Резцы для токарного станка по дереву
Изготовление оригинальных деревянных изделий на станках подразумевает наличие разнообразного и качественного вспомогательного инструмента. В большинстве случаев для этого используются резцы для токарного станка по дереву. Благодаря им удается довести заготовку до необходимых геометрических параметров.

Производители предлагают всевозможные наборы, включающие изделия с режущей кромкой всевозможных конфигураций. Также можно самостоятельно изготовить режущий инструмент по дереву своими руками.
Широкий выбор форм и моделей
Занимаясь обработкой древестных заготовок профессионально, важно грамотно подбирать соответствующий инструмент для токарных работ по дереву. Богатый выбор и объемные наборы с разноплановыми наконечниками позволят охватить значительную часть работ.

Исходя из функциональности, стамески по дереву принято делить на такие группы:
- Грубая обдирка. Инструмент обладает парой рабочих граней, сопрягающихся под острым углом. Считается, что данная конструкция является существенно безопасней, чем радиусные аналоги.

Рейер для грубой черновой зачистки
- Чистовое точение. Подобные виды резцов для токарного станка по дереву снимают незначительный слой стружки и предназначены не для придания заготовке формы, а назначение их в придании внешней гладкости наружной поверхности. Металлические наконечники выпускаются с левой или правой заточкой.

Инструмент для чистовой зачистки
- Фасонный резец по дереву на рабочей части обладает полукруглой режущей частью. Их задействуют для работы с нестандартными поверхностями.

Фасонный может иметь практически любую конфигурацию
- Отрезной резец. Он актуальны сейчас для одной операции, в которой требуется от заготовки отделить какую-то часть.

Отрезной шириной 10 мм
- Расточные. С помощью таких изделий убираются излишки материала, появившиеся в процессе обработки. В такой операции помогает спецуступ, расположенный в области резания.

Расточной для удаления излишков древесины
- Токарные резцы по дереву с круглым сечением. Они используются для обработки радиусных заготовок. Рабочая часть бывает как радиусной, так и с небольшими технологическими зубцами.

Рейер для точения чаш
- Токарные работы по дереву в торце проводятся при помощи обычного режущего напильника.
- В качестве вспомогательного оборудования применяют специальные ограничители на резцы, лимитирующие глубину резания.
Помимо стандартного набора профессионалы используют в работе самодельные резцы для токарного станка по дереву. Такой подход обеспечивает увеличение производительности и помогает расширить ассортимент готовой продукции.
Если предполагается длительное время заниматься обработкой древесины, то в таком случае не обойтись без качественного инструмента, который изготавливается из стали инструментального класса. Она способна выдерживать большую производственную интенсивность, которая не всегда по силам самоделкам.
Самодельные токарные резцы по дереву
Наибольшую трудность в производстве каждого типа стамески для токарного станка вызывает подбор заготовок для режущей части. Кроме обеспечения соответствующей твердости приходится задумываться о возможности установки металлической части в державку. Она позволит зафиксировать резец в нужном положении для комфортной обработки.

Наиболее приемлемым материалом для самодельных резцов является инструментальная сталь (У8, У10, У12 и пр.). При этом стоит учесть, что она окажется проблематичной для обработки в гаражных или домашних условиях. Это связано с высокой первоначальной твердостью материала.
Традиционной практикой является изготовление под токарный станок резцов из углеродистой марки стали с последующей ее закалкой. Самостоятельно инструмент изготавливают из следующего сырья:
- Арматура или пруты стали. Предпочтительней подбирать заготовки с максимально приближенными геометрическими параметрами к будущим режущим формам.
- Напильник либо рашпиль. Ножи для домашнего использования переделывают из б/у напильников, потерявших свой первоначальный вид и режущие способности. Важно проверить заготовку на отсутствие трещин и сильных сколов, чтобы получить качественный продукт.
- Куски рессор от автомобилей. Такая сталь проблематично обрабатывается без предварительного нагрева и придания максимально близкой формы. Для этой операции используют автоген или сварочный аппарат.
Хорошей альтернативой является изготовление базового токарного корпуса, в котором удастся менять резцы. Однако, подобная ситуация требует наличия монтажных элементов в конструкции готового изделия. В процессе работы они обязаны держать значительную нагрузку и не менять первоначального положения режущей части.

В качестве заготовок могут быть использованы рашпили или напильники, уже отслужившие свой срок
Когда заготовку согнули до требуемой формы, необходимо провести предварительную заточку кромки. На следующем этапе рабочая часть подвергается закаливанию. Это делается с помощью разогревания острия на отрытом огне, например газовой горелкой или в кузнечном горне. Далее обеспечиваем резкое охлаждение в большом объеме машинного масла.
Высоколегированные и высокоуглеродистые стали не стоит калить в воде, так как внутренние напряжения материала приведут к появлению трещин, хрупкости и выходу из строя заготовки.
Самостоятельно изготовленное вспомогательное режущее оборудование по дереву для токарного станка рекомендуется проверять на мягкой древесине. Это поможет избежать возможных негативных последствий с ним. После непродолжительного тестирования нужно проверить сохранность первоначальной заточки и формы инструмента.
ВИДЕО: Как сделать рейер своими руками (грубая очистка)
ВИДЕО: Мейсель своими руками (чистовая обработка)
Заточка рабочего инструмента
Каждая рабочая стамеска должна быть хорошо заточена. В противном случае она не даст нужной чистоты поверхности или станет создавать сколы в деревянных заготовках. Заточка токарных резцов по дереву требуется в нескольких случаях: после покупки (не все производители продают свои резцы в заточенном виде) и после затупления кромки (придается первоначальный вид инструменту). Вернуть кромке необходимую остроту удастся с помощью определенных операций.

Для заточки используется станок, шлифмашина или напильник
В первую очередь для правильной заточки необходимо запастись несколькими типами заточных камней. Более грубый с крупным зерном будет обдирочным, а абразивный инструмент с мелким зерном является доводочным.
Если имеется такой фиксатор для абразива как башмак, то оснастка крепится в нем под требуемым углом. Далее по поверхности водим резец из стороны в сторону.
Использовать для заточки исключительно крупное зерно – непрактично, так как оно не даст нужной остроты. Все время точить мелким зерном также неправильно, ведь камень будет забиваться стружкой, а металл станет подгорать и терять свою твердость от повышения температуры, что приведет к быстрому затуплению. Можно воспользоваться средним зерном из интервала 25-40 с твердостью СМ-1.
Нередко профессионалы практикуют заточку своими руками в несколько этапов. Сначала обдирочные операции, потом доводочные также на станке. Финишная стадия осуществляется на заточном бруске – оселке. Их можно смазывать машинным маслом, чтобы минимизировать нагрев заготовки.
Хранение проводится в сухом месте, так как данный инструмент не переносит влаги. После каждого сеанса применения необходимо очистить каждый резец от остатков стружки, смол или иных типов загрязнения.
ВИДЕО: Как правильно затачивать инструмент
Как сделать и заточить резцы по дереву
Резьба по дереву – это один из древнейших видов прикладного искусства, не утративший свою популярность и сегодня. Художественная резьба – очень трудоемкое и сложное, но очень увлекательное занятие, для которого необходимы специальные инструменты – резцы по дереву.
Существует большое количество типов и форм этих инструментов, предназначенных для разных методов вырезания, зависящих от специфики участков рельефа деревянной заготовки. От их качества не меньше чем от мастерства резчика зависит чистота резьбы.
![]()
- Виды резцов
- Изготовление своими руками
- Лезвие резца по дереву
- Рукоятка
- Заточка резцов по дереву
- Токарные резцы по дереву
Виды резцов
Все резцы по дереву, необходимые для ручной работы, имеют однотипную конструкцию и состоят из металлического лезвия с хвостовиком, на котором закреплена деревянная рукоятка.
![]()
Для вырезания несложных геометрических орнаментов на плоской поверхности можно обойтись парой простых резаков, но для создания сложных объемных и ажурных произведений из дерева потребуется применение большого числа специальных резцов.
![]()
Наиболее широко применяются следующие виды этих инструментов:
- нож-косяк – инструмент наподобие сапожного ножа с коротким треугольным лезвием, угол скоса которого может быть разным, что делает его универсальным и подходящим для большого спектра работ;
- стамеска – наиболее распространенный тип резца по дереву. Им выполняется основной объем работы при создании большинства резных изделий, он имеет ровное лезвие с режущей кромкой на конце, которая бывает прямой, косой, полукруглой или уголковой в форме буквы V;
- клюкарза – инструмент, похожий на стамеску, с лезвием, имеющим два изгиба по сто двадцать градусов (чтобы рукоятка при работе не цепляла обрабатываемую плоскость). С разнообразными режущими частями – полукруглыми, скобчатыми, прямыми и другими;
- ложкорез – резец для вырезания ложек и другой посуды, выполненный в форме кольца или полукольца с заточенной боковой гранью;
- топорик – нож, похожий на немного скошенное лезвие топора, являющийся довольно универсальным инструментом, уголками которого можно делать резы как на себя, так и от себя, а серединой лезвия срезать выпуклости.
![]()
Для тех, кто только начинает осваивать методику резьбы по дереву, на первых порах достаточно будет купить 5-6 резцов – нож-косяк, плоскую стамеску и по две полукруглых и уголковых с разными радиусами и углами загиба. Но брать нужно качественные, профессиональные инструменты, несмотря на их немаленькую цену. Дешевые наборы для начинающих делаются из плохой стали, очень быстро тупятся и работа ими не доставит удовольствия резчику.
Опытные мастера предпочитают делать для себя резцы по дереву самостоятельно. Их изготовление не представляет большой сложности и вполне под силу любому человеку, даже в домашних условиях.
![]()
Изготовление своими руками
При изготовлении этих инструментов не обойтись без электрического заточного станка (электроточила) с комплектом абразивных кругов разной зернистости. В большинстве операций его может с успехом заменить болгарка с отрезными и шлифовальными дисками.
![]()
Лезвие резца по дереву
Для изготовления лезвия инструмента подойдут любые отслужившие свой век изделия из высококачественной стали – рессоры, сверла, скальпели, рашпили и даже кольца подшипников.
![]()
Для ножей самым простым выбором является полотно для ножовки по металлу. Изготовление заключается в нарезании его на отрезки требуемой длины, формировании нужной формы лезвия и заточки.
Лучший вариант для стамесок – диск циркулярной пилы, толщина которого очень хорошо подходит для этой цели. Углеродистая сталь, из которой она изготовлена, долго держит заточку даже при обработке твердых пород дерева. Отрезание полос нужного размера и их вытачивание для получения необходимой формы лезвия выполняется с помощью болгарки или абразивного диска электроточила.
![]()
Для полукруглой стамески отлично подойдет старый пробойник – он уже имеет нужную форму. Достаточно только срезать с него лишний металл и заточить.
![]()
При интенсивном обтачивании металл нагревается, что вызывает отпуск, делающий его более мягким, неспособным долго сохранять заточку. Поэтому после придания лезвию нужной формы и заточки требуется закалка. Для этого нужно нагреть режущую часть при помощи газовой или керосиновой горелки до малинового цвета и опустить в емкость с машинным маслом.
Рукоятка
В качестве материала для рукоятки наиболее подходящим деревом считается дуб. Ну а где он не растет, его вполне успешно заменит береза, которая, будучи обожженной до черноты газовой горелкой и отшлифованная, не требует никакого покрытия и очень комфортна для работы.
![]()
Для ножей по дереву рукоятку можно сделать следующим способом:
- выпилить два бруска длиной около 12 сантиметров и сечением 12х22 миллиметра;
- приложив хвостовик лезвия к бруску, обвести его карандашом;
- стамеской выбрать древесину на глубину толщины лезвия;
- нанести на поверхности брусков столярный клей (можно ПВА или ЭДП), соединить конструкцию и стянуть ее струбцинами или зажать в тисках;
- после высыхания клея обстругать рукоятку или обточить на электроточиле и ошкурить.
Для стамесок рукоятку можно выточить на токарном станке или выстрогать из целого бруска. Затем просверлить отверстие по размеру хвостовика и, предварительно надев на рукоятку обжимное кольцо, предохраняющее дерево от раскалывания, аккуратно насадить ее на лезвие.
Заточка резцов по дереву
Завершающим этапом изготовления резцов по дереву является формирование режущей части и заточка. Основную часть металла с режущей кромки можно убрать на абразивном круге электроточила или заточным диском болгарки.
![]()
Углы заточки фасок всех видов резцов примерно одинаковые и лежат в диапазоне 18-25°, а длина острой части составляет порядка 20-35 мм, в зависимости от общей длины резца. В процессе обработки необходимо обязательное постоянное охлаждение лезвия в емкости с водой.
![]()
Дальнейшая работа выполняется вручную в следующей последовательности:
- заточка на наждачном бруске, который рекомендуется периодически смачивать водой;
- заточка на более тонком бруске или на шкурке-нулевке, положенной на твердую, ровную подложку;
- завершающая правка и полировка режущей кромки на кожаном ремне, натертом пастой ГОИ.
В процессе эксплуатации режущего инструмента его лезвие неизбежно теряет свою остроту. Регулярная тщательная заточка резцов по дереву – необходимое условие для комфортной работы резчика и высокого качества резного изделия.
Токарные резцы по дереву
Токарный резец – инструмент, предназначенный для ручной обработки вращающейся в станке заготовки. Такие инструменты, в отличие от резцов по дереву для ручной работы, имеют длинную ручку. Она необходима для того, чтобы токарю было удобно держать инструмент. Наличие такой ручки позволяет контролировать лезвие, не прикладывая больших усилий для удержания резца.
![]()
Лезвие у всех разновидностей токарных резцов тоже длиннее, чем у ручных, поскольку токарю при работе требуется обхватывать его левой рукой.
![]()
Для большинства видов точения дерева на токарном станке требуются всего два типа резцов: рейтер и мейсель.
Рейтер – инструмент с режущей частью в форме полукруга, который используется для черновой, первоначальной обработки заготовки. С помощью рейтера заготовку обтачивают, чтобы придать ей приблизительную форму будущего изделия.
Мейсель – резец, предназначенный для чистовой обработки заготовки из дерева до получения готового изделия. Лезвие этого инструмента представляет собой пластину со скошенной режущей частью, похожую на нож-косяк.
![]()
Для самостоятельного изготовления лезвий этих резцов больше всего подходят старые напильники, а сам процесс ничем не отличается от описанного выше.
![]()
В процессе накопления опыта начинающий резчик определит для себя наиболее удобные для него виды резцов, их формы и размеры. Он научится создавать отличные инструменты и прекрасные резные изделия из дерева, и это занятие может стать для него хобби на всю жизнь.
Токарные резцы для работы по дереву своими руками
Сегодня многие умельцы в домашних условиях делают замечательные поделки из дерева. Для таких работ нужен хороший инструмент. Вопрос, как сделать резцы по дереву в домашних условиях, актуален не только для любителей декоративно-прикладного творчества, но и для плотников, токарей и представителей других смежных профессий. О резцах по металлу читайте здесь.
Резцы по дереву
 Для работ на токарном станке по дереву нужен не один резец, а несколько. Причём все резцы имеют разную форму и предназначение. Существует два основных вида таких резцов:
Для работ на токарном станке по дереву нужен не один резец, а несколько. Причём все резцы имеют разную форму и предназначение. Существует два основных вида таких резцов:
- Для грубой, первоначальной обработки.
- Для придания формы и окончательной доработки.
Несмотря на нюансы применения, все резцы для работы на токарном станке по дереву имеют общие принципы изготовления и требования к форме. Любой резец состоит из лезвия (около 30 см в длину) и рукоятки (не менее 20 см). В свою очередь, рукоятка состоит из деревянного держака и металлического кольца для фиксации металлического резака.
Основная рабочая плоскость делится на три части: лезвие — самая острая часть, тело — плоскость резца, которая используется для держания и упора, хвостовик — узкая часть, применяемая для крепления в рукоятке.

В набор токарных резцов по дереву входит разный инструмент. Резцы по своей функциональности делятся на четыре основные группы:
- Чтобы отрезать заготовку применяют отрезные.
- Чтобы придать цилиндрическую форму — расточные.
- Для точения двухгранных выемок и выступов — подрезные.
- Для создания овальных выемок — фасонные.
Схема изготовления
Большое значение в качества резца играет выбор металла для рабочего полотна. Многие мастера используют для этого старые напильники, рашпили и другие инструменты, сделанные из высококачественной стали. Автомобильные рессоры могут стать замечательным материалом для будущего замечательного инструмента. Однако такой резец после заточки следует закалить.
Для изготовления рукоятки лучше использовать твёрдые породы древесины (груша, слива, яблоня, дуб, бук). Приготовив материалы для будущего орудия труда, можете приступить к следующим шагам:
 Выточите рукоятку.
Выточите рукоятку.- Насадите фиксирующее кольцо на рукоятку. Следите, чтобы кольцо плотно прилегало к поверхности.
- Просверлите отверстие малого диаметра в торце рукоятки для вставки основного полотна.
- Если сталь для полотна не закалённая, то самое время его закалить.
- Заточите на точильном станке хвостовик. Он должен быть острым на конце.
- Вбейте полотно в рукоятку. Проверьте надёжность крепления.
- Заточите лезвие полотна нужной конфигурации. Используйте для заточки шлифовальные круги разной зернистости. Угол заточки может быть от 20 до 60 градусов, в зависимости от предназначения инструмента и личных предпочтений мастера.
- Проверьте визуально готовый резец на наличие трещин, сколов и других изъянов, которые сразу устраните.
 Выточите рукоятку.
Выточите рукоятку.Работать резцами начинайте на мягких породах древесины (тополь, берёза, липа). Убедившись, что инструмент надёжный переходите на обработку более твёрдых пород.
Регулярно проверяйте стамески для токарного станка по дереву на надёжность и прочность. От этого зависит ваша безопасность.
Применение на практике
Изготовленные собственноручно инструменты радуют, и возникает вопрос, что можно сделать на токарном станке с их помощью. Токарные работы очень востребованы в строительстве и дизайне, а также декоративном искусстве. Например, фигурные балясины для лестницы внутри дома или крыльца. Красивый подсвечник на камине или журнальном столике может украсить и разнообразить вид любого интерьера. Точёные шахматные фигуры — мечта любителей этой древней игры.
Прежде чем приступить, нужно проверить надёжность станины, на которой установлен станок. Также осматриваются крепления и прочность передней и задней бабки, подручника и исправность всех фиксаторов. Сразу нужен правильный рабочий режим, чтобы неоцентрованную заготовку не вырвало большой скоростью вращения.

После того как мастер решил, что собирается сделать, нужно приготовить болванку для будущего изделия. По чертежу определите размеры и в соответствии с этими данными выбирается нужная заготовка.
Отцентрируйте торцы бруска. Для большей безопасности и удобства состругайте рубанком ребра бруска и придайте ему форму восьмигранника.
 При переходе на более тонкую обработку на первое место выходит техника безопасности. Следите, чтобы правильно установить рекомендованными станковые скорости вращения. Нарушение установленных норм обработки может привести к несчастному случаю, если это работа на станке с большим диапазоном скоростей вращения. Помните, что правила безопасности написаны для блага людей, чтобы без проблем для жизни и здоровья выполнять токарные работы по дереву. Своими руками можно всё испортить, если не последуете проверенным временем рекомендациям.
При переходе на более тонкую обработку на первое место выходит техника безопасности. Следите, чтобы правильно установить рекомендованными станковые скорости вращения. Нарушение установленных норм обработки может привести к несчастному случаю, если это работа на станке с большим диапазоном скоростей вращения. Помните, что правила безопасности написаны для блага людей, чтобы без проблем для жизни и здоровья выполнять токарные работы по дереву. Своими руками можно всё испортить, если не последуете проверенным временем рекомендациям.
Изготовив свой первый резец, мастер обычно хочет продолжить совершенствоваться в этом нелёгком деле. Помните, что правильно сделанный и заточенный инструмент залог эффективной работы на токарном станке. Следуйте полезным советам и постоянно осваивайте новые приёмы и приспособления.
Токарные резцы по дереву, заточка резцов, выбор
Токарная обработка дерева
Дерево это прекрасный природный материал, легко поддающийся обработке. Действительно, ещё в глубокой древности мастера умели работать с ним, используя ручные инструменты, добываясь при этом поразительных результатов. Изобретение токарного станка облегчило работу мастерам – резчикам по дереву. Вместе со станком, естественно, появились специальные резцы по дереву.
В последнее время возросло увлечение изготавливать различные изделия своими руками, в связи с чем появился спрос на станки для личного пользования, в том числе и на токарные. Причем это касается не только изготовления табуреток и полок, но и высокохудожественных изделий.
Токарный станок для дерева отличается от токарного станка по обработке металла тем, что подвод резца к детали в первом случае производится при помощи специального приспособления – подручника, при помощи которого подводится резец по дереву к заготовке. Закреплённая в патроне и поджатая бабкой заготовка вращается на станке, а токарь, держа в руке резец и опираясь на подручник, обрабатывает заготовку.
Резцы по дереву выбирают в соответствии с производимой операцией и с породой обрабатываемого дерева. Если такие породы, как орех, бук, яблоня, груша, берёза, липа обрабатываются на токарном станке сравнительно легко, то дуб, ясень, мореное дерево обрабатываются намного труднее.
Основные виды резцов для токарного станка по дереву
Видов резцов для токарной обработки разработано достаточно много, кроме того, компании, производящие их, усовершенствуются в выпуске новых моделей. Если есть необходимость купить или просмотреть цены на резцы по дереву, можно зайти на Яндекс Маркет или заказать их на Алиэкспрессе.
Если рассматривать набор резцов по дереву для токарного станка, в него обязательно входят такие основные инструменты, как райер, который предназначен для черновой обработки заготовки, и мейсель, который предназначен для чистовой обработки изделия.
 Рейер, обдирочная стамеска для токарных работ
Рейер, обдирочная стамеска для токарных работ
Рейер представляет собой лезвие в виде полукруга, которое изготавливают из пластины большой толщины.
Мейсель это резец, у которого лезвие заточено по косой с обеих сторон.
 Мейсель, резец для чистовой обработки
Мейсель, резец для чистовой обработки
Заточка углов имеет важное значение для качества работ.
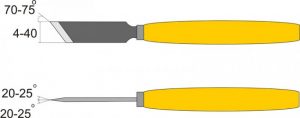 Правильная заточка углов у мейселя
Правильная заточка углов у мейселя
Резец крючок для токарного станка по дереву также должен быть в основном наборе. С его помощью вытачиваются различные полости в заготовке.
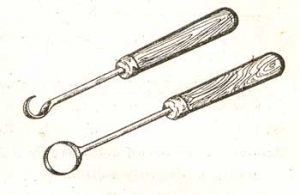 Резец крючок и резец кольцо для вытачивания внутренних полостей в заготовке
Резец крючок и резец кольцо для вытачивания внутренних полостей в заготовке
Схожие операции выполняет и резец кольцо.
Также в состав минимального набора резцов по дереву для токарного станка необходимо включить и отрезной резец, которым отрезают готовое изделие от деревянной болванки зажатой в тисках.
Изготовление резцов для токарной обработки по дереву
Новичку, который начинает заниматься токарным делом, проще купить резцы для токарного станка по дереву. Профессионалы изготавливают резцы специально себя, то есть под те работы, которые они выполняют и той формы, которая удобна для работы специалисту.
Изготовить резец несложно, для этого нужно иметь качественную сталь, из которой изготавливают рабочую часть и ручку.
Рабочая часть подразделяется на три части, это:
1.лезвие, то есть та часть, заточенная специально под вид работ с деревом;
2.тело рабочей части, при помощи которого резец упирается в подручник;
3.хвостовик, часть рабочей части с тонким концом, которую вставляют в ручку инструмента.
Ручку изготавливается из пластика или, чаще из дерева.
Если делаем резец для токарных станков по дереву, учитываем, будет ли это узконаправленный вид работ или же это будут универсальные работы.
 Виды резцов для токарных работ
Виды резцов для токарных работ
Для того, что бы можно было инструмент применять для разнообразных работ, изготавливают или приобретают максимально полный набор инструментов, которыми можно выполнять все токарные работы по изготовлению любых изделий из дерева.
В наборе могут быть как просто отрезные или подрезные резцы, применяемые для простых работ так и специальные расточные и фасонные, которые применяются для специальной обработки и изготовления сложных изделий.
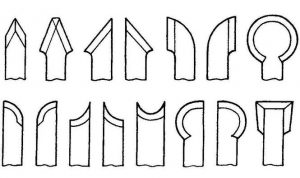 Лезвия для фасонных резцов, которые применяются для работ со сложными изделиями
Лезвия для фасонных резцов, которые применяются для работ со сложными изделиями
Самодельные резцы по дереву для токарного станка
Конечно, проще купить резцы для токарного станка по дереву, тем более, если нет возможности приобрести хорошую сталь для рабочей части. Цена на набор из 8 штук, например, производитель Тайвань с торговой маркой Зубр стоят от 570 рублей, они имеют хорошую заточку, изготовлены из качественного металла, но имеют очень короткую рабочую часть, с которой неудобно работать со сложными изделиями. Резцы с нормальной и удобной рабочей частью стоят от 5600 рублей за те же 8 единиц.
Поэтому есть смысл изготавливать самому резцы ручные по дереву для токарного станка. Для их изготовления можно использовать и напильники, которые уже отслужили свой срок, а также рашпили. Имея заточной станок, лезвию можно придать и нужную форму, и необходимый угол заточки.
Ручка, если есть в наличии, устанавливается старая, добавив при этом кольцо для крепления. Если нет, можно её выточить имеющимся инструментом или применить пластиковую. Если нет под рукой напильника, который можно использовать для изготовления инструмента, можно, как вариант, использовать арматуру соответствующего качества или автомобильные рессоры.
Обязательно перед тем, как произвести первичную заточку инструмента под необходимым углом, нужно произвести закалку инструмента, опустив раскалённую заготовку в охлаждённое машинное масло.
Затем заточку доводят на абразивном круге и полируют на бруске.
Изготовленные таким методом резцы ничем не уступают покупным, если при их изготовлении придерживаться необходимых правил.
 Резцы, изготовленные из подручных материалов, по качеству работы могут быть лучше покупных
Резцы, изготовленные из подручных материалов, по качеству работы могут быть лучше покупных
Стандартная длина рабочей части инструмента составляет от 20 до 30 см, которая позволяет свободно маневрировать им при токарных работах и дает возможность несколько раз повторно затачивать инструмент.
Длина хвостовика должна быть достаточной для того, что бы закрепить его в ручке для безопасной работы. Если используете старый напильник, его хвостовую часть нужно обязательно удлинить, причем не менее чем в 1,5 раза. Толщина рабочей части должна быть не менее, чем толщина напильника, что бы во время работы не получить удар при токарных работах.
Ручка от инструмента должна быть в размере примерно такой же, как и остальная металлическая часть инструмента. Это поможет удерживать инструмент в руках при точении, особенно твердых пород дерева.
Многих мастеров сейчас заинтересовало применение и изготовление супер резца по дереву для токарного станка. Его изготавливают разным методом, например, используя гаечный ключ с накидной головкой или обойму от подшипника. При этом и ту и другую деталь предварительно обрабатывают и затачивают, при этом крепят на удлинитель при помощи сварки и крепежа.
Эти резцы имеют форму кольца, работают очень хорошо, угол заточки выводить не нужно. Минус, забивается иногда стружка, если не продуман её выход.
Заточка резцов
Произвести правильную заточку резцов для токарного станка по дереву важно как для покупных резцов, так для изготовленных самому. При работе происходит затупление и приходится периодически обновлять кромку.
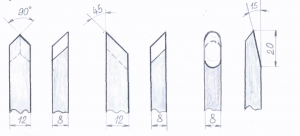 Основные размеры при самостоятельном изготовлении резцов по дереву
Основные размеры при самостоятельном изготовлении резцов по дереву
Угол заточки зависит от мягкости обрабатываемой древесины, от того, какая это обработка, чистовая или черновая и определяется каждым токарем самостоятельно.
Например, если затачивается мейсель, который, как известно, используют для черновой первичной обработки, его угол по наклону полотна, так и угол заточки резца равен 40 грусам с каждой стороны.
Райер, который применяют при чистовой окончательной обработки, затачивают примерно на 55 градусов.
При приобретении необходимых навыков в течение работы, а также при дальнейшем использовании других резцов угол заточки снижают до 30 градусов.
В принципе, чем больше угол заточки, тем для более твердого материала он используется или для более грубой обработки или обдирки и наоборот, острый угол используется для финишной обработки и для более мягкого материала, например, липы.
Естественно, острый угол приходится чаще выверять и перезатачивать.
В наборе инструментов правильным будет заточить один и тот же вид инструмента под разным углом. Это будет более рациональным при работе, не нужно будет перезатачивать один и тот же резец по несколько раз.
Токарная обработка металла — все о технологии токарных работ
К наиболее распространенным методикам изготовления деталей с заданными геометрическими параметрами относится токарная обработка металла. Суть данной методики, позволяющей также получать поверхность с требуемой шероховатостью, заключается в том, что с заготовки убирают лишний слой металла.

Процесс токарной обработки металла
Принципы токарной обработки
Технология токарных работ по металлу предполагает использование специальных станков и режущего инструмента (резцы, сверла, развертки и др.), посредством которого с детали снимается слой металла требуемой величины. Токарная обработка выполняется за счет сочетания двух движений: главного (вращение заготовки, закрепленной в патроне или планшайбе) и движения подачи, совершаемого инструментом при обработке деталей до заданных параметров их размера, формы и качества поверхности.
За счет того, что существует множество приемов совмещения этих движений, на токарном оборудовании работают с деталями различной конфигурации, а также осуществляют целый перечень других технологических операций, к которым относятся:
- нарезание резьбы различного типа;
- сверление отверстий, их растачивание, развертывание, зенкерование;
- отрезание части заготовки;
- вытачивание на поверхности изделия канавок различной конфигурации.

Основные виды токарных работ по металлу
Благодаря такой широкой функциональности токарного оборудования на нем можно сделать очень многое. Например, с его помощью выполняют обработку таких изделий, как:
- гайки;
- валы различных конфигураций;
- втулки;
- шкивы;
- кольца;
- муфты;
- зубчатые колеса.
Естественно, что токарная обработка предполагает получение готового изделия, которое соответствует определенным стандартам качества. Под качеством в данном случае подразумевается соблюдение требований к геометрическим размерам и форме деталей, а также степени шероховатости поверхностей и точности их взаимного расположения.
Для обеспечения контроля над качеством обработки на токарных станках применяют измерительные инструменты: на предприятиях, выпускающих свою продукцию крупными сериями, – предельные калибры; для условий единичного и мелкосерийного производства – штангенциркули, микрометры, нутрометры и другие измерительные устройства.

Измерительные инструменты, часто используемые в токарном деле
Первое, что рассматривают при обучении токарному делу, – это технология обработки металлов и принцип, по которому она осуществляется. Заключается этот принцип в том, что инструмент, врезаясь своей режущей кромкой в поверхность изделия, зажимает его. Чтобы снять слой металла, соответствующий величине такого врезания, инструменту надо преодолеть силы сцепления в металле обрабатываемой детали. В результате такого взаимодействия снимаемый слой металла формируется в стружку. Выделяют следующие разновидности металлической стружки.
Такая стружка формируется тогда, когда на высоких скоростях обрабатываются заготовки, выполненные из мягкой стали, меди, олова, свинца и их сплавов, полимерных материалов.
Образование такой стружки происходит, когда на небольшой скорости обрабатываются заготовки из маловязких и твердых материалов.
Стружка такого вида получается при обработке заготовок из материала, отличающегося невысокой пластичностью.
Формирование такой стружки свойственно для среднескоростной обработки заготовок из стали средней твердости, деталей из алюминиевых сплавов.

Виды стружки при токарной обработке
Режущий инструмент токарного станка
Эффективность, которой отличается работа на токарном станке, определяется рядом параметров: глубиной и скоростью резания, величиной продольной подачи. Чтобы обработка детали была высококачественной, необходимо организовать следующие условия:
- высокую скорость вращения заготовки, фиксируемой в патроне или планшайбе;
- устойчивость инструмента и достаточную степень его воздействия на деталь;
- максимально возможный слой металла, убираемый за проход инструмента;
- высокую устойчивость всех узлов станка и поддержание их в рабочем состоянии.
Скорость резки выбирается на основе характеристик материала, из которого сделана заготовка, типа и качества применяемого резца. В соответствии с выбранной скоростью резки выбирается частота вращения шпинделя станка, оснащенного токарным патроном или планшайбой.
При помощи различных типов резцов можно выполнять черновые или чистовые виды токарных работ, а на выбор инструмента основное влияние оказывает характер обработки. Изменяя геометрические параметры режущей части инструмента, можно регулировать величину снимаемого слоя металла. Выделяют правые резцы, которые в процессе обработки детали передвигаются от задней бабки к передней, и левые, движущиеся, соответственно, в обратном направлении.

Основные типы токарных резцов
По форме и расположению лезвия резцы классифицируются следующим образом:
- инструменты с оттянутой рабочей частью, ширина которой меньше ширины их крепежной части;
- прямые;
- отогнутые.
Различаются резцы и по цели применения:
- подрезные (обработка поверхностей, перпендикулярных оси вращения);
- проходные (точение плоских торцовых поверхностей);
- канавочные (формирование канавок);
- фасонные (получение детали с определенным профилем);
- расточные (расточка отверстий в заготовке);
- резьбовые (нарезание резьбы любых видов);
- отрезные (отрезание детали заданной длины).
Качество, точность и производительность обработки, выполняемой на токарном станке, зависят не только от правильного выбора инструмента, но и от его геометрических параметров. Именно поэтому на уроках в специальных учебных заведениях, где обучаются будущие специалисты токарного дела, очень большое внимание уделяется именно вопросам геометрии режущего инструмента.

Углы токарного резца
Основными геометрическими параметрами любого резца являются углы между его режущими кромками и направлением, в котором осуществляется подача. Такие углы режущего инструмента называют углами в плане. Среди них различают:
- главный угол – φ, измеряемый между главной режущей кромкой инструмента и направлением подачи;
- вспомогательный – φ1, расположенный, соответственно, между вспомогательной кромкой и направлением подачи;
- угол при вершине резца – ε.
Угол при вершине зависит только от того, как заточен инструмент, а вспомогательные углы можно регулировать еще и его установкой. При увеличении главного угла уменьшается угол при вершине, при этом уменьшается и часть режущей кромки, участвующей в обработке, соответственно, стойкость инструмента тоже становится меньше. Чем меньше значение этого угла, тем большая часть режущей кромки участвует как в обработке, так и в отводе тепла от зоны резания. Такие резцы являются более стойкими.
Практика показывает, что для токарной обработки не слишком жестких заготовок небольшого диаметра оптимальным является главный угол, величина которого находится в интервале 60–90 градусов. Если обрабатывать необходимо заготовку большого диаметра, то главный угол необходимо выбирать в интервале 30–45 градусов. От величины вспомогательного угла зависит прочность вершины резца, поэтому его не делают большим (как правило, он выбирается из интервала 10–30 градусов).
Особое внимание на уроках по токарному делу уделяется и тому, как правильно выбирать тип резца в зависимости от вида обработки. Так, существуют определенные правила, по которым обработку поверхностей того или иного типа выполняют с помощью резца определенной категории.
- Обычные прямые и отогнутые резцы необходимы для обработки наружных поверхностей детали.
- Упорный проходной инструмент потребуется для торцевой и цилиндрической поверхностей.
- Отрезной резец выбирают для протачивания канавок и обрезки заготовки.
- Расточные резцы применяются для обработки отверстий, просверленных ранее.
Отдельную категорию токарного инструмента составляют резцы, с помощью которых можно обрабатывать фасонные поверхности с длиной образующей линии до 40 мм. Такие резцы подразделяются на несколько основных типов:
- по конструктивным особенностям: стержневые, круглые и призматические;
- по направлению, в котором осуществляется обработка изделия: радиальные и тангенциальные.

Токарно-винторезный станок 1В625МП
Виды оборудования для токарной обработки
Из всех типов оборудования для токарной обработки наибольшее распространение и на крупных, и на мелких предприятиях получил токарно-винторезный станок. Причиной такой популярности является многофункциональность этого устройства, благодаря которой его с полным основанием можно назвать универсальным.
Перечислим основные элементы конструкции такого станка:
- две бабки – передняя и задняя (в передней бабке размещают коробку скоростей станка; шпиндель с токарным патроном (или планшайбой), на задней бабке размещены продольные салазки и пиноль оборудования);
- суппорт, в конструкции которого различают верхние и нижние салазки, поворотную плиту и резцедержатель;
- несущий элемент оборудования – станина, установленная на две тумбы, в которых размещают электродвигатели.
- коробка подач.

Токарный станок с ЧПУ
Все большее распространение получают станки, управление которыми осуществляется при помощи специальных компьютерных программ, – станки с ЧПУ. Конструкция таких станков отличается от обычной только тем, что в ней присутствует специальный блок управления.
В отдельные категории выделяют следующие виды станков токарной группы:
- токарно-револьверное оборудование, применяемое для обработки деталей сложной конфигурации;
- токарно-карусельные станки, среди которых различают одно- и двухстоечные;
- многорезцовое полуавтоматическое оборудование, которое можно встретить на предприятиях, выпускающих свою продукцию крупными сериями;
- обрабатывающие комплексы, на которых можно выполнять как токарные, так и фрезерные операции.
Без токарной обработки сегодня крайне сложно представить многие производственные отрасли. Поэтому данный вид работы с металлом продолжает развиваться, несмотря на и без того высокий уровень, позволяющий обеспечить высочайшее качество и скорость обработки.
Токарная обработка металла
На протяжении многих десятилетий проводится токарная обработка металла и за столь длительный срок, как технология обработки, так и виды станков значительно изменились. Несмотря на это, общие черты, которые свойственны токарным станкам по металлу, сохранились.

Особенности процесса
Токарная обработка металла проходит следующим образом:
- установленные в шпиндель заготовки вращаются вокруг своей оси;
- точение проводится путем подвода резца. подобные инструменты имеют различную форму, могут быть изготовлены из инструментальной стали или иметь твердосплавные режущие кромки;
- точение происходит путем создания поперечного усилия суппортом, в котором закреплены резцы: из-за большой силы трения и разного показателя твердости, которой обладают резцы и заготовка, происходит снятие с поверхности металла обрабатываемой заготовки;
- технология, по которое проводится точение, может быть самой разной: совмещение продольной и поперечное подачи или использование только одной.
Учитывая то, как происходит резание на токарном станке по металлу, все они имеют схожую конструкцию.
Особенности токарных станков по металлу
Способ придания необходимых размеров и формы заготовке определяет также особенности станков токарной группы. Несмотря на то, что разные виды станков отличаются между собой, можно выделить несколько схожих признаков, которые свойственные всей токарной группе:
- обработки поверхности проводится резанием. инструменты, которые используются в большинстве случаев – резцы, виды которых зависят от многих показателей;
- имеется шпиндель с кулачковым патроном, в котором закрепляются заготовки. основное движение – вращательное, передается шпинделю;
- резцы закрепляют в суппорте, которому предается возвратно-поступательное движение. особенности конструкции суппорта позволяют использовать разные методы обработки поверхности;
- крепление изделия в некоторых случаях может проводиться по двум сторонам, для чего используют заднюю бабку;
- станок токарного типа можно использовать для растачивания отверстий, которые расположены вдоль оси изделия;
- скорость и подача, при которых проводится резание, могут устанавливаться в зависимости от типа поверхности заготовки, необходимых показателей точности снятия металла и шероховатости получаемой поверхности. для этого конструкция токарных станков имеет сложную схему передач.
Резание на токарных станках выполняется только при условии использования средств индивидуальной защиты, а также при установке защитного экрана.
Виды токарных станков
В зависимости от того, какие изделия нужно получить с какой точностью, можно выделить следующие группы токарных станков:
- токарно-винторезные – наиболее распространенная группа. при использовании токарных станков из этой группы можно получить цилиндрические поверхности различного диаметра. есть возможность придать заготовки конусность, нарезать на поверхности резьбу. можно проводить обработку черных и цветных металлов;
- токарно-карусельные – используются для получения изделия большого диаметра. также применяется для обработки цветных и черных металлов;
- лоботокарная группа отличается тем, что заготовки устанавливаются по горизонтали и есть возможность получения конической или цилиндрической поверхности;
- токарно-револьверная группа используется для обработки заготовки, которая представлена калиброванным прудком.




Существуют и другие, узкоспециализированные виды станков, которые условно относят к токарной группе из-за особенностей резания, когда используются резцы.
Внедрение ЧПУ
Существенным прорывом в области станкостроения стало использование системы Числового Программного Управления. Изделия с появление системы ЧПУ стало можно получить с меньшими затратами, чистота обработки, как и точность находятся на самом высоком уровне.
Наличие системы ЧПУ определяет следующее:
- повышение показателя производительности при условии, когда резцы используются с твердосплавной режущей кромкой;
- обработка возможна как черных и цветных, так и инструментальных сплавов при соответствующей оснастке;
- вмешательство мастера в процесс минимальное. резание происходит в автоматическом режиме;
- система ЧПУ позволяет указать все режимы резания. программа для ЧПУ составляется с указанием скорости, при которой проводится резание, а также подачи;
- зачастую вся зона, в которой происходит резание, закрыта защитным кожухом, так как система ЧПУ не позволит начать работу без защиты окружающих;
- высокая точность работы ЧПУ, которая получается резанием с правильным указанием скорости, позволяет получать детали с меньшим показателем брака для ответственных элементов различных конструкций.
Система ЧПУ широко используется при производстве токарных станков в Китае и США. Возможность внедрения ЧПУ определяется точность позиционирования элементов конструкции станка.
Режимы работы
Важным показателем можно назвать то, какой режим обработки используется. К основным показателям можно отнести:
- Скорость вращения шпинделя, в котором закрепляют заготовки. Скорость устанавливается исходя из того, какое резание проводится: чистовое или черновое. Скорость чернового резания меньше, чем скорость чистового резания. Это связано с взаимосвязью: чем больше скорость вращения шпинделя, тем меньше подача. В противном случае возникает ситуация, когда резцы деформируются или начинает «гореть» металл. Чрезмерная нагрузка оказывает плохое влияние на состояние станка.
- Подача выбирается с учетом скорости. При черновой обработке она больше, что ускоряет процесс снятия большей части металла, при чистовой – меньше, что необходимо для достижения необходимой точности.
В зависимости от режима обработки также выбираются резцы. Их виды зависят от формы режущей кромки, головки и стержня.
Точение заготовок из металла путем использования станков токарной группы – наиболее популярный метод обработки, несмотря на появление современного лазерного и другого оборудования. Столь высокая популярность связана с надежность станков и их относительно небольшой стоимость, долгим сроком службы. Некоторые модели из токарно-винторезной группы служат на протяжении нескольких десятилетий при надлежащем уходе и периодическом ремонте.
Основные сведения о токарной обработке
1.1. Сущность токарной обработки
Токарная обработка — один из возможных способов обработки изделий путем срезания с заготовки лишнего слоя металла до получения детали требуемой формы, размеров и шероховатости поверхности. Она осуществляется на металлорежущих станках, называемых токарными.
На токарных станках обрабатываются детали типа тел вращения: валы, зубчатые колеса, шкивы, втулки, кольца, муфты, гайки и т.д.
Основными видами работ, выполняемых на токарных станках, являются: обработка цилиндрических, конических, фасонных, торцовых поверхностей, уступов; вытачивание канавок; отрезание частей заготовки; обработка отверстий сверлением, растачиванием, зенкерованием, развертыванием; нарезание резьбы; накатывание (рис. 1).
Инструменты, применяемые для выполнения этих процессов, называются режущими. При работе на токарных станках используются различные режущие инструменты: резцы, сверла, зенкеры, развертки, метчики, плашки, резьбонарезные головки и др.
Процесс резания подобен процессу расклинивания, а рабочая часть режущих инструментов — клину (рис. 2).
При действии усилия Р на резец его режущая кромка врезается в заготовку, а передняя поверхность, непрерывно сжимая лежащий впереди слой металла и преодолевая силы сцепления его частиц, отделяет их от основной массы в виде стружки. Слой металла, срезаемый при обработке, называется припуском.
Все способы обработки металлов, основанные на удалении припуска и превращении его в стружку, определяются понятием резание металла. Для успешной работы необходимо, чтобы процесс резания протекал непрерывно и быстро. Форма обрабатываемой детали обеспечивается, с одной стороны, относительным движением заготовки и инструмента, с другой, — геометрией инструмента.
Процесс резания возможен при наличии основных движений: главного движения — вращения заготовки и поступательного движения резца, называемого движением подачи, которое может совершаться вдоль или поперек изделия, а также под постоянным или изменяющимся углом к оси вращения изделия.
Рис. 1. Основные виды токарных работ: а — обработка наружных цилиндрических поверхностей; б — обработка наружных конических поверхностей; в — обработка торцов и уступов; г — вытачивание канавок, отрезка заготовки; д — обработка внутренних цилиндрических и конических поверхностей; е — сверление, зенкерование и развертывание отверстий; ж — нарезание наружной резьбы; з — нарезание внутренней ’резьбы; и — обработка фасонных поверхностей; к — накатывание рифлений; 1 проходной прямой резец; 2 — проходной упорный резец 3 — проходной отогнутый резец; 4 — отрезной резец; 5 — канавочный резец; б — расточной резец; 7 — сверло; 8 — зенкер; 9 — развертка; 10 — резьбовой резец; 11 — метчик; 12 — фасонный резец; 13 — накатка (стрелками показаны направления перемещения инструмента вращения заготовки).
Рис. 2. Схемы работы клина (а) и резца (6): 1 — стружка; 2 — резец; 3 — заготовка; 4 — снимаемый слой металла; Р сила, действующая на резей и клин при работе; (5 — угол заострения.)
Вращение заготовки называется главным движением, так как оно выполняется с большей скоростью. На обрабатываемой заготовке выделяются следующие поверхности; обрабатываемая, обработанная и поверхность резания. При срезании припуска образуется элемент, называемый стружкой.
Выделяются следующие виды стружки (рис. 3):
- элементная стружка (стружка скалывания) образуется при обработке твердых и маловязких материалов с низкой скоростью резания (например, при обработке твердых сталей). Отдельные элементы такой стружки слабо связаны между собой или совсем не связаны;
- ступенчатая стружка образуется при обработке стали средней твердости, алюминия и его сплавов со средней скоростью резания. Она представляет собой ленту — гладкую со стороны резца и зазубренную с внутренней стороны;
- слитая стружка образуется при обработке мягкой стали«меди, свинца, олова и некоторых пластмасс при высокой скорости резания. Эта стружка имеет вид спирали или длинной (часто путаной) ленты;
- стружка надлома образуется при резании малопластичных материалов (чугуна, бронзы) и состоит из отдельных кусочков.
Рис. 4. Токарные станки: а — токарно-винторезный, б — токарно-револьверный, в — лоботокарный, г — токарно-карусельный
Токарная обработка выполняется на токарных станках разных типов, различающихся по назначению, компоновке, степени автоматизации и другим признакам.
К станкам токарной группы относятся: токарно-винторезные, токарно-револьверные, лоботокарные, токарно-карусельные (рис. 4), токарные автоматы и полуавтоматы, токарные станки с программным управлением.
1.2. Устройство токарно-винторезных станков
Токарный станок, оснащенный специальным устройством для нарезания резьбы, называется токарно-винторезным. Станок состоит из следующих основных частей и узлов (сборочных единиц) (рис. 5).
Станина 7— массивное чугунное основание, на котором смонтированы основные узлы станка. Верхняя часть станины имеет две плоские и две призматические направляющие, по которым перемещаются суппорт и задняя бабка. Передняя бабка 2 — чугунная коробка, внутри которой расположены главный рабочий орган станка — шпиндель и коробка скоростей.
Рис. 5. Токарно-винторезный станок: 1- коробка подач, 2 — передняя бабка, 3 — поперечные салазки, 4 — верхние салазки суппорта, 5 — задняя бабка, 6 — продольные салазки, 7 — станина, 8 — ходовой винт, 9- ходовой вал, 10 — фартук, 11 — гитара сменных зубчатых колес, 12 — маховики управления продольным и поперечным перемещениями, 13 — электрошкаф
Механическое (автоматическое) движение подачи суппорт получает от ходового вала 9 или ходового винта 8 (при нарезании резьбы).
Суппорт состоит из следующих сборочных единиц; продольных салазок 6, фартука 10, поперечных салазок 3, верхних (резцовых) салазок 4, рез резцедержателя. Коробка подач представляет собой механизм, передающий вращение от шпинделя к ходовому валу или ходовому винту. Коробка подач служит для изменения скорости движения подачи суппорта (величины подачи). Вращательное движение к коробке подач передается от шпинделя через реверсивный механизм (трензель) и гитару со смежными зубчатыми колесами.
Гитара 11 предназначена для настройки станка на различные виды нарезаемых резьб.
Задняя бабка 5 предназначена для поджатая с помощью центра длинных заготовок в процессе обработки, а также для закрепления и подачи стержневых инструментов (сверл, зенкеров, разверток).
Электрооборудование станка размещено в шкафу 13.
Включение и выключение электродвигателя, пуск и останов станка, управление коробкой скоростей, коробкой подач, механизмом фартука и т.д. производится соответствующими органами управления (рукоятками, кнопками, маховичками).
Для наиболее ясного представления о работе и взаимосвязях деталей в станках применяют кинематические схемы, в которых детали и передачи изображены условными упрощенными обозначениями. На этих схемах указываются числа зубьев зубчатых колес, диаметры шкивов, число заходов червяков и число зубьев червячных колес, шаг винтовых передач, мощность и частота вращения вала электродвигателя, порядковая нумерация валов, муфт и т.д. На этих схемах четко просматриваются кинематические цепи, связывающие источник движения и исполнительные органы станка, с помощью которых обеспечиваются передача движения, изменение скорости и направление движения.
1.3. Организация рабочего места токаря
Рабочим местом токаря называется участок производственной площади цеха, оснащенный; одним или несколькими станками с комплектом принадлежностей; комплектом технологической оснастки, состоящим из различных приспособлений, режущего, измерительного и вспомогательного инструментов; комплектом технической документации, постоянно находящейся на рабочем месте (инструкции, справочники, вспомогательные таблицы и т.д.); комплектом предметов ухода за станком (масленки, щетки, крючки, совки, обтирочные материалы и т.д.); инструментальными шкафами, подставками, планшетами, стеллажами и т.п.; передвижной и переносной тарой для заготовок и изготовленных деталей; подножными решетками, табуретками или стульями. Комплект технологической оснастки и комплект предметов ухода (за станком и рабочим местом) постоянного пользования устанавливаются в зависимости от характера выполняемых работ, типа станка и типа производства. Наибольшим количеством такой оснастки располагают токари, работающие в условиях единичного и мелкосерийного производств, и значительно меньшим — токари, работающие в условиях-серийного и крупносерийного производств. Планировка рабочего места, как и его оснащение, зависят от многих факторов, в том числе от типа станка и его габаритных размеров и формы заготовок, типа и организации производства и др.
Рис. 6 Схема размещения оргоснастки на рабочем месте токаря: 1- станок, 2- урна для мусора, 3 — планшет для чертежей, 4 — инструментальный шкаф, 5 — лоток для инструмента, 6 — решетка, 7 — тара, 8 — стеллаж
При обработке заготовок с установкой в центрах, левой рукой планировка рабочего места соответствует схеме, изображенной на рис. 6.
Инструментальный шкаф в этом случае располагается с правой стороны от рабочего, а стеллаж для деталей слева, если токарь устанавливает заготовку и снимает обработанные детали правой рукой, то инструментальный шкаф располагается с левой стороны от рабочего, а стеллаж — с правой. Перед станком на полу укладывают деревянную решетку. Высоту расположения решеток выбирают в зависимости от роста рабочего.
В верхнем ящике инструментального шкафа хранят чертежи, технологические карты, рабочие наряды, справочники, измерительные инструменты, в среднем — резцы, сгруппированные по типам и размерам. Ниже последовательно располагают режущие инструменты, переходные втулки, центры, хомутики, подкладки. В самое нижнее отделение укладывают патроны, а также кулачки к ним. Не следует загромождать шкаф излишним запасом инструмента: все необходимое для работы лучше получать в начале смены из кладовой. Перед началом работы все предметы, которые берут правой рукой, располагают справа от рабочего; а предметы, которые берут левой рукой, — слева; предметы, которыми пользуются чаще (на пример, ключ патрона), кладут ближе к рабочему, чем предметы, которыми пользуются реже <например, ключ резцедержателя). Часто применяемые ключи и подкладки укладывают на лоток, который помещают на передней бабке, станине или на специальной стойке.
Рабочее место важно всегда содержать в чистоте, так как грязь и беспорядок приводят к потере рабочего времени, браку, несчастным случаям, простою и преждевременному износу станка. Пол на рабочем месте должен быть ровным и чистым, не иметь подтеков масла и смазочно-охлаждающей жидкости. Рабочее помещение оборудуется устройствами для удаления загрязненного воздуха и притока свежего.
Температура воздуха в цехе (мастерской) должна быть 15 — 18 градусов С.
Для достижения высокой производительности труда при наиболее полном использовании технических возможностей производственного оборудования и при нормальной физической нагрузке работающего организация рабочего места должна отвечать требованиям научной организации труда (НОТ).
Научная организация труда предусматривает: рациональную планировку рабочего места; оснащение рабочего места необходимым комплектом инвентаря, приспособлений, режущего и измерительного инструмента; своевременную подачу необходимого количества заготовок на рабочее место и вывоз готовых деталей или перемещение их на соседнее рабочее место; своевременный контроль деталей контролером отдела технического контроля (ОТК); четкую организацию получения и сдачи инструментов, их своевременную заточку; своевременное обеспечение технической документацией (чертежами, операционными картами, рабочими нарядами); использование наиболее рациональных режимов резания.
Токарь обязан обслуживать свое рабочее место: ежедневно убирать станок и околостаночное пространство, проводить очистку смазочно-охлаждающей жидкости и т.д.
Другие статьи по сходной тематике
Основные понятия о токарной обработке и токарных станках.
Стали марок AISI 409, 430, 439 — аналоги отечественных марок 08×13, 12×17 и 08×17Т
Гидравлические гильотинные ножницы, гильотинные ножницы с ЧПУ для раскроя и обработки листовых материалов.
Правила нанесения обозначений шероховатости поверхностей на чертежах





