Токарный станок СТ 16к20
ПРОИЗВЕДЕНО В РОССИИ
Станки серии СТ 16к20 производства компании СтанкоМашСтрой, являются современными, модернизированными аналогами советского станка 16к20. Станки обладают высокой жёсткостью, точностью и надёжностью. Мощный привод шпинделя позволяет обрабатывать заготовки длиной до 1000 мм и диаметром до 400 мм.” >
ПРОИЗВЕДЕНО В РОССИИ
Станки серии СТ 16к20 производства компании СтанкоМашСтрой, являются современными, модернизированными аналогами советского станка 16к20. Станки обладают высокой жёсткостью, точностью и надёжностью. Мощный привод шпинделя позволяет обрабатывать заготовки длиной до 1000 мм и диаметром до 400 мм.
- Характеристики
- Описание
- Комплектация
- Видео
| Параметры | Ед. изм. | 16к20 | 16к25Б |
|---|---|---|---|
| Максимальный диаметр обработки над станиной | мм | Ø400 | Ø500 |
| Максимальный диаметр обработки над суппортом | мм | Ø220 | Ø300 |
| Максимальная длина обрабатываемой заготовки | мм | 750/1000 | 1000/1500 |
| Максимальная длина обточки с одного установа | мм | 570/820 | 820/1320 |
| Диаметр отверстия в шпинделе | мм | Ø52 | Ø82 |
| Конус отверстия в шпинделе | МТ. №6 | Ø90 1:20 | |
| Передний конец шпинделя | ISO 702/III № 6 штыкового типа |
ISO 702/II № 8 короткого кулачково-зажимного типа |
|
| Скорость вращения шпинделя | Об/мин | 9-1600 | 9-1600 |
| Количество скоростей | шт | 24 | 24 |
| Максимальный крутящий момент на шпинделе | Нм | 1400 | 1400 |
| Количество и диапазон продольных подач: | |||
| Стандартные | мм/об (дюйм/об) |
0.063-2.52 (0.0023-0.0937) | 0.063-2.52 (0.0023-0.0937) |
| Уменьшенные | мм/об (дюйм/об) |
0.028-0.056 (0.0010-0.0021) | 0.028-0.056 (0.0010-0.0021) |
| Увеличенные | мм/об (дюйм/об) |
2.86-6.43 (0.1064-0.2392) | 2.86-6.43 (0.1064-0.2392) |
| Количество и диапазон поперечных подач: | |||
| Стандартные | мм/об (дюйм/об) |
0.027-1.07 (0.0011-0.0404) | 0.027-1.07 (0.0011-0.0404) |
| Уменьшенные | мм/об (дюйм/об) |
0.012-0.026 (0.0004-0.0010) | 0.012-0.026 (0.0004-0.0010) |
| Увеличенные | мм/об (дюйм/об) |
1.21-2.73 (0.0457-0.1032) | 1.21-2.73 (0.0457-0.1032) |
| Количество и диапазон нарезания резьбы: | |||
| Метрическая резьба | мм | 0.5-224 | 0.5-224 |
| Дюймовая резьба | 72-1/8 tpi | 72-1/8 tpi | |
| Модульная резьба | 0.5-112 | 0.5-112 | |
| Питчевая резьба | 56-1/4 DP | 56-1/4 DP | |
| Продольное ускоренное перемещение | Об/мин | 4.5 | 4.5 |
| Поперечное ускоренное перемещение | м/мин | 1.9 | 1.9 |
| Шаг резьбы ходового винта | мм | 12 | 12 |
| Высота шпинделя к опорной плоскости резца | мм | 28 | 28 |
| Сечение резца | мм | 25х25 | 25х25 |
| Угол поворота плиты | ° | ±90 | ±90 |
| Мах ход резцовой салазки | мм | 145 | 145 |
| Мах ход поперечной каретки | мм | 320 | 320 |
| Наибольшее допустимое усилие резания | Н | 14000 | 14000 |
| Наибольшая допустимая сила подачи | Н | 3500 | 3500 |
| Диаметр пиноли задней бабки | мм | Ø75 | Ø75 |
| Конус пиноли задней бабки | МТ№5 | МТ№5 | |
| Максимальный ход пиноли задней бабки | мм | 150 | 150 |
| Поперечное перемещение задней бабки | мм | ±15 | ±15 |
| Тип главного двигателя, мощность и скорость | 5АМХ132S4У3 | 5АМХ132S4У3 | |
| Мощность главного двигателя | кВт | 7.5 | 7.5 |
| Скорость вращения главного двигателя | Об/мин | 1450 | 1450 |
| Тип двигателя перемещения суппорта | 2AOS | 2AOS | |
| Мощность двигателя перемещения суппорта | кВт | 0.250 | 0.250 |
| Скорость вращения двигателя перемещения суппорта | Об/мин | 1360 | 1360 |
| Тип насоса СОЖ | Центробежный | Центробежный | |
| Тип двигателя насоса для СОЖ | АИР56 А2у2 | АИР56 А2у2 | |
| Мощность двигателя насоса для СОЖ | кВт | 0.180 | 0.180 |
| Подача жидкости, на выходе из насоса для СОЖ | л/мин | 25/32/50 | 25/32/50 |
| Клиновые ремни | Серия В | Серия В | |
| Габариты станка (ДхШхВ) | мм | 2210/2560х1020х1350 | 2560/3060х1020х1350 |
| Масса станка | кг | 2800/3000 | 3000/3200 |
| Параметры | Ед. изм. | 16к20 (с выемкой в станине) | 16к25Б (с выемкой в станине) |
|---|---|---|---|
| Максимальный диаметр обработки над выемкой в станине | мм | Ø630 | Ø710 |
| Рабочая зона выемки в станине | мм | 240 | 240 |
Станки предназначены для обработки цилиндрических, конических и сложных поверхностей как внутренних, так и наружных, а также для нарезания резьбы. Для обработки торцевых поверхностей заготовок применяются разнообразные резцы, развертки, сверла, зенкеры, а также плашки и метчики. Станки СТ 16к20 являются универсальным оборудованием для точной обработки изделий в полном соответствии с международными стандартами качества. Мощная конструкция литой станины, закаленные и упроченные направляющие обеспечивают профессиональную обработку и надежную стабильную работу. В качестве шпиндельных опор применены подшипники особо высокой точности. Станки данной группы могут оснащаться устройством цифровой индикации на оптических линейках, что значительно упрощает достижение минимальных допусков при обработке.
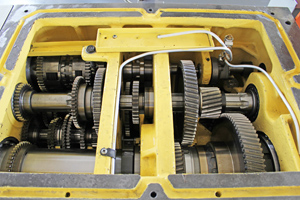
Коробка скоростей
Служит для редуцирования скорости вращения шпинделя. Имеет 24 варианта выбора скорости в диапазоне от 9 до 1600 оборотов в минуту. Все шестерни и зубчатые колеса подвергались термическому упрочнению, что повышает их стойкость к изнашиванию и выкрашиванию. Система смазки обеспечивает хорошее охлаждение и снижение уровня трения, что в свою очередь стабилизирует погрешности связанные с температурной деформацией передней бабки в процессе обработки.

Коробка подач
Обеспечивает согласованное перемещение суппорта и закрепленного на нем инструмента по направляющим станка с выбранной скоростью. Используется для задания равномерной подачи при резании, а также при нарезании различных видов резьбы.

Задняя бабка
Применяется для крепления осевого режущего инструмента, а также служит в качестве дополнительной опоры, в которую устанавливается вращающийся или не вращающийся центр, при обработке детали в центрах.

Суппорт
Это часть станка предназначенная для крепления инструмента, а также обеспечивающая продольное и поперечное перемещение установленному на нем инструменту. Данный узел станка обладает большой жесткостью, что уменьшает возникновение случайных погрешностей, связанных с упругими деформациями систем суппорта при резании.

Люнеты
Служат в качестве дополнительной опоры при обработке длинномерных деталей, для уменьшения упругих деформаций детали под воздействием сил резания.

Устанавливается на станки сери СТ16К20 в качестве опции для более точного контроля продольного и поперечного перемещения инструмента, закрепленного в резцедержателе, что дает возможность оператору выполнять работы с точностью равной цене деления устройства.
СТ 16к20 / СТ 16к25
-
Стандартная комплектация:
- Система подачи СОЖ c помпой 25 л/мин;
- Ножной тормоз шпинделя;
- Станочный светильник, галогенный;
- Защитное ограждение патрона;
- Защитное ограждение от разбрызгивания жидкости;
- Установленные приводные ремни, комплект из 4-х штук;
- Защита ходового винта и приводного вала, комплект из 2-х штук;
- Задняя бабка;
- Патрон 3-х кулачковый D250 с комплектом прямых и обратных кулачков, а также ключом к патрону;
- Регулируемый упор по оси Z;
- Неподвижный задний центр МТ5, для задней бабки;
- Неподвижный задний центр МТ6 передней бабки;
- Вращающийся центр МТ5;
- Четырех позиционный резцедержатель;
- Ключ для круглых шлицевых гаек 45-52;
- Ключ для круглых шлицевых гаек 115-130;
- Ключ для круглых шлицевых гаек 150-160;
- Ключ для резцедержателя;
- Руководство по эксплуатации (паспорт);
- Шприц для смазки;
- Виброопора ОВ-31М, комплект.
-
Дополнительная комплектация:
- Подвижный люнет D20…80;
- Неподвижный люнет D20…125;
- Система подачи СОЖ c помпой 32 л/мин;
- Система подачи СОЖ c помпой 50 л/мин;
- Устройство цифровой индикации Sino (КНР) на 2 оси в комплекте с экраном;
- Устройство цифровой индикации Heidehain (Германия) на 2 оси в комплекте с экраном;
- Неподвижный люнет большого размера D120…220;
- Защитный кожух резцедержателя;
- Конусная линейка ±10 град.;
- Комплект сырых цельных кулачков для 3-х кулачкового патрона D250 (SJ-11-250 или аналог);
- Комплект прямых закаленных кулачков для 3-х кулачкового патрона D250 (OJ-11-250 или аналог);
- Комплект закаленных обратных кулачков для 3-х кулачкового патрона D250 (IJ-11-250 или аналог);
- Державка ECLNL 2525M12 или аналог;
- Пластина СNMG 120408M-IW для державки ECLNL 2525M12 (заказывать кратно 10);
- Пластина СNMG 120404N-UZ для державки ECLNL 2525M12 (заказывать кратно 10);
- Державка ECLNR 2525M12 или аналог;
- Пластина СNMG 120408M-IW для державки ECLNR 2525M12 (заказывать кратно 10);
- Пластина СNMG 120404N-UZ для державки ECLNR 2525M12 (заказывать кратно 10);
- Державка ETJNL 2525M16 или аналог;
- Пластина TNMG 160408N-IW для державки ETJNL 2525M16 (заказывать кратно 10);
- Пластина TNMG 160404N-IW для державки ETJNL 2525M16 (заказывать кратно 10);
- Державка ETJNR 2525M16 или аналог;
- Пластина TNMG 160408N-IW для державки ETJNR 2525M16 (заказывать кратно 10);
- Пластина TNMG 160404N-IW для державки ETJNR 2525M16 (заказывать кратно 10);
- Державка EWLNL 2525M08 или аналог;
- Пластина WNMG 080408N-IW для державки EWLNL 2525M08 (заказывать кратно 10);
- Державка EWLNR 2525M08 или аналог;
- Пластина WNMG 080408N-IW для державки EWLNR 2525M08 (заказывать кратно 10);
- Дополнительный комплект приводных ремней из 4 штук;
- Анкерные болты и клиновые опоры, комплект.
СТ 16к20Б / СТ 16к25Б
-
Стандартная комплектация:
- Система подачи СОЖ c помпой 25 л/мин;
- Ножной тормоз шпинделя;
- Станочный светильник, галогенный;
- Защитное ограждение патрона;
- Защитное ограждение от разбрызгивания жидкости;
- Установленные приводные ремни, комплект из 4-х штук;
- Защита ходового винта и приводного вала, комплект из 2-х штук;
- Задняя бабка;
- Переходной конус в отверстие шпинделя D90 1:20/MT5;
- Планшайба для патрона D250;
- Патрон 3-х кулачковый D250 с комплектом прямых и обратных кулачков, а также ключом к патрону;
- Регулируемый упор по оси Z;
- Неподвижный задний центр МТ5, для задней бабки;
- Неподвижный задний центр МТ5, для переходного конуса;
- Вращающийся центр МТ5;
- Четырех позиционный резцедержатель;
- Ключ для круглых шлицевых гаек 45-52;
- Ключ для круглых шлицевых гаек 115-130;
- Ключ для круглых шлицевых гаек 150-160;
- Ключ для резцедержателя;
- Руководство по эксплуатации (паспорт);
- Шприц для смазки;
- Виброопора ОВ-31М, комплект.
-
Дополнительная комплектация:
- Подвижный люнет D20…80;
- Неподвижный люнет D20…125;
- Система подачи СОЖ c помпой 32 л/мин;
- Система подачи СОЖ c помпой 50 л/мин;
- Устройство цифровой индикации Sino (КНР) на 2 оси в комплекте с экраном;
- Устройство цифровой индикации Heidehain (Германия) на 2 оси в комплекте с экраном;
- Неподвижный люнет большого размера D120…220;
- Планшайба для патрона D315;
- Планшайба для патрона D400;
- Поводковая планшайба D250;
- Патрон 3-х кулачковый D315 с комплектом прямых и обратных кулачков, а также ключом к патрону;
- Патрон 4-х кулачковый D400 с комплектом универсальных кулачков и ключом;
- Защитный кожух резцедержателя;
- Конусная линейка ±10 град.;
- Комплект сырых цельных кулачков для 3-х кулачкового патрона D250 (SJ-11-250 или аналог);
- Комплект прямых закаленных кулачков для 3-х кулачкового патрона D250 (OJ-11-250 или аналог);
- Комплект закаленных обратных кулачков для 3-х кулачкового патрона D250 (IJ-11-250 или аналог);
- Комплект сырых цельных кулачков для 3-х кулачкового патрона D315 (SJ-11-315 или аналог);
- Комплект прямых закаленных кулачков для 3-х кулачкового патрона D315 (OJ-11-315 или аналог);
- Комплект закаленных обратных кулачков для 3-х кулачкового патрона D315 (IJ-11-315 или аналог);
- Комплект универсальных кулачков для 4-х кулачкового патрона D400;
- Державка ECLNL 2525M12 или аналог;
- Пластина СNMG 120408M-IW для державки ECLNL 2525M12 (заказывать кратно 10);
- Пластина СNMG 120404N-UZ для державки ECLNL 2525M12 (заказывать кратно 10);
- Державка ECLNR 2525M12 или аналог;
- Пластина СNMG 120408M-IW для державки ECLNR 2525M12 (заказывать кратно 10);
- Пластина СNMG 120404N-UZ для державки ECLNR 2525M12 (заказывать кратно 10);
- Державка ETJNL 2525M16 или аналог;
- Пластина TNMG 160408N-IW для державки ETJNL 2525M16 (заказывать кратно 10);
- Пластина TNMG 160404N-IW для державки ETJNL 2525M16 (заказывать кратно 10);
- Державка ETJNR 2525M16 или аналог;
- Пластина TNMG 160408N-IW для державки ETJNR 2525M16 (заказывать кратно 10);
- Пластина TNMG 160404N-IW для державки ETJNR 2525M16 (заказывать кратно 10);
- Державка EWLNL 2525M08 или аналог;
- Пластина WNMG 080408N-IW для державки EWLNL 2525M08 (заказывать кратно 10);
- Державка EWLNR 2525M08 или аналог;
- Пластина WNMG 080408N-IW для державки EWLNR 2525M08 (заказывать кратно 10);
- Дополнительный комплект приводных ремней из 4 штук;
- Анкерные болты и клиновые опоры, комплект из 4 штук.
Подробный обзор токарно-винторезного станка по металлу 16К20: устройство, фото, описание
Московский станкостроительный завод, решил начать разработку и производство новых токарных станков в 1930 году. Им стал ДИП 200, а за прототип взяли немецкую фирму с их моделью VDF.
Уже весной 32 года, компания начинает подготовку выпуска первых партий. К завершению того же года, фирма выпустила порядка двадцати пяти экземпляров.

Краткая история серии
Еще два года спустя, в 1934 году, происходит запуск производства таких моделей, как токарный станок ДИП-300, ДИП-400, ДИП-500.
К 1937 году разрабатывают специальные типажи по номенклатуре и размерам. Принимают единую систему условных обозначений. Таким образом, первый выпущенный заводом станок получил название 1Д62, но аббревиатуру ДИП – 20 сохранили.
1940 год ознаменовался созданием станка 162К 26А, как одного из версий ДИП-200.
И, наконец в 1971 году, изготавливается первый опытный образец станка 16 к 20. Станок даже получил золотую медаль на ярмарке в 72 году.
С 1972 по 1973 года производят реконструкцию на заводе, связано это с масштабным выпуском новых моделей 16К20. Компания занимается освоением серийного производства этой модели и вот в конце 1973 года месячный оборот производства достигает 1 тыс. экземпляров. Экспортируется порядка 10% от общего числа.
Затем появились различные модификации модели 16 к 20, среди которых 16 К 25, 16 К2 0М, 16 К2 0П, 16 К 20В, 16 К 20Г, 16 К 20К, 16К20Ф1, 16К20ПФ1, 16К20ВФ1 и другие. Все они были основаны на базовых стандартах модели 16 к 20.
1988 год ознаменует прекращение производства станков этой модели. Его сменила серия МК. Читайте также: особенности токарного станка ДИП-500, технические характеристики.
Назначение и область применения токарно-винторезного станка по металлу
Предназначение токарно-винторезного станка 16 к 20, обработка поверхностей с цилиндрической, конической формой. И нарезка резьбы.
При обработке заготовок, станок использует развертку, зенкер, сверла, резцы. Универсальная модель 16 к 20 считается самой удачной в серии средне размерных станков.
Основные разновидности и расшифровка модификаций
Данная модель имеет четыре разновидности, но общую кинематическую схему при этом:
- 16К20 – стандартная токарно-винторезная модель;
- 16К20П- станок токарно-винторезный с повышенной точностью;
- 16К20Г- станок токарно-винторезный имеет нормальную точность и выемку в станине;
- 16К25 – облегченная модель токарно-винторезного станка с высотой центров 250 мм.
Цифры и буквы в наименовании станка обозначают следующее:
- Цифра «1» указывает на соответствующую группу, к которой принадлежит станок (это универсальная токарно-винторезная модель, по общепринятой российской классификации ЭНИМС).
- Цифра «6» — описывает подгруппу (токарно-винторезную в этом случае).
- Буква «К» это расшифровка завода, изготовившего станок, и обозначение поколения.
- Цифра «20» показывает высоту центра в 220 мм.
Технические характеристики


Основные параметры станка
- С наибольшим диаметром обработки станины — 400 мм.
- С наибольшим диаметром обработки суппорта — 220 мм.
- Расстояние между центрами -1500 мм.
- Отверстие шпинделя — 51 мм.
- Скорость шпинделя — 12,5–1600 об / мин 24 шага.
- Источник питания — 415 вольт / 50 Гц / 3 фазы.
- Сверхмощный токарно-винторезный станок.
- Изготовлено в России.
- Цельная литая основа.
- Пневматический плавающий хвостовой запас.
- Седельная смазка.
- Метрическая конфигурация.
- Галогенная рабочая лампа.
- Резерв для механической защиты патрона.
- Защита задней бабки, ходового винта и подающего вала.
- Система охлаждения.
Шпиндель
Выступает в качестве пустотелого, многоступенчатого вала, изготовленного из стали, с термической обработкой для увеличения стойкости.

Шпиндель имеет стальную конструкцию и продольное отверстие внутри, оно пропускает заготовку. Сам шпиндель вращается за счет специализированных прецизионных подшипников. Они износостойки и точны в изготовлении, не требуют частого техобслуживания.
Суппорт и подачи
Это часть станка, используемая для удержания инструмента и позволяющая производить продольное и поперечное перемещение инструмента.
Этот блок станка очень жесткий, что снижает вероятность ошибок, вызванных упругой деформацией системы скольжения во время резки.

Резцовые салазки
Салазки нужны для настройки попадания резьбы, они ездят по продольному направлению. На них закрепляют резцовую головку.
Задняя бабка
Используется для зажима вращающегося режущего инструмента и в качестве дополнительной опоры, применяется с вращающимися и не вращающимися центрами при жесткой резке.

Электрооборудование
Благодаря электрооборудованию, обеспечивается максимальная защита работника, ограждая его от удара электрического тока. А сам агрегат от получения повреждений.
Из чего состоит электрооборудование:
- Основного электродвигателя.
- Электродвигателя, перемещающего суппорт и каретку.
- Электронасоса с системой СОЖ.
- Системы автоматического выключения.
- Предохранителей.
- Теплового реле.
- Заземления.
- Микропереключателя.
Габариты и масса
Размер (Д х Д х В) — 3200 мм х 1300мм х 1900мм;
Вес (приблизительно) — 3000 кг.
Общая конструкция и принцип работы
Конструкция токарно-винторезного станка представляет собой крупный агрегат, состоящий из большого числа составных элементов, куда входит электрооборудование, суппорты, коробку подач, шпиндель и заднюю бабку.
Работает по принципу универсального токарного станка, выполняющего ряд различных работ, и некоторые нестандартные операции с использованием дополнительного оборудования, например, нарезание резьбы, сверления и т. п.
Фото и описание устройства станка
Ниже будут представлены схематичные изображения наиболее важных компонентов станка и краткое описание к ним.
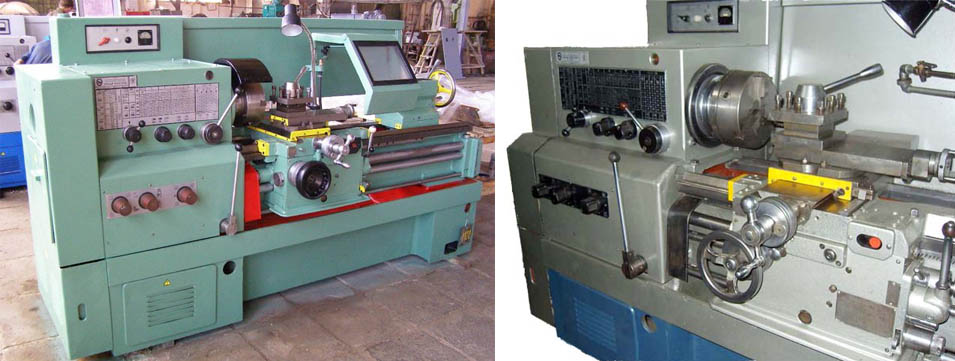
Общий вид


Чертеж
На чертеже изображена рабочая зона станка, расположение и расстояние всех значимых частей оборудования.
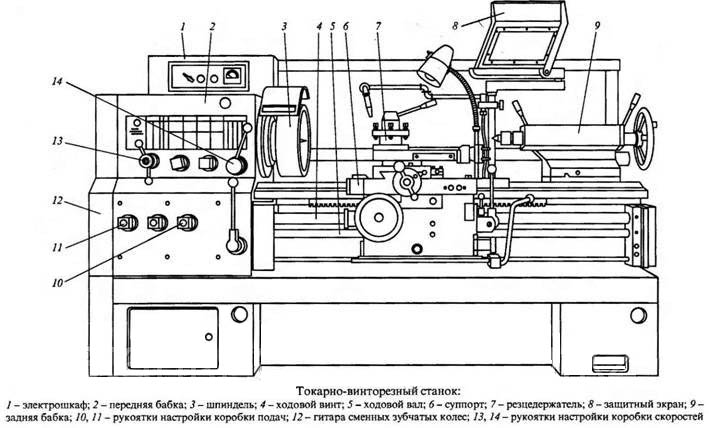
Расположение органов управления

На схеме под цифрами обозначено расположение следующих органов управления:
- Рукоятки, устанавливающей величину подачи, и резьбу.
- Рукоятки, отвечающей за вид работы: подачу и тип резьбы.
- Рукоятки, устанавливающей число по оборотам шпинделя.
- Рукоятки, устанавливающей увеличенный шаг резьбы.
- Вводного автоматического выключателя.
- Сигнальной лампы.
- Выключателя насоса.
- Указателя нагрузок.
- Рукоятки, регулирующую правую и леву резьбу.
- Рукоятки, устанавливающей ряд чисел оборота.
- Рукоятки, регулирующей фрикционную муфту в главном приводе.
- Выключателя освещения рабочего места.
- Рукоятки, поворачивающую и закрепляющую индексируемую резцовую головку.
- Рукоятки, перемещающей резцовые салазки.
- Рукоятки, крепящие заднюю бабку к корпусу станины.
- Маховика, перемещающего заднюю бабку.
- Рукоятки, регулирующей фрикционную муфту.
- Рукоятку, выключающую и включающую ходовой винт.
- Рукоятку, управляющую механическим перемещением каретки и салазок.
- Кнопочной станции, включающей и выключающей электродвигатель.
- Рукоятку, перемещающую поперечную салазку суппорта.
- Маховика, устанавливающего ручное перемещение каретки.
- Кнопку, направляющую каретку и поперечные салазки.
- Рукоятку, устанавливающую подачу и шаг для резьбы.
Кинематическая схема
Кинематическую схему используют для того, чтобы понять связь и взаимодействие между основными элементами станка.

Шпиндельная бабка
Шпиндельная бабка может устанавливать числа в 4 ряда, по двум рядам с пределами 40, 50 и 160 об/мин, по двум рядам с пределами 200, 630 и 500.

Коробка подач
Обеспечивает перемещение резца и инструмента на направляющих станка с заданной скоростью. Эта часть используется для установки постоянной скорости подачи при резке или других работах.

С редуктором внутри, состоящим из переключаемой зубчатой передачи. На нее, с использованием входного вала, идет крутящий момент от шпиндельного узла. С ходовым винтом, валом на коробке подач.
Фартук
Фартук – деталь, отвечающая за точность подачи в суппорт. Имеет механизмы, ограждающие и обеспечивающие надежность с безопасностью во время работы.

Фартук располагается в корпусе, рядом с каретой суппорта. Обеспечивает вращательные движения ходового винта и передает их суппорту.
Суппорт
Представляет собой узел, крепящий инструмент в ручном или автоматическом режиме. Суппорт содержит резцедержатель и салазки.

Задняя бабка
Если при отведении рукоятки 19, не обеспечивается достаточный прижим задней бабки, необходимо изменить регулировку винтов 26 и 33, чтобы изменить прижимную планку.
Если нужно установить заднюю бабку поперечно шпинделю, нужно совместить винты 41 с плоской поверхностью А.
Схема электрическая принципиальная
Электродвигатель запускает кнопкой s4 и выключается кнопкой s3

Инструкция по первому запуску и эксплуатации
Перед первым запуском, нужно проверить внешние параметры надежности, устойчивость установки агрегата. Закончив осмотр, стоит выключить питание для каждого электродвигателя и используя вводный автоматический выключатель F1 в цеховую сеть.
Все блокировочные устройства должны соответствовать данным, указанным в инструкции:
- Главный привод вращается против часовой стрелки в сторону вала.
- Электронасос вращается согласно указанной схеме на корпусе.
- Гидроэлектростанция вращается в сторону вентилятора, по часовой стрелке.
- Электродвигатель быстрого перемещения вращается по часовой стрелке.
Правила эксплуатации и ухода, паспорт станка
- Предназначение станков использование в малосерийном и единичном производстве.
- Температуру в цеху, стоит поддерживать на уровне 30 градусов.
- Контроль влажности не больше 80%.
- Сохранение качества и долговечность работы агрегата напрямую зависит от условий эксплуатации, недопустимо накопление пыли, появления оскалин.
- Чугунные детали, вызывают повышенный износ трущейся части, во время обработки требуется тщательное удаление стружки и пыли.
- Своевременно смазываются движущие части.
- Устройство, оставленное на длительный период, должно быть, накрыто.
Скачать бесплатно паспорт токарно-винторезного станка 16К20 в pdf-формате можно по ссылке: Паспорт 16К20
Современные аналоги
Уже упоминалось, что завод прекратил производство модели 16 к 20, поэтому актуален подбор станков с аналогичными характеристиками. Зарубежные производители славятся агрегатами D420x1000, Proma SPC-900PA, Jet GH-1640ZX DRO.
Белорусские аналоги, выпускаемые на Гомельском заводе, предлагают 16ВТ20П-21. Еще можно отметить модели TRENS, от Словацкого производителя SN 50 С и SN 500 SA.
Они имеют современную конструкцию и качественные немецкие комплектующие, с относительно небольшой стоимостью за свои характеристики.
Цены на товары других производителей начинаются от полутора миллиона до двух, без расчета доставки и установки агрегатов.
Технические характеристики, принцип работы и схемы токарного станка 16К20
Описание универсального токарного станка 16к20: назначение, устройство, технические характеристики. Принцип действия, правила эксплуатации и наладка станка.
Предшественниками токарного станка 16к20, выпускаемого советскими машиностроителями, был ряд токарно-винторезных станков, оснащенных шестеренчатой коробкой перемены передач. Эти металлорежущие машины носили наименования от ДИП-200 до ДИП-500. Аббревиатура названий говорила о стремлении руководства, поддерживая лозунг 1-й пятилетки догнать и перегнать лидеров капитализма.
Число, следующие за буквенной частью названия соответствовало высоте центров станка относительно станины в мм. Станки с такими наименованиями выпускались с 32 по 37 год прошлого века. Смена названий произошла вследствие разработки и утверждения «Единой системы условных обозначений станков» (ЕСУОС). Согласно принятому документу родоначальник поколения изменил название ДИП-200 на 1Д62. Однако устаревшее наименование до сих пор используется как обобщенное название токарных станков с высотой центров около 200 мм.
Назначение станка
В начале 70-х советский машзавод «Красный пролетарий» после нескольких модификаций моделей ДИП запустил в серию выпуск токарно-винторезного 16к20. Который в 1972 г. получил золотую медаль на международной ярмарке в Лейпциге.
Предназначаясь для проведения разнообразных токарных работ, он позволял выполнять точение различных простых и сложных поверхностей в патроне, на планшайбе и в центрах. А кроме того, растачивание, торцевание, отрезку, и нарезку всевозможной резьбы. Его конструкция получилась столь удачной, что в СССР он долго считался лучшим оборудованием своего типа. От прочих представителей токарной группы винторезные отличаются большей универсальностью.
Поэтому их применение рациональнее в мелкосерийном или штучном производстве.
Заводская маркировка и обозначения
В соответствии с ЕСУОС обозначение станка или его индекс состоит из нескольких цифр и букв. Первый символ – это номер группы. Токарному оборудованию присвоен №1. Второй обозначает разновидность или тип устройства в группе, например, 6 соответствует универсальному токарно-винторезному оборудованию. Далее размещается число, характеризующее важнейший размерный параметр. У токарных им является высота центров над плоскостью основания.
Буква, расположенная между первой и второй цифрой индекса, говорит о том, что модель получена путем усовершенствования ее предшественника. Расположение буквы в конце обозначения указывает на то, что эта модель является результатом модификации базовой. Литера, расположенная посередине – признак того, что это модель базовая и служит именем поколения. Таким образом, индекс 16к20 имеет базовая модель токарно-винторезного станка нового поколения «К» с высотой центров 200 мм.

Обозначение точности
По допускам работы токарное оборудование принято делить на такие категории:
- Н – нормальная точность;
- П – повышенная;
- В – высокая;
- А – особо высокая.
- С – особо точные (мастер).
Технические характеристики
- Группа точности – Н.
- Высота центров (мм) – 215.
- Ø штатного патрона – 200 либо 250 мм.
- Диапазон скоростей вращения шпиндельного вала прямого направления (об/мин) – 12,5–1,6*10 3 . Регулировка дискретная число передач 24.
Причем как в прямом, так и в обратном направлении имеется по 2 передачи с частотой 500 и 630 об/мин. Поэтому некоторые источники говорят о 22 передачах прямого и 11 обратного направления.
- Диапазон скоростей вращения шпиндельного вала обратного направления (об/мин) – 19–1,9*10 3 . Регулировка дискретная количество передач 12.
- Интервал значений подач (мм/об): вдоль оси – 0,05–2,8; поперек 0,025–1,4.
- Диапазон шагов метрической резьбы – 0,5–112 мм.
- Диапазон шагов модульной резьбы – 0,5–112 модулей.
- Диапазон шагов дюймовой резьбы – 56–0,5 ниток/дюйм.
- Диапазон шагов питчевой резьбы – 56–0,5 питчей.

Предельные параметры
- Максимально-допустимый диаметр заготовки вида «диск», обтачиваемой над станиной – 400 мм.
- Максимальный диаметр заготовки вида «вал», обтачиваемой над суппортом – 220 мм.
- Предельная длина обтачиваемой заготовки (мм) – 710, 1000, 1400, 2000.
- Предельная длина обтачивания (мм) – 645,935, 1335, 1935.
- Ø заготовки типа «пруток» не более – 50 мм.
- Вес заготовки, фиксируемой для обработки в центрах (не более) – 460, 650, 900, 1300 кг.
- Вес болванки, фиксируемой для обработки в патроне (не более) – 200 кг.
- Сила, развиваемая узлом подачи в упоре (не более) – вдоль оси 800 кгс, поперек 460 кгс.
- Сила, развиваемая узлом подачи на резце (не более) – вдоль оси 600 кгс, поперек 360 кгс.
Конструкция станка
Основой устройства является прочная станина П-образного сечения с 2 закаленными отшлифованными направляющими сверху. Она устанавливается на тумбах в литую металлическую опору, использующуюся как корыто для эмульсии и сбора стружки. В тумбе со стороны бабки изделия располагается основной электропривод.

Габариты токарно-винторезного станка 16К20
Размеры станка: длина 2505, 2795, 3195 или 3795 мм; ширина 1190 мм; высота 1500 мм. Вес станка зависит от его длины и может быть 2,835; 3,005; 3,225 или 3,685 на 10 3 кг.
Основные узлы
К станине крепятся перечисленные ниже узлы и агрегаты, входящие в состав станка.
Шпиндель
Шпиндельный вал стальной со сквозным продольным отверстием, сквозь которое пропускают пруток, используемый как заготовку, или выколотку при выбивании переднего центра. Для вращения шпинделя в этом станке применяются специализированные прецизионные подшипники трения качения. Они отличаются высокой точностью изготовления и износостойкостью, поэтому не требуют периодической регулировки во время техобслуживаний в эксплуатационный период.
Смазывание опор вала происходит маслом, подающимся на них под давлением насоса. Передний конец шпиндельного вала сделан соответственно ГОСТ 12593 – с коротким центрующим конусом 1:4.

Шпиндельная бабка
Передняя бабка или бабка изделия служит для фиксации одного конца заготовки и передачи на нее вращающего момента. В ней размещаются шпиндель, переборная коробка и другие компоненты. Снаружи на ней находятся рычаги переключения переборной коробки.
Выходной вал бабки изделия через шестерни связан с редуктором подач. Последний позволяет суппорту выполнять движение подачи при помощи ходового вала при точении. Или посредством ходового винта для нарезания резьбы. Который при этом может подключаться к коробке подач без промежуточных звеньев.

Фартук
Этот агрегат необходим для передвижения суппорта с резцедержателем как вдоль, так и поперек оси вращения детали. Он преобразует вращательное движение винта в линейное смещение суппорта. Перемещать последний можно не только вручную, но и отбирая часть момента вращения от шпинделя. Фартук этого станка комплектуется устройством отключения подачи высокой точности срабатывания на упоре, не встречавшейся ранее конструкции.

Суппорт
Предназначен для удержания резцедержателя с закрепленным в нем резцом у обрабатываемой детали. Обладая несколькими степенями свободы, он может перемещаться под воздействием фартука для формирования нужного характера поверхности детали резцом. Для контроля величины перемещения узел оснащен масштабными линейками с визирными устройствами, повышающими точность и удобство считывания показаний.

Задняя бабка
Она же упорная бабка. Устанавливается на направляющих, позволяющих ей двигаться вдоль станка. Имеет конусное отверстие соосное выходному валу передней бабки. Которое позволяет установить центр для опоры второго конца болванки. Или развертку, метчик, сверло и другое подобное им для выполнения операций со стороны открытого торца заготовки.

Схема электрическая принципиальная
В электрическом оборудовании действует 3 рабочих напряжения:
- Питание двигателей –380В.
- Автоматика – 110В.
- Освещение рабочего места – 24В.
 Перечень компонентов электрооборудования станка:
Перечень компонентов электрооборудования станка:
-
Р – Индикатор нагрузки Э38022 (амперметр
20А).


Схема органов управления токарным станком
Схема кинематическая
Чертеж на рисунке отображает механические связи между ключевыми компонентами и наглядно показывает их взаимодействие. Условные обозначения общепринятые. Под выноской рядом со звездочкой указано число заходов червяка, а над ним количество зубьев шестерни.

Принцип работы станка
Изготовление деталей на этом станке происходит методом обработки резанием. Он состоит в том, что с поверхности заготовки снимается верхний слой металла, называемый припуском. Результатом будет изделие, являющееся телом вращения необходимой формы. Для этого зафиксированную заготовку вращают, а режущей инструмент перемещают вдоль оси ее вращения, при необходимости меняя глубину резания.
Эксплуатация
Небольшое увеличение зазоров между сопряженными деталями, приводящее к снижению точности обработки, устраняется регулировкой. А значительный износ требует ремонта или замены деталей. Для сокращения изнашивания и предупреждения механических поломок при работе необходимо выполнять правила ухода за оборудованием.
Главное движение
Так как процесс резания происходит за счет энергии вращения болванки его принято называть главным движением оборудования токарной группы. Привод главного движения состоит из односкоростного асинхронного электродвигателя трехфазного тока, укомплектованного механической коробкой передач.
Движение подачи
Поступательное перемещение инструмента, обеспечивающее контакт резца с поверхностью заготовки в нужной точке, называют движением подачи. Его привод переключается в зависимости от выполняемой задачи и может быть ручной или механический за счет мощности главного привода.
Подачи и главное движение являются основными движениями оборудования токарной группы.

Продольная и поперечная подачи суппорта
Для перемещения суппорта вдоль и поперек оси вращения болванки служат соответственно продольные и поперечные салазки. Каждые из них оснащены своим направляющими и винтовым приводом. Поперечная подача позволяет менять глубину резания и в комбинации с продольной формировать необходимую поверхность детали.
Нарезание многозаходной резьбы
Подбор сменных шестерен делается также как для нарезки однозаходной резьбы. С той разницей, что для определения хода резьбы ее шаг нужно умножить на число заходов. Если привод верхних салазок суппорта не слишком изношен, деление на заходы можно сделать, установив последние параллельно оси вращения детали. После нарезки канавки первого захода резец, отведенный от металла, возвращают к ее началу. Затем отводят резец на расстояние равное шагу резьбы от первого захода. После чего начинают резать второй.
Обработка фасонных поверхностей
производство изделий со сложными поверхностями возможно несколькими способами:
- Обычными резцами при помощи чередования продольной и поперечной ручной подачи. Способ имеет низкую точность и производительность. Требует отработанной техники исполнения.
- Специальными фасонными резцами. Метод высокопроизводительный, но требует наличия нестандартных резцов.
- Обычными резцами с помощью копиров или приспособлений для круговой подачи. Метод высокопроизводительный, но требует изготовления или наличия приспособлений.

Профилактика и ремонт
Мероприятия ежедневного ухода
Перед началом работы:
- Осмотр станка.
- Смазка ходового винта и валика.
- Контроль количества масла.
- Включение с проверкой узлов без нагрузки.
Во время работы:
- Переключать подачи и передачи только после окончательной остановки движущихся узлов.
- Работая с чугуном или абразивными материалами накрывать направляющие плотной тканью.
После окончания рабочего времени: отключить электропитание, убрать стружку, протереть ветошью, смоченной в керосине, и смазать маслом открытые направляющие.

Неисправности и их устранение
| Симптомы | Причина | Метод исправления |
| Овальность детали или растачиваемого отверстия. | Биение болванки в патроне. | Расточка кулачков. |
| Люфт пиноли или непрочность крепления упорной бабки. | Регулировка или ремонт пиноли. | |
| Смещение оси отверстия. | Несоосность шпиндельного вала и задней бабки. | Регулировка. Либо ремонт с регулировкой. |
| Значительный конус цилиндрических деталей. | Несовпадение центров шпиндельного вала и упорной бабки. | Регулировка. |
| Износ направляющих суппорта или станины | Регулировка или ремонт. | |
| Нестабильность размера при торцевании. | Осевой люфт шпиндельного вала. | Замена опор вращения. |
Незначительное увеличение зазоров суппорта устраняется регулировкой клиньями в направляющих поперечных или верхних салазках, и юстировочными винтами задней направляющей продольных салазок. Затем отводя салазки на максимальное расстояние, убеждаются в плавности их перемещения. Неплотность винтового привода поперечных салазок устраняют регулировкой винтами, находящимися за площадкой резцедержателя.

Аналоги токарно-винторезного станка 16К20
Удачная конструкция 16К20 способствовала тому, что машиностроительной промышленностью СССР, а позднее и России часто выпускалось идентичное ему оборудование. Это и современники, например, 1К62, 1В62, 1К625, 1В625, 16В20, ГС526. И его преемник TRENS SN 50C выпуск, которого начался после снятия с производства 16К20.
Токарный станок 16к20: описание, характеристики, видео
Токарно-винторезный станок 16К20, выпускаемый еще во времена СССР, являлся одним из самых часто встречающихся на многих предприятиях. Причина его огромной популярности – универсальность металлорежущего оборудования и высокие эксплуатационные характеристики. С помощью данного агрегата можно производить множество различных операций. В наши дни такое оборудование и его аналоги больше не выпускаются, а приобрести можно лишь единичные б/у экземпляры по сравнительно невысокой цене.
Назначение и список функций станка
Токарно-винторезный станок служит для обработки как простых поверхностей заготовок, так и сложных. Также он используется для нарезания резьбы. Точение торцов деталей осуществляется посредством различных метчиков, разверток, плашек, сверел, резцов или зенкеров.
Токарный станок 16К20 предоставляет возможность осуществлять обработку деталей как из холоднокатаного, так и горячекатаного проката. Несмотря на то, что характеристики агрегата не позволяют ему выполнять все функции фрезерного оборудования, на нем можно производить немало других операций.
Основными функциями, которые выполняет станок модели 16К20, являются:
- нарезка питчевой, метрической, дюймовой или модульной резьбы;
- выполнение отверстий;
- расточка заготовок;
- обточка;
- сверление осевых отверстий;
- подрезание торцов изделий;
- зенкерование;
- развертывание деталей.
Технические параметры оборудования позволяют точить на нем заготовки массой до 1300 кг (при условии их обработки в центрах) и длиной до двух метров.
Благодаря своим возможностям, 16К20 позволяет производить нарезку практически любой резьбы. Так, питчевую и модульную можно изготовить с шагом, варьирующимся в диапазоне 0,5-56, метрическую с шагом от 0,5 до 112 мм, дюймовую – 0,5-112 ниток на 1 дюйм.
Агрегаты данного типа широко применяют в инструментальных цехах для проведения чистовой или получистовой обработки изделий, в штучном производстве и для изготовления небольших партий одинаковых деталей. Для многих малых предприятий этот вариант наиболее оптимален. Цена, по которой можно купить станок, существенно ниже стоимости современного оборудования.
Технические характеристики и отличительные особенности
Подробное описание всех параметров, которыми обладает токарно-винторезный станок, указано в паспорте к оборудованию.
Главные характеристики этой модели и ее аналогов следующие:
- Класс точности обработки поверхности – Н;
- Допустимый наибольший диаметральный размер детали, располагаемой над суппортом, составляет 22 см, а над выемкой – 31 см;
- Диаметр заготовки, размещаемой над станиной, не должен превышать 40 см;
- Наибольший вес обрабатываемой детали, которую можно зажать в патроне, составляет 300 кг;
- Внутренний шпиндельный конус выполнен по типу Морзе 6 М80;
- Межцентровое расстояние станка составляет 1 метр;
- Диапазон частот при прямом вращении шпинделя – 12,5 – 2000 оборотов за минуту;
- Частоты при обратном вращении изменяются в пределах от 19 до 2420 об./мин.;
- Число ступеней прямого шпиндельного вращения составляет 23, обратного – 12;
- Максимальная величина сечений используемых резцов – 25 мм;
- Крутящий момент может достигать 2 кН*м;
- Скорость быстрых перемещений: поперечных – 1,9 метров в минуту, продольных – 3,8 метров в минуту;
- Величина допустимых смещений корпуса в поперечном направлении варьируется в пределах ±15 мм;
- Максимальная величина выдвижения пиноли – 200 мм;
- Мощность привода, отвечающего за движение суппорта – 0,75 или 1,1 кВт;
- Мощность охлаждающего насоса – 0,12 кВт;
- Мощность электродвигателя токарного станка зависит от конкретной модификации и составляет 10 или 11 кВт;
- Масса оборудования в полной комплектации – 3,5 тонны;
- Размеры 2 800/3 200х1150 х1325 мм.
16К20 способен обеспечить достаточно высокую точность обработки заготовок. Так, отклонение от конусности на 300 мм длины детали не превышает 20 мкм, цилиндричности – не больше 7 мкм.
Приведем некоторые особенности, которыми обладает данный токарно-винторезный станок:
- Монолитное массивное основание, обеспечивающее жесткую фиксацию расположенной на нем станины.
- Надежные направляющие, позволяющие производить перемещения подвижной бабки и суппорта с высочайшей степенью точности.
- Возможность закрепления обрабатываемой детали как методом зажима на центрах, так и при помощи патрона.
- Возможность получения 4 рядов числовых оборотов шпинделя благодаря особому механизму, которым оснащена передняя бабка;
- Использование в конструкции исключительно высококачественных подшипников качения обеспечивает полное отсутствие биений и, соответственно, точнейшую настройку шпинделя без необходимости каких-либо дополнительных манипуляций с оборудованием во время работы.
- Наличие функции экстренного выключения суппорта, ряда блокировок и ограждений для безопасности обслуживающего персонала.
- Особая конструкция держателя позволяет закреплять резец максимально надежно.
- Коробка передач имеет жесткую связь с валом передней бабки благодаря наличию зубчатых колес. Это предоставляет возможность точного перемещения суппорта.
- Наличие на станке специальной линейки, по которой контроль за точностью передвижения режущего инструмента может осуществляться оператором в режиме реального времени.
Чтобы понять, как устроен токарный станок и принцип его работы, достаточно посмотреть фото, видео, а также ознакомиться с данными паспорта и кинематической схемой.
Основными элементами конструкции являются:
- Электропривод.
- Клиноременная передача.
- Коробка скоростей.
- Шпиндель, оснащенный кулачковым патроном для надежного крепления и центрирования заготовки перед началом ее обработки. Благодаря наличию реверса направление вращения можно изменять соответствующим переключателем, расположенным на панели управления.
- Станина.
- Система подачи охлаждающей и смазывающей жидкости.
Задняя бабка нужна для фиксации в ее пиноли сверел, центров или разверток. Она перемещается по направляющим и фиксируется на необходимом для обработки заготовки расстоянии в зависимости от ее размеров.
Суппорт станка служит для крепления рабочего инструмента в резцедержателе и его передвижения по горизонтали. Фартук с суппортом перемещаются посредством вращения ходового винта. Имеется возможность изменять угол поворота резца относительно обрабатываемой детали.
Агрегат очень прост в обслуживании и эксплуатации. Запуск станка осуществляется одним нажатием кнопки. Располагающиеся на корпусе оборудования рукоятки позволяют токарю выполнять ряд задач:
- управлять ходовым винтом;
- контролировать работу муфты;
- передвигать салазки с кареткой в нужном направлении;
- устанавливать параметры подачи;
- закреплять пиноль;
- выбирать тип резьбы и задавать ее шаг;
- управлять изменением направления подачи и вращения для нарезки резьбы;
- выставлять нужную частоту оборотов шпинделя;
- при прямом выполнении резьбы выключать коробку подач;
- запускать вводный выключатель, работающий в автоматическом режиме;
- устанавливать, по какому режиму должна нарезаться резьба в соответствии с особыми указаниями в конструкторской документации;
- осуществлять практически моментальные передвижения суппортом;
- управлять работой насосного оборудования, подающего жидкость для охлаждения.
Существует возможность использования на данном станке специального люнета, не позволяющего заготовке прогибаться в процессе работы, а также способствующего ее фиксации. Таким образом удается достичь повышенной точности при обработке детали, что особенно важно на чистовых проходах.
В связи с тем, что данное токарное оборудование универсально, надежно и на нем можно выполнять огромное количество операций, аналоги модели 16К20 после прекращения ее производства выпускались под различными наименованиями на многих заводах, в том числе за рубежом. Среди них были модели МК6058, 16ВТ20, 16Б16А и ряд других. Благодаря столь многочисленным аналогам и унификации большинства деталей купить запасные части или оснастку для станка не представляет большой сложности.
Станок 16К20 по сравнению со другими схожими агрегатами, выпускаемыми в СССР, позволяет производить высокоточную обработку, отличается легкостью эксплуатации и надежностью.
Из основных плюсов, которые имеет токарный станок, можно выделить следующие:
- мощный двигатель;
- наличие дополнительного асинхронного электрического привода, способствующего быстрому перемещению суппорта при точении и выполнении других операций;
- высочайшая производительность;
- способность противостоять нагрузкам при вибрации;
- возможность работы в широком диапазоне величин скоростей и подач;
- высокие эксплуатационные показатели подшипников и особую прочность всех цепей, составляющих кинематическую схему токарного оборудования;
- наличие плавких вставок и теплового реле, обеспечивающих надежную защиту агрегата от продолжительных перегрузок и коротких замыканий;
- возможность обработки металлических заготовок с повышенной точностью, что достигается с применением в конструкции уникальных подшипников, нивелирующих любые перегрузки;
- способность задней балки передвигаться в поперечном направлении, что позволяет токарю производить качественную обработку конусов;
- наличие сменного комплекта зубчатых колес, обеспечивающих перемещения коробки подач.
Из минусов можно отметить достаточно кропотливый процесс наладки и настройки, а также невозможность эксплуатации оборудования в запыленных помещениях и при температуре воздуха ниже 10°С.
Правила эксплуатации 16к20
Как и любое другое промышленное оборудование, токарно-винторезный станок 16К20 нуждается в плановых осмотрах и ремонтах, которые осуществляются с заданной периодичностью в соответствии со специальным графиком. Советы по частоте проведения данных мероприятий можно найти в паспорте агрегата. При этом важно учитывать, в каком режиме работает кинематическая схема.
В соответствии с рекомендациями изготовителя станок необходимо периодически подвергать таким видам ремонтов, как:
- Осмотр, осуществляемый токарем визуально каждый раз при приемке смены. При этом проверяется наличие видимых поверхностных дефектов без разборки узлов агрегата.
- Малый ремонт, состоящий из разбора коробки передач, фартука и шпиндельной бабки. При этом производится очистка элементов от грязи с последующим нанесением смазки, а также осуществляется контроль за состоянием зазоров между подвижными частями.
- Средний, отличающийся от предыдущего заменой неисправных комплектующих.
- Капитальный ремонт. В этом случае производится полная разборка агрегата со сменой всех элементов конструкции, имеющих те или иные дефекты. Кроме того, осуществляется проверка исправности охлаждения токарно-винторезного станка. По окончании данных процедур оборудование прогоняют на холостом ходу, проверяя его работоспособность.
Купить токарно-винторезный станок этой модели или один из многочисленных аналогов, имеющих схожие характеристики, можно только б/у, ознакомившись с предложениями на различных площадках.
Токарно-винторезный станок
Содержание: Скрыть Открыть
- Особенности конструкции
- Возможности и технологии
- Классификация токарно-винторезных станков
- Преимущества и сфера применения

Токарно-винторезный станок – это режущее оборудование для обработки заготовок точением. Обработка производится путем одновременного вращения заготовки и рабочего движения резца – по направлению к оси детали вдоль неё.
Данный тип станков является универсальным металлорежущим оборудованием и повсеместно применяется для изготовления или восстановления деталей из стали и других материалов. В зависимости от параметров, токарно-винторезные станки могут использоваться и в домашних мастерских, и на крупных промышленных предприятиях для серийного производства деталей.
Особенности конструкции
Токарно-винторезный станок состоит из унифицированных узлов и механизмов обеспечивающие фиксацию и вращение заготовки, а также рабочее движение резца. Основные узлы и детали оборудования:
- станина;
- суппорт станка;
- коробка регулировка скорости;
- передняя бабка;
- задняя бабка;
- шпиндель;
- двигатель;
- тумбы оборудования;
- гитары шестерен;
- коробка выбора и смены подач;
- фартук;
- ходовой валик;
- ходовой винт.

Следует отметить, что основные узлы токарно-винторезных станков различных производителей имеют одинаковую схему расположения и сходные наименования. Во многих случаях они идентичны и взаимозаменяемые.
Возможности и технологии
Токарно-винторезный станок предназначен для выполнения ряда операций:
- Обточка и расточка цилиндрических и конических поверхностей.
- Расточка фасонных поверхностей.
- Сверление и развертка отверстий.
- Зенкерование отверстий.
- Подрезка и обработка торцов.
- Отрезание заготовки.
- Нарезание резьбы.

Кратко остановимся на основных технологиях обработки. При обточке наружных цилиндрических поверхностей используется проходной резец. Припуск по длине заготовки составляет от 7 до 12 мм для отрезания и обработки торцов. При торцевании используются несколько типов инструмента – подрезные, упорные и прямые проходные резцы.
На токарно-винторезном станке можно прорезать канавки требуемой глубины. Для этого необходима минимальная скорость вращения шпинделя и специальный резец. Аналогично производится и отрезание детали от заготовки. Отрезной резец вырезает канавку до диаметра 2-2,5 мм, и деталь отламывается под собственным весом.
Классификация токарно-винторезных станков
Данный тип станков выпускается в различных модификациях и классифицируется по следующим основным параметрам:
- Масса станка.
- Наибольшая длина заготовки, которую можно установить на станок.
- Наибольший диаметр детали.
Максимальная длина обрабатываемой заготовки зависит от расстояния между центрами. Наибольший допустимый диаметр заготовки современного оборудования находится в пределах от 100 мм до 4 метров. При этом максимальные длины и диаметры заготовок могут не совпадать в различных моделях станков. Например, при одном и том же допустимом диаметре длины могут быть различными.
В зависимости от массы существуют следующие категории токарно-винторезных станков:
- Легкие массой до 500 кг. Предназначены для обработки заготовок диаметром до 200 мм. В эту категорию входят настольные модели используемые в быту и небольших мастерских.
- Средние массой 4 тонн. Максимальный диаметр 250-500 мм.
- Крупные – масса до 15 тонн, наибольший диаметр 600-1250 мм.
- Тяжелые – масса до 40 тонн и более, максимальный диаметр заготовки от 1600 мм до 4 метров.
Преимущества и сфера применения
Область использования токарно-винторезного станка зависит от его параметров – массы, максимального диаметра и длины заготовки. Так, легкие станки применяются на часовых заводах, на опытно-экспериментальных участках, в бытовых мастерских, при производстве приборов и на других объектах.
Станки крупной и тяжелой группы применяются в энергетике и машиностроении. Они используются для изготовления и ремонта деталей крупных механизмов – турбин, колесных пар и других узлов железнодорожного транспорта, тяжелого прокатного оборудования и т. д.
Наибольшее применение получили станки средней группы. Они используются для производства крепежа и других деталей для машиностроения, строительства, приборостроения и других сфер деятельности, их возможности позволяют производить широкий спектр получистовых и чистовых операций, в том числе и нарезку резьб.
Основными преимуществами токарно-винторезного станка являются:
- Широкий диапазон подачи резца.
- Большой выбор частот вращения шпинделя.
- Высокая мощность двигателя.
- Жесткость конструкции.
- Универсальность обработки, доступность широкого спектра металлорежущих операций.
- Возможность расширения функциональных возможностей при установке дополнительных механизмов и приспособлений, в том числе автоматизация с помощью системы ЧПУ.
Оснащение системой числового-програмного управления позволяет эффективно использовать станок для выпуска серийной продукции, производить быструю переналадку при переходе на другую номенклатуру деталей.
Токарно-винторезный станок: элементы, применение, преимущества
 Обработку металлических, деревянных и пластмассовых заготовок путем резания и точения невозможно сделать без специального оборудования — токарно-винторезного станка.
Обработку металлических, деревянных и пластмассовых заготовок путем резания и точения невозможно сделать без специального оборудования — токарно-винторезного станка.
В его возможности входит выполнение любых видов механической обработки материалов, обтачивание поверхностей, растачивание резьбы и сверление отверстий.
- Виды работ на токарно-винторезном станке
- Механизмы устройства
- Классификация оборудования
- Применение
Виды работ на токарно-винторезном станке
Винторезное токарное устройство, которое относится к категории универсального, позволяет осуществлять такие виды работ из разнообразных материалов, как:
 Нарезание резьбы разного типа.
Нарезание резьбы разного типа.- Обработка и подрезка торцов.
- Выполнения сверления и зенкерования.
- Растачивание и обтачивание поверхностей разнообразной конфигурации: цилиндрических, конических, фасонных.
- Развёртывание отверстий.
 Нарезание резьбы разного типа.
Нарезание резьбы разного типа.Механизмы устройства
Универсальные токарные станки состоят из механизмов и типовых узлов, к которым относятся:
- Ходовой винт — это основной элемент устройства, который отличает его от модели простой токарной.
- Коробка, которая обеспечивает смену и выбор подач.
- Фартук устройства. В нём происходит преобразование вращения валика или винта в поступательное движение суппорта с инструментом.
- Ходовой валик.
- Гитары шестерён. Это модуль, который необходим для передачи вращательного движения с одного на другой узел станка.
- Тумбы оборудования. Играют роль подставок. Основные узлы управления оборудования и обрабатываемый элемент, благодаря им, находятся на удобной высоте для визуального контроля.
- Электрическое оборудование.
- Шпиндель — основной узел токарного станка. Он зажимает заготовку и вместе с ней вращается. Режущий инструмент при этом перемещается в двух независимых координатах — поперёк и параллельно оси вращения. Чем конструкция шпинделя и его двигатель проводной мощнее, тем производительность оборудования выше по скорости снятия с заготовки металло — стружки и тем массивнее элементы он способен обработать.
- Несущая станина. На ней монтированы все механизмы оборудования.
- Коробка, которая обеспечивает регулировку скоростей.
- Задняя и передняя бабка. Передняя бабка — это узел токарного оборудования, который необходим для вращения и поддержания обрабатываемого элемента. Задняя бабка нужна для поддержки другого конца обрабатываемого элемента. Может применяться для установки метчика, развёртки, сверла и прочих инструментов.
- Суппорт станка необходим для закрепления режущего инструмента и передачи ему движений подачи. Он включает в себя каретки — нижние салазки, которые двигаются по направляющим станины. Перпендикулярно оси вращения элемента по направляющим нижних салазок перемещаются салазки поперечные, на которых расположены резцовая каретка и резцедержатель. Каретка резцовая к оси вращения элемента может проворачиваться под различным углом.
 Фартук устройства. В нём происходит преобразование вращения валика или винта в поступательное движение суппорта с инструментом.
Фартук устройства. В нём происходит преобразование вращения валика или винта в поступательное движение суппорта с инструментом. Задняя и передняя бабка. Передняя бабка — это узел токарного оборудования, который необходим для вращения и поддержания обрабатываемого элемента. Задняя бабка нужна для поддержки другого конца обрабатываемого элемента. Может применяться для установки метчика, развёртки, сверла и прочих инструментов.
Задняя и передняя бабка. Передняя бабка — это узел токарного оборудования, который необходим для вращения и поддержания обрабатываемого элемента. Задняя бабка нужна для поддержки другого конца обрабатываемого элемента. Может применяться для установки метчика, развёртки, сверла и прочих инструментов.Характерным для этого оборудования является то, что конструктивные элементы разных моделей имеют одинаковые название и расположение. Станки этой категории, которые выпущены разными заводами-производителями, по своей конструкции почти идентичны (в том числе и с числовым программным управлением).
Для управления рабочими системами токарные станки оснащены различными рычагами и рукоятками. В частности, к ним относятся:
- Элемент управления направлением движения шпинделя и его остановкой.
- Элемент, который отвечает за фиксацию задней бабки.
- Управляющий элемент параметрами перемещения суппорта.
- Орган управления параметрами подачи.
- Штурвал, отвечающий за передвижение пиноли.
- Элемент, который отвечает за автоматический пуск продольной подачи и фиксацию пиноли.
- Отключение и включение основного двигателя.
- Элемент управления для выбора направления резьбы, которую нужно нарезать.
- Управляющий элемент для отключения и включения вращения ходового винта.
- Рукоятка, которая предназначена для управления верхними салазками.
- Орган управления, который определяет направление движения салазок (поперечное или продольное).
- Рукоятка, которая отвечает за выбор категории шага резьбы.
- Орган управления, который отвечает за выбор параметров резьбы нарезаемой (подача или шаг).
- Рукоятка, при помощи которой изменяется скорость вращения шпинделя.
 Элемент управления направлением движения шпинделя и его остановкой.
Элемент управления направлением движения шпинделя и его остановкой. Отключение и включение основного двигателя.
Отключение и включение основного двигателя.Классификация оборудования
 Виды этого оборудования подразделяют исходя из нескольких параметров, к которым относятся:
Виды этого оборудования подразделяют исходя из нескольких параметров, к которым относятся:
- Максимальный диаметр этой детали.
- Максимальная длина детали, которая допускается для обработки на этом оборудовании.
- Масса оборудования.
Длина детали, которая обрабатывается на этом оборудовании той или иной модели полностью зависит от того, какое выдержано расстояние между его центрами. При рассмотрении диаметра заготовки, которую определённый вид токарного станка позволяет обрабатывать, этот параметр колеблется в пределах от 100 до 4 тыс. миллиметров. Нужно учитывать и тот фактор, что модели оборудования, на котором могут обрабатываться элементы одного диаметра, могут иметь разную длину обрабатываемой заготовки.
У токарных универсальных станков может быть различный вес. По этому параметру оборудование подразделяется на такие категории:
- Лёгкие станки. Их вес не бывает больше 0,5 тонн. На нём обрабатываются элементы диаметр которых 100−200 миллиметров.
- Масса оборудования не превышает 4 тонн. Допустимый диаметр элементов обработки 250−500 миллиметров.
- Вес оборудования до 15 тонн. Диаметр обрабатываемых элементов колеблется в пределах 600−1250 миллиметров.
- Станки тяжёлые. Их вес может достигать 400 тонн. Диаметр обрабатываемых элементов 1600—4000 миллиметров.
 Лёгкие станки. Их вес не бывает больше 0,5 тонн. На нём обрабатываются элементы диаметр которых 100−200 миллиметров.
Лёгкие станки. Их вес не бывает больше 0,5 тонн. На нём обрабатываются элементы диаметр которых 100−200 миллиметров.Применение
Универсальный лёгкий винторезный токарный станок — это модель настольная, которая в основном применяется на небольших предприятиях или в домашних мастерских.
 Самыми распространёнными предприятиями с такими моделями оборудования являются:
Самыми распространёнными предприятиями с такими моделями оборудования являются:
- Заводы, которые выпускают контрольно-измерительное оборудование и приборы.
- Предприятия, которые занимаются производством часовых механизмов.
- Опытно-экспериментальные отделы предприятий разных промышленных отраслей.
Предприятия машиностроительной и энергетической отрасли оснащают токарно-винторезным устройством тяжёлой группы. Ещё это оборудование применяется для обработки узлов деталей и элементов специальных механизмов:
- Для комплектации прокатного тяжёлого оборудования.
- Для оснащения транспорта железнодорожного (колёсных пар и прочего).
- Механизмов турбинных.
 Для комплектации прокатного тяжёлого оборудования.
Для комплектации прокатного тяжёлого оборудования.Но наиболее распространены станки со средним весом. Именно благодаря им можно выполнять чистовые и получистовые металлообрабатывающие операции и нарезать разнообразные резьбы.
 У универсального винторезного токарного станка средней степени тяжести есть много преимуществ. К ним относятся:
У универсального винторезного токарного станка средней степени тяжести есть много преимуществ. К ним относятся:
- Высокая мощность двигателя и жёсткость конструкции, которые позволяют выполнять разнообразные работы с заготовками из металла и другого вида материала.
- Широкий диапазон частот вращения шпинделя и подач рабочего инструмента.
Кроме того, это оборудование оснащается разнообразными приспособлениями и механизмами, которые:
- Делают более безопасным и комфортным труд обслуживающего персонала.
- Позволяют с большей точностью проводить обработку изделия.
- Значительно расширяют функциональность.
Такие элементы дополнительного оснащения позволяют на токарно-винторезном оборудовании автоматизировать многие процессы обработки элементов.
 Стоит сказать отдельно и о токарно-винторезном оборудовании с числовым программным управлением. В советское время оно одновременно выпускалось несколькими предприятиями. Как правило, подобным оборудованием оснащались предприятия, занимающиеся выпуском большой номенклатуры продукции мелкосерийной.
Стоит сказать отдельно и о токарно-винторезном оборудовании с числовым программным управлением. В советское время оно одновременно выпускалось несколькими предприятиями. Как правило, подобным оборудованием оснащались предприятия, занимающиеся выпуском большой номенклатуры продукции мелкосерийной.
Устройство оборудования такого типа и возможность быстрой переналадки делает его незаменимым в тех случаях, когда необходимо за минимальное количество времени перейти на выпуск элементов другой модификации.
Как правило, токарное оборудование применяется для обработки внешних поверхностей, имеющих цилиндрическую форму. В таких ситуациях в качестве инструмента используется резец проходной. Обычно припуск по длине обрабатываемого элемента составляет 7−12 миллиметров. Такой припуск в размере необходим для того чтобы обрабатываемую заготовку можно было отрезать на нужную длину и провести обработку её торцов.
 Для того чтобы подрезать торец обрабатываемого элемента могут применяться резцы нескольких видов:
Для того чтобы подрезать торец обрабатываемого элемента могут применяться резцы нескольких видов:
- Подрезные.
- Прямые проходные.
- Упорные.
Для подрезки и обтачивания небольшого отступа на детали используется упорный тип резцов.
А ещё при помощи универсального токарного оборудования можно на деталях прорезать канавки разной глубины. Для этого используется специальный канавочный инструмент, а процедура проводится на малых скоростях вращения шпинделя.
По аналогичному принципу выполняется и обрезка готового изделия. Процесс отрезки заканчивают тогда, когда в месте отреза диаметр перемычки доходит до величины 2−2,5 миллиметра. В этот период останавливается процесс отрезания, а готовое изделие просто отламывается от заготовки.
Токарно-винторезный станок: элементы, применение, преимущества
Механизмы устройства
Универсальные токарные станки состоят из механизмов и типовых узлов, к которым относятся:
- Ходовой винт — это основной элемент устройства, который отличает его от модели простой токарной.
- Коробка, которая обеспечивает смену и выбор подач.
- Фартук устройства. В нём происходит преобразование вращения валика или винта в поступательное движение суппорта с инструментом.
- Ходовой валик.
- Гитары шестерён. Это модуль, который необходим для передачи вращательного движения с одного на другой узел станка.
- Тумбы оборудования. Играют роль подставок. Основные узлы управления оборудования и обрабатываемый элемент, благодаря им, находятся на удобной высоте для визуального контроля.
- Электрическое оборудование.
- Шпиндель — основной узел токарного станка. Он зажимает заготовку и вместе с ней вращается. Режущий инструмент при этом перемещается в двух независимых координатах — поперёк и параллельно оси вращения. Чем конструкция шпинделя и его двигатель проводной мощнее, тем производительность оборудования выше по скорости снятия с заготовки металло — стружки и тем массивнее элементы он способен обработать.
- Несущая станина. На ней монтированы все механизмы оборудования.
- Коробка, которая обеспечивает регулировку скоростей.
- Задняя и передняя бабка. Передняя бабка — это узел токарного оборудования, который необходим для вращения и поддержания обрабатываемого элемента. Задняя бабка нужна для поддержки другого конца обрабатываемого элемента. Может применяться для установки метчика, развёртки, сверла и прочих инструментов.
- Суппорт станка необходим для закрепления режущего инструмента и передачи ему движений подачи. Он включает в себя каретки — нижние салазки, которые двигаются по направляющим станины. Перпендикулярно оси вращения элемента по направляющим нижних салазок перемещаются салазки поперечные, на которых расположены резцовая каретка и резцедержатель. Каретка резцовая к оси вращения элемента может проворачиваться под различным углом.
Характерным для этого оборудования является то, что конструктивные элементы разных моделей имеют одинаковые название и расположение. Станки этой категории, которые выпущены разными заводами-производителями, по своей конструкции почти идентичны (в том числе и с числовым программным управлением).
Для управления рабочими системами токарные станки оснащены различными рычагами и рукоятками. В частности, к ним относятся:
- Элемент управления направлением движения шпинделя и его остановкой.
- Элемент, который отвечает за фиксацию задней бабки.
- Управляющий элемент параметрами перемещения суппорта.
- Орган управления параметрами подачи.
- Штурвал, отвечающий за передвижение пиноли.
- Элемент, который отвечает за автоматический пуск продольной подачи и фиксацию пиноли.
- Отключение и включение основного двигателя.
- Элемент управления для выбора направления резьбы, которую нужно нарезать.
- Управляющий элемент для отключения и включения вращения ходового винта.
- Рукоятка, которая предназначена для управления верхними салазками.
- Орган управления, который определяет направление движения салазок (поперечное или продольное).
- Рукоятка, которая отвечает за выбор категории шага резьбы.
- Орган управления, который отвечает за выбор параметров резьбы нарезаемой (подача или шаг).
- Рукоятка, при помощи которой изменяется скорость вращения шпинделя.

Важные узлы токарно-винторезного станка и их особенности
Разберем несколько элементов станка, которые стоит отметить отдельно.
В шпиндель устанавливается специальный патрон (рис. 4), который имеет кулачки для закрепления заготовок. Процедура закрепления осуществляется автоматически или при помощи винта, установленного в патроне. Количество кулачков и их профиль могут быть самыми разнообразными.
Рисунок 4. Патрон токарного станка.
Рисунок 4. Патрон токарного станка.
Некоторые модификации коробок подач для токарно-винторезных станков комплектуются фрикционной муфтой (рис. 5). Она позволяет разорвать кинематическую цепь, если возникают критические перегрузки, что предохраняет детали коробки передач от разрушения. Также эта муфта дает возможность плавного переключения направления вращения шпинделя.
Рисунок 5. Фрикционная муфта токарно-винторезного станка.
Рисунок 5. Фрикционная муфта токарно-винторезного станка.
Пиноль и шпиндель имеют отверстия под установку так называемого конуса Морзе (рис. 6), который предназначен для быстрого закрепления различного осевого инструмента. Это приспособление имеет несколько стандартных типоразмеров.
Рисунок 6. Конус Морзе.
Рисунок 6. Конус Морзе.
На суппорте установлена каретка токарного станка (рис. 7), которая служит для закрепления режущего инструмента. Стандартная каретка вмещает 4 резца. Помимо перемещения на салазках в поперечном и продольном направлении, она может поворачиваться в горизонтальной перпендикулярной оси вращения заготовки плоскости. При этом каретка имеет не только фиксированные положения, но и может быть установлена под любым углом. Это позволяет обрабатывать конусные и другие нестандартные детали.
Рисунок 7. Каретка токарного станка.
Рисунок 7. Каретка токарного станка.
На рукоятках фартука имеются лимбы (рис. 8). Это специальные кольцевые поворотные шкалы, которые служат для осуществления точной подачи. Лимбы в обязательном порядке имеют гравировку, на которой указана цена деления шкалы.
Токарно-винторезные станки часто доукомплектовываются нестандартным оборудованием, которое предназначено для проведения узкоспециализированных операций.
Классификация оборудования
Виды этого оборудования подразделяют исходя из нескольких параметров, к которым относятся:
- Максимальный диаметр этой детали.
- Максимальная длина детали, которая допускается для обработки на этом оборудовании.
- Масса оборудования.
Длина детали, которая обрабатывается на этом оборудовании той или иной модели полностью зависит от того, какое выдержано расстояние между его центрами. При рассмотрении диаметра заготовки, которую определённый вид токарного станка позволяет обрабатывать, этот параметр колеблется в пределах от 100 до 4 тыс. миллиметров. Нужно учитывать и тот фактор, что модели оборудования, на котором могут обрабатываться элементы одного диаметра, могут иметь разную длину обрабатываемой заготовки.
У токарных универсальных станков может быть различный вес. По этому параметру оборудование подразделяется на такие категории:
- Лёгкие станки. Их вес не бывает больше 0,5 тонн. На нём обрабатываются элементы диаметр которых 100−200 миллиметров.
- Масса оборудования не превышает 4 тонн. Допустимый диаметр элементов обработки 250−500 миллиметров.
- Вес оборудования до 15 тонн. Диаметр обрабатываемых элементов колеблется в пределах 600−1250 миллиметров.
- Станки тяжёлые. Их вес может достигать 400 тонн. Диаметр обрабатываемых элементов 1600—4000 миллиметров.
Типы токарных станков
Классификация довольно сложная, так как она производится по нескольким параметрам (виду работ, степени автоматизации, весу и тому подобное). Поэтому лишь общий обзор наиболее известных разновидностей.
- Полу- и автоматы.
- Одно- или многошпиндельные.
- Револьверные.
- Винторезные.
Многорезцовые
Карусельные
Затыловочные
Маркировка токарных станков
Она буквенно-цифровая. Расшифровка позиций (слева направо) в обозначении изделий следующая.
- 1-я (цифра). Для токарных станков – всегда «1».
- 2-я (цифра или буква). Тип оборудования. К примеру, для карусельного станка это «5», лобового – «6», винторезного – «И».
- 3-я (число). Главный параметр (в дм). За него обычно принимается высота центров.
- 4-я (буква). Проставляется не всегда. Указывает на особенности токарного станка. К примеру, литера «Т» свидетельствует о том, что он модифицирован; «П» – повышенной точности, и так далее.
Основные характеристики
У каждого токарного станка – свои возможности. На что в первую очередь обратить внимание?
- Максимальное сечение металлозаготовки, которую можно зажать в шпинделе.
- Расстояние между центрами бабок при их крайнем положении. От этого зависит максимальная длина образца, который получится обработать.
- Предельная толщина металлической детали. Определяется расстоянием от оси шпиндель – задняя бабка до суппорта.
Модификаций токарных станков довольно много, но если вникнуть в их конструкцию, то принципиальных отличий нет. Основная разница – в компоновке станков, местоположении некоторых узлов и их исполнении (форма, размеры и тому подобное). К каждому изделию производитель обязательно прилагает комплект документации, по которой, имея общее понятие об устройстве токарного станка, с нюансами разобраться труда не составит.
Строение суппорта
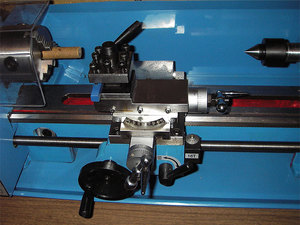
Суппорт токарного станка – это узел, благодаря которому обеспечивается фиксация режущего инструмента, а также его перемещение в наклонном, продольном и поперечном направлениях. Именно на суппорте располагается резцедержатель, перемещающийся вместе с ним за счет ручного или механического привода.
Суппорт с кареткой станка Optimum D140x250
Движение данного узла обеспечивается его строением, характерным для всех токарных станков.
- Продольное перемещение, за которое отвечает ходовой винт, совершает каретка суппорта, при этом она передвигается по продольным направляющим станины.
- Поперечное перемещение совершает верхняя – поворотная – часть суппорта, на которой устанавливается резцедержатель (такое перемещение, за счет которого можно регулировать глубину обработки, совершается по поперечным направляющим самого суппорта, имеющим форму ласточкиного хвоста).
Резцедержатель быстросменный MULTIFIX картриджного типа
Резцедержатель, который также называют резцовой головкой, устанавливается в верхней части суппорта. Последнюю при помощи специальных гаек можно фиксировать под различным углом. В зависимости от необходимости на токарных станках могут устанавливаться одно- или многоместные резцедержатели. Корпус типовой резцовой головки имеет цилиндрическую форму, а инструмент вставляется в специальную боковую прорезь в нем и фиксируется болтами. На нижней части резцовой головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ.
История создания [ править | править код ]
Токарный станок — древний инструмент. Самое раннее свидетельство о токарном станке восходит к Древнему Египту около 1300 года до нашей эры [1] . Есть также незначительные доказательства его существования в микенской цивилизации, начиная с 13-го или 14-го века до нашей эры [2] .
Четкие свидетельства изготовленных на станке артефактов были обнаружены в 6 веке до нашей эры: фрагменты деревянной чаши в этрусской гробнице в Северной Италии, а также две плоские деревянные тарелки с декоративными изготовленными на станке ободами в современной Турции [3] .
В период враждующих государств в Китае, около 400 г. до н. э., древние китайцы использовали токарные станки для заточки инструментов и оружия в промышленных масштабах [4] .
Первая известная картина, на которой изображен токарный станок, датируется 3 веком до нашей эры в Древнем Египте [5] .
Токарный станок был очень важен для промышленной революции. Он известно как «мать станков», поскольку это был первый станок, который привел к изобретению других станков [6] .
В 1717 году «придворный токарь Его Величества Император Петра Великого» Андрей Константинович Нартов впервые изобрёл токарно-винторезный станок с механизированным суппортом и набором сменных зубчатых колёс [7] . В токарных станках той эпохи резец зажимался в особом держателе, который перемещали вручную, прижимая к обрабатываемому предмету. Качество зависело только от точности рук мастера, тем более, что в то время токарные станки уже применялись для обработки металлических, а не деревянных изделий. Нарезать резьбу на болты, наносить сложные узоры на обрабатываемый предмет, изготовить зубчатые колеса с мелкими зубчиками мог только очень искусный мастер. В своем станке Нартов не просто закрепил резец, но и применил следующую схему: копировальный палец и суппорт приводились в движение одним ходовым винтом, но с разным шагом нарезки под резцом и под копиром. Таким образом было обеспечено автоматическое перемещение суппорта вдоль оси обрабатываемой заготовки. Станок позволял вытачивать сложнейшие рисунки почти на любых поверхностях. Как это ни парадоксально, невзирая на все дальнейшие усовершенствования придуманного Нартовым механизированного суппорта, принцип его действия остался таким же и в наше время [8] . Первые токарные станки Нартова хранятся в коллекции Эрмитажа, как шедевры инженерного искусства XVIII в [9] .
Первый полностью задокументированный токарный цельнометаллический токарный станок был изобретен Жаком де Вокансоном около 1751 года. Он был описан в «Энциклопедии».
Важным ранним токарным станком в Великобритании был горизонтальный сверлильный станок, который был установлен в 1772 году в Королевском Арсенале [en] в Вулвиче. Он работал на лошадиной тяге и позволял производить гораздо более точные и мощные пушки, которые с успехом использовались в американской войне за независимость в конце 18-го века. Одной из ключевых характеристик этого станка было то, что заготовка вращалась в противоположность инструменту, что делало её технически токарным станком. Генри Модслей, который позже много совершенствовал токарные станки, работал в Королевском Арсенале с 1783 года [10] . Подробное описание токарного станка Вокансона было опубликовано за десятилетия до того, как Модслей усовершенствовал свою версию. Вполне вероятно, что Модсли не знал о работе Вокансона, поскольку в его первых версиях упора для скольжения было много ошибок, которых не было в токарном станке Вокансона.
Читать также: Стеллажи для склада своими руками
Во время промышленной революции механизированная энергия, генерируемая водяными колесами или паровыми двигателями, передавалась на токарный станок посредством линейного вала, что позволяло быстрее и легче работать. Металлообрабатывающие токарные станки превратились в более тяжелые станки с более толстыми и жесткими деталями. Между концом 19 и серединой 20 веков отдельные электродвигатели на каждом токарном станке заменили линейный вал в качестве источника энергии. Начиная с 1950-х годов сервомеханизмы применялись для управления токарными станками и другими станками с помощью числового управления, которое часто сочеталось с компьютерами для создания числового программного управления (ЧПУ). Сегодня в обрабатывающей промышленности сосуществуют токарные станки с ручным управлением и ЧПУ.
Винторезные станки торговой марки «Квантум»
Винторезные станки данной торговой марки отличаются бесступенчатой регулировкой скорости. Шлифовальные шпиндели изготавливаются из закаленной стали. При этом показатели биения патрона довольно высокие. Кнопка аварийной остановки у многих моделей предусмотрена. Еще имеется автоматическая продольная передача. Каретка суппорта передвигается очень плавно. Подшипники в устройстве отличаются повышенной грузоподъемностью.
Ходовые винты установлены двойные. Двигатели в винторезные станки устанавливаются разной мощности. При этом показатель номинальной частоты также меняется. Защитный экран для безопасности человека во всех моделях производителем предусмотрен. Систему ЧПУ в винторезные станки установить можно. Направляющие станины изготавливаются из стали. Кожухи патронов — с выключателем.





