Устройство и применение перовых сверл по металлу
Сверло перовой конструкции по металлу: назначение, устройство, разновидности. Преимущества и недостатки. Правила пользования. Особенности заточки перьевых серл.

Сверло перовое по металлу, цельное или со сменными режущими пластинами, используется для сверления глубоких отверстий, в том числе ступенчатой и фасонной формы, в заготовках из стали, чугуна, цветных металлов и сплавов. Применяется перовой инструмент режущего типа в промышленности при производстве продукции разного назначения из металла, домашними умельцами при изготовлении поделок, выполнении строительных и ремонтных работ. Перьевой инструмент имеет простую конструкцию, его можно использовать с любым оборудованием, имеющим соответствующий патрон для его зажатия (ручная и электрическая дрель, станки настольные, промышленные, многооперационные, универсальные, с ЧПУ).
Конструкция и классификация перовых сверл
Конструктивно изделие состоит из рабочей части, имеющей форму пера и хвостовика, служащего для зажима в патроне оборудования или инструмента. Перо с центрирующим наконечником имеет режущие кромки в количестве 2 или 4 штук, расположенных под определенным углом. Конструкция пера может быть цельной, т. е. хвостовик и само перо выполнены их одной марки металла, а может быть выполнена в виде сборной конструкции. В последнем случае пластины определенной формы прикрепляются на специальную державку или с помощью борштанги. Для этого предусмотрено отверстие в конструкции пера.

Классифицируется перовой инструмент по таким признакам:
- способу изготовления (цельные, составные);
- материалу изготовления (различаются марками быстрорежущих сталей);
- конструкции (одно- и двухсторонние);
- классу точности (повышенной, нормальной);
- типу хвостовика (цилиндрический, конический);
- способу крепления пера у изделий сборной конструкции (державка, борштанга);
- диаметру в мм (от 10 до 130);
- длине (короткие, средние, удлиненные).
Чаще всего используются плоские сверла по металлу перовой конструкции со сменными режущими пластинами. Это дает возможность крепить на одну оправку пластины разных размеров. Хвостовик и пластины должны выпускаться стандартизированных размеров в соответствии с требованиями ТУ 2-035-741-81. Некоторые производители выпускают сверла перовые с возможностью подвода СОЖ, т. е. со специальными канавками, позволяющими охлаждать инструмент в процессе эксплуатации.
Материалом для изготовления державок служат стали повышенной прочности марок У10, У12, 18ХГГ, 20Х, 25ХГТ, 30ХГ. Пластины изготавливаются из стали быстрорежущей, в состав которых входит молибден, вольфрам и другие износостойкие элементы марок Р9, Р18, Р9К5, Р6М5К и Р6М5.
Угол резания у сверл перовой конструкции зависит от формы сверла и материала, в котором выполняется сверление. У одностороннего инструмента он может быть в пределах 45÷900, у двухстороннего – 120÷1350.
Преимущества и недостатки
- низкую стоимость;
- возможность использования одной державки для крепления пластин разных размеров;
- легкость и простоту смены режущих пластин;
- возможность несколько раз подвергать заточке режущую часть в цельных конструкциях инструмента;
- отсутствие перекоса;
- возможность сверления отверстия большого диаметра на глубину, которая в 2 раза больше диаметра самого сверла.
Основные недостатки у режущего инструмента перовой формы: невозможность отвода стружки в процессе выполнения операции и возможность смещения, но, имея опыт работы с таким сверлом, специалисты сверлят отверстия с необходимой степенью точности. Для этого они несколько раз в процессе выполнения операции очищают отверстие от стружки, останавливая процесс работы.
Правила пользования перовым сверлом
- размечать положение будущего отверстия кернением;
- закреплять надежно заготовку из металла перед выполнением операции сверления;
- начинать сверление на минимальных оборотах и только при вхождении в металл увеличивать скорость вращения (чем больше диаметр отверстия, тем меньше должна быть скорость вращения инструмента);
- не давить с силой на инструмент;
- следить за тем, чтобы сверло не перегревалось в процессе сверления (при необходимости использовать специальные спреи или СОЖ);
- при заклинивании, чтобы избежать поломки сверла перовой конструкции, использовать вращение в обратную сторону (реверс) инструмента.
Заточка перовых сверл
На видео наглядно о выполнении отверстия большого диаметра перовым сверлом:
Просим тех, кто работал с таким режущим инструментом, поделиться опытом работы в комментариях к тексту, а также рассказать, каким оборудованием и инструментом пользовались при выполнении операции сверления.
ИНСТРУМЕНТЫ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ
Назначение и основные типы сверл
Сверло представляет собой режущий инструмент для обработки отверстий в сплошном материале, либо для рассверливания отверстий при двух одновременно происходящих движениях: вращении сверла вокруг его оси и поступательном движении подачи вдоль оси инструмента.
В промышленности применяются следующие основные типы сверл: спиральные, перовые, пушечные, ружейные, для кольцевого сверления, центровочные, специальные. Сверла изготовляются из быстрорежущей стали марок Р18, Р12, Р9, Р6МЗ, Р9К5 и др.
Спиральное сверло
Спиральное сверло является основным типом сверл, наиболее широко распространенным в промышленности (рис. 45). Оно используется при сверлении и рассверливании отверстий диаметром до 80 мм и обеспечивает обработку отверстий по 4—5-му классам точности и с чистотой поверхности 2—3-го классов. Спиральные сверла состоят из следующих основных частей: режущей, направляющей или калибрующей, хвостовика и соединительной. Режущая и направляющая части в совокупности составляют рабочую часть сверла, снабженную двумя винтовыми канавками.
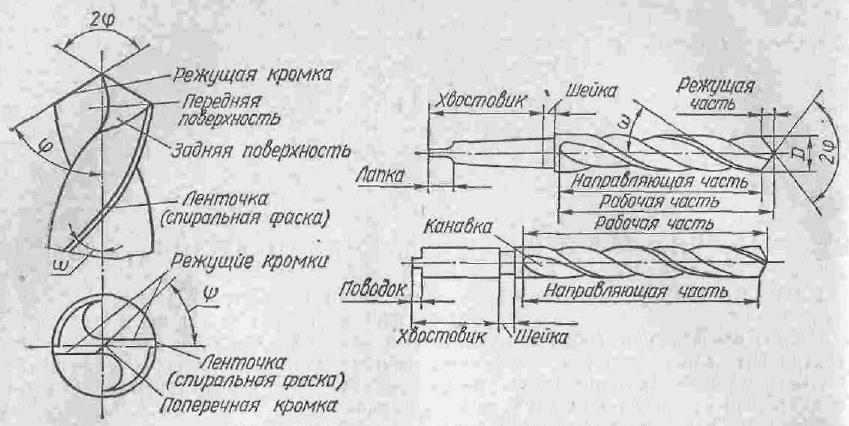
Рис. 45. Элементы спирального сверла
Режущая часть спирального сверла состоит из двух зубьев, которые в процессе сверления своими режущими кромками врезаются в материал заготовки и срезают его в виде стружки. Это основная часть сверла. Условия работы сверла определяются главным образом конструкцией режущей части сверла.
Направляющая часть сверла необходима для создания направления при работе инструмента. Поэтому она имеет две направляющие винтовые ленточки, которые при сверлении соприкасаются с рабочей поверхностью направляющей втулки и со стенками обработанного отверстия. Направляющая часть имеет вспомогательные режущие кромки — кромки ленточки, которые участвуют в оформлении (калибровании) поверхности обработанного отверстия. Кроме этого направляющая часть сверла служит запасом для переточек инструмента. Она обеспечивает также удаление стружки из зоны резания.
Хвостовик служит для закрепления сверла на станке. Он с помощью цилиндрической шейки соединяется с рабочей частью сверла. Наиболее часто рабочая часть сверла изготовляется из быстрорежущей стали, а хвостовик из стали 45. Рабочая часть и хвостовик соединяются сваркой. В промышленности используются также твердосплавные сверла. Режущая часть этих сверл оснащается пластинками твердого сплава либо твердосплавными коронками. У твердосплавных сверл малого диаметра полностью вся рабочая часть может изготовляться из твердого сплава.
Перовое сверло
Перовые сверла (рис. 46, а) являются наиболее простыми по конструкции. Они применяются при обработке твердых поковок, а также ступенчатых (рис. 46, б) и фасонных отверстий.
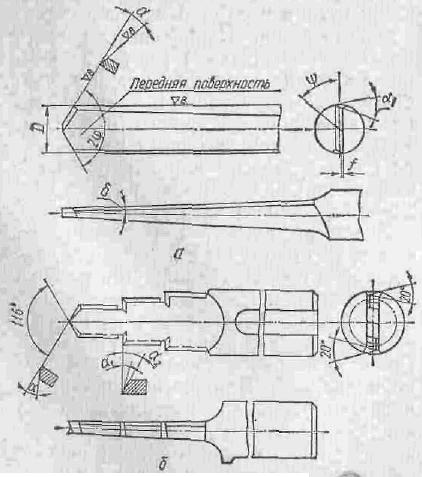
Рис. 46. Перовое сверло
Рабочая часть этих сверл выполняется в виде пластинки, снабженной у торца режущей частью. Режущая часть имеет две режущие кромки, угол между которыми 2ф принимается равным 90° при обработке мягких материалов и 140° для обработки твердых материалов. В результате пересечения задних плоскостей обоих режущих кромок создается поперечная режущая кромка. Угол ее наклона обычно равен 55°—60°. Для уменьшения трения калибрующая часть сверла имеет фаску f шириной 0,2— 0,5 мм, вспомогательный боковой задний угол АЛЬФА1 = 5 -:- 8° и утонение по диаметру в пределах 0,05—0,10 мм на всю длину сверла.
К недостаткам перовых сверл относятся большие отрицательные передние углы, плохое направление сверл в отверстии, затруднительные условия отвода стружки, малое число переточек. Для улучшения процесса резания передняя поверхность снабжается лункой, но это приводит к соответствующему снижению прочности режущей части. Перовые сверла больших диаметров обычно изготовляются со вставной рабочей частью. Для облегчения процесса резания у сверл больших диаметров на режущих кромках делают стружкоразделительные канавки.
Пушечное сверло
Многие детали имеют отверстия, длина которых превышает диаметр сверла в 5—10 раз. Сверление таких отверстий связано с большими трудностями, вызываемыми затруднительными условиями отвода стружки и подвода смазывающе-охлаждающей жидкости в зону резания, необходимостью обеспечения более точного направления сверла при работе и т. п. Выполнение этих требований к глубокому сверлению обеспечивается применением специальных сверл. К ним относятся так называемые пушечные, ружейные и другие сверла. Рабочая часть пушечного сверла представляет собой полукруглый стержень, плоская поверхность которого является передней поверхностью (рис. 47). На торце стержня создается режущая кромка, перпендикулярно оси сверла. Задняя торцевая плоскость сверла затачивается под углом АЛЬФА = 10 -:- 20°.
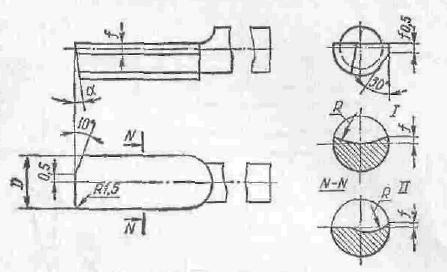
Рис. 47. Пушечное сверло
Для лучшего направления сверло имеет цилиндрическую опорную поверхность, на которой срезаются лыски под углом. 30—45° и делается обратный конус порядка 0,03—0,05 мм на 100 мм длины рабочей части. В результате этого уменьшается трение сверла о стенки обрабатываемого отверстия. Пушечное сверло работает в тяжелых условиях, имеет неблагоприятную геометрию передней поверхности, не обеспечивает непрерывного процесса резания, так как для удаления стружки приходится периодически выводить сверло из отверстия.
Ружейное сверло
Более совершенными сверлами для глубокого сверления являются ружейные сверла (рис. 48).
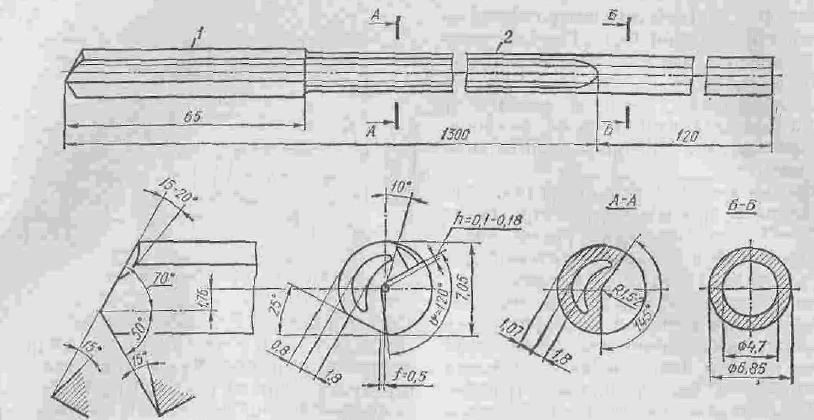
Рис. 48. Ружейное сверло
Они имеют рабочую часть и стебель 2. Рабочая часть пред¬ставляет собой трубку с продольным прямолинейным пазом. Через отверстие в трубку подводится к режущей части сверла смазывающе-охлаждающая жидкость, которая выходит по продольному пазу наружу, увлекая при этом и стружку. Для облегчения резания и лучшего направления вершина сверла смещена относительно его оси на 0,25 диаметра сверла. Сверло имеет одну режущую кромку, состоящую из наружной и внутренней частей. Угол в плане на обоих участках кромки обычно принимается равным 60°, а задний угол – 12—15°. Для уменьшения трения сверла о стенки отверстия на рабочей части делается обратная конусность размером 0,1—0,3 мм на 100 мм длины, а также снимаются лыски.
Такие сверла по сравнению с пушечными сверлами имеют лучшее направление, улучшенный отвод стружки и подвод к зоне резания смазывающе-охлаждающей жидкости, что приводит к повышению стойкости инструмента. Они обеспечивают непрерывный процесс резания и высокое качество обработанной поверхности. Эти сверла имеют лишь одну режущую кромку, что снижает их производительность.
Многокромочные сверла
При глубоком сверлении отверстий, диаметр которых более 20 мм, применяется сверло, имеющее четыре направляющие ленточки (рис. 49, а). Это способствует лучшему центрированию его в отверстии. Для подвода смазывающе-охлаждающей жидкости в стебле сверла предусмотрено отверстие, которое соединяется с рядом мелких отверстий, распределяющих жидкость по режущим кромкам. На главных режущих кромках делаются стружкоразделительные канавки, которые способствуют раздроблению стружки и лучшему вымыванию ее охлаждающей жидкостью.
Глубокое сверление отверстий сравнительно малого диаметра производится удлиненными спиральными сверлами. Наиболее удачными являются спиральные сверла с отверстиями для подачи охлаждающей жидкости под давлением в зону резания, что способствует улучшению отвода стружки и повышению стойкости инструмента (рис. 49, б). Однако при сверлении на глубину, равную восьми диаметрам и более, стабильный отвод стружки этими сверлами не обеспечивается.
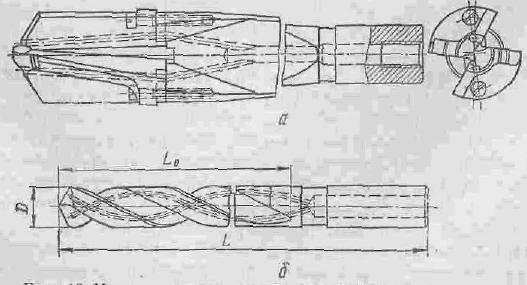
Рис. 49. Многокромочные сверла для глубокого сверления
Шнековые сверла
Чтобы обеспечить удаление большого количества стружки из обрабатываемого отверстия, обработку производят с периодическими выводами сверла. Этот процесс характеризуется малой производительностью в силу значительной затраты времени на периодические выводы сверла из отверстия. Стремление приспособить конструкцию стандартного сверла для глубокого сверления не приводит к желательным результатам.
При глубоком сверлении оказывается затруднительным одновременно обеспечить надежный отвод стружки из зоны резания и создать на режущей части сверла требуемые величины геометрических параметров. Поэтому более целесообразно разработать конструкцию сверла для глубокого сверления, у которой форма винтовой канавки определяется исходя из условия обеспечения нормального отвода стружки, а необходимые геометрические параметры режущей части создаются заточкой передних и задних поверхностей.
Примером подобной конструкции могут служить шнековые сверла для обработки отверстий глубиной до 30— 40 диаметров в чугуне (рис. 50).
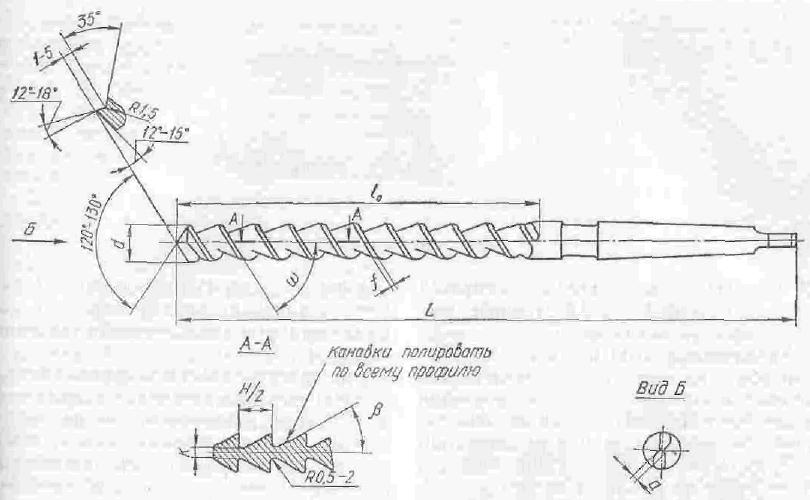
Рис. 50. Шнековые сверла
В отличие от стандартных сверла шнековые имеют больший угол наклона винтовых канавок ОМЕГА = 60* и увеличенную толщину сердцевины, равную 0,3—0,35 диаметра сверла. Диаметр сердцевины не изменяется по длине сверла, в то время как у стандартных сверл он увеличивается при перемещении от режущей части к хвостовику. Стружечные канавки шнекового сверла имеют в осевом сечении прямолинейный треугольный профиль, имеющий закругление во впадине. Причем образующая рабочей стороны канавки идет перпендикулярно оси сверла. Канавка сверла плавно переходит в спинку зуба, идущую под углом БЕТА к оси, образуя ленточку заданного размера.
У шнековых сверл ширина ленточки берется равной 0,5 – 0,8 ширины ленточки стандартного сверла.
Увеличенный угол наклона винтовых канавок и их соответствующий профиль обеспечивают при глубоком сверлении надежное удаление стружки из зоны резания без выводов сверла из отверстия.
Требуемые величины геометрических параметров на режущей части шнекового сверла создаются подточкой передней поверхности и заточкой задней поверхности по плоскостям. При обработке чугуна геометрические параметры принимаются равными: статический передний угол 12—18°, задний угол 12 —15* угол при вершине сверла 2ф — 120 -:- 130°.
При обработке стали передний и задний углы берутся в пределах 12—15°, а угол при вершине 90°. Глубокое сверление высокопрочной стали типа 1Х18Н9Т производится шнековыми сверлами, имеющими угол наклона винтовой канавки ОМЕГА = 35°, угол при вершине сверла 2ф = 120°, задний угол 8—10*, передний угол 12—15°.
Сверло для кольцевого сверления
При обработке глубоких отверстий сравнительно больших диаметров применяются сверла для кольцевого сверления (рис. 51). Кольцевое сверло представляет собой полый цилиндр, на торце которого закреплены режущие зубья, число которых колеблется от трех до двенадцати.
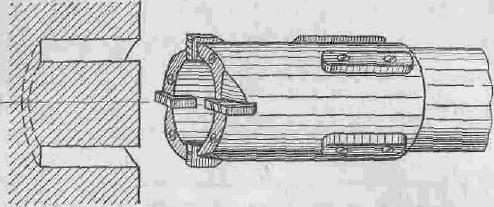
Рис. 51. Сверло для кольцевого сверления
На наружной поверхности кольцевого сверла прорезаны стружечные канавки, расширяющиеся к нерабочему торцу для облегчения удаления стружки.
При проектировании кольцевых сверл можно применять различные схемы резания: схему резания, обеспечивающую деление ширины резания; схему, обеспечивающую деление подачи и комбинированную схему. По схеме, обеспечивающей деление ширины резания, подача, приходящаяся на каждый зуб, равна подаче в целом на инструмент. Каждый зуб срезает стружку небольшой ширины, в совокупности же все зубья инструмента снимают полную ширину резания. Схема деления подачи обеспечивает срезание полной ширины резания каждым зубом инструмента. Благодаря этому значительно увеличивается подача на оборот инструмента в целом, которая равна произведению подачи на зуб на число зубьев. Однако условия работы инструмента, сконструированного по схеме деления подачи, затруднительны, так как при полной ширине резания стружка своими торцами соприкасается с боковыми поверхностями отверстия, что затрудняет ее отвод. Поэтому чаще всего используется комбинированная схема резания, когда происходит разделение и ширины реза и подачи между отдельными зубьями.
На работу инструмента влияют стружколомы или выкружки на передней поверхности зубьев, которые обеспечивают получение дробленной стружки с эффективным отводом ее из зоны резания. Отвод стружки при кольцевом сверлении происходит во взвешенном состоянии в потоке охлаждающей жидкости, подаваемой под давлением в зону резания.
Для глубокого кольцевого сверления рекомендуются следующие размеры выкружек: радиус выкружки берется в пределах (20 -:- 25),Sz высота (12-:-16)Sz, и длина (22-:-28)Sz, где Sz — величина подачи на зуб.
Надежным методом дробления стружки является кинематический, когда обработка ведется с принудительными вибрациями и обеспечивается прерывистое резание, что особенно оказывается эффективным при кольцевом сверлении легированных сталей и других материалов.
Величины задних углов на режущих кромках выбираются небольшие порядка 3—5°, так как большие задние углы дают неплавное резание вначале работы инструмента. По мере затупления инструмента вибрации постепенно прекращаются.
Применение кольцевых сверл обеспечивает по сравнению со сплошным сверлением значительное повышение производительности труда.
Центровочное сверло
Особую группу сверл составляют центровочные сверла, предназначенные для обработки центровых отверстий (рис. 52). Они бывают простые (рис. 52, а), комбинированные (рис. 52, б), комбинированные с предохранительным конусом (рис, 52, в).
Простые спиральные сверла отличаются от обычных спиральных сверл только меньшей длиной их рабочей части, так как ими производится сверление отверстий небольшой длины. Они применяются при обработке высокопрочных материалов, в то время как комбинированные сверла часто ломаются.
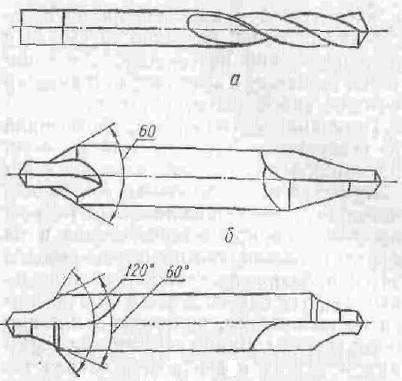
Рис. 52. Сверла центровочные
Комбинированные сверла изготовляются двухсторонними и предназначены для одновременной обработки как цилиндрической, а также и конической поверхностей центрового отверстия. Это приводит к повышению производительности обработки.
Комбинированные сверла с предохранительным конусом позволяют обрабатывать не только цилиндрическую и коническую поверхность центрового отверстия, но и поверхность предохранительного конуса с углом при вершине, равным 120°.
Виды сверл по металлу: характеристики, особенности, применение.
Есть инструменты, которые являются универсальными, и бывают нужны в любом виде ремонта. Так вот к таким инструментам относятся сверла, а именно сверла по металлу. Их универсальность составляет, то что ими можно пользоваться для сверления, не только металла, но и почти любого другого материала, за исключением бетона, кирпича, и других материалов, где нужно победитовый наконечник. Характеристики сверл по металлу не позволяют сверлить бетон, кирпич, из-за отсутствия победита на их рабочей поверхности. Но сверла по металлу можно использовать для любых видов сталей, чугуна, металлокерамики.
Когда вам предстоит работа с металлом, в первую очередь нужно знать насколько металл будет прочный. Ведь от этого будет зависеть прочность сверла, а именно сталь из которой будет изготавливаться сверло. Если вы приобретете сверло не той маркировки, оно быстро затупится, и его придется точить, или покупать новое.
В данный момент на рынке существует большое количество наборов сверл по металлу. Если вы покупаете сверла для дома, вам подойдёт набор сверл, с ходовыми диаметрами. Если же в будущем вам понадобиться сверло редкого диаметра, вы сможете докупить его отдельно.
Для того, что бы разобраться в видах сверл по металлу, их характеристиках, особенностях при работе, нужно разделить их на виды.

Виды сверл по металлу
- Спиральные(часто встречающие и самые популярные)
- Корончатые
- Конические или ступенчатые или как ещё называют конусное
- Перовое сверло
Вот мы разделили сверла по их внешнему виду. Это будет основным критерием. Теперь пройдёмся в общих чертах по видам, которые мы выделили, в каким именно ситуациях мы будем применять те или иные виды сверл при работе с металлом.
Спиральные
Спиральные сверла по металлу являются самыми популярными, и не только при работе с металлом. Они обладают высокой точностью и качеством при просверливании отверстий. Спиральные сверла представляют собой цилиндрический вид с выполненными спиралевидными канавками, которые расположенные вдоль всей рабочей зоны. Они позволяют отводить стружку металла из высверливаемого отверстия. На конце рабочей зоны находятся чаще всего две кромки, которые режут металл. За счет них сверло проделывает отверстия в металле.

Спиральные сверла можно использовать как на сверлильном станке, так и на ручной дрели. На станке будет выше точность вышей работы.
Спиральные сверла по металлу бывают с цилиндрическим хвостовиком и каноническим и шестигранным.

Если посмотреть на исполнение спирального сверла, можно выделить следующие группы:
- Спиральные сверла повышенной точности. Такие сверла применяются мастерами которым нужен высокий уровень точности при сверлении. Купив такое сверло, вы будете уверены в точности до микронов, в диаметре отверстия. Сверла повышенной точности можно распознать по маркировке А1 выбитой на их основании.
- Левостороннее спиральное сверло. Что бы ответить на вопрос для чего они применяются, можно вспомнить ситуацию, которая случалась с многими-а именно когда обламывается шляпка болта. Выкрутить его основание не представляется возможным. Именно для таких случаев и предназначено левостороннее спиральное свело-оно помогает выкрутить обломанные болты, шпильки. У кого то возникнет вопрос, как отличить левостороннее сверло от обычного-для этого достаточно взглянуть в какую сторону закручена его рабочая зона.
- Спиральные сверла по металлу общего назначения. Это тот вид, который мы используем чаще всего. Они имеют большой диапазон рабочих диаметров, вплоть до 80мм. Такие сверло часто применяются как в быту, так и на производстве.
Корончатые сверла

Корончатые сверла по металлу позволяют делать отверстия в металле больших диаметров. За счёт того, что при их использовании режется только наружная часть диаметра, затраты энергии на сверление минимальные. Это позволяет делать большие отверстия быстрее чем спиральными сверлами. В середине корончатого сверла находится обычное спиральное сверло, для центровки. Они позволяют делать отверстия диаметром до 15 сантиметров.
Внешним видом корончатое сверло по металлу похоже на стакан, с канавками с наружной стороны, для отвода стружки. И с центрирующим сверлом. На конце коронки присутствуют режущие зубья, которые изготавливаются из металла твердого сплава и с алмазным напылением.

Конические (ступенчатое, конусное)

Ступенчатое или конусное сверло получило своё название за счёт своего вида. Оно похоже на конус. Конус ступенчатого сверла может быть как плавный, так и ступенями. Конусное ступенчатое сверло по металлу является универсальным, так как одним таким сверлом можно сделать отверстия разных диаметров. Оно применяется для сверления отверстий различного диаметра, или для увеличения отверстия в тонких металлах, в основном до 4мм. На конце конусное сверло имеет центрирующий наконечник, который позволяет сразу начинать сверлить в нужном месте, без сдвигов.
Конусные сверла бывают разных диаметров, вплоть от 4мм до 32мм.
Перовое сверло по металлу

Перовое сверло для металла имеет плоскую рабочую часть, причем она сменная. Сменную пластину к перовому сверлу по металлу можно купить отдельно, когда старая будет тупая.
За счёт того, что перовое сверло имеет толстое основание, оно не перекашивается и не гнётся во время работы. Это позволяет сделать процесс сверления ещё точнее.
Из плюсов перового сверла можно подчеркнуть его малую стоимость, что позволяет сделать его популярным для использования в домашних условиях.
Минусом же первого сверла является отсутствие отвода стружки, что дает некоторые не удобства по время работы. Во время сверления придется чаще останавливаться, и доставать перовое сверло из отверстия, для удаления стружки.
Маркировка сверл по металлу
После того, как мы узнали какие виды сверл по металлу можно идти в магазин и покупать сверла. Но зайдя в магазин и попытавшись выбрать сверло, вы будете в ступоре. Так как в магазине можно встретить большое количество сверл разных цветов и с разными маркировками. Продавцы могут посоветовать вам, какое сверло лучше купить, но не всегда стоит доверять всему, что вам говорят.
Что бы купить нужное вам сверло правильной маркировки, которые будет качественно выполнять свою работу, нужно разобраться в маркировке сверл, а так же разобрать что означает цвет сверла.
Маркировка сверла состоит как из букв, так и из цифр. Маркировка означает вид стали из которой выполнено сверло и может указать для какого материала оно сделано. Найти на сверле можно и маркировку фирмы или страны, где оно сделано

Маркировка сверл постсоветских стран
Производители из стран бывшего советского союза и зарубежные производители маркируют сверла по-разному. Для того, чтобы вы смогли разобраться при покупке, какое сверло будет лучше, мы составили полное описание маркировок сверла.
Если это сверло из стран постсоветских государств, то обозначения будут следующие:
- Р -Вольфрам и быстрорежущая сталь
- К – Кобальт
- Ф – Ванадий
- М – Молибден
Допустим возьмем маркировку сверла Р15М4К9 -сверло по металлу сделанное из быстрорежущей стали с содержанием(P15) вольфрама 15%, (M4)молибдена 4 % и (K9)кобальта 9%
Буква Р на сверле так же означает, что сверло выполнено из быстрорежущей стали.
Рядом с этой маркировкой вы сможете найти диаметр самого сверла.
- На сверлах диаметром до 2 миллиметров вы не найдете никакой информации. Это понятно, так как на таком маленьком сверле, физически поместить надпись не позволяет возможно.
- На сверлах диаметром 2-3 миллиметра вы сможете найти информацию о диаметре сверла и марке стали, то что мы рассматривали выше.
- На сверлах с диаметров более 3 миллиметров будет вся информация о сверле и логотип компании, которая производит данные сверла.
Маркировка зарубежных сверл
При покупке сверл зарубежного производителя, маркировка будет отличаться, ежели на российских сверлах. На сверлах зарубежного производства указывается больше информации, но и расшифровать её сложнее.
- HSS и M6M5—сверло выполнено из быстрорежущей стали
- HSS-R и HSS-G—данным сверлом советуют сверлить твердый пластик, чугун, различную сталь и цветной металл. Данное сверло имеет наибольшую прочность. Прочность металла к которому применяется сверло не более 900 нмм2.
- HSS-TIN Режущая часть сверла сделана с дополнением нитрида титана. Это позволяет сверлить более прочную сталь, с твердостью до 1100 нмм2
- HSS-K6—Свело с содержанием кобальта- надежность и долговечность работы сверла
- HSS-M3—Сверло с содержанием молибдена—увеличивается надежность сверла(смысл такой же, как и у сверла с кобальтом)
- HSS-TiAIN—Покрытие сверла выполнено из трехслойного материала содержащего алюминия, нитрида титана. Такое покрытие увеличивает срок работы сверла в среднем в 5 раз дольше, и позволяет работать сверлом при больших температурах, до 700%
- HSS-Е VAP—Сверла которые применяются для работы с нержавейкой


Цвет сверла, на что влияет и что означает
Если маркировка стерлась, или нет возможности её прочитать, можно попробовать определить тип сверла по его цвету. По цвету сверла можно определить качество изготовления сверла и материал из которого оно изготовлено.
- Черный цвет сверла по металлу — означает что при производстве сверла, а именно по окончанию сверло было обработано перегретым паром, за счет этого сверло становится надежнее. Однако, черный сверла зачастую можно найти плохо качества, поэтому не покупайте сверла не известных фирм производителей.
- Серый цвет сверла— Это обычное сверло, которое не проходило дополнительную обработку. Такое сверло будет менее надежно, и при активной работе, будет быстрее требовать заточки.
- Темно—золотой или золотой цвет сверла—При производстве сверла был применен отпуск, который снимает внутреннее напряжение материала. За счёт этого увеличивается прочность сверла.
- Ярко—золотой цвет сверла по металлу— Такие сверла являются самыми дорогими, так как при их изготовлении применяются сплав титана, а именно нитрид титана, что дает максимальную надежность сверлу. За счёт титана снижается трение при сверлении, что дает сверлу долговечность. Такие сверла имеют большую цену, если же вы покупаете сверло не на один раз, стоит потратиться и купить надежное сверло.
Виды сверл по металлу и их назначение, характеристики спиральных сверл
Содержание
- Виды сверл по металлу и их назначение, характеристики спиральных сверл
- Виды сверл по металлу и их назначение
Виды сверл по металлу и их назначение, характеристики спиральных сверл
Прочитав эту статью, вы узнаете:
какие существуют виды сверл по металлу;
где найти их маркировку;
какие важные характеристики есть у этих инструментов;
на что они влияют;
на какое оборудование устанавливают сверла по металлу.

Фотография №1: сверла по металлу
Виды сверл по металлу и их назначение
Опишем чаще всего встречающиеся виды сверл по металлу и расскажем об их назначении.
Спиральные цилиндрические сверла
Встречаются чаще всего и знакомы каждому. По конструкции такие сверла представляют собой цилиндрические стержни, на рабочих частях которых имеются:
спиральные канавки (одна или две), предназначенные для отвода стружки;
и режущие кромки.

Изображение №1: конструкция спирального сверла по металлу
Выделяют пять категорий спиральных сверл по металлу.
Общего назначения. Эти самые распространенные сверла по металлу находят применение в быту и на производстве. Диметр может достигать 80 мм.
Левые сверла по металлу. У них спиральные канавки закручиваются в противоположные стороны. Предназначение таких инструментов — высверливание болтов со сломанными головками и иных разновидностей крепежа, которые невозможно извлечь иными способами.
Повышенной точности. Сверла по металлу этого типа используют в быту и на производстве, если нужно получить отверстия с высокоточными диаметрами. Такие инструменты имеют класс А. Погрешность работы — доли миллиметра.
Твердосплавные. Такие сверла могут быть цельнолитыми или иметь специальные пластины или напайки. Предназначены для обработки заготовок из материалов с высокой твердостью. Существуют также специальные модели, которые используют при изготовлении печатных плат.
Глубокого сверления. Эти удлиненные спиральные сверла имеют 2 винтовых канала.
Корончатые сверла по металлу
Рабочие части таких сверл представляют собой полые цилиндрические стаканы с канавками для отвода стружки. На торцах имеются режущие зубья.

Фотография №2: корончатые сверла по металлу
Корончатые сверла по металлу используют для проделывания отверстий больших диаметров (до 150 мм). Инструменты применяют при обработке заготовок на фрезерных, токарных и сверлильных станках.
Принцип работы таких сверл основан на технологии корончатого фрезерования. Отверстия вырезаются по контурам. Эта технология отличается высокой производительностью, возможностью использования оборудования небольшой мощности и высокой точностью.
Конические сверла по металлу
Рабочие части таких сверл имеют форму конусов. Инструменты применяют при сверлении заготовок небольшой толщины (2–6 мм) из стали и цветных металлов. Существуют две основные разновидности конических сверл.
-
Стандартные. Требуют от мастера внимательности при высверливании отверстий определенных диаметров.

Фотография №3: стандартное коническое сверло по металлу
Ступенчатые. Наличие ступеней значительно облегчает обработку заготовок.

Фотография №4: ступенчатые конические сверла по металлу
Выделяют следующие главные достоинства конусных сверл.
В тонком металле можно проделывать отверстия различных диаметров без необходимости смены сверла.
Инструменты очень легко центрируются.
Перовые сверла по металлу
Существуют две разновидности таких сверл.
Стандартные. Рабочие части таких перьевых сверл имеют форму лопаток. На торцах имеются центрирующие наконечники.

Фотография №5: стандартные перовые сверла по металлу
Сборные. В настоящее время применяются чаще всего. Состоят из державок и сменных пластин, фиксируемых при помощи винтов.

Фотография №6: сборное перовое сверло со сменными пластинами
Предназначение перовых сверл — проделывание глубоких отверстий небольших диаметров. Инструменты имеют следующие преимущества.
Нечувствительность к перекосам.
Простота и высокая скорость смены режущих пластин.
Недостаток — трудности с отводом стружки.
Центровочные сверла
Их применяют для высверливания в заготовках центровочных отверстий.

Фотография №7: центровочные сверла
Существуют 4 типа таких сверл.
A. Формируют центровочные отверстия без предохранительных конусов. Угол разворота сторон составляет 60°.
B. Высверливают центровочные отверстия c предохранительными конусами. Угол разворота сторон составляет 120°.
C. С их помощью проделывают центровочные отверстия без предохранительных конусов. Угол разворота сторон составляет 75°.
R. Предназначены для высверливания центровочных отверстий дугообразной конфигурации.

Изображение №2: виды центровочных отверстий
Специальные виды сверл по металлу
Кроме вышеперечисленных основных видов сверл по металлу, существуют и специальные. К ним, к примеру, относятся однокромочные модели. Рабочие поверхности таких сверл прямой конструкции сточены наполовину. Это обеспечивает более эффективный отвод стружки. Однокромочные сверла применяют при изготовлении ружейных стволов.

Изображение №3: виды однокромочных сверл по металлу
Маркировка сверл по металлу (российская и зарубежная)
По российскому ГОСТу маркировке подлежат все сверла по металлу диаметром от двух миллиметров. Обозначения содержат информацию о диаметре инструмента и марке стали. На некоторых моделях встречаются клейма производителей. Чтобы узнать маркировку сверла, смотрите на хвостовик инструмента.
Российская маркировка выглядит так.

Изображение №4: правила расшифровки российских маркировок
Зарубежные сверла по металлу, изготовленные из быстрорежущей стали, имеют маркировку HSS. В зависимости от модификаций и особенностей изготовления к ней добавляют различные дополнительные обозначения.
Классификация спиральных сверл по особенностям конструкции и техническим характеристикам
Сверла классифицируют по различным особенностям конструкции и техническим характеристикам.
Типы хвостовиков
По конструкции хвостовой части сверла классифицируют на следующие разновидности.
С цилиндрическими хвостовиками. Встречаются чаще всего. Диаметры хвостовиков могут не совпадать с диаметрами рабочих частей. Сверла малого диаметра нередко оснащают более крупными хвостовиками. Это повышает надежность фиксации. Крупные сверла могут иметь хвостовки уменьшенного диаметра. Это позволяет зафиксировать инструмент в дрели со стандартным патроном. Недостаток таких хвостовиков — невозможность передачи большого крутящего момента. Это повышает рекомендуемую мощность оборудования, необходимого для работы с инструментом. Но в такой конструкции есть и плюс. Если сверло заклинит, дрель не повредится.

Фотография №8: спиральное сверло с цилиндрическим хвостовиком
С коническими хвостовиками. Ими оснащают сверла, предназначенные для обработки заготовок на специализированных станках и при помощи промышленных дрелей.

Фотография №9: сверла с коническими хвостовиками
С шестигранными хвостовиками. Такие сверла подходят для фиксации в стандартных кулачковых патронах и специальных зажимах.

Фотография №10: перовое сверло с цилиндрическим хвостовиком
Классы точности сверл по металлу
Существуют три основных класса точности сверл по металлу.
B и B1. Это катанные и вальцованные сверла па металлу нормальной точности. Используются для проделывания отверстий до 15 и 14 квалитетов точности, соответственно. За рубежом их маркируют HSS-R.
А. Это шлифованные сверла по металлу высокой точности. Применяются для высверливания отверстий с квалитетами точности от 10 до 13.
Углы заточки спиральных сверл и их влияние на применение инструментов
Спиральные сверла по металлу имеют два важных геометрических параметра, которые оказывают влияние на применение инструментов.

Изображение №5: геометрические параметры спиральных сверл
Угол наклона винтовой канавки сверла (ω). Возрастает с увеличением диаметра инструмента. Варьируется в пределах от 18 до 45°. Выбор сверла с определенным углом наклона канавки зависит от материала обрабатываемой заготовки.
Электрон, алюминий и дюралюминий — 45°.
Вязкие и легкие металлы — 40–45°.
Хрупкие металлы — 22–25°.
Различные виды стали — 26–30°.
Угол между режущими кромками (2ϕ). С его увеличением прочность сверла повышается, но при этом возрастает усилие подачи. С уменьшением — наоборот, сверление облегчается, но рабочая часть ослабляется. Выбор сверла с определенным углом между режущими кромками также зависит от материала обрабатываемой заготовки.
Мрамор и иные хрупкие материалы — 80°.
Целлулоид и эбонит — 85–90°.
Сплавы на основе магния — 110–120°.
Электрон, баббит, алюминий — 130–140°.
Красная медь — 125°.
Бронза и латунь — 130–140°.
Закаленная сталь и стальные поковки — 125°.
Сталь и чугун средней твердости — 116–118°.
Виды заточки сверл по металлу
В завершении статьи расскажем о видах заточки сверл по металлу, которую применяют для восстановления затупившихся инструментов и изменения их геометрии.

Изображение №6: виды заточки спиральных сверл
Нормальная (одинарная) заточка (Н). Считается универсальной. При нормальной заточке на поверхности сверла формируются две режущих кромки и одна поперечная. Угол между режущими кромками — 118–120°. Этот вид заточки можно использовать по отношению к сверлам с диаметрами до 12 мм. Остальные технологии подходят для инструментов с диаметрами до 80 мм.
Одинарная заточка с подточкой режущей кромки (НП). Уменьшает ее длину. За счет этого снижается нагрузка на рабочую часть при выполнении сверлильных работ.
Одинарная заточка с подточкой поперечной кромки и ленточки (НПЛ). Дополнительно уменьшает ее ширину в области режущей части. Сила трения значительно снижается. Кроме этого, образуется дополнительный задний угол. Это приводит к облегчению резания.
Двойная заточка с подточкой поперечной кромки (ДП). При двойной заточке формируются 4 режущие кромки и одна поперечная. Они имеют вид ломаных линий. Стойкость сверл с двойной заточкой увеличивается в 5–7 раз при обработке заготовок из чугуна и в 2,5–3 раза при сверлении сталей.
Двойная заточка с подточкой поперечной кромки и ленточки (ДПЛ). При такой заточке сверление облегчается дополнительно.
Полезные советы по выбору сверл
При покупке инструментов не экономьте. Высокие цены на сверла по металлу — это гарантия качества и медленного износа.
Приобретайте инструменты, подходящие к имеющемуся в наличии оборудованию.
Обращайте внимание на марку стали. От нее напрямую зависит возможность обработки заготовок из различных по прочности материалов.
Сверла. Виды и типы. Работа и применение. Особенности
Сверло – это инструмент, который фиксируется в патроне дрели или станке, предназначенный для сверления отверстий в различных материалах. Сверла изготовляются из качественных твердых сталей, что позволяет их использовать для работы с и другими металлами, бетоном или камнем.
В зависимости от предназначения сверла делятся на категории по:
- Металлу.
- Дереву.
- Камню и кирпичу.
- Стеклу и плитке.
Они отличаются между собой по форме, а также углу заточки и режущей кромке. Большинство из них являются узкоспециализированными и не могут использоваться для других целей.
По металлу
Эти сверла подходят не только для сверления металлов, но также могут использоваться для работы с пластиком и древесиной. В зависимости от формы изготовления они бывают следующих разновидностей:
- Спиральные.
- Конические.
- Корончатые.
- Ступенчатые.
Спиральные
Спиральный тип представляет собой классическую конструкцию, которая знакома практически каждому. Инструмент состоит из трех частей – режущая кромка, рабочая поверхность и хвостовик. Режущая часть имеет острую заточку, именно она врезается в металл, образовывая отверстие. Рабочая поверхность представляет собой спираль, цель которой состоит в выведении стружки из отверстия. Хвостовая часть используется для фиксации инструмента в патроне дрели или станка.

Такой тип обычно изготавливают из быстрорежущей стали марки HSS, Р18 или Р6М5. Что касается стали Р18, то она встречается довольно редко и на данный момент производством инструментов из нее занимаются только некоторые предприятия, находящиеся на территории Белоруссии. Из нее получаются очень надежные сверла, которые отлично удерживают заточку.
Конические
Такое сверло обычно можно встретить зажатым в специализированный станок. Его рабочая часть представляет собой конус, вершина которого врезается в поверхность металла, образовывая тонкое отверстие. По мере углубления в материал происходит контакт с более широкой частью конуса, что обеспечивает расширение отверстия. Благодаря использованию данной конструкции, можно обеспечить сверление за один проход. К примеру, если использовать обычное спиральное сверло, то сначала нужно сделать отверстие тонким инструментом, а потом более толстым, постепенно доводя диаметр под требуемые параметры. Конусная форма позволяет избежать подобных неудобств, но к сожалению, она не подходит для слабых дрелей.

Корончатые
Корончатая конструкция представляет собой пустотелый цилиндр, на нижнем торце которого имеются острые зазубрины, напоминающие корону. Такой инструмент позволяет делать отверстия большого диаметра, начиная от 30 мм и более. Недостаток данной конструкции заключается в невозможности установки в патрон обычной дрели. Инструмент может быть использован для сверления листового металла толщиной до 10 мм. Обычно для изготовления корончатого инструмента используется сталь HSS. Также на рынке можно встретить сверла с твердосплавными напайками или алмазным напылением. Они позволяют работать не только с металлами и сплавами, но даже с бетоном.

Ступенчатые
Ступенчатая конструкция является одним из последних изобретений в мире режущего инструмента. Она имеет универсальное применение, поскольку позволяет делать отверстия различного диаметра. Название типа связано с тем, что он представляет собой конус со ступеньками. Такое сверло может быть использовано только для работы с листовым металлом толщиной до 2 мм. Принцип действия заключается в том, что кончик инструмента врезается в материал, и когда он пробивается, то происходит контакт с более широкой частью конуса, которая просверливает углубление еще больше. Таким образом, чтобы получить требуемый диаметр нужно углубиться до нужной ступени.

По дереву
Часто для работы с деревом применяется стандартное спиральное сверло по металлу. Оно позволяет делать отверстие диаметром от 2 до 18 мм. Тем не менее, данный тип сильно ограничивает возможности деревообработки, поэтому было разработано и внедрено несколько особых типов сверл:
- Спиральные по дереву.
- Перовые.
- Винтовые.
- Кольцевые пилы.
- Балеринки.
- Форстнера.
Спиральные по дереву
Спиральные по дереву очень похожи на обычное сверло по металлу. Единственное отличие заключается в форме режущей кромки. Она напоминает трезубец. Острый зуб по центру позволяет провести точную фиксацию в месте сверления. Инструментальная сталь легко врезается в древесину. Особая конструкция позволяет получать очень качественное отверстие, без вырывания волокон, как это бывает при использовании инструмента по металлу.

Перовые
Перовое имеет плоскую конструкцию, на конце которой тоже имеется трезубец, как и в предыдущем типе. Оно обеспечивает большой диаметр сверления, при этом позволяет проводить установку в обычную дрель. Данный тип режет чистые края, без разорванных волокон древесины. Нужно отметить, что в случае сверление небольшого углубления в его центре останется бороздка от основного зуба. Такое сверло работает только на малых оборотах. Его часто используют с ручным коловоротом.

Винтовые
Винтовые сверла напоминают спиральные, но имеют более совершенную рабочую часть для отвода стружки. Они довольно длинные, поэтому позволяют делать глубокие отверстия. Их часто используют для сверления бруса и бревен. Зачастую такое сверло имеет специальную ручку, что позволяет работать даже без использования дрели, станка или коловорота. Заостренная часть инструмента напоминает шуруп, она врезается в древесину, поджимая режущую кромку к волокнам. Срез получается чистым и аккуратным, даже при работе с сырым деревом.

Кольцевые пилы
Этот инструмент представляет собой пустотелый цилиндр с пильными зубьями на торце и обычным выпирающим вперед спиральным сверлом. Он позволяет делать отверстия в досках, фанере и вагонке. Его обычно применяют для получения широких отверстий, необходимых для установки светильников. Инструмент подходит не только для древесины, но и для пенополистирола, ПВХ вагонки и сотового поликарбоната. Такие пилы для дрели могут быть использованы для врезания посадочного места при установке розетки в стене, конечно при условии, что она деревянная или из мягких блоков – пенобетон, глина и пр. Выборка центральной части может быть доделана с помощью стамески.

Балеринки
Балеринка – это регулируемое сверло по дереву. Оно позволяет делать широкие отверстия в фанере, ДСП, МДФ и OSB плитах. Его конструкция представляет собой крестовину, центр которой выполнен в виде спирального сверла. На плечах крестовины крепятся острые резцы, прорезающие листовой материал. Специальный ключ позволяет менять расстояние между резцами, тем самым регулируя диаметр получаемого отверстия.

Сверло Форстнера
Инструмент имеет цилиндрический хвостовик с двумя режущими кромками. Он применяется преимущественно в мебельном производстве. С его помощью можно сделать углубление большого диаметра для установки петлей на дверцы шкафчиков. В результате его применения получается аккуратное отверстие с плоским дном.

По бетону
Сверла по бетону также подходят для работы с камнем и кирпичом. Они бывают трех видов:
- Спиральные.
- Винтовые.
- Корончатые.
Все они имеют специальные напайки, которые вгрызаются в камень, бетон и кирпич. Напайки могут изготовляться из победитовых пластин или представлять собой кристаллы искусственного алмаза.
Спиральные
Спиральные устанавливаются в перфоратор. Они имеют практически идентичную конструкцию со сверлами для металла, за исключением напаек. Лучше всего они работают с бетоном и кирпичом. Глубина отверстия обычно не превышает 80-100 мм.

Винтовые
Винтовые тоже имеют напайки. Они являются более длинными, чем спиральными. Их используют в тех случаях, когда требуется пробить глубокое отверстие. Винты обеспечивают эффективное отведение пыли, что снижает вероятность застревания. Тем не менее, стоит все же периодически вытягивать перфоратор, чтобы проверить – нет ли пыли.

Корончатые
По своей конструкции напоминают стандартную коронку для древесины. В центре имеется спиральное сверло, которое врезается в бетон, камень или кирпич, при этом основную работу по сверлению отверстия требуемой глубины выполняет коронка с напайками. Такие сверла тоже требуют ударного бурения, поэтому не подходят для обычной дрели.

По стеклу
Для сверления керамики и стекла используется всего два вида сверл – коронки и перовые. Коронки имеют алмазное напыления. Их диаметр от 13 до 80 мм. Алмазное напыление представляет собой приклеенные песчинки из искусственного минерала. Для использования коронки необходимо иметь качественную дрель или сверлильный станок. Важно, чтобы инструмент касался плавно, не создавая биения или неравномерного распределения давления.

Перовое сверло представляет собой классический стержень из металла, на конце которого установлено острое копье. Инструмент предлагается в небольшом диапазоне размеров 3-13 мм. Режущее перо выполняется из победита, в более редких случаях с других сплавов.

Для работы со стеклом нужно подойти ответственно к выбору сверлильных инструментов. В отличие от других материалов, ошибка с ним недопустима. Недостаточно ровная или неострая режущая часть может привести к трещине на стекле, керамике или кафеле, что будет непоправимым.
Сверло: виды, характеристики и рекомендации по выбору
Сверло – это распространенный режущий инструмент, который используется не только для получения сквозных отверстий методом сверления, но и для увеличения размеров уже имеющихся.
Технически изделия представляют собой насадки под ручные дрели, перфораторы и различные станки.

Само сверление подразумевает выборку материала за счет вращательного движения острой режущей кромки.
Инструмент делится на огромное количество видов по своей форме и назначению.
Характеристики сверл
Главная характеристика любого сверла – его прочность, которая должна превышать этот показатель у обрабатываемого материала.
Инструмент, в зависимости от условий использования, имеет различный размер и форму.
Отличается также угол заточки режущей части, цвет и др.
Каждое изделие имеет хвостовик, тип которого должен соответствовать патрону дрели, шуруповерта или станка.
Материал
Для изготовления сверла используется различные по своим характеристикам сплавы.
При этом применяется так называемая “быстрорежущая” сталь марок P18, P9, P9K15.
Если диаметр сверла превышает 8 мм, в его изготовлении используется метод сварки, например: углеродистая сталь для хвостовика, быстрорежущая сталь для рабочей части.
Для материалов с высокими показателями твердости (в основном из металла), используются, как правило, кобальтовые сверла.
Их особенность заключается в том, что рабочая часть производится из быстрорежущей стали Р6М5К5, ВК6М с добавлением кобальта.
После буквы “К” в маркировке всегда стоит цифра, которая указывает на количество кобальта в частях.
Для сверления бетона, камня и кирпича используются твердосплавные победитовые сверла.
Наконечник такого инструмента имеет напайки из победита – сплава вольфрама (90%) и кобальта (10%), разработанного в СССР. Современных же модификаций этого сплава существует более десяти.

Победитовый наконечник не режет материал, а крошит, так что для работы с металлом, пластиком и деревом он не подходит.
Кроме вольфрама и кобальта, в сплавах встречается хром, молибден, ванадий, а их процентное количество заложено в маркировке.
Покрытие
Чтобы продлить жизнь сверлам, их тело имеет одно из перечисленных покрытий:
• Оксидная пленка – значительно повышает устойчивость к перегреву от трения.
Также защищает изделие от ржавчины.
Срок службы, естественно, возрастает.
• Алмазное покрытие – самое прочное из существующих.
Применяется в основном на тех изделиях, которые используются при работе с предельно твердыми материалами, включая камень и керамогранит.
• Титановое покрытие – общее название, указывающее, что в материале содержится химическое соединение титана – TiN (нитрид титана), TiAIN (титано-алюминиевый нитрид), TiCN (карбонитрид титана).
Окраска
Цвет сверла имеет большое значение.
Он свидетельствует об используемом покрытии или способе обработки:
• Серый – родной цвет стали.
Говорит об отсутствии любой обработки.
Самые дешевые и недолговечные изделия имеют именно серый цвет.

• Черный – цвет стали, которая была подвергнута воздействию перегретого пара при окончательной обработке.
Черные изделия намного долговечнее, чем предыдущий вариант.

• Желтый – цвет стали, которая подвергалась отпуску (обработка металла с целью снять его внутреннее напряжение).
Говорит о высокой твердости стали, причем его хрупкость сильно снижена отпуском.

• Золотистый – цвет нитрида титана. Яркие золотистые инструменты очень прочные, к тому же у них снижены показатели трения о заготовку.

Размеры и вес
Производители режущего инструмента предлагают впечатляющий ассортимент сверл всевозможного “калибра”, в зависимости от конструкции и предназначения.
Рассмотрим самые распространенные спиральные изделия по ГОСТу:
- Короткие: 20 – 131 мм по длине, 0,3 – 20 мм в диаметре (ГОСТ 4010-77);
- Удлиненные: 19 – 205 мм по длине, 0,3 – 20 мм в диаметре (ГОСТ 10902-77);
- Длинные: 56 – 254 мм по длине, 1 – 20мм в диаметре (ГОСТ 886-77).
Что касается точного веса, он зависит не только от конструкции изделий, их размеров, но и от материала изготовления.
Вес обыкновенных спиральных сверл находится, как правило, в пределах от нескольких единиц, до нескольких десятков грамм.
Точность обработки
Для спиральных сверл существует такая характеристика, как класс точности:
- А — повышенная точность (10 – 13 квалитетов);
- В1 – нормальная точность (до 14 квалитетов);
- В – нормальная точность (до 15 квалитетов).
Квалитет является характеристикой точности, которая определяет значения допусков.
Виды сверл
Изделия делятся на несколько групп по конструкции и назначению.
Это позволяет быстро подобрать инструмент под конкретные задачи.
ПО ФОРМЕ
На основании формы сверла достаточно легко определить, для какого материала его можно использовать:
Спиральное
Рабочая часть имеет два зубца, которые закручены по спирали.

Инструмент, вгрызаясь в материал, выталкивает своими канавками стружку на поверхность.
Форма наконечника полностью зависит от материала, для которого предназначен инструмент.
Как правило, диаметр изделий не превышает 80 мм.
Винтовое
Модернизированный предыдущий вариант, имеющий более совершенную форму канавок, отводящих стружку.
Еще одно отличие – такие изделия больше по длине.

Перьевое
Плоское по форме изделие, режущая часть изготовлена в форме острой пики, очертания которой переходят в более широкую лопатку.

Другие названия – плоское резцовое сверло, что продиктовано его формой, перовое.
У строителей именуется перкой.
Используется там, где нужно получить глубокое и одновременно широкое отверстие.
Кольцевое
Для тех случаев, когда нужно высверлить отверстие с большим диаметром без предварительной подготовки.
Более известно, как коронка.

Форма инструмента напоминает пустотелый цилиндр, а на оси вращения находится центровочное спиральное сверло.
Часть, режущая материал, выполнена либо в виде зубьев, твердосплавных напаек, либо имеет напыление из алмазной крошки.
Коническое (конусное)
Своей формой напоминает конус с острым наконечником.
Подходит для работы с металлом, толщина которого не превышает 0,5 см.
Всего один инструмент способен проделать разные по размеру отверстия.

Все зависит от начального и конечного диаметра конуса, а также от глубины погружения.
С противоположных боковых сторон сверла находятся специальные канавки с заточенными кромками.
Ступенчатое
Разновидность конусного варианта.
Конус разделен на ступени с увеличением их диаметра, которые имеют свой размер.

Инструмент удобен тем, что позволяет в процессе работы отслеживать диаметр образуемого отверстия.
Копьевидное
Формой напоминают наконечник копья, откуда и название.

Используются при работе с твердыми, но одновременно хрупкими материалами, например, стеклом и кафелем.
Балерина (балеринка)
Круговое сверло, которое используется при работе с деревом и кафелем.
Все зависит от установленной режущей части.
Спроектировано таким образом, чтобы на выходе получалось идеально ровное отверстие большого диаметра.
Инструмент имеет крестообразную форму с резцами, расстояние до которых от центра может регулироваться.

Так выставляется диаметр необходимого отверстия.
Центральная часть – спиральное сверло, вокруг которого и вращаются резцы.
Сверла одностороннего резанья
Режущие кромки находятся с одной стороны относительно оси самого инструмента.
В свою очередь делятся на пушечные (передний конец стержневидной формы наполовину срезан, что формирует отводной канал для стружки)

и ружейные (обжатая трубка с полостью, через которую подводится охлаждающая жидкость, и углом канавки до 120 градусов).

Трубчатые
Аналогия коронок, но с более длинной рабочей частью.

Конструкции Форстнера
Усовершенствованный вариант спирального инструмента, но с дополнительными фрезами.

Конструкции Жирова
Подвид винтового инструмента, имеющий три конуса на режущей части, из-за чего ее длина увеличена.

Также конструкция дополнена перемычкой с пазом, которая подточена на треть режущей кромки.
Конструкции Юдовина и Масарновского
Инструмент с большим углом канавки и особенной ее формой, что и отличает его от других видов.
Зенковочное
Монолитный цилиндр, имеющий несколько режущих кромок, образующих конус.
Используется для зенковки отверстий под головки винтов.
ПО НАЗНАЧЕНИЮ
Инструмент делится по назначению, что и является причиной его особой формы в каждом конкретном случае.
В строительстве, в быту и на производстве используются следующие сверла:
Универсальные
Как понятно из названия, справляются с большинством материалов.
Имеют особую заточку, которая получила соответствующее название – универсальная.
По дереву
Это и спиральные, и перьевые, кольцевые и винтовые.

По древесине хорошо работают, в том числе, сверла Форстнера и балеринки.
По металлу
Конические, корончатые, ступенчатые, а также классические спиральные.
По бетону
Корончатые с твердосплавными напайками, ударные спиральные и винтовые.
Имеют различные хвостовики под перфораторные патроны.
Для керамики
Коронки, копьевидные и балерины.
Первые производятся без зубьев.
Режущую функцию выполняет специальное алмазное напыление.
При работе по стеклу используются именно эти виды.
По пластику
Специальные спиральные варианты и коронки, способные проходить материал, не ломая его.
Существует специализированный инструмент, который используется строго для выполнения конкретной задачи:
Для глубокого сверления
Спиральный инструмент, имеющий сквозные каналы.
Их назначение – подача охлаждающей жидкости прямо на режущую часть.
Сюда относится ружейный и пушечный подвиды.
Одностороннего реза
Инструмент, основное назначение которого заключается в создании точных отверстий.
Подвид – эжекторные сверла, разработанные под сверлильные станки.
Как ясно из названия, режущие кромки смещены к одной стороне от оси, вокруг которой происходит вращение инструмента.
Центровочное
Специфический инструмент, способный в деталях проделывать исключительно центровые отверстия, но не более того.

Как выбрать сверло
Подбирая хорошее сверло для дома, следует ориентироваться на цвет изделия, его размер, производителя.
Что касается хвостовиков, то встречается один из перечисленных вариантов:
- Цилиндрический (под дрели);
- Конический (хвостовик Морзе);
- Типа SDS (под перфораторы);
- Трехгранный (под ручные дрели), четырехгранный, шестигранный (hex под шуруповерты и дрели).
Выбирая сверло для профессиональной деятельности, полезными будут:
• Маркировка – сочетание букв и цифр, указывающих на такие параметры, как диаметр, твердость стали, примеси в сплаве, место производства и его технология.

Маркировка ставится на изделия, диаметр которых больше 2 мм.
• Угол заточки – отличается для различных материалов и представляет собой угол между режущими кромками.
От него зависит легкость сверления и скорость.
Что нужно знать о сверлах
Хвостовик типа конус Морзе встречается, как правило, на инструментах, предназначенных для установки в патроны промышленных станков.
Так как эти хвостовики выпускаются в размерах от КМ0 до КМ7, а патрон станка рассчитан на работу с одним вариантом, поэтому выпускаются специальные наборы переходников.
Кроме монолитных, производятся сверла со съемными наконечниками (перовые сборные сверла).
Как правило, они устанавливаются на универсальные сверлильные станки с ЧПУ.

Наконечники при этом изготавливаются различной формы из твердых сплавов или порошковой стали.
Сверла с покрытием из нитрида титана (TiN) нельзя затачивать.
В противном случае все его показатели прочности сходят на нет.
Производители сверл
Современные производители, проверенные временем:
- Bosch – входит в тройку лучших брендов мира по строительному инструменту;
- Ruko – хорошее соотношение цены и качества;
- Зубр – производитель с хорошей ценовой политикой и долговечностью инструмента;
- Haisser – мощные инструменты для промышленных потребностей.
Особое внимание уделяется сверлам советского производства, как самым надежным и долговечным.
Сегодня встретить подобный инструмент тяжело, однако, каждый профессионал знает, что инструмент с маркировкой “Сделано в СССР” всегда предпочтителен.
Сверла по металлу
Домашние мастера нередко сталкиваются с необходимостью просверливания отверстий в металлических изделиях, и большинство из них так или иначе знакомы с этой операцией. Процесс оформления отверстий с первого взгляда несложен, но для получения качественного результата мастеру следует придерживаться некоторых правил. В предлагаемой статье будет приведена информация о том, какими бывают сверла по металлу, как правильно подобрать сверлильный инструмент перед вступлением в работу, о видах буравов, и другие полезные факты, которые помогут понять мастеру все о сверлах.

Конструктивные особенности
В зависимости от конструктивных особенностей и своей функциональной принадлежности, весь сверлильный инструмент подразделяется на несколько характерных видов. Так, по своему назначению, выделяют нижеперечисленные виды сверл:
- для сверловки органического стекла;
- бетонных изделий;
- керамических деталей;
- древесины;
- пластиковых компонентов;
- буравчики для сверления по металлу.
Конструкция сверла – это главный отличительный признак соответствующего вида буравов от других его «собратьев». Различаться могут следующие основные части сверла:
- режущая часть буравчика;
- хвостовик;
- рабочая поверхность, выполняющая также и функцию вывода стружки из просверленного прохода.

Классификация сверл по типу конструкции
При работе с металлическими деталями, можно выделить 2 основные группы сверлильных приспособлений:
- Плоские (или перовые) буравы — такой инструмент имеет сменные пластины к перовому сверлу, нетребователен к точности угла приложения силы во время выполнения сверлильных работ, конструктивно прост и имеет низкую стоимость, но при этом легко теряет диаметр рабочей поверхности при заточке и конструктивно не имеет желобка для вывода стружки.
- Спиральные сверла – цилиндрические буравы, которые имеют на поверхности своего тела одну или две канавки для отвода стружки.
При работе с металлом важно подобрать соответствующее материалу сверлильное приспособление. Для того, чтобы работа была выполнена качественно, мастеру необходимо уметь отличать сверла по металлу от похожих на них сверл по дереву. Конфигурация буравов для обоих материалов имеет схожие элементы, в обоих случаях инструменты могут иметь диаметр до 80 мм и длину до 600 мм, технология проведения сверлильных работ идентична и, более того, буравчики имеют одинаковую маркировку. Но при всей схожести, инструменты по дереву не всегда подойдут для сверления по металлу, и наоборот.
Первым отличительным признаком является твердость буравчика: для сверления отверстий в металле выбирается инструмент с более высокой твердостью. Нужно понимать, что твердость буравов по металлу не является постоянным параметром и, в свою очередь, также зависит от прочностных характеристик того материала, по которому будут проводиться сверлильные работы.
Второе отличие – это тип заточки режущих элементов. У приспособления для сверловки по дереву на наконечнике имеется острый носик в виде штыря или уголка, который предупреждает соскальзывание буравчика относительно его заданного положения. Подобная фиксация при работе с металлом не требуется. Угол между режущими кромками также отличается и напрямую зависит от того материала, для которого предназначен бурав.
При проведении сверлильных работ по деревянным деталям и решением мастера использовать инструмент, рассчитанный на выполнение работ по металлу, нужно понимать, что отличительные характеристики, перечисленные выше, могут сыграть ключевую роль в получении качественного отверстия с ровными краями и без подпалин.
Немаловажную роль при получении качественного отверстия играет тот фактор, правильно ли была выдержана технология изготовления бурава. Если в процессе производства сверлильного инструменнта по металлу было что-то нарушено, то ни правильная форма буравчика, ни его соответствующий цвет не смогут обеспечить качественный результат работ и срок службы сверлильного изделия значительно сократится. Информацию о зависимости цвета бурава от того, из чего делают сверла по металлу, можно будет найти в главах ниже.
Виды сверл по металлу
Понимание видов буравов поможет мастеру определиться и сделать выбор в пользу наилучшей модели сверлильного изделия.
Различают следующие виды сверл по металлу:
- Спиральные – это стандартные сверла, имеющие цилиндрическую форму и изготовленные, в основном, из высококачественной стали марки HSS. Крупное сверло такого типа может достигать 80 мм в диаметре. Применение буравчиков этого вида наиболее распространено при выполнении сверлильных работ по металлу ввиду их повышенной прочности и долговечности. Конструкция спирального бурава выполнена так, что кромки рабочей поверхности имеют угол заточки по отношению друг к другу, равный 118±30º.
- Конические, или ступенчатые – буравчики, которые имеют коническую форму рабочей поверхности. Таким сверлильным приспособлением можно сделать отверстие в тонколистовом металле с толщиной до 2 мм или исправить уже готовое дефективное отверстие, полученное в результате работы другими инструментами. Буравы с золотой окраской подходят для оформления отверстий в изделиях высокой плотности.
- Корончатые (кольцевые) фрезы – это сверлильные инструменты в виде полой коронки с плотным набором зубьев для оформления отверстий в тонком металле, в т.ч. отверстий, с диаметром более 30 мм. Отвод металлической стружка при использовании такого бурава происходит в полость трубки, что позволяет формировать отверстия на большую глубину без извлечения из лунки буравчика. Инструмент этого вида позволяет выполнить сверловку с более качественным краем, а малая площадь соприкосновения бурава с поверхностью металла обеспечивает экономию электроэнергии, что еще больше привлекает к себе внимание сверлильщиков.
- Перовые сверла – инструменты для сверловки, имеющие сменные рабочие пластины, которые дают возможность получить глубокие идеально ровные отверстия. Перовое плоское сверло позволяет вырезать отверстие с полным отсутствием перекоса, а также выполнить отверстие большого сечения. За счет низкой стоимости, эти изделия привлекают к себе внимание очень многих мастеров.
- Длинные сверла по металлу – это специальные удлиненные сверла по металлу, позволяющие выполнить глухие или сквозные отверстия с глубиной более 5-ти диаметров бурава. Несмотря на низкую производительность таких буравчиков, их конструкция предполагает наличие 2-х винтовых канала, по которым должна стекать охлаждающая эмульсия. Существуют также супердлинные сверла по металлу, которые позволяют просверлить отверстие в металлах, имеющих твердость 1300 Н/мм2.
- Центровочные сверла – многофункциональные буравчики для оформления отверстий в металле, используемых для последующего закрепления детали в центрах сверлильного оборудования. Отверстие, выполненное при помощи центровочного буравчика, имеет ось со строгим углом к детали, равным 90º. Радиус центровочных буравов может быть от 0,25 до 5,0 мм.
- Резьбовые сверла по металлу – сверлильное приспособление для нарезки отверстий заданного диаметра с элементами резьбы.
- Левосторонние сверла – это целевые буравы, применяемые для выкручивания сломавшихся или застрявших метизов.
- Высокоточные сверла – сверлильный инструмент, позволяющий добиться высокой точности выполнения работ. Класс подобного буравчика по металлу идентифицируется по буквенно-цифровой комбинации А1, в соответствии с чем и определяется его заведомо высокая цена.
Классы точности и размеры сверл
В зависимости от квалитета точности отверстия, различают 3 класса точности буравов:
- Сверла повышенной точности А1 – сверловка отверстий 10-13 квалитетов точности. Этот класс точности сверла, нанесенный на плоскости буравчика, сориентирует мастера при выборе инструмента повышенной прочности.
- Нормальной точности В1 – для отверстий до 14 степени точности.
- Нормальной точности В – для сверловки отверстий до 15 квалитета точности.
Размеры сверл по металлу, представленные на современном рынке предложений, имеют очень большой разбег, но, опираясь на основные ГОСТы, можно выделить 3 основные категории, представленные в таблице:
| Наименование категории сверла | Диаметр сверлильного инструмента, мм | Длина сверлильного инструмента, мм |
| Короткие | 0,3…20 | 20…131 |
| Удлиненные | 0,3…20 | 19…205 |
| Длинные | 1…20 | 56…254 |
Типы сверл в зависимости от материала
Для определения лучших буравчиков для металла, необходимо выяснить, из какого материала был изготовлен выбираемый буравчик и познакомиться с тем, какие бывают разновидности сверл в зависимости от этого.
Для сверловки высокопрочных сплавов подойдут твердосплавные изделия, имеющие на своей режущей кромке поверхность повышенной твердости. Обычно тело подобных буравчиков изготовлено из простой инструментальной стали, за счет чего обеспечивается невысокая цена готового сверлильного изделия. Пластины, изготовленные из карбидного сплава, подвергаются самозаточке в процессе их использования, вследствие чего такие буравчики справляются с особо прочными материалами, в т.ч. имеющих большую толщину.
Кобальтовые сверла отлично реагируют на высокие механические нагрузки и не подвержены изменением своих свойств под действием высокой температуры. В своей основе такие буравы имеют быстрорежущую сталь, легированную кобальтом, в результате чего они отлично справляются со сверловкой отверстий в высокопрочных материалах и металлических изделиях с высокой вязкостью. Ценовая характеристика также выступает в пользу этой категории буравчиков по металлу.

Сверла по металлу из кобальта
Титановые сверла имеют наилучшие показатели своих сверлильных характеристик. При соблюдении правил эксплуатации таких буравов, титановые изделия будут радовать своего хозяина отличными результатами работ в течении очень долгого времени.

Титановые сверла по металлу
Определение типа сверла по цвету его поверхности
Цвет инструмента для сверловки – это важный признак, который позволяет сделать соответствующие выводы о его добротности и долговечности. Различные типы окрасов буравчиков имею разные прочностные характеристики, выбор которых должен быть основан на частоте использования инструмента, его точности и требований к качеству готового отверстия.

Тип сверла по металлу можно определить по его цвету
Сверла серого цвета недолговечны и наименее надежные ввиду полного отсутствия какого-либо защитного покрытия, что делает их подверженными к изменению механических свойств в худшую сторону под влиянием высокой температуры или силовых нагрузок. Такие буравы имеют невысокую стоимость, но и их применение будет одноразовым.
Черные сверла по металлу, по сравнению с серыми, имеют более хорошее качество. Технология изготовления черных буравчиков подразумевает обработку высокотемпературным паром, за счет чего повышается их прочность и стойкость к износу. Сверлильные изделия с черной поверхностью также имеют невысокую стоимость, что обращает на себя внимание многих мастеров.
Сверла со светлым желтым покрытием имеют очень хороший запас прочности. Внутренние напряжения в таких изделиях устранены термическим отпуском еще на этапе их изготовления, за счет чего создается высокая прочность инструмента. Для их изготовления прибегают к использованию быстрорежущей инструментальной стали высокого качества. Несмотря на все свои достоинства, бледно-золотые буравы уступают по своим характеристикам более ярким экземплярам.
Ярко-желтые сверла изготовлены из высокопрочной стали, имеющей нитридо-титановое покрытие. Изделия с подобным окрасом при оформлении отверстий испытывают минимальную силу трения, что оказывает положительное влияние на их срок службы. Стоимость таких буравчиков достаточно велика, но при этом полностью окупается за счет своего продолжительного срока службы.
Расшифровка маркировки сверл
При выборе подходящего сверлильного приспособления, мастеру поможет сориентироваться соответствующая маркировка сверл по металлу. Маркировка сверл содержит информацию о его рабочем диаметре, о марке стали и информацию о производителе.

Сверла по металлу с нанесенной маркировкой
Так, на сверлильных изделиях с диаметром до 2 мм, маркировку не наносят ввиду миниатюрности подобных изделий.
Для сверл, с диаметром от 2-х до 3-х мм, на теле буравчика будет расположена информация о марке стали и о рабочем диаметре.
Буравы с диаметром более 3-х мм проинформируют мастера о данных своего диаметра, буквенное обозначение марки стали, из которой изготовлен буравчик, и логотип предприятия-изготовителя.
Буквенно-цифровое обозначение марки стали содержит в себе следующую информацию:
- категорию сплава;
- присутствие дополнительных примесей;
- химический состав.
Особенности маркировки сверл по металлу отечественного производства при помощи буквенного обозначения сообщают следующее:
- буква «Р» — инструмент выполнен из быстрорежущей стали. Цифра, стоящая после нее, указывает на процентное содержание вольфрама в стали;
- буква «М» — сплав легирован молибденом, процентное содержание которого также указано соответствующей цифрой, стоящей после буквы «М»;
- буква «К» — сплав содержит кобальт в количестве, указанном последующей после буквы цифрой.
Для примера стоит ознакомиться со следующими обозначениями, применяющимися для маркировки сверлильных изделий отечественного производства:
- Р6М5К5 — буравчик из быстрорежущей стали, содержащей 6 % вольфрама, 5 % молибдена и 5 % кобальта;
- Сверло СЦП Р6М5 –спиральный бурав с цилиндрическим хвостовиком, сплав которого содержит 6 % вольфрама и 5 % молибдена.
Зарубежные изделия имеют отличительную маркировку HSS, которая также содержит в себе информацию о легирующем элементе при помощи дополнительных символов.

- HSS-Е – сплав сверла легирован кобальтом, что положительно скажется при оформлении отверстий в металлах с высокой вязкостью;
- HSS-R – твердосплавный буравчик, который имеет повышенную прочность и применяется для сверления литых изделий, деталей из латуни, чугуна, бронзы, мельхиора и сплавов, с прочностью до 900 Н/мм2;
- HSS-TiN (-TiАN) – тело сверла подвергнуто титановому напылению, благодаря которому увеличена твердость рабочей поверхности и уменьшено изменение механических свойств под воздействие высоких температур, вплоть до +600 ºС, что позволяет работать с материалами, имеющими прочность до 1100 Н/мм2;
- HSS-Е VAP – буравчик применим для нержавеющей стали;
- HSS-4241 – сверлильное приспособление для работы с алюминиевым сплавом.

Стандарты для разных типов HSS
Рекомендации по выбору
Опираясь на характеристики, которые предлагает основная классификация сверл, можно найти лучшие сверла по металлу. При выборе мастер должен учитывать те технологические задачи, которые будут решаться при помощи сверлильного изделия, а также материал, по которому будут проходить работы. Правильный выбор должен быть основан на особом внимании к следующим характеристикам буравчиков:
- Цвет сверла.
- Качество заточных элементов и симметрия частей конструкции буравчика.
- Рабочий диаметр сверла.
- Функциональность и прямое назначение изделия.
- Материал, из которого изготовлен бурав.
- Соответствие типа сверла оборудованию, на котором оно будет использоваться (например, для сверловки отверстия большого диаметра потребуется низкооборотная дрель с высоким показателем мощности).
- Фирма-производитель.
Выбор качественного сверла напрямую зависит от добросовестности производителя, ведь ни одна уважающая себя компания не допустит поступления в продажу некачественных изделий. Производители сверл, предлагающие свои инструменты продолжительное время, являются самым настоящим гарантом покупки качественного буравчика. Профессиональные сверлильщики отдают свое предпочтение самым прочным буравам и выбирают следующий сверлильный инструмент:
- сверла, выпущенные на предприятиях бывшего СССР;
- сверла немецких производителей брендов Ruko, Bosch и Haisser;
- российские сверла фирмы «Зубр».
Это самые распространенные фирмы, предлагающие качественный инструмент на протяжении долгого времени, но выбор всегда остается только за мастером, ведь рынок изобилует предложением сверлильного инструмента на любой вкус и кошелек.
Выбор сверла для бытового применения
Для проведения частых сверлильных работ в домашней мастерской, сверлильщику стоит подумать о приобретении готового набора с изделиями разного диаметра. Подобный набор, в зависимости от качественных характеристик, представлен на рынке предложений в разном ценовом диапазоне, поэтому каждый мастер найдет необходимый инструмент по своим финансовым возможностям. Если сверла определенного типа будут применяться более часто, то дополнительно стоит купить комплект запасных буравчиков с определенным диаметром. Знания мастера о том, какие бывают сверла, какие типы инструментов лучше и какие из них самые прочные, помогут сверлильщику сделать правильный выбор сверла по металлу в пользу самого лучшего инструмента.
Стоит помнить, что любой выбор сверла оправдается, если мастер будет обращаться с ним умело и будет производить его своевременную заточку. Аккуратное использование буравчика по его прямому назначению позволит осуществить заметную экономию денежных средств на отсутствии необходимости постоянной замены вышедших из строя сверлильных изделий.





