Труба профильная квадратная по ГОСТ 8639-82
- Труба электросварная круглая ГОСТ
- Труба профильная квадратная
- Труба профильная прямоугольная
- Металлопрокат
- Швеллер гнутый
- Сваи
- ЗСП/ПС
- 09Г2С
- Ст3
- Ст10
- Ст20
- 08пс
| Наименование | ГОСТ | Сталь | Размер | Заказать |
|---|---|---|---|---|
| Труба профильная квадратная 100x100x3 мм ГОСТ 8639-82 09Г2С | ГОСТ 8639-82 | 09Г2С | 100 x 100 x 3 | Запросить цену |
| Труба профильная квадратная 100x100x3 мм ГОСТ 8639-82 3СП/ПС | ГОСТ 8639-82 | 3СП/ПС | 100 x 100 x 3 | Запросить цену |
| Труба профильная квадратная 100x100x3.5 мм ГОСТ 8639-82 09Г2С | ГОСТ 8639-82 | 09Г2С | 100 x 100 x 3.5 | Запросить цену |
| Труба профильная квадратная 100x100x3.5 мм ГОСТ 8639-82 3СП/ПС | ГОСТ 8639-82 | 3СП/ПС | 100 x 100 x 3.5 | Запросить цену |
| Труба профильная квадратная 100x100x4 мм ГОСТ 8639-82 09Г2С | ГОСТ 8639-82 | 09Г2С | 100 x 100 x 4 | Запросить цену |
| Труба профильная квадратная 100x100x4 мм ГОСТ 8639-82 3СП/ПС | ГОСТ 8639-82 | 3СП/ПС | 100 x 100 x 4 | Запросить цену |
| Труба профильная квадратная 100x100x4.5 мм ГОСТ 8639-82 3СП/ПС | ГОСТ 8639-82 | 3СП/ПС | 100 x 100 x 4.5 | Запросить цену |
| Труба профильная квадратная 100x100x5 мм ГОСТ 8639-82 09Г2С | ГОСТ 8639-82 | 09Г2С | 100 x 100 x 5 | Запросить цену |
| Труба профильная квадратная 100x100x5 мм ГОСТ 8639-82 3СП/ПС | ГОСТ 8639-82 | 3СП/ПС | 100 x 100 x 5 | Запросить цену |
| Труба профильная квадратная 100x100x5.5 мм ГОСТ 8639-82 3СП/ПС | ГОСТ 8639-82 | 3СП/ПС | 100 x 100 x 5.5 | Запросить цену |
| Труба профильная квадратная 100x100x6 мм ГОСТ 8639-82 09Г2С | ГОСТ 8639-82 | 09Г2С | 100 x 100 x 6 | Запросить цену |
| Труба профильная квадратная 100x100x6 мм ГОСТ 8639-82 3СП/ПС | ГОСТ 8639-82 | 3СП/ПС | 100 x 100 x 6 | Запросить цену |
| Труба профильная квадратная 120x120x3 мм ГОСТ 8639-82 09Г2С | ГОСТ 8639-82 | 09Г2С | 120 x 120 x 3 | Запросить цену |
| Труба профильная квадратная 120x120x3 мм ГОСТ 8639-82 3СП/ПС | ГОСТ 8639-82 | 3СП/ПС | 120 x 120 x 3 | Запросить цену |
| Труба профильная квадратная 120x120x3.5 мм ГОСТ 8639-82 09Г2С | ГОСТ 8639-82 | 09Г2С | 120 x 120 x 3.5 | Запросить цену |
Оставьте заявку
Оставьте ваш запрос и наш менеджер
свяжется с вами
НТТЗМ предлагает трубы профильные квадратные (ГОСТ 8639-82) со склада и под заказ по выгодной цене с доставкой по России и странам СНГ.
Этот тип трубы — экономичный, универсальный и удобный — применяется как строительный и отделочный материал, используется для сооружения каркасов, востребован в пищевой промышленности и химической отрасли.
Производство трубы профильной (ГОСТ 8639-82)
НТТЗМ изготавливает сортамент трубы профильной (ГОСТ 8639-82) в соответствии с требованиями госстандарта и ТУ и сопровождает изделия документацией, подтверждающей качество.
Сырьем для профильных квадратных труб 8639-82 является листовой прокат из сталей марок 3ПС, СП5, 09Г2С, 10-20.
От состава стали зависят характеристики готового изделия — устойчивость к нагрузкам, климатическим условиям и агрессивным средам, а также масса и цена готовой продукции.
Продукция изготавливается по технологии холодной или горячей деформации и с помощью электросварки. Сварочные швы проходят проверку качества, излишки металла (грат) снимаются. Изделие разрезают на части нужной длины и упаковывают.
Труба профильная квадратная (ГОСТ 8639-82) имеет длину:
немерную — от 580 до 1200 см.;
мерную — от 580 до 1200 см.;
кратную мерной — 580, 590, 600, 1100, 1170, 1200 см.
Толщина стенок изделия — от 0,5 до 0,9 см.
Всем клиентам НТТЗМ предлагает дополнительный сервис:
резку концов труб под прямым углом;
отгрузку малыми партиями;
резервирование товара на складе.
Купить трубу профильную квадратную 8639-82
Сотрудничая напрямую с производителем НТТЗМ, вы можете купить трубы стальные профильные квадратные (ГОСТ 8639-82) по выгодной цене с доставкой на объект.
В каталоге на сайте НТТЗМ представлено более 400 типоразмеров трубной продукции и указаны базовые цены на трубы профильные квадратные (ГОСТ 8639-82).
Преимущества сотрудничества с НТТЗМ:
производство трубной продукции ведется на современном оборудовании;
сырье и каждое готовое изделие проходят контроль качества;
возможен заказ партии товара любого объема;
доставка заказа по любому адресу;
для постоянных клиентов и крупнооптовых заказчиков разработана система скидок;
опытные менеджеры НТТЗМ помогут выбрать нужный товар и рассчитать количество труб, необходимое клиенту.
Приобрести по выгодным ценам профильные трубы (ГОСТ 8639-82) вы можете на сайте, по телефону или обратившись в представительство завода НТТЗ Металлинвест.
622021, Свердловская обл., г. Нижний Тагил, ул. Красных Зорь, 7
На нашем сайте мы используем cookie для сбора информации технического характера.
В частности, для персонифицированной работы сайта мы обрабатываем IP-адрес региона вашего местоположения.
Трубы стальные прямоугольные
Трубы электросварные профильные прямоугольные представленные на складах нашей компании изготавливаются согласно ГОСТ 8645-68 и 30245-2003, эти документы строго регламентирует размеры изделий, их свойства и способы изготовления.
Трубы представляют собой изделия мерной длины с гладкой отшлифованной поверхностью. Сечение трубы – это полый внутри прямоугольник с равной толщиной стенок. Наружные грани скруглены для простоты и удобства использования, а внутренние – для упрощения и, соответственно, удешевления производства.
Виды металлических прямоугольных труб
Изделия в обязательном порядке должны иметь шов, благодаря которому из металлического листа получают полые внутри трубы прямоугольного сечения. Существуют 2 вида расположения швов на поверхности:
- Спирально расположенный шов. Изделия с такими швами встречаются только среди труб большого диаметра. Заготовки для их производства не могут поставляться на заводы, и потому приходится располагать шов по спирали.
- Прямоугольные трубы с прямым швом считаются наиболее прочными, ведь длина ослабленного участка изделия имеет минимальную длину и меньше шансов на повреждение.
При изготовлении изделий большой длины невозможно обойтись без присутствия поперечных швов. На изделиях мерной длины более 10.5 метров допускается присутствие одного следа соединения двух частей трубы. Шов выполняется на заводе по специальной технологии и тщательно проверяется, поэтому за его прочность не стоит беспокоиться.
Электросварные трубы прямоугольного сечения отличаются друг от друга размерами, длиной, толщиной стенок. Допустимые отклонения каждого измерения прописаны в ГОСТ 8645-68.
На пластичность материала влияет содержание в нем углерода:
- Изделия из высокоуглеродистых сталей обладают высокой прочностью, хорошо справляются с вертикальными нагрузками, но при этом очень плохо реагируют на изгиб и могут разрушаться при малых воздействиях внешних сил.
- Низкое содержание углерода позволяет материалам немного деформироваться под действием изгибающих нагрузок. Это позволяет не разрушаться при изгибе. Но этот вариант стального прямоугольника не может выдерживать вертикальной нагрузки вдоль оси.
Технические характеристики и свойства
Металл – это самый прочный материал, легко подвергающийся обработке. Но при этом металлические изделия имеют очень большой вес, создающий дополнительную нагрузку на несущие конструкции зданий и сооружений.
Желание облегчить прокатные изделия и при этом не потерять их прочностных характеристик привело к выявлению наиболее удачных форм проката. Металлические прямоугольники полые, это значительно экономит материал. Нагрузки на прямоугольник приходятся лишь по краям изделия. Благодаря увеличенной толщине стенок, она способна выдерживать изгибающие нагрузки, но основной целью установки прямоугольника является стремление вертикально передать действие массы конструкции на основание.
Размеры сторон прямоугольной трубы варьируется от 10 до 400 мм, а толщина стенок находится в пределах от 1 до 12 мм.
Трубы изготавливаются длиной от 6000 до 12000мм, но по согласованию могут достигать длины в 13 м.
При использовании стальных изделий на улице невозможно обойтись без защиты подверженного коррозии материала от воздействия негативных погодных факторов. Еще на заводе прокат покрывают защитными материалами, получая два вида изделий:
- Оцинкованные трубы можно спокойно располагать на улице, они защищены тонким слоем материала от неблагоприятных условий.
- Изделия без покрытия не допускается использовать даже в сухих и хорошо проветриваемых помещениях. Конструкции все равно быстро приходят в негодность и перед началом их установки требуют дополнительного покрытия защитными красками.
Область применения и использования
Стальные прямоугольники служат хорошей основой для создания каркасов зданий, особенно хорошо он проявляет себя в виде горизонтальных балок при вертикальном расположении его сечения. Этот материал может служить перилами для лестниц или основой ограждающих конструкций.
Благодаря полому пространству внутри и хорошо рассчитанной форме конструкции из стального прямоугольника получаются легкими, но при этом очень прочными, а при правильной защите материалов от погодных условий еще и долговечными.
* Цена не является публичной офертой, просьба уточнять у менеджеров сайта.
ГОСТ 8639-82 Трубы стальные квадратные. Сортамент
ГОСТ 8639-82
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБЫ СТАЛЬНЫЕ КВАДРАТНЫЕ

Москва
Стандартинформ
2006
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБЫ СТАЛЬНЫЕ КВАДРАТНЫЕ
СОРТАМЕНТ
Square steel tubes. Range
ГОСТ
8639-82
Дата введения 01.01.83
1. Настоящий стандарт распространяется на трубы стальные бесшовные горячедеформированные и холоднодеформированные, трубы электросварные, электросварные холоднодеформированные, электросварные горячекалиброванные, а также трубы, изготовленные методом печной сварки.
(Новая редакция, Изм. № 4).
2. Форма и размеры квадратных труб должны соответствовать указанным на чертеже и в табл.1.

Наружный размер А, мм
Толщина стенки s, мм
Площадь сечения, см 2
Масса
1 м, кг
Момент инерции, см 4 »
Момент сопротивления, см 3 »
Трубы специальных размеров
1. Масса вычислена при плотности стали 7,85 г/см 3 .
2. Статические характеристики труб рассчитаны для R= 1,5s.
3. По согласованию изготовителя с потребителем допускается изготовление труб других размеров.
Примеры условных обозначений
Трубы наружным размером 40 мм, толщиной стенки 3 мм, длиной, кратной 1250 мм, из стали марки 10, группы В ГОСТ 13663-86:

То же, мерной длиной 6000 мм:

То же, немерной длины:

(Измененная редакция, Изм. № 1, 4).
3. Трубы изготавливают:
– наружными размерами от 60 до 180 мм с толщиной стенки от 4,0 до 14,0 мм бесшовными горячедеформированными,
– наружными размерами от 10 до 120 мм с толщиной стенки от 1,0 до 8,0 мм бесшовными холоднодеформированными,
– наружными размерами от 10 до 100 мм с толщиной стенки от 0,8 до 5,0 мм электросварными и электросварными холоднодеформированными,
– наружными размерами от 100 до 180 мм с толщиной стенки от 4,0 до 14,0 мм электросварными горячекалиброванными,
– наружными размерами от 40 до 70 мм с толщиной стенки от 3,0 до 5,0 мм методом печной сварки».
(Новая редакция, Изм. № 4).
4. Радиус закругления R должен быть не более 2 s.
По согласованию изготовителя с потребителем радиус закругления должен быть не более 1,5 s; для труб электросварных наружными размерами 20 ´ 20 мм и 25 ´ 25 мм с толщиной стенки от 1,5 до 2,0 мм и труб, изготовленных методом печной сварки, – не более 2,5 s, для труб электросварных размером 60 ´ 60 ´ 4 мм – не более 3 s.
(Новая редакция, Изм. № 4).
5. Трубы изготовляют:
бесшовные горячедеформированные – от 4 до 12,5 м,
бесшовные холоднодеформированные – от 1,5 до 11 м,
электросварные, электросварные холоднодеформированные – от 1,5 до 11 м,
электросварные горячекалиброванные – от 1,5 до 14 м,
трубы печной сварки – от 4 до 8 м;
бесшовные горячедеформированные – от 4 до 12,5 м,
бесшовные холоднодеформированные – от 4,5 до 11 м,
электросварные, электросварные холоднодеформированные,
электросварные горячекалиброванные – от 5 до 9 м,
трубы печной сварки – от 4 до 8 м.
Предельное отклонение на общую длину +100 мм;
длины кратной мерной
бесшовные горячедеформированные – от 4 до 12,5 м с припуском на каждый рез по 5 мм,
бесшовные холоднодеформированные – от 1,5 до 11 м с припуском на каждый рез по 5 мм,
сварные – любой кратности, не превышающей нижнего предела, установленного для мерных труб.
Общая длина кратных труб не должна превышать верхнего предела мерных труб. Припуск для каждой кратности устанавливается по 5 мм (если другой припуск не оговорен в заказе) и входит в каждую заказываемую кратность.
(Новая редакция, Изм. № 4).
6. Предельные отклонения по наружным размерам, толщине стенки и вогнутости сторон не должны превышать указанных в табл. 2.
Наименование параметров
Предельные отклонения размеров труб
при точности изготовления
для бесшовных горячедеформированных труб, а также труб печной сварки
для бесшовных холоднодеформированных, а также труб электросварных, электросварных холоднодеформированных, электросварных горячекалиброванных размером до 30 мм
для бесшовных холоднодеформированных, а также труб электросварных, электросварных холоднодеформированных, электросварных горячекалиброванных размером свыше 30 до 50 мм
для бесшовных холоднодеформированных, а также труб электросварных, электросварных холоднодеформированных, электросварных горячекалиброванных размером свыше 50 мм
для труб горячедеформированных

для труб холоднодеформированных (бесшовных и электросварных), а также труб печной сварки:
при толщине стенки £ 3,5 мм
при толщине стенки > 3,5 мм
для труб электросварных и электросварных горячекалиброванных
Вогнутость или выпуклость сторон:
для бесшовных горячедеформированных труб со сторонами размером:
для бесшовных холоднодеформированных и сварных труб со сторонами размером:
Скручивание квадратных и прямоугольных труб:
для сварных и бесшовных горячедеформированных труб, не более
По согласованию изготовителя с потребителем
для холоднодеформированных труб
Примечание. По согласованию изготовителя с потребителем трубы изготовляют со смещенным допуском по наружным размерам и толщине стенки. Величина поля смещенного допуска не должна превышать суммы предельных отклонений, приведенных в табл. 2.
(Измененная редакция, Изм. № 1, 4).
7. Разностенность не должна выводить стенку за предельные отклонения по толщине стенки.
8. В поперечном сечении трубы отклонение от прямого угла не должно превышать ± 1,5 ° .
9. Кривизна труб не должна превышать 2 мм на 1м длины. По требованию потребителя трубы изготовляют без правки, при этом нормы по кривизне не регламентируются.
10. (Исключен, Изм. № 1).
11. Технические требования должны соответствовать ГОСТ 13663.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
РАЗРАБОТЧИКИ
В. П. Сокуренко, канд. техн. наук (руководитель темы); А. Б. Петрушевская
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 14.04.82 № 1529
ВЗАМЕН ГОСТ 8639-68
4 ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
5. Ограничение срока действия снято Постановлением Госстандарта от 07.09.92 № 1125
6. ИЗДАНИЕ (декабрь 2005 г.) с изменениями № 1, 2, 3, утвержденными в июне 1987 г., ноябре 1989 г., сентябре 1992 г. (ИУС 10-87, 2-90, 12-92)
Профильная труба: гост и сферы применения
Стальные профильные трубы, являющиеся весомой частью рынка металлопроката, как и другие материалы для создания несущих конструкций, изготавливаются в строгом соответствии требованиям соответствующих ГОСТ. К примеру, профильная труба ГОСТ 30245-2003 стандартизируется, как гнутое сварное замкнутое изделие с квадратной или прямоугольной формой профиля, используемое в качестве элемента для возведения стальных строительных конструкций.
В чем состоят требования выше указанного ГОСТ, а также других нормативных документов, имеющих отношение к профильным трубам, мы и рассмотрим в данной статье.
Перечень ГОСТ, относящихся к профильным трубам
Требования ГОСТ 8639-82 для профильных труб
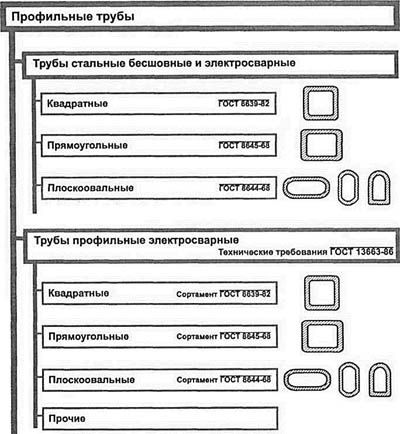
В соответствии с правилами ГОСТ 8639-82 труба профильная квадратная может быть следующих видов:
- стальная бесшовная горячедеформированная;
- стальная бесшовная холоднодеформированная;
- электросварная;
- электросварная холоднодеформированная.
Размеры и форма профильных труб указываются в таблице, прилагаемой к выше указанному ГОСТ.
Зависимость метода изготовления профильных труб от габаритов изделия выглядит следующим образом:
- холоднодеформированными изготавливают трубы, длина стороны профиля которых колеблется в пределах 10-120 мм, а толщина стенки – 1-8 мм;
- горячедеформированным методом производят трубы с длиной стороны профиля 60-180 мм и 4-14 мм толщиной стенки трубы;
- соответственно, электросварными изготавливают трубы, наружные размеры которых 10-100 мм, толщина стенки – 1-5 мм.
Согласно данному ГОСТ труба профильная должна иметь радиус закругления, не превышающий значения в 2s. Однако по согласованию с потребителем производитель должен предусматривать закругления изготавливаемых труб не выше 1,5s, а для труб профильных электросварных 60*60*4 мм – не выше 3s.
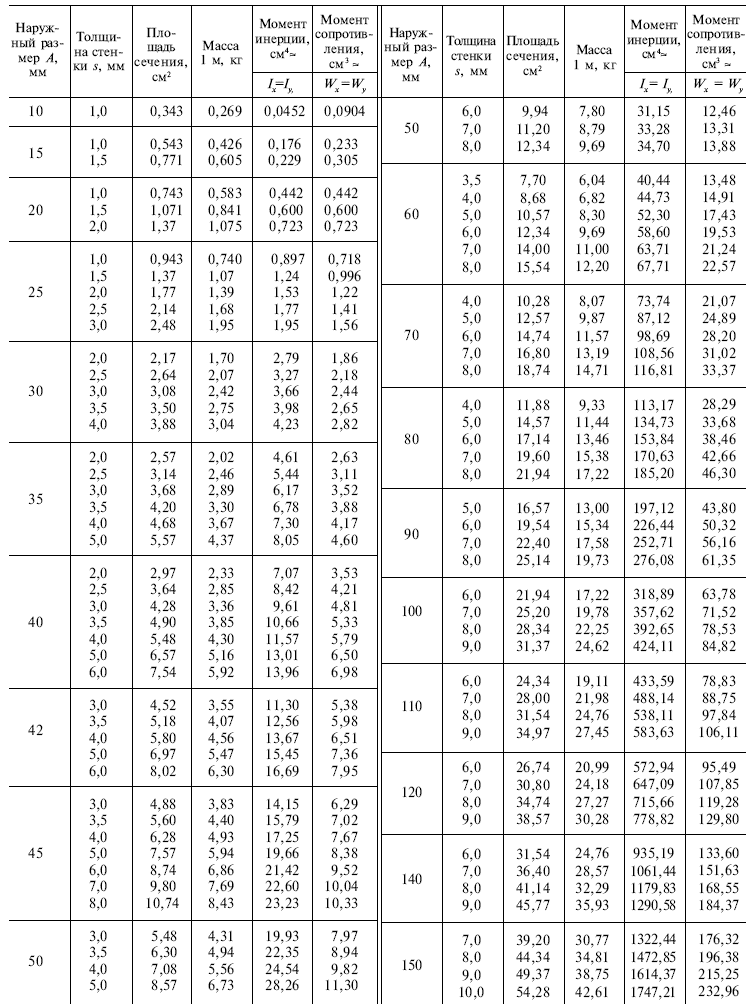
Таблица ГОСТ: трубы профильные стальные 8639-82
Труба профильная квадратная ГОСТ 8639-82 производится согласно следующему регламенту длин:
- мерной длины:
- бесшовные холоднодеформированные – длиной 4,5-11 м;
- бесшовные горячедеформированные – длиной 4-12,5 м;
- электросварные – длиной 5-9 м.
Допустимое предельное отклонение на всю длину профильной трубы составляет +100 мм.
- немерной длины:
- электросварные и бесшовные холоднодеформированные – длиной 1,5-9 м;
- бесшовные горячедеформированные – длиной 4-12,5 м.
- длины кратной мерной:
- трубы бесшовные холоднодеформированные – длиной 1,5-11 м с предусмотренным припуском 5 мм на каждый рез;
- бесшовные горячедеформированные – длиной 4-12,5 м с предусмотренным припуском 5 мм на каждый рез;
- электросварные трубы – любой кратности, которая не превышает нижний предел, установленный для мерных труб.
Общее значение длины кратных труб не должно быть выше верхнего предельного значения для мерных труб. Для каждой кратности припуск устанавливают по 5 мм (либо припуск другого размера, оговоренный с заказчиком) и входит во все заказываемые кратности.
- Согласно данного ГОСТ профильные трубы должны иметь предельные отклонения по вогнутости сторон, толщине стенки, наружным размерам, не превышающие значений, указанных в таблице, которая прилагается к ГОСТ.
- В поперечных сечениях профильных труб отклонение от прямого угла не допускается более чем на ±1,5 градуса.
- Не допускается кривизна труб, превышающая на каждый м.п. длины значения в 2 мм.
По согласованию с заказчиком трубы могут быть изготовлены без правки. Нормы по кривизне при этом не регламентируются.
По техническим требованиям, помимо прочего, должны соответствовать трубы профильные ГОСТ 13663.
Требования ГОСТ 30245-2003 для профильных труб
Cтандарт распространяется на гнутые замкнутые сварные стальные трубы прямоугольных и квадратных профилей, предназначенных для возведения стальных строительных конструкций.
Производят профиль на специальных станках методом формирования трубчатого круглого сечения со сварным продольным швом с дальнейшим обжатием валками в прямоугольный или квадратный профиль.
Официальное издание ГОСТ 30245-2003
Сортамент профильный труб
Предельные отклонения и допуски:
- Прямоугольного либо квадратного сечения труба профильная ГОСТ 30245-2003 по размеру профиля, площади поперечного сечения, справочным величинам для осей и массе 1 п.м. должна соответствовать значениям, указанным в таблицах, прилагаемых к данному ГОСТ.
- Предельное отклонение по толщине стенки профильной трубы должно соответствовать предельному отклонению исходной заготовки 1250 мм шириной нормальной точности проката Б согласно ГОСТ 19903, чтобы не было проблем с расчетом веса профильной трубы. Предельное отклонение по толщине на места изгибов не распространяется.
- Данный ГОСТ на профильную трубу предусматривает предельные отклонения по ширине и высоте профиля в следующих значениях:
- при ширине (высоте) профиля не выше 100 мм – ±1,0, однако не меньше ±0,5 мм;
- при ширине (высоте) профиля более 100 мм – ±0,8.
- Допуск на радиус внешнего закругления выбирается согласно следующему:
- если t £ 6 мм, радиус должен находиться в пределах 1,6t – 2,4t;
- если 6 Труба стальная профильная ГОСТ 30245-2003 изготавливается по следующим требованиям:
- Производят профильные трубы из листового проката, который поставляет в рулонах, из следующих видов стали:
- низколегированной и стали углеродистой общего назначения 3 мм и более в толщину;
- стали углеродистой общего назначения 4 мм и более в толщину;
- углеродистой стали качественных марок – 20, 15, 10.
- низколегированной стали 4 мм и более в толщину.
Марка стали и категория поставки должны указываться в заказе на профильные трубы.
- ГОСТ на трубу профильную предусматривает значение кривизны изделий в вертикальной и горизонтальной плоскости, не превышающее 1 мм на 1 м.п. трубы.
- Скручивание труб относительно продольной оси не должно быть более 2,0 мм на 1 м.п. трубы.
- Вогнутость и выпуклость стенок труб должны быть не более 0,01 относительно их размера.
- Обрезают профильные трубы под прямым углом. Причем от перпендикуляра к продольной оси трубы отклонение не должно выводить трубу за пределы ее номинальной длины.
Допускают огневую обрезку торцов отдельных отрезков труб в количестве, не превышающем 7% от общей массы партии изделий (см. труба профильная: вес метра).
- Трубы стальные профильные — ГОСТ не допускает с наличием трещин, глубоких рисок, закатов и прочих повреждений на поверхности труб.
- Сварной продольный шов выполняют методом высокочастотной автоматической сварки, при этом его расположение предусматривают не ближе 4t от грани трубы.
- Непровары продольного шва допускаются не более чем в 50 мм на 1 м.п. трубы. При этом длина местного отдельного непровара не должна превышать 20 мм.
- Показатель временного сопротивления сварного продольного шва на разрыв не должен быть меньше 95% показателя временного сопротивления на разрыв основного металла.
Однако не только выше указанные ГОСТ регламентируют порядок и нормы изготовления профильных труб. Так, например производство бесшовных стальных холодно-, горячекатаных и электросварных прямоугольных труб ведется с оглядкой на ГОСТ 8645-68, технические требования к трубам согласно которому предъявляются аналогичные, что и в ГОСТ 13663.
Следует отметить, что только четкое соблюдение требований и допусков, прописанных в представленном перечне ГОСТ на профильные трубы, позволяет создавать изделия высокого качества. Поэтому, приняв решение о приобретении партии профильных труб, удостоверьтесь, что технология производства соблюдает правила и инструкции соответствующих нормативных документов.
Нюансы применения вязальной проволоки
Армирование железобетонных конструкций является ключевым фактором, предопределяющим их надежность и долговечность. Сооружения из бетона усиливаются арматурными каркасами, собирающимися с помощью вязальной проволоки, о которой мы поговорим в данной статье.

Проволока для вязки арматуры
В публикации представлена проволока для армирования, рассмотрена сфера ее использования, разновидности и особенности применения. Приведена инструкция по расчету расхода материала и рекомендации по его выбору.
1 Вязальная проволока — где и зачем используется?
Арматурная проволока применяется в сфере индивидуального и промышленного строительства для изготовления каркасов, используемых с целью армирования железобетонных конструкций. Посредством вязальной проволоки выполняется соединение смежных прутков арматуры в месте их перехлеста.
Материал может использоваться при сборке следующих типов каркасов:
- фундаментных (ленточных, монолитных, столбчатых);
- перекрытий (цокольных и междуэтажных);
- стяжек полов.
Наиболее распространена проволока для армирования в монолитном строительстве. При промышленном изготовлении железобетонных изделий — свай, плит перекрытия, ЖБ блоков, их каркасы, с целью экономии затрат времени, стыкуются с помощью точечной сварки.

Соединение арматуры проволокой
Соединение армокаркасов посредством вязальной проволоки имеет два важных преимущества в сравнении с технологией сварки. Во-первых — это отсутствие у каркаса слабых мест с повышенной подверженностью к коррозии, которыми являются сварные швы. В процессе эксплуатации швы контактируют с влагой, проникающей сквозь микропоры бетонной конструкции, арматура ржавеет и каркас теряет первоначальную прочность.
Также многие инженеры указывают, что каркас соединенный проволокой отличается эластичностью, что увеличивает общую прочность и устойчивость бетонной конструкции к деформациям. Тогда как жесткий сварной каркас не способен отрабатывать серьезные сгибающие нагрузки, способные являющиеся причиной появления трещин на бетоне.
к меню ↑
1.1 Как рассчитать расход материала?
Согласно положениям СНиП, норма расхода вязальной проволоки при сборке армокаркаса составляет 30 см на одно соединение либо 4 кг на тонну арматуры. Чтобы узнать, какое количество материала вам потребуется использовать, необходимо определить число точек стыковки арматуры в каркасе и высчитать общий расход.
В качестве примера приводим расчет расхода проволоки для армирования фундамента ленточного типа. Используем условный размер фундамента 5*6 м, в нем будет 2 пояса продольной арматуры — верхний и нижний, по 3 прутка в каждом, соединенные вертикальными и поперечными перемычками с шагом 40 см.

Алгоритм определения расхода:
- Высчитываем периметр каркаса: 5*6 = 30 метров.
- Определяем количество перемычек исходя из шага в 40 см: 30/0,4 = 75 шт.
- На каждой перемычке будет по 6 точек стыковки (по 3 прутка на каждом поясе), определяем количество соединений: 75*6 = 450 шт.
- Высчитываем расход вязальной проволоки: 450*0,3 = 135 м.
Итого, для соединения прутков каркаса нам потребуется использовать 135 метров материала. Аналогичным образом, определив количество соединений и умножив их на нормативный расход, можно высчитать общий расход проволоки для сборки армокаркаса любой конфигурации.
к меню ↑
2 Классификация и разновидности
Проволока для армирования классифицируется на разновидности по таким параметрам как:
- наличие либо отсутствие защитного покрытия;
- термическая обработка;
- класс прочности.
В зависимости от наличия защитного покрытия материал делится на две разновидности: изготовленный из обычной низкоуглеродистой стали и оцинкованный. Покрытие наносится посредством горячего цинкования, которое подразумевает выдерживание бухт проволоки в ваннах расплавленного цинка.
Материал с защитным покрытием делится на два класса — 1Ц и 2Ц. Отличия между ними заключаются в толщине слоя оцинковки, в материале класса 2Ц защитный слой значительно толще: для сравнения — 155 против 85 г/м 2 в проволоке диаметром 6 мм. Альтернативой оцинкованным материалам является проволока МНЖКТ из медно-никелевого сплава, однако в строительстве ее применение неоправданно ввиду высокой стоимости.

Оцинкованная проволока ВР-1
По типу закалки арматурная проволока классифицируется на необработанную и прошедшую отжиг (имеет в маркировке литеру О). Суть термической обработки заключается в нагреве материала до заданной температуры в доменной печи и его последующего охлаждения. В результате отжига изменяется кристаллическая структура металла и разрушается внутреннее напряжение стали, что обеспечивает повышенную эластичность и механическую прочность проволоки.
В зависимости от класса прочности изделия классифицируются на две группы В-1 (обычная) и В-2 (высокопрочной). Отличия между ними заключается в марке используемых сплавов, для изготовления проволоки В-1 применяется низкоуглеродистая сталь, для В-2 — сталь с увеличенным количеством легирующих компонентов. Материалом В-2 выполняется соединения каркасов из напрягаемой арматуры, тогда как класс В-1 предназначен для монтажа ненапрягаемых конструкций.
к меню ↑
2.1 Типоразмеры и вес
Диаметр материала зависит от наличия защитного покрытия — оцинкованная проволока выпускается в диаметрах 0.2-6 мм, без покрытия — 0.16-10 мм. С завода изделия поставляются в мотках (вес от 15 до 250 кг) либо катушках (500-1500 кг). Моток должен состоять из одного отрезка проволоки, катушка — не более, чем из 3-ех.
Приводим таблицу проволока вязальная вес 1 метра, марка ВР, наиболее востребованной на рынке :
- ВР-1 (диаметр 1 мм) — вес 0.012 кг;
- ВР-2 (диаметр 2 мм) — вес 0.025 кг;
- ВР-3 (диаметр 3 мм) — вес 0.06 кг;
- ВР-4 (диаметр 4 мм) — вес 0.1 кг;
- ВР-6 (диаметр 6 мм) — вес 0.23 кг.
Характерной особенностью марки ВР является наличие рифленых стенок, за счет которых увеличивается адгезия (сцепление) материала с прутками арматуры, что позитивно влияет на общую прочность железобетонных конструкций.

В последнее время распространение на рынке получила проволока для вязки арматуры с кольцами, также именуемая «Казачка». Она выпускается в виде отрезков длиной 8, 10, 12 и 14 см, на концах которых расположены кольца под крючок для вязки. Соединение арматуры «Казачкой» выполняется значительно быстрее, чем стандартным аналогом, поскольку отпадает необходимость в нарезке и самостоятельном формировании колец. Поставляется материал в виде бабин, состоящих из 1-5 тысяч отрезков.
к меню ↑
2.2 Вязка арматуры проволокой (видео)
к меню ↑
2.3 Как вязать?
Для сборки каркаса из прутков арматуры 10-14 мм нужно использовать проволоку диаметром 1.2-1.4 мм. Если материал имеет плохую эластичность бухту необходимо выдержать в течении 20-30 минут в костре, после чего дать охладиться при естественной температуре. Использовать изделия меньшего диаметра можно, однако в таком случае выполняя соединение потребуется перегибать ее в два раза.
Читайте также: как производят проволоку для пломбирования, и какой она бывает?
Вам потребуется специальный инструмент — крючок для вязки, который может быть ручным либо механическим. Ручной крючок можно купить за 100-300 рублей или же сделать его из мастерка либо малярного валика, подогнув и заточив их конец.

Инструкция по вязке арматуры крючком
Арматурная проволока вяжется достаточно просто — отрезок длиной 30 см складывается пополам, на расстоянии 1/3 от петли проволока огибается вокруг пальца и подсовывается под нахлест арматуры. В петлю вставляется крючок, после чего свободный конец материала загибается через арматуру и вводится в ложе крючка.
Далее вращением инструмента соединение затягивается. Количество оборотов крючка определяется на глаз так, чтобы соединение было достаточно прочным, но при этом не перетягивалось.
В процессе изготовления каркаса железобетонных конструкций необходимо соблюдать защитный слой бетона толщиной 3-5 см. Тут вместо специальных подставок можно использовать нарезанные кольца пластиковых сантехнических труб диаметром 4-5 см.
Стальная низкоуглеродистая оцинкованная проволока – виды, характеристики, размерность и варианты применение
Технические характеристики
Стальной проволоке общего назначения присвоен ГОСТ 3282-74, по нормам которого:
- Производство осуществляется из низкоуглеродистой стали по ГОСТу 1050-74 или катанки по ГОСТу 4231-70
- Номинальный диаметр сечения может варьироваться: для изделий без покрытия от 0,16 до 10,00 мм, для изделий с покрытием – от 0,20 до 6,00 мм
- Поверхность проволоки не должна содержать трещины, плены, закаты или окалины, что не относится к темной проволоке
- Может присутствовать локальная рябизна, незначительные вмятины, риски, царапины, но при условии, что их выраженность не превышает 1/4 предельного отклонения от нормальной точности
- Для продукции с нанесенным защитным покрытием не допускается наличие не оцинкованных мест
- Возможно наличие белых пятен, блесков, цинкового налета, но при условии, что это не сказывается на общем качестве покрытия
- Выпускается стальная низкоуглеродистая проволока согласно ГОСТу 3282-74 в виде мотков или на катушек. Госстандарт обязует производить намотку готового изделия ровными рядами, не допускаются спутывания витков. Также, проволока должна свободна сматываться с мотка или катушки.
- Обязательно, чтобы моток был только из одного отрезка проволоки. Что касается катушки, то для них разрешена намотка из трех отрезков, но не более того.
Читайте здесь! Как выбрать оцинкованный профнастил — советы экспертов по выбору и установке кровельного покрытия

Особенности упаковки проволоки
Для проволоки, качество которой соответствует заданным показателям, ГОСТ определяет условия упаковки и хранения, из которых основными будут такие требования:
- длинные отрезки проволоки сматываются в бухты и плотно фиксируются;
- каждая бухта должна состоять только из цельного куска проволоки;
- в бухте проволоки концы должны располагаться так, чтобы легко обнаруживаться;
- сформированные из проволоки бухты перевязываются не менее, чем в 3-х отожженной проволокой;
Мотки из проволоки малых сечений должны, кроме того должна оборачиваться пропитанной парафином бумагой (если сечение менее 0,5 мм.) или полимерной пленкой (если сечение составляет от 0,5 до 1 мм.)
При хранении проволоки больших диаметров ГОСТ допускает (по желанию заказчика) использование антикоррозийных смазочных покрытий на основе технических масел И-50А, И-20А или ЖКБ-1, НГ-203.
Процесс производства
Изготовление стальной проволоки представляет собой волочение металла с катанки на специальном станке с последующим обжигом в специальной печи или без него.
При этом различают два вида термической обработки:
- светлый обжиг, который осуществляется в защитной атмосфере в печи с инертным газом, благодаря чему проволока не окисляется и на ней не остается окалины. Такие изделия имеют характерный светлый цвет и более высокую цену.
- черный обжиг, при котором используется обычные атмосферы. При этом на поверхности изделия образуется окалина, из-за чего оно имеет темный цвет. Цена на такую проволоку несколько ниже, чем на светлую.
Всё, что вам необходимо знать о сварочной проволоке
Время чтения: ≈7 минут
В некоторых технологиях сварки в качестве присадочного материала часто применяется проволока для сварки вместо привычных электродов. Она используется в паре с защитным газом или без него в автоматической или полуавтоматической сварке. Сварочная проволока продается в бобинах и может отличаться по диаметру и свойствам.
Оцинковка
Как известно, сталь относится к металлам, которые довольно легко подвергаются коррозии, что в значительной мере уменьшает срок эксплуатации изделий из него. Проблема решается путем оцинковки стальной проволоки.
Лучшая стальная проволока получается при применении горячего цинкования, так как при этом способе нанесения покрытия обеспечивается наиболее сильное его сцепление с самой проволокой.
Такие изделия не только не боятся коррозии, но и имеют высокую степень защиты от таких факторах внешней среды как попадание прямых солнечных лучей, ветер, воздействие и перепады температур.
Кроме того, оцинкованная проволока в отличие от своих не защищенных собратьев более пластичная, но при том прочная.
ПРАВИЛА ПРИЕМКИ
3.1. Проволока принимается партиями. Партия должна состоять из проволоки одного диаметра, одной точности изготовления, одного вида обработки, одного вида поверхности, одного класса и одной группы и должна быть оформлена документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение проволоки;
результаты проведенных испытаний;
массу нетто партии.
(Измененная редакция, Изм. № 5).
3.2. Проверка качества поверхности проводится на каждом мотке или катушке. Проверку размеров проводят на 5 % мотков или катушек от партии, но не менее чем на трех мотках или катушках.
3.3. Для проверки механических свойств проволоки и качества покрытия от партии отбирают 3 % мотков или катушек, но не менее двух мотков или трех катушек.
3.4. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторные испытания на удвоенной выборке.
Результаты повторных испытаний распространяются на всю партию.
Разновидности и сферы применения стальной проволоки
Как видим, в зависимости от способа производства, применения защитного покрытия, а также толщины, массы и плотности выпускаются различные виды стальной проволоки.
Когда мы говорили о процессе изготовления, упоминали, что готовую продукцию подвергают обжигу. В этом случае на выходе мы получаем гибкое изделие, которое может применяться для вязания, например, сетки Рабицы, сгибающихся арматур, опоры для деревьев или растений и так далее.
Такую проволоку обычно оцинковывают в силу особенностей ее эксплуатации – на открытом воздухе, с частым прямым воздействием воды, высоких и низких температур.
- Для Рабицы используют термически обработанную, покрытую цинковым покрытием проволоку, диаметром от 1,30 до 6,30 мм.
- Для виноградных опор также применяют гибкую низкоуглеродистую стальную проволоку с довольно небольшим номинальным сечением – 2,10-2,30 мм.
- Для линий связи обязательно применяют только стальную оцинкованную проволоку, при этом сам сердечник изготавливается из специальной стали типа “Т”.
Но широкое применение находят и изделия, не прошедшие термо-обработку. В первую очередь, они необходимы для производства гвоздей, при этом диаметры стальной проволоки определяют их непосредственную толщину.
Потому широко применяются как тонкие, так и толстые проволочные изделия. Для некоторых видов арматур также актуально использование именно негнущейся необожжённой проволоки.
Сварка металлических конструкций
Особенности холоднокатаного листа — технология производства, особенности, размеры, свойства и маркировка
Технические особенности горячекатаного листа — классификация, способ изготовления, варианты применения и особенности обработки
И, в заключение, можно сказать, что мы доказали то, что было сказано в начале: низкоуглеродистая стальная проволока – действительно универсальный материал, который широко применяется для изготовления совершенно непохожих друг на друга изделий, находящих свое применение во многих сферах жизни.
Вес 1 метра проволоки, масса проволоки
Вес 1 метра стальной проволоки рассчитывается по формуле:
m=π*R²*р, где
- m — масса 1 метра, грамм;
- π — число π ≈ 3,14;
- R — радиус проволоки, мм;
- р ≈ 7,85, т/м3 (плотность стали).
Данная формула расчета массы проволоки применима к любой стальной проволоке: оцинкованной, пружинной, канатной, вязальной и другим.
Обратите внимание на то, что согласно ГОСТов, практически любая стальная проволока изготавливается с «минусовым» допуском. То есть фактический диаметр, и, соответственно фактическая масса, будут немного меньше, чем номинальные.
Таблица перевода массы проволоки в длину (количество грамм в 1 метре стальной проволоки):
| Диаметр проволоки, мм | Теоретическая масса стальной проволоки, г/м |
| 0.2 | 0.2465 |
| 0.4 | 0.9860 |
| 0.6 | 2.2184 |
| 0.8 | 3.9438 |
| 1.0 | 6.1623 |
| 1.2 | 8.8736 |
| 1.4 | 12.0780 |
| 1.6 | 15.7754 |
| 1.8 | 19.9657 |
| 2.0 | 24.6490 |
| 2.2 | 29.8253 |
| 2.4 | 35.4946 |
| 2.6 | 41.6568 |
| 2.8 | 48.3120 |
| 3.0 | 55.4603 |
| 3.2 | 63.1014 |
| 3.4 | 71.2356 |
| 3.6 | 79.8628 |
| 3.8 | 88.9829 |
| 4.0 | 98.5960 |
| 4.2 | 108.7021 |
| 4.4 | 119.3012 |
| 4.6 | 130.3932 |
| 4.8 | 141.9782 |
| 5.0 | 154.0563 |
| 5.2 | 166.6272 |
| 5.4 | 179.6912 |
| 5.6 | 193.2482 |
| 5.8 | 207.2981 |
| 6.0 | 221.8410 |
| 6.2 | 236.8769 |
| 6.4 | 252.4058 |
| 6.6 | 268.4276 |
| 6.8 | 284.9424 |
| 7.0 | 301.9503 |
| 7.2 | 319.4510 |
| 7.4 | 337.4448 |
| 7.6 | 355.9316 |
| 7.8 | 374.9113 |
| 8.0 | 394.3840 |
Если необходимо узнать теоретическую массу или вес, например, алюминиевой или медной проволоки, нужно всего лишь подставить в данную формулу вместо плотности стали плотность нужного металла.
Мы продаем различную проволоку и доставляем в следующие регионы:
Ярославль, Екатеринбург, Волжский, Брянск, Таганрог, Орел, Сызрань, Норильск, Междуреченск, Воронеж, Смоленск, Омск, Белгород, Нефтекамск, Томск, Череповец, Новочеркасск, Рыбинск, Волгодонск, Воркута, Магадан, Ноябрьск, Санкт-Петербург, Ставрополь, Елец, Ессентуки, Новокуйбышевск, Саратов, Химки, Пенза, Нальчик, Краснодар, Архангельск, Абакан, Кисловодск, Кострома, Йошкар-Ола, Уренгой, Калининград, Липецк, Орехово-Зуево, Нефтеюганск, Псков, Стерлитамак, Находка, Петропавловск-Камчатский, Ангарск, Астрахань, Нижнекамск, Армавир, Новгород, Иваново, Альметьевск, Пятигорск, Пермь, Красноярск, Миасс, Челябинск, Киров, Уссурийск, Владивосток, Нижневартовск, Обнинск, Владикавказ, Иркутск, Кемерово, Ачинск, Мурманск, Курган, Петрозаводск, Новосибирск, Уфа, Хабаровск, Грозный, Тамбов, Мытищи, Оренбург, Рязань, Новгород, Казань, Саранск, Новороссийск, Тагил, Красногорск, Сочи, Новокузнецк, Ковров, Ростов-на-Дону, Барнаул, Владимир, Ухта, Калуга, Курск, Чита, Назрань, Соликамск, Сыктывкар, Тюмень, Новоуральск, Благовещенск, Дзержинск, Москва, Южно-Сахалинск, Волгоград, Тверь, Братск, Якутск, Коломна, Улан-Удэ, Серпухов, Азов, Ульяновск, Ижевск, Чебоксары, Камышин, Элиста, Комсомольск-на-Амуре, Одинцово, Тольятти, Муром, Магнитогорск, Арзамас, Вологда, Самара, Тобольск.
Фото стальной низкоуглеродистой оцинкованной проволоки
Инструкция, как выбрать двутавровую балку: характеристики, размеры, расчет параметров и нагрузок на балку
Выбираем трубы ВГП по уму: типовые размеры, советы по выбору и характеристики водогазопроводных труб
Гидравлический аварийно-спасательный инструмент: виды, особенности, правила выбора
Как выбрать и рассчитать швеллер — правила использования, таблицы размеров, расчет нагрузок и подбор веса профиля
Как выбрать и установить фиксаторы для арматуры: виды, характеристики, правила монтажа и применения
Стальной рифленый лист — изготовление, характеристики и варианты применения стального листа
Стальная низкоуглеродистая оцинкованная проволока – виды, характеристики, размерность и варианты применение
Если поискать в интернете фото изделий из стальной проволоки, то можно получить огромное количество отличающихся друг от друга ответов на данный запрос. А все потому, что круглая стальная низкоуглеродистая проволока – это универсальное изделие металлопроката, имеющее широкую область применения, используется как для промышленных, так и для бытовых нужд.

Сетка Рабица, колючая проволока, арматуры, гвозди, натяжки для виноградников или других вьющихся растений (например, хмеля), провода для линий связи – все это она – стальная проволока. Низкое содержание углеродов в изделиях из стали повышает гибкость и прочность, что и делает их столь универсальными.






Разнятся также толщина проволоки, дополнительная обработка, уровень прочности, упаковка проволоки. Все эти моменты мы постараемся подробно раскрыть в данной статье.

- Технические характеристики
- Процесс производства
- Оцинковка
- Разновидности и сферы применения стальной проволоки
- Фото стальной низкоуглеродистой оцинкованной проволоки
Технические характеристики
Стальной проволоке общего назначения присвоен ГОСТ 3282-74, по нормам которого:
- Производство осуществляется из низкоуглеродистой стали по ГОСТу 1050-74 или катанки по ГОСТу 4231-70
- Номинальный диаметр сечения может варьироваться: для изделий без покрытия от 0,16 до 10,00 мм, для изделий с покрытием – от 0,20 до 6,00 мм
- Поверхность проволоки не должна содержать трещины, плены, закаты или окалины, что не относится к темной проволоке
- Может присутствовать локальная рябизна, незначительные вмятины, риски, царапины, но при условии, что их выраженность не превышает 1/4 предельного отклонения от нормальной точности
- Для продукции с нанесенным защитным покрытием не допускается наличие не оцинкованных мест
- Возможно наличие белых пятен, блесков, цинкового налета, но при условии, что это не сказывается на общем качестве покрытия
- Выпускается стальная низкоуглеродистая проволока согласно ГОСТу 3282-74 в виде мотков или на катушек. Госстандарт обязует производить намотку готового изделия ровными рядами, не допускаются спутывания витков. Также, проволока должна свободна сматываться с мотка или катушки.
- Обязательно, чтобы моток был только из одного отрезка проволоки. Что касается катушки, то для них разрешена намотка из трех отрезков, но не более того.

Процесс производства
Изготовление стальной проволоки представляет собой волочение металла с катанки на специальном станке с последующим обжигом в специальной печи или без него.

При этом различают два вида термической обработки:
- светлый обжиг, который осуществляется в защитной атмосфере в печи с инертным газом, благодаря чему проволока не окисляется и на ней не остается окалины. Такие изделия имеют характерный светлый цвет и более высокую цену.
- черный обжиг, при котором используется обычные атмосферы. При этом на поверхности изделия образуется окалина, из-за чего оно имеет темный цвет. Цена на такую проволоку несколько ниже, чем на светлую.









Необходимо заметить, что термическая обработка производится с целью повышения гибкости и прочности проволоки.

Оцинковка
Как известно, сталь относится к металлам, которые довольно легко подвергаются коррозии, что в значительной мере уменьшает срок эксплуатации изделий из него. Проблема решается путем оцинковки стальной проволоки.

Лучшая стальная проволока получается при применении горячего цинкования, так как при этом способе нанесения покрытия обеспечивается наиболее сильное его сцепление с самой проволокой.

Такие изделия не только не боятся коррозии, но и имеют высокую степень защиты от таких факторах внешней среды как попадание прямых солнечных лучей, ветер, воздействие и перепады температур.

Кроме того, оцинкованная проволока в отличие от своих не защищенных собратьев более пластичная, но при том прочная.

Разновидности и сферы применения стальной проволоки
Как видим, в зависимости от способа производства, применения защитного покрытия, а также толщины, массы и плотности выпускаются различные виды стальной проволоки.

Когда мы говорили о процессе изготовления, упоминали, что готовую продукцию подвергают обжигу. В этом случае на выходе мы получаем гибкое изделие, которое может применяться для вязания, например, сетки Рабицы, сгибающихся арматур, опоры для деревьев или растений и так далее.






Такую проволоку обычно оцинковывают в силу особенностей ее эксплуатации – на открытом воздухе, с частым прямым воздействием воды, высоких и низких температур.

- Для Рабицы используют термически обработанную, покрытую цинковым покрытием проволоку, диаметром от 1,30 до 6,30 мм.
- Для виноградных опор также применяют гибкую низкоуглеродистую стальную проволоку с довольно небольшим номинальным сечением – 2,10-2,30 мм.
- Для линий связи обязательно применяют только стальную оцинкованную проволоку, при этом сам сердечник изготавливается из специальной стали типа “Т”.

Но широкое применение находят и изделия, не прошедшие термо-обработку. В первую очередь, они необходимы для производства гвоздей, при этом диаметры стальной проволоки определяют их непосредственную толщину.

Потому широко применяются как тонкие, так и толстые проволочные изделия. Для некоторых видов арматур также актуально использование именно негнущейся необожжённой проволоки.




И, в заключение, можно сказать, что мы доказали то, что было сказано в начале: низкоуглеродистая стальная проволока – действительно универсальный материал, который широко применяется для изготовления совершенно непохожих друг на друга изделий, находящих свое применение во многих сферах жизни.





