Трубогибочные станки: назначение, преимущества, сферы использования
 Во время самых разных работ круглым трубам нужно задать определенную форму. Нередко это делается с помощью подручного инструмента, но результат получается куда лучше, если применяется трубогибочный станок. Приспособления продаются в строительных магазинах. Если же гнутье не предполагается делать часто, оборудование целесообразнее арендовать.
Во время самых разных работ круглым трубам нужно задать определенную форму. Нередко это делается с помощью подручного инструмента, но результат получается куда лучше, если применяется трубогибочный станок. Приспособления продаются в строительных магазинах. Если же гнутье не предполагается делать часто, оборудование целесообразнее арендовать.
- Назначение станка
- Преимущества
- Сферы использования и особенности обслуживания
- Разновидности трубогибов
- Способы гибки
- Принципы работы
- Как сделать трубогиб самому
Итак, станок-трубогиб — это устройство для сгибания труб разной формы сечения: круглого, квадратного, прямоугольного. Универсальным оборудование считается, поскольку на нем гнутся детали из разных материалов: меди, алюминия, латуни, углеродистой и нержавеющей стали. Эти стационарные станки работают с большим диапазоном диаметров.
Назначение станка
Обыкновенные и профильные трубы, которые гнутся на станке, используются в разных областях:
- Для выполнения каркасных конструкций в строительстве.
- Для монтажа трубопроводов различной конфигурации.
- Для устройства ограждений.
- В автомобильной и мебельной сфере.
- Для изготовления декоративных элементов интерьера.
Монтаж трубопроводной конструкции может быть произведен с помощью фитингов, соединяющих участки коммуникации. Но узел, полученный стыковкой двух труб, считается ненадежным, и риск появления течи увеличивается пропорционально числу этих узлов. В связи с этим намного лучше изогнуть трубу под требуемым углом, не нарушая ее целостности, для чего и используется трубогиб. Привод бывает гидравлическим или электромеханическим. При необходимости станок можно сделать собственноручно.
Преимущества
Раньше трубы гнули на специальном оборудовании больших размеров, работающем по принципу индукционного подогрева, подразумевавшего увеличение температуры детали в месте гиба до требуемого показателя (пока не достигнута достаточная пластичность для гнутья). Сегодняшняя промышленность выпускает более совершенное оборудование, имеющее перед старыми образцами следующие преимущества:
 Компактность. Габариты современного станка позволяют не устраивать капитальный фундамент для него.
Компактность. Габариты современного станка позволяют не устраивать капитальный фундамент для него.- Минимальная высота загрузки детали — не более 140 см от пола, и диаметр изделия не влияет на данный показатель.
- Снижение затрат энергии.
- Отсутствие необходимости нагрева труб.
- Отсутствие загрязнений, имевших место в старых индукционных машинах.
- Комфортная температура возле станка.
- Снижение шумов при эксплуатации.
- Большая скорость гибки, что позволяет выполнять внушительные объемы работ.
 Компактность. Габариты современного станка позволяют не устраивать капитальный фундамент для него.
Компактность. Габариты современного станка позволяют не устраивать капитальный фундамент для него.Сферы использования и особенности обслуживания
Более всего трубогибы распространены в строительной и жилищно-коммунальной отрасли. Менее активно оборудование используется в автомобилестроении и нефтехимической отрасли. Трубогибочные станки незаменимы при создании гидравлических и пневматических трубопроводных конструкций. Эксплуатационная сфера станков очень широка, поэтому востребованы они всюду.
Согнутые трубы используются также при изготовлении:
- Спортивного инвентаря.
- Элементов дизайнерских решений в жилых помещениях.
- При монтаже перил, оград, лестниц, прочего.
- При изготовлении стульев и прочих элементов мебели.
Оператор станка должен иметь представление обо всех нюансах гибки. Ежемесячно производится профилактическая чистка, осмотр главных рабочих частей и профилактика, включающая смазку и регулировку рабочих элементов. Также производится замена масла в насосе, а масло выбирается высококачественное. Покупать запчасти рекомендуется у проверенного поставщика.
Разновидности трубогибов
Основной показатель классификации станков — это конструктивное исполнение. В зависимости от особенностей конструкции выделяются такие разновидности машин:
- Ручные. Работают на небольших предприятиях и предполагают использование мускульной силы во время работы. Обычно эти компактные станки переносные, а применяются они в сфере строительства. Благодаря мобильности оборудование используется непосредственно на стройплощадках.
- Гидравлические. Устройства с гидравлическим приводом. По конструкции это оборудование похоже на ручной станок, но может быть и переносным, и стационарным. Главным образом эти станки отличаются от ручных наличием гидравлического усилителя, позволяющего обрабатывать изделия с сечением до 20 мм без серьезных физических усилий.
- Электрические. Имеют большие размеры и работают, потребляя электроэнергию. При гибке обеспечивают высокую точность угла. Еще электрический промышленный трубогиб может гнуть изделия с большим сечением и тонкими стенками.
 Ручные. Работают на небольших предприятиях и предполагают использование мускульной силы во время работы. Обычно эти компактные станки переносные, а применяются они в сфере строительства. Благодаря мобильности оборудование используется непосредственно на стройплощадках.
Ручные. Работают на небольших предприятиях и предполагают использование мускульной силы во время работы. Обычно эти компактные станки переносные, а применяются они в сфере строительства. Благодаря мобильности оборудование используется непосредственно на стройплощадках.Электрические трубогибочные агрегаты подразделяются на три главных вида, в зависимости от степени автоматизации:
- ручные;
- полуавтоматические;
- автоматические с ЧПУ.
Станки с компьютеризированным управлением наиболее функциональные. Благодаря ЧПУ можно программировать параметры угла и радиуса гнутья. Эти устройства способны работать в полностью автоматическом режиме, где процессы контролирует компьютерная программа (в частности, поставку детали и регулировку дорна).
Трубогибочные станки для обыкновенных и профильных труб разные. Ручные машины довольно недорогие, но гораздо менее производительны, чем электрические модели.
Способы гибки
Рассмотрим четыре способа гнутья:
- обкатка;
- волочение;
- вальцовка;
- наматывание.
 Последним способом гнутся трубы небольшого сечения (до 150 мм). Изгиб выполняется достаточно просто: деталь наматывается на ролик, и путем воздействия на ее торцы получается деталь. Раньше у этого способа имелся ряд недостатков. Главный минус заключался в том, что в месте изгиба деформировалась труба (утончалась одна стенка, а на другой образовывались гофры).
Последним способом гнутся трубы небольшого сечения (до 150 мм). Изгиб выполняется достаточно просто: деталь наматывается на ролик, и путем воздействия на ее торцы получается деталь. Раньше у этого способа имелся ряд недостатков. Главный минус заключался в том, что в месте изгиба деформировалась труба (утончалась одна стенка, а на другой образовывались гофры).
Сейчас от данного недостатка можно избавиться путем применения трубогибочного станка с дорном — металлическим прутом, размещающимся перед гибкой в трубе. Благодаря этому исключается деформация стенок заготовки. Хотя модели без дорна тоже популярны, с их помощью гнут трубы с большими сечением и тонкими стенками.
Принципы работы
 Общим для всех современных станков является то, что трубы на них гнутся в холодном состоянии. Это повышает точность гиба и значительно уменьшает вероятность деформации стенок.
Общим для всех современных станков является то, что трубы на них гнутся в холодном состоянии. Это повышает точность гиба и значительно уменьшает вероятность деформации стенок.
Есть у холодной гибки и недостатки (у моделей без дорна). Главный минус — в увеличении нагрузки на деталь, что является причиной изменения формы сечения. Первым делом это относится к трубам из легированной стали. Обычно такая деформация появляется вследствие растягивающего напряжения, действующего на стенки изделия. Сжимающим напряжением, появляющимся на внутренней стенке, оно не уравновешивается.
Перемещение дорна при гнутье обыкновенной трубы исключает применение его для профильного изделия с поперечным сечением. Трубогибочный станок для профильной трубы имеет дорн, отличающийся от обычных. Гибка с дорном профиля осуществляется так: профилированный ролик обкатывается по неподвижной профильной трубе. Фиксация детали в этом случае гидравлическая или механическая. Этот же процесс имеет место быть при использовании угловых трубогибочных станков. Данное оборудование имеет большие габариты и весьма функционально.
Как сделать трубогиб самому
Первое, что нужно сделать, — это проработать схему сборки. Делается станок поэтапно, и, собирая его, следует быть очень внимательным. Составляется схема основания. Желательно, чтобы каркас выполнялся из профильных труб прямоугольного сечения. Не забывайте про усиление стенок, ведь это необходимо для надежного использования. Рукоять и зажим для профиля — это шпилька с закрепленной на двух ее концах контргайки с гайкой «барашком» и фиксатором, имеющим вид буквы «Т». После изготовления основания можно сделать ручку фиксатора. Здесь понадобятся перемычки и две металлические пластины.
Этапы процесса:
- Пластины для ручки подбираются толщиной около 4−5 мм. Связано это с тем, что ручка монтируется на тело оси каркаса. Внимательно выбирайте металлические пластинки. Они размещаются на оси с запасом приблизительно 5 мм.
- Шкив рукоятки можно отрегулировать, чтоб упростить сборку станка.
- Проделывается отверстие. Ось не нужно закреплять сваркой, она фиксируется шплинтами.
- Когда ручка сделана, на нее устанавливается шкив, необходимый для приведения в движение приводного ремня.
- Фиксируется основание собранного агрегата, для чего обычно используются тиски.
- На ось остова надевают пластины рукояти.
- Устанавливается главный шкив. В тело широкой гайки на остове ввинчивается шпилька крепежного элемента. Рабочий шкив затяжными ремнями фиксируется на ось основы.
 Пластины для ручки подбираются толщиной около 4−5 мм. Связано это с тем, что ручка монтируется на тело оси каркаса. Внимательно выбирайте металлические пластинки. Они размещаются на оси с запасом приблизительно 5 мм.
Пластины для ручки подбираются толщиной около 4−5 мм. Связано это с тем, что ручка монтируется на тело оси каркаса. Внимательно выбирайте металлические пластинки. Они размещаются на оси с запасом приблизительно 5 мм. Отдельные элементы и их расположение рекомендуется контролировать с помощью измерительных приборов.
Отдельные элементы и их расположение рекомендуется контролировать с помощью измерительных приборов.
Трубогиб — полезное устройство, помогающее гнуть трубы в домашних условиях. Можно купить мобильное оборудование, стоящее гораздо меньше стационарного. Однако если предполагается частое использование станка, внимательно изучите схему его сборки и сделайте собственноручно хороший и недорогой трубогибочный станок.
Трубогибочный станок: устройство для сгибания труб в бытовых и промышленных масштабах
Трубогибочный станок — это устройство, которое используется для сгибания труб с различной формой сечения. Сечение детали может быть: квадратное, прямоугольное, овоидное, круглое. Такое оборудование считается универсальным, так как на нём можно гнуть детали из разных материалов: алюминия, меди, латуни, а также нержавеющей и углеродистой стали. Стоит также отметить, что такие стационарные станки могут работать с широким диапазоном диаметров.

Трубогибочные станки бывают самых разных типов, наиболее сложными являются промышленные устройства с электронным управлением
Для чего нужен трубогибочный станок?
Обычные и профильные трубы используются в различных областях:
- монтаж трубопроводов разной конфигурации;
- выполнение каркасных конструкций в строительной сфере;
- для организации ограждений;
- в автомобильной отрасли;
- в мебельной сфере;
- в качестве декоративных элементов интерьера.
Вышеперечисленные варианты использования труб в большинстве случаев требуют их изгибания. При монтаже трубопроводной конструкции можно использовать фитинги для соединения отдельных участков коммуникации. Однако узел, полученный в результате стыковки двух труб, считается проблемным участком и риск возникновения течи увеличивается прямо пропорционально количеству таких узлов. Поэтому гораздо надёжнее изогнуть трубу под нужным углом, без нарушения её целостности. Для гибки труб используют специальное трубогибочное оборудование.
Полезная информация! Трубогибы используются как в частных случаях, так и на производственных предприятиях. Стоит сказать, что эти устройства загибают трубы под углом до 180°.
Приводная система для такого оборудования может быть разной:
- гидравлическая;
- электромеханическая.
Трубогибочное оборудование с гидроприводом можно использовать на производстве и в быту
Трубогибочная машина является востребованным и распространённым оборудованием, которое используется на сегодняшний день во многих сферах человеческой деятельности. В случае необходимости можно собрать такой станок своими руками.
Прижимной механизм
Многие умельцы делают прижим из обычного автомобильного домкрата (механического или гидравлического). Тех усилий, которые он способен создать, вполне достаточно для того, чтобы придать металлической заготовке нужную конфигурацию.
greysv Пользователь FORUMHOUSE
В качестве прижимного винта использовал старый винтовой домкрат от газели. Гнет легко две трубки 20х20.
Если использовать гидравлический домкрат, то он должен быть рассчитан на 2 тонны или более. Основное достоинство гидравлического прижима состоит в том, что работать им можно, не прилагая особых усилий. Преимущества винтового домкрата: им проще выставить радиус гиба.
Вместо механического домкрата часто используются самодельные винтовые прижимы. Они также позволяют гнуть заготовки в точном соответствии с заданными параметрами.
А чем же винт хуже домкрата? Заказать у токаря винт с меньшим шагом резьбы, чтобы меньше усилия прикладывать при вращении. Это на порядок дешевле домкрата обойдётся.
Преимущества современных трубогибочных станков
Раньше для изгибания труб использовалось специальное оборудование, которое отличалось большими размерами и функционировало по принципу индукционного подогрева. Индукционный нагрев подразумевал поднятие температуры детали в месте гиба до нужного показателя (пока металл не становился достаточно пластичным для сгибания).
На сегодняшний день развитие промышленности позволяет выпускать более совершенное оборудование, которое отличается от старых трубогибочных машин и обладает следующими достоинствами:
- более компактные габариты в сравнении со старыми аппаратами. Размер современного трубогибочного станка позволяет обойтись без организации капитального фундамента под монтаж оборудования;
- минимальная высота загрузки детали составляет не больше, чем 140 см от пола. На этот показатель не влияет диаметр изделия;
- уменьшение энергозатрат в сравнении со старыми трубогибами. Новые модели не нуждаются в нагреве труб;
- отсутствие загрязнений, которое наблюдалась в старых, индукционных машинах;
- температура возле современной трубогибочной аппаратуры является очень комфортной;
- кроме этого, в процессе эксплуатации такого оборудования снижается уровень шума, что также является большим преимуществом;
- высокая скорость гибки, которая позволяет справляться с большими объёмами работ. Например, современный трубогибочный станок способен согнуть деталь с показателем сечения 400 мм и толщиной стенки 25 мм за очень короткий промежуток времени (2–3 минуты).
При больших объемах работ нужна высокая скорость гибки, обеспечить ее может только профессиональное оборудование
Эксплуатационные сферы и особенности обслуживания
Наибольшее распространение трубогибочные станки получили в двух отраслях:
- строительная;
- жилищно-коммунальная.
Кроме этого, стоит отметить, что станки для гибки используются менее интенсивно и в других областях:
- автомобилестроение;
- нефтехимическая отрасль.
А также такие станки являются незаменимыми при выполнении пневматических и гидравлических трубопроводных конструкций. Эксплуатационная сфера этого оборудования очень широка, поэтому оно пользуется большой популярностью и востребовано всюду. Рассмотрим, для чего ещё используются изогнутые на трубогибочном оборудовании трубы:
- спортивный инвентарь;
- различные дизайнерские решения внутри жилых помещений;
- при монтаже оград, перил, лестниц и т. д.;
- при производстве стульев и других элементов мебели.
Необходимость в сгибании труб может появиться при изготовлении конструкций самых разных типов и назначения
Важно! Перед тем как начать изгибать трубы на трубогибочном станке, нужно прочитать инструкцию по его использованию, а также изучить все необходимые противопоказания, правила безопасности и т. д.
Оператор трубогибочного станка должен быть обученным всем нюансам гибки и, кроме этого, выполнять профилактическую очистку аппарата (1 раз в месяц), осмотр основных рабочих частей устройства и профилактику. К профилактике трубогибочной машины можно отнести:
- смазка рабочих элементов
- регулировка рабочих элементов;
При профилактике гидравлической модели не стоит забывать про замену масла в насосе. Масло для насоса должно быть высококачественным. При выходе из строя какого-либо функционального элемента гибочного оборудования необходимо провести его замену. Новые запчасти рекомендуется покупать только у проверенных поставщиков.
Конструкция рамы
Определившись с межосевым расстоянием и конструкцией вальцов, можно размечать заготовки деталей для рамы. Опираясь на опыт пользователей FORUMHOUSE, следует сделать вывод, что самые прочные рамы получаются из стального швеллера (шириной – не менее 80 мм). Этот материал легко достать, поэтому можно смело брать его себе на заметку.
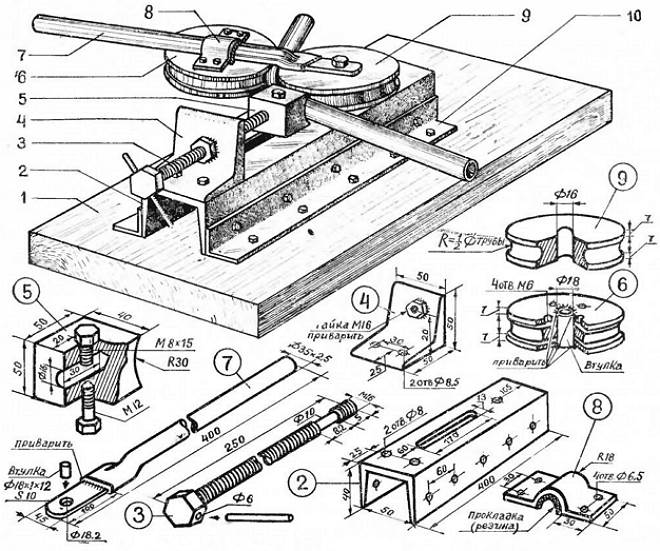
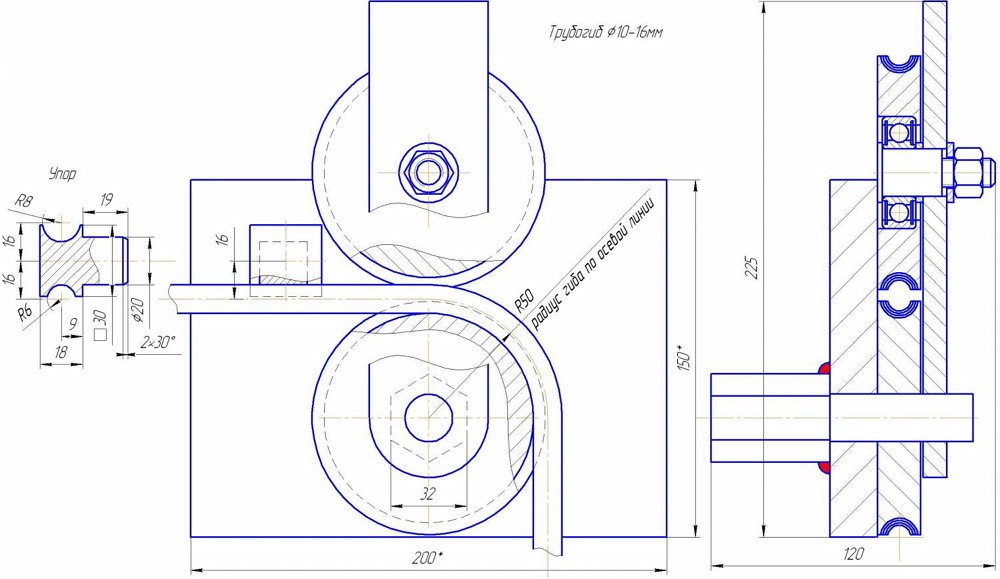
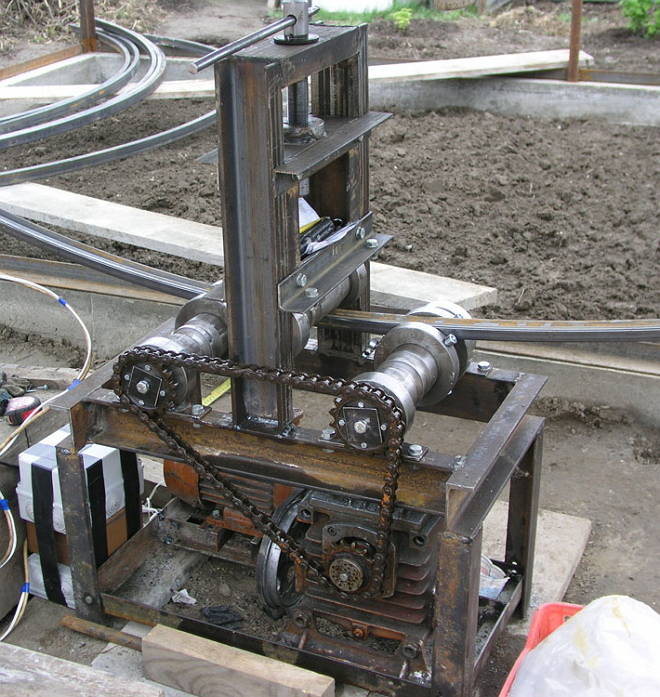
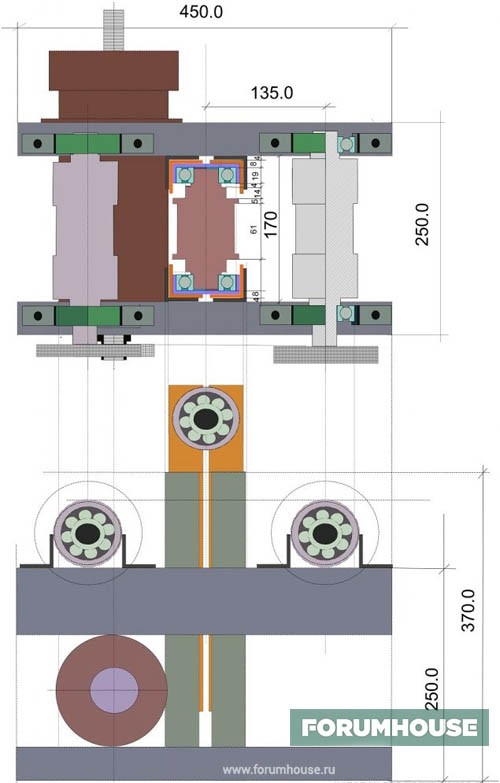
На фото – станок на стадии изготовления. А вот чертеж, который взят за основу.
Человек Пользователь FORUMHOUSE
При выполнении работ в первоначальные чертежи были внесены некоторые изменения.
Представленный чертеж не является обязательным руководством к действию, но дает объективное понимание того, как устроен прокатный трубогибочный станок.
Разновидности трубогибочных станков
Сегодня все трубогибочные устройства, которые используются на различных предприятиях, можно классифицировать по одному основному показателю — конструктивному исполнению. В зависимости от особенностей конструкции выделяют следующие разновидности трубогибочных машин:
- Ручные. Такие устройства используются на небольших предприятиях и подразумевают приложение физических усилий при гибке труб. Как правило, такие компактные станки являются переносными и применяются в строительной сфере. Стоит отметить, что мобильность таких станков позволяет использовать их непосредственно на строительных площадках.
- Гидравлические. Устройства, функционирующие от гидравлического привода, очень похожи (по конструктивному исполнению) на ручные станки, но могут быть как переносными, так и стационарными. Основное отличие таких машин от ручных моделей — наличие гидроусилителя. Этот элемент позволяет обрабатывать изделия с показателями сечения до 20 мм без использования значительных физических усилий.
- Электрические. Отличаются большими размерами и функционируют от электроэнергии. При изгибе детали такие стационарные станки обеспечивают высокую точность угла. А также стоит отметить, что трубогиб электрический промышленный может гнуть изделия с большими показателями сечения и тонкими стенками.
Приспособления ручного типа используют в быту для работы с трубами небольшого диаметра
Все электрические трубогибочные машины подразделяются на три основных вида, в зависимости от того, насколько они автоматизированы. Рассмотрим эти виды:
- ручные;
- полуавтоматические;
- автоматические с числовой программой управления (ЧПУ).
Станки с компьютеризированной системой управления являются наиболее функциональными из всех. Благодаря системе ЧПУ появляется возможность программирования параметров угла и радиуса изгиба детали. Такие устройства могут работать в полностью автоматическом режиме, где все процессы контролируются компьютерной программой (в том числе поставка детали и регулировка дорна).
Стоит отметить, что трубогибочные станки для обычных и профильных труб отличаются. Ручные трубогибы стоят довольно недорого, однако, они гораздо менее производительны, чем электрические модели.
Изготовление электромеханического трубогиба
В конструкции электромеханического трубогиба можно выделить три основных рабочих органа: один нажимной и два опорных (ведущих) вала. Отсюда и название станка – трехвалковый прокатный трубогиб.
Подобное устройство имеет довольно сложную конструкцию, поэтому, если вам не удалось раздобыть чертежи самодельного трубогиба, рекомендуем каждый его элемент вначале нарисовать на бумаге (хотя бы в виде эскиза). А о том, какими размерами и характеристиками должны обладать основные узлы будущего изделия, мы вам последовательно расскажем.
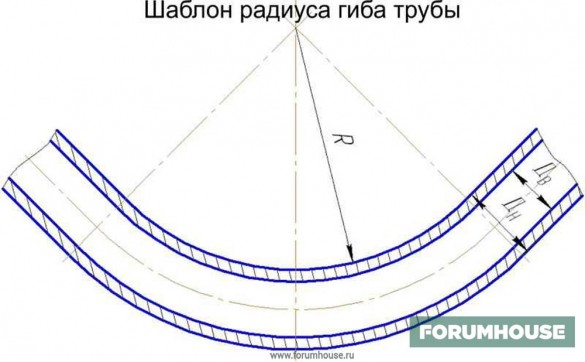
Итак, основная функция трубогиба состоит в том, чтобы сгибать детали под заданный радиус гиба. Радиус гиба зависит от расстояния между опорными катками (валами) и регулируется нажимным катком. Расстояние между опорными роликами – величина постоянная. Именно ее следует учитывать, приступая к проектированию станка.
Alli58ru Пользователь FORUMHOUSE
Расстояние между нижними вальцами зависит от минимального радиуса гиба. Определяя его, учитывайте, что чем меньше расстояние между вальцами, тем тяжелее опускать прижимной ролик и тем тяжелее пропускать между валами заготовку. И наоборот: чем больше расстояние, тем легче крутить. У меня, если память не изменяет, расстояние около 35-40 см. Валы прокручиваются достаточно легко: я гнул минимальный радиус около 50 см, но можно и меньше.
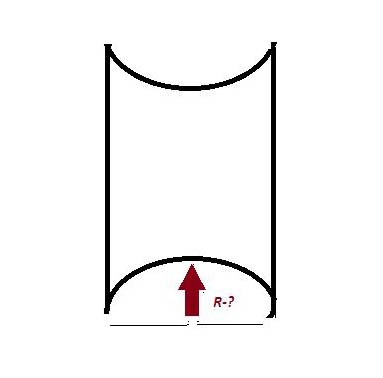
Радиус гиба (радиус дуги) рассчитывается по простой геометрической формуле.
Руководствуясь ею применительно к своему оборудованию, можно быстро отрегулировать станок на заданные параметры.
Способы гибки
Гибка труб на трубогибочной машине может отличаться в зависимости от способа. Рассмотрим 4 варианта гибки труб на трубогибочном оборудовании:
- метод обкатки;
- метод волочения;
- метод вальцовки;
- метод наматывания.
Способ обработки трубы во многом зависит от ее диаметра и толщины стенок
Последний способ используется для труб с небольшими показателями сечения (до 150 мм). Сам изгиб выполняется довольно просто: деталь наматывается вокруг ролика, таким образом, посредством воздействия на её торцы получается нужная деталь. Раньше такой способ отличался тем, что имел несколько недостатков. Основным недостатком такого способа являлась деформация трубы в месте изгиба (утончение одной стенки и образование гофрированной поверхности на другой).
Сегодня этот недостаток можно избежать, если проводить гибку на трубогибочном станке, оснащённым специальным конструктивным элементом — дорном. Дорн — это металлический прут, который перед гибкой размещается внутри трубы (он исключает деформацию её стенок).
Обратите внимание! Дорновые трубогибочные станки продаются вместе с комплектом дорнов, которые имеют разные показатели сечения под определённые трубы.
Несмотря на то, что дорновое оборудование является надёжным и исключает деформацию стенок изделий, бездорновые модели так же являются популярными. Из-за ограниченности использования их применяют для гибки труб с большими показателями сечения и тонкими стенками.
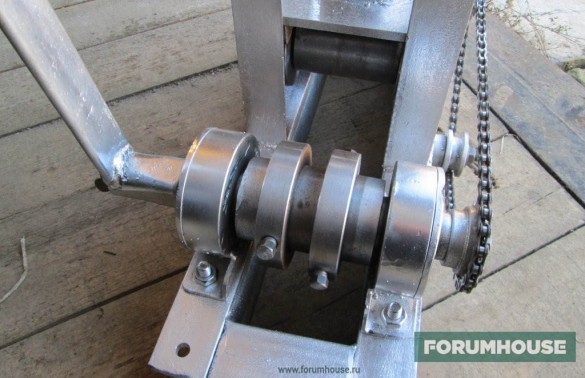
Изготовление вальцов
Для изготовления вальцов следует поискать надежные материалы, которые уже успели пройти проверку на прочность. Кто-то использует роторы от электродвигателей старых стиральных машин или шкворни от автомобиля КамАЗ, кто-то – круги из углеродистой стали. На самом деле вариантов множество, главное – не забывать о том, что выбранный материал должен быть достаточно прочным. Пользователь Dva11, к примеру, использовал ступицы колес от старой поливальной установки.
Dva11 Пользователь FORUMHOUSE
Диаметр ступицы – 75 мм, длина – 110 мм, подшипники подбирал по ступице (подошли 205). Мне пришлось купить 5 подшипников и 1 шкив, остальные детали изготовил из металлолома.
Ровные цилиндрические валы – вариант универсальный. С их помощью гнут трубы различного сечения. Если профиль валов привести в соответствие с профилем сгибаемых труб, то качество гиба заметно улучшится.
Можно также использовать болванки, рассчитанные на разные профили сгибаемых заготовок.
В идеале на валы устанавливаются съемные насадки или кольцевые прижимы (ограничители), с помощью которых профиль вальцов регулируется по ширине трубы.
rusi45 Пользователь FORUMHOUSE
В конструкцию вальцов я внес некоторые усовершенствования: на крайние валы, там, где находятся ограничители, сделал насадки под трубу. Испытания проводились на трубе размером 1 дюйм. Насадки заменяются легко. Для этого одну сторону подшипников я сделал скользящей. Насадка сделана из стали 65Г (плюс закалка). Износа фактически нет, а твердость – напильник не берет.
Внутренний радиус ролика или насадки под круглую трубу следует делать с запасом: радиус трубы плюс 1-2 мм. Например, если диаметр трубы – 24 мм, то внутренний радиус ролика будет – 13-14 мм. Только в этом случае трубу не будет заклинивать во время прокатки.
Речь идет вот об этом размере.
Если прижимной ролик, предназначенный для гибки прямоугольных труб, будет иметь посередине небольшую выпуклость, это поможет сохранить геометрию сгибаемого профиля. Ролик будет вдавливать верхнюю стенку трубы вовнутрь, не давая заготовке раздаваться в стороны.
Принципы работы
Принцип работы всех существующих моделей трубогибочных станков имеет одно общее свойство — изгибание детали выполняется в холодном состоянии (в отличие от старых, индукционных аппаратов). Гибка в холодном состоянии является более надёжным вариантом, так как увеличивается точность гиба, а также значительно уменьшает возможность возникновения деформации стенок детали.
Независимо от типа станка, любая труба обрабатывается в холодном виде, нагрев применяется в очень редких случаях
Холодная гибка имеет и свои недостатки (для бездорновых моделей). Основным минусом холодной гибки на бездорновом станке, является то, что во время процесса увеличивается нагрузка на деталь, в результате чего деформируется форма сечения трубы. Особенно это касается труб, выполненных из легированной стали. Такая деформация, как правило, появляется из-за растягивающего напряжения, которое действует на стенки изделия. Оно не уравновешивается сжимающим напряжением, появляющимся на внутренней стенке детали.
Перемещение дорнового элемента во время гибки обычной трубы, исключает его применение для поперечного сечения профильного изделия. Трубогиб для профильной трубы оснащается дорном, который отличается от обычных. Дорновая гибка профиля происходит таким образом: профилированный ролик обкатывается по зафиксированной, неподвижной профильной трубе. В таком случае фиксация детали может быть двух типов:
- гидравлическая;
- механическая.
Стоит также отметить, что такой же процесс выполняется и в случае использования углового трубогибочного оборудования. Такое оборудование отличается большими габаритами и очень функциональны.
Трубогиб как незаменимый инструмент в строительстве и производстве
Трубогиб – это устройство, которое применяется в промышленности, производстве и хозяйственной деятельности для гибки труб из различных материалов. Какие виды трубогибов бывают, и как их используют, рассмотрим в данной статье.
1 Преимущества использования трубогиба – зачем нужен инструмент?
Оборудование для сгибания труб из различных материалов необходимо во многих сферах деятельности, его используют при прокладке водоснабжения, газопроводов, канализации, а также при изготовлении каркасных конструкций, инвентаря и промышленных материалов. Его использование имеет несколько неоспоримых преимуществ. Такой инструмент, как трубогиб, позволяет добиться оптимального радиуса изгиба трубы, при этом минимизируя риск ее деформации.

Даже самый простой трубогиб способен значительно сократить время, необходимое для сгибания трубы того или иного диаметра под нужным углом и радиусом. Например, при прокладке канализации практически не обойтись без специального трубогиба, особенно в том случае, если речь идет о сложных схемах разводки труб и канализационного оборудования.
Если подобного инструмента нет, приходится повсеместно использовать соединительные элементы – фитинги, при этом увеличивается стоимость и уменьшается надежность и долговечность конструкции.
Чаще всего используют ручные трубогибы или станок для гибки профильной трубы. Профильная труба может иметь круглое, квадратное, прямоугольное или овальное сечение. Такие трубы используются в различных областях промышленности, машиностроения, строительства и производства. Трубогибочные станки оснащаются несколькими насадками, которые позволяют гнуть трубы различного диаметра и сечения.
2 Тип привода и принцип действия – какие они бывают?
Все оборудование, которое используется для гибки труб, различается по нескольким параметрам. Чаще всего трубогибы принято делить по типу используемого привода. На сегодняшний день наиболее распространены 3 вида.
Прокатный трубогиб с ручным приводом – это компактный инструмент, который можно изготовить своими руками. С помощью ручного оборудования можно гнуть трубы с небольшим диаметром из тонкостенной стали, различных цветных металлов или полимеров. Главным плюсом можно назвать невысокую стоимость готовых изделий и возможность их самостоятельного изготовления. Главным минусом является необходимость прилагать много физических усилий, кроме того, вручную не получится согнуть трубы большого диаметра или трубы с нестандартным типом сечения.

Механический трубогиб – это профессиональное оборудование на гидравлическом приводе. Такой универсальный станок используется на небольших производствах, в строительстве или хозяйственной сфере. В отличие от ручных инструментов, позволяет выполнить гораздо больший объем работ, а также сгибать трубы большего диаметра.
Электромеханическое оборудование – профессиональный тип инструмента на основе электрического привода, который используется на крупных промышленных объектах, при строительстве и производстве различных конструкций. С помощью электрического трубогиба можно добиться высокой производительности и качества, некоторые модели станков позволяют с максимальной точностью регулировать радиус изгиба, в результате чего получаются прочные и точные изделия.
По принципу действия трубогибы принято различать на такие, как:
- Роликовые. В данном случае труба гнется при помощи трех роликов, которые связаны между собой.
- Гидроцилиндрические. Прижимной механизм приводится в действия посредством специального гидравлического цилиндра.
- Пружинные. Простой вариант с пружинной сталью. Чаще всего такой станок применяется для работы с бесшовными трубами небольшого диаметра, например, при прокладке систем кондиционирования.
- Рычажные. Ручной тип инструмента, предназначенный для гибки тонкостенных труб под углом до 180 градусов.
- Арбалетные. Специальный тип, применяется для сгибания труб небольшого диаметра из цветных металлов или полимеров под углом 90 градусов.
- Сегментные. Самый распространенный вариант ручного трубогиба, используется в различных сферах деятельности. Материал гнется сегментным способом, то есть вытягивается вручную вокруг определенного сегмента.
- Автоматизированные. Самые совершенные в техническом плане электрические трубогибы с механическим и компьютерным управлением. Позволяют гнуть трубы любых форм и диаметров под необходимым градусом за счет наличия специальных калибровочных элементов.
Каждый из представленных инструментов имеет ряд преимуществ и недостатков, а также специфических особенностей. Автоматизированный трубогибочный станок используют преимущественно на крупных промышленных производствах или строительных объектах, так как его стоимость может достигать нескольких миллионов рублей. Распространенность инструментов сегментного типа обусловлена простотой конструкции. Устройство трубогиба и принцип действия позволяют изготавливать его своими руками, их используют в домашнем хозяйстве.
3 Ручной инструмент с гидравлическим приводом – универсальный вариант
Использовать тот или иной тип оборудования необходимо в зависимости от объема и вида работ. Если речь идет о сгибании труб для канализации или систем вентиляции, то можно использовать простой прокатный трубогиб с ручным типом управления. Для более сложных операций в промышленных объемах используются электромеханические станки и оборудование. Кроме того, необходимо учитывать класс труб и материал, из которого они изготовлены, а также необходимый радиус изгиба, градус, угол.

Ручные трубогибы имеют ряд серьезных недостатков, главные из которых – это отсутствие систем контроля за углом и радиусом, невысокая производительность и невозможность гнуть трубы большого диаметра. Электрические варианты более совершенные, обладают системами контроля, с их помощью получается качественное оборудование, их используют для гибки труб из разных материалов с большим или малым диаметром. Однако они дорогие и могут использоваться только в стационарном виде, для чего должно быть достаточно пространства.
Если говорить об универсальности, то самым оптимальным вариантом является ручной трубогибочный станок с гидравлическим приводом.
Это гидроцилиндр, траверсы (вверху и внизу), а также специальные упоры. Принцип действия можно сравнить с принципом действия обычного автомобильного домкрата. С помощью гидравлического инструмента можно получать достаточно точный угол изгиба до 90 градусов, а использование дополнительных матриц позволяет сгибать трубы круглого, квадратного и других сечений, а также трубы различных диаметров.
Еще одной особенностью гидравлического инструмента является небольшой размер, что позволяет использовать его непосредственно в местах прокладки коммуникаций или в условиях небольшого пространства. При работе с трубами на таком оборудовании не требуется какая-либо дополнительная обработка, а высокая производительность способна минимизировать затраты на применение сварки или использование соединительных муфт и элементов. Таким образом, именно гидравлические виды можно считать наиболее эффективными и доступными как в хозяйственной деятельности, так и в строительстве и производстве.
Виды и устройство трубогибочного станка
Изделия из металлопроката нередко требуют дополнительных мероприятий, связанных с завершением цикла работ по созданию готовой продукции. Так для придания нужной формы трубным заготовкам различного вида и диаметра требуется определенное усилие, направленное на создание геометрически правильного поперечного изгиба.
Совершить такую работу вручную практически невозможно даже при условии податливости трубного материала, например, меди. Для предотвращения нежелательных изломов, разрывов сварных швов и прогибов, не предусмотренных проектом создаваемой конструкции, в быту, подсобном хозяйстве, и на производстве применяют различные виды трубогибов.
Функции трубогибов

Главное их предназначение заключается в возможности деформировать линейные заготовки разными способами, например:
гнуть трубы под определённым углом;
изготавливать арочные конструкции из труб, профилей и металлических пластин;
скручивать трубы и профили в спирали;
создавать сложные пространственные конструкции из труб.
Оборудование представляет собой ручной трубогиб, либо механизированное устройство для сгибания труб под нужным углом или с выставленными значениями радиуса с сохранением идеальной геометрии изделия. О том, какими бывают трубогибы, поговорим далее.
Типы устройств
Все современные трубогибы работают в «холодном» режиме, то есть для создания изгиба не требуется предварительно нагревать трубу. Их конструкции могут быть представлены в 5-ти разных типах исполнения:
Арбалетные.
Усилие на изгиб создаётся по центру деформируемой трубы относительно двух неподвижных опорок, находящихся на равном удалении от центрального подвижного механизма, создающего нагрузку;
Роликовые или вальцовочные, по-другому – прокатные.
Позволяют сгибать трубы, пластины и профили в радиальной плоскости. На выходе получаются дуги, кольца, либо пружины в зависимости от поставленных задач;
Обкаточные.
Наиболее простой вариант трубогибов, использующий неподвижный шаблонный и подвижный обжимной ролик, опору и рычаг для сгибания медных и стальных труб под определённым углом;
Дорновые.
Также имеют рычажную систему, но предназначены для сгибания труб с особо тонкими стенками. Дорн, заходящий в полость трубы до места изгиба, создаёт обратное усилие, не давая тонкому металлу образовывать складки;
Намоточные.
Здесь вращение осуществляет шаблонный ролик. По сравнению с обкаточным трубогибом, намоточный занимает гораздо меньше места, однако угол сгибания и толщина трубы ограничены конструкцией устройства.
Конструкция трубогибов проста и может быть изготовлена самостоятельно. Это один из немногих видов механических приспособлений, которое можно сделать своими руками при наличии нужного набора инструментов.
На какие виды подразделяются?
Рынок готов предложить покупателям как самодельные, так и заводские модели трубогибов в широком ассортименте, в который входят такие виды трубогибов, как:
Рычажные.
Для создания изгиба применяется рычаг. Могут быть как ручными, так и гидравлическими.
Пружинные.
Представляют собой простой ручной инструмент в виде полой пружины, которая при надевании на медную трубку соответствующего диаметра позволяет гнуть её без изломов;
Гидравлические ручные.
Чаще всего выполнены в виде равнобедренного треугольника, где по углам расположены металлические ролики, два из которых удерживают трубу в горизонтальном положении, а один создаёт сильное усилие в центре заготовки, деформируя её до нужного угла;
Электрогидравлические.
Могут быть как рычажными, так и вальцовочными. В качестве нагнетателя давления в гидравлику используется масляный насос;
Универсальные.
Имеют съёмные оправки и ролики для изменения диаметра подаваемых труб. Пазовая система настроек позволяет динамично менять угол сгибания заготовок, при этом устройство легко подстраивается под любой тип исполнения трубных и арматурных изделий;
Трубогибочные станки.
Являются профессиональными устройствами для сгибания труб разного диаметра и толщины стенок. Устанавливаются на предприятиях машиностроения, металлопроката, кузовного ремонта машин, где есть необходимость создания точного пространственного изделия, встраиваемого в конструкцию согласно изготовленному ранее проекту. Такое оборудование имеет программируемый порядок действий, различается по мощности, скорости работы и степени участия человека в процессе работы станка;
Профилегибы.
Применяются исключительно для сгибания труб, имеющих профильный тип сечения. На таком устройстве можно также создавать дуговые продольные изгибы металлических пластин.
Трубогибы незаменимы при создании сплит систем, ремонте холодильного оборудования, восстановлении разрушенных конструкций машин и механизмов, усовершенствовании металлоконструкций, а также при создании конструкций из трубного металлопроката с нуля.
Основные параметры
При выборе трубогиба для выполнения определённой задачи следует рассматривать соответствующее оборудование, обращая внимание на следующие параметры работы устройства:
привод – ручной, электрический, гидравлический;
материал обрабатываемых труб – медь, алюминий, нержавейка или сталь со специальными свойствами;
вес оборудования имеет важное значение. Промышленные машины весят сотни килограмм, что значительно снижает их мобильность, но повышает функционал;
форма трубного сечения – квадратная, прямоугольная, круглая;
максимальный угол сгиба;
мощность оборудования, если это электрический трубогиб, если ручной – максимальное усилие, которое может создать человек, в ньютонах.
Также важно обращать внимание на материал и качество сборки корпуса устройства. От его прочности зависит долговечность работы оборудования и сфера его применения.
Устройство трубогибов
Рассмотрим принципиальное устройство трубогиба на примере нескольких инструментов для сгибания труб.
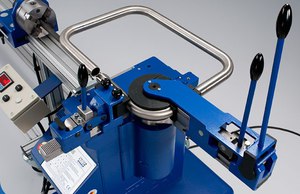
Ручной гидравлический
В качестве рабочего элемента трубогиба выступает гидроцилиндр, который крепится к опорной плите, имеющей жёсткое сцепление с быстроразборной траверсой:
траверса представляет собой набор из двух пластин, или щёк, одна из которых неподвижна, а вторая крепится к опорной плите на шарнирах, имея возможность отодвигаться наверх для смены положения роликов, на которые опирается изгибаемая труба;
на опоре также установлен насос плунжерного типа, подающий гидравлическую жидкость в гидроцилиндр, и оказывая на шток давление силой до 15 тонн;
на конце штока устанавливается съёмная трубогибная насадка с U-образной канавкой, который позволяет гнуть трубу без изломов.
Движение поршня в цилиндре, вызванное работой ручного плунжерного насоса, создаёт необходимое усилие для изменения геометрии трубы под нужным углом. После окончания работы открывается сбросной клапан, и шток опускается в исходное положение силой рук.
Электрогидравлический/электрический
В электрогидравлических моделях в рабочую схему включается электрический двигатель, гидравлический насос, либо механизированная коробка передач в электрических трубогибочных станках, многократно изменяющая крутящий момент двигателя для создания необходимого тягового усилия шаблонного опорника.
Ручной
Наиболее простую конструкцию имеют ручные трубогибы, которые могут иметь примитивную опорную плиту для упрощения работы со стальными трубами, либо два рычага, соединённые шарнирами.
Один из рычагов всегда выполняет роль неподвижной опоры с установленным на нём роликовым механизмом и захватом трубы определённого диаметра. Подвижным рычагом с обжимным роликом совершает круговые движения вокруг опорной конструкции на равном расстоянии от её центра.
Прокатный
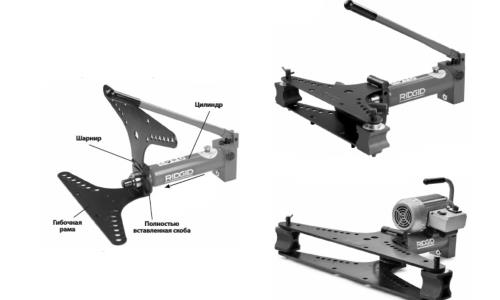
Прокатные трубогибочные станки имеют опорную плиту, крепящиеся к ней две щеки неразъёмной траверсы.
В их нижней части по обе стороны сделаны продольные разрезы или засечки, необходимые для регулировки положения роликов, их снятия и установки на место.
Ролики крепятся к пластинам болтовым соединением.
Верхняя часть траверсы оборудована резьбовой втулкой, прочно скреплённой с конструкцией трубогиба, резьба которой при проворачивании резьбового штока позволяет оказывать давящее усилие на прижимной ролик. Данный механизм также может быть гидравлическим.
На конец штока крепится насадка в виде опорного ролика. Прокат осуществляется при помощи цепной передачи, либо за счёт движения одного из прокатных роликов ручным (при помощи рычага), или электрическим способом. В последнем случае трубогиб оборудуется двигателем и коробкой передач.
Заключение

Все трубогибы предназначены для выполнения разного рода задач. Одни справляются с медными трубками, создавая идеальные сгибы исключительно силой рук, другие гнут трубы промышленного назначения, оказывая на рабочую зону усилие в десятки тонн.
В устройство всегда входит жёсткое основание, которое даёт возможность осуществлять качественный захват заготовки, и подвижная часть конструкции, имеющая упор и обжимную часть механизма, принимающую на себя основную нагрузку.
Сегодня вы узнали, какие бывают виды трубогибов, чем они отличаются друг от друга, и как устроены. Эта информация поможет лучше ориентироваться среди инструментов при выборе подходящего оборудования для дома или производства.
Как сделать трубогиб своими руками – чертежи, фото и видео
Изготовить своими руками домашний или даже профессиональный трубогиб, чтобы иметь возможность гнуть трубы на заданный угол и, что немаловажно, с заданным радиусом изгиба, не так уж сложно.

Сделать своими руками трубогиб не так уж и сложно
Вопреки распространенному мнению о том, что чаще всего этим приспособлением пользуются при выполнении сантехнических работ, в таких случаях обычно используют различные фитинги и отводы – предварительно согнутые отрезки труб, изготавливаемые в промышленных условиях. Однако для применения отводов существуют ограничения, которые определяются их стандартными характеристиками:
- углы поворота (могут быть 45, 60, 90 и 180 градусов);
- радиусы изгиба (выпускаются отводы с радиусами изгиба 1,0 Ду и 1,5 Ду);
- использование сварки.
Не во всех ситуациях такие параметры способны удовлетворить тех, кому необходимо придать конструкции из труб требуемую форму. Именно в таких случаях и выручает механический трубогиб (или ручной трубогиб).
Без станка для сгибания стальных труб не обойтись тем владельцам дач и частных домов, которые собираются самостоятельно изготовить различные арочные конструкции, теплицы, ограждения нестандартной формы и многое другое.
В этой статье мы досконально разберем, как сделать трубогиб своими руками. Ведь самодельный трубогиб вполне можно использовать не только дома, но и в полупрофессиональной деятельности, так как его конструкция не отличается заоблачной сложностью, а серийные устройства для сгибания труб стоят достаточно дорого. Поэтому, изготовив ручной трубогиб своими руками, вы сбережете немало денег.

Два трубогиба: с ручным и электрическим приводом
Классификация приспособлений для сгибания труб
Устройства для гибки стальных труб классифицируются:
- по степени мобильности (стационарные и переносные);
- по типу привода (ручной, электрический, гидравлический, электрогидравлический);
- по способу воздействия (обкатка (роликовый), намотка, воздействие штоком (арбалетный), прокатка).
Суть способов воздействия трубогиба на трубу заключается в следующем.
При таком способе один конец трубы зажимается, а для придания ей требуемого изгиба используется неподвижный шаблон. Для обкатки изделия вокруг шаблона используются прижимные ролики.
Чертежи обкаточного трубогиба
В таком устройстве труба прижимается к подвижному шаблону (ролику), на который она и наматывается, протягиваясь между вращающимся роликом и специальным упором, установленным в начале точки гиба.
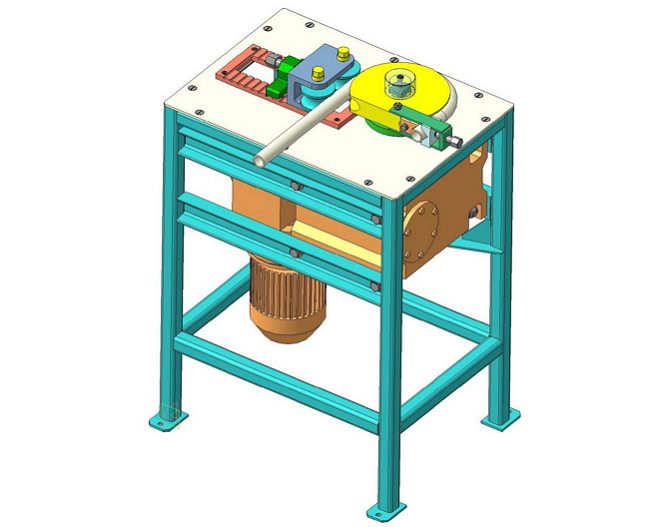
Схема трубогиба, работающего по принципу намотки
В таком трубогибе труба опирается на два неподвижных ролика, а сгибание выполняет шаблон, который закреплен на подвижном штоке. Шаблон давит на середину закрепленного участка трубы, тем самым придавая ей требуемый угол изгиба.
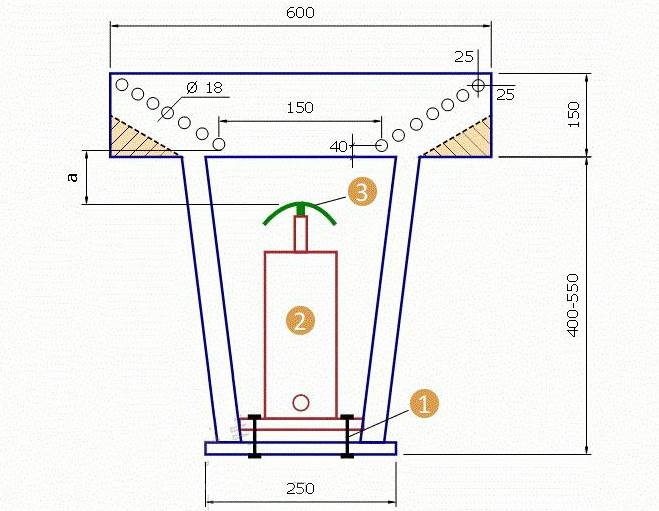
Схема арбалетного трубогиба: 2 — домкрат, 3 — башмак (пуансон)
Требуемый радиус изгиба получают при помощи трехвалкового устройства, основу конструкции которого составляют два опорных и один центральный ролик. На трубу осуществляет давление центральный ролик, положение которого и определяет радиус ее изгиба. Прокаточный трубогиб является более универсальным, во всех остальных станках радиус изгиба зависит от используемого шаблона.

Ручной прокаточный трубогиб компактных размеров
Изготовление трубогиба, работающего по принципу намотки, не отличается простотой, поэтому такое устройство делают преимущественно промышленным способом. Арбалетный метод обладает еще одним значительным недостатком: давление от штока с закрепленным на нем шаблоном, который называется башмак, сосредоточено в его верхней части. Такой способ воздействия на трубу приводит к ее значительному растяжению по наружному радиусу изгиба, что может сопровождаться уменьшением толщины стенки и даже ее разрывом. Особенно не рекомендуется использовать арбалетный способ для гибки тонкостенных изделий.

Пример самодельного трубогиба прокаточного (вальцовочного) типа
Станок, работающий по принципу прокатки (вальцовки), практически не имеет всех вышеперечисленных недостатков, такую технологию используют при производстве отводов в заводских условиях.
Станок для сгибания труб, изготовленный своими руками, может иметь различную конструкцию. Выбирать ее тип следует исходя из того, какой радиус изгиба стальной трубы вам необходим. Существует перечень рекомендаций, в соответствии с которыми и осуществляется выбор конкретной модели устройства для сгибания стальных труб. Важные параметры, которые необходимо учесть, это толщина стенок трубы и ее общий диаметр. Перед началом работы с трубогибом не помешает ознакомиться данными таблицы, отображающей максимально возможные радиусы для изгибания стальных труб.
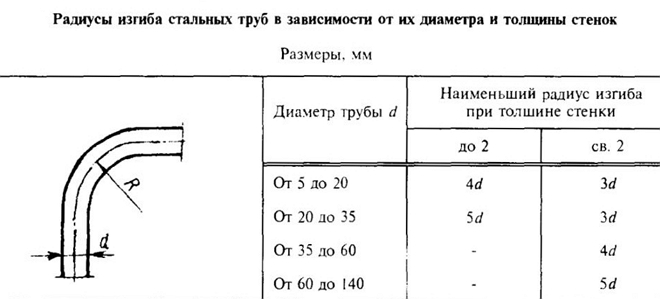
Зависимость радиуса изгиба от диаметра и толщины стенок трубы
Чтобы получить радиус загиба меньший, чем оговорено в таких рекомендациях, необходимо использовать дорновый трубогиб или горячее вальцевание, которое применяется преимущественно в производственных условиях. Устройство с дорном сложнее создать в домашних условиях, поэтому их намного реже делают самостоятельно, отдавая предпочтение вальцовочным.
Для того чтобы самостоятельно выполнить горячую прокатку трубы, можно прибегнуть к использованию трубогиба, сделанного своими руками, но при условии, что он полностью изготовлен из металла, а его станина отличается высокой надежностью. Для выполнения такой технологической операции дополнительно потребуется паяльная лампа или газовая горелка.
Изготовление простейшего трубогиба шаблонного типа
Простой прокатный станок для гибки труб можно изготовить даже из дерева. Естественно, это будет ручной трубогиб, в конструкции которого можно даже не предусматривать прижимной ролик, если использоваться он будет для тонкостенных изделий. Шаблон для такого устройства изготавливается из деревянной доски, толщина которой должна быть такой, чтобы превышать диаметр самой трубы.

Деревянный шаблон для простейшего ручного трубогиба
Для удобства работы имеет смысл озадачиться профилированием шаблона со стороны его торца, дабы избежать соскакивания трубы в процессе сгибания. В этих целях можно сложить две доски, у которых предварительно спилить по одной грани, создав таким образом своего рода желоб. Сделанный предварительно выполняется чертеж поможет избежать ошибок.
При использовании подобного трубогиба шаблон крепят к надежному основанию, а с левой стороны от него (для правшей) закрепляют упор. Трубу, которую необходимо загнуть по требуемому радиусу, заводят между шаблоном и упором и аккуратно гнут ее, следя за тем, чтобы она не соскочила с шаблона.

Разборный шаблон из крюков
С помощью такого трубогиба, сделанного из подручных материалов, можно выполнять сгибание по большому радиусу изгиба. Можно избежать изготовления деревянного шаблона и упростить приспособление, заменив его на зафиксированные на основании металлические крюки, расположенные по окружности с требуемым радиусом загиба. Удобно такое устройство тем, что размеры загиба в любой момент можно изменить, расположив крюки-упоры по окружности с другим радиусом.
Вооружившись ручной лебедкой, можно значительно расширить диапазон производимых работ за счет заметного увеличения тягового усилия для сгибания труб.

Лебедка поможет расширить функциональность простейшего ручного трубогиба
Трубогибы с прижимным роликом
Более сложным по конструкции является ручной трубогиб, в котором используется прижимной ролик. Для изготовления такого приспособления можно использовать как дерево, так и металл.
Для труб из мягких материалов (к примеру, медных) оптимальным вариантом являются ролики из древесины, так как они не вызывают деформации металла. Такие ролики совсем несложно изготовить в домашних условиях, если использовать фото или чертежи подобных приспособлений, в большом количестве размещенных в Интернете. В качестве материала изготовления можно использовать толстые доски или несколько слоев фанеры.
Чертеж трубогиба с прижимным роликом
Самодельный трубогиб подобной конструкции, основу которого составляют ролики – подвижный (прижимной) и неподвижный, – позволяет выполнять сгибание труб круглого сечения, отличающихся даже значительным диаметром.
Для того чтобы понять, что такое устройство отличается простотой конструкции и применения, достаточно взглянуть на его фото или чертеж. В зависимости от того, какие нагрузки предполагаются для трубогиба этого типа, основание для него изготавливается из металла или прочной фанеры. П-образный держатель, на котором будут размещены центральный и прижимной ролики, делают из металла.
Относительно оси центрального ролика, надежно закрепленной на основании, такой держатель должен иметь возможность вращаться. С обратной стороны от центрального ролика на держатель крепится рукоятка, являющаяся рычагом, поэтому от ее длины напрямую зависит создаваемое усилие. Такой рычажный трубогиб позволяет выполнять операции с различным радиусом загиба труб.
Многие задаются вопросом о том, возможно ли изготовление своими руками трубогиба намоточного типа. Естественно, сначала желательно изучить чертеж или фото такого приспособления, на котором нет упора на основании. Основу конструкции трубогиба этого типа составляют два шкива, рамка с рычагом и прижимным роликом, надежное основание. Гибка при помощи такого устройства осуществляется за счет того, что трубу, помещенную в желобок неподвижного шкива и зажатую хомутом, оборачивают вокруг шаблона при помощи рычага и подвижного ролика.

Трубогиб для мягких труб на два разных радиуса сгиба
Для небольших и мягких изделий (алюминиевых или медных) пригоден самодельный трубогиб, позволяющий выполнять сгибание с двумя разными радиусами. Фото такого устройства несложно найти в Интернете. В этом трубогибе используется один прижимной ролик, а шаблон выполнен одновременно с двумя радиусами на одной пластине. Естественно, что для каждого варианта гибки ручка трубогиба должна переустанавливаться, для чего на его основании предусмотрены два отверстия.
Трубогибы намоточного типа
Примерами таких устройств являются гидравлические трубогибы, использующиеся для сгибания труб круглого сечения. В конструкции подобного приспособления есть мощный шкив, к которому и крепится труба в точке изгиба. Данный шкив фиксируется на надежной станине, а в ее основании располагается шток, который приводится в действие при помощи домкрата. На штоке при помощи домкрата создается значительное усилие, которое передается на рычаг, вращающий шкив и наматывающий на него трубу. Рычаг может свободно вращаться вокруг оси шкива и соединяется с ним при помощи отверстий, расположенных по его окружности.
Рабочий пример такого трубогиба можно увидеть на видео ниже:
Подобный механический трубогиб можно также изготовить своими руками с использованием домкрата реечного типа. При использовании этого устройства необходимо прикладывать больше физических усилий.
Пример работы на видео:
К примерам приспособления подобного типа относятся самодельные трубогибы, вальцы которых изготовлены из древесины. При работе с такими устройствами для сгибания труб круглого сечения необходимо прикладывать значительные физические усилия, которые уменьшаются за счет подвижного вращающегося ролика.
Пример в ролике ниже:
Трубогибы арбалетного типа
Свое название такие трубогибы получили из-за своего сходства с арбалетом. Основу конструкции подобного устройства составляет рама, изготавливаемая при помощи сварки из уголков и швеллера. Внутри такой рамы, на которой крепятся два подвижных вальца, располагается домкрат, при помощи специального башмака создающий усилие, направленное на трубу. Трубогибы с подвижными вальцами и прижимным башмаком применяются преимущественно для гибки труб круглого сечения, так как изделия любого другого типа они могут просто деформировать.

Суровый арбалетный трубогиб без излишеств
Самые популярные варианты самодельных трубогибов
Самыми технологичными и универсальными являются трубогибы, работающие по принципу прокатки. Именно такие устройства, часто оснащенные электроприводом, используют профессионалы, постоянно сталкивающиеся с необходимостью гибки труб из различных материалов, в том числе и из нержавеющей стали.

Вариант самодельного трубогиба
Основу конструкции такого устройства составляют три вращающихся ролика, один из которых является прижимным. Благодаря постепенно увеличивающемуся давлению прижимного ролика и повторяемой для каждого нового положения ролика прокатке сгибание трубы осуществляется наиболее щадящим способом, ее стенки подвергаются растягивающим манипуляциям очень равномерно.
Самодельный трубогиб с электроприводом, сделанный своими руками
Самое главное, что позволяет делать такой трубогиб, – это регулировать радиус изгиба обрабатываемого изделия. Вариантов конструктивного исполнения такого универсального устройства может быть несколько: на элементах рамной конструкции расположены вращающиеся упорные ролики, а также колесо, с помощью которого прокатывается труба; боковые несущие поверхности и основание делается из листового металла, а для перемещения прижимного ролика используется винтовая передача. На устройствах второго типа можно изменять минимальный радиус изгиба, что достигается за счет изменения положения опорных роликов.

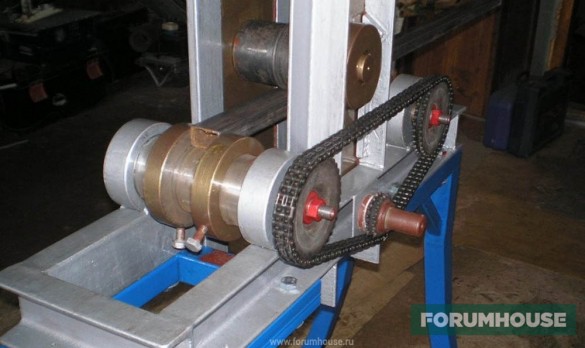
Валы данного трубогиба позволяют комфортно работать не только с круглыми трубами, но и с профильными
Несущую конструкцию для такого трубогиба можно изготовить из дерева. Металлическими в нем останутся оси роликов, шток, крепежные элементы и ручка для прокручивания роликов, которые также можно изготовить из древесины или полимерных материалов.
Выше мы рассмотрели трубогибы, в которых процесс протягивания обеспечивается за счет вращения прижимного ролика. Есть также категория устройств, в которых движение трубы задается при помощи вращения опорных роликов.

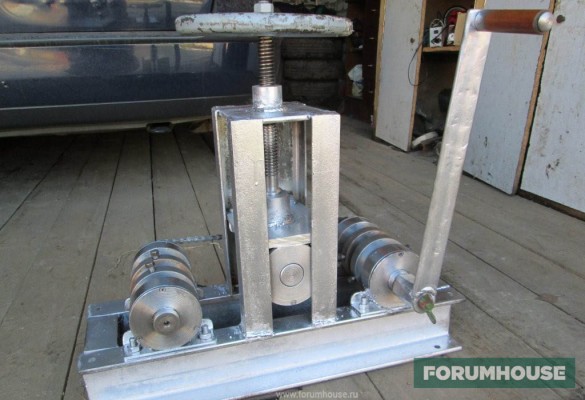
Вариант с винтовым домкратом
Трубогиб электрический или ручной, в котором вращение передается одному ролику, обладает ограниченными возможностями. Для трубогиба, в котором вращаются оба опорных ролика, характерна более сложная конструкция, так как необходимо передавать вращение сразу двум элементам.
Более удобным, по мнению многих специалистов, является трубогиб, в котором прижимной ролик расположен снизу. Некоторые мастера придерживаются мнения, что контролировать сгибание труб на нем значительно проще, они не загораживаются верхней несущей конструкцией.
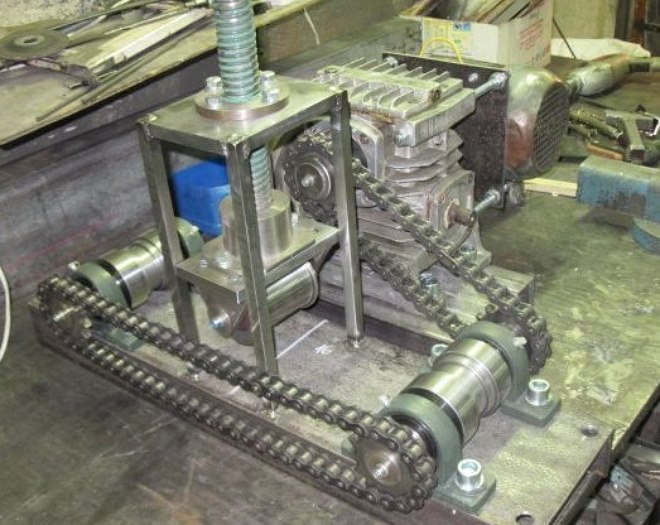
Трубогиб с электромотором и приводом через две цепи
Любое устройство для гибки труб является достаточно несложным приспособлением, работа которого основана на элементарных законах механики. Если потребность в сгибании нержавеющих, металлопластиковых труб, а также труб из других материалов возникает нечасто, то можно ограничиться и ручным устройством.
Если вам нужно более серьезное устройство для профессиональной деятельности, то лучше соорудить электрогидравлический трубогиб, который сэкономит физические трудозатраты, используя силу гидравлического домкрата, и сбережет время, благодаря приводу рабочих валов от электродвигателя.
Изготовление трубогиба своими руками: варианты конструкции и особенности готовых изделий
Строительство теплиц и навесов, прокладка инженерных коммуникаций – все это требует наличия гнутого металлического профиля. Но покупать трубы, гнутые под заказ – дорого, приобретение готового трубогиба – тоже удовольствие не из дешевых. Вот и используют современные умельцы для создания металлических дуг требуемого радиуса приспособления и механизмы собственного изготовления.

В данной статье мы рассмотрим следующие вопросы:
- Разновидности самодельных трубогибов и их особенности.
- Конструкция простейшего приспособления для загибки труб квадратного сечения.
- Конструкция трехвалкового станка для загибки труб круглого и квадратного сечения.
- Технология загибки труб на трехвалковом самодельном трубогибе.
Разновидности трубогибочных приспособлений и механизмов
В наши дни можно встретить примеры трубогибочного оборудования, имеющего различное конструктивное исполнение: от сравнительно простых приспособлений для ручного гиба до самодельных станков с ручным или электрическим приводом.


По предназначению трубогибы делятся на два типа.
Первый тип – угловые (позволяют придать нужный радиус определенному участку заготовки).

Второй тип – трехвалковые трубогибы – станки и приспособления, которые позволяют формировать заданный радиус гиба по всей длине заготовки.
По способу регулировки радиуса трубогибы бывают механическими.

Привод опорных валов может быть как ручным, так и электрическим.


Простое приспособление для гибки металлических труб
Конструкция самодельного трубогиба зависит от объема и сложности работ, которые планируется выполнять с его помощью. Если устройство необходимо для одноразового использования (например, для строительства домашней теплицы), то нет необходимости в создании сложного трехвалкового механизма с гидравлической регулировкой радиуса загиба.
Срочно нужно ставить теплицу. Хочу арочную, но ни на базе металлов, ни у знакомых нет трубогиба. Строить трубогиб на валах и роликах? Для этого нет ни времени, ни надобности. Считаю, что на одно строительство подходит приспособление для ручной гибки.
Да, действительно, чем проще трубогиб, тем меньше мороки с его изготовлением. Главное – правильно определить размеры приспособления, которые напрямую будут зависеть от радиуса гиба.
Представляем вашему вниманию устройство, изготовленное пользователем moning. Оно предназначено для работы исключительно с тонкостенными трубами, ведь гибка труб вручную – это тяжелый физический труд.


Эту штукенцию я делал под квадратную трубу 30*30. Радиус, который удалось получить, был примерно 1метр. По бокам приспособления можно приварить что-то вроде распорок или лапок, чтобы не кидало из стороны в сторону, когда давишь на трубу. По поводу перемычек внизу трубогиба: вначале труба подкладывается под верхнюю перемычку (для первоначального загиба), потом труба перекладывается под следующую перемычку (для дальнейшего продвижения).
Последовательная гибка нужна для того, чтобы при резком перегибе труба не пошла на излом.


Рассчитать размеры приспособления очень просто: для этого достаточно знать радиус гиба, который требуется получить на готовой детали. Полоса (шириной 40 мм), которая служит оправкой для сгибаемой заготовки, изначально имеет кривизну, обеспечивающую заданный радиус гиба (R).
Как утверждает автор изобретения, радиус заготовки получается хоть и не значительно, но больше радиуса самой оправки.
Умея пользоваться сваркой, болгаркой и вспомогательными инструментами, данное приспособление можно изготовить менее чем за 1 день.
Представляем пример таблицы допустимых радиусов для труб круглого сечения.
| Наружный диаметр трубы, мм | Радиус загиба, мин | |||
|---|---|---|---|---|
| 45 | 35 | 20 | 10 | |
| R загиба, мин | ||||
| 18 | 74 | 62 | 56 | 43 |
| 24 | 95 | 79 | 65 | 55 |
| 32 | 115 | 96 | 79 | 67 |
| 38 | 156 | 131 | 107 | 91 |
| 50 | 197 | 165 | 136 | 115 |
| 60 | 238 | 199 | 165 | 139 |
| 75 | 280 | 260 | 194 | 173 |
| 80 | 324 | 270 | 224 | 190 |
| 90 | 362 | 302 | 250 | 213 |
Изготовление электромеханического трубогиба
В конструкции электромеханического трубогиба можно выделить три основных рабочих органа: один нажимной и два опорных (ведущих) вала. Отсюда и название станка – трехвалковый прокатный трубогиб.

Подобное устройство имеет довольно сложную конструкцию, поэтому, если вам не удалось раздобыть чертежи самодельного трубогиба, рекомендуем каждый его элемент вначале нарисовать на бумаге (хотя бы в виде эскиза). А о том, какими размерами и характеристиками должны обладать основные узлы будущего изделия, мы вам последовательно расскажем.
Итак, основная функция трубогиба состоит в том, чтобы сгибать детали под заданный радиус гиба. Радиус гиба зависит от расстояния между опорными катками (валами) и регулируется нажимным катком. Расстояние между опорными роликами – величина постоянная. Именно ее следует учитывать, приступая к проектированию станка.

Расстояние между нижними вальцами зависит от минимального радиуса гиба. Определяя его, учитывайте, что чем меньше расстояние между вальцами, тем тяжелее опускать прижимной ролик и тем тяжелее пропускать между валами заготовку. И наоборот: чем больше расстояние, тем легче крутить. У меня, если память не изменяет, расстояние около 35-40 см. Валы прокручиваются достаточно легко: я гнул минимальный радиус около 50 см, но можно и меньше.
Радиус гиба (радиус дуги) рассчитывается по простой геометрической формуле.
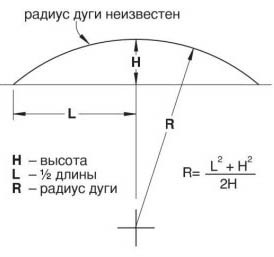
Руководствуясь ею применительно к своему оборудованию, можно быстро отрегулировать станок на заданные параметры.
Изготовление вальцов
Для изготовления вальцов следует поискать надежные материалы, которые уже успели пройти проверку на прочность. Кто-то использует роторы от электродвигателей старых стиральных машин или шкворни от автомобиля КамАЗ, кто-то – круги из углеродистой стали. На самом деле вариантов множество, главное – не забывать о том, что выбранный материал должен быть достаточно прочным. Пользователь Dva11, к примеру, использовал ступицы колес от старой поливальной установки.

Диаметр ступицы – 75 мм, длина – 110 мм, подшипники подбирал по ступице (подошли 205). Мне пришлось купить 5 подшипников и 1 шкив, остальные детали изготовил из металлолома.

Ровные цилиндрические валы – вариант универсальный. С их помощью гнут трубы различного сечения. Если профиль валов привести в соответствие с профилем сгибаемых труб, то качество гиба заметно улучшится.

Можно также использовать болванки, рассчитанные на разные профили сгибаемых заготовок.

В идеале на валы устанавливаются съемные насадки или кольцевые прижимы (ограничители), с помощью которых профиль вальцов регулируется по ширине трубы.
В конструкцию вальцов я внес некоторые усовершенствования: на крайние валы, там, где находятся ограничители, сделал насадки под трубу. Испытания проводились на трубе размером 1 дюйм. Насадки заменяются легко. Для этого одну сторону подшипников я сделал скользящей. Насадка сделана из стали 65Г (плюс закалка). Износа фактически нет, а твердость – напильник не берет.
Речь идет вот об этом размере.
Если прижимной ролик, предназначенный для гибки прямоугольных труб, будет иметь посередине небольшую выпуклость, это поможет сохранить геометрию сгибаемого профиля. Ролик будет вдавливать верхнюю стенку трубы вовнутрь, не давая заготовке раздаваться в стороны.
Конструкция рамы
Определившись с межосевым расстоянием и конструкцией вальцов, можно размечать заготовки деталей для рамы. Опираясь на опыт пользователей FORUMHOUSE, следует сделать вывод, что самые прочные рамы получаются из стального швеллера (шириной – не менее 80 мм). Этот материал легко достать, поэтому можно смело брать его себе на заметку.

На фото – станок на стадии изготовления. А вот чертеж, который взят за основу.

При выполнении работ в первоначальные чертежи были внесены некоторые изменения.
Представленный чертеж не является обязательным руководством к действию, но дает объективное понимание того, как устроен прокатный трубогибочный станок.
Прижимной механизм
Многие умельцы делают прижим из обычного автомобильного домкрата (механического или гидравлического). Тех усилий, которые он способен создать, вполне достаточно для того, чтобы придать металлической заготовке нужную конфигурацию.

В качестве прижимного винта использовал старый винтовой домкрат от газели. Гнет легко две трубки 20х20.
Если использовать гидравлический домкрат, то он должен быть рассчитан на 2 тонны или более. Основное достоинство гидравлического прижима состоит в том, что работать им можно, не прилагая особых усилий. Преимущества винтового домкрата: им проще выставить радиус гиба.
Вместо механического домкрата часто используются самодельные винтовые прижимы. Они также позволяют гнуть заготовки в точном соответствии с заданными параметрами.
А чем же винт хуже домкрата? Заказать у токаря винт с меньшим шагом резьбы, чтобы меньше усилия прикладывать при вращении. Это на порядок дешевле домкрата обойдётся.

Электрический привод
Чтобы пропустить заготовку через станок с помощью механической ручки, потребуется приложить немало усилий. Поэтому механизация ручного труда – цель вполне обоснованная.
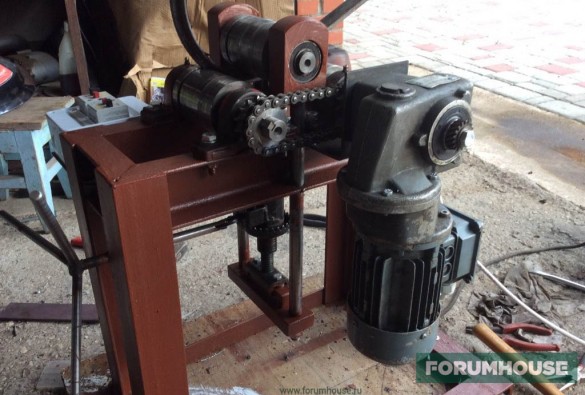
Гнуть трубы «с чашкой кофе в руках» поможет подходящий электродвигатель и небольшой механический редуктор. Эти устройства устанавливаются на раму трубогибочного станка в соответствии с подготовленными чертежами. Ведущую звездочку, установленную на валу редуктора, можно соединить с опорными валами металлической цепью (например, от ГРМ легкового автомобиля).
Лет 15 валялась в гараже электроталь на 380В, все думал, куда ее приспособить. Весит 40 кг, а поднимает – до 500 кг. Давно уже купил маленькую таль, которая при весе 8 кг поднимает столько же. Так вот: разобрал, удалил все лишнее, после чего получился электродвигатель и редуктор в одном флаконе. Весит это хозяйство 6–7 кг.

Мы рассмотрели основные элементы трубогибочного станка, который при желании и определенной смекалке вполне можно изготовить самостоятельно. В заключение статьи поговорим о том, как правильно использовать это оборудование, чтобы не испортить заготовку.
Технология гибки
Гибка трубы на самодельном трубогибе должна быть последовательной. Это ключевое правило, которое необходимо соблюдать, независимо от размеров заготовки.
Последовательная гибка – это гибка в несколько проходов (с каждым проходом радиус гиба постепенно уменьшается).
Главное – не торопить события и не давить помногу. Как правило, готовые дуги выходят после четырёх прокаток. Небольшие отклонения в плюс или минус легко догибаются или разгибаются руками – проверено на практике.
Последовательная гибка позволяет значительно снизить нагрузку на рабочие оси гибочного оборудования и защищает профиль трубы от чрезмерных деформаций.
Если вы всерьез заинтересовались самостоятельным изготовлением трубогибочного станка, рекомендуем посетить раздел нашего портала, который посвящен данному вопросу. Там вы найдете не только ценные рекомендации, но и готовые чертежи, успешно применяемые на практике. Если изготовление трубогиба кажется вам занятием неоправданным, то познакомьтесь с информацией о том, как гнуть квадратные трубы простыми способами. О том, как устроены самодельные приспособления для загибки арматуры, вы узнаете из соответствующей статьи. А видеосюжет, посвященный строительству домашней теплицы, расскажет вам о том, как правильно использовать гнутые металлические конструкции по их прямому назначению.
Ручной механический трубогиб – как освоить оборудование?
Электромеханический трубогиб станет для вас настоящим помощником при работе с полыми элементами. В этой статье мы рассмотрим подробно виды такого оборудования, ознакомимся с их достоинствами и недостатками, а также уделим немного внимания практической части.
1 Назначение и область применения
Трубы используются во многих отраслях человеческой жизнедеятельности. Они необходимы для подачи воды. Монтаж системы отопления тоже довольно трудно представить без этих элементов. Иногда их используют для защиты проводов. Машиностроение, стройка, возведение каркасных конструкций, производство мебели – во всех этих сферах участвуют трубы. При этом очень часто такие элементы необходимо гнуть. Сделать это вручную довольно проблематично.

Использование специальных фитингов тоже имеет множество минусов. Во-первых, монолитное соединение всегда более надежное. Во-вторых, чтобы зафиксировать переходник, нужно прибегать к сварочным работам либо нарезать резьбу, что значительно усложняет рабочий процесс. В этом вопросе нам поможет специальное оборудование, которое позволит согнуть трубу определенного сечения на нужный угол. При этом можно не бояться различных дефектов, таких как сплющивание материала или заломы, деталь искривляется равномерно. Еще с помощью трубогиба можно создать определенный рельеф металлической полосы или прутка.
2 Ручной и электрический трубогиб – что лучше?
Классифицируются трубогибы в зависимости от типа привода, и простейший из них ручной. Такие инструменты отличаются приемлемой стоимостью, что делает их весьма популярными как на производстве, так и для домашнего пользования. К достоинствам следует отнести еще компактные размеры и небольшой вес, так что смело можно называть ручной трубогиб мобильным. Да и сформировать нужный профиль получится относительно быстро. Но есть и некоторые недостатки у такого оборудования. Могут возникнуть сложности при формировании более одного загиба. Используя ручной трубогиб, придется приложить физические усилия. Контролировать радиус загиба довольно проблематично.
Для обработки тонкостенных труб малого диаметра чаще всего используют инструмент дорнового типа. Он действует по принципу холодной обкатки изделия вокруг оправки. С его помощью можно изогнуть трубу на целых 180º. Еще заслуживает внимания и оборудование арбалетного типа. Его применение актуально при работе с мягким металлом, например, медными трубами в оболочке и без нее. Поэтому такой ручной трубогиб очень часто используется во время работ с системами кондиционирования, монтаже теплого пола, системы отопления и т. д. Угол изгиба в этом случае составляет 90º.
Арбалетное устройство очень удобно в использовании, мало того, вы можете проводить гибку трубы в любой плоскости. Ход рабочих элементов плавный, при этом в исходную позицию они возвращаются всего за считаные секунды. Гибочные упоры делают из прочного материала и дополнительно армируют, благодаря такому решению изгибы получаются максимально точными и качественными. Существуют и более массивные стационарные станки, вес которых достигает несколько десятков килограмм.

Ручной трубогиб с гидравлическим приводом значительно упростит работу и сведет физические усилия к минимуму. С помощью таких устройств получается сгибать трубы диаметром до 100 мм.
Кроме ручных механических трубогибов существует еще и оборудование с электроприводом. Оно имеет массу достоинств по сравнению с первым типом. Прежде всего значительно ускоряется рабочий процесс. Человеческие усилия сводятся к минимуму. Однако это оборудование дорогостоящее, поэтому увидеть его в частных мастерских получится редко. Да и приобретать такое приспособление ради обработки труб одного диаметра также нерационально. Такие станки выполняют достаточно сложные операции.
Такой тип оборудования может иметь различные габариты. Кроме того, оно различается по мощности, в зависимости от которой и регулируется диаметр обрабатываемых труб. Следует отметить, что чем мощнее агрегат, тем большие габариты он будет иметь. Также эта характеристика скажется и на весе устройства. Очень часто они выпускаются в виде стационарных станков. Еще один минус трубогибов с электрическим приводом – потребность в электроэнергии. Поэтому мобильными их не назовешь.
3 Как устроен такой инструмент?
Теперь пришло самое время поговорить о конструктивных особенностях. Трубогибы состоят из рамы, которая бывает открытого либо закрытого типа. Ручные устройства предполагают наличие нагнетательного элемента. Он находится на задней части корпуса станка. В гидравлическом инструменте силовую функцию выполняют гидроцилиндры.

Внизу располагается планка. Она крепится посредством резьбового соединения на корпус. А чтобы крепление получилось более надежным, его дополнительно фиксируют специальной гайкой. Верхняя планка крепится винтами и замком. За гибочное усилие агрегата отвечает выдвижной шток. Этот элемент возвращается в исходную позицию благодаря действию пружины, размещенной в гидроцилиндре. А с помощью установочных болтов появляется возможность регулировать инструмент по высоте.
На планках есть отверстия, в которые устанавливаются упоры. Последние сделаны в виде цапфы. Обрабатываемая деталь упирается на специальный ручей, размещенный посередине упора. Сегменты оборудования, обеспечивающие деформацию металла, делаются из прочных материалов, таких как сталь. В зависимости от вида конструкция устройства может немного отличаться.
4 Самодельный трубогиб – стоит ли браться за сборку?
Основой всего устройства следует считать раму. Если хотите собрать такое оборудование самостоятельно, то сделать эту часть можно из толстостенной профильной трубы. Желательно подобрать металл толщиной не менее 3 мм. На основе фиксируется шкив. Для этого необходимо просверлить сквозное отверстие на раме недалеко от края. Вставляем в него ось и крепим к ней фрикционное колесо. Далее определяемся с максимальным радиусом изгиба и прибавляем к этой величине 50 мм. Согласно полученному размеру обрезаем основу с противоположной стороны.

На оси нужно закрепить ручку. Для этого необходимо подобрать две металлические пластины толщиной не менее 4 мм каждая и шириной равной диаметру оси плюс 5 мм. Прикладываем их параллельно друг относительно друга и фиксируем с помощью сварки и стальных перемычек. Причем последние должны находиться на противоположной стороне относительно оси. Далее делаем еще одно отверстие под ось и крепим ее посредством шплинтов.
К составным частям трубогибов относятся еще фиксатор и рычаг. Эти элементы готовятся отдельно и только потом устанавливаются на уже готовую раму. Крепим гайку вместе с контргайкой, а с противоположной стороны и Т-образный фиксатор из трубы, причем делаем это таким образом, чтобы срез полого элемента выступал в роли шляпки, а вот ножка – сама труба.
5 Трудно ли работать с трубогибом?
Независимо от конструкции работать с механическими трубогибами довольно просто. Например, чтобы создать усилие на ручке устройства арбалетного типа достаточно просто нажать рычаг. При этом величина угла загиба прямо пропорциональна прилагаемому усилию. В целом для работы такого устройства вполне достаточно мужского хвата, необходимо всего лишь подобрать шаблон необходимого размера.

Работая с гидравлическим инструментом, в первую очередь необходимо проследить, чтобы шток гидроцилиндра был в нерабочем состоянии. Для этого следует немного приоткрыть винт перепускного клапана. После этой операции устанавливаем выбранную траверсу, предварительно расположив гидроцилиндр на ровной плоскости. Затем подбираем и устанавливаем гибочный шаблон. Его параметры должны соответствовать диаметру обрабатываемой детали. В завершение процесса вставляем два упора в отведенные под них отверстия и закрываем траверсу, расположенную сверху. Инструмент полностью готов к эксплуатации.
Для работы с профильными трубами чаще всего используют роликовые устройства. Они работают чуть иначе, но тоже легки в освоении. Ведущий ролик располагается сверху обрабатываемого элемента и прижимается к его поверхности. Вращая специальную ручку, мы приводим в движение и этот ролик, а он передает движение трубе, и она изгибается. После того как полый элемент полностью пройдет в одну сторону, необходимо снова прижать ролик к ее поверхности и пропустить деталь в обратном направлении. Повторяем операции до тех пор, пока изделие не приобретет необходимый профиль.
В случае с электрическими устройствами нам не нужно вращать никакие ручки, всю работу за нас сделает электродвигатель. Нам необходимо всего лишь нажать кнопку и регулировать положение трубы. Следует отметить, что, подбирая такое оборудование, лучше отдавать предпочтение устройствам с прямым приводом, так как они более надежные. Если вместо редуктора используется цепная передача, то при плохом натяжении возможно прокручивание. В результате одинаковый объем работ будет выполняться несколько дольше.





