Модуль на элемент Пельтье + интересное применение.

- Цена: 13,90
- Перейти в магазин
Приветствую тебя читатель banggood астрологи объявили неделю Пельтье поэтому в обзоре речь пойдёт об одном интересном применении данной штуковины. Милости просим под CUT.
Начнём с ликбеза
Как говорит википедия «Элемент Пельтье — это термоэлектрический преобразователь, принцип действия которого базируется на эффекте Пельтье — возникновении разности температур при протекании электрического тока.» Я уверен что после этой фразы понятнее не стало ).
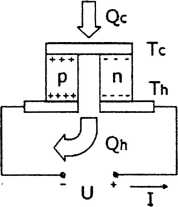
Ок попробуем иначе. Представьте себе специфический аквариум, состоящий из зон двух типов. В первой зоне аквариума рыбки плавают быстро во второй медленно. Ещё представим себе на границах зон лопасти, крутящиеся в воде. Правила следующие 1) рыбка переплывает в другую зону только тогда когда её скорость соответствует скорости установленной для зоны.2) при переходе границ зоны рыбка может взаимодействовать с лопастями для увеличения либо для уменьшения своей скорости. Теперь представим несколько зон расположенных последовательно. (зоны с более высокой скоростью назовём З+ с низкой З- ) Рыбка находится в З+ она хочет перейти в З- она взаимодействует с лопастью на границе и начинает плыть медленнее, при этом лопасти (на границе З+/З-) начинают крутиться быстрее. Далее рыбка хочет перейти в следующую зону З+ ей надо ускориться она взаимодействует с лопастью на границе З-/З+ и ускоряется при этом лопасть начинает крутиться медленнее. Далее всё повторяется. Можно заметить что одни лопасти будут замедлятся а другие ускорятся. Элемент Пельтье работает по аналогичному принципу. Вместо рыбок там электроны вместо скорости рыбок энергия электронов в полупроводниках. При протекании тока через контакт 2х полупроводников, электрон должен приобрести энергию, чтобы перейти в более высокоэнергетическую зону другого полупроводника. При поглощении этой энергии происходит охлаждение места контакта полупроводников. При протекании тока в обратном направлении происходит нагревание места контакта полупроводников, 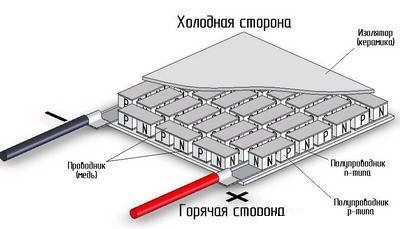 При этом чем больше ток тем выше эффект переноса энергии, энергия именно переноситься (а не волшебным образом пропадает) от «холодной» стороны к «горячей», поэтому элемент Пельтье способен охлаждать предметы до температуры ниже комнатной (проще говоря это полупроводниковый тепловой насос). Если у Вас задача просто отвести тепло от процессора транзистора и т.д. применение элемента Пельтье невыгодно т.к. Вам понадобиться Радиатор способный передать в окружающую среду тепло от охлаждаемого объекта + тепло возникающее при работе элемента Пельтье. Думаю с теорией покончено можно двигаться дальше.
При этом чем больше ток тем выше эффект переноса энергии, энергия именно переноситься (а не волшебным образом пропадает) от «холодной» стороны к «горячей», поэтому элемент Пельтье способен охлаждать предметы до температуры ниже комнатной (проще говоря это полупроводниковый тепловой насос). Если у Вас задача просто отвести тепло от процессора транзистора и т.д. применение элемента Пельтье невыгодно т.к. Вам понадобиться Радиатор способный передать в окружающую среду тепло от охлаждаемого объекта + тепло возникающее при работе элемента Пельтье. Думаю с теорией покончено можно двигаться дальше.
Давайте посмотрим как по мнению спонсора обзора выглядит 13,90 зелени.
Модуль представляет из себя этакий 5 уровневый бутерброд, он состоит из пары радиаторов и вентиляторов и собственно самого элемента Пельтье. Вентилятор большего размера предназначен для отвода тепла. При приложении усилия его можно снять без выкручивания шурупов.
Вентилятор большего размера предназначен для отвода тепла. При приложении усилия его можно снять без выкручивания шурупов.  Вентилятор самый обыкновенный ( Питание 12В размер 90мм) прикрыт решёткой, изначально вентилятор установлен на отвод воздуха.
Вентилятор самый обыкновенный ( Питание 12В размер 90мм) прикрыт решёткой, изначально вентилятор установлен на отвод воздуха.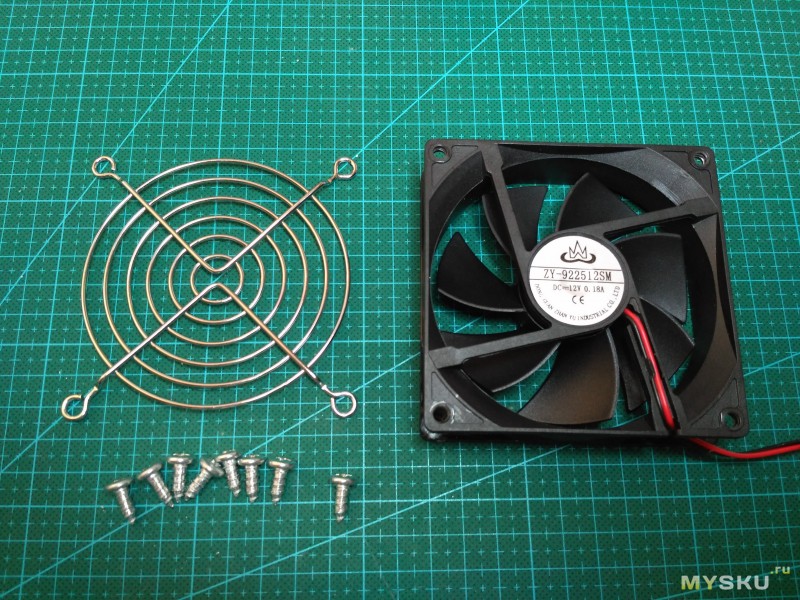
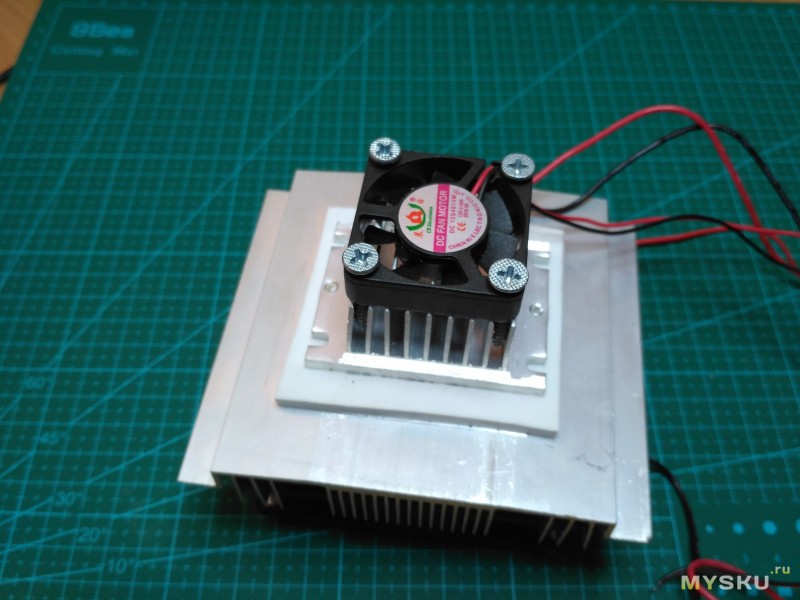 На противоположной стороне малый вентилятор (Питание 12В размер 40мм)
На противоположной стороне малый вентилятор (Питание 12В размер 40мм) Малыш прикручен на совесть
Малыш прикручен на совесть  Посмотрим на радиаторы
Посмотрим на радиаторы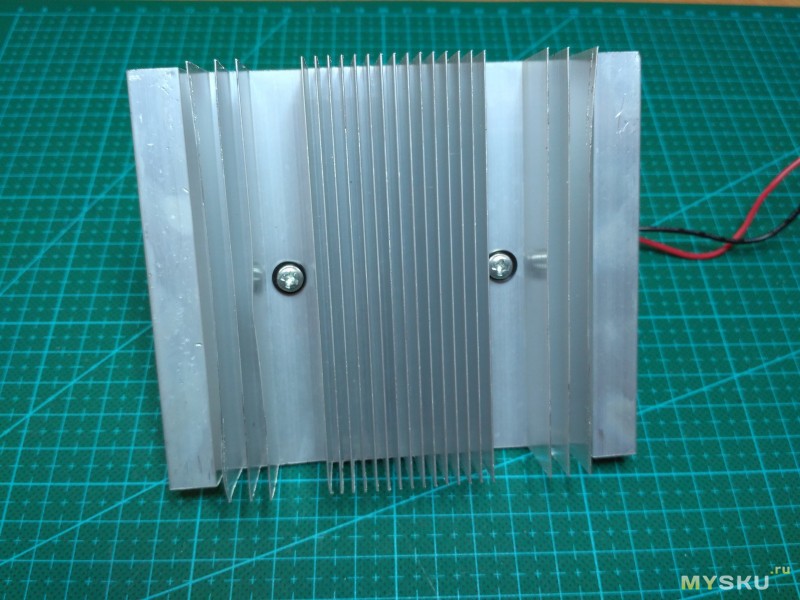 Большой радиатор размером 100мм*120мм высота 20мм
Большой радиатор размером 100мм*120мм высота 20мм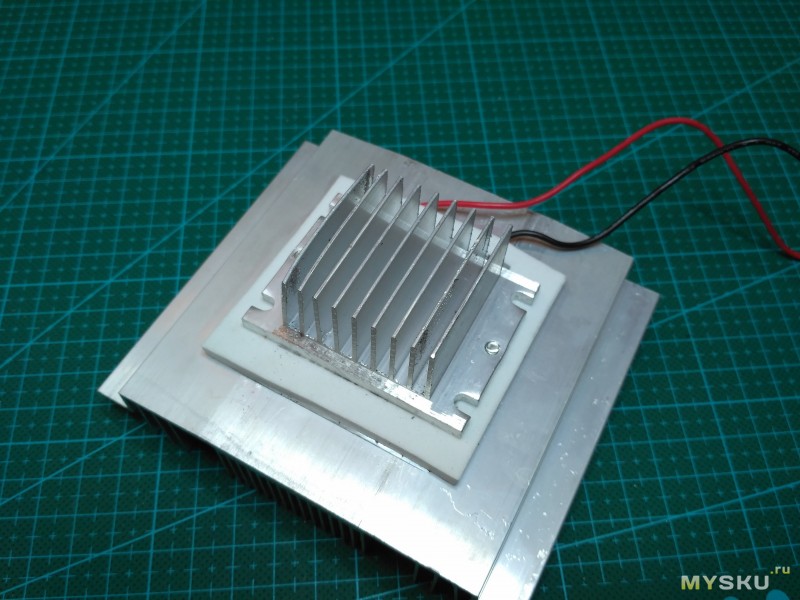 Малый радиатор 40мм*40мм высота 20мм. Радиаторы скреплены двумя винтами, в малом радиаторе нарезана резьба. При снятии радиатора обнаружена термопаста это хорошо, но можно увидеть что есть недожим.
Малый радиатор 40мм*40мм высота 20мм. Радиаторы скреплены двумя винтами, в малом радиаторе нарезана резьба. При снятии радиатора обнаружена термопаста это хорошо, но можно увидеть что есть недожим. Контакт с большим радиатором идеальным тоже не назовёшь.
Контакт с большим радиатором идеальным тоже не назовёшь. Главный вывод — если хотите выжать из этого модуля максимум то обязательно загляните под радиаторы. А если стереть термопасту то можно увидеть что тут установлен элемент TEC1-12705 (размер 40мм*40мм*4мм) хотя заявлен более мощный TEC1-12706. Мануал на TEC1-12705 peltiermodules.com/peltier.datasheet/TEC1-12705.pdf
Главный вывод — если хотите выжать из этого модуля максимум то обязательно загляните под радиаторы. А если стереть термопасту то можно увидеть что тут установлен элемент TEC1-12705 (размер 40мм*40мм*4мм) хотя заявлен более мощный TEC1-12706. Мануал на TEC1-12705 peltiermodules.com/peltier.datasheet/TEC1-12705.pdf 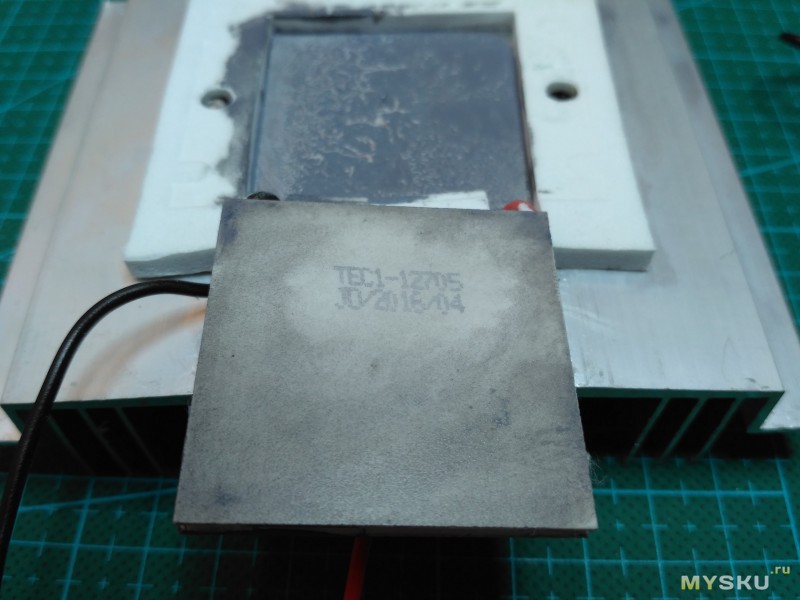 Снимем малый радиатор и попробуем запустить модуль замерив температуры «тёплой» и «холодной» сторон.
Снимем малый радиатор и попробуем запустить модуль замерив температуры «тёплой» и «холодной» сторон.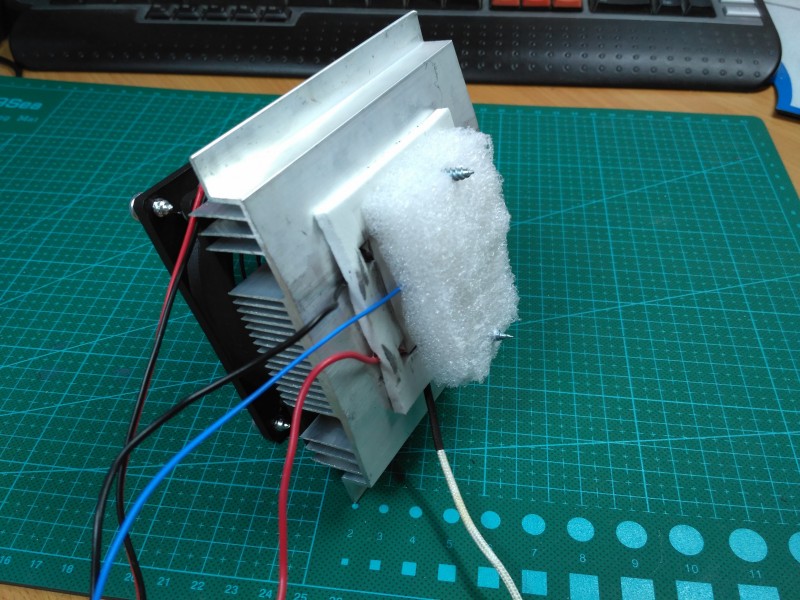 Температура «холодной» стороны -16,1 «горячей» 37,5 дельта 53,6. ток потребления при 12В составил 4,2А.
Температура «холодной» стороны -16,1 «горячей» 37,5 дельта 53,6. ток потребления при 12В составил 4,2А. 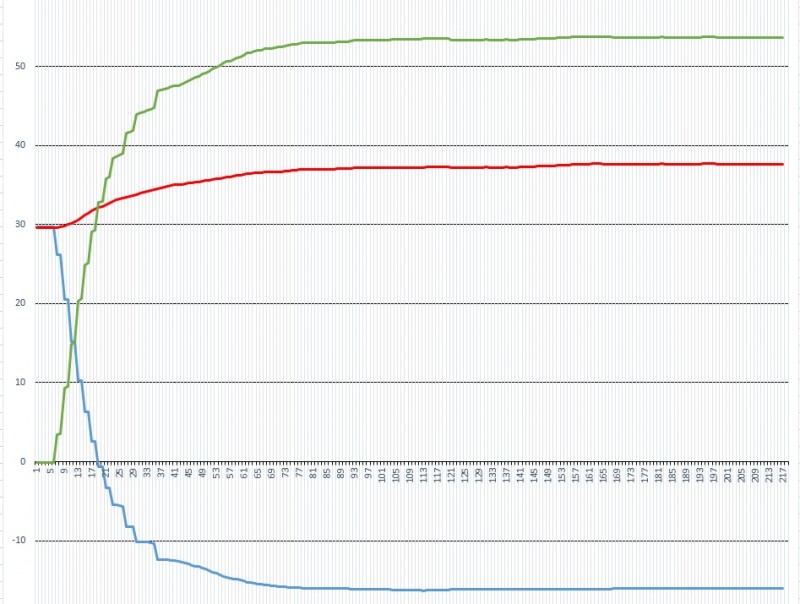 На режим элемент Пельтье вышел через 90с.
На режим элемент Пельтье вышел через 90с.
А теперь весёлая часть.
Находим металлическую и блестящую пластину и делаем в ней отверстие для термопары. Кладём термопасту и устанавливаем термопару
Кладём термопасту и устанавливаем термопару Далее изготавливаем узконаправленный фотоприёмник и фотодиод из чёрной бумаги и обычных компонентов
Далее изготавливаем узконаправленный фотоприёмник и фотодиод из чёрной бумаги и обычных компонентов
 Собираем готовое устройство вспоминая правило «угол падения равен углу отражения»
Собираем готовое устройство вспоминая правило «угол падения равен углу отражения»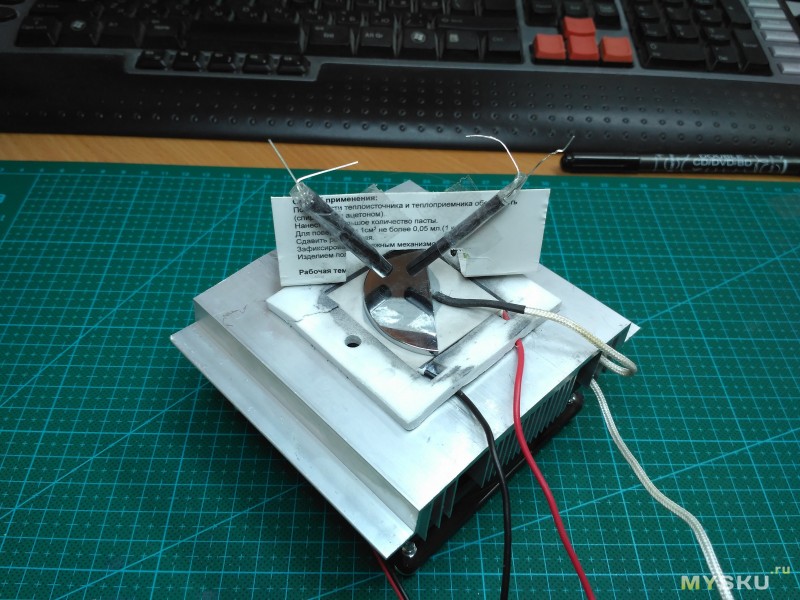 Кто догадался что это такое? Это прибор (ну точнее модель для демонстрации принципа действия) для определения температуры точки росы/относительной влажности воздуха. Действует следующим образом: ИК-светодиод светит в отражающую пластинку, после отражения свет от ИК-светодиода попадает на ИК-фотодиод. С обратносмещённого ИК-фотодиода снимается сигнал напряжения. При охлаждении пластинки до температуры точки росы на ней начинает собираться конденсат, интенсивность отражаемого излучения падает, сигнал на фотодиоде изменяется. Регистрируя температуру пластины, и окружающего воздуха можно найти относительную влажность. Для работы я использовал Brymen BM869 (с самодельным кабелем и софтом) и Uni-t UT61E
Кто догадался что это такое? Это прибор (ну точнее модель для демонстрации принципа действия) для определения температуры точки росы/относительной влажности воздуха. Действует следующим образом: ИК-светодиод светит в отражающую пластинку, после отражения свет от ИК-светодиода попадает на ИК-фотодиод. С обратносмещённого ИК-фотодиода снимается сигнал напряжения. При охлаждении пластинки до температуры точки росы на ней начинает собираться конденсат, интенсивность отражаемого излучения падает, сигнал на фотодиоде изменяется. Регистрируя температуру пластины, и окружающего воздуха можно найти относительную влажность. Для работы я использовал Brymen BM869 (с самодельным кабелем и софтом) и Uni-t UT61E  Ниже представлен результат
Ниже представлен результат 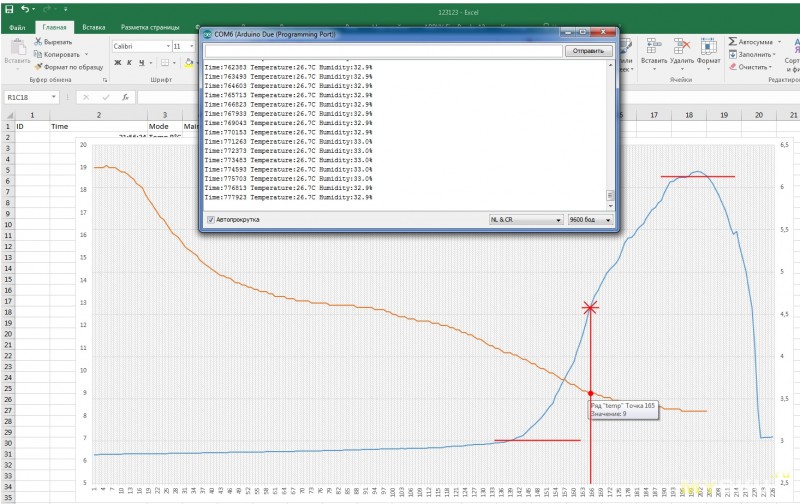 Рыжий график температура пластины, синий график сигнал с фотодиода. Будем считать момент, когда напряжение с фотодиода изменилось на половину от общего изменения напряжения есть момент выпадения конденсата. Исходя из поставленных условий измеренная температура точки росы в комнате +9С.Температура окружающего воздуха 26,7 (на графиках не отображалась т.к. она была неизменна).Одновременно я запустил модуль HTU21 и наблюдал за показаниями в терминале.(скриншот терминала добавлен к графику).Далее я использовал онлайн калькулятор planetcalc.ru/248/ для пересчёта влажности в температуру точки росы
Рыжий график температура пластины, синий график сигнал с фотодиода. Будем считать момент, когда напряжение с фотодиода изменилось на половину от общего изменения напряжения есть момент выпадения конденсата. Исходя из поставленных условий измеренная температура точки росы в комнате +9С.Температура окружающего воздуха 26,7 (на графиках не отображалась т.к. она была неизменна).Одновременно я запустил модуль HTU21 и наблюдал за показаниями в терминале.(скриншот терминала добавлен к графику).Далее я использовал онлайн калькулятор planetcalc.ru/248/ для пересчёта влажности в температуру точки росы 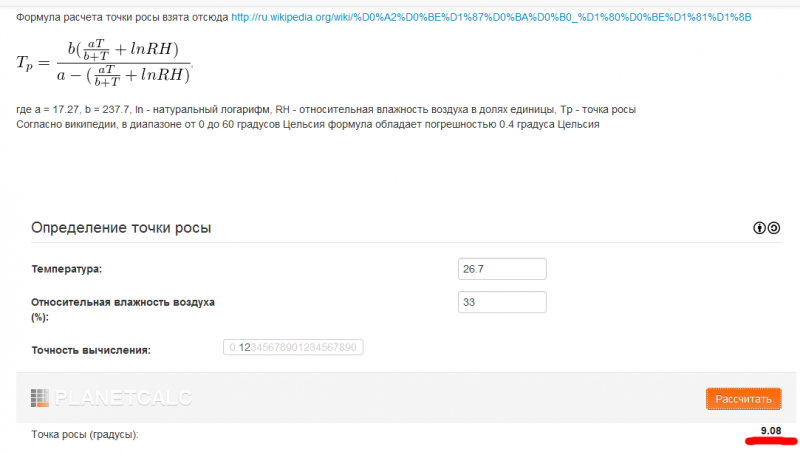 Результат пересчёта влажности с HTU21 в температуру точки росы совпал с измеренной напрямую температурой точки росы. Это значит, что если описанным выше методом определять точку росы, а затем делать пересчёт, то можно достаточно точно определять влажность (Ну естественно если делать всё по-взрослому). Данный метод называется методом охлаждаемого зеркала, а гигрометры, построенные на таком принципе, называются конденсационными. Надеюсь вам понравился обзор, и Вы узнали для себя что-то новое. Всем спасибо за внимание.
Результат пересчёта влажности с HTU21 в температуру точки росы совпал с измеренной напрямую температурой точки росы. Это значит, что если описанным выше методом определять точку росы, а затем делать пересчёт, то можно достаточно точно определять влажность (Ну естественно если делать всё по-взрослому). Данный метод называется методом охлаждаемого зеркала, а гигрометры, построенные на таком принципе, называются конденсационными. Надеюсь вам понравился обзор, и Вы узнали для себя что-то новое. Всем спасибо за внимание.
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
Элемент пельтье и его принцип работы
В электротехнике используется много разных физических эффектов, процессов и свойств материалов. Достаточно вспомнить магнетизм, емкостные характеристики диэлектриков, сопротивление металлов прохождению тока. Определенный интерес представляют конструкции, содержащие связки двух полупроводников p- и n- типа, физические состояния которых, — под действием электрического тока — меняются. Речь идет об элементах Пельтье, названых так по имени первооткрывателя эффекта.

При подаче электроэнергии в устройство названого типа, место соприкосновения пластин разной энергетической проводимости нагревается или охлаждается в зависимости от направления движения тока. Причем разница температур может быть весьма велика и зависит в большей степени только от поступающего напряжения. Доступность конструкции позволяет изготовить самодельный элемент Пельтье даже в домашних условиях силами заинтересованного любителя электроники из вполне доступных материалов.
Самодельный холодильник с использованием элемента Пельтье:

Ниши применения аппарата довольно широки, от создания разогревающих поверхностей, до систем охлаждения процессоров, напитков или даже создания мини-холодильников. Единственный минус элемента — стоимость исходных материалов. Для миниатюрных конструкций еще можно найти необходимое их количество в компонентах электроники. В случае больших и соответственно мощных аппаратов, цена полупроводников будет дороже.
Теперь что касается выработки тока на биметаллических пластинах. Физическое явление ошибочно относят конкретно к элементам Пельтье, что не совсем точно соответствует истине. Изначально эффект открыт был Т. И. Зеебеком от фамилии которого и получил свое название. В проведенных исследованиях было выявлено, что в двух связанных проводниках из различных металлов (не обязательно p- и n- типа), для которых создается разница температур в отношении каждого, методом нагрева одного и охлаждением другого, возникает электрический ток. Правда, КПД процесса выше у полупроводниковой конструкции, больше напоминающей классический элемент Пельтье.
Генератор на основе эффекта Зеебека:

К сожалению, несмотря на видимые преимущества термических генераторов, производящих электричество и работающих на основе эффекта Зеебека, широкого распространения они не получили. Во всем виновата изначальная цена материалов, от которых непосредственно зависит коэффициент полезного действия на каждую единицу площади устройства. Кроме того, не стоит забывать о разнице температур, резкость которой в природе получить достаточно сложно. Есть конечно варианты, когда генератор названого типа работает на принудительном нагреве одной пластины и охлаждении другой. Причем первое действие производится не только за счет сгорания ископаемого топлива, но и к примеру, при распаде радиоактивных элементов или воздействия солнечных лучей. К сожалению, мощность таких устройств относительно мала по сравнению с энергозатратами, нужными для конечного производства тока. Классические виды генераторов в названом случае более эффективны при весьма солидной экономии топлива, необходимого для работы, или же при слабом действии природных факторов.
Еще один генератор, использующий тепло для питания слабого потребителя:

Краткая история открытия и обоснование физики работы
В основе работы элемента Пельтье находится физический принцип прохождения тока через две соприкасающиеся пластины, изготовленные из материалов с различными уровнями энергии тока прохождения, или другими словами — полупроводниками отличающихся типов. В месте их соединения будет наблюдаться нагрев при подаче тока в одну сторону, и понижение температуры при движении его в обратную.
Открыт эффект был еще в 18 веке Жан-Шарлем Пельтье, который получил его случайно, соединив контакты из висмута и сурьмы от источника тока. Капля воды, находящаяся в точке соприкосновения, превратилась в лед, что и вызвало интерес исследователя. Практическое применение открытие не получило по причине слабой распространенности электротехники в указанный период времени. Вспомнили о нем уже позднее, в век развития микроэлектроники, компонентам которой нужно было миниатюрное охлаждение, желательно без жидкостей и подвижных частей (насосов, вентиляторов и прочих).
Продаваемые сборки элементов Пельтье:

Элемент Пельтье можно создать не только из полупроводников. Но, к сожалению, эффект от использования различных проводящих металлов будет ниже, и практически полностью потеряется за счёт нагревания их в месте соприкосновения и общей теплопроводности материала.
Внутреннее устройство элемента Пельтье:

В общем виде конструкция выглядит как набор электродов кубической формы, изготовленных из полупроводников n- и p-типа. Каждый из них соединен с противоположными проводящими контактами, а все указанные пары соединены между собой последовательно. Причем расположение элементов выполняется так, чтобы связующие металлы между сборками полупроводников одного типа, соприкасались с первой стороной устройства в общем, а второго с противоположной. Сами p- и n- кубы зачастую изготавливаются из теллурида висмута и сплава кремния с германием. Соединительные контакты обычно из меди, алюминия или железа. Здесь главное требование — хорошая теплопроводность. Количество же пар в одной конструкции не ограничивается, и чем их больше, тем эффективнее работает элемент Пельтье. При подаче напряжения на сборку одна ее сторона нагревается, вторая охлаждается.
Принципиальная схема соединений в элементе Пельтье:

Годом нахождения обратного эффекта, выражающегося в выработке тока при охлаждении и нагреве соединенных проводников из разных металлов, принято считать 1821. Открытие было сделано Т. И. Зеебеком, который уже на следующий год опубликовал его в статье, предназначенной для Прусской академии наук, с названием «К вопросу о магнитной поляризации некоторых металлов и руд, возникающей в условиях разности температур».
Хотя согласно его работе, система генерации действует не только при использовании полупроводников, с ними ее КПД намного выше.
Элемент Пельтье, предназначенный целям генерации тока:

Где применяется
Миниатюрность настоящих элементов и относительно низкое их энергопотребление, — вкупе с отсутствием движущихся частей или различных жидкостей, применяемых в целях переноса тепла — предоставляет широкий спектр ниш использования. Сюда входят автомобильные кондиционеры, системы охлаждения микросхем и элементов электроники, мини-холодильники, подставки поддерживающие определенную температуру размещенных сверху емкостей. Кроме названых используется оборудование на элементах Пельтье в специфичных сферах, на подобии ПЦР-амплификаторов, нагревающихся систем вспышки фотоаппаратов, телескопах (для снижения теплового шума) и приемниках излучения инфракрасных устройств.
Реже можно заметить настоящий элемент в роли части конструкции генераторов. Хотя на рынках периодически всплывают аппараты аналогичного класса, к примеру, в виде фонариков, работающих от тепла человеческого тела или слабых машин, производящих электрический ток в целях подзарядки аккумуляторов смартфонов или ноутбуков.
Напряжение, получаемое на выходе элементов Пельтье:

Достоинства и недостатки
Как уже говорилось ранее, основным плюсом элементов Пельтье служит их миниатюрность, вкупе с отсутствием движущихся частей и агрегатных сред, используемых для передачи температуры. Соответственно, нет различных вентиляторов и насосов, хотя первые и могут использоваться для создания более быстрой конвекции тепла устройства и внешней среды. Кроме названых можно вспомнить простоту конструкции, которую в принципе может повторить каждый, изготовив элемент Пельтье своими руками.
Есть и минусы, основным из которых можно назвать низкий КПД, требующий повышения силы тока для создания действительно значимой разницы температур между горячей и холодной частью.
Эффект охлаждения достигаемый при использовании элементов Пельтье:

Элементы Пельтье своими руками
Получив теоретические знания о функционировании биметаллического устройства, пора перейти к тому, как сделать элемент Пельтье своими руками. Вот только сначала нужно выбрать нишу его применения. Хотя бы потому, что использовать устройство можно для охлаждения чего-либо, нагрева, или в качестве генератора с целью выработки электроэнергии. Последний вариант предпочтительнее по причине ненужности большого количества исходных материалов, хотя бы потому что многовольтное и высокоамперное устройство изготовить в любом случае сложно, особенно дома, ну а для целей подзарядки чего-либо подойдет и меньший его вариант. Хотя лучше купить готовый элемент Пельтье требуемой мощности с торговых интернет-площадок, чем заниматься его изначальным и достаточно невыгодным изготовлением.

Из диодов и транзисторов
Фактически любой элемент Пельтье представляет собой гирлянду из последовательно соединенных диодов, работающих в режиме пробоя. В сущности, любой электронный компонент, пропускающий ток в одном направлении и препятствующий его прохождению в обратном, построен на принципах соединения полупроводников p-n типа. Что в свою очередь наводит на мысли о схожести системы на искомую конструкцию, аналогичную той, которую имеет модуль Пельтье. Если брать во внимание диоды с пластмассовой оболочкой (включая излучающие свет), мешает доступу к самим контактным пластинам из разных металлов только сам корпус устройства.
Вот они, две пластины полупроводника в прозрачном диоде:

Случай транзисторов аналогичен, конечно учитывая то, что в большинстве из них три контакта, два из полупроводника одного типа и один (меньший) другого. Хотя избавиться от корпуса, если он металлический, проще, что довольно распространено у элементов названого типа — достаточно срезать верхнюю крышку и получить доступ к открытым контактным пластинам.
Металлический транзистор со снятой крышкой:

Саму процедуру избавления от корпуса возложим на читателей, с рекомендацией попробовать нагрев, кислоту или механическое снятие преграды. Что касается соединения контактных площадок, здесь некоторые фанаты, судя по имеющейся информации, использовали меднение их верхушек электрическим методом. Впоследствии к подготовленным участкам осуществлялась пайка проводящих контактов.
После получения требуемых металлов, главное, что нужно помнить при их подключении — направление прохождения тока и последовательное соединение, выглядящее, как p-n-p-n-p-n, учитывая тип полупроводников. Кроме того, чем больше будет использовано элементов в конструкции, вне зависимости от их размера, тем и выше КПД получившегося генератора или устройства создающего тепло вместе с холодом.
В окончании
Статья полностью объясняет, как работает элемент Пельтье и можно ли его повторить своими руками, используя только доступные материалы. Целесообразность самоличной сборки в практических целях оставляем на совести интересующихся вопросом. Хотя устройство, сделанное лично, безусловно более полно удовлетворит внутреннего любителя все делать самостоятельно, в отличие от покупного.

Видео по теме
Элементы Пельтье — охлаждение и нагрев
Стандартные термоэлектрические модули имеют взаимообратный принцип действия. В этой статье мы расскажем о применении модулей Пельтье-Зеебека в теплообменных устройствах и приведём пример сборки кулера для воды и базовой охлаждающей системы для воздуха с возможностью обратного запуска (нагрева).
- Как самостоятельно изготовить кулер для охлаждения воды
- Как изготовить мини-холодильник, чиллер или кондиционер на теплоэлектрических модулях своими силами
- Где ещё применяют термоэлектрические модули

Принцип действия термоэлектрических модулей (ТЭМ), используемых для охлаждения, основан на эффекте Зеебека — обратном процессе относительно эффекта Пельтье. Основной элемент — всё тот же ТЭМ, описанный в первой части. При подаче постоянного тока на поле термопар наблюдается разность температур на плоскостях керамической пластины. Это факт, основанный на термодинамическом процессе, который мы описывать не будем (чтобы не утомлять научными выкладками), но покажем, как применить его в быту.
Примечание. Для постройки агрегатов, инструкции к которым приведены ниже, понадобятся базовые практические навыки сборки электрических цепей. Приведённые модели узлов являются примерными и могут быть заменены на аналогичные (или более/менее мощные) по усмотрению мастера.
Как самостоятельно изготовить кулер для охлаждения воды
Догадливый читатель уже понял, что «чудо-ковшик» из первой части можно использовать для охлаждения жидкости, если запустить его «в обратную сторону», подключив постоянный ток.
ТЭМ применены в каждом кулере для воды. Аналог этого заводского прибора вполне можно построить своими руками, при этом работать он будет не хуже. Мы опишем сам принцип работы и схему сборки. Компоновку и варианты исполнения можно подобрать, исходя из собственных потребностей. Например, сделать его переносным или стационарным, интегрированным в кухонную мебель или систему подготовки питьевой воды. Последний вариант оптимален, поскольку охлаждение в системе будет управляемым (по факту подачи питания).
Для этого нам понадобится:
- Прямоугольная плоская герметичная ёмкость из нержавейки с размерами 100х100х30 (фляга-теплообменник) с резьбовыми выходами на ½ дюйма по коротким сторонам. Это единственный элемент, изготовление которого лучше заказать мастеру на заводе.
- Подводка питьевой воды с фитингом на ½ дюйма (из ёмкости или водопровода).
- Блок питания на 10–12 вольт с регулировкой силы тока.
- Термоэлектрические модули TEC1–12705 (40×40) — 2 шт.
- Провода сечением 0,2 мм.
- Термоклей или термопаста.
- Ключ на 2 канала (тумблер, кнопка).
- Кран, паяльник, припой.

При помощи термоклея фиксируем ТЭМ на флягу. Соединяем провода по соответствующим группам (плюс и минус). Определяем удобное место расположения ключа, учитывая возможность замены при ремонте и доступность при использовании. Включаем его в схему. Присоединяем провода к блоку питания. Проводим испытания цепи.
Внимание! При испытаниях ограничьтесь наблюдением самого факта правильной работы, но не пытайтесь дать максимальную нагрузку насухую — это может привести к выходу из строя ТЭМ (ремонту не подлежит).
Затем соединяем входной фитинг фляги-теплообменника с каналом подачи воды, а выходной — с подводкой (гибкой или жёсткой) к крану.
Заполняем систему водой и выставляем оптимальную силу тока при нужном напоре струи. Оптимальный напор — чуть сильнее самотёка. Для забора прохладной питьевой воды этого будет вполне достаточно. Остальные нюансы — крепёж, длина проводов, расположение — сугубо индивидуальны в каждом отдельном случае.
Данную базовую систему можно развивать и совершенствовать. Например, установить термостат в теплообменнике и включить его в цепь вместо ключа (тумблера) — подойдёт там, где постоянно нужна вода определённой температуры. Флягу-теплообменник можно выполнить из серебра для дополнительной ионизации воды. Включив в систему повышающий преобразователь постоянного напряжения ЕК-1674, можно сократить расход электроэнергии до минимума.
Расчёт затрат на построение кулера:
| Наименование | Ед. изм. | Кол-во | Цена ед./руб. | Ст-ть, руб. |
| Теплообменник из нержавейки (с работой) | шт. | 1 | 1000 | 1000 |
| ТЭМ TEC1-12705 (40×40), 53 ватт | шт. | 2 | 300 | 600 |
| Блок питания | шт. | 1 | 300 | 300 |
| Ключ | шт. | 1 | 50 | 50 |
| Провода 0,2 мм | м | 5 | 6 | 30 |
| Термоклей (термопаста) Radial 2 мл | шт. | 1 | 150 | 150 |
| Трубы, фитинги, подводки | – | – | 300 | 300 |
| Итого | 2430 |
В этой системе не задействован ребристый радиатор, т. к. поставленная цель — охлаждение (но не заморозка) небольшого объёма воды (300 мл) — достигается и без него.
Как изготовить мини-холодильник, чиллер или кондиционер на теплоэлектрических модулях своими силами
Более сложная задача — охлаждение воздуха. Если в случае с водой эффективность работы кулера гарантирована разницей плотности сред (вода — воздух), то в случае с однородной средой (воздух — воздух) дело обстоит сложнее. Основная трудность — отвод температуры с горячей стороны поверхности ТЭМ. Точнее — синхронный отвод температуры с обеих поверхностей. Если просто запустить элемент Пельтье-Зеебека, нагретый и охлаждённый воздух смешаются, и температура выровняется.
В замкнутых пространствах малого объёма (до 0,7 м 3 ) вполне применима система охлаждения на основе ТЭМ с двусторонним воздушным отводом. Это позволяет построить новый охлаждающий бокс или дать вторую жизнь старому холодильнику (морозильной камере). Для этого придётся немного усложнить систему, включив в неё пару отводящих вентиляторов обоюдной мощности, реле температуры, ребристый радиатор и использовать более производительные теплоэлектрические модули.

Нам понадобится (для одной базовой точки охлаждения):
- ТЭМ ТЕС1–12712 (40Х40), 106 ватт — 1 шт.
- Вентилятор RQA 12025HSL 110VAC (или мощнее) — 2 шт.
- Радиатор HS 036–100 (100x85x25 мм).
- Термостат ТАМ-133–1м (реле температуры с датчиком).
- Блок питания постоянного тока 12 вольт, 6 ампер (с регулировкой).
- Лист дюралюминия.
- Провода, термопаста, крепёж
В готовом боксе, в верхней части охлаждаемой зоны, делаем прямоугольное окно размерами 100х100 мм. Вырезаем две пластины дюралюминия размерами 130х130 мм и 180х180 мм. Закрепляем вентилятор по центру меньшей пластины таки образом, чтобы оставался продух 1 см. Устанавливаем реле температуры внутри бокса. Монтируем меньшую из пластин изнутри бокса (вентилятором внутрь бокса) на шурупы или клёпки через герметик. Наклеиваем ТЭМы на смонтированную пластину и выводим провода. Вырезаем и выгибаем большую пластину так, чтобы она входила в монтажное отверстие, но при этом оставались бортики для фиксации к стенке бокса снаружи. Закрепляем на неё радиатор и второй вентилятор. Обильно смазываем термопастой ТЭМы и монтируем пластину к стенке бокса через герметик.
Внимание! Обязательно должен быть максимальный контакт площади ТЭМ и пластины!
Собираем электрическую цепь. Рекомендуем включить вентиляторы на постоянную максимальную мощность, а силу тока для ТЭМ — через регулятор. Это обеспечит эффективный съём температуры и перемешивание воздуха при работе в разных режимах (не на полную мощность).
Преимущества данной конструкции:
- бесшумная по сравнению с компрессорными холодильниками работа;
- отсутствие механизмов и движущихся частей, силы трения (нечему ломаться);
- не используются жидкие теплоносители (фреон);
- общая потребляемая мощность около 200 ватт;
- можно модернизировать конструкцию, варьировать производительность;
- доступность и ремонтопригодность отдельных агрегатов.
- возможно появление конденсата на пластинах дюралюминия;
- наружный блок управления;
- многие факторы и нюансы работы выявляются опытным путём при использовании;
- малая область применения.

Расчёт затрат на построение базовой охлаждающей системы холодильника и кондиционера:
| Наименование | Ед. изм. | Кол-во | Цена ед./руб. | Ст-ть, руб. |
| ТЭМ ТЕС1-12712 (40Х40), 106 ватт | шт. | 1 | 600 | 600 |
| Вентилятор RQA 12025HSL 110VAC | шт. | 2 | 150 | 300 |
| Дюралюминий 3 мм | шт. | 1 | 300 | 300 |
| Блок питания постоянного тока | шт. | 1 | 300 | 300 |
| Термостат ТАМ-133-1м | шт. | 1 | 250 | 250 |
| Радиатор HS 036-100 | шт. | 1 | 220 | 220 |
| Провода, термопаста, крепёж, припой | – | – | 300 | 300 |
| Итого | 2270 |
В принципе, данная конструкция — готовый встраиваемый кондиционер, который можно установить в кабине автомобиля, трактора, в закрытом вольере или будке охраны. Следует лишь продумать конструктивную защиту от атмосферных осадков.
Запас мощности модуля ТЕС1–12712 довольно велик. Амплитуда температур на сторонах элемента может достигать 50 градусов. При температуре воздуха в помещении +27 °С и применении системы жидкостного охлаждения (радиатор + вентилятор), можно извлечь на выходе впечатляющие минус 25 °С! Это позволяет создавать бескомпрессорные и тихие морозильные камеры даже в домашних условиях.
Где ещё применяют термоэлектрические модули
Эффект Пельтье-Зеебека известен с 1840-х годов. Его активно используют и по сей день, благодаря устойчивости законов физики. Термоэлектрическому модулю всегда найдётся место там, где есть избыточная энергия или нужно быстро и бесшумно совершить теплообмен.
Основное применения теплоэлектрических модулей:
- Охлаждение микросхем. Вентиляторы, как основной теплообменник, уходят в прошлое. Им на смену идут компактные, бесшумные и практически вечные ТЭМ.
- Машиностроение. Даже самый современный ДВС выделяет отработавшие газы из камеры сгорания. Инженеры используют их высокую температуру для получения дополнительной энергии при помощи элементов Пельтье. Собранная энергия подаётся обратно в системы двигателя, но уже в виде постоянного тока, что позволяет экономить топливо.
- Бытовая техника. Всё, что описано выше плюс большинство бытовых приборов, работающих на охлаждение или подогрев (кроме компрессорных холодильников).

И маленький секрет напоследок. Наш модуль имеет почти чудесное свойство — обратимость. Это значит, что при перемене полярности постоянного тока на проводах модуля (с помощью переключателя) горячая и холодная поверхность меняются местами. Кулер превращается в нагреватель, холодильник в тепловую камеру (инкубатор), а кондиционер — в маломощный тепловентилятор. Для этого не придётся изменять схему устройства. Достаточно просто поменять полярность.
Этот принцип использован в устройстве под названием рекуператор. Он представляет собой бокс, состоящий из двух изолированных камер, которые сообщаются между собой при помощи вентиляторов. При помощи модулей Пельтье холодный воздух с улицы подогревается энергией, извлечённой из нагретого воздуха, который отводится из помещения. Приспособление позволяет экономить на отоплении дома.
Элемент Пельтье
В настоящий момент сложно найти человека, не пользующегося теми или иными видами холодильного оборудования, будь то стационарный холодильник, имеющийся на кухне практически у каждого или же переносной вариант сумки, в которой можно безбоязненно хранить и переносить продукты без опасения их порчи. И хотя обычный холодильник и сумка, сохраняющая холод, выполняют одни и те же функции, их устройство имеет принципиальные отличия.
Обычные стационарные холодильники, широко распространенные как в квартирах, так и частных домах, имеют охлаждающую систему на основе циркуляции хладагента от испарителя к конденсатору и обратно и оснащены одним или двумя компрессорами. В отличие от стандартной конструкции, работа сумки-холодильника основывается на совершенно иных принципах, в них отсутствуют как основные элементы, так и фреон, обеспечивающий отбор тепла. В сумках-холодильниках процесс охлаждения базируется на принципе работы элемента Пельтье, который и обеспечивает требуемое охлаждение. Данный элемент возможно собрать своими руками, для чего следует более подробно остановиться на принципе его работы и основных характеристиках.
Что такое принцип Пельтье
Данный принцип был открыт почти 200 лет назад французом Жаном Пельтье, который обнаружил, что при протекании I по разнородным проводам происходит процесс выделения тепла, а при смене полярности – охлаждения, при этом наибольшее проявление подобного эффекта наблюдалось у полупроводниковых материалов. Причем тогда же была замечена обратимость процесса, при которой при возможности поддержании разных температур на проводах в месте контакта, в них фиксировалось появление электрического тока. Данный эффект также был очень важен и получил название эффекта Зеебека.
Чтобы попытаться объяснить данный эффект с точки зрения физики процесса, необходимо обратиться к классической теории электротехники и движению электротока в зависимости от разности потенциалов. При прикосновении двух разнородных проводов неизбежно возникает разность потенциалов U, создающая определенное поле. Таким образом, если по проводу пропустить I, то созданное разностью U поле будет или способствовать протеканию тока, или являться препятствием к этому.
Если полярность поля и тока противоположны, то необходимо найти дополнительную энергию, способствующую протеканию I, за счет чего контакт будет греться. Если поле и I однонаправлены, то ток поддерживается самим полем. Для этого требуется энергия, забираемая у вещества, что и вызывает охлаждение контакта. Таким образом, то количество тепла, которое выделяется или забирается при прохождении I, будет прямо пропорционально величине заряда, проходящего через место соединения проводников и рассчитывается как произведение I на время его прохождения.
Данное произведение называется коэффициентом Пельтье, величина которого зависит от материала и температур проводников, соприкасающихся между собой.
Если ранее эффект Пельтье не нашел себе широкого применения за неимением необходимых материалов, то на сегодняшний день, с учетом развития новых технологий, найдены типы проводников, которые способны обеспечить максимальный термоэлектрический эффект.
Устройство и принцип работы элемента Пельтье
Для того, чтобы получить максимальный эффект понижения температуры, применяется соединение термоэлементов в виде каскадов. Благодаря подобному устройству, на выходе стало возможным получить максимально низкую температуру и значительно увеличить саму эффективность охлаждения.
Для того, чтобы повысить холодопроводность не прибегая к значительному увеличению I, все элементы Пельтье соединяются последовательно в устройство, получившее название батареи.
Таким образом, нынешний модуль состоит из двух пластин, выполненных из керамики и играющих роль изоляторов, между которыми расположены термопары, соединенные последовательным образом.
При этом, расположение элементов в подобной батарее осуществляется следующим образом:
- Нижняя, горячая сторона.
- Верхняя, холодная сторона.
- Полупроводники, функционирующие на основе n-перехода.
- Полупроводники, функционирующие на основе p-перехода.
- Проводники из меди.
- Клеммы (контакты), служащие для присоединения к ИП (источнику питания).
Здесь p-n переходом (positive-negative) принято считать электронно-дырочный переход в месте соединения полупроводников n (носители зарядов – электроны) и p типа (дырки с положительным зарядом, возникающие в процессе отрыва электрона от атома).
При p-n возникает переход от одного вида проводимости к другому.
В зависимости от расположения, каждая из сторон (горячая или холодная) имеет контакт только с переходом p-n либо n-p. При этом осуществляются следующие функции:
- p-n – нагрев.
- n-p – охлаждение.
Благодаря переносу Q с одной стороны батареи на другую, между ними возникает дельта температур (DT). Как уже было сказано выше, если изменить полярность, то горячая и холодная поверхности просто поменяются местами.
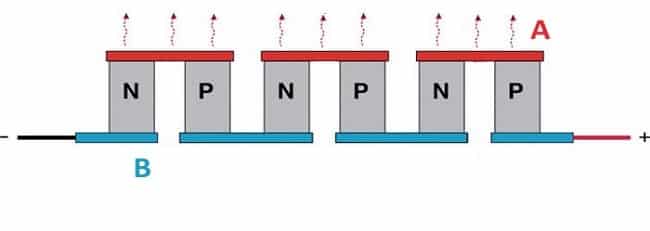
На данном рисунке холодная сторона батареи обозначена как B (синим цветом), горячая – как А (красным цветом соответственно).
Технические характеристики элементов Пельтье
Всем термоэлектрическим модулям с элементом Пельтье присущи следующие характеристики:
- Qmax (холодопроизводительность) – представляет собой максимально допустимый I и разницу T двух сторон батареи. Единица измерения – Ватты. Принято считать, что количество тепловой Q, поступающей на холодную стороны, передается на горячую мгновенно, с нулевыми потерями.
- DTmax – максимум перепада температур между пластинами, измеряется в градусах. При этом, данный параметр учитывается при идеальных условиях работы: горячая сторона – 27C, холодная – отдача тепла равна нулю.
- Imax – максимальный I, необходимый для обеспечения DTmax, измеряется в Амперах.
- Umax – величина напряжения, которая будет иметь место при Imax и DTmax (измеряется в Вольтах).
- Resistance – внутреннее R модуля по постоянному току DC, измеряется в Омах.
- COP (Сoefficient Of Рerformance) – коэффициент, представляющий собой отношение Q охлаждения к Q, которое потребляет весь элемент и представляет собой не что иное, как КПД, при этом его величина колеблется от 0,3 до 0,5.
Каким образом маркируются элементы Пельтье
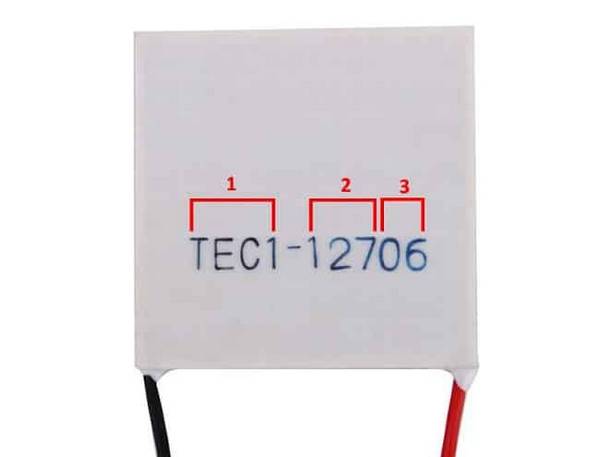
При маркировке подобных термоэлементов всегда используют стандартные обозначения, а именно:
- Две первые буквы означают непосредственно тип элемента, а именно – ТЕ – термоэлемент.
- Третья буква относится к размеру модуля и может быть выполнена в двух вариантах:
- С – classic, стандартный размер термоэлемента.
- S – small, маленький размер.
- Далее следует числовое значение, отражающее количество каскадов в ТЕ. Как правило, большинство из них относятся к однокаскадным.
- После тире следует число, означающее количество термопар внутри ТЕ.
- Последняя цифра – номинальное значение I (Амперы).
Иногда в маркировку после всех цифр добавляется значение, относящееся к размерам модуля.
Пример маркировки: ТЕС1-12706-40 (40х40 мм).
Области применения элементов Пельтье
Хотя все подобные батареи, основанные на элементах Пельтье, имеют COP, равный 0,3-0,5, что фактически соответствует его КПД, они активно применяются в измерительных системах, разного рода вычислительной технике, а также как элемент многих бытовых приборов, а именно:
- Как составляющие холодильных устройств (мобильных автохолодильниках).
- В вычислительной технике, в видеокартах.
- В бытовых кулерах для воды.
- Как генератор электроэнергии, при этом одна из сторон элемента должна принудительно нагреваться.
- Во всех видах цифровых устройств, где крайне важно качественное охлаждение (видеокамеры, микросхемы, приборы для осуществления связи).
- В системах кондиционирования.
- Для телескопической техники, которой необходимо охлаждение.
- Как составляющий элемент приборов ночного видения.
Некоторые примеры применения модулей на элементах Пельтье будут рассмотрены ниже.
Мобильные холодильные установки, автохолодильники на элементах Пельтье

Несмотря на то, что степень охлаждения, реализуемая с помощью элементов Пельтье, сильно уступает холодильникам компрессорного и абсорбционного типа, они активно применяются в качестве мобильных установок охлаждения, так как имеют следующие преимущества:
- Простота конструктивного исполнения.
- Нечувствительность к различному роду вибраций.
- Наличие только статических деталей (исключение составляет система вентиляции, обеспечивающая охлаждение радиатора).
- Бесшумность работы.
- Компактность всего холодильника.
- Отсутствие необходимости выравнивания всего устройства относительно одной, определенной поверхности.
- Длительность эксплуатации без потери всех своих основных качеств.
- Экономичность энергопотребления.
Учитывая все вышесказанное, холодильники на элементам Пельтье идеально подходят как мобильные устройства.
Использование элемента Пельтье в качестве генератора

Как уже указывалось выше, термоэлектрические батареи могут быть использованы как генераторы электроэнергии при условии, что температуру одной из сторон необходимо повышать.
Согласно эффекту Зеебека, при увеличении DT сторон модуля, будет также увеличиваться протекаемый I. Однако, максимально повышать DTmax не представляется возможным, так как слишком высокий уровень температур приведет к расплавлению припоя, что послужит причиной поломки всего устройства (стандартная максимальная температура нагрева обычных термоэлектрических модулей не превышает 150C).
Данную проблему частично можно решить при помощи тугоплавких припоев, которые допускают Т нагрева до 300C. С учетом низкого COP, подобные конструкции применимы лишь в тех случаях, когда использование более эффективных генераторов не представляется возможным, а именно как и в случае с холодильником, для мобильных устройств.
Подобные термогенераторы с мощностью от 25 до 10 Вт прекрасно подойдут жителям отдаленных мест, в длительных походах или при проведении геологоразведочных работ.
Более мощные генераторы уже используют в качестве стационарных устройств и применяют для запитки ГРУ, приборов метеостанций и подобных установок.
Термоэлектрические модули, используемые в вычислительной технике

В последнее время термоэлектрические модули стали активно применяться для охлаждения центрального процессора CPU в персональных компьютерах.
Однако, рентабельность подобного применения батарей на элементах Пельтье достаточно мала по следующим причинам:
- Так как за счет небольшого значения коэффициента COP для эффективного охлаждения требуется запитывать устройство от достаточно мощного блока питания, это экономически невыгодно.
- Процессор в компьютере греется именно в тех случаях, когда ему приходится обрабатывать большой объем информации, в случаях, когда запущены или работают одновременно несколько программ. В ситуациях, когда компьютер просто включен или, к примеру, экран находится в спящем режиме, термоэлектрический модуль способен понизить температуру процессора до точки росы, при которой в любом случае начнется выпадение конденсата. А любая повышенная влажность, как известно, крайне губительна для электроники.
Однако, при использовании гибридных систем охлаждения, при которых термоэлектрические модули работают совместно с другими видами, используемыми для понижения температуры, применение батарей на элементах Пельтье считается оправданным.
Системы кондиционирования на термоэлектрических модулях
Согласно принципу действия, охлаждение при помощи термомодулей на элементах Пельтье вполне способно заменить мобильные системы климат-контроля в автомобилях. Однако, принимая во внимание низкий коэффициент COP, для понижения температуры в салоне автомобиля потребуется значительно большее количество электроэнергии, что экономически не рентабельно.
С учетом того, что подобная автомобильная система климат-контроля будет запитываться от установленного в машине генератора, его мощности будет явно недостаточно, потребуется установка другого, более мощного агрегата. Однако с заменой штатного генератора на более мощный значительно вырастет расход бензина, что вряд ли устроит любого автомобилиста.
Таким образом, применение охладителя на основе элементов Пельтье для систем кондиционирования в настоящее время не нашло должного применения.
Применение элементов Пельтье в кулерах

Во многих моделях современных кулеров, устанавливаемых в различных помещениях, охлаждение воды происходит посредством термоэлектрического модуля.
При этом, конструкция всего устройства оказывается значительно проще и надежнее устройств компрессорного типа, и включает в себя следующие элементы:
- Непосредственно модуль охлаждения на термоэлектрических элементах.
- Управляющий контроллер.
- Термостат.
- Нагревательный элемент.
Несмотря на то, что подобная схема выполнения диспенсеров для воды применяется повсеместно, она также имеет свои недостатки:
- Минимальная температура холодной воды составляет всего лишь 10-12°C.
- Длительное время понижения температуры до требуемых величин.
- Данный вид кулера реагирует на температуру окружающей среды, при этом при повышенной Т в помещении он не сможет охладить воду до требуемого уровня.
- С учетом того, что в конструкции модуля присутствует вентилятор, его нельзя устанавливать в промышленных цехах с высоким уровнем пыли, так как это приведет к поломке последнего.
Термоэлектрические модули Пельтье в осушителях воздуха

Если в кондиционерах применение охлаждающих модулей на элементах Пельтье не рентабельно, то в компактных осушителях воздуха они нашли широкое применение, так как способны понижать температуру до точки росы. При этом происходит выпадение конденсата на специально предназначенном для этого элементе, который затем стекает в резервуар.
Даже несмотря на то, что СОР устройства (КПД) очень невелик, его достаточно, чтобы использовать подобный прибор в качестве осушителя воздуха для небольших помещений.
Работа с элементами Пельтье
Подключение термоэлектрического модуля
Подключение модуля на элементах Пельтье не представляет собой никаких сложностей, так как для этого на два выходящих конца достаточно подать U DC с источника питания ИП. При этом стоит обратить внимание на номинальное напряжение, указанное в техпаспорте.
На красный конец провода подается «+», на черный – «-».
Как уже указывалось выше, при ошибочном подключении начинает нагреваться другая поверхность.
Проверка элемента Пельтье
С учетом того, что термоэлектрический модуль должен нагреваться с одной стороны и охлаждаться с другой, самый простой вариант протестировать данное устройство – подать на него необходимое напряжение с ИП. При этом, одна сторона у него станет теплой, а вторая – холодной.
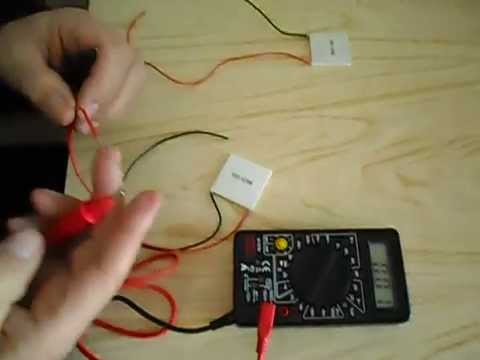
При отсутствии ИП, можно провести проверку подручными средствами, а именно:
- Взять обычный мультиметр и подключить его клеммы к выводам термоэлектрического модуля.
- Зажечь пламя от спички или зажигалки и поднести к одной из пластин, прогрев ее.
- Так как согласно закону Зеебека, разница температур вызовет протекание I, это отразится на экране прибора.
Важно! Шкала показаний мультиметра должна быть выставлена на замер показаний по току.
Сборка элемента Пельтье собственными силами
Для тех, кто желает изготовить элемент Пельтье дома, своими руками, стоит отметить, что это практически невозможно. Подобные термоэлектрические модули легко можно приобрести в соответствующих магазинах радиодеталей, а их стоимость настолько невысока, что собирать его вручную становится просто невыгодным.
Однако некоторые из подобных устройств на основе элемента Пельтье можно попробовать собрать самостоятельно. К примеру, портативный генератор на термоэлектрическом модуле сможет пригодиться в походах, поездках или долгих путешествиях.
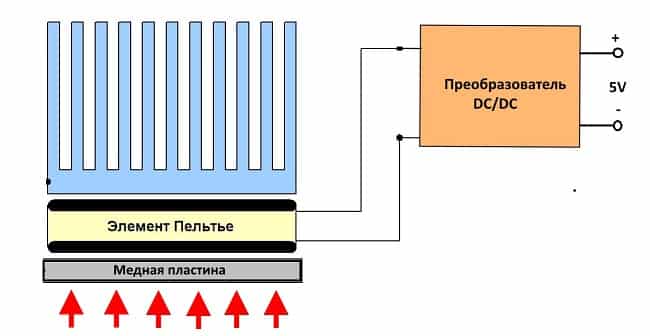
Для сборки генератора понадобится элемент ИМС L6920:
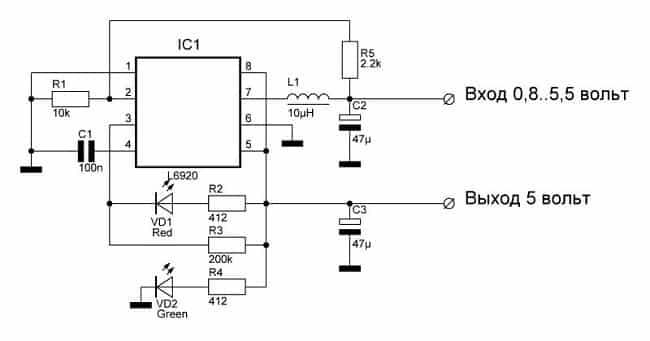
Как видно из указанной схемы при входном U от 0,8 до 5,5В на выходных клеммах будет присутствовать U=5В. При использовании термоэлектрического модуля, можно ограничить его Т посредством применения походного котелка с кипятком, за счет чего по закону Зеебека на выходе пойдет ток, что и обеспечит имеющееся напряжение в 5 В.
Элемент Пельтье своими руками посредством диодов
Теоретически изготовить подобный элемент Пельтье на диодах вполне возможно.
С учетом того, что с физической точки зрения работа термоэлектрического модуля заключается в разности проводимостей материалов p-n и n-p, то можно использовать обычные диоды, которые таковыми и являются. Однако, если данная схема будет работать при нагреве, то понизить температуру посредством диодов не представляется возможным.
Диоды можно использовать как датчик температуры, причем при включении их в цепь в обратном направлении переход откроется, в результате чего I также пойдет в обратном направлении. Однако работать в качестве генератора данная схема не сможет.
Таким образом, посредством элемента Пельтье можно осуществить сборку различных компактных приборов, что будет являться наиболее доступным и дешевым вариантом.
Характеристика и применение электрошлаковой сварки. Методы, технология, достоинства и недостатки
Электрошлаковая сварка относится к термическому классу и является видом сварки плавления. Источник нагрева – теплота, выделяющаяся при прохождении энергоносителя в шлаковой ванне.
Рабочий процесс протекает в вертикальной плоскости и заключается в прохождении сварочной цепи электрического тока по электроду, основному металлу и жидкому шлаку. Происходит расплавление основного металла, присадочного материала за счет тепла от нагретой шлаковой ванны.
Классифицируют электрошлаковую сварку по виду, числу электродов и наличию колебаний электрода.
ГОСТы
Требования, технические условия, типы соединений и другая информация, относящаяся к электрошлаковой сварке, содержится в ГОСТах, обязательных для выполнения. Некоторые стандарты:
- Процессы сварки: ГОСТ 30482-97 – правила технологического процесса проведения работ проволочным электродом или плавящимся мундштуком низколегированных и углеродистых сталей.
- Сварочные материалы: ГОСТ 9087-81, ГОСТ 30756-2001 – технические условия на флюсы сварочные плавленые для электрошлаковой сварки и технологий.
- Сварные соединения: ГОСТ 15164-78 – типы, элементы, размеры.
Где применяется
Основная область применения – тяжелое машиностроение.
- соединение толстостенных листов и деталей (бронекорпусов кораблей, валов гидравлических турбин, станин мощных прессов и прокатных станов, брони танков, барабанов котлов высокого давления);
- сварка металлов, имеющих разный химический состав;
- сооружение кожухов домен;
- производство сварно-кованых и сварно-литых конструкций;
- изготовление металлургического оборудования, толстостенных цилиндров.
Метод также применяют для сварки металла небольшой толщины (14-30 мм), например, монтажных стыков корпусов судов на стапеле.
Способы сваривания
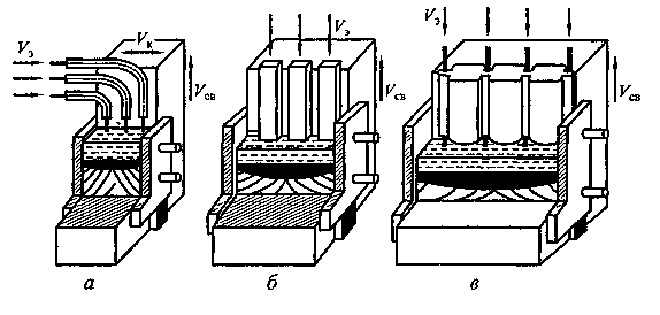
Методы электрошлаковой сварки зависят от типа применяемых электродов и подразделяются:
- электродными проволоками;
- электродами большого сечения;
- плавящимся мундштуком.
С помощью электродных проволок
Процесс выполняется с применением проволочного электрода с диаметром сечения 2-3 мм без поперечных колебаний.
Скорость подачи проволоки в шлаковую ванну должна быть постоянной. Метод применяется при сварке металла толщиной до 50 мм.
Для сваривания металла большей толщины используется несколько электродных проволок. Электроды перемещаются возвратно-поступательным способом в перпендикулярном направлении к продольной оси свариваемого шва.
Использование электродов большого сечения
Применяют стержни и пластины круглого, квадратного или другого сечения. Размеры и количество электродов зависят от размеров соединяемых деталей, формы и величины завариваемых отверстий и полостей.
Способ преимущественно используется при большой толщине свариваемых элементов и высоте шва до 1 м.
Пластинчатый электрод по мере его оплавления опускается в шлаковую ванну, глубина которой составляет 20-25 мм. Образование шва происходит в результате соединения расплавления основного металла с расплавленным материалом пластин.
Применение плавящегося мундштука
Метод соединяет в себе сварку электродными проволоками и электродов большого сечения. В зазор между соединяемыми деталями устанавливается неподвижно стальная пластина (мундштук). Она имеет трубки или пазы, через которые пропускаются электродные проволоки.
Мундштук в процессе сварки остается неподвижным. В шлаковую ванну подаются электродные проволоки, которые расплавляются и заполняют зазор между соединяемыми элементами. Одновременно с проволокой происходит оплавление той части мундштука, которая находится в шлаковой ванне.
 Механизм электрошлаковой сварки
Механизм электрошлаковой сварки
Размер мундштука и количество проволок выбираются в соответствии с размерами свариваемых деталей. Этот метод применяют при соединении элементов со сложным сечением и небольшой высотой швов. Плавящийся мундштук изготавливают с сечением такой же формы, как у соединяемых частей.
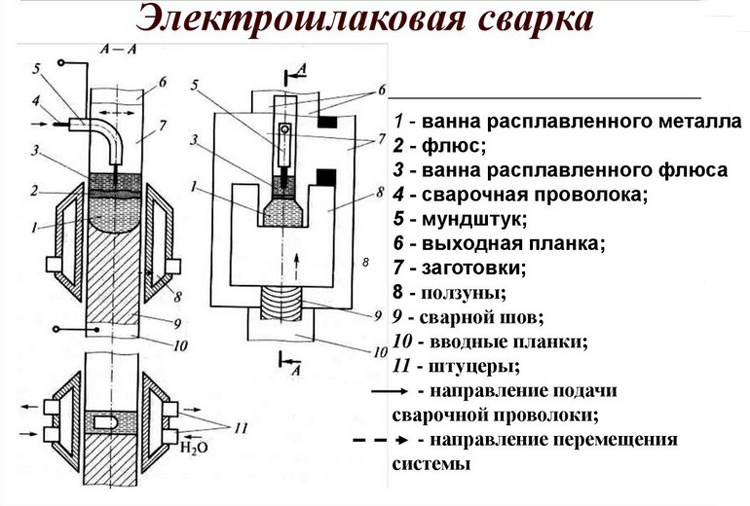
Технология сварки
Свариваемые детали устанавливают вертикально, оставляя достаточный зазор между кромками. Формирование металла шва происходит принудительно. В зону сварки подается проволочный электрод или стальная пластина (стержень) и флюс. Между проволокой и металлом в начале процесса горит дуга. После образования достаточного слоя жидкого флюса (шлаковой ванны) дуга гаснет, и прохождение электрического тока происходит только через флюс. Выделяющееся тепло способствует дальнейшему расплавлению флюса, проволочного электрода и кромок свариваемых материалов. Расплавленный металл образует сварочную ванну, стекая на дно шлаковой ванны.
Сварочная головка вместе с медными ползунами-кристаллизаторами перемещается по соединяемым деталям снизу вверх, удерживая их. Ползуны, формующие металл шва, охлаждаются через каналы, по которым циркулирует вода. Цель – обеспечение нормального формирования шва и предотвращение вытекания из плавильного пространства жидкого шлака и металла. По мере заполнения зазора пластины ползуна перемещаются вверх. Металл ванны охлаждается, происходит кристаллизация и образование сварного шва по всей высоте кромок соединяемых материалов.
Оборудование
Метод требует применения оборудования – сварочных аппаратов автоматического и полуавтоматического типа, станков и установок.
Сварочный автомат для шлаковой сварки содержит:
- источник питания;
- сварочную головку;
- устройства (ползуны) для принудительного удержания сварочной ванны;
- механизмы перемещения сварочного аппарата и электродов;
- элементы управления;
- катушки для проволоки;
- бункер для флюса;
- приборы контроля положения сварочной ванны.
 Примерная стоимость сварочных аппаратов на Яндекс.маркет
Примерная стоимость сварочных аппаратов на Яндекс.маркет
Преимущества и недостатки
К положительным качествам способа относятся:
- Возможность однопроходной сварки изделий, имеющих неограниченную толщину. Следствие – уменьшение трудоемкости сварочного процесса, удешевление производства, улучшение качества швов.
- Отсутствие необходимости в специальной подготовке кромок деталей, что уменьшает объем подготовительных работ.
- Расход флюса в 15-20 раз меньше по сравнению с электродуговой сваркой под флюсом.
- Вертикальное положение процесса сварки не требует частой кантовки изделий.
- Обеспечение равномерного провара кромок соединяемых элементов.
- Отсутствие угловых деформаций на листах после сварки.
- Высокая производительность.
- обязательная вертикальная ориентация шва;
- недопустимость прерывания сварочного процесса во избежание дефектов;
- необходимость установки дополнительного оборудования (ползуны, планки);
- крупнозернистая структура шва;
- необходимость термообработки готового изделия с целью улучшения прочности.
Электрошлаковая сварка
Аналоги подобных работ стали появляться вместе с развитием металлургической отрасли. Металлические изделия применялись в создании угольных и железных шахт, и в местах добычи полезных ископаемых. Однако удобного оборудования в то время не было, и части соединяли кузнечным методом.

В современном мире есть множество аппаратов, которые используют различные источники энергии. Однако, ввиду специфики, большинство из них используется редко. И шлаковый вариант попадает в эту категорию. Нет, низкая популярность не говорит о плохом качестве готовой продукции, просто процедура обладает своим своеобразие.
Особенности процесса сваривания и типы ЭШ сварки
Здесь к главному отличию относится отсутствие электрической дуги. Вся электроэнергия поступается в шлак, являющийся проводником. Благодаря такой реакции выделяется нужное для расплавки количество тепла. Специальный электрод погружают в подготовленную ёмкость с побочными продуктами. Здесь отсутствует горение дуги, но ток продолжает поступать через расплавленный шлак. Следует отметить, что у данных работ есть отличительные черты:
- расстояние между плитами, которые находятся в вертикальном положении;
- активная плоскость не контактирует с кислородом, поскольку вся площадь закрыта шлаком;
- электрошлаковая сварка сопровождается малым расходом флюса, и шов легируется электродной проволокой;
- сплав долго пребывает жидким, благодаря чему из состава испаряются лишние газы.

Сварные соединения, выполняемые электрошлаковой сваркой
Также присоединение звеньев протекает при помощи плоского электрода. Цилиндрические тоже можно эксплуатировать, но он доставит дополнительных трудностей. Чаще шов наносят сверху в низ, а между обоими предметами допускается наличие зазора. Но для правильности припайки в пустой промежуток помещаются медные ползунки имеющие свойства кристаллизации.
Важный момент! Сущность проведения электрошлаковой сварки заключается в расплавлении и последующем быстром охлаждении листов.
И если проводить такие манипуляции на открытом воздухе, то на поверхности способны появиться трещины. Но шлаковая субстанция защищает от подобных неприятностей.
Такая методика даёт возможность скреплять полосы неограниченной толщины, однако, исполнение работы невозможно в домашних условиях. Ведь весь механизм имеет большие габариты, а способы перемещения оборудования для электрошлаковой сварки подразумевают эксплуатацию рельсовых установок. А главным узлом является агрегат, подающий проволоку в соединительную зону.
Что касается дополнительных тонкостей, то жар, исходящий от ванны, оказывает влияние на прилегающие ко шву участки. Происходит такое из-за сильных перепадов температуры. Околошовные зоны делятся на несколько классов:
- Перегрева. В этом месте зёрна основного металла значительно увеличиваются.
- Участок полной перекристаллизации. Здесь протекают фазы превращения, но нагрева недостаточно для роста зерна.
- Самая дальняя зона. Тут происходит снижение прочности зоны, которое можно исправить грядущей термообработкой.
Да, такая автоматическая сварка невозможна в частном хозяйстве, но человек может обзавестись электрошлаковой плавильней. Она не занимает много пространства, проста в использовании, а для исходного сырья можно использовать всё что угодно: ржавые железки, чистые куски сплавов, стружку и прочее.
Чтобы правильно пользоваться таким устройством, необходимо получить важные знания. В частности, про характеристики металлопроката. Например, пластины повышенной толщины, сделанные из чугуна, титана, меди, алюминия и их аналоги, отлично подходят для такой процедуры. Однако такой вариант не годиться для спайки тонких объектов. Что касается использования, то его проще понять по зарисовкам. Схема всего процесса электрошлаковой сварки позволяет понять всю технику и особенности применения агрегата.
Технология ЭШС
Всё начинается со сборки деталей: устанавливают две пластины на определённом расстоянии друг от друга, снизу с и обеих сторон устанавливают специальные скобы, которые фиксируют заготовки. Затем в пустой промежуток помещают сварочную проволоку и засыпают флюсом (в дальнейшем он будет расплавляться, образуя твёрдую основу). После накопления определённого количества жидкого шлака дуга шунтируется им и гаснет. Далее, электроэнергия течёт сквозь побочные продукты, которые имеют завышенные параметры сопротивления. В ходе проведения процесса сваривания создаётся высокотемпературная обстановка, которая доводит железо до расплавленного состояния. Также в ходе наложения шва гладь проходит стадию охлаждения.
По мере поднятия ванны фиксирующие скобы демонтируют и образуется ровная и прочная спайка. Однако это не окончательный этап, ведь требуется зачистить готовый шов, удаляя поверхностные трещины и раковины. Технологические планки, которые монтировались в начале процедуры, срезают болгаркой или другим инструментом. Технология осуществления электрошлаковой сварки позволяет получить высококлассный экземпляр, который можно подвергать последующей ковке и штамповке. Следует отметить, что методика показывает высочайшую эффективность при конструировании кольцевых соединений.

Технология электрошлаковой сварки
Несмотря на всю сложность, многие предприятия активно практикуют такой подход. Дело в том, что полученное соединение получается настолько качественным, что оно схоже с основной структурой заготовки. При всём этом пропадает необходимость в отливке и ковке большинства деталей. Также электрошлаковая сварка менее затратная, а схема, на которой хорошо видны все этапы, свидетельствует прямым тому подтверждением.
Прогресс не стоит без дела, и с каждым годом появляются свежие приёмы, позволяющее решить трудные задачи металлургической отрасли. Относятся совершенствования не только к появлению новых приспособлений, но и к обнаружению новых материалов. Следует обозначить, что в приоритете такой «эволюции» стоит автоматизация и компактность установок, а также манера нанесения спаек.
Способы сваривания
Все действия направлены на соединение узкого круга металлов, которые попадают под класс низкоуглеродных и среднеуглеродных. В исключительных случаях допускаются легированный тип. Также все плиты должны иметь достаточную толщу. Всего есть три разновидности современной электрошлаковой сварки:
- С применением непрерывной подачи присадочного электрода, направляющегося слева на право. Ход контакта носит возвратно-поступательный характер, что даёт высокую плотность взаимодействия;
- С эксплуатацией плоских контактов, заменяющих ползуны из медной материи. Этот подход сопровождается меньшим расходом присадок, но электроды повинны идеально подходить под форму заготовок;
- Третий – комбинация двух предыдущих видов. Здесь участвую сразу два вида контактов, где плоский зафиксирован на месте, а плавящийся подаётся в активную среду.
Каждый тип используется в зависимости от показателей будущего предмета и характеристик сплавляемой материи.
Какие применяют флюсы
Флюсы и шлаки для электрошлаковой сварки это одно и тоже. Данная субстанция является ведущей, и она должна соответствовать определённым условиям:
- обеспечение старта реакции в максимально короткий промежуток времени и с любым напряжением;
- проплавление кромок на высоком уровне;
- высокие атрибуты и прочность готового шва;
- простота очистки излишков по завершению действий.
Также для каждой процедуры требуется выбирать свою разновидность вещества. Например, для низколегированных или углеродистых типов железа предназначен АН-8. Режимы его прокалки составляют 400-500 °С. В химический состав гранул входят оксиды кремния, марганца, кальция, магния, алюминия. В наплавленном металле будет содержаться 0,12% фосфора и 0,1% серы.
Для высоколегированных предназначен АН-22. Эта материя похожа на стекловидное строение жёлтого цвета. Что касается режима прокалки, то он должен доходить 650-800 °С.

Флюс для электрошлаковой сварки
При обработке нержавейки используются флюсы АН-45 и его аналоги. Однако при расплавлении данного вещества наблюдается большое выделение фтористых газов, что является главным недостатком. Технологические свойства имеют следующий характер:
- Хорошее образование шва с плавным переходом к основе изделия.
- Низкая склонность к образованию сколов и трещин.
- Размер зёрен может быть 0,25-3,0 мм.
- Удовлетворительная определимость шлаковой корки.
Встречаются и менее популярные разновидности. Например, АН-9, АНФ-1, АНФ-7. Каждый из компонентов отличается химическим составом, температурой плавления и внешним видом, которые должны ещё и соответствовать ГОСТу.
Подготовка изделия к процессу сваривания
Торец предмета с габаритами не более 20 см обрабатывают газорезателем. Необходимость этой операции возникает из-за нужды откорректировать гребни и выхваты: они обязаны быть 0,2-0,3 см, с отклонением от прямого угла не более 0.4 см. Поверхность более толстых металлических изделий проходит стадию механического воздействия, а весь прокат очищают от окислов и коррозии при помощи наждачной машины. Литьё и ковка обязаны быть обработаны по аналогичной методике, и на расстоянии 8 см от торца.
Если присутствует необходимость в соединении двух прокатов с разными слоями, то в работе используют ступенчатую систему ползунов, либо над поверхностью металла большей толщины проводят удаление необходимого слоя. При скреплении кольцеобразных сплавов разность в диаметре стыка не должна быть больше 0,5, а сдвиг свыше 1 мм. Из вышеперечисленного можно сделать вывод, что такие действия имеют ювелирный характер. Но тут содержится ещё один немаловажный момент: чтобы получилась качественная деталь, всю разметку нужно делать с небольшим отступом в большую сторону. Это необходимо делать из-за деформации, которая возникает в ходе воздействия жаром.
Осуществление возбуждения ЭШ процесса
Эта реакция начинается в самом начале, когда в ванне расплавляется флюс и вся зона разогревается до рабочей температуры. Также на качество оказывает сильное влияние подготовка.
Всего существует два варианта наведения шлаковой ванны:
- твёрдый старт. Здесь плавка осуществляется за счёт электрической дуги, с последующим шунтированием и подсыпанием нового шлака;
- жидкий старт. Тут в рабочее пространство добавляют флюсовую материю в жидком состоянии. Её предварительно расплавляют в печи.
Использование первого пункта требует больше энергетических затрат из-за повышения силы тока. Также на дно планки засыпается перемолотый порошкообразный металл, который способствует получению сварочной дуги. На протяжении всей работы необходимо следить за расходниками, и периодически добавлять их.
Материалы и оборудование при проведении ЭШС
Одним из популярных станков для данной процедуры является А535. Он предназначен для однопроходной ЭШС с переменным электричеством. Но эта установка подойдёт для ограниченной электрошлаковой сварки.
Важно добавить, что приспособление отлично справится со спайкой кольцевых и продольных швов, диаметр которых будет не более 300 мм.
- напряжение сети – 380 В;
- частота тока – 50 Гц;
- количество стержней – 3 шт;
- диаметр проволоки – 3 мм;
- толщина металла – до 450 мм.

Аппарат для электрошлаковой сварки А535
Другое оборудование — А550. Электрошлаковая сварка с его помощью проходит по аналогичному сценарию, но тут отличаются его некоторые параметры и свойства. Некоторые производители предлагают изготовить модель по индивидуальному заказу, где его напряжение будет составлять 380 В, 415 В с частотой 50 Гц. Также можно задать высоту хода автомата, в зависимости от размеров заготовки.
Для улучшения качеств изделия могут добавляться различные присадки. Они также подаются напрямую в резервуар, где смешиваются с главным веществом и помогают на протяжении всего действия.
Преимущества и недостатки способа ЭШС
Ведущей положительной чертой этого воздействия является возможность сваривания предметов огромных габаритов. Благодаря открытию этой методики стало проще конструировать и ремонтировать массивные объекты. Другие положительные особенности процесса электрошлаковой сварки:
- высочайшие показатели производительности при работе с крупногабаритными пластинами;
- консервативное потребление электроэнергии и вспомогательных веществ из расчёта на 1 кг;
- прекрасное качество скрепления, которое наделено схожестью со структурой основного материала;
- нет нужды в разделывании кромок, что сильно облегчает подготовительные действия.
К описанию настоящих характеристик можно добавить, что эта манера является более экономной, и в теории можно сделать шов любой толщины за один проход.
Область применения
Область применения любой электрошлаковой сварки имеет узкий круг специализации. Чаще к ней прибегают в строительстве крупного транспорта, например, торговых судов. Также ЭШС помогает в строительстве массивных мостов, где качество соединения и прочность играют жизненно важную роль.

Конструкции, сваренные электрошлаковой сваркой
Именно такой манерой сваривают опорный волок толстолистового прокатного стана, вес которого составляет более 100 тонн, а сечение в несколько квадратных метров. В ходе исследования и совершенствования оказалось, что ЭШ сварку можно использовать в различных металлургических манипуляциях: электрошлаковый переплав. Отличие здесь в том, что ток подводится не к проволоке, а к электроду из переплавляемого материала. Само расплавленное вещество скапливается в ёмкости, которая охлаждается путём циркуляции воды.
Что такое электрошлаковая сварка
В промышленных масштабах для вертикального соединения металлов используют метод ЭШС. Электрошлаковая сварка позволяет при минимальных затратах получать качественное соединение. Флюс не только предохраняет расплав от окисления, но и обеспечивает прогрев деталей. Электрод или сварная проволока выступают легирующим металлом, в составе расплава до 20% присадки. Он заполняет зазор между соединяемыми элементами, образуется плотный шов однородной структуры. Об особенностях ЭШС, преимущества и недостатках стоит сказать подробнее.

Сущность процесса и область применения
Что же такое электрошлаковая сварка? Нагрев металла в шлаковой массе, разогреваемой электрической дугой переменного тока. Она возникает между электродом и деталью. Другого не дано. Шлаковая ванна выполняет роль защитной атмосферы. С обеих сторон от расползания он сдерживается двумя параллельно расположенными бегунами. Они ограничивают площадь разогрева деталей. Электрод или присадочную проволоку опускают во флюс. При прохождении тока он плавится, образуя с металлом ванну расплава.
В сущности, электрошлаковая сварка – это бездуговая вертикальная сварка, в процессе задействован температурный потенциал разогреваемого током шлака. Он остается в зоне шва благодаря ползунам. Фокус заключается в том, что вертикальным способом можно за один проход проварить толстый слой сплава.
В процессе разогрева жидкий металл за счет большой плотности оседает вниз, заполняя зазор, а легкие шлаковые образования всплывают, захватывая с собой пузырьки воздуха из расплава. Ванна расплава четко разграничена на две фракции: металл/неметалл благодаря высоте сварочной зоны.
Область использования метода ЭШС ограничена:
- не применяется для тонкостенных элементов, они под шлаком расплавятся полностью;
- не образует разнонаправленных швов;
- размер деталей не должен выходить за рамки возможностей установки ползунов.
Метод удобен для сварки массивных элементов из различных стальных сплавов от чугуна до высоколегированных.
Виды электрошлаковой сварки
Разновидности ЭШС по виду присадки, способу ее подачи:
- С использованием проволоки. Она подается в ванну расплава постепенно, сверху вниз, вслед за перемещающимися в одной горизонтальной плоскости электродами.
- С использованием пластин и токоподающих электродов круглой или прямоугольной формы. Пластины опускаются к зазору по мере необходимости образования расплава. В отличие от проволоки одномоментно образуют большой объем расплава.
- С использованием мундштука. По сути, это унификация первых двух способов. Токоподающие пластины фиксируются в определённом положении, флюс быстро прогревается. А к зазору по направляющему мундштуку подается проволока. Этот метод разработан для криволинейных швов.
Технология электрошлаковой сварки
Две свариваемые детали располагаются рядом с небольшим зазором, с торцов плотно фиксируются медными бегунами. От возбуждения электродуги слой флюса расплавляется, образуя горячий шлак. Он заполняет все ограниченное пространство. За счет хорошей электропроводности шлака дуга угасает, но движение тока при этом не прекращается, выделяется тепло, шлаковые частицы прогреваются до температуры плавления присадки и мягкости сплава. Расплав заполняет зазор, образуется однородный шов. Он защищен шлаковой ванной, разогретой свыше 1500°С. Во флюс можно одновременно опустить параллельно несколько присадок, все они будут равномерно разогреваться горячим шлаком. Подаются они всегда сверху вниз. При искусственном охлаждении ползунов (к ним подводится вода) нижние диффузионные слои твердеют постепенно и равномерно.
Виды сварных швов, образуемых методом ЭШС:
- стыковые прямой, криволинейной формы;
- тавровые, двутавровые;
- угловые односторонние, двухсторонние;
- вертикальные переменного сечения.
Оборудования и материалы для ЭШС
Технология предполагает использование ограничительных ползунов из чистых медных сплавов и шлакообразующих флюсов. Их химический состав зависит от марки стали. На флюсе типа АН-8, АН-22 или АН-47, содержащим до 40% кремния, 20% марганца и 15% алюминия, производится сварка низколегированных углеродистых сталей. Шлаковую ванну для высоколегированных сплавов, чугуна создают путем расплавления фторидных флюсов АНФ-1, АНФ-9 с оксидом титана. Для нержавеющего нужен состав АН-45 с зерном до 1,6 мм. Безмарганцевые флюсы применяют для бронированных сплавов.
Преимущества и недостатки
Логичнее начать с достоинств ЭШС:
- Металл не окисляется под слоем шлаковой ванны, не нужно использовать газовое оборудование для создания безопасной атмосферы.
- Соединяемые детали равномерно разогреваются и медленнее остывают. Нагрев начинается на уровне флюса. Благодаря «шубе» сохраняется стабильная температура в процессе образования шва. Это благотворно сказывается на качестве соединения.
- Параметры токовой нагрузки меньше влияют на процесс образования шва, прогрев происходит за счет разогретого шлака. При прерывании подачи электричества процесс не прерывается.
- За один проход проваривается металл толщиной до 200 мм, не нужно делать много проходов, сокращается время сварки. При двух электродах допустимо соединять металл толщиной свыше 200 мм.
- Минимизируются затраты на расходные материалы, объем шлака составляет не более 5% от объема металла, затраты на электроэнергию небольшие, нет потерь, свойственных сварке на постоянном токе.
- Высокий коэффициент полезного действия. При минусе временных и денежных затрат – большой объем работ хорошего качества.
- Минимизируется человеческий фактор: автоматически выдерживается заданное расстояние электрода до детали.
- Сокращается время подготовительного этапа, разделки кромок не требуется. Заплавляется зазор между деталями.
Несколько минусов, которые нельзя скидывать со счетов:
- Вариативность швов уменьшается, методом ЭШС выполняют только вертикальные или сильно приближенные к ним швы.
- Процесс непрерывный, нельзя остановиться на середине шва, пострадает качество соединения.
- Высокая зернистость диффузионного слоя, при минусовых соединениях пластичность металла существенно снижается, шов приобретает хрупкость.
В промышленных масштабах электрошлаковая сварка экономически целесообразна при соединении толстых элементов. Для тонкостенных деталей расходы на оборудование окажутся слишком большими.





