Как мягкую сталь сделать твердой
Для улучшения свойств металлов нередко используются разнообразные химические и физические методы. Примером является цементация стали — сочетание химико-термического воздействия, в результате которого атомная решетка материала меняется, и он обретает новые качества.
Цементация считается высокоэффективным способом серьезно улучшить технические параметры металла и обеспечить ему более широкое применение.
 Промышленная термообработка металла к содержанию ↑
Промышленная термообработка металла к содержанию ↑
Что происходит при цементации стали
Под цементацией понимают специальный высокотемпературный процесс, в ходе которого происходит насыщение поверхности материала атомарным углеродом. Наряду с другими видами химико-термической обработки (азотирование, цианирование и т. д.), цементация повышает качественные характеристики верхнего слоя металла, в особенности его прочность и устойчивость к разного рода нагрузкам.
Существует несколько способов цементации стали, причем некоторые из них можно использовать даже в домашних условиях. В любом случае происходит диффузное насыщение поверхности атомами углерода при высокой температуре (обычно в пределах +500… 1200 градусов). Без повышения температуры невозможна активация углерода, и он не сможет проникнуть в межкристаллическое пространство стали. Скорость взаимодействия металла и углерода довольно низка: за час последний внедряется не более, чем на 1 мм.
Какие свойства обретает сталь
В процессе цементации металл равномерно разогревается в газовой, твердой или жидкой среде с формированием науглероженного слоя на поверхности. Свойства материала при этом меняются в лучшую сторону. Прежде всего, возрастают прочность и износостойкость. Для примера, у легированной стали твердость не превышает 61 HRC, а у металла даже с малым содержанием углерода — 64 HRC.
Внешне сталь после цементации напоминает материал, который прошел процедуру закаливания, хотя ее эксплуатационные характеристики будут выше. Если на поверхности появляются слишком крупные зерна, проводят повторную термическую обработку при температуре не выше +900 градусов, а затем делают низкотемпературный отпуск.
Металл для цементации
Для цементации обычно используют три разновидности стали:
- С неупрочняемой сердцевиной (марки 10, 15, 20). Чаще всего изделия из такого металла имеют малый размер и применяются в бытовых целях.
- Со слабо упрочняемой сердцевиной (марки 15Х, 20Х — низколегированные хромистые стали). Для таких марок, как правило, производят дополнительную обработку ванадием, чтобы получить более пластичный материал.
- С сильно упрочняемой сердцевиной. Этот металл используется для производства сложных деталей, необычных по форме изделий и крупных объектов, которые выдерживают серьезные нагрузки. Во время цементации вводится никель или марганец.

Основные способы цементации
Разработаны разные способы цементации, которые различаются технологией, применяемым оборудованием и расходными материалами.
В твердой среде
Для работы используют так называемые твердые карбюризаторы — вещества, которые содержат углерод и могут отдавать его другим материалам при высокой температуре. Чаще всего таковыми служат дубовый или березовый уголь, к которым добавляют немного солей угольной кислоты (до 10-12%). Готовую смесь дробят до частиц размером не более 1 см, просеивают для удаления пыли и кладут в термостойкие ящики, после чего помещают туда металлические заготовки. В ряде случаев уголь проливают раствором соли до достижения влажности 6-7%. При «мокрой» методике процесс цементации происходит более равномерно. Далее действуют таким образом:
- емкости с углем и заготовками герметизируют при помощи шамотной глины;
- печь разогревают до +700 градусов, ставят туда ящики, затем повышают температуру до рабочей (около +800…+950 градусов);
- выдерживают изделия под нагревом до достижения науглероженного слоя нужной толщины.

В газовой среде
Данная методика используется только в промышленных условиях при массовой обработке металлов, в том числе — в машиностроении при изготовлении двигателей. Применяются газы природного или искусственного происхождения, в которых содержится большое количество углерода, например, побочные продукты обработки нефти. За счет изменения плотности газов можно уменьшать или увеличивать глубину проникновения углерода в металл.
 Цементация деталей в газовой среде
Цементация деталей в газовой среде
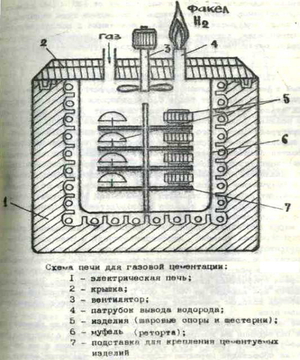
Полный цикл газовой цементации протекает в специальной шахтной печи, куда заранее помещаются заготовки. Процесс длится довольно долго: для насыщения стали углеродом на 1,2 мм нужно не менее 15-ти часов. Температура газовой смеси составляет +950 градусов. После завершения обработки в той же печи выполняется закаливание (отпуск) металла.
В жидкой среде
Цементация осуществляется в растворе карбонатных солей щелочных металлов, которые заранее плавятся при невысоких температурах. Готовый раствор наливают в герметичную емкость, разогревают состав до +850 градусов и опускают в него металлические изделия. Обычно для насыщения верхнего слоя заготовки углеродом хватает трех часов, поскольку скорость химической реакции в жидкой среде выше. Нужно учесть, что толщина науглероженного слоя при использовании такой методики не превышает 0,5 мм.

В вакууме
Цементация данным способом проводится в особых печах, которые могут создавать вакуум внутри. Заготовки помещаются в печь, выдерживаются в вакууме около часа, после чего внутрь под давлением подается богатый углеродом газ. Последовательно выполняются три стадии обработки изделия вакуумом и газом, а затем оно охлаждается инертными газами. Время подачи газов, давление и скорость прохождения этапов регулируются автоматически.
 Вакуумная печь для цементации к содержанию ↑
Вакуумная печь для цементации к содержанию ↑
В графите
В домашних условиях для цементации нередко используется графитовый порошок, который обладает отличной электропроводимостью. Как правило, таким образом закаливают режущие кромки ножей, лопат, садового инструмента. Работу производят следующим образом:
- измельчают в пыль графит (например, полученный от стачивания графитовой щетки электродвигателя или из батарейки);
- с ножа при помощи шкурки удаляют зазубринки;
- кладут порошок на металлическую подложку, подводят к ней плюсовой контакт источника питания на 6-12 В;
- к металлическому предмету присоединяют отрицательный провод, кромку помещают в порошок;
- подают напряжение на трансформатор;
- металлический предмет плавно перемещают под слоем графита (при этом в порошке проскакивают мелкие искры);
- во время работы лезвие не должно касаться подложки, иначе случится короткое замыкание, и электрическая дуга прожжет изделие.

При помощи паст
Для цементации готовят пасту на основе сажи (пыли) древесного угля (55%), кальцинированной соды (30%) и щавелевокислого натрия (15%). Все компоненты перемешивают, разводят водой до получения пасты, которую затем наносят на обрабатываемый предмет и дают высохнуть. Толщина слоя пасты должна быть в 8 раз больше, чем планируемая толщина науглероженного слоя. После изделие прокаливают в индукционной печи при температуре +900…+950 градусов.

В кипящем слое
Для цементации применяют особые установки — печи кипящего слоя. В смеси раскаленных газов получают корунд — сыпучее вещество, имеющее псевдожидкое состояние. В ходе цементации температура распределяется равномерно, поэтому риск деформации заготовки отсутствует. После завершения процесса осуществляется отпуск и шлифование заготовки.
В электролитном растворе
Электролитный раствор должен включать 75-85% соды, 10-15% хлористого натрия, 6-10% карбида кремния. Металлическое изделие погружают в ванну-печь с раствором, который был прогрет до +850…+860 градусов, и подают напряжение в 150-300 В. Спустя 2 часа поверхность металла науглероживается на глубину до 0,4 мм.

Эта методика отлично подходит для небольших изделий и может применяться в домашних условиях. С помощью цементации можно придать металлическим предметам качественно новые свойства, увеличить срок их эксплуатации и повысить эффективность использования.
Сущность и назначение процесса цементации стали
Цементация стали: назначение и особенности процесса. Способы обработки поверхности металла. Возможность выполнения работ в домашних условиях. Свойства поверхности после обработки.

Цементация стали – это высокотемпературный процесс, сопровождающийся насыщением поверхности атомарным углеродом. В результате повышаются качественные характеристики верхнего слоя изделия, в частности крепость, что увеличивает стойкость к различным нагрузкам. Метод начал применяться еще с середины девятнадцатого века: сталь производили путем сквозной цементации железа.
По технологии обработки цементация схожа с азотированием, с одним отличием – вторая технология насыщает верхний слой азотом, придавая обработанным изделиям антикоррозийные свойства. Азотирование применяют при работе со сталью, содержащей такие элементы, как хром, алюминий, титан и другие. Это связано с тем, что соединения данных металлов отличаются прочностью и высокой устойчивостью к температурным воздействиям.
Существуют несколько способов цементации стали. Некоторые из них пригодны для применения в домашних условиях. Все это будет рассмотрено в данной статье.

Сущность и назначение процесса цементации
Цементация металла – одна из разновидностей химико-термической обработки поверхностей наряду с азотированием, цианированием и алитированием. Сущность и ее назначение заключаются в диффузионном насыщении поверхности заготовки атомами углерода. В результате повышаются следующие характеристики:
- твердость;
- прочность;
- стойкость к механическим воздействиям.
Температуру цементации выбирают исходя из требуемой степени науглероживания заготовки. Она находится в диапазоне от 800 до 950 °C. Технологию применяют для обработки низкоуглеродистой или легированной стали. Это связано с тем, что внутренняя часть детали должна оставаться вязкой после закалки. Глубина насыщенного слоя может достигать 2,5 мм в зависимости от интенсивности воздействия.
Высокая температура необходима для активизации углерода, который играет ключевую роль в цементации. В этом случае он легко проникает в межкристаллическое пространство стали и усваивается там.
Технология отличается низкой скоростью взаимодействия стали с углеродом. Для получения слоя толщиной 0,1 мм требуется в среднем один час. Примечательно, что процесс имеет прямую зависимость: глубина цементации не влияет на время обработки.
Методы цементации металлов и сплавов
- твердая среда;
- газовая среда;
- жидкая среда;
- вакуум;
- с применением специальной пасты;
- цементация в электролите.
Вышеперечисленные методы отличаются технологией и глубиной насыщения. Рассмотрим их подробнее.
Цементация с использованием твердой среды
Для цементации стали по данной технологии используют специальные углеродсодержащие вещества, которые называются карбюризаторами.
Карбюризаторы способны отдавать углерод материалам, расположенным по соседству. Для этого необходима высокая температура.
Наибольшей популярностью пользуются следующие карбюризаторы:
- березовый древесный уголь;
- дубовый древесный уголь.
Иногда применяют их смесь. Для работы уголь дробится на фракции, размер которых не должен превышать 10 мм. После этого он смешивается с солью угольной кислоты из любого металла щелочной группы. Массовая доля угля в составе, как правило, достигает 88–90%. Перед применением смесь просеивают с целью удаления наиболее мелких фракций вроде пыли и крошек.
- Сухой. В этом случае соль и уголь тщательно перемешивают. В противном случае результат будет некачественным: на поверхности будут видны необработанные участки стали.
- Мокрый. Уголь поливают водным соляным раствором, после чего высушивают. Уровень влажности рабочей смеси не должен превышать 6–7%.
Последний способ считают наиболее эффективным для качественной модификации стали.
Процесс насыщения поверхности углеродом выглядит следующим образом:
- Рабочую смесь насыпают в ящики, изготовленные из термостойкого материала. Форма и размеры зависят от типа обрабатываемых деталей.
- Объекты для цементации помещают в ящик. Угольная смесь должна быть равномерно распределена по внутренней поверхности.
- Во избежание утечек производят герметизацию емкости, обрабатывая закладную часть шамотной глиной.
- Ящик помещают в печь, которую прогревают до 700 °C.
- На данном этапе осуществляют визуальный контроль процесса: все нагреваемые элементы должны иметь ровный цвет без темных пятен на поверхности.
- Температуру в печи повышают до рабочего уровня: 800–950 °C. Начинается процесс активного освобождения углерода и его проникновения в межкристаллическую решетку стали.
- Время обработки зависит от требуемой глубины цементации стали.
Процесс цементации в газовой среде

Для получения газа используют керосин ввиду неустойчивости углерода в его составе. Часть газа подвергают модификации для увеличения глубины проникновения.
Как и в предыдущем способе, для обработки используют специальные, герметично закрытые печи.
Технология отличается длительным процессом обработки. Для получения насыщенного слоя стали глубиной 1,2 мм необходимо 15 часов при 900 °C. Для ускорения реакции необходимо повысить температуру.
Современные предприятия проводят обработку с применением горючих природных газов, которые поддерживают углеродный баланс внутри печи.
Проведение цементации в жидкой среде
- Соляной раствор наливают в специальную емкость.
- В жидкость опускают детали.
- Раствор нагревают до рабочей температуры, которая составляет 850 °C.
- Заготовку выдерживают заданное время. Обычно оно не превышает 3 часов.
Достоинства данного метода – высокая скорость реакции и равномерное покрытие поверхности стали. Недостатком является глубина проникновения углерода – до 0,5 мм.
Цементация в вакууме

- Стальную заготовку помещают в камеру.
- Из корпуса выкачивают весь воздух, создавая вакуум.
- Печь нагревают до рабочей температуры.
- Деталь выдерживают определенное время.
- В камеру подают углеводородный газ под давлением.
- Под действием вакуума углерод активно внедряется в кристаллическую решетку.
- Науглероживание стали выполняют в несколько этапов в зависимости от требуемой глубины проникновения.
- В камеру подают инертный газ, охлаждая температуру.
Из достоинств необходимо выделить полное отсутствие кислорода, что повышает качество обработки.
Способы цементации пастами
В электролитическом растворе
Данный метод обработки стали имеет сходство с гальванизацией. Процесс проходит в растворе электролита, в котором под действием электричества образуются свободные атомы углерода. Температуру и напряжения устанавливают в зависимости от необходимой глубины проникновения.
Можно ли цементировать сталь в домашних условиях

В случае необходимости можно цементировать металл в домашних условиях. Как правило, для этих целей выбирают технологию обработки в твердой среде. Время насыщения может занимать несколько часов, поэтому основная сложность кустарных работ – поддержание заданной температуры на протяжении всего цикла.
Качество домашней обработки значительно ниже, чем в условиях промышленных установок. Кроме того, рентабельность работ может обеспечить только большое количество обрабатываемых деталей, что не всегда возможно.
Свойства металла после обработки
В результате насыщения углеродом твердость верхнего слоя может достигать 64 HRC. Интенсивное температурное воздействие изменяет структуру после цементации.
Для нивелирования этих свойств заготовку подвергают повторной обработке и закалке с последующими нормализацией или отпуском в зависимости от типа стали.
Во время закалки благодаря образованию феррита происходит измельчение зерновой структуры.
Во избежание поверхностных деформаций на завершающем этапе проводят низкотемпературный отпуск стали.
Цементацию стали применяют для получения высокопрочной поверхности, которая способна выдерживать значительные нагрузки, что увеличивает срок эксплуатации. А вы когда-нибудь пробовали обрабатывать детали по данной технологии в домашних условиях? Расскажите о качестве полученного продукта в комментариях.
Зачем и как делать цементацию стали
Во время обработки стали на производстве, используются различные виды оборудования и химические вещества. Одним из процессов обработки является цементация стали. Это химико-термическое воздействие, во время которого материал разогревается, и его атомная решётка перестраивается. Дополнительно к этому, в состав металла попадают необходимые вещества для изменения его свойств.
 Цементация стали
Цементация стали
Общие сведения о процессе цементации стали
Цементация стали — особый термический процесс, обладающий множеством особенностей:
- При равномерном разогревании, металл обрабатывается в жидкой, твёрдой или газовой среде. Одновременно с этим, свойства стали изменяются.
- Качество цементированного слоя улучшается благодаря тому, что во время плавного разогревания в металл проникает углерод. Повышается его прочность и износоустойчивость.
- Цементация может проводится при различных температурах. При проведении манипуляций на производстве, температура нагрева достигает 1200 градусов. При обработке в домашних условиях, оптимальной температурой считается показатель в 500 градусов.
- Поверхность металла получает идентичные характеристики, что и при повторной закалке. Это объясняется тем, что процесс равномерного разогревания изменяет атомную решётку материала.
Подведя итоги, можно сказать о том, что цементация стали похожа на процесс закалки, однако, при такой обработке металл получает более высокие эксплуатационные характеристики.
При самостоятельной обработке, не нужно надеяться на быстрый эффект. Максимальная скорость цементации, проводимой самостоятельно, может достигать 0.1 в час. Оптимальный размер упрочнения ножа для бытового использования должен составлять 0.8 мм. Следовательно, процесс займёт не менее 8 часов.
Свойства металла после обработки
После цементации увеличивается прочность используемых заготовок. На поверхности металла образуется науглероженный слой. Его твердость легированной стали не превышает 58–61 HRC, а в металлах с малым содержанием углерода — 60–64 HRC. Чтобы убрать крупные зёрна, образующиеся после термической обработки, заготовку нагревают повторно, а после этого проводят отпуск.
Дополнительная закалка для исправления недочетов должна проводиться при температуре в 900 градусов. Крупные зерна измельчаются благодаря образованию перлита и феррита. Если речь идет о легированной стали, в качестве дополнительной обработки проводится нормализация. На заключительном этапе обработки, заготовка подвергается низкотемпературному отпуску.
 Отпуск стали
Отпуск стали
Классификация среды в которой проходит цементация стали
Обогащение стали углеродом и изменение атомной решетки металла может проводиться в разной среде:
- твердой;
- газообразной;
- жидкой;
- электролитическом растворе.
Также возможно проведение цементирования с помощью паст.
Каждый из способов обработки требует отдельного рассмотрения, так как обладает своими особенностями.
Цементация с использованием твердой среды
Чтобы обработка прошла успешно, необходимо использовать твёрдый карбюризатор. На производстве для этого используют смесь древесного угля, полученную из дуба и берёзы. Дополнительно, к углю добавляется соль угольной кислоты, которая насыщена кальцием или другими щелочными металлами. Чтобы углерод выходил быстрее и насыщал сталь, заранее подготовленную смесь дробят до мелкой фракции. Она просеивается сквозь несколько сит, чтобы на выходе получились одинаковые крупицы размером в 10 мм.
- Когда смесь подготовлена, её помещают в ящики.
- Позже в них закладываются заготовки. Ящики герметизируются со всех сторон и разогреваются до 800 градусов.
- Температура медленно повышается до 950 градусов.
Длительность обработки будет зависеть от того, какую толщину углеродного слоя необходимо получить на выходе.
 Древесный уголь
Древесный уголь
Цементация в газовой среде
Обработка в газовой среде применяется при изготовлении двигателей. Сталь обогащается углеродом только на 2 мм вглубь. В качестве газов используются любые смеси, обогащенные углеродом.
- Заготовки помещаются в герметичную печь. Она разогревается до 950 градусов.
- Постепенно, в печь начинает подаваться газ, насыщенный углеродом.
- Выдерживается заготовка в течение 12 часов.
На поверхности стали нарастает слой 1,2 мм. Если нужно ускорить обработку, температуру могут поднимать свыше 1000 градусов. Благодаря этому, процесс сокращается на 4 часа.
Цементация в жидкой среде
Под словами «жидкая среда» подразумеваются расплавленные соли.
- Ванны с расплавленной солью разогревают до 850 градусов.
- В них опускают заготовки и оставляют на продолжительное время.
Чтобы получить цементируемую сталь в жидкой основе, максимальная толщина слоя должна составлять 0.5 мм. Чтобы получить такой результат, необходимо выждать 3 часа.
 Ванны с расплавленной солью
Ванны с расплавленной солью
Цементация в вакууме
Чтобы ускорить процесс обработки стали, применяется способ цементации в вакууме. Этапы обработки:
- Изначально, заготовки раскладываются в печи. Она герметизируется.
- Внутри создаётся вакуум.
- Начинается разогрев печи до определённой температуры.
- Выдержка в среднем занимает 60 минут.
- Далее, камера заполняется углеводородным газом. Верхние слои обогащаются углеродом.
- В печи повторно создаётся вакуум.
Науглероженный слой требуемой толщины получается только после трёх стадий создания вакуума и подачи углеводорода под давлением. Охлаждаются заготовки в печи, с помощью инертных газов.
Цементация пастами
Один из популярных способов цементации — обработка с помощью паст. Они состоят из пыли древесного угля. Пасты наносятся на заготовку. Состав накладывается таким слоев, чтобы он был больше в 8 раз, чем требуемая толщина углеродного слоя. Далее, заготовки помещаются в индукционную печь и разогреваются до температуры в 1000–1100 градусов.
Цементация в электролитическом растворе
Процесс обработки подразумевает под собой помещение заготовок в раствор электролита. Изначально, он нагревается до 450–1050 градусов. Далее, в раствор подаётся напряжение в 150–300 вольт. Происходит обогащение металла углеродом.
 Обработанные изделия
Обработанные изделия
Недостатки цементации
Помимо явных преимуществ, цементация стали обладает определёнными недостатками:
- Изменяется структура металла. Требуется финишная обработка.
- Для проведения работ требуется опыт и дорогостоящее оборудование.
Цементация стали своими руками
Чтобы провести цементацию стали в домашних условиях, нужно выбрать обработку заготовок в твёрдой среде. Он не требует покупки дорогостоящего оборудования и большого практического опыта для проведения работ.
В первую очередь, необходимо сделать карбюризатор. Для этого можно использовать две смеси:
- Смешивается одинаковое количество соли и древесного угля. Они тщательно перемешиваются между собой. Крупные части измельчаются.
- Другая смесь изготавливается из древесного угля, который требуется изначально полить солёной водой и просушить.
По технологии обработки в твёрдой среде, требуется запекать заготовки в специальных ящиках. Их нужно изготовить из жаропрочной стали. Щели и места соединений, необходимо герметизировать с помощью глины. Кроме печи, для разогрева не нужно использовать дополнительных приспособлений. Её требуется равномерно разогреть до 700 градусов. Проблемы при домашнем производстве могут возникать только с нагнетанием высокой температуры. При меньшей температуре, значительно увеличивается процесс выдержки металла в печи.
При самостоятельном проведении металлообработки, можно воспользоваться способом обработки в газовой среде. Однако, для этого требуется приобрести дорогостоящее оборудование, которое будет рентабельным только при производстве различных изделий в большом количестве.
Цементация стали позволяет не только насытить её углеродом, но и изменить атомную структуру. Заготовки становятся прочнее и долговечнее. Выполнить обработку можно в домашних условиях, однако, на производстве доступно больше способов обогащения стали углеродом.
Цементация стали в домашних условиях графитом и другими методами — разбираем досконально

Накоплено множество методов обработки металлических конструкций. Одним из них является цементация стали; что это, как сделать в домашних условиях, можно понять, изучив основные технологические приемы процесса.
Общие сведения
В старину топоры из сырого железа помещали в герметичный глиняный горшок, наполненный углем, и ставили в печь на несколько суток. Внешние слои насыщались углеродом под действием жара. Инструмент получал твердую поверхность, сохраняя мягкую, пластичную сердцевину. Сущность технологии сохранилась, прием получил развитие, стал распространенным и разделился на несколько ветвей.
Метод цементации описывается как способ обработки металла с использованием высоких температур в среде определенных химических веществ (химико-термическая обработка); среда может быть жидкой, газовой или твёрдой. Химические компоненты при нагревании выделяют свободный углерод. Поверхность нагретого металла поглощает атомы газа, меняя свою структуру (происходит диффузное насыщение на глубину от 0,5 до 2 мм).
Цементации подвергают детали, работающие на истирание, испытывающие при работе вибрацию и удары. Назначение такой термообработки в том, чтобы изменить (усилить) некоторые характеристики поверхностного слоя металлического изделия:
- Слой укрепляется, улучшаются такие его свойства, как твердость и износостойкость; при этом более глубокие слои сохраняют свои первоначальные свойства (вязкость и упругость). Поверхность хорошо сопротивляется истиранию, сердцевина способна выдерживать динамические нагрузки.
- После обработки предмет приобретает твердость, аналогичную с полученной по методу классической закалки (огнем и механическим воздействием).
Выделяют следующие особенности метода:
- При организации процесса цементации важно выдерживать временные и температурные интервалы. Оптимальная плотность атомарного углерода появляется при поддержании температуры от 850 до 950°C.
- Диффузное насыщение идет с малой скоростью; в этом заключается его особенность. Поглощение поверхностью атомов газа течет со скоростью 0,1 мм/час (значение может немного меняться в зависимости от среды и температуры). Учитывая, что ожидаемая толщина слоя начинается от 0,8 мм, нетрудно подсчитать, что полезные свойства деталь приобретет минимум через 8 часов.
- Метод признан эффективным для легированных (инструментальных) и низкоуглеродистых сталей, где доля углерода в составе ограничена 0,2-0,25%, и они способны поглотить дополнительное количество атомов газа. Допускаются машиностроительные, строительные и арматурные стали марок 20х, 40х. Углеродистые стали таким способом не обрабатываются.
- Технология цементации допускает использование нескольких сред. Разработаны приемы закалки в присутствии твердого и газового карбюризатора (углеродистого вещества, способного делиться углеродом). Поверхностное науглероживание возможно в кипящем слое, в растворах электролитов и в пастах.

Самыми распространенными в циклах производства являются газовые и твёрдые карбюризаторы.
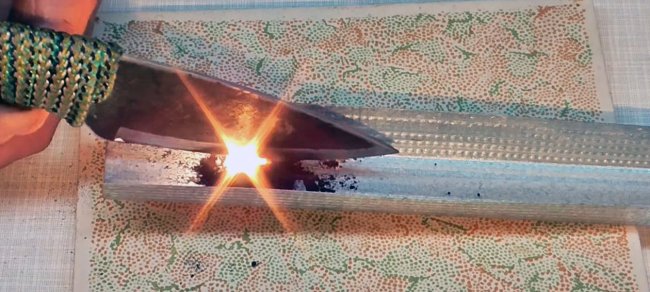
Закалка режущей кромки ножа

Проходимся по кромке надфилем, при этом обращаем внимание на глуховатый звук и легкое стачивание металла. Все свидетельствует о том, что нож сделан из обычной стали и не закален ранее.

Для закалки понадобиться графит. Лучше всего получить графит из графитовых щёток генератора, щеточного электродвигателя. Я, конечно, не пробовал, но также можно достать графитовые стержни из пальчиковых батареек, простых карандашей.
В общем измельчаем любым способом этот графит в порошок. Мельчить особо не нужно, без фанатизма.

Далее мне понадобиться металлическое основание, на котором будет лежать графитовый порошок. Я взял кусок оцинкованного профиля от гипсокартона.

Для процесса закалки кромки ножа также нужен источник питания. В идеале это импульсный сварочный аппарат постоянного тока, выставленный на минимум. Так же можно попробовать повторить процесс с помощью другого источника, вольт на 30-60 переменного или постоянного тока. Есть ещё опасный вариант: использовать напрямую сеть 220 В, последовательно с лампой накаливания, но это уже чревато, поэтому не рекомендую.


Насыпаем графит. К основанию подложки подключаем плюс сварочного аппарата, а к ножу – минус.
Выставляем инвертор на минимальные настройки и включаем.
Начинаем процесс закалки кромки. Для этого очень аккуратно проводим кромкой ножа по графитовой кучке.
Наша задача состоит в том, чтобы: первое – не допустить касания лезвия об основание. И второе – это не допустить горение графита. В обоих случаях лезвие будет испорчено.



В идеале лезвие нужно медленно двигать, а графит мерцая искрить. Сильно нож естественно опускать не нужно.
Как только вы заметили разогрев места контакта, тут же поднимите нож.

Весь процесс длиться относительно не долго, минут 5. За это время я успел несколько раз пройтись по всей длине лезвия.
Газовая цементация
В машиностроении распространена технология насыщения верхнего слоя стальных изделий углеродом в атмосфере углеродосодержащих газов. Известно, что такое производство удобно для массовой обработки деталей, так как:
- Допускается регулирование плотности газов; тем самым формируется углеродистый слой с заданными свойствами.
- Полный цикл термообработки (цементация, закалка, промывка и отпуск) проходит в одном месте — в шахтной (цементационной) печи.
- Процесс экономичен, механизирован и автоматизирован.
- Коробы с карбюризатором не нуждаются в прогреве, что сокращает время протекания цементации.
- Скорость науглероживания деталей возрастает в 2 – 3 раза (сравнивая с другими методами), однородность слоя выше.
- Температуру газовой смеси углеводородов (метан и окись углерода), доводят до 900-950°С.
- После цементации технологическую цепочку завершает отпуск (закаливание).
В какой среде возможна цементация стали
Процесс закалки проходит в различных условиях среды:
- в твердой;
- в газообразной;
- в растворе электролита;
- в виде специальной пасты;
- в кипящем слое.
 Чаще всего в условиях домашнего цеха проводится цементация стали графитом. Это сильно упрощает процесс, так как не нужно дополнительно еще заботиться о сильной герметичности печи.
Чаще всего в условиях домашнего цеха проводится цементация стали графитом. Это сильно упрощает процесс, так как не нужно дополнительно еще заботиться о сильной герметичности печи.
В промышленном производстве чаще всего используют газ, так как этот способ сокращает время, затраченное на закалку.
Разновидности металла, который можно обрабатывать
Выделяют три основные группы металла, который используется для закалки:
- Сталь с неупрочняемой сердцевиной. В эту группу входят следующие марки стали, пригодной для цементирования — 20, 15 и 10. Эти детали имеют небольшой размер, используются для эксплуатации в бытовых условиях. Во время закалки происходит трансформация аустенита в феррито-перлитную смесь.
- Сталь со слабо упрочняемой сердцевиной. В эту группу вошли металлы таких марок, как 20Х, 15Х (хромистые низколегированные стали). В этом случае проводят дополнительную процедуру лигирования с помощью небольших доз ванадия. Это обеспечивает получение мелкого зерна, что приводит к получению более вязкого и пластичного металла.
- Сталь с сильно упрочняемой сердцевиной. Этот вид металла используют для изготовления деталей со сложной конфигурацией или большим сечением, которые выдерживают различные ударные нагрузки, подвергаются воздействию переменного тока. В процессе закалки вводится никель или при его дефиците используют марганец, при этом для дробления зерна добавляют малые дозы титана или ванадия.
 В целом процесс цементации стали необходим для улучшения износостойкости и прочности деталей.
В целом процесс цементации стали необходим для улучшения износостойкости и прочности деталей.
Чаще всего цементации подвергаются валы, оси, лезвия ножей, детали подшипников и зубчатые колеса.
Как происходит цементация стали в твердой среде на предприятии и в условиях домашнего цеха?
Смесь для твердой цементации готовится из бария, кальция с древесным углем и углекислого натрия. Уголь лучше брать из дуба или березы и разделить его небольшие фракции, не более десяти миллиметров. Чтобы удалить лишнюю пыль, уголь рекомендуют просеять. Соли тоже измельчают до состояния порошка и пропускают через сито.
Существует две методики для приготовления смеси:
- Уголь из дерева поливают солью, которую предварительно растворяют в воде. Получившуюся смесь высушивают, ее влажность должна быть не более 7%.
- Сухой уголь и соль тщательно перемешивают, чтобы исключить возможность появления пятен уже в процессе химической и термической обработки.
 При этом, первая методика считается более качественной. Так как она гарантирует, что смесь выйдет равномерной, а результат без пятен и разводов. Готовую смесь еще называют карбюризатором.
При этом, первая методика считается более качественной. Так как она гарантирует, что смесь выйдет равномерной, а результат без пятен и разводов. Готовую смесь еще называют карбюризатором.
Сам процесс твердой цементации проходит в специальных ящиках, где насыпана смесь в нужном количестве. Идеально, если ящики соответствуют размеру и форме изделия, которое обрабатывают. Так как в этом случае снижаются затраты времени на прогрев тары, а качество слоя цементации улучшается. Для избежания утечки газа щели замазывают специальной огнеупорной глиной и накрывают все плотно прилегающей крышкой.
 Следует обратить внимание, что изготавливать тару, идеально подходящую, экономически выгодно, если речь идет о конвейерной процедуре. Если же нужно одну или две детали закалить, то лучше выбрать тару универсальной формы — квадратную, круглую или прямоугольную.
Следует обратить внимание, что изготавливать тару, идеально подходящую, экономически выгодно, если речь идет о конвейерной процедуре. Если же нужно одну или две детали закалить, то лучше выбрать тару универсальной формы — квадратную, круглую или прямоугольную.
Ящики выбирают из малоуглеродистой или жаростойкой стали.
Сам процесс цементации в твердой смеси проходит следующим образом:
- детали, которые необходимо закалить, равномерно укладываются в ящики, наполненные твердым карбюризатором;
- печь разогревают до 900−1000 градусов и подают в нее тару с изделиями;
- прогрев ящиков проходит при температуре от 500 до 700 градусов. Этот прогрев называют сквозным. Сигналом, что печь накалилась до нужной температуры служит однородный цвет подовой плиты, на ней больше нет темных участков под ящиками;
- температуру поднимают до 900 или 1000 градусов по Цельсию.
 Именно при таком температурном режиме происходят диффузные изменения в структуре деталей на уровне атомов.
Именно при таком температурном режиме происходят диффузные изменения в структуре деталей на уровне атомов.
В домашних условиях достаточно сложно нагреть печь до нужной температуры и выдержать весь температурный режим от начала и до конца. При этом все возможно. Следует помнить, что эффективность домашней цементации намного ниже, чем промышленной.
Цемент м400: технические характеристики и плотность насыпной продукции м-400 в мешках, цемент д20 «пц»
Характеристики цемента марки М400, плотность, класс портландцемента марки 400
- Что означает маркировка М400?
- Цемент М400. Технические характеристики. Производство
- Перевести кг бетонного раствора в кубы (м3)
- Технические характеристики
- Расчет объемного веса цемента для строительных работ
- Нормы расхода цемента М400
- Какая плотность цемента М400 кг м3
- Производство цемента. Особенности технологических процессов
- Мокрый способ производства
- Сухой способ производства
- Комбинированный способ производства
Что означает маркировка М400?
Марка цемента определяет марку готового бетона при изготовлении его в строгом соответствии с технической документации и соблюдении техпроцессов по ГОСТ. Марка портландцемента — условная величина, которая выражается в числах (в данном случае — 400) и обозначает прочность готового изделия после выдержки в течение 28 дней. Цифра 400 говорит о том, что прочность данного материала на сжатие составляет не менее 400 кг на квадратный сантиметр.
В маркировке цемента также отражается наличие/отсутствие в составе смеси добавок-модификаторов, которые меняют характеристики раствора (улучшают противокоррозионные характеристики, повышают влагостойкость смеси, увеличивают скорость затвердевания и т.д.).
В соответствии с утвержденными стандартами, портландцемент марки М400 может выпускаться в чистом виде (в этом случае на упаковке и в сопроводительной документации указывается индекс «Д0»), либо со специальными модифицирующими добавками (на упаковке присутствует индекс — Д5-Д20). Буква «Д» указывает на наличие в составе цемента добавок, а числовое обозначение указывает на их количество (Д5 — 5% добавок, Д15 — 15% и т.д.).
Основная функция модифицирующих добавок и пластификаторов — придание раствору и бетону дополнительных характеристик. Это может быть повышенная устойчивость к агрессивному воздействию морской воды, увеличенное количество циклов морозостойкости, быстрое или замедленное твердение и т.д. В состав цемента производитель может вводить и технологические добавки, например, для облегчения процесс помола портландцементного клинкера и гипсового камня, улучшения транспортировки цемента и т.п.
В соответствии с принятыми несколько лет назад правилами, в маркировке указывается одно из двух обозначений:
- ЦЕМ I — чистый портландцемент, без использования добавок;
- ЦЕМ II — портландцемент, имеющий в своем составе добавки.
В новом стандарте отсутствует понятие марки, но есть понятие класса прочности. Если по советским стандартам прочность портландцемента обозначали в кг на квадратный сантиметр, то по новым правилам она обозначается в мегапаскалях (МПа). Марке М400 соответствует обозначение — 32,5.
Далее в маркировке следует подкласс: Н – нормальнотвердеющий или Б – быстротвердеющий. Пример расшифровки ПЦ по современному стандарту обозначений:
ЦЕМ II 32,5Б — Портландцемент с модифицирующими добавками, прочность данного вида цемента соответствует марке М400, быстротвердеющий.
Цемент М400. Технические характеристики. Производство
Цемент – искусственно созданный строительный материал. Является вяжущим минеральным неорганическим веществом, которое в результате реакции с водой образует мягкую пастообразную массу. В результате протекающих химических реакций осуществляется процесс отвержения и превращения в прочное камнеподобное вещество.

Цемент нашёл широкое применение в бытовом и промышленном строительстве. Специальные виды цемента используются в медицинских целях, например, установка пломб в зубах.
Перевести кг бетонного раствора в кубы (м3)
‘);> //—> Справочные данные: Плотность бетонного раствора = 500 … 2500 кг/м3 Плотность бетонного раствора в этом расчете = 2400 кг/м3 Если необходимо выполнить перевод м3 в кг для любого материала с любой плотностью, то смотрите универсальный калькулятор для перевода м3 в кг. Плотность бетонного раствора имеет свойство меняться в зависимости от температуры и давления среды. Точные данные по плотности смотрите в справочниках. Теория: Взаимосвязь объема и массы определяется простой математической формулой: V = m / p, где V — объем; m — масса; p — плотность. Решения: Быстро решить эту простейшую математическую операцию можно с помощью нашей онлайн программы. Для этого необходимо в соответствующее поле ввести исходное значение и нажать кнопку.
На этой странице представлен самый простой онлайн переводчик единиц измерения кубических метров бетонного раствора в кг. С помощью этого калькулятора вы в один клик сможете перевести кг бетонного раствора в м3 и обратно.
Технические характеристики
Портландцемент Марки М-400 представляет собой сложную композицию компонентов минерального происхождения, находящихся в агрегатном состоянии. В составе смеси преобладают оксиды кальция, магния, окислы алюминия, железа, кремния. Доля минеральных составляющих достигает 98%.
Цемент М400 в соответствии с требованиями ГОСТ 31108-2003 должен соответствовать следующим характеристикам:
- Предел прочности на сжатие (спустя 28 суток) — не менее 30 МПа;
- Начало (время) схватывания — не менее 60 минут, прочность (до 98%) достигается по окончании 28 дней;
- Плотность в разрыхленном состоянии — 1000-1200 кг на кубический метр;
- Равномерность изменения объема — не более 10 мм;
- Морозостойкость — рабочий диапазон температур -60 — +300 градусов, 70 циклов полного замораживания/оттаивания;
- Водостойкость цемента, полностью набравшего прочность — высокая;
- Срок годности в герметичной упаковке — до одного года.
Расчет объемного веса цемента для строительных работ
При работе со строительными смесями, неправильные подсчеты потребности в материалах, могут сказаться на производительности и качестве результата. Удельный вес цемента, как и любого другого насыпного строительного материала, определяется как: M/V, где М – масса и V – объем.
Полученное соотношение массы и объёма, измеряется в – кг/м³. Наглядный пример расчетов УВ известных марок в таблице выше.
Как видно из таблицы, удельный вес цемента м 500, м 400 и м 300, равняется или превышает показатель в 1100кг/м³. На производстве, существует система управления объёмной массой вещества. Она помогает установить, желаемую величину, используя при этом различные виды добавок (барий).
Нормы расхода цемента М400
Для подбора оптимального соотношения (состава) бетона следует определить водоцементное отношение, то есть пропорции воды и цемента. Щебень и песок также должны быть использованы в определенной пропорции. Только при строгом соблюдении технологии можно получить бетон требуемой прочности и характеристик.
Для приготовления одного кубометра качественного бетона распространенной марки М200 нужно 500 кг (10 стандартных мешков) цемента М400.
Для приготовления кубического метра раствора марки М100 расход цемента М400 составит порядка 300-325 кг. Расход цемента марки М400 на стяжку составляет 575 кг на метр кубический.
Какая плотность цемента М400 кг м3
Плотность цемента М400 в нормальном (разрыхленном) состоянии составляет 1000-1200 килограмм ³ кг/м3, удельный вес — 1100 кг/куб.м. Однако параметр может отличаться при влиянии некоторых факторов. Так, при намокании плотность портландцемента повышается. Увеличение параметра происходит и в процессе хранения, когда сухой материал слеживается. В результате плотность повышается до 1500-1700 кг/куб.м.

Таблица зависимости веса кубометра цемента от его марки.
Использовать материал с повышенной плотностью не рекомендуется, т.к. его свойства ухудшаются.
Производство цемента. Особенности технологических процессов
В производстве цемента применяют три основных вида:
- мокрый;
- сухой;
- комбинированный.
Мокрый способ производства
Основан на приготовлении исходного сырья посредством измельчения компонентов в воде.
Этапы:
-
Природные минералы, — известняк и глина подвергаются измельчению в водной среде.

Сухой способ производства
Наиболее выгодный с экономической точки зрения способ. Отличие от «мокрого» способа производства – на всех стадиях обработки материалы находятся в сухом виде.

Этапы:
- Исходное сырьё, — известняк, мел, глина, уголь проходят стадию дробления на дробильных аппаратах.
- Далее, следует стадия сушки в сушильном барабане.
- Компоненты подвергаются измельчению и смешиванию с последующим увлажнением.
- Полученная смесь проходит стадию грануляции.
- Гранулированный продукт обжигается в шахтной механизированной печи.
- Клинкерная смесь отгружается на склад, где происходит измельчение и смешивание с дополнительными компонентами.
Комбинированный способ производства
- Исходное сырьё превращают в шлам мокрым способом.
- Удаление влаги до уровня 16…18% осуществляют посредством специальных фильтров.
- Осушенный продукт подвергают обжигу.
Подвид комбинированного способа предполагает подготовку исходного сырья для обжига сухим способом. Перед стадией обжига добавляется вода до уровня 10…14%, при этом размер гранул не должен превышать 14…15 мм.
Среди всех способов наибольшее распространение получил сухой вид производства. Это связано с применяемым оборудованием, качеством получаемого конечного продукта, более высокой производительностью, что в конечном итоге приводит к снижению себестоимости и, соответственно, высокому экономическому эффекту от сухого вида производства.
Цемент и портландцемент М400 (м 400, пц 400) — технические характеристики: плотность, удельный и объемный вес
В современном строительстве сильно востребован портландцемент М400. Его используют как при возведении новых сооружений, так и при реализации отделки готовых построек. Широкие сферы применения обусловлены универсальностью и массой эксплуатационных достоинств.

Сфера применения
Цемент ПЦ400 является популярным строительным материалом, который применяется для отделки и возведения объектов с высокими требованиями к прочности и морозостойкости. Для частных строительных целей эту марку используют редко, что объясняется следующими факторами:
- Скорость схватывания тяжелого раствора достаточно высокая.
- Сырье стоит дорого и обладает улучшенными эксплуатационными свойствами, которые часто бывают лишними.
В большинстве случаев целесообразно воспользоваться более доступными марками, если они соответствуют условиям применения. Основная сфера эксплуатации М400 — обустройство несущих конструкций, которые сталкиваются с большими нагрузками и выдерживают большое напряжение.
- Организация несущих элементов и ответственных объектов.
- Строительство монолитных построек из железобетона.
- Возведение гидротехнических объектов, размещенных в воде с разными характеристиками и составом (соленая, пресная, отработанная).
- Создание высокопрочных банковских хранилищ.
- Возведение эстакад, виадуков, мостов и путепроводов.
- Обустройство бордюров, лестничных пролетов и коммуникационных коллекторов.
- Организация важных объектов в горнодобывающей, машиностроительной и других сферах деятельности.

Цемент М400, технические характеристики которого соответствуют высокому классу, востребован для промышленного применения. При реализации домашних строительных работ, включая обустройство бассейнов или оснований под жилище, материал используется редко, что связано с избыточными прочностными свойствами.
Еще портландцемент 400 характеризуется такой особенностью, как быстрота затвердевания. Это может рассматриваться как преимущество, так и как минус. В первом случае бетон быстро получает заводскую прочность и может применяться уже через 8-10 часов с момента заливки, а во втором — выполнить укладку без холодных швов можно только с помощью профессионального оборудования и бригады специалистов.
Если такая возможность отсутствует, материал начнет трескаться и слоиться. Чтобы избавиться от проблемы, в состав исходного сырья добавляют различные добавки, что поднимает стоимость проекта. Поэтому для частных целей цемент ПЦ 400 Д20 не подходит.
Особенности и преимущества
Цементный раствор М 400 считается популярным подвидом цемента, который состоит из следующих компонентов:
- Гипс.
- Порошковый клинкер.
- Ряд дополнительных компонентов.
Для производства качественного материала необходимо тщательно следить за каждым процессом и оценивать состояние всех добавок. В современном портландцементе, кроме базовых ингредиентов, присутствуют следующие добавки:
- оксид кальция;
- диоксид кремния;
- окись алюминия;
- оксид железа.
При контакте с водой клинкер создает новые минералы, формирующие цементный камень. Для удобной классификации материала учитывается его назначение и специфика состава.

- ПЦ — портландцемент.
- ГФ — гидрофобный.
- СС — сульфатостойкий.
- БЦ — белые и цветные смеси.
- Шлакопортландцемент (ШПЦ).
- Пескоцементная смесь.
- Простота использования и отсутствие сложностей при разведении. Чтобы подготовить хороший раствор, необходимо соблюдать пошаговое руководство.
- Дешевизна и доступность. Мешки с цементом М400 продаются в любом строительном гипермаркете и на рынке. Единственная сложность заключается в выборе подходящей фирмы производителя.
- Улучшенные эксплуатационные свойства и устойчивость к нагрузкам. Даже если при производстве материала были допущены отклонения, вероятность растрескивания или появления деформаций будет минимальной.
- Широкий температурный диапазон, при котором допускается эксплуатация без риска повреждений. Он варьируется от -60 до +300°C. Это позволяет применять марку в самых различных направлениях.
- Минимальная усадка при твердении. За счет этого свойства строители могут менять размеры при заливке фундамента или обустройстве другой конструкции. Еще этот показатель исключает проблему появления трещин на поверхности.
- Быстрое схватывание и твердение. Интервал, за который цемент затвердевает, занимает 8-10 часов. При этом для набора заводской прочности требуется не больше двух-трех недель. В случае повышения температуры или изменении влажности продолжительность затвердевания сокращается.
- Возможность изменения начальных свойств путем введения в состав пластификаторов, антикоррозийных добавок и других веществ.

Технические характеристики
Цемент М400 Д20 обладает рядом технических характеристик, которые отличают его от других решений. Общие параметры выглядят следующим образом:
- Прочность на сжатие после 28-суточной выдержки соответствует 39,2 МПа. 1 см3 такого бетона сможет выдерживать нагрузки до 400 кг.
- Плотность цемента М400 определяется размерами клинкера и типом добавок в составе. Удельный вес цемента варьируется от 1000 до 1200 кг/м³ в насыпном виде. Слежавшийся раствор может весить до 1700 кг/м³, а увлаженный — не меньше 3 тонн.
- Затвердевание. Процесс схватывания начинается через 2 часа, а набор заводских прочностных свойств (до 98%) происходит через 28 дней.
- Устойчивость к пребыванию в агрессивной среде с воздействием сульфатов невысокая. Чтобы улучшить этот показатель, к исходному сырью добавляют цемент ПЦ Д 20 со шлаковыми добавками и другими присадками.
- Зернистость помола. Оповещает об удельной поверхности частиц, содержащихся в 1 кг сухого цемента. Средний показатель варьируется от 3000 до 3200 кг/м³. Чем ниже значение, тем прочнее будет материал после затвердевания.
- Степень устойчивости к морозам соответствует классу F100. Этот стандарт указывает на количество циклов заморозки и размораживания, которые может выдерживать камень. Точные показатели определяются составом и соотношением компонентов. Наибольшей морозостойкостью обладают алитовые и сульфатостойкие смеси.
- Густота. Оповещает о требуемом объеме жидкости для затвердения в пропорции с сухой смесью. Средний показатель варьируется от 22-28%.
- Тепловыделение. Указывает на степень выделения тепла в случае гидратации. Если материал будет подвергаться неравномерному остыванию или нагреву, он сможет покрыться трещинами и деформациями.
- Температурный диапазон — от -60 до +300°C.
- Устойчивость к воздействию влаги. Чтобы сделать материал полностью водонепроницаемым, его обогащают уплотняющими добавками и гидроизоляторами.
Средний объемный вес цемента варьируется от 1100 до 1200 кг/м³. Если показатель превышает это значение, материал хранился дольше, чем можно, и сильно уплотнился. Еще к этому может привести потеря герметизации упаковки и чрезмерное увлажнение.
Срок годности цемента при хранении в бумажном мешке составляет полгода. Если хранить цемент в контейнерах из полиэтилена и упаковках ГОСТ — один год. Но начальные характеристики материала сохраняются только при расходовании в течение 2 месяцев с момента отгрузки.
Существует общестроительный стандарт, по которому классифицируются разные марки цемента:
- Цемент ПЦ 400 Д0. Отличается отсутствием в составе дополнительных компонентов и основывается только на клинкере. Для цемента М400 Д0 свойственна улучшенная устойчивость к морозам, средняя продолжительность твердения и уязвимость к деформациям в случае усадки. Смесь используют для общих строительных целей.
- М400 Д5. В составе этого материала присутствует до 5% добавок, которые повышают устойчивость к влаге и коррозийным процессам. Смесь подходит для обустройства перекрытий и несущих объектов.
- Цемент ПЦ 400 Д 20 содержит до 20% добавок, которые позволяют задействовать его в жилых и промышленных объектах. Марка ПЦ400 Д20 востребована не только на территории Российской Федерации, но и в Европейских странах. Ей свойственна морозостойкость и водоотталкивающие свойства.

Повышение концентрации добавок в составе цемента снижает его стоимость. Наибольшей стоимостью обладает марка М400 Д0, а самым доступным считается евроцемент М400 Д20.
Еще на рынке есть расширяющийся цемент, который позволяет заделывать трещины и отверстия в стенах. С его помощью можно заполнить трещины и восстановить герметичность конструкции. Материал характеризуется устойчивостью к деформации, поэтому он востребован при обустройстве фундаментов и выполнении ремонтных работ с подводными конструкциями.
Характеристики материала зависят от условий и продолжительности хранения после изготовления. Приобрести материал можно в мешках из бумаги, где указаны все его свойства, включая дату производства, номер партии и другие важные характеристики. Вес мешка составляет 50 кг.

Производство
ЦПС представляет собой вяжущее вещество на основе измельченного клинкера с нормированным составом. Существует стандарт ГОСТ 10178-85, по которому выбирается содержание магниевого оксида и пропорции других ингредиентов.
В качестве исходного сырья используются органические минералы, такие как:
- Алиит.
- Глинозем.
- Магнезит.
- Гипс.
С помощью технологии обжига из этого сырья создается клинкер. Основное вещество комбинируется с минеральными добавками, которые влияют на конечные свойства рабочей смеси и камня.
Для промышленных целей создают пластифицированные подвиды цемента, которые характеризуются повышенной текучестью и гарантируют улучшенное уплотнение при обустройстве бетонных конструкций. В составе смеси имеется клинкер и гипс, а также активная добавка. Это может быть концентрат сульфита и спирта, содержанием 0,2% от общего веса цемента м400.
Материал отличается от других разновидностей улучшенной стойкостью к морозам, коррозии и нагрузкам.

Маркировка
Марка М400 является общим обозначением вяжущего вещества. Полное описание указано в ГОСТ 10178-85, где могут упоминаться следующие показатели:
- ПЦ — портландцемент на базе алитового клинкера.
- 400 — маркировка по устойчивости к нагрузкам на сжатие.
- Д20 — характеризует содержание минералов в процентах.
- Б — степень затвердевания.
- ПЛ — наличие и функция добавок. В этом случае смесь является пластифицированной.
- ГФ — гидрофобизированная смесь.
Новая маркировка смесей м400
Большинство российских производителей цементных смесей руководствуются вышеописанной маркировкой, но ведущие компании считают ее устарелой и используют новый способ из Европейского союза:
- ЦЕМ. Маркировка указывает на полную чистоту портландцемента и отсутствие в его составе добавок.
- ЦЕМII. Характеризуется наличием шлаковых добавок. С учетом их концентрации выделяют две разновидности: класса «А» (обладают 6-20% шлака), класса «В» (содержат 20-35% шлакового сырья).
С 2003 года производители цемента практикуют этот европейский стандарт, дополнительно указывая такие параметры, как продолжительность твердения и эксплуатационные свойства.
Плотность цемента М400
Наверняка, любой человек хотя бы раз в жизни слышал слово «цемент» и знает, в каких целях он используется. С научной точки зрения любой цемент является минеральным материалом, который во время соединения с водой становится пластичным и твердым.
Плотность
Чтобы изготовить раствор из М400 и М500, которые используются в строительстве, необходимо взять правильную пропорцию всех компонентов. Именно для этого строителям необходимо знать плотность цемента и других материалов. Эта информация размещена в специальном справочнике, помимо этого ее можно прочитать на упаковке.

В основном, незначительной плотностью характеризуется портландцемент или цемент 400, который был недавно смешан. Это можно объяснить статикой, потому что на этапе перевозки и выгрузки, частицы цемента начинают магнититься, и соответственно, отталкиваются.
Когда материал долго хранится, его структура становится максимально плотной, а сами частицы – тяжелыми.
Плотность цемента и других строительных материалов считается их главной характеристикой.
На нее влияют такие показатели:
- технология производства. Здесь должны учитываться показатели степени измельченности гранул, ведь именно от этого зависит их размер и общие объемы пустот, что сформировались. Выбирая цемент 400 этот показатель достаточно трудно определить, поэтому нужно ориентироваться на показатель 1300 кг/м3;
- дата, когда был произведен материал. Если цемент был изготовлен несколько дней назад, его показатели прочности будут отличаться от того, что сошел с конвейера несколько месяцев назад;
- причина скрыта в процессе приготовления: все имеющиееся фрагменты получают свою энергию. В итоге образовывается сила, что отпихивает частицы, а это становится причиной образования множества пустот, которые наполняются N2 и О2;
- условия, в которых происходило хранение материала. Если роль склада выполняло помещение с повышенным процентом влажности, то в результате такого хранения из пустот цемента вытеснился воздух, в результате чего вес материала начал прибавляться;
- для измерения плотности цемента используется воронка, мерная колба, а также весы. Чтобы осуществить процесс измерения стоит проделать такие манипуляции: в мерную колбу, с вместительностью 1л, помещается рассматриваемый материал;
- состав выравнивается, устраняются излишки, а потом проводится взвешивание. Но во время проведения всех вышеуказанных манипуляций запрещается встряхивать цемент, а также каким-то образом его трамбовать.
Плотность цементной смеси М400:
- только что изготовленный — 1.100−1.200 кг/куб.м;
- тот, что залежался на магазинных полках — 1.500−1.600 кг/куб.м.
Для ЖБИ организаций насыпная плотность цемента м400 должна составлять минимум 1300 кг/м3. При этом производители обращают внимание покупателей на реальную плотность цемента – 3000 кг/м3.
Это различие между действительным и насыпным показателями легко объяснить: возникают воздушные пустоты в промежутках между цементным зерном. Стоит отметить, что даже в материале, что залежался, практически 1⁄2 объема смеси составляет N2 и О2.
Описанные выше показатели играют не последнюю роль на этапе произведения стройматериалов сухого типа (пескобетон).
Показатель расчета увеличивается путем повышения заполнителей, благодаря этому максимально уплотняется структура.
На плотность цемента 400 также влияет измельченная степень клинкера, сама просушка и используемые для этого методы, а также объемная зернистая поверхность.
На этапе замеса бетона строители уделяют много внимания поглощению жидкостей. Ежели состав будет жидким, качественные показатели существенно снизятся.
Более подробно о том, как правильно замешивать бетон, смотрите на видео:
Удельный вес
Сегодня этот материал активно используется в современном строительстве.
В рыхлом состоянии его удельный вес равняется сто кг/м3, в плотном виде – тысяча семьсот кг/м3.
Популярность цемента 400 можно легко объяснить такими положительными характеристиками:
- невысокие требования к моментальному твердению и строительному регламенту;
- рассматриваемый материал широко применяется на этапе выравнивания поверхности;
- еще одним преимуществом принято считать то, что практически не возникает трещин. Это возможно только когда во время производства и непосредственной работы с материалом, были учтены все требования и характеристики;
- кроме этого, цена цемента 400 в несколько раз ниже других видов, именно поэтому строители и владельцы недвижимости, что занимаются ремонтом часто останавливают на нем свой выбор.
Если обратить внимание на минусы, то главным является прочность материала. Именно поэтому его не рекомендуют применять во время строительства высоток. Ну а по другим характеристикам цемент 400 выделяется среди других видов.
Технические характеристики
Эта марка относится к типу портландцемента и считается одной из самых популярных на отечественном рынке. Материал часто применяют в разных сферах строительства, всему виной высокое качество и доступная ценовая политика.
Действующий ГОСТ 31108 2003 лежит в основе создания материала, который проходит контроль качества на каждом этапе производства. Причина скрывается в том, что цемент 400 должен быть максимально надежным, а его объекты – устойчивыми.
Касательно производства, то рассматриваемый материал удалось добыть через промежуточное измельчение клинкера. Затем в полученный порошок добавляют минералы из типа сульфатов CaSO4•2H2O и другие химические элементы.
Содержание CaSO4•2H2O (гипса) в составе цемента согласно действующих рекомендаций ГОСТа 30515 2013 не может превышать показателя в пять процентов. При этом активные минеральные вещества, в основном, составляют до двадцати процентов от общей массы.
Благодаря некоторым добавкам материал стал водостойким и антикоррозийным. Поэтому применение цемента 400 на этапе создания железобетонных конструкций, вполне оправдывает себя. Сооружение же будет устойчивым к перепадам температуры и показателям влаги.
Материал, что рассматривается в статье, все производители считают долговечным. Эта характеристика легко определяется через множество замораживаний и оттаиваний, проводятся такие тесты на этапе изготовления. Цемент без проблем переносит 100 таких циклов.
Он часто становится основой и частью сооружений, которые будут эксплуатироваться на Крайнем Севере. В этих краях, как известно, температурные показатели очень переменчивы.
Высокая водостойкость 400 материала достигается путем добавления специальных компонентов. Из цемента легко сооружаются конструкции, что в будущем будут лишены внешней защитной отделки.
Причина этому: М400 может долгие годы противостоять воздействию дождя, перепадам температуры и колебанию показателю влаги.
Производство цемента 400 проводится согласно всем действующим техническим нормам. Готовый товар перед тем как отправиться на магазинные полки, подвергается обязательному контролю качества.
Сегодня производители изготавливают:
- ДО;
- Д2ОБ;
- Д2О.
Все эти виды выделяются персональными характеристиками, разнятся по составу, а также применяются в разных сферах. Если вы хотите, чтобы раствор моментально затвердел, приобретите первый вид.
Он также выделяется повышенной водостойкостью, благодаря этому его неоднократно использовали для сооружения конструкций с повышенной влажностью в окружающей среде (сооружения под и над землей).
«ДО» неплохо себя рекомендует при сборе бетонных, а также железобетонных конструкций.
Второй тип материала выделяется активными компонентами минерального типа, что входят в его состав. Это делает возможным использования цемента для возведения жилых кварталов. Также второй тип часто применяется в промышленных и сельскохозяйственных объектах.
Кварцевый песок представляет собой зернистый сыпучий материал, который отличается хорошей огнестойкостью и он устойчив к разрушениям. Тут можно ознакомиться с его формулой и различными видами.
Благодаря большому разнообразию и выбору специальных марок клея от компании Церезит, кладка кафеля и плитки стала гораздо проще. Здесь характеристики клея Церезит СМ11.
Особым спросом и интересом у тех, кто делает ремонт, стала пользоваться декоративная штукатурка. Декоративная штукатурка – это необычно, стильно и недорого.
Этот материал активно приобретают в странах бывшего СССР и в Европе. Он затвердевает значительно дольше, чем тип, что рассматривался выше, средний показатель составляет десять часов. Главным преимуществом этого типа считают стойкость к влаге и морозу.
Последний тип цемента 400 относят к быстротвердеющим материалам. Он постоянно используется на этапе возведения объектов промышленного типа. Главная характеристика этой марки – повышенная прочность, которая заметна уже спустя несколько секунд после полного затвердевания.
Несколько слов о маркировке
В ГОСТе прописаны требования не только по техническим и производственным особенностям, но и касательно марки. Разновидности цемента маркируются буквами и цифрами.
К примеру, если расшифровать рассматриваемый в статье материал, то его аббревиатура значит, что раствор, в котором использовался цемент 400 выдержит соответствующую нагрузку (400 кг на один квадратный сантиметр).
Аббревиатуру «ПЦ», что используется в названии материала, можно расшифровать как «портландцемент». Нередко в состав цемента вводятся и доменные отходы.
Если количество доменных шлаков в смеси не превышает показатель в двадцать процентов, в названии должно быть обязательно написано 2/А-Ш. Если же показатель превышает 20%, на упаковке можно найти 3/А.
Эта информация стала доступна покупателям согласно требованиям новой классификации марок и разновидностей цемента.
Если на упаковке есть буква «Д», то комплексно с цифрами, она свидетельствует о количестве добавок в цементе. Этот показатель прописан в процентном отношении к общему объему смеси.
Маркировка «ДО» свидетельствует, что материал полностью лишен добавок, соответственно назван он портландцементом.
Если на маркировке можно прочитать аббревиатуру «Д2О», Это значит, что в состав цемента уже вошли добавки. Их число не превышает 20% от общей массы. Такой вид называется шлакопортландцемент.
Маркировкой «ДО» обозначаются смеси, которые полностью лишены добавок. Согласно данным, что написаны в действующем ГОСТе, цемент, который лишен минеральных добавок, должен выделяться аббревиатурой ЦЕМ.
Если на упаковке рассматриваемого материала есть аббревиатура «ЦЕМ 2» то соответственно, в его составе можно найти минеральные добавки. Такая разновидность цемента условно делится на два типа. Все это зависит от процентного соотношения минеральных добавок.
Если в состав материала входят добавки, общий объем которых от 6-20%, то цемент относится к классу А, а если добавок больше 35%, материал относят к классу В.
Все типы цемента, чтобы упростить выбор продукции, условно делятся на два класса — те, что твердеют максимально быстро и нормально.
В состав рассматриваемого материала могут входить и другие добавки, но их объем не может быть больше 5%.
Применение
- цемент 400 ДО. Эта марка используется во время сооружения зданий ЖБИ, подводных и надземных объектов;
- цемент 400 Д5. В состав входит минимум химических компонентов, что оказывают положительное влияние на характеристики по антикоррозии и водостойкости. Возведенные объекты устойчиво справляются с негативными влияниями внешней среды;
- цемент 400 Д2О. Применяется во время промышленного, сельскохозяйственного строительства, а также, чтобы изготовить фундамент, балки, во время стяжки, кладки и другое. Отличается высокой морозоустойчивостью. Раствор начинает затвердевать после 10 часов;
- цемент 400 Д2ОБ. Выделяется от предыдущего класса улучшенными показателями прочности в момент твердения.
В заключении можно уверенно сказать, что рассматриваемый цемент принято считать оптимальным, не только из-за его назначения и сферы применения, но и благодаря оптимальным условиям использования.
Помимо этого, его доступная цена в сочетании с высокими показателями прочности делает его оптимальным вариантом для сооружения малоэтажных построений.





