затрат.
Многими опытными специалистами практически не применяются заточные приспособления, поскольку они абсолютно уверены в своем опыте и глазомере, который позволяет им правильно точить сверла. Но на практике, использование таких устройств крайне необходимо, так как это позволяет провести механизацию данного процесса. В результате таких работ будет обеспечиваться максимальная точность и качество выполненной заточки.
Современный рынок предлагает различные виды оборудования, которое позволяет качественным образом осуществить восстановление геометрии режущих инструментов, даже при отсутствии опыта в этом деле. При этом, нет острой необходимости в приобретении таких изделий, поскольку их можно изготовить своими руками по имеющимся чертежам приспособлений для заточки сверл.
Чертежи простейших приспособлений
Простейшими устройствами для заточки могут быть втулки, внутренний диаметр которых соответствует поперечным размерам сверл. Втулка жестко фиксируется в надежное основание с учетом определенного угла. При подборе втулки для таких приспособлений, следует обращать внимание на соответствие ее внутреннего диаметра с поперечным размером затачиваемых инструментов. Запрещается, чтобы обрабатываемые инструменты болтались во втулке, поскольку, даже при отклонении в 1-2 градуса по оси от требуемых значений, могут существенно снизиться показатели качества и точности заточки.

Такие самодельные приспособления для заточки сверл должны быть оснащены обоймами. Для их изготовления подойдут медные или алюминиевые трубки, внутренний диаметр которых равняется типовому размеру используемого сверлильного инструмента.
В некоторых случаях задачу можно упростить, установив на данную конструкцию деревянный брусок, в котором должны быть просверлены отверстия, с диаметром соответствующим используемому инструменту. Одним из важнейших элементов такого изделия считается наличие подручника, который необходим для:
- обеспечения правильной фиксации сверлильного инструмента и возможности точного перемещения в отношении поверхности абразивного камня;
- создания упорной точки для затачиваемого сверла.

Такие изделия из дубовых брусков, в которых предусмотрены разнокалиберные отверстия, являются наиболее надежными. Благодаря им выполняется качественная и точная заточка инструментов. Основной задачей, которая должна быть решена самодельным станком или подобным приспособлением, является правильная ориентация режущей части обрабатываемых инструментов для получения точности требуемого угла заточки.
Для изготовления самодельного станка для заточки сверл, может быть использован ряд различных конструктивных вариаций подобного оборудования. При наличии соответствующих чертежей и понимании принципа работы данного оборудования, можно изготовить заточное оборудование самостоятельно в домашних условиях.
Конструкция состоит из следующих элементов:






Существуют важные правила, которые должны соблюдаться в процессе эксплуатации такого приспособления, а именно затачиваемый инструмент не должен вращаться вокруг своей оси. В случае даже незначительного поворота, заточку должна быть выполнена снова.
Заточенный инструмент должен быть остужен естественным способом. После чего следует выполнить проверку его восстановленных геометрических параметров. Для этого можно использовать шаблон. Следует учитывать, что каждая режущая кромка сверла может иметь отличие друг с другом, не больше чем на десятую долю мм. При этом, особое внимание стоит уделять данному параметру, если сверла имеют небольшой диаметр.
Видео «Приспособление для заточки сверл по чертежу»
Чертеж полноценного приспособления
Довольно простой способ изготовления самодельного заточного оборудования, которое практически ничем не отличается от заводского изделия. Для его сборки по готовым чертежам требуется около 1,5-2 часов времени.

Для изготовления своими руками приспособления для заточки сверл необходимо предусмотреть наличие следующих расходных материалов, оборудования и инструментов:
- сварочного аппарата;
- электрической дрели;
- болгарки;
- стандартного слесарного набора инструментов;
- уголка, размер полок которого 30х30, а его длина 100-150 мм;
- металлических пластин, имеющих разную толщину (3-5 мм);
- шпильки или куска стальных прутов, диаметр которых составляет 10-12 мм;
- шайб, винтов, болтов и гаек, имеющих различные размеры.

В первую очередь выполняется изготовление станины, которое будет основанием в точильном устройстве. Для этого используют стальную пластину, на которую приваривается стальной пруток (12 мм в диаметре) под углом 75 градусов. Он будет являться осью.

После чего на приваренный прут следует насадить шайбу, которая будет представлять собой опорный подшипник. Величина угла, поворота станины при затачивании сверла будет незначительной, поэтому в использовании стандартного шарикового подшипника нет резона.
 Ложе, где будет размещаться затачиваемый инструмент, выполняется из подготовленного уголка. Одну сторону на угловом профиле, которая обращена к стороне точильного камня, необходимо сточить под углом 60 градусов. На ложе, согласно чертежа, приваривается кронштейн, посредством которого будет выполняться фиксация поворотного узла приспособления. В результате этого будет изготовлена конструкция, углы которой, в случае параллельного положения ложа и станины, должны быть расположены к поверхности абразивного камня в соответствии с углом затачиваемого сверла.
Ложе, где будет размещаться затачиваемый инструмент, выполняется из подготовленного уголка. Одну сторону на угловом профиле, которая обращена к стороне точильного камня, необходимо сточить под углом 60 градусов. На ложе, согласно чертежа, приваривается кронштейн, посредством которого будет выполняться фиксация поворотного узла приспособления. В результате этого будет изготовлена конструкция, углы которой, в случае параллельного положения ложа и станины, должны быть расположены к поверхности абразивного камня в соответствии с углом затачиваемого сверла.
У заточного станка, который представлен на чертеже предусмотрены фиксированные углы наклона, но для больших возможностей желательно обеспечить возможность регулирования углов. В таких случаях будет больше шансов использования приспособления при необходимости восстановить инструменты, с разными углами заточки, например, если необходимо заточить сверла по металлу, бетону и пр.
Для создания более функционального узла можно воспользоваться чертежами других конструкций, имеющих возможность регулировки углов:
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!

Возможно, меня уволят за это!
Я давно хотел разместить серию постов по теме самодельных станков с ЧПУ. Но всегда останавливал тот факт, что Станкофф – станкоторговая компания. Дескать, как же так, мы же должны продавать станки, а не учить людей делать их самостоятельно. Но увидев этот проект я решил плюнуть на все условности и поделиться им с вами.
И так, в рамках этой статьи-инструкции я хочу, что бы вы вместе с автором проекта, 21 летним механиком и дизайнером, изготовили свой собственный настольный фрезерный станок с ЧПУ. Повествование будет вестись от первого лица, но знайте, что к большому своему сожалению, я делюсь не своим опытом, а лишь вольно пересказываю автора сего проекта.
В этой статье будет достаточно много чертежей, примечания к ним сделаны на английском языке, но я уверен, что настоящий технарь все поймет без лишних слов. Для удобства восприятия, я разобью повествование на «шаги».
Предисловие от автора
Уже в 12 лет я мечтал построить машину, которая будет способна создавать различные вещи. Машину, которая даст мне возможность изготовить любой предмет домашнего обихода. Спустя два года я наткнулся на словосочетание ЧПУ или если говорить точнее, то на фразу “Фрезерный станок с ЧПУ”. После того как я узнал, что есть люди способные сделать такой станок самостоятельно для своих нужд, в своем собственном гараже, я понял, что тоже смогу это сделать. Я должен это сделать! В течение трех месяцев я пытался собрать подходящие детали, но не сдвинулся с места. Поэтому моя одержимость постепенно угасла.
В августе 2013 идея построить фрезерный станок с ЧПУ вновь захватила меня. Я только что окончил бакалавриат университета промышленного дизайна, так что я был вполне уверен в своих возможностях. Теперь я четко понимал разницу между мной сегодняшним и мной пятилетней давности. Я научился работать с металлом, освоил техники работы на ручных металлообрабатывающих станках, но самое главное я научился применять инструменты для разработки. Я надеюсь, что эта инструкция вдохновит вас на создание своего станка с ЧПУ!
Шаг 1: Дизайн и CAD модель
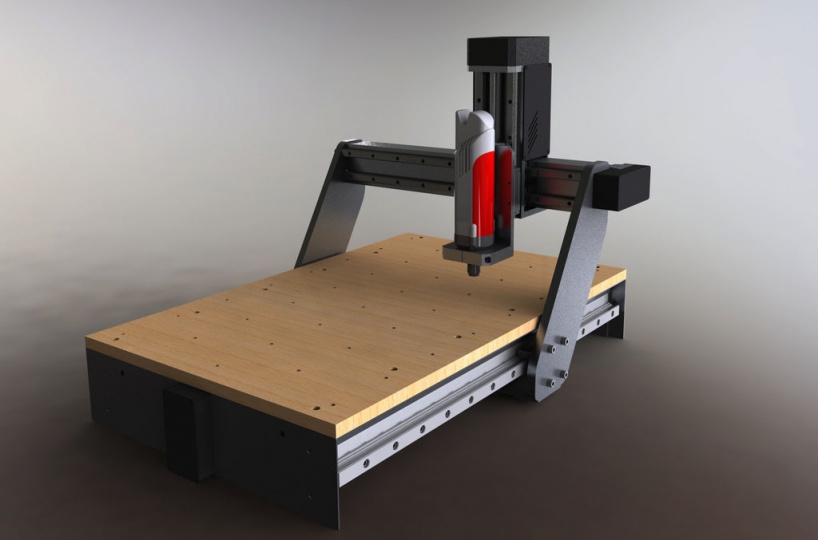
Все начинается с продуманного дизайна. Я сделал несколько эскизов, чтобы лучше прочувствовать размеры и форму будущего станка. После этого я создал CAD модель используя SolidWorks. После того, как я смоделировал все детали и узлы станка, я подготовил технические чертежи. Эти чертежи я использовал для изготовления деталей на ручных металлообрабатывающих станках: токарном и фрезерном.
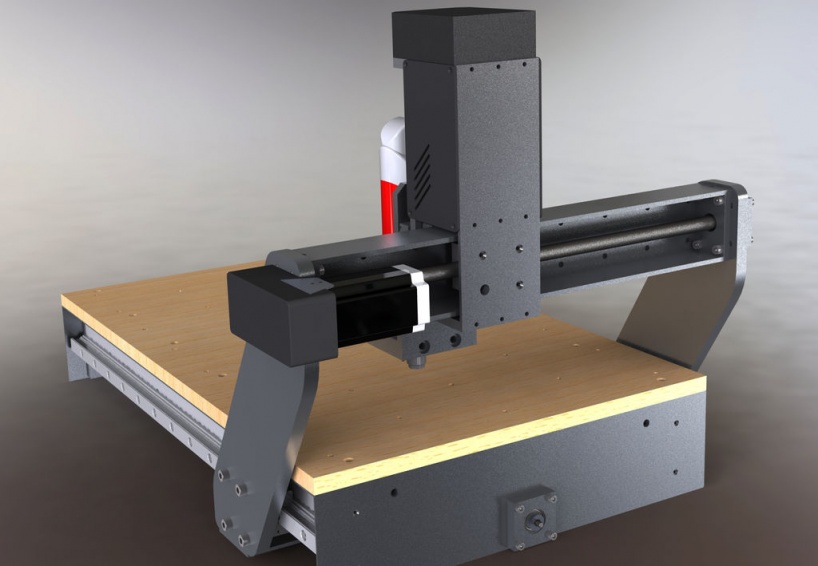
Признаюсь честно, я люблю хорошие удобные инструменты. Именно поэтому я постарался сделать так, чтобы операции по техническому обслуживанию и регулировке станка осуществлялись как можно проще. Подшипники я поместил в специальные блоки для того, чтобы иметь возможность быстрой замены. Направляющие доступны для обслуживания, поэтому моя машина всегда будет чистой по окончанию работ.
Файлы для скачивания «Шаг 1»
Шаг 2: Станина
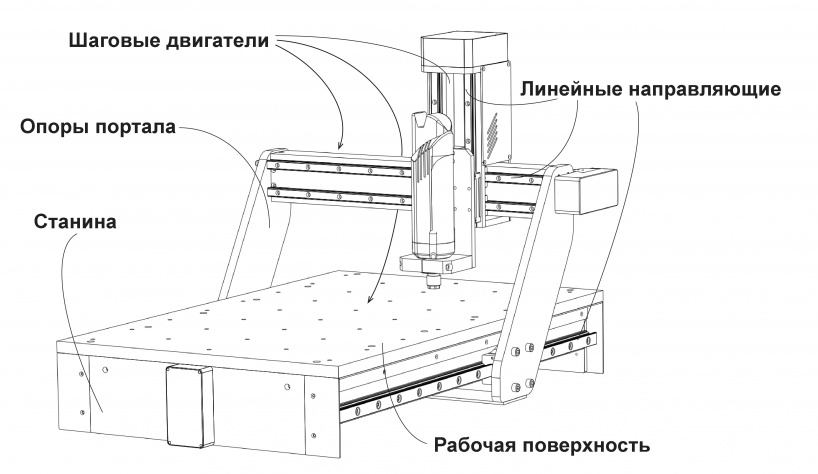
Станина обеспечивает станку необходимую жесткость. На нее будет установлен подвижной портал, шаговые двигатели, ось Z и шпиндель, а позднее и рабочая поверхность. Для создания несущей рамы я использовал два алюминиевых профиля Maytec сечением 40х80 мм и две торцевые пластины из алюминия толщиной 10 мм. Все элементы я соединил между собой на алюминиевые уголки. Для усиления конструкции внутри основной рамы я сделал дополнительную квадратную рамку из профилей меньшего сечения.
Для того, чтобы в дальнейшем избежать попадания пыли на направляющие, я установил защитные уголки из алюминия. Уголок смонтирован с использованием Т-образных гаек, которые установлены в один из пазов профиля.
На обоих торцевых пластинах установлены блоки подшипников для установки приводного винта.
Станок с ЧПУ по дереву: инструкция по монтажу своими руками, особенности комплектующих
Самостоятельная сборка станка с ЧПУ за неделю
По мнению большого количества умельцев, станок по обработке деревянных заготовок с ЧПУ самостоятельно сделать не получится, потому как это крайне сложное устройство с технической точки зрения. Такое суждение является ошибочным, ведь данное приспособление самому сделать вполне возможно, но только в том случае, если под руками есть требуемые инструменты и комплектующие.
Приняв решение занять выполнением станка с ЧПУ, требуется знать, что подобный процесс отнимет определенное количество времени, но в неделю можно вложиться. Также будет нужно подготовить небольшую сумму денежных средств. Не обратив внимания на трудности, есть возможность обзавестись производительным устройством, благодаря которому получится совершать обработку материалов, при этом имея высокую точностью.
Инструкция по самодельной сборке. Подготовка
Есть возможность купить набор, который поможет в конструировании. Также есть возможность выполнить все работы вручную. Если решились не покупать готовый набор, а заняться собственной сборкой станка с ЧПУ, необходимо придерживаться определенной схемы проведения будущих работ.
Основой оборудования может стать старый станок для сверления, где рабочий инструмент фрезерный. Наиболее трудозатратный этап – конструирование механизма, который обеспечит перемещение приспособления в трех плоскостях. Старый принтер будет источником деталей, ведь с него можно взять каретку, благодаря которой инструмент сможет передвигаться в двух плоскостях.
Такая схема сборки дает возможность без проблем подключить к устройству программное обеспечение
. Недостаток будет лишь один – станок способен выполнять обработку лишь пластикового, деревянного материала, а также тонкого металла. Обусловлено это тем, что установленные каретки не имеют необходимую жесткость.
Для того чтобы собственноручно созданный фрезерный станок сумел обрабатывать больше материалов, в качестве элемента перемещающего фрезу, следует установить мощный двигатель шагового типа. Такой аппарат искать не обязательно, ведь его легко сконструировать с электромотора, попросту немного добавив доработки. Установка шагового двигателя позволяет отказаться от применения винтовой передачи. Функционал и характеристики устройства не ухудшаться. Хорошо, когда устройства имеют пять проводов для управления, потому как от этого зависит функциональность станка. Еще нужно определить количество градусов на один шаг, напряжение и сопротивление обмотки. Имея эти данные, удастся правильно отрегулировать программное обеспечение устройства.
В том случае, когда решение использовать каретки принтера будет принято, то лучше всего взять их от крупной модели, ведь они будут более надежные и прочные. Зубчатый ремень является оптимальным элементом, передающим усилие на вал фрезы. Это обусловлено тем, что ремень обеспечит отсутствие проскальзывания на шкивах. Механизм фрезера считается самым важным компонентом такого станка. При его изготовлении, должно быть приложено максимум усилий и внимания. Создать механизм помогут хорошо подобранные чертежи, которыми потребуется руководствоваться в дальнейшем.
Процесс сборки устройства
Основа – прямоугольную балку, которую следует прочно установить на направляющие. Во время монтажа несущей конструкции, лучше не прибегать к применению сварных соединений. Для этой цели хорошо подходят винты. Это обусловлено тем, что швы могут потерять целостность из-за постоянной вибрационной нагрузки. Рама по истечению времени потеряет жесткость, что приведет к потере точности производимых работ по обработке заготовок.
Порядок выполнения сборки станка с ЧПУ по дереву
- 1.Первоначально производиться установка направляющих элементов, их монтаж на конструкции.
- 2.Суппорты следует перемещать по направляющим, чтобы они притёрлись. Данное действие нужно выполнять до того времени, пока не будет получен плавный ход.
- 3.Зажимаем болты для того, чтобы полностью зафиксировать суппорты.
- 4.Укрепляем компоненты на саму основу.
- 5.Установка винтов для хода с муфтами.
- 6.Монтаж двигателей, которые фиксируются к винтам муфт.
Любой станок с ЧПУ не обойдется без важного элемента – вертикальной оси, выполненной из алюминиевой плиты. Дома такую деталь можно произвести при использовании муфельной плиты. После завершения работы, следует сделать два двигателя, которые будут установлены за осью, и перемещаться вертикально, а также горизонтально. После установки всех деталей, стоит проверить станок во время работы, а в случае наличия оплошностей, устранить их.
Компоненты электрики
Станок с ЧПУ по дереву будет функционировать под управлением ПО, которое нужно точно подобрать. Во время выбора нужно учитывать будущую хорошую работоспособность, чтобы аппарат не имел ограничений в плане функционала. ПО обязательно нужно подбирать при учете наличия драйверов для контроллеров, установленных на мини-станок. Следует задуматься и о программе для контроля, посредством которой будет проводить контроль, а также ведение рабочих режимов.
Произведенный своими руками аппарат обязательно должен иметь качественные комплектующие, ведь это решит его точность выполнения обработки. После того, как электронные детали полностью подключены, следует заняться установкой программного обеспечения. Только тогда, как данные меры прошли успешно, необходимо запустить систему, что позволит проверить работоспособность используемых для управления программ. Если станут, обнаружены недостатки, можно сразу же их устранить.
При правильном подходе к работе и выполнении соответственной технологии, домашний мастер сумеет найти подход к большому числу сложных операций, без зависимости, по металлу или дереву. Уделив должное внимание, мы имеем готовый к работе агрегат, который нечем не уступает купленному.
Большой портальный фрезерный станок с ЧПУ своими руками
Здравствуй дорогой читатель, в этой статье хочу поделиться своим опытом постройки фрезерного портального станка с числовым программным управлением.

Подобных историй в сети очень много, и я наверное мало кого удивлю, но может эта статья будет кому то полезна. Эта история началась в конце 2016 года, когда я со своим другом – партнером по разработке и производству испытательной техники аккумулировали некую денежную сумму. Дабы просто не прогулять деньги (дело то молодое), решили их вложить в дело, после чего пришла в голову идея изготовления станка с ЧПУ. У меня уже имелся опыт постройки и работы с подобного рода техникой, да и основной областью нашей деятельности является конструирование и металлообработка, что сопутствовало идее с постройкой станка ЧПУ.
Вот тогда то и началась движуха, которая длиться и по сей день…
Продолжилось все с изучения форумов посвященных ЧПУ тематике и выбора основной концепции конструкции станка. Предварительно определившись с обрабатываемыми материалами на будущем станке и его рабочим полем, появились первые бумажные эскизы, в последствии которые были перенесены в компьютер. В среде трех мерного моделирования КОМПАС 3D, станок визуализировался и стал обрастать более мелкими деталями и нюансами, которых оказалось больше чем хотелось бы, некоторые решаем и по сей день.
Одним из начальных решений было определение обрабатываемых на станке материалов и размеры рабочего поля станка. Что касается материалов, то решение было достаточно простым — это дерево, пластик, композитные материалы и цветные металлы (в основном дюраль). Так как у нас на производстве в основном металлообрабатывающие станки, то иногда требуется станок, который обрабатывал бы быстро по криволинейной траектории достаточно простые в обработке материалы, а это в последствии удешевило бы производство заказываемых деталей. Отталкиваясь от выбранных материалов, в основном поставляемых листовой фасовкой, со стандартными размерами 2,44х1,22 метра (ГОСТ 30427-96 для фанеры). Округлив эти размеры пришли к таким значениям: 2,5х1,5 метра, рабочее пространство определенно, за исключением высоты подъёма инструмента, это значение выбрали из соображения возможности установки тисков и предположили что заготовок толще 200мм у нас не будет. Так же учли тот момент, если потребуется обработать торец какой либо листовой детали длиной более 200мм, для этого инструмент выезжает за габариты основания станка, а сама деталь/заготовка крепится к торцевой стороне основания, тем самым может происходить обработка торца детали.
Конструкция станка представляет собой сборное рамное основание из 80-й профильной трубы со стенкой 4мм. По обе стороны длинны основания, закреплены профильные направляющие качения 25-го типоразмера, на которые установлен портал, выполненный в виде трех сваренных вместе профильных трубы того же типоразмера что и основание.
Станок четырех осевой и каждую ось приводит в движение шарико-винтовая передача. Две оси расположены параллельно по длинной стороне станка, спаренных программно и привязанных к Х координате. Соответственно оставшиеся две оси – это Y и Z координаты.
Почему именно остановились на сборной раме: изначально хотели делать чисто сварную конструкцию с закладными приваренными листами под фрезеровку, установку направляющих и опор ШВП, но для фрезеровки не нашли достаточно большого фрезерно-координатного станка. Пришлось рисовать сборную раму, чтобы была возможность обработать все детали своими силами с имеющимися на производстве металлообрабатывающими станками. Каждая деталь, которая подвергалась воздействию электродуговой сварки, была отожжена для снятия внутренних напряжений. Далее все сопрягаемые поверхности были выфрезерованны, и в последствии подгонки пришлось местами шабрить.
Залезая вперед, сразу хочу сказать, что сборка и изготовление рамы оказалась самым трудоемким и финансово затратным мероприятием в постройке станка. Первоначальная идея с цельно сваренной рамой по всем параметрам обходит сборную конструкцию, по нашему мнению. Хотя многие могут со мной и не согласиться.
Многие любители и не только, собирают такого рода и размера (и даже большего) станки у себя в мастерской или гараже, делая целиком сварную раму, но без последующего отжига и механической обработки за исключением сверления отверстий под крепление направляющих. Даже если повезло со сварщиком, и он сварил конструкцию с достаточно хорошей геометрией, то в последствии работы этого станка ввиду дребезга и вибраций, его геометрия будет уходить, меняться. Я конечно могу во многом ошибаться, но если кто то в курсе этого вопроса, то прошу поделиться знаниями в комментариях.
Сразу хочу оговориться, что станки из алюминиевого конструкционного профиля мы тут пока рассматривать не будем, это скорее вопрос другой статьи.
Продолжая сборку станка и обсуждая его на форумах, многие начали советовать сделать внутри рамы и снаружи диагональные стальные укосины для добавления еще большей жесткости. Мы этим советом пренебрегать не стали, но и добавлять укосины в конструкцию то же, так как рама получилась достаточно массивной (около 400 кг). А по завершению проекта, периметр обошъётся листовой сталью, что дополнительно свяжет конструкцию.
Давайте теперь перейдем к механическому вопросу этого проекта. Как было ранее сказано, движение осей станка осуществлялось через шарико–винтовую пару диаметром 25мм и шагом 10мм, вращение которой передается от шаговых двигателей с 86 и 57 фланцами. Изначально предполагали вращать непосредственно сам винт, дабы избавиться от лишних люфтов и дополнительных передач, но без них не обошлось в виду того, что при прямом соединении двигателя и винта, последний на больших скоростях начало бы разматывать, особенно когда портал находится в крайних положениях. Учитывая тот факт, что длина винтов по Х оси составила почти три метра, и для меньшего провисания был заложен винт диаметром 25мм, иначе хватило бы и 16 мм-го винта.
Этот нюанс обнаружился уже в процессе производства деталей, и пришлось быстрым темпом решать эту проблему путем изготовления вращающейся гайки, а не винта, что добавило в конструкцию дополнительный подшипниковый узел и ременную передачу. Такое решение так же позволило хорошо натянуть винт между опорами.
Конструкция вращающейся гайки довольно проста. Изначально подобрали два конических шарикоподшипника, которые зеркально одеваются на ШВП гайку, предварительно нарезав резьбу с ее конца, для фиксации обоймы подшипников на гайке. Подшипники вместе с гайкой вставали в корпус, в свою очередь вся конструкция крепится на торце стойки портала. Спереди ШВП гайки закрепили на винты переходную втулку, которую в последствии в собранном виде на оправке обточили для придания соостности. На неё одели шкив и поджали двумя контргайками.
Очевидно, что некоторые из вас, зададутся вопросом о том – «Почему бы не использовать в качестве механизма передающего движения зубчатую рейку?». Ответ достаточно прост: ШВП обеспечит точность позиционирования, большую двигающую силу, и соответственно меньший момент на валу двигателя (это то, что я с ходу вспомнил). Но есть и минусы – более низкая скорость перемещения и если брать винты нормального качества, то соответственно и цена.
Кстати, мы взяли ШВП винты и гайки фирмы TBI, достаточно бюджетный вариант, но и качество соответствующее, так как из взятых 9 метров винта, пришлось выкинуть 3 метра, ввиду несоответствия геометрических размеров, ни одна из гаек просто не накрутилась…
В качестве направляющих скольжения, были использованы профильные направляющие рельсового типоразмера 25мм, фирмы HIWIN. Под их установку были выфрезерованны установочные пазы для соблюдения параллельности между направляющими.
Опоры ШВП решили изготовить собственными силами, они получились двух видов: опоры под вращающиеся винты (Y и Z оси) и опоры под не вращающиеся винты (ось Х). Опоры под вращающиеся винты можно было купить, так как экономии ввиду собственного изготовления 4 деталей вышло мало. Другое дело с опорами под не вращающиеся винты – таких опор в продаже не найти.
Из сказанного ранее, ось Х приводится в движение вращающимися гайками и через ременную зубчатую передачу. Так же через ременную зубчатую передачу решили сделать и две другие оси Y и Z, это добавит большей мобильности в изменении передаваемого момента, добавит эстетики в виду установки двигателя не вдоль оси винта ШВП, а сбоку от него, не увеличивая габариты станка.
Теперь давайте плавно перейдем к электрической части, и начнем мы с приводов, в качестве них были выбраны шаговые двигатели, разумеется из соображений более низкой цены по сравнению с двигателями с обратной связью. На ось Х поставили два двигателя с 86-м фланцем, на оси Y и Z по двигателю с 56-м фланцем, только с разным максимальным моментом. Ниже постараюсь представить полный список покупных деталей…
Электрическая схема станка довольно проста, шаговые двигатели подключаются к драйверам, те в свою очередь подключается к интерфейсной плате, она же соединяется через параллельный порт LPT с персональным компьютером. Драйверов использовал 4 штуки, соответственно по одной штуке на каждый из двигателей. Все драйвера поставил одинаковые, для упрощения монтажа и подключения, с максимальным током 4А и напряжением 50В. В качестве интерфейсной платы для станков с ЧПУ использовал относительно бюджетный вариант, от отечественного производителя, как указанно на сайте лучший вариант. Но подтверждать или опровергать это не буду, плата проста в своем применении и самое главное, что она работает. В своих прошлых проектах применял платы от китайских производителей, они тоже работают, и по своей периферии мало отличаются, от использованной мной в этом проекте. Заметил во всех этих платах, один может и не существенный, но минус, на них можно всего лишь установить до 3-х концевых выключателя, но на каждую ось требуется как минимум по два таких выключателя. Или я просто не разобрался? Если у нас 3-х осевой станок, то соответственно нам надо установить концевые выключатели в нулевых координатах станка (это еще называется «домашнее положение») и в самых крайних координатах чтобы в случае сбоя или не хватки рабочего поля, та или иная ось просто не вышла из строя (попросту не сломалась). В моей схеме использовано: 3 концевых без контактных индуктивных датчика и аварийная кнопка «Е-СТОП» в виде грибка. Силовая часть запитана от двух импульсных источников питания на 48В. и 8А. Шпиндель с водяным охлаждением на 2,2кВт, соответственно включенный через частотный преобразователь. Обороты устанавливаются с персонального компьютера, так как частотный преобразователь подключен через интерфейсную плату. Обороты регулируются с изменения напряжения (0-10 вольт) на соответствующем выводе частотного преобразователя.
Все электрические компоненты, кроме двигателей, шпинделя и конечных выключателей были смонтированы в электрическом металлическом шкафу. Все управление станком производится от персонального компьютера, нашли старенький ПК на материнской плате форм фактора ATX. Лучше бы, чуть ужались и купили маленький mini-ITX со встроенным процессором и видеокартой. При не малых размерах электрического ящика, все компоненты с трудом разместились внутри, их пришлось располагать достаточно близко друг к другу. В низу ящика разместил три вентилятора принудительного охлаждения, так как воздух в нутрии ящика сильно нагревался. С фронтальной стороны прикрутили металлическую накладку, с отверстиями под кнопки включения питания и кнопки аварийного останова. Так же на этой накладке разместили панельку для включения ПК, ее я снял с корпуса старого мини компьютера, жаль, что он оказался не рабочим. С заднего торца ящика тоже закрепили накладку, в ней разместили отверстия под разъемы для подключения питания 220V, шаговых двигателей, шпинделя и VGA разъем.
Все провода от двигателей, шпинделя, а также водяные шланги его охлаждения проложили в гибкие кабель каналы гусеничного типа шириной 50мм.
Что касается программного обеспечение, то на ПК размещенного в электрическом ящике, установили Windows XP, а для управления станком применили одну из самых распространенных программ Mach3. Настройка программы осуществляется в соответствии с документацией на интерфейсную плату, там все описано достаточно понятно и в картинках. Почему именно Mach3, да все потому же, был опыт работы, про другие программы слышал, но их не рассматривал.
Технические характеристики:
Рабочее пространство, мм: 2700х1670х200;
Скорость перемещения осей, мм/мин: 3000;
Мощность шпинделя, кВт: 2,2;
Габариты, мм: 2800х2070х1570;
Вес, кг: 1430.
Список деталей:
Профильная труба 80х80 мм.
Полоса металлическая 10х80мм.
ШВП TBI 2510, 9 метров.
ШВП гайки TBI 2510, 4 шт.
Профильные направляющие HIWIN каретка HGH25-CA, 12 шт.
Рельс HGH25, 10 метров.
Шаговые двигатели:
NEMA34-8801: 3 шт.
NEMA 23_2430: 1шт.
Шкив BLA-25-5M-15-A-N14: 4 шт.
Шкив BLA-40-T5-20-A-N 19: 2 шт.
Шкив BLA-30-T5-20-A-N14: 2 шт.
Плата интерфейсная StepMaster v2.5: 1 шт.
Драйвер шагового двигателя DM542: 4шт. (Китай)
Импульсный источник питания 48В, 8А: 2шт. (Китай)
Частотный преобразователь на 2,2 кВт. (Китай)
Шпиндель на 2,2 кВт. (Китай)
Основные детали и компоненты вроде перечислил, если что-то не включил, то пишите в комментарии, добавлю.
Опыт работы на станке: В конечном итоге спустя почти полтора года, станок мы все же запустили. Сначала настроили точность позиционирования осей и их максимальную скорость. По словам более опытных коллег максимальная скорость в 3м/мин не высока и должна быть раза в три выше (для обработки дерева, фанеры и т.п.). При той скорости, которой мы достигли, портал и другие оси упершись в них руками (всем телом) почти не остановить — прёт как танк. Начали испытания с обработки фанеры, фреза идет как по маслу, вибрации станка нет, но и углублялись максимум на 10мм за один проход. Хотя после заглубляться стали на меньшую глубину.
По игравшись с деревом и пластиком, решили погрызть дюраль, тут я был в восторге, хоть и сломал сначала несколько фрез диаметром 2 мм, пока подбирал режимы резания. Дюраль режет очень уверенно, и получается достаточно чистый срез, по обработанной кромке.
Сталь пока обрабатывать не пробовали, но думаю, что как минимум гравировку станок потянет, а для фрезеровки шпиндель слабоват, жалко его убивать.
А в остальном станок отлично справляется с поставленными перед ним задачами.
Вывод, мнение о проделанной работе: Работа проделана не малая, мы в итоге изрядно приустали, так как ни кто не отменял основную работу. Да и денег вложено не мало, точную сумму не скажу, но это порядка 400т.р. Помимо затрат на комплектацию, основная часть расходов и большая часть сил, ушла на изготовление основания. Ух как мы с ним намаялись. А в остальном все делалось по мере поступления средств, времени и готовых деталей для продолжения сборки.
Станок получился вполне работоспособным, достаточно жестким, массивным и качественным. Поддерживающий хорошую точность позиционирования. При измерении квадрата из дюрали, размерами 40х40, точность получилась +- 0,05мм. Точность обработки более габаритных деталей не замеряли.
Что дальше…: По станку есть еще достаточно работы, в виде закрытия пыле — защитой направляющих и ШВП, обшивки станка по периметру и установки перекрытий в середине основания, которые будут образовывать 4 больших полки, под объем охлаждения шпинделя, хранения инструмента и оснастки. Одну из четвертей основания хотели оснастить четвертой осью. Также требуется на шпиндель установить циклон для отвода и сбора стружки о пыли, особенно если обрабатывать дерево или текстолит, от них пыль летит везде и осаждается повсюду.
Что касается дальнейшей судьбы станка то тут все не однозначно, так как у меня возник территориальный вопрос (я переехал в другой город), и станком заниматься сейчас почти некому. И вышеперечисленные планы не факт что сбудутся. Не кто этого два года назад и предположить не мог.
В случае продажи станка с его ценником все не понятно. Так как по себестоимости продавать откровенно жалко, а адекватная цена в голову пока не приходит.
На этом я пожалуй закончу свой рассказ. Если что-то я не осветил, то пишите мне, и я постараюсь дополнить текст. А в остальном многое показано в видео про изготовления станка на моем YouTube канале.





