Ультразвуковой увлажнитель воздуха: принцип работы и особенности устройства
В этой статье вы узнаете, как работает ультразвуковой увлажнитель воздуха, его устройство, а также достоинства и недостатки климатического прибора.
Устройство и принцип работы увлажнителя
Климатический прибор состоит из емкости, в которой и находится основной запас воды, и основания прибора, с расположенным в нем излучателем. В основной емкости запаса воды установлен клапан-дозатор, который служит для поддержания нужного уровня воды в отсеке с излучателем, не допуская переизбытка. Кроме того, в увлажнителе установлен вентилятор для выдува распыленной ультразвуковым элементом воды.

Практически в каждом современном увлажнителе воздуха есть электронное управление, и гигростат, для точного измерения уровня влажности. Многие производители оснащают свои устройства ионизаторами, различной системой фильтрации и множеством дополнительных программ, для более комфортного использования устройства.
Принцип работы ультразвукового увлажнителя воздуха несложен для понимания.
- Основным узлом прибора является излучатель. Он выглядит в виде шайбы из пьезокерамической керамики, с выведенными посеребренными электродами.
- При подаче на него переменного тока, этот элемент начинает вибрировать с ультразвуковой частотой. При достижении определенной мощности, скорость колебания возрастает до такой степени, что начинает разбивать поверхность воды на мельчайшие частички.
- Вода, превращенная излучателем в аэрозоль в камере над ультразвуковым элементом, выдувается наружу установленным вентилятором. Водяной туман наполняет помещение и повышает уровень влажности воздуха до установленных пользователем пределов.
- Гигрометр, установленный в приборе, покажет относительную влажность воздуха, а пользователь всегда имеет возможность прекратить выполнение устройством программы или увеличить мощность увлажнителя при недостаточной влажности.
- После достижения устройством нужных значений влажности, он останавливается и находится в режиме ожидания. После понижения содержания влаги в воздухе помещения, прибор автоматически включается и цикл повторяется.
Особенности некоторых моделей, достоинства и недостатки приборов

- Полностью автоматические устройства имеют датчики, которые самостоятельно проводят диагностику климата в помещении и подбирают нужную программу работы для достижения максимального уровня комфорта.
- Некоторые модели оснащены системой фильтрации воздуха, при которой значительно уменьшается количество пыли в окружающем воздухе.
- Многие компании оснащают свои приборы эффективными водяными фильтрами, благодаря которым в ней значительно снижается содержание солей и можно использовать в приборе водопроводную воду.
Ультразвуковые увлажнители имеют бесспорные достоинства, заслуживающие уважение:
- Распыление воды «в туман».
- Автоматический контроль влажности воздуха.
- Невысокий уровень шума.
- Компактность и эргономичность.
- Ремонтопригоден
Но у этого климатического оборудования есть и недостатки. Многие спрашивают, вреден ли ультразвуковой увлажнитель воздуха. Ответить на этот вопрос однозначно нельзя, так как основная «болезнь» этих приборов – это наличие в воздухе, а потом и на предметах домашнего обихода белого налета. А белый налет является солями, находящимися в воде. При испарении «тумана» из воздуха, соли выпадают на пол и мебель, находящуюся в помещении.

Сам излучатель никакого вреда здоровью и самочувствию человека и домашних животных не приносит, но солевой осадок, вместе с потоками воздуха вдыхается в легкие. Здоровый человек этого даже не заметит, но астматик или человек страдающей некоторыми видами аллергии может почувствовать ухудшение самочувствия, вплоть до появления приступов.
В общем случае увлажнитель воздуха очень полезное устройство, особенно в детской комнате. Благодаря этому прибору дыхание человека становится более глубоким, а это значит, что кровь больше насыщается кислородом и питает мозг и все органы. Сон становится боле крепким и глубоким, человек лучше отдыхает в увлажненном помещении. Кроме того, слизистая носоглотки не пересыхает, а это очень важно для людей с проблемами органов дыхания и страдающим храпом.
Как выбрать увлажнитель
Многие люди, особенно перед появлением в семье ребенка сталкиваются с непростой задачей и задают вопрос, как выбрать ультразвуковой увлажнитель воздуха. Есть несколько основных критериев выбора увлажнителей:
- Основным критерием в выборе этого климатического устройства является его автономность, поэтому следует выбирать прибор с большим объемом бака для воды.
- Мощность прибора также важна. Зачем недорогое и красивое оборудование, которое не будет справляться с поставленными задачами.
- Выбирайте устройство с наименьшим уровнем шума. В магазине вам может показаться, что его совершенно неслышно, но ночью шум обязательно проявиться и будем мешать нормальному сну.
- Обращайте внимание на модели, оснащенные системой фильтрации воды, во избежание появления белого налета в помещении.
Совет:
При выборе подходящей модели увлажнителя воздуха, прежде всего, стоит обратить внимание на отзывы пользователей определенных моделей. Вот тут точно можно узнать все достоинства и недостатки данной модели.
Необходимость этого климатического оборудования в наших жилищах очевидна. Нормальная влажность воздуха в помещении благоприятно влияет на органы дыхания и общее состояние организма, а также на кожу и слизистые оболочки. Покупая увлажнитель, вы делаете максимально благоприятным микроклимат в вашем жилище.
Ультразвуковые увлажнители: для чего нужны и как использовать


Содержание
Содержание
Ультразвуковые увлажнители из-за своей простоты в использовании, экономичности (в среднем требуемая мощность 20-30 Вт) и доступной цены стали наиболее популярным и востребованным типом увлажнителей воздуха. Особенных сложностей при их использовании обычно не возникает, но есть несколько советов, которые помогут использовать эти устройства наиболее эффективно.
Для чего и когда нужен увлажнитель воздуха
Зимой люди часто простужаются вовсе не из-за холода, как многие привыкли думать, а из-за сухого воздуха. А воздух сильнее всего сушится именно зимой в отапливаемых помещениях. Влажность в них может опускаться до 10-20%. При такой низкой влажности слизистые носа пересыхают и становятся более уязвимыми для вирусных инфекций.

Поэтому чтобы избежать такого эффекта следует хотя бы у себя дома поддерживать влажность в пределах 30-60%. Именно этот уровень считается оптимальным для человека. И именно к этой отметке стоит стремиться, когда вы используете увлажнители воздуха.
Как работает
На первый взгляд может показаться, что из верхней части такого увлажнителя идет пар. Но на самом деле это не пар, а скорее туман, потому что появляется он не в результате кипения, а результате воздействия на воду ультразвуком. Мельчайшие капли воды выбиваются с ее поверхности в результате ультразвуковых колебаний.
Основные элементы увлажнителя – это резервуар с водой, пьезоэлектрический излучатель (он и создает ультразвуковые колебания) и рассеиватель – трубка, из которой и выходит туман.
Увлажнители и площадь помещения

Обычно в характеристиках ультразвукового увлажнителя указывается приблизительная площадь помещения, на которое он рассчитан. Но не все так просто, потому что производитель не учитывают мощности отечественной системы отопления, которая в разгар зимы прогревает дома до 25 градусов по Цельсию.
По опыту, в домах с интенсивным отоплением устройство, рассчитанное на 20 квадратных метров, при постоянной работе, может поддерживать 35% влажности в десятиметровой комнате. А это минимально необходимый для нас результат.
Так что лучше покупать увлажнитель с характеристиками “на вырост”.
Основные характеристики
Смотреть следует на объем резервуара и интенсивность расхода воды. И здесь, опять же, чем больше – тем лучше. Большой объем резервуара позволит реже заправлять устройство водой. А для поддержания нужного уровня влажности прибор должен работать всю ночь
Четырехлитрового резервуара хватит на всю ночь (8 с лишним часов) даже при достаточно интенсивном расходе – 350 мл/ч.
Что касается расхода, то лучше отдавать предпочтения устройствам с максимальным расходом как раз 300-350 мл/ч. Именно с такими показателями вы сможете довести влажность, в хорошо отапливаемой комнате, площадью больше десяти квадратных метров, до приемлемых показателей.
Как проверить эффективность
Для измерения влажности лучше обзавестись отдельным гигрометром. На некоторых устройствах есть встроенные, но они будут показывать уровень влажности, который будет рядом с самим источником увлажнения. А опыт показывает, что если отойти на несколько метров, воздух будет там чуть более сухим.
Удастся ли заснуть
Сон в помещении с увлажненным воздухом точно будет полезнее и комфортнее (в таком воздухе меньше пыли). А вот по поводу шума могут возникнуть вопросы.
Ультразвуковой увлажнитель, при работе обычно издает звук в пределах 20 – 45 дБ. Если оценивать по человеческой речи, то 20дБ – это тихий шепот, а 45 дБ – это обычный голос. Уровень шума обычно указывается в характеристиках товара или в инструкции, так что, если вы чутко спите – обращайте внимание на этот показатель.
Какую воду заливать в увлажнитель
В ультразвуковых увлажнителях вода не кипит, поэтому в воздух попадут все примеси, которые в ней изначально были. К тому же, от грязной или просто жесткой воды на стенках самого прибора будет оставаться сильный осадок, который рано или поздно придется счистить. Поэтому воду лучше предварительно пропускать через фильтр для питьевой воды.

Некоторые устройства изначально оборудованы фильтрами. Если не хотите каждый раз фильтровать воду прежде чем залить ее в увлажнитель, выбирайте именно такие модели.
Ароматизация
Приятный бонус любого ультразвукового увлажнителя – возможность ароматизации помещения. Иногда для ароматических веществ есть некая отдельная емкость, а иногда можно просто добавлять ароматические масла в резервуар с водой (5-10 капель).
Ультразвуковой увлажнитель воздуха для дома
Уже давно известно, что пересушенный воздух создает сильный дискомфорт и негативно воздействует на наше самочувствие. Самым эффективным устройством для увлажнения воздуха в помещении является ультразвуковой увлажнитель. Рассмотрим схему конструкции данного прибора и обозначим ключевой алгоритм действия.
Как устроен
Активный спрос на увлажнители ультразвукового типа создает ряд бесспорных преимуществ. Это безопасность, эффективность работы, разнообразие применения, широкий выбор дополнительных функций и привлекательный дизайн. Подобные устройства экономны с точки зрения энергопотребления и не создают сильный шум во время работы.
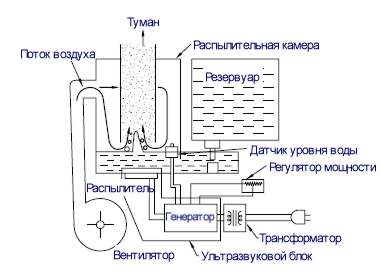
Схема устройства ультразвукового увлажнителя
Выделим основные конструктивные особенности данного вида климатической техники:
- Внутри прибора имеется емкость для основного объема воды. В основании расположен УФ-излучатель.
- В резервуаре для запаса воды можно обнаружить клапан-дозатор, поддерживающий необходимый уровень воды в резервуаре.
- Еще один составной элемент – вентилятор для рассеивания воды, подвергшейся ультразвуковому излучению.
- Гигростат для определения значений влажности.
- Панель управления, ЖК-дисплей.
- В некоторых моделях дополнительно имеется ионизатор, ароматизатор воздуха, различные режимы программ и так далее.
Принцип работы
Разобравшись, как устроен увлажнитель, перейдем к следующему важному вопросу. Это принцип действия ультразвукового увлажнителя воздуха:
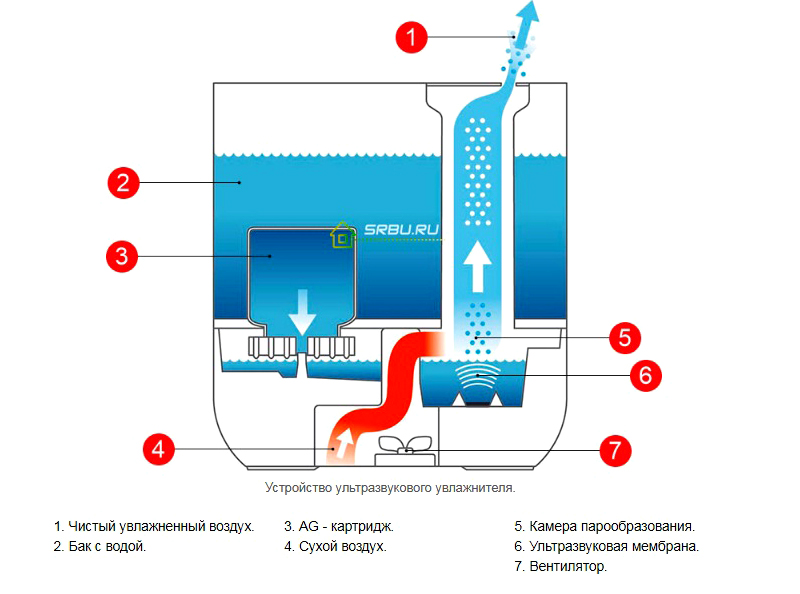
- Главной составляющей устройства является излучатель. Он представляет собой диск или пьезокерамическую мембрану с выведенными электродами.
- Когда на мембрану подается переменный ток, она начинает вибрировать с частотой ультразвука. При набирании нужной мощности колебаний вода в емкости распадается на мельчайшие частицы.
- Во внутренней камере над УЗ-элементом вода переходит в состояние аэрозоля и выталкивается наружу при помощи встроенного вентилятора.
- Образуется водяной туман, быстро наполняющий помещение.
- Встроенный гигрометр непрерывно измеряет относительный уровень влажности воздуха. Тем самым частота колебаний ультразвуковой мембраны для нашего увлажнителя будет меняться в зависимости от окружающей среды и выбранных установок пользователя.
- Когда необходимый уровень наличия влаги достигнут, прибор переходит в режим ожидания.

Принцип работы ультразвукового увлажнителя
Понять принцип работы ультразвукового увлажнителя совсем не сложно. Конечно, это лишь основной алгоритм, ведь модели разные, кроме того, существует масса настроек, изменяющих функционал:
- Например, некоторые навороченные модели оборудованы специальными датчиками, которые способны самостоятельно провести диагностику климатических условий в помещении. После выявления цифр по влажности прибор сам выбирает подходящую именно вам программу и выставляет соответствующие настройки.
- Также важно знать, как работает ультразвуковой увлажнитель-очиститель воздуха. Обычно в них имеется встроенная система фильтрации, а иногда и ионизатор, обогащающий воздух отрицательными ионами кислорода.
Интересное видео, где автор сделал простой увлажнитель своими руками:
Польза или вред
К увлажнителю, как и к любой бытовой технике, у потребителя всегда возникает ряд вопросов и даже недоверие. Как он влияет на здоровье, полезен ли ультрафиолетовый излучатель для ребенка и чего стоит ожидать после покупки? Лучше купить традиционный, паровой или все-таки ультразвуковой увлажнитель? Возможно, стоит отдать предпочтение другим типам приборов?
Выделим основные положительные стороны устройства:
- Распыление воды и превращение ее в водяной туман.
- Автоматизированная регуляция уровня влажности в помещении.
- Низкий уровень вибрации и шума во время работы.
- Наличие ночного режима в некоторых моделях.
- Компактность, интересный дизайн и эргономика.
- Широкий спектр возможностей.
- Функции озонирования, дезинфекции и ароматизации воздуха.
- Возможность ремонта и замены отдельных деталей.
Но насколько опасен ультразвуковой увлажнитель воздуха, и существует ли вред для взрослых и детей? На этот вопрос можно ответить так: и да, и нет. Дело в том, что в процессе работы увлажнителя на поверхности мебели и прочих предметов может появиться легкий белый налет. Он образуется в результате отложения солей, находящихся в воде, которая затем переходит в состояние «тумана». Осадок солей мы также вдыхаем легкими, но для здорового человека нет никакой угрозы. Небольшое ухудшение самочувствия могут ощутить лишь астматики, аллергики и люди, страдающие заболеваниями дыхательных путей.
Увлажнитель влияет на состояние здоровья лишь положительно: улучшается сон, нормализуется давление, повышается иммунитет.

Кровь активнее насыщается кислородом, а значит, мозг и системы органов начинают функционировать лучше. Многие приобретают компактные увлажнители, например, для лица и тела.
Популярные модели
Самыми востребованными являются следующие модели:
- Ультразвуковой увлажнитель воздуха PolarisPUH Обслуживает площадь комнаты до 20 кв.м, обладает мощностью 25 Вт. Продолжительность работы составляет 12 часов, тип установки – напольный. Объем емкости с водой – 3,2 л, есть специальные индикаторы уровня воды. В целом, принцип работы данного бюджетного ультразвукового увлажнителя от Поларис ничем не отличается от аналогичных. Прибор не оснащен множеством дополнительных фишек, и стоит вполне недорого: от 1 721 до 2 428 руб.

- Ультразвуковой увлажнитель воздуха BalluUHB-800. Это более сложный прибор по сравнению с устройством Полярис. Площадь обслуживания составляет целых 50 кв.м., потребляемая мощность доходит до 120 Вт. Резервуар для воды объемом 4 л, есть функция подогрева воды и сменный картридж для деминерализации. Кроме того, данный ультразвуковой увлажнитель от компании Ballu имеет целый ряд дополнительных функций: это и световая индикация, автоотключение, пастеризация, регулировка интенсивности испарения и др. Средняя стоимость на рынке климатической техники составляет 7 079 руб.
- Ультразвуковой увлажнитель воздуха Boneco U7135. И, наконец, отметим модель с более расширенными возможностями, нежели предыдущие. Фирма Бонеко представила увлажнитель с площадью обслуживания 60 кв. м, мощностью 130 Вт и огромным резервуаром для воды в 6,5 л. Расход воды составляет 550 мл/ч. Имеется встроенный гигростат, картридж для деминерализации, таймер и ЖК-дисплей. К тому же, можно регулировать направление увлажнения и его интенсивность. Есть несколько режимов, таких как «теплый пар» и «стандартный» холодный пар. Стоимость: от 7 890 до 11 883 руб.


Заключение
На сегодняшний день становится очевидной необходимость установки данного оборудования в доме. В меру увлажненный воздух благоприятно воздействует на все системы органов, снижает риск возникновения респираторных и инфекционных заболеваний, улучшает качество сна и работоспособность человека в течение дня. Приобретая ультразвуковой увлажнитель, вы создаете исключительно здоровый климат в вашем доме.
Ультразвуковой увлажнитель воздуха: особенности, правила выбора и цены

Воздух — важная составляющая жизнедеятельности человека. И на его качество с каждым днём влияет всё больше факторов. Это и оснащение жилья разнообразными бытовыми приборами, и общая экологичность окружающей среды, и нагревательные элементы отопления. Для создания более приятного и полезного микроклимата в помещении, используются увлажнители воздуха. Об одном из самых эффективных типов этих устройств — ультразвуковых увлажнителях воздуха, мы сегодня и расскажем.

Устройство и принцип работы ультразвукового увлажнителя
Главная задача увлажнителя воздуха, как можно догадаться — увеличение степени влажности в помещении. Достигается это с помощью испарения воды и рассеивания частиц пара в воздухе. Традиционные увлажнители испаряют воду с помощью повышения температуры. Ультразвуковые используют для этого высокочастотные колебания, которые рассеивают капельки воды, образуя туман.
Он распространяется по всему помещению естественным путём или с помощью дополнительных устройств.
Статья по теме:

Увлажнитель воздуха: рейтинг лучших моделей. Из нашей публикации Вы узнаете критерии выбора увлажнителей, их разновидности, характеристики, советы и рекомендации специалистов по использованию.
Разновидности
Условно ультразвуковые увлажнители можно разделить на две большие категории — увлажнители и увлажнители-очистители. Последние могут называться также климатическими комплексами или мойками воздуха. В отличие от монофункционального собрата модель с очистителем имеет встроенный механизм для очистки воздуха. Чаще всего это набор фильтров грубой очистки. То есть, прибор отлавливает крупную пыль, волосы, шерсть. Такой симбиоз, наряду с удобством, несёт и издержки. В частности, степень увлажнения воздуха моделью только с увлажнителем будет выше, чем у гибрида.
Дополнительные возможности
Для удобства пользователей, устройства оснащаются различными функциональными особенностями, которые гарантируют повышенную автономность, управляемость и надёжность.
Регулятор влажности
Важный инструмент для автоматического поддержания влажности в помещении на нужном уровне. Обычно представляет собой работающую пару гигростата и системы контроля интенсивности работы. Гигростат измеряет влажность и, по достижении минимальных или максимальных значений, соответственно меняет интенсивность испарения. Так, за счёт автоматической регуляции, обеспечивается удобство управления.
Ионизатор, ароматизатор и озонатор
Ионизация — процесс заряжания частиц пыли, которые притягиваются к различным объектам окружения — стенам, полу, предметам быта и т. д. Так воздух становится чище.

Ионизаторы могут поставляться и отдельно
ФОТО: medshoppro.ru
Хотя эффективность ионизаторов и не превышает действие HEPA фильтров, маркетологи всё же часто позиционируют их как лучшее устройство для очистки воздуха. Ионизаторы могут быть встроены в увлажнитель для создания благоприятного микроклимата.
В этих приборах часто присутствуют ароматизаторы. С применением специальной воды, молекулы вкусно пахнущих частиц пара будут распространяться по помещению. Необязательный, но приятный бонус для увлажнителя.
Озонатор не так универсален, как ионизатор. В чистом виде озон — ядовитый газ. Хотя в получаемом от озонатора воздухе и присутствует лишь малый процент озона, людям с аллергией может этого хватить для начала реакции. В целом же, озон используется для обеззараживания частиц воздуха.
Защитные функции
Защитные механизмы важны для автоматического использования устройства. Прибор должен уметь определять количество оставшейся воды, чтобы не работать впустую и отключаться при переворачивании. Естественно, что такие опции имеются не на всех моделях. Но, если в семье есть дети или домашние животные, о защите стоит задуматься.
Сюда же можно отнести возможность индикации событий. Чем их больше, тем оперативнее можно реагировать на те или иные ситуации: вовремя добавить воды, произвести очистку или замену фильтров и ёмкостей. Эти дополнительные опции помогут продлить срок службы устройства. А вместе с тем, повысить его безопасность.
Статья по теме:

Какой лучше увлажнитель воздуха для детей. В отдельной публикации мы рассмотрим что это за устройство и зачем оно нужно для детей, какие бывают разновидности приборов, на какие характеристики необходимо обращать внимание при выборе.
Достоинства и недостатки
Ультразвуковой тип увлажнителей считается самым эффективным из всех существующих. В основном это достигается за счёт физической природы увлажнения — воду не приходится нагревать. То есть, выход пара происходит при температуре не более 20ºС. А влажность, при этом, может достигать наиболее высоких значений. Отсутствие нагревающих и подвижных элементов позволяют такому прибору снизить уровень шума.

Гамма дизайнов увлажнителей велика, их можно использовать как элемент интерьера
ФОТО: johnsilver2010.ru
Тем не менее, ультразвуковой увлажнитель имеет и свои недостатки. В частности, имеется ряд требований к качеству применяемой воды. Рекомендуется использовать дистиллированную. Связано это, в первую очередь, с тем, что пар, создаваемый прибором, может содержать частицы тяжёлых элементов, то есть соли или микроорганизмы. Это всё будет оседать на деталях устройства и предметах быта.
Популярные модели
Мы, рассмотрев характеристики, цены и отзывы, выбрали 5 самых популярных моделей ультразвуковых увлажнителей.
CS Medica KIDS CS-19h

Симпатичный мишка будет радовать детей
ФОТО: akusherstvo.ru
Приставка KIDS в названии говорит о том, что устройство ориентировано для создания влажности в детских комнатах. Да и внешне прибор выполнен в виде мишки. Есть подсветка, которая позволит использовать устройство в качестве ночника. Что касается своих основных обязанностей, то увлажнитель рассчитан на площадь в 18 м². Мощность тоже соответствующая — 25 Вт, то есть для небольших комнат. Расход воды заявлен в 300 мл/ч. Таким образом, резервуара ёмкостью 1,2 л должно хватить на 4 часа непрерывной работы. Прибор весьма прост, обладает механическим управлением и возможностью регулировки интенсивности работы. Купить модель можно за 2435 рублей.
Отзыв о CS Medica KIDS CS-19h:
Подробнее на Яндекс.Маркет: https://market.yandex.ru/product–uvlazhnitel-vozdukha-cs-medica-kids-cs-19h/40657506/reviews?track=tabs
Ещё один отзыв о CS Medica KIDS CS-19h:
Подробнее на Яндекс.Маркет: https://market.yandex.ru/product–uvlazhnitel-vozdukha-cs-medica-kids-cs-19h/40657506/reviews?track=tabs
AIC SPS-810

Подробная индикация процессов поможет лучше реагировать на события
ФОТО: exeza.ru
Более совершенная и мощная модель, поэтому и цена на неё выше — 7000 рублей. Мощность прибора составляет 110 Вт, что даёт возможность обрабатывать воздух на площади в 30 м². Также и резервуар для воды имеет относительно подходящий объём — 6 л. Встроенный гигростат помогает системе контроля интенсивности испарения поддерживать нужную степень влажности. В составе также имеется деминерализующий картридж, выводящий из воды соли и соединения. Дополнительно прибор оснащён ионизатором и ароматизатором. Управление электронное. Для включения устройства с дивана, имеется пульт дистанционного управления.
О состоянии увлажнителя можно узнать из удобной индикации в виде дисплея.
Подробнее на Яндекс.Маркет: https://market.yandex.ru/product–uvlazhnitel-vozdukha-aic-sps-810/277442394/reviews?track=tabs
Ещё один отзыв о AIC SPS-810:
Подробнее на Яндекс.Маркет: https://market.yandex.ru/product–uvlazhnitel-vozdukha-aic-sps-810/277442394/reviews?track=tabs
AiRTe KM-450

«Рожки» сверху позволяют регулировать направление потоков воздуха
ФОТО: aerte.ru
Очень мощный увлажнитель на 80 м². При этом, потребляет он всего 46 Вт. Стоимость прибора составляет 10000 рублей. Несмотря на высокие показатели, само устройство весьма простое. Управление регулировкой интенсивности работы происходит с помощью механического переключателя типа «крутилка». Резервуар для воды имеет объём в 11 л. А расход составляет 600 мл/ч.
Подробнее на Яндекс.Маркет: https://market.yandex.ru/product–uvlazhnitel-vozdukha-airte-km-450/281166267/reviews?track=tabs
Ещё один отзыв о AiRTe KM-450:
Подробнее на Яндекс.Маркет: https://market.yandex.ru/product–uvlazhnitel-vozdukha-airte-km-450/281166267/reviews?track=tabs
АТМОС 3101

Компактный, но мощный прибор
ФОТО: sunnytoy.ru
Несмотря на стоимость в 11000 рублей, этот увлажнитель весьма прост, но обладает большой мощностью в 90 Вт. «Зона покрытия» составляет 50 м². Расход очень экономичен по сравнению с другими моделями — 190 мл/ч. Ёмкости 2,5 л хватит примерно на 13 часов работы. Также имеется ионизация. Управление прибором электронное, с таймером, дисплеем и пультом дистанционного управления. Эта модель довольно шумная — 52 дБ.
Подробнее на Яндекс.Маркет: https://market.yandex.ru/product–uvlazhnitel-vozdukha-atmos-3101/14197634/reviews?track=tabs
Ещё один отзыв о АТМОС 3101:

Подробнее на Яндекс.Маркет: https://market.yandex.ru/product–uvlazhnitel-vozdukha-atmos-3101/14197634/reviews?track=tabs
Boneco U700

Один из самых мощных приборов среди увлажнителей
ФОТО: boneco.ru
Самый дорогой в нашем обзоре прибор и самый мощный. Купить его можно за 16000 рублей. Рассчитан он на площадь в 80 м² и имеет мощность в 180 Вт. Ёмкости в 9 л должно хватить на 15 часов непрерывной работы с расходом 600 мл/ч. Процесс регулировки интенсивности производится вместе с гигростатом и позволяет регулировать влажность в автоматическом режиме. Прибор дополнительно умеет ароматизировать воздух. Управляется устройство электроникой. Шум находится на уровне в 25 дБ.
Отзыв о Boneco U700:
Подробнее на Яндекс.Маркет: https://market.yandex.ru/product–uvlazhnitel-vozdukha-boneco-u700/12221575/reviews?track=tabs
Ещё один отзыв о Boneco U700:

Подробнее на Яндекс.Маркет: https://market.yandex.ru/product–uvlazhnitel-vozdukha-boneco-u700/12221575/reviews?track=tabs
Как выбрать ультразвуковой увлажнитель воздуха — несколько советов
Как видно из обзора, разные модели имеют отличные друг от друга параметры, позволяющие легко подобрать нужные под себя. Первое, что поможет сузить круг поисков — площадь покрытия. Зачем покупать дорогое устройство на 80 м² и мощностью в 100 Вт, если есть более дешёвые аналоги, вполне покрывающие необходимые 20 м²? Дети и домашние животные повышают требования к защите устройства, например, от опрокидывания. Также неплохо, если увлажнитель будет оповещать об основных событиях — кончилась вода, фильтр нуждается в очистке или замене и т. д. Все остальные критерии выбора можно отнести к удобствам. Регулятор влажности, дистанционное управление, низкий уровень шума — всё это совсем не обязательно, но было бы неплохо иметь для дополнительного удобства.
Если у вас уже есть дома увлажнитель, то вы можете поделиться своим опытом его использования в комментариях.
Ультразвуковой контроль сварных соединений (УЗК)
Содержание:
- Что являет собой УЗК сварочных стыков
- Сущность УЗК технологии
- Свойства и получение ультразвуковых колебаний
- Виды ультразвуковой дефектоскопии
- Порядок проведения УЗК
- Рамки применения метода УЗК
- Интересное видео
Для обеспечения безопасной эксплуатации сварных металлоконструкций необходимо регулярно проводить контроль качества стыковых соединений. Существуют разные методы проверок надежность и прочности стыков, среди которых наиболее эффективным и точным считается ультразвуковой контроль сварных швов.

Что являет собой УЗК сварочных стыков
Ультразвуковой контроль сварных соединений, который часто называют дефектоскопией – это неразрушающий метод проверки, в процессе которого выявляются все присутствующие в стыке внутренние дефекты механического характера, а также химические отклонения от действующих стандартов.
Данной технологией диагностируются сварные соединения разных типов. Действенной методика является для обнаружения шлаковых вкраплений в металле, выявления воздушных пустот, присутствия неметаллических элементов и химически неоднородного состава.
Сущность УЗК технологии
Контроль сварных соединений УЗК основан на излучении ультразвуковых волн акустического типа, которые при прохождении однородной среды не изменяют прямолинейной траектории.
Принцип технологии построен на способности высокочастотных колебаний (выше 20 кГц) проникать в металл, не нарушая его структуры, и отражаться от поверхности пустот, царапин, неровностей или инородных включений. Созданная искусственно волна проникает внутрь проверяемого сварочного стыка и если в нем имеет место дефект, то она отклоняется от своего естественного направления при его обнаружении.
Все отклонения отражаются на экранах специальных приборов. Сигнал на монитор передается с помощью усилителя. Он способствует построению схемы, по которой оператор может увидеть все дефекты и особенности стыковых соединений. Размер дефектного образования устанавливается по амплитуде отраженного импульса, расстояние до него определяется по времени распространения акустической волны.
Свойства и получение ультразвуковых колебаний
Практически все приборы, которыми осуществляется ультразвуковая дефектоскопия сварных швов устроены по аналогичному принципу. Состоящая из титана бария или кварца пластина является основным рабочим элементом устройства. В призматической головке, которая отвечает за поиск дефектов, расположен пьезодатчик прибора.
Головка (щуп) размещается вдоль соединений и медленно перемещается посредством возвратно-поступательных движений. К пластине подается высокочастотный ток в пределах 0,8-2,5 Мгц и в результате она перпендикулярно своей длине начинает излучение волн.
Исходящие волны воспринимаются другой принимающей пластиной, где они преобразуются в электрический переменный ток, который мгновенно отклоняет волну на мониторе осциллографа.
Датчик отправляет разные по длительности переменные импульсы колебаний, разделяя их на паузы с большей продолжительностью от 1 до 5 мкс. Такой процесс позволяет безошибочно провести контроль УЗК сварных швов, определить наличие дефектов, их тип и глубину залегания.
Виды ультразвуковой дефектоскопии
Ультразвуковой метод контроля сварных соединений регламентирован ГОСТом 23829-79 и проводится несколькими способами:
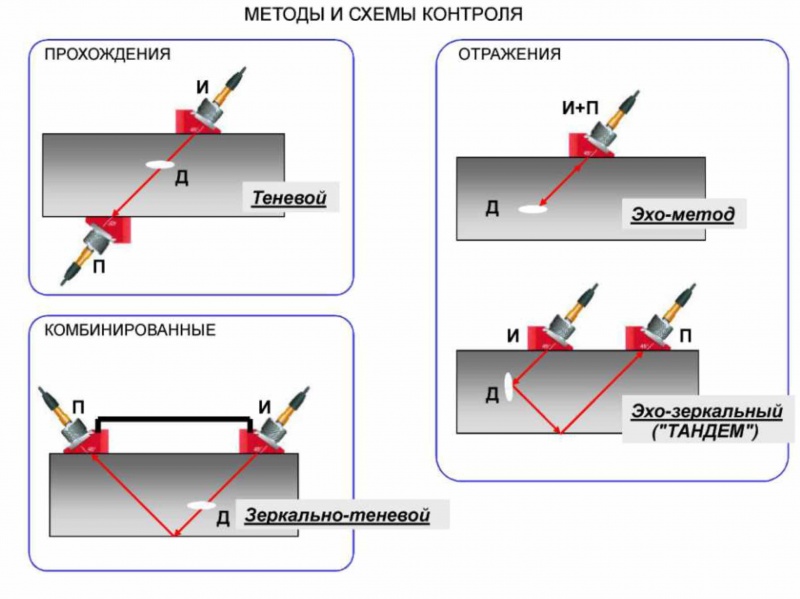
- теневой. Проверка проводится с применением двух устройств, которые устанавливаются на противоположных сторонах исследуемого участка по перпендикулярной плоскости. Первое излучает волны, второй их принимает. Если при приеме отражений возникает глухая зона, то это указывает на наличие дефекта в этом месте;
- эхо-импульсный. В этом способе применяется один ультразвуковой дефектоскоп для контроля сварных соединений, параметры которого обуславливают направление и прием излучающих импульсов. Отражение происходит посредством его отсвечивания от поврежденных участков. Если волны проходят прямо и без препятствий, то такой участок сварочного стыка считается качественным. Когда имеет место отражение и волна возвращается к прибору, то этот участок обозначается бракованным;
- эхо-зеркальный. Принцип контроля практически такой же, как и в предыдущем способе. Отличием является наличие отражателя, который установлен под прямым углом. На соединительный шов посылаются волны и отражаются на приемник при наличии на нем дефектов. Такой тип УЗК сварных швов как правило используют для обнаружения вертикальных дефектов и трещин;
- зеркально-теневой. Проверка осуществляется двумя приборами, установленными с одной стороны контролируемого участка. Волны косые, отражаются от сетки основного металла. При нестандартных импульсах место считается поврежденным;
- дельта метод. Диагностика сварных швов состоит в переизлучении от дефекта направленных внутрь соединения. Применяется такой способ редко, поскольку ему характерна довольно продолжительная расшифровка результатов, а также требуется специфическая настройка оборудования.

В большинстве случаев ультразвуковой контроль качества сварных соединений проводится эхо-импульсным и теневым методами основанных на отражении акустической волны от дефекта.
Порядок проведения УЗК
Существует определенный стандарт, согласно которого должен проводится ультразвуковой контроль сварных соединений трубопроводов или других металлоконструкций. Порядок выполнения контрольных операций следующий:
- тщательное очищение стыковых соединений от ржавчины, лакокрасочных покрытий не менее чем на 50-70 мм с обеих сторон шва;
- поверхность стыка и металла возле него обрабатывается машинным, турбинным, трансформаторным маслом, глицерином или солидолом. Такая обработка необходима для получения более точных результатов проверки;
- проверочный прибор настраивается в соответствии характерных конкретному типу УЗК параметров. При толщине исследуемого материала до 2 см применяются стандартные настройки, АРД-диаграммы настраиваются если толщина превышает 2 см. Для проверки качества используются DGS или AVG-диаграммы;
- зигзагообразными движениями вдоль сварочного шва перемещается излучатель прибора, поворачиваясь на 10-15 вокруг собственной оси;
- искатель перемещается по материалу до того момента, пока не появится устойчивый, максимально четкий сигнал. После этого устройство разворачивается и осуществляется поиск сигнала наивысшей амплитуды.

Часто колебания отражения волн воспринимают за дефекты, поэтому этот момент необходимо тщательно проверить. Если действительно имеет место повреждение, то оно фиксируется с обозначением места локализации.
Проверка сварных швов ультразвуком должна осуществляться согласно установленных ГОСТом требований. Если с точностью определить характер дефекта с помощью УКЗ не получается, то в таких случаях проводят более детальные проверки с применением гамма-дефектоскопии или рентгенодефектоскопии.
Рамки применения метода УЗК
Проведение ультразвукового контроля сварных соединений обеспечивает достаточно точные результаты и при соблюдении технологии способен предоставить исчерпывающую информацию в отношении любых дефектов. Но здесь следует понимать, что существуют определенные границы применения методики.
Дефекты, которые можно обнаружить методикой УЗК следующие:
- поры;
- непроваренные участки;
- трещины в швах и возле них;
- несплавления соединений;
- расслоения наплавленного материала;
- наличие свищей;
- провисание металла в нижних участках стыка;
- коррозионные образования;
- участки, на которых нарушены геометрические размеры или присутствует несоответствие химического состава.
УЗК сварных соединений осуществлять можно на конструкциях из легированной и аустенитной стали, меди, чугуна и металлов, которые ультразвук проводят плохо.
Геометрические параметры проведения УЗ-дефектоскопии:
- не более 10 метров составляет наибольшая глубина залегания шва;
- при минимальной толщине металла 3-4 мм;
- в зависимости от прибора наименьшая толщина шва должна быть в пределах 8-10 мм;
- 500-800 мм – максимальная толщина металла.
Что касается видов соединений, то сварка под УЗК предполагает выполнение продольных, плоских, сварных, кольцевых, тавровых стыков. Также применяют методику для сварных труб.
Области использования дефектоскопии
Ультразвуковая проверка сварных швов активно применяется в промышленной, строительной и других сферах. Чаще всего контроль ультразвуком применяют:
- для аналитической диагностики агрегатов и узлов;
- дефектоскопия сварных швов трубопроводов проводится с целью определения их целостности и степени износа труб;
- в атомной и тепловой энергетике для контроля состояния сварных конструкций;
- в области машиностроения и химической промышленности;
- для проверки сварных стыков в изделиях со сложной конфигурацией;
- при необходимости проверить прочность соединений металлов с крупнозернистой структурой.

Применять УЗК можно как в лабораторных, так и в полевых условиях при нахождении стыков на высоте, в замкнутых пространствах и труднодоступных местах.
Преимущества и недостатки методики
Ультразвуковой контроль сварных швов трубопроводов иди других типов металлоизделий обладает рядом преимущественных особенностей:
- высокая чувствительность оборудования обеспечивает точность результатов и скорость проведения проверок;
- удобность использования благодаря компактности приборов;
- возможность проведения выездной дефектоскопии если для контроля использовать портативные измерительные устройства;
- минимальные затраты на осуществление контроля сварочных швов, что обусловлено невысокой стоимостью самих дефектоскопов;
- возможность проверять соединения с большой толщиной;
- УЗК не нарушает структуру шва и не повреждает исследуемый объект;
- практически все разновидности дефектов сварных швов можно установить посредством ультразвукового контроля;
- контролируемый объект не требуется выводить из эксплуатации, проверку сварочных соединений можно проводить непосредственно в процессе его работы;
- абсолютная безопасность для человека, что нельзя отнести, например, к рентгеновской дефектоскопии.
К недостаткам контроля сварочных швов ультразвуковым методом относят некоторые трудности при проверке металлов с крупнозернистой структурой, возникающие вследствие сильного затухания и рассеивания волн. Также в числе минусов отмечают необходимость предварительно перед установкой дефектоскопов очистить и подготовить поверхность шва и некую ограниченность информации, выдаваемой прибором об обнаруженном дефекте.
В заключение следует сказать о том, что УЗК сварочных соединений – это гарантия безопасной эксплуатации готовых металлоизделий и сооружений. Если соблюдать сроки проверок, то это позволит своевременно устранить повреждения, продлить периоды и увеличить эффективность работы конструкций.
Интересное видео
Методика ультразвукового контроля сварных соединений
Метод ультразвуковой дефектоскопии сварных швов применяется с 1930 года. С тех пор разработаны различные способы эхолокации. Они выявляют нарушение целостности диффузного слоя, соответствие наплавки основному металлу по химическому составу, выявляются шлаковые включения, оксидные примеси. Процедура УЗД (ультразвуковой диагностики) по точности результатов сопоставима с рентгеном, радиолокацией. Прибором выявляют самые мелкие дефекты, снижающие прочность соединений.
Среди неразрушающих методов контроля швов ультразвуковой стал самым доступным и эффективным, поставлен на поток. Результаты проверки работы сварщика заносятся в специальный журнал. Область применения ультразвукового контроля сварных соединений ограничена только геометрическими параметрами свариваемых деталей. Диагностируют швы трубопроводов, сосудов высокого давления, металлоконструкций, испытывающих большую нагрузку.

Теория УЗК сварных швов
Физическая основа метода ультразвукового контроля сварных швов основана на способности ультразвука отражаться от границы раздела сред. Ультразвук – упругие механические колебания, получаемые различными методами. Они находятся за пределами слышимости. Вредного воздействия на уши оператора-контролера излучатели не оказывают.
Ультразвуковая диагностика проводится в диапазоне от 20 кГц до 500 МГц. В однородной среде направленные волны распространяются с одинаковой скоростью. На фазовом переходе отражаются или преломляются подобно световому лучу. Скорость продольной волны во всех твердых средах почти в два раза превышает скорость поперечной.
Чувствительность у приборов разная, зависит от конструктивных особенностей. Но по сути волны способны отражаться от дефектов, которые равны длине волны или превосходят ее по размеру. Ультразвуком можно определить мелкие дефекты сварных соединений: несплошности, раковины, включения шлака или нерастворимые соединения, крупные зерна, повышающие хрупкость металла.
Преимущества и недостатки ультразвуковой дефектоскопии
Сначала о достоинствах:
- Это неразрушающий контроль, исследуемую часть конструкции не нужно отделять, разрезать, везти в лабораторию.
- Ультразвуковыми дефектоскопами для контроля сварных соединений можно пользоваться в лабораторных и полевых условиях.
- Методы применяются для однородных и разнородных соединений.
- Для исследования шва не требуется много времени, результат получают на месте.
- Приборы безопасны для человека, не оказывают вредного воздействия.
- Достоверность результатов очень высокая, диагностируются многие виды дефектов.
Недостатки связаны с необходимостью подготовки специалистов, ограничениями. Ультразвук затухает в крупнозернистых металлах. Необходимо использовать преобразователи с определенным радиусом кривизны подошвы.
Виды УЗК сварочных швов
Стыки прозвучивают по различной методике:
- прямым лучом;
- однократно отраженным;
- двукратно отраженным;
- многократно отраженным.
Направление луча в ультразвуковом методе контроля сварных соединений подбирают по нормали, на которой дефекты особенно опасны.
Основные способы локации:
- Эхо-импульсная УЗД. Прибор настроен на излучение и прием волны. Если аудиволна не зафиксирована датчиком, все в порядке, в шве дефекты не обнаружены. Если зафиксировано отражение, есть раздел сред.
- Эхо-зеркальный метод предусматривает применение датчика, генерирующего волну, и улавливающего приемника. Приборы устанавливают под углом к оси шва. Приемник ловит отраженные волны. По результатам диагностируют трещины в сварном соединении.
- Теневая диагностика подразумевает прохождение ультраволн по всей площади шва, приемник устанавливается за сварным соединением. Если звук отражается, возвращается к излучателю, приемник фиксирует теневой участок.
- Зеркально-теневая дефектоскопия – сочетание зеркального и теневого исследования. Комплект датчиков регистрирует отраженные звуковые колебания. Чистая волна — шов сделан без нарушений. Наличие глухой зоны – признак несплошностей.
- Дельта-метод основан на воздействии направленным лучом. Дефекты определяются по отражению ультразвука, изменению траектории. Для точных результатов требуется деликатная настройка диагностического оборудования.
На практике чаще используют первый и третий методы. Неразрушающий контроль с использованием ультразвука выявляет брак, провоцирующий разгерметизацию сварных изделий. Считается эффективным способом профилактики аварийных ситуаций.
Область и возможности применения методики УЗК
Проверка проводится на соединениях цветных металлов, чугуне, углеродистой и легированной стали. С помощью диагностики УЗК сварных швов выявляют:
- пористость, связанную с насыщением расплава атмосферными газами;
- включения ржавчины;
- непровары;
- участки с нарушением геометрии детали;
- трещины в зоне термовлияния;
- несплошности различной природы;
- инородные включения в расплаве;
- структурные расслоения;
- неоднородность наплавленного слоя;
- складки наплавочного материала;
- свищи (сквозные дефекты);
- провисание диффузионного слоя за пределами стыка.
УЗК-контролю сварных соединений подвергают различные конструкционные элементы:
- тавровые швы;
- трубные и фланцевые кольцевые соединения;
- стыки любой конфигурации, включая сложные формы;
- продольные и поперечные швы, подвергающиеся разнонаправленным нагрузкам или испытывающим высокое давление.
В инструкциях по ультразвуковому контролю сварных соединений указаны ограничения диагностики, связанные со способностью ультразвука рассеиваться при прохождении через металлическую решетку.
Геометрический диапазон контроля:
- толщина проверяемых заготовок: mах 0,5–0,8 м, min 8–10 мм;
- расстояние до контролируемого шва или углубление: mах 10 м; min 3 мм.
Методика применяется в строительной отрасли, автомобильной промышленности, на предприятиях, где есть сосуды высокого давления, котлы, технологические трубопроводы.
Устройство и принцип работы ультразвукового дефектоскопа
У всех приборов есть генератор, излучатель и приемник ультразвука, усилитель сигнала. Устройства различаются по типу генераторов. Чаще используются пьезоэлементы. Ультразвуковой датчик посылает сигналы импульсно, с паузами до пяти микросекунд. Длительность настраивают в зависимости от плотности металла, структурных особенностей изыскиваемых дефектов. По отражению делается качественная и количественная оценка: выявляется дефект, глубина его образования, размеры.
Излучатель находится в подвижном щупе, он двигается вдоль и поперек исследуемых швов.
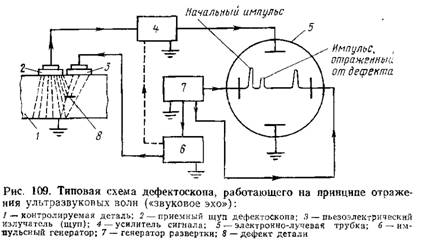
Точность диагностики зависит от чувствительности приемника, улавливающего прошедшую или отраженную волну. На границе сред волна меняет направление, оператор должен это учитывать. Проще определяются теневые участки – места, где волна отражается. Звуковой сигнал преобразуется в электрический, картинка выводится на осциллограф. Отраженная волна показывает пик, постоянная – прямую линию.
Проверка сварных швов ультразвуком
Технология проверки регламентирована ГОСТ Р 55724-2013. Операторам-контролерам выдают удостоверения. Перед проверкой им проводят инструктаж по ТБ. Проверять приходится соединения, расположенные в труднодоступных местах. Прибор обязательно заземляется. Оценка результатов проводится по нескольким критериям. В журнал ультразвукового контроля качества заносятся следующие данные:
- протяженность контролируемого сварного шва;
- описание дефекта (ширина, высота, форма);
- диапазон пропускаемой волны.
Для диагностики проводится зачистка исследуемой области (валик плюс область термовлияния). Для лучшей проходимости ультразвука на поверхности создают маслянистую пленку. Прибор настраивают по стандарту. Поиск отраженного или пропускаемого сигнала проходит на максимальной амплитуде. В зависимости от важности соединения контроль проводится за один или два прохода.
Ультразвуковой контроль – самый универсальный метод НК
Вся технология ультразвукового контроля (УЗК) построена на простом физическом законе: траектория движения звуковых волн в однородной среде остаётся неизменной. Подповерхностные дефекты являются отражателями УЗ-волн. При помощи дефектоскопа и пьезоэлектрического преобразователя (ПЭП) в материал вводятся упругие колебания с частотой более 20 кГц (чаще всего – от 0,5 до 10 МГц). Они исходят от излучателя, преломляются в призме (в наклонных ПЭП), входят в объект контроля (ОК), преломляясь ещё раз на границе раздела, и дальше отражаются от дефектов (если таковые имеются) либо донной поверхности (если таковых нет). По амплитуде и времени прихода эхо-сигнала можно судить о размерах и глубине залегания отражателя. Конечно, это очень грубое, упрощённое описание технологии. На деле возникают тысячи нюансов. Среди опытных дефектоскопистов есть даже такое выражение: чем больше знаешь УЗК, тем меньше знаешь УЗК.
Ультразвуковой метод контроля предполагает использование продольных, поперечных, нормальных, подповерхностных и головных волн. У первых – самая высокая скорость. Они генерируются прямыми и, реже, наклонными ПЭП. Поперечные волны могут создавать только наклонные искатели – совмещённые и раздельно-совмещённые. Они же могут применяться для контроля нормальными волнами (преимущественно для УЗК листов и прутков), поверхностными (контроль такими волнами подходит в качестве альтернативы ПВК и МПД) или головными (для выявления подповерхностных дефектов в основном металле и наплавках на глубине 2-8 мм).
Другая важная характеристика упругих колебаний – длина волны. Чем она выше, тем выше разрешающая способность и, следовательно, чувствительность. Правда, пропорционально ей растёт и затухание (уменьшение энергии колебаний). Чем меньше длина волны – тем выше частота. Чем выше частота – тем выше чувствительность. При работе с толстостенными и крупнозернистыми материалами это чревато увеличением затухания, но об этом позже.

Для чего проводят ультразвуковой контроль
Данный метод НК позволяет:
- обнаруживать подповерхностные дефекты – поры, пустоты, расслоения в наплавленном металле, трещины, шлаковые и иные включения;
- выявлять очаги коррозионного поражения;
- определять неоднородность структуры материалов;
- оценивать качество сварных, паяных, клееных соединений практически любых типов (тавровых, нахлёсточных, кольцевых, стыковых, угловых), в том числе – соединений разных материалов;
- измерять глубину залегания дефектов и их размеры.
Ультразвуковой контроль сварных соединений и основного металла – одна из обязательных процедур при техническом диагностировании, отражённая во многих руководящих документах, от РД РОСЭК-004-97 до СТО Газпром 2-2.3-066-2006. Применение УЗК привлекательно тем, что не предполагает разрушения объекта. Даже остановки эксплуатации, при определённых условиях, не требуется. Это особенно важно, например, для диагностики трубопроводов, когда нет возможности их дренировать. Правда, если речь идёт об ультразвуковом контроле трубопровода, заполненного рабочей средой, однократно (или двукратно) отражённым лучом, то при настройке необходимо погружать нижнюю грань настроечного образца в ту же жидкость.
В силу всех этих факторов ультразвуковой контроль всё чаще противопоставляют радиографическому. В пользу первого говорит ещё и то, что он безвреден для человеческого здоровья. Приборы для УЗК хороши своей портативностью, удобство работы в полевых условиях, большим многообразием датчиков, призм, сканеров и прочих принадлежностей для самых разных задач дефектоскопии.
Что касается недостатков этого метода, то чаще всего к ним относят:
- существенные ограничения при сканировании материалов с крупнозернистой структурой и высоким коэффициентом затухания. Это объясняется слишком интенсивным рассеиванием колебаний. К таким «проблемным» материалам относятся, например, аустенитная сталь, титан, чугун и сплавы с повышенным содержанием никеля;
- сложность при проведении контроля соединений разнородных материалов;
- ограниченная пригодность к дефектоскопии объектов сложной конфигурации;
- относительно низкая точность при оценке реальных размеров дефектов. Условная протяжённость, как правила, равна фактической протяжённости или, чаще всего, превышает её. С измерениями условной ширины и высоты сложнее – они коррелируют с реальными значениями ещё хуже. Именно поэтому ряд НТД не предусматривают определение условной ширины и высоты (тем не менее, данные результаты могут пригодиться для определения типа дефекта по коэффициенту отношения условной ширины к высоте и для классификации дефектов на развитые и не развитые по высоте). Данная проблема успешнее решена в технологиях ФР и TOFD, о которых написано ниже.
Ультразвуковой контроль сварных соединений: последовательность действий
1) зачистку металлической поверхности – сварного шва и околошовной зоны – от краски, ржавчины, окалины, загрязнений. После этого наносится разметка. При использовании мерительного пояса – обозначение начала и направление отсчёта координат. При его отсутствии – разделение на участки по 300-500 мм (если на ОК заложен РК – то лучше делать разметку сообразно с размером рентгеновской плёнки);
2) настройку чувствительности, амплитудной и временной шкалы дефектоскопа. Для начала – необходимо проверить (и при необходимости – скорректировать) точку выхода, стрелу, угол ввода, мёртвую зону, задержку в призме ПЭП. Затем необходимо правильно задать дефектоскопу параметры ОК – толщину, скорость распространения УЗ-волны, поправку на шероховатость и на затухание, выбрать единицу измерений для горизонтальной шкалы (обычно – в мм глубины). Далее – настроить временную регулировку чувствительности (для “выравнивания” эхо-сигналов от одинаковых отражателей на разной глубине) либо АРД-диаграммы (для определения эквивалентной площади отражателей). Задать опорный (браковочный уровень), поправку чувствительности (если таковая предусмотрена – в зависимости от того, по какому искусственному отражателю выполнялась настройка), выставить поисковое усиление, контрольный уровень (уровень фиксации) и браковочный уровень. Наконец, необходимо выставить усиление и масштаб развёртки, чтобы эхо-сигнал от опорного отражателя достигал 50-80% высоты экрана – кому как удобнее;
3) непосредственное прозвучивание объекта. Прижимая датчик к поверхности, оператор выполняет возвратно-поступательные поперечно-продольные либо продольно-поперечные движения с поворотом датчика на 10-15 градусов (для наклонного ПЭП) или вращением (для прямого ПЭП). В процессе прозвучивания нужно следить за тем, чтобы шаг перемещения пьезоэлектрического преобразователя не превышал 2-3 мм и не осталось пропущенных участков. Важно следить за осцилляциями сигналов на экране дефектоскопа – чтобы не пропустить эхо-сигналы, которые достигли контрольного уровня. Здесь-то и подтверждает свою полезность звуковая и световая АСД;
4) сохранение результатов, передача на ПК. Современные дефектоскопы позволяют “замораживать” изображение развёртки для последующего анализа. Либо – можно сразу наносить разметку мелом или маркером на поверхности ОК в местах выявленных дефектов;
5) расшифровку данных, оформление заключения. Обычно дефекты классифицируются на допустимые и недопустимые по амплитуде, протяжённые и непротяжённые, поперечные, в корне и в сечении шва. Формат заключения/протокола/акта по результатам УЗК утверждается в нормативно-технической документации на контроль и согласовывается с заказчиком. Запись дефектов осуществляется с использованием условных обозначений, указанием глубины залегания, координат относительно начала отсчёта, амплитуды, протяжённости и пр. Чтобы упростить выборку дефекта и ремонт ОК, рекомендуется указывать начальные и конечные координаты каждого дефекта. В зависимости от того, какие дефекты обнаружены и какими параметрами они обладают, объект контроля относят к категории “годен”, “ремонтировать” или “вырезать”.

На каких объектах практикуется ультразвуковой контроль
Виды ультразвукового контроля
В ГОСТ 23829-85 приводятся определения 16 различных методов УЗК. Мы перечислим лишь основные, наиболее распространённые на практике:
- теневой. По обе стороны ОК, перпендикулярно к его поверхности устанавливаются два преобразователя, один выполняет функцию излучателя, второй служит приёмником. При наличии инородной среды (несплошности) образуется глухая зона, что позволяет судить о наличии дефекта;
- эхо-импульсный. Самый популярный метод. Повсеместно применяется для ультразвукового контроля сварных соединений. Система “дефектоскоп-преобразователь” одновременно и возбуждает, и принимает упругие колебания. Если они беспрепятственно проходят через материал и отражаются только от донной поверхности, значит, дефектов нет. Если есть – то возникает эхо-сигнал (впрочем, он может быть и ложным либо возникнуть вследствие структурных помех, но речь не об этом). Способ привлекателен тем, что подходит для объектов с односторонним доступом, может проводиться даже без снятия усиления, но требует зачистку поверхности, а в контактном варианте – ещё и нанесения контактной жидкости (хотя есть щелевой и иммерсионный способы акустического контакта);
- эхо-зеркальный. Излучатель и приёмник разделены и расположены по одну сторону от исследуемого объекта. Волны излучаются под углом и, отражаясь от дефектов, фиксируются приёмником. «Тандем» как метод ультразвукового контроля особенно эффективен для выявления вертикальных дефектов, перпендикулярных сканируемой поверхности. Чаще всего к таковым относятся трещины и непровары в корневой зоне сварного шва;
- зеркальной-теневой. Аналогичен обычному теневому, но отличается от него тем, что излучатель и приёмник располагаются по одну сторону сварного соединения. Признаком дефекта также является уменьшение амплитуды прошедшего сигнала;
- дельта-метод. Данный вид ультразвукового контроля применяется редко – когда к качеству сварных соединений предъявляются особо жёсткие требования. Технология предполагает трудоёмкую, очень тонкую настройку дефектоскопа. Расшифровка результатов требует от специалиста особой подготовки. При всех недостатках у этого метода есть очень важное преимущество – повышенная чувствительность к вертикально-ориентированным трещинам, не всегда доступным для выявления стандартным эхо-методом. Дельта-метод основан на регистрации дифрагированных волн, переизлучённых “блестящими точками” – краями несплошности;
- велосиметрический. Основан на том, чтобы зафиксировать и проанализировать изменение скорости колебаний в дефектной зоне. Обычно применяется для композиционных материалов;
- ревербационно-сквозной. Также используется для ультразвукового контроля композитных, полимерных и многослойных материалов. Излучатель и приёмник располагаются по одну сторону объекта, на небольшой дистанции друг от друга. Волны посылаются в материал и после многократных отражений «добираются» до приёмника. Стабильные отражённые сигналы свидетельствуют об отсутствии дефекта. В противном случае наблюдается изменение амплитуды и спектра принятых сигналов.
Разумеется, изложенный перечень – далеко не исчерпывающий. При этом все перечисленные выше методы ультразвукового контроля сварных соединений и основного металла относятся к категории активных. Каждый из них подразумевает искусственное излучение и приём акустических волн, которые осуществляются при помощи специальной аппаратуры. Другое дело – пассивные методы. Самый яркий «представитель» этой категории – акустико-эмиссионный мониторинг, но это, по факту, отдельное направление акустической дефектоскопии.
Заканчивая этот блок, нельзя не сказать и об ультразвуковой толщинометрии (УЗТ). Измерение толщины металла – один из ключевых способов коррозионного мониторинга. По результатам УЗТ можно судить об остаточном ресурсе конструкции (механизма, оборудования и пр.).
Как и в ультразвуковом контроле, принцип построен на использовании импульсов, которые излучает преобразователь. Прибор измеряет скорость, за которую они проходят через стенку. Если конкретнее, то известно 3 основных режима:
1) однократного эхо-сигнала. Измеряется время, которое проходит между начальным импульсом возбуждения и первым эхо-сигналом. Значение корректируется с учётом толщины протектора ПЭП, компенсации степени изнашивания и слоя контактной среды;
2) однократного эхо-сигнала линии задержки. Измеряется время от конца линии задержки до первого донного эхо-сигнала;
3) многократных эхо-сигналов. Измеряется время прохождения между донными эхо-сигналами.
Дефектоскопы и другое оборудование для ультразвукового метода контроля

Наиболее продвинутые модели имеют два и более независимых канала. Технически самыми совершенными считаются многоканальные приборы со специальным ПО и поддержкой секторного и/или линейного сканирования. Речь идёт о двух технологиях ультразвукового контроля сварных соединений:
- фазированных решётках (ФР). Имеются в виду особые датчики (кристаллы), на поверхности которых с определённым шагом расположены 16, 32, 64 или 128 элементов. Каждый из них излучает волны с определённой задержкой. Корректируя этот «сдвиг по фазе», можно получить фронт волны с определённым углом. В этом и заключается принцип секторного сканирования. Оператору не нужно водить датчиком по поверхности – он и без этого «видит» все дефекты, расположенные в заданной зоне. По сравнению с одноэлементными ПЭП фазированные решётки могут генерировать пучок волн точно в зоне дефекта. В режиме реального времени на экране многоканального дефектоскопа выстраиваются наглядные А-сканы, на основе которых формируются детализированные, информативные отчёты. Мёртвая зона минимальна. Производительность ультразвукового контроля с ФР примерно в 3–4 раза выше, чем у традиционного УЗК;
- дифракционно-временном методе (Time of Flight Diffraction, сокращённо – TOFD). Суть технологии – регистрация поперечных и продольных (боковых) волн, дифрагированных на краях несплошностей. Метод предполагает использование двух наклонных датчиков для излучения и приёма волн, расположенные по обе стороны сварного шва. «Натыкаясь» на дефект, волны изменяют своё направление и время прохода. Последний показатель в режиме TOFD считается ключевым. Дифракционно-временной метод эффективно выявляет точечные дефекты, выходящие на поверхность трещины, вогнутость, непровары в корне, расслоения, питтинговую коррозию и пр. Точность измерений достигает ±1 мм. Повторяемость результатов приближается к 100%. По своей информативности и достоверности линейное сканирование – полноценная замена радиографическому методу, особенно для дефектоскопии низколегированных и нелегированных углеродистых сталей.
Другой важнейший атрибут для ультразвукового контроля качества сварных соединений – это преобразователи. Они же датчики, они же ПЭП. Состоят из призматической искательной головки и пластины, изготовленной из титанита бария либо кварца. После того, как на неё подаётся ток в диапазоне частот 0,8–2,5 МГц, начинается излучение коротких импульсов упругих колебаний. Современные датчики позволяют корректировать их длительность и временной интервал между ними.
ПЭП различаются по углу ввода колебаний, способу излучения и приёма ультразвукового тракта, типу контакта, форме акустического поля и рабочей поверхности. Так, для ультразвукового метода контроля сварных соединений используются преобразователи следующих типов:
- совмещённые, раздельные и раздельно-совмещённые;
- прямые, наклонные, комбинированные и с переменным углом ввода;
- хордовые, фокусирующие и нефокусирующие;
- притёртые и непритёртые;
- контактные, иммерсионные, бесконтактные, щелевые и т.д.

Помимо этого, в УЗК активно применяются различные призмы, координатные устройства и сканеры. Для настройки и калибровки не обойтись без стандартных образцов (СОП, СО) и настроечных мер. Для улучшения акустического контакта на поверхность объекта предварительно наносят контактную жидкость/гель.
Для проведения УЗТ требуется толщиномер. Такой прибор технически проще, компактнее, дешевле классического дефектоскопа.
Обучение и аттестация специалистов по ультразвуковому методу контроля
Пройти подготовку и аттестацию на дефектоскописта УЗК можно в специализированных научно-учебных центрах. Всего предусмотрено 3 квалификационных уровня – I, II и III. Продолжительность программы обучения обычно составляет 40–120 часов. В стандартный курс входят следующие дисциплины:
- введение в классификацию видов и методов неразрушающего контроля;
- физические основы – теория колебаний, типы упругих волн, их свойства, критические углы ввода, дифракция, интерференция, закон Снеллиуса;
- блок по ультразвуковым колебаниям (что собой представляет акустическое поле, в чём разница между прямым и обратным пьезоэффектом, устройство ПЭП, мёртвая и ближняя зона, дальняя зона, реверберационно-шумовая характеристика преобразователя, резерв усиления);
- методы УЗК;
- технология проведения акустической дефектоскопии прямыми и наклонными совмещёнными и раздельно-совмещёнными ПЭП;
- приборы и дополнительные принадлежности для УЗК.
Специалистов III уровня дополнительно обучают разработке методик проведения ультразвукового контроля. Изучаются типовые требования к их наполнению и оформлению. Дополнительное обучение и сертификация по ISO 9712 необходимы для работы с фазированными решётками и методом TOFD.
По завершении обучения необходимо сдать квалификационный экзамен, состоящий из теоретической и практической части.
Разумеется, в каждом учебном центре есть своя библиотека методической и образовательной литературы. Дополнительно к этому можно почитать «классику» учебников по УЗК – труды И.Н. Ермолова, В.Г. Щербинского, В.В. Клюева, А.Х. Вопилкина и др. Посмотреть информацию об изданиях можно в специальном разделе «Библиофонд» онлайн-библиотеки «Архиус».
Для тех, кто открыт для новых знаний и обмена опытом, на форуме «Дефектоскопист.ру» предусмотрен свой раздел. Начать рекомендуем с веток «Изучение УЗ-контроля» и «Обучение УЗК».





