Как работать с металлопластиковыми трубами
Когда необходима пружина для металлопластиковых труб
Технологии развиваются, открывая новые и эффективные решения в строительной отрасли. Также взамен тяжелых неповоротливых чугунных труб стали использоваться металлопластиковые трубы.
Применение металлопластика позволяет увеличить срок службы конструкции (по сравнению с металлом). Некоторые производители труб гарантируют, что срок службы их изделий составит не меньше 100 лет. Основой для подобных изделий служит полиэтиленовый слой, способный сохранять свои первоначальные свойства долгое время.
При изготовлении пластиковой оболочки используются два типа материала: сшитый полиэтилен (РЕХ) и полиэтилен повышенной термостойкости (РЕ-RT).
Структура материала первого типа представляет собой отдельные молекулы этилена, соединенные с помощью дополнительных цепочек, образованных в результате воздействия на изначальное сырье катализатора. Тип применяемого катализатора определяет метод сшивки полиэтилена, согласно которому материал может быть:
- РЕХ-а – сшитый пероксидами;
- РЕХ-б – сшитый силаном;
- РЕХ-с – сшитый заряженными частицами;
- РЕХ-d – сшитый азотом.
Каждый из этих способов сшивки позволяет получить различное количество соединенных молекул (процент сшивки), от этого зависит прочность и пластичность итогового изделия. Оптимальный вариант – это изделия из полиэтилена PEX-b, имеющего 60 % сшивки. Такой полиэтилен обладает высокой прочностью и устойчив к образованию трещин, а также хорошо сгибается.

Металлопластиковые трубы из полиэтилена PE-RT имеют повышенную термоустойчивость и большую пиковую температуру (+125 °С, в то время как у труб PEX – +110 °С). При такой температуре изделия не деформируются, но эластичность термостойкого полиэтилена намного ниже (он не гнется), а значит, для угловых соединений следует применять специальные тройники.
Полиэтилен не подвержен влиянию большинства разлагающих химических веществ. По металлопластиковым трубопроводам возможна транспортировка практически любого вещества.
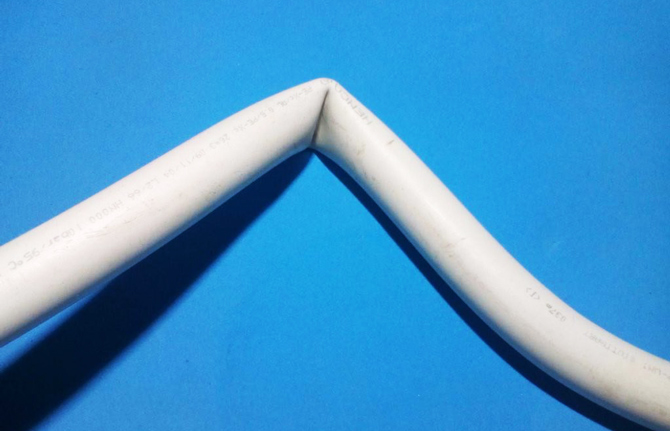
Когда ремонт проходит в соответствии с дизайнерским проектом, то может возникнуть необходимость изменять конфигурацию пластиковой трубы любого сечения. В этом случае мастер задается вопросом, как согнуть металлопластиковую трубу под требуемым углом и при этом сохранить ее в целости (без каких-либо внутренних и внешних повреждений).
Труба из металлопластика обычно выглядит как монолитный отрез из ПВХ, внутри которого находится армирующая прослойка. По этой причине при растяжении верхнего пластикового слоя сгиб металла внутри трубы может привести к его растрескиванию. Но чтобы не приобретать дополнительные расходные материалы, проще создать необходимый изгиб самостоятельно.
Для работы с подобным материалом нет необходимости покупать дорогостоящие приспособления и оборудование, без которого не обходится резка, пайка, сварка и сгибание стальных труб. Для работы с металлопластиком необходимы только специальные ножницы подходящего размера и разводной или рожковый ключ.
Для того чтобы загнуть трубу под необходимым углом, вам нужна пружина для гибки металлопластиковых труб. Она изготавливается из стали и покрывается кадмием. Специальная форма этой пружины придает ей особые свойства – при сжатии деформация сведена к минимуму, а значит, и срок службы будет продолжительным.
Для создания водопроводных и отопительных систем из металлопластика не нужны специальные знания и умения, поэтому монтировать их могут люди, умеющие работать с обычным слесарным инструментом, а навыки приобретаются в процессе работы. Конструкции с легкостью принимают требуемые формы, независимо от места прокладки (поверхность, профиль или направляющая).
Читайте материал по теме: Металлопластиковые трубы оптом
Как гнуть металлопластиковые трубы с помощью трубогиба
Трубогиб (станок Вольнова) – это приспособление, благодаря которому можно с лёгкостью согнуть металлопластиковую трубу в домашних условиях. Трубогибпозволят сгибать конструкции без предварительного нагрева, радиус изгиба при этом может достигать 180 градусов. Гибка металлопластиковых изделий с помощью трубогиба совершенно безопасна, при этом полностью исключается возможность брака детали.
Ручной станок Вольнова имеет простую конструкцию. Он состоит из рукоятки, подвижного ролика, ролика-шаблона, скобы и изогнутой трубы. Пользоваться данным устройством очень просто, его можно изготовить даже самостоятельно.
В домашних условиях чаще всего применяются арбалетные или пружинные трубогибы. Поверхность, которой будет выгибаться труба, перед началом работ лучше слегка смазывать маслом. Так уменьшится трение между деталями, и поверхность трубы не будет повреждена.
Полезный совет!Аналог трубогиба можно сделать в домашних условиях.
Он будет состоять из досок, выпиленных по шаблону в форме полукруга. Такой трубогиб нужно плотно зафиксировать на основании. Важно, чтобы толщина доски превышала диаметр трубы.
В продаже имеются более модернизированные модели трубогибов, такие как гидравлические или электромеханические. В хозяйстве трубогиб может пригодиться только по своему прямому назначению, то есть во время ремонта или монтажа трубопровода. Поэтому покупка дорогостоящих моделей имеет смысл лишь в том случае, если предстоит выполнение очень большого объема работы или если такая работа будет постоянной.
Работа с трубогибом снижает риск деформации трубы при сгибании
Типы пружин для металлопластиковых труб
Пружины состоят из двух элементов (внешнего и внутреннего) и продаются в комплекте. Размер пружин зависит от диаметра трубопровода. Диаметр пружины должен быть на 1,5–2 мм меньше трубы – для внутреннего, или больше – для наружного обжима.
Пружинные трубогибы для металлопластиковых труб имеют вес всего 0,2–0,6 кг.
Пружина для металлопластиковых труб должна подбираться с соблюдением следующих условий.
Рекомендуется использовать пружины, изготовленные из проволоки с плоским сечением, а не с круглым. Такое сечение не повреждает мягкий слой полиэтилена. Для облегчения продвижения к месту планируемого изгиба внутренняя пружина имеет конусообразное окончание.
Обратная сторона внутренней пружины изготавливается в виде петли. На нее крепится веревка или проволока, посредством которой пружина вытягивается после изгиба наружу.
Один конец наружной пружины изготовлен с небольшим расширением в виде воронки. Благодаря ей приспособление легче продвигается к месту изгиба.
Читайте материал по теме: Виды металлопластиковых труб
Расчет радиуса изгиба металлопластиковой трубы
Есть универсальная формула расчета радиуса изгиба металлопластиковой конструкции, которая показывает, что радиус изгиба равен пяти диаметрам сечения трубы. Рассмотрим принцип работы данного правила на примере трубы диаметром 20 мм:
- Чтобы приступить к вычислениям, определим для начала четверть окружности. При диаметре, равном 20 мм, радиус, согласно формуле, равен 100 мм (20 х 5 = 100).
- Определяем отправные точки изгиба угла. Для этого пользуемся формулой:
где C – размер участка, на котором будут производиться работы; Π = 3,14; а R – полученный выше радиус. Подставляя собственные данные, получаем следующее:
2×3,14×100 мм/4 = 157 мм.
Итак, при изгибе будет задействован участок трубы длиной 157 мм.
- Получается, каждые 10–20 мм составляют около 15 градусов от общего изгиба. Такие отрезки отмечаются на поверхности трубы. Теперь можно приступать к любому способу гибки.
Самостоятельная гибка металлопластиковых труб пружиной
Прежде чем начинать работу, следует несколько раз попробовать изогнуть образец трубы. Так вы сможете прикинуть нужную силу нажима, определить удобную позицию и способ гибки. Но, независимо от выбранного способа сгибания, недопустимы сильное давление и перегибы трубы. Идеальный изгиб невозможно произвести резким движением.
Трубы разных марок и производителей имеют различную степень жесткости, а значит, и гнутся они тоже по-разному. При отсутствии опыта работы с металлопластиком следует потренироваться на небольших отрезках труб. Чтобы труба не потеряла форму во время эксплуатации, можно изогнуть ее на более острый угол и разогнуть обратно до нужного значения. Так конструкция будет зафиксирована.
Чтобы не купить товар, который не поддается изгибу, советуем приобрести несколько пробных отрезков труб разных производителей и сделать пробные изгибы на них. Каждый производитель выпускает трубы разной жесткости, и этот способ проверки поможет определить наиболее подходящий вариант труб для работы на сгиб.
Мягкость – одно из достоинств металлопластика. Но при изгибе по радиусу примерно равному радиусу трубы этот плюс становится минусом. При таком маленьком радиусе изгиба происходит залом трубы. Он сокращает внутреннее сечение, а значит, и пропускную способность трубопровода. Внутренний и внешний слой металлопластика разрушается. Иногда происходит повреждение армирующего слоя материала, и стенки разрываются.
Пружина для металлопластиковых труб помогает избежать этого. Сгибание с помощью пружины позволяет добиться равномерного изгиба без заломов по всему радиусу поворота.
Гибка металлопластиковой трубы посредством внутренней пружины:
- Вставить пружину в трубу (в случае, когда труба очень длинная и на ней планируется выполнить значительное число изгибов, то стоит использовать наружную пружину.) Особенно важно, чтобы центр пружины во время процесса совпадал с серединой формируемого сгиба.
- Согнуть трубу. Сгибать надо равномерными движениями до тех пор, пока не будет получен требуемый угол. Гнется труба маленькими осторожными движениями. При соблюдении этих условий находящийся внутри полиэтиленовый слой не пойдет складками, а равномерно распределится по длине изгиба.
Для получения необходимого радиуса изгиба металлопластиковой трубы она сгибается понемногу в 5-6 приемов. Каждый раз труба гнется на угол 10–20 градусов. Чтобы добиться изгиба в 180°, потребуется сделать около 15 движений.
Для выпрямления металлопластиковых труб вышеперечисленные шаги выполняются в обратном порядке.
- Достать внутреннюю пружину для металлопластиковой трубы. Завершив изгиб трубы на нужный угол, немного верните ее назад. Внутренняя пружина немного ослабнет и выйдет наружу, не повредив внутренний слой трубы. Петля способствует более легкому извлечению пружины.
При неправильном подходе на вогнутой поверхности металлопластика могут образоваться складки. Такие трубы можно использовать в бытовых системах отопления, кондиционирования, водоснабжения и вентиляции. Но подобные недостатки влияют на функционирование сетей: увеличивается гидравлическое сопротивление; антикоррозионные характеристики становятся хуже; сечение труб уменьшается.
Читайте материал по теме: Как выбрать металлопластиковые трубы
Как согнуть металлопластиковую трубу: основные способы
Практически в каждом плане трубопровода встречаются изгибы и повороты.
Поэтому технология сгибания металлопластиковых труб применяется очень часто. Если попытаться придать трубе нужную форму, не зная её характеристик, можно испортить изделие. Хрупкие металлопластиковые стенки могут деформироваться или треснуть.
При необходимости сгибания металлопластиковой трубы в домашних условиях применяется несколько методов.
Изгиб трубы вручную.Самый доступный метод гибки металлопластиковых труб, не требующий использования инструментов.
Согнуть руками можно конструкцию, диаметр которой не превышает 20 мм. Трубы с большим диаметром с трудом поддаются сгибанию вручную. Несмотря на быстроту, данный способ можно назвать самым ненадёжным.Можно ли гнуть металлопластиковые трубы таким способом, не нарушая их структуры– дело практики, но без определённого опыта появляется слишком большая вероятность нарушить целостность материала.
Пружины для сгибания металлопластиковых труб.Этот способ оптимален для конструкций, выполненных из металлопластика средней твёрдости.
Пружины для гибки металлопластиковых труб при условии правильно подобранного диаметра позволяют добиться высокой точности сгиба. Понадобится для этого достаточно прочная пружина, не поддающаяся деформации. К одному из её концов крепится проволока длины, достаточной для извлечения пружины после сгибания.
Чтобы облегчить процесс сгибания, трубу можно прогреть строительным феном
Пружина просовывается по внутренней части трубы до места, где планируется изгиб.
Важно следить за тем, чтобы центры пружины и будущего изгиба точно совпадали. Изделие плавно гнётся под нужным углом, при этом можно делать упор коленом. По завершению сгибания пружина извлекается.
Жёсткая проволока для изгиба металлопластиковых труб.
Процесс гибки посредством проволоки – более длительный, но также достаточно эффективный. Проволока нарезается небольшими отрезками, которыми следует заполнить все пустоты трубы в месте сгиба. Слой из проволоки будет выполнять функцию каркаса, препятствующего появлению неровностей и разломов.
Далее труба гнётся таким же образом, как и в случае с пружиной. Использованная проволока осторожно извлекается из конструкции. Необходимо также проверить, не остались ли в трубе отрезки.
Применение песка. Один из наиболее трудоёмких способов сгибания.Его часто используют в тех случаях, если не удалось найти требуемый размер пружины. В деталь трубопровода засыпается мелкий просеянный песок так, чтобы в трубе не оставались пустые места.
На оба конца трубы надеваются заглушки, чтобы предотвратить высыпание песка. Изделие зажимается в тиски в месте, достаточно удалённом от предполагаемого изгиба. Перед сгибанием отрезок трубы подогревается паяльной лампой.
Полезный совет!Существует опасность перегреть трубу, поэтому следует проверять степень накаливания песка. Для этого к месту нагрева подносят лист бумаги. Если бумага начинает обугливаться, значит песок достаточно прокален.
Песок, насыпанный внутрь трубы, предотвратит деформацию трубу в процессе сгибания
После придания изделию нужной формы песок высыпается. При необходимости трубу можно промыть. Вместо песка также может использоваться соль.
Как согнуть металлопластиковую трубу: эффективные способы
Изготовление системы отопления или водоснабжения из металлопластиковых труб выгодно тем, что практически все работы можно выполнить самостоятельно, без привлечения специалистов. Стоимость материалов невысока, а необходимый опыт можно приобрести в процессе работы.
Металлопластиковые изделия не требуют обязательного применения в углах поворота трубопроводов специальных элементов. Это снижает трудоемкость работ, а самое главное, уменьшает сопротивление потоку воды в системе.
Особенности конструкции металлопластиковых конструкций
Изделия из металлопластика имеют многослойную структуру:
- Внутренний и наружный – высокопрочный сшитый полиэтилен;
- Средний слой – алюминий.
Для прочного соединения слоев между собой используется специальный клей, поэтому в некоторых описаниях можно встретить наличие не трех, а пяти слоев, но клеевые прослойки играют только скрепляющую роль и не являются основными.
 Рисунок 1. Строение металлопластиковой трубы
Рисунок 1. Строение металлопластиковой трубы
Преимущества полиэтилена в качестве материала:
- Высокая химическая и биологическая инертность, обеспечивающая безопасность эксплуатации и долговечность;
- Высокая гладкость поверхности, снижающая сопротивление потоку среды;
- Низкая адгезия, препятствующая накапливанию отложений солей и грязи;
- Стойкость к воздействию внешних условий.
Алюминиевая прослойка между слоями полиэтилена повышает механическую прочность и снижает коэффициент линейного расширения при изменении температуры протекающей жидкости.
Трубы из слоистых материалов изготавливаются в широком диапазоне диаметров. Наибольшее распространение получили трубы с диаметрами 16, 20 и 26 мм. Несколько реже применяются изделия с диаметрами 32, 40 и 63 мм. Материалы поставляются в магазины бухтами с длиной в бухте 50 – 200 м.
 Рисунок 2. Бухта изделия
Рисунок 2. Бухта изделия
Многослойная структура накладывает ограничения при работе с материалами из металлопластика. Что может случиться при неправильном изгибе:
- Расслоение. При чрезмерном снижении радиуса изгиба или в результате нескольких попыток сгибания клеевой шов нарушается, в результате чего слои полиэтилена и алюминия могут потерять сцепление между собой. Это приведет к снижению прочности и срока службы;
- Заломы. Стенка, которая находится внутри угла изгиба, может провалиться внутрь. В результате в месте залома уменьшается проходное сечение вплоть до полного перекрытия. Как правило, в местах залома происходит расслоение конструкции;
- Трещины наружного слоя. Также возможны при малом радиусе изгиба, но наиболее часто возникают при попытке изгибания материалов при низких температурах. В результате трещин оголяется участок алюминия, который имеет малую коррозионную стойкость.
Первый из перечисленных дефектов – расслоение, опасен тем, что его возникновение ничем нельзя определить внешним осмотром, поэтому при работе с металлопластиковыми трубами необходимо строго следовать приведенным рекомендациям.
 Рисунок 3. Заломы на трубе
Рисунок 3. Заломы на трубе
Возникновения большинства дефектов можно избежать, если следовать основному правилу — радиус изгиба металлопластиковой трубы не должен быть менее пяти диаметров, что составляет:
- Для трубы 16 мм – не менее 80 мм;
- Для 20 мм – не менее 100 мм;
- Для 32 мм – не менее 160 мм.
Способы гибки металлопластиковых труб
Трубы можно изгибать в домашних условиях тремя способами:
- Вручную;
- С использованием амортизирующих материалов (пружин, проволоки, песка);
- С использованием специализированного инструмента – трубогиба.
Все способы имеют право на существование, но у каждого есть свои достоинства и недостатки.
Сгибание вручную
Самый простой способ, но требующий некоторой физической силы и умения точно координировать силу воздействия. Подходит только для работы с изделиями малых диаметров – не более 20 мм. Данным способом имеет смысл пользоваться при малых объемах работы. Необходима тренировка, чтобы правильно выполнять изгибы.
- Отмечают на изделии место начала изгиба;
- Берут трубу в руки, чтобы большие пальцы рук соприкасаясь, располагались внутри предполагаемого изгиба;
- Плавным усилием изгибают трубу на небольшой угол (не более 20 °);
- Передвигают пальцы на несколько сантиметров далее и повторяют действие. Чем на меньшее расстояние передвинуты руки, тем плавнее получится изгиб;
- Действия повторяют до получения нужного радиуса.
 Рисунок 4. Положение рук при сгибании вручную.
Рисунок 4. Положение рук при сгибании вручную.
Важно не прилагать больших усилий. Не нужно стремиться выполнить сразу необходимый изгиб. При данном способе легко получить дефект в виде залома. Лучше первоначально изогнуть трубу несколько большим радиусом, чем необходимо, а затем догнуть до необходимой величины.
Использование амортизатора
Более надежные результаты получаются при использовании амортизаторов. Специально для гибки металлопластиковых труб выпускаются специальные пружины с плотным расположением витков. Перед началом изгиба пружину проталкивают внутрь в месте выполнения изгиба, а далее поступают так же, как при сгибании вручную. Руки надо располагать по краям будущего изгиба, а усилие можно прилагать больше. Пружина внутри полости, не допустит образования залома.
Для удобства вытаскивания диаметр витков на концах пружины меньше, чем в рабочей части, но дополнительно к одному из концов нужно предварительно привязать прочный шнур, иначе возможны проблемы при вытаскивании пружины. По этой же причине диаметр витков должен быть на один – два миллиметра меньше внутреннего диаметра трубы.
 Рисунок 5. Внутренняя пружина
Рисунок 5. Внутренняя пружина
Выпускаются также пружины для ручной гибки металлопластиковых труб, которые предназначены для надевания на внешнюю поверхность. Такие амортизаторы более удобны, поскольку позволяют быстрее выполнить несколько изгибов на одном отрезке, но риск возникновения заломов здесь несколько выше.
 Рисунок 6. Наружная пружина
Рисунок 6. Наружная пружина
При отсутствии заводских амортизаторов согнуть металлопластиковую трубу можно в домашних условиях, воспользовавшись подручными средствами. При выполнении изгибов на небольшой угол и с большим радиусом, во внутреннюю полость трубы можно плотно набить отрезки проволоки подходящей длины. Проволока должна быть мягкой, легко гнущейся, например, медной или алюминиевой. Для того, чтобы проволоку можно было вынуть, несколько отрезков должны быть достаточной длины. В первую очередь вытаскиваются длинные отрезки, а остальные затем просто вытряхиваются. Таким способом нельзя делать изгибы с большими углами, поскольку извлечение проволоки станет трудной задачей.
Загерметизировав один из концов трубы, можно заполнить ее хорошо просушенным и просеянным песком. Песок (или обыкновенная соль) хорошо выполняет роль амортизатора и позволяет выполнить изгиб под любым углом. Это один из самых простых способов, особенно, когда объем работ невелик, хотя следует отметить, что сгибание заполненной песком трубы требует применения больших усилий.
 Рисунок 7. Засыпка трубы песком
Рисунок 7. Засыпка трубы песком
Использование трубогиба
Применение специализированных инструментов для изгибания труб позволяет значительно ускорить процесс работы и практически полностью избавиться от брака.
В основе работы трубогибов различных конструкций используется шаблон, к которому прижимается изделие. В трубогибах арбалетной системы шаблон, закрепленный на подвижном штоке, давит на гнущуюся трубу, расположенную между шаблоном и двумя неподвижными роликами. Преимуществом арбалетной конструкции является простота конструкции, при этом привод штока может быть как ручным, так и гидравлическим.
 Рисунок 8. Арбалетный ручной трубогиб для трубы 16 мм
Рисунок 8. Арбалетный ручной трубогиб для трубы 16 мм
Конструкция прокатного трубогиба использует подвижный ролик, который при движении прижимает изгибаемый материал вокруг неподвижного шаблона. По принципу действия он напоминает устройство для закатывания крышек на стеклянные банки.
 Рисунок 9. Прокатной (рычажный трубогиб)
Рисунок 9. Прокатной (рычажный трубогиб)
Замечание – предельный радиус изгиба равен радиусу шаблона. И если прокатный трубогиб позволяет гнуть трубы с разными углами, но строго одного радиуса, то арбалетный дает возможность выполнить изгиб с любым радиусом. В этом методика сгибания похожа на ручную, но использование шаблона и ролика с профильными проточками позволяет избежать дефектов на сгибаемом изделии.
Самостоятельное изготовление
Любую конструкцию нетрудно изготовить своими руками. Основная трудность – изготовление шаблона. Можно воспользоваться ровными цилиндрическими заготовками, но качество изгиба будет не очень высоким, поскольку сечение изогнутой трубы будет отличаться от ровного круга. Хорошие результаты будут только в том случае, если ролики и шаблоны будут иметь проточку, равную половине внешнего диаметра изделия. То есть трубогиб для металлопластиковых труб диаметром 16 мм должен иметь проточку с таким же диаметром. Отсюда следует вывод, что правильный трубогиб будет работать только с трубами одного диаметра, а универсальное устройство должно иметь сменные ролики и шаблоны.
 Рисунок 10. Самодельный трубогиб
Рисунок 10. Самодельный трубогиб
Расчет радиуса изгиба
К расчетам прибегают в тех случаях, когда необходимо точно определить место начала и конца изгиба трубы. Расчет прост и сводится к нескольким действиям, что будет показано, используя минимальный радиус изгиба трубы 16 мм:
- Радиус изгиба – R=5*D. В данном случае R=5*16=80 мм;
- При данном радиусе длина полной окружности составляет 2*3.14*R= 2*3.14*80=502 мм;
- Длина изгибаемого участка зависит от того, на какой угол будет изгибаться труба:
- для поворота 90 градусов это четверть окружности, то есть 125.5 мм;
- для U-образного изгиба – половина окружности – 251 мм.
Советы
Для того, чтобы труба легче гнулась, участок изгиба перед работой нужно прогреть строительным феном. Обратите внимание – температура плавления полиэтилена не превышает 135 градусов. Нагрев выше этого значения приведет к непоправимым последствиям. На многих сайтах встречается рекомендация проверять температуру при помощи полоски бумаги. Обугливание бумаги свидетельствует о достижении нужной температуры. Но нигде не указано, что температура обугливания бумаги выше 150 – 200 градусов. Отсюда же следует вывод, что использование паяльной лампы или горелки для нагрева недопустимо, поскольку температура пламени распределяется неравномерно и превышает минимальные значения в несколько раз.
Применение трубогибов позволяет изгибать трубы с радиусом менее допустимого, но предварительно необходимо проверить качество на ненужном отрезке из одной партии. Получившийся сгиб распиливают ножовкой и внимательно осматривают на наличие отслоений и иных дефектов. При их отсутствии можно приступать к чистовой работе.
Трубогиб для металлопластиковых труб – любые изгибы своими руками!
Трубогиб для металлопластиковых труб позволяет без особых проблем выполнить в домашних условиях сгибание таких изделий, которые отличаются достаточно высокой степенью пластичности.
1 Гибка труб – особенности операции
Под сгибанием металлопластикового трубного изделия понимают процедуру, приводящую к изменению наклона его оси под влиянием четко выверенной внешней нагрузки. Во время такой операции в стенках трубы образуются упругие и упруго-пластические деформации:
- растягивающее напряжение на внешней поверхности (в центральной части изделия отмечается наибольшая величина нагрузки);
- сжимающее напряжение на внутренней стенке.

Гибка металлопластиковых (МП) труб становится причиной изменения поперечного сечения (его формы) изделия. Чаще всего такая операция применяется в случаях, когда требуется получить овальную конструкцию вместо стандартной круглой. Гибку МП труб следует проводить максимально аккуратно. Если процедура будет выполняться неправильно, с приложением чрезмерных усилий, трубное изделие может разрушиться или сильно деформироваться, что не позволит использовать его по назначению.
Очень часто при неграмотном сгибании конструкций из металлопластика на их вогнутой поверхности образуются складки. Теоретически такие трубы можно использовать в бытовых системах отопления, кондиционирования, водоснабжения, вентиляции. Но в этом случае нужно понимать, конструкции со складками оказывают негативное влияние на функционирование сетей: повышается их гидравлическое сопротивление; ухудшаются антикоррозионные характеристики; становится меньшим проходное сечение труб. Все сказанное следует помнить домашним мастерам, планирующим выполнять гибку МП труб своими руками.
2 Минимизация риска деформирования труб из металлопластика
Применение специальных приспособлений для сгибания трубных МП изделий является единственным правильным и обеспечивающим ожидаемый эффект вариантом выполнения интересующей нас операции. Она производится при помощи трубогибов – относительно простых по конструкции устройств, которые качественно сгибают металлопластиковые трубы и при этом не повреждают их структуру.

Достоинств у таких приспособлений немало. Выделим самые главные из них:
- Безопасность проведения работ по сгибанию МП труб.
- Минимальная опасность (практически нулевая) разрушения сгибаемого изделия.
- Возможность работы с трубами всех существующих сечений.
- Получение изгиба без заломов и сплющиваний.
- Простота использования.
Трубогибы дают возможность сгибать МП изделия под разными углами. При применении таких приспособлений не нужно специально нагревать трубу до какой-либо определенной температуры. Трубогибы, заметим, делают из металла. Поэтому их корпус всегда является ударопрочным. Важно и то, что гибка труб при помощи подобных устройств позволяет улучшить качество осуществления монтажных мероприятий. Достигается это снижением числа резьбовых соединений и проведения сварочных работ при сборке водопровода, отопительной системы и других бытовых сетей.
3 Трубогибы – разновидности и свойства
Приспособления, используемые для гибки металлопластиковых труб, подразделяют на три вида. Трубогиб может быть: ручной, электромеханический, гидравлический. Ручной трубогиб предназначен для сгибания конструкций из металлопластика на угол до 180°. Обратите внимание! Ручной трубогиб дает возможность обрабатывать трубы сечением не более 5 см.
Как правило, в быту используются самые простые гибочные устройства. Но при желании вы можете приобрести и по-настоящему “крутой” ручной трубогиб, оснащаемый перепускными клапанами, различными рычагами, нагнетательными аппаратами. С таким инструментом работать удобнее. Но стоит он немалых денег. Электромеханические устройства для домашней гибки металлопластиковых трубных изделий не используются. Такие трубогибы являются агрегатами со множеством специальных функций. Управляются они специальными программами.

Гидравлические модели трубогибов бывают стационарными и ручными. Первые обычно применяют на небольших предприятиях. А ручной гидравлический трубогиб вполне может использовать и домашний умелец. Подобные устройства снабжаются гидронасосом. Ручной трубогиб может причисляться к разным типам еще по одному признаку – по методу изгиба трубы. С этой точки зрения, рассматриваемые в статье приспособления для гибки МП труб делят на сегментные, пружинные и арбалетные.
Первые из указанных осуществляют загибание обрабатываемой заготовки вокруг себя. Пружинный механизм позволяет изгибать не только металлопластиковые изделия, но и медные трубы, а также конструкции из алюминия. Арбалетные устройства имеют малую цену и очень компактные размеры. Но с их помощью трубу можно согнуть лишь на 90°. Не более того.
4 Гибка на гидравлическом агрегате – удобная операция
Гидротрубогибы, как мы говорили, оснащаются насосом. Этот встроенный в конструкцию агрегата механизм дает возможность значительно уменьшить физические усилия, необходимые для изгибания трубы. Конструкции с гидравлическим насосом имеют очень прочный корпус. Его изготавливают из металла. Сам гидронасос не требует постоянно техобслуживания. Он функционирует долго и без перебоев.

Оператор управляет гидравлическим трубогибом посредством рычажной передачи. Она позволяет задавать нужный угол изгиба и постоянно контролировать процесс гибки. Если что-то идет не так, агрегат можно сразу отключить. Гидравлические установки могут выполняться с открытой и закрытой рамой. Открытые агрегаты менее безопасны в эксплуатации. Зато смена заготовок на них происходит достаточно быстро. Аппараты с закрытой рамой с точки зрения охраны труда и безопасности работы оператора намного более предпочтительны для применения. Но для смены сгибаемых на них труб тратится немало времени.
Ручной гидравлический трубогиб отличается от стационарного тем, что для работы первого не требуется подключать источник питания. Приспособление приводится в действие мускульной силой. А вот агрегаты с электроприводом нуждаются в подключении к электрической сети.
5 Пружинное приспособление для сгибания – для домашних мастеров
Такой ручной трубогиб выполнен в виде стальной пружины определенной протяженности и сечения. На одном из его торцов предусмотрено расширение. Оно делается для того, чтобы человеку, использующему данное приспособление, было удобнее производить гибку.
С помощью пружинного механизма вы можете гнуть МП трубы на разнообразные углы и в любом требуемом направлении. Схема использования проста:
- Выбирается пружина требуемого сечения и длины.
- Затем ее вводят внутрь изделия из металлопластика (существуют, кроме того, приспособления, в которые нужно вводить саму трубу).
- Размещают пружину таким образом, чтобы центр планируемого изгиба приходился на ее центр.
- Производят сгибание металлопластикового изделия. Допускается использовать колено в качестве упора для облегчения выполнения операции.
- Вытягивают из трубы пружину. Для этих целей перед началом работ на пружинку устанавливают стальную проволоку. Достаточно потянуть за ее конец, чтобы без труда вынуть этот простейший ручной трубогиб.

Важные моменты! Чем длиннее пружинный трубогиб, тем более протяженные изделия из металлопластика он сможет согнуть. Иногда пружинку допускается передвигать по отношению к изгибаемой МП конструкции. Это дает возможность работать не со всей трубой, а только с ее отдельными участками. К сожалению, такая функция реализовывается далеко не во всех пружинных приспособлениях.
Перед покупкой простого трубогиба с пружинкой обязательно убедитесь, что ее сечение соответствует диаметру изделий, которые вы будете гнуть. В противном случае приспособление будет бесполезным.
6 Обзор способов ручной гибки изделий из металлопластика
Трубогибы бывают обкатывающими и наматывающими. Процесс сгибания металлопластиковых труб на них идет по разным принципам. Если применяется наматывающая технология, необходимо прижать к гибочному ролику трубное изделие при помощи особых фиксаторов. Затем ролик начинают вращать до того момента, пока не получится нужный угол. В таких устройствах радиус ролика всегда идентичен радиусу получаемого изгиба.
Наматывающая методика нередко приводит к смятию стенок трубы. Уберечься от этой проблемы несложно. Требуется поставить специальный дорн внутрь металлопластикового изделия. Не пугайтесь неизвестных слов. Дорн – это всего-навсего металлический пруток определенного сечения с округлым торцом. Иногда такой стержень делают из нескольких секций, соединенных друг с другом в одну конструкцию. Тогда дорн получается гибким. Когда ручной трубогиб функционирует по технологии обкатки, изгибаемое изделие располагают между роликами (двумя) устройства. Первый из них является непосредственно рабочим (его называют обкаточным), а второй находится в неподвижном состоянии.

Металлопластиковое изделие крепят (неподвижно) на шаблон для гибки. Затем начинают перемещать ролик (производятся движения обратно-поступательного характера по дуге вокруг опорного элемента). Через некоторое время МП труба получает требуемый радиус гибки. Как видим, обкаточная метода предполагает постепенное воздействие на обрабатываемое изделие. За счет этого труба не может сломаться либо чрезмерно деформироваться. А значит, в применении дорна нет никакой необходимости.
Надеемся, что теперь вы легко и быстро сможете выбрать трубогиб для изделий из металлопластика. И у вас не возникнет никаких проблем с его использованием.
Когда необходима пружина для металлопластиковых труб – расчет радиуса изгиба
Появление трехслойных труб на основе полиэтилена, алюминия и полипропилена в свое время стало открытием для большинства любителей строить своими руками. Работать с жесткой и одновременно гибкой металлопластиковой трубой было намного удобнее, чем со сталью или чистым полипропиленом.
Но настоящим открытием стал тот факт, что гнуть водопроводы можно было просто руками, используя для этого специальную пружину для металлопластиковой трубы. Причем качество изгиба получалось достаточно высоким.
Когда нужна пружина
Преимущество металлопластиковой трубы – сочетание относительно тонких пластичных пластиковых стенок с жестким алюминиевым армированием. Это означает, что при небольшой радиальной или продольной нагрузке, изгибе изделие будет вести себя подобно винилу на морозе.
До определенного угла закручивания оно поддается равномерному изгибу. Как только радиус становится меньше определенной величины, металлопластиковая труба ломается с образованием «шарнира» или брыжей.
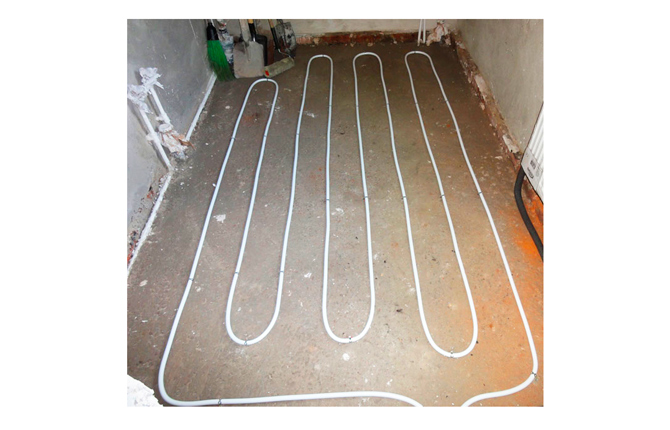
Можно попытаться выровнять заготовку, и для этого есть специальные приемы, но только для коротких отрезков. Если же проблема возникла с длинным участком системы отопления или греющего контура теплого пола, то исправить ситуацию можно будет установкой двух фитингов в точке излома.
От того, насколько правильно согнута металлопластиковая труба, зависит долговечность алюминиевого и полиэтиленовых слоев. Если хотя бы один из них был поврежден, то металлопластик неминуемо выйдет из строя.
Как гнут трубы
Есть несколько базовых способов правильно согнуть металлопластиковую заготовку.
В домашних условиях используют три основных:
- Трубу гнут с помощью ручного или настольного трубогиба с набором ложементов разного радиуса кривизны.
- Быстрый изгиб выполняют с помощью пружины-кондуктора;
- Одиночные изгибы можно выполнить с помощью кустарного кондуктора.
Самое высокое качество изгиба получается при использовании ручного трубогиба, самое низкое – у полукустарных инструментов.

Любые попытки согнуть трубу с помощью шаблона из саморезов или фанерного кондуктора приводят к отслоению полиэтилена на внутренних стенках трубы. Даже если сварочный шов на алюминии остался целым, все равно надежной защиты металла от воды уже не будет.

Покупать трубогиб для того, чтобы согнуть десяток радиусов, нет смысла. Поэтому оптимальным решением будет пружина для гибки металлопластиковых труб, тем более что ее стоимость на порядок ниже, чем у ручного инструмента хорошего качества.
Что дает использование пружины
Кроме доступной цены, использование пружинного кондуктора обладает двумя преимуществами:
Еще один плюс в использовании пружины заключается в возможности выполнять изгиб трубы с переменным радиусом кривизны. Выполняется он только руками и пружиной. Но сделать подобный поворот на трубогибе под силу только опытному мастеру.
Типы пружин
Единственный минус использования пружинного кондуктора – его «заточенность» под определенный диаметр металлопластиковой трубы.

Размер трубной заготовки указывается на упаковке с пружиной. Поэтому для сборки водопровода или системы «теплый пол» в квартире приходится покупать пружинные кондукторы под несколько диаметров труб.
Часто в продаже можно встретить наборы из двух пружин разного диаметра, причем выглядят кондукторы по разному. Это комплект для изгибания одной металлопластиковой трубы, в который входит одна внутренняя пружина-кондуктор и одна наружная пружина для металлопластиковых труб. Такими наборами гнут заготовки диаметром более 25 мм. В остальных случаях можно использовать одну кондуктор-пружину.
Пружины могут отличаться по профилю проволоки. Сечение проволочной основы может быть круглым или прямоугольным.
Внутренние пружины
Гибкий кондуктор для выгибания металлопластиковой трубы легко отличить по характерному проволочному конусу на конце и наличию кольца. Наружный диаметр его на 1-1,5 мм меньше внутреннего размера трубной заготовки. Поэтому конусное окончание приспособления помогает вставить его внутрь и пройти все повороты до точки изгиба.
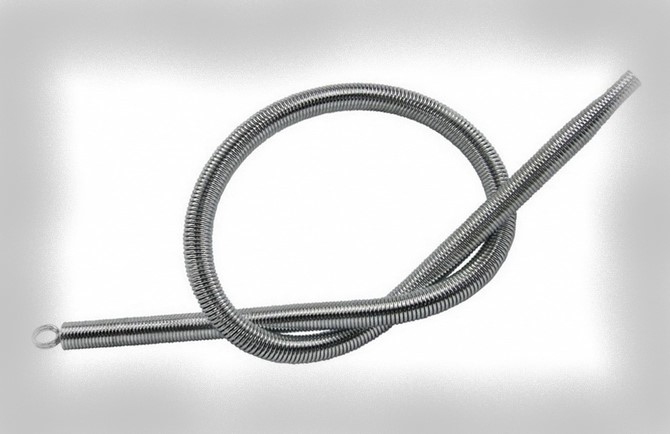
К кольцу привязывают шнур, с помощью которого можно протащить кондуктор к месту выполнения изгиба. Кольцо и конус считаются незаменимыми при изгибе длинных трубопроводов, например, если нужно уложить водяной теплый пол одним сплошным отрезком.
Наружные пружины
Этот тип пружины-кондуктора одевается поверх трубной заготовки, поэтому один из концов приспособления выполнен в виде раструба.

У моделей, предназначенных для гибки заготовок небольшого диаметра, на концах имеются кольца, отогнутые под углом 90 о к оси заготовки.

Они служат для надежного удержания пружины руками при выполнении изгиба. Наружные модели считаются более безопасными и удобными в работе. Процент брака в несколько раз ниже, чем при использовании внутренних кондукторов.
Расчет радиуса изгиба металлопластиковой трубы
Есть условная формула для вычисления минимально допустимого радиуса поворота тела заготовки при изгибе в холодном состоянии. Для изгиба руками радиус R должен быть не меньше произведения наружного диаметра металлопластиковой заготовки на коэффициент 5. Например, для трубы 20 мм радиус изгибания должен быть не меньше 100 мм.
Это означает, что трубная заготовка, изогнутая руками до подковы или полуокружности, будет иметь расстояние между концами, равное 200 мм.
При использовании пружины радиус изгиба принимается равным 3,5 диаметров заготовки.
Самостоятельная гибка металлопластиковых труб пружиной
Существует устоявшееся мнение, что трубные заготовки из металлопластика перед изгибанием нужно греть феном до 80-90 о С. Считается, что разогретый наружный полипропиленовый и внутренний слой полиэтилена становятся более пластичными, легче деформируются при изгибе.
На практике подогрев заготовок рекомендуется лишь при условии выполнения работ руками, при температуре ниже +5 о С. В остальных случаях нагрев может привести к повреждению внутреннего слоя из сшитого полипропилена.
Процесс гибки выглядит следующим образом:
- Вставляют пружину кондуктор внутрь трубной заготовки. Если планируется несколько изгибов на относительно коротком отрезке заготовки, внутрь можно добавить 10-15 капель глицерина. Для длинных участков лучше использовать наружную пружину без смазки.
- С помощью шнура или рейки выталкивают кондуктор в зону изгибания. Для заготовок длиной более одного метра отверстия приходится закрывать тампонами из поролона, чтобы пружина не сместилась перед началом работ.
- Сгибание выполняют короткими аккуратными движениями. Обхватывают кистями рук условные концы сгибаемого участка, упираются большими пальцами в центр и гнут заготовку.
Если требуется изгиб с маленьким радиусом, то нужно будет сделать хват руками чуть больше длины изгибаемого участка. Обычно гибка выполняется за 15-20 изгибающих движений. Остается слегка ослабить изгиб, чтобы вытащить пружину за шнур. Далее промыть мыльной водой для удаления остатков глицериновой смазки.
А вам приходилось гнуть металлопластиковые трубы самостоятельно?
Да, получалось качественно! 1
Нет, я считаю, что лучше доверить это специалисту.
Пружина для металлопластиковых труб – удобный и простой в работе инструмент. Научиться работать с пружиной-кондуктором может любой человек. Часто приспособления для гибки делают своими руками.
Пружина для гибки пластиковых труб: видео
Приходилось ли вам на практике делать пружинные кондукторы своими руками? Поделитесь, насколько удачными получились пружины, было ли удобно согнуть металлопластиковую трубу самодельным приспособлением. Сохраните статью в закладках, чтобы не потерять полезную информацию.
Лазерный станок для резки фанеры с ЧПУ + ВИДЕОобзор
By Федоров Дмитрий Борисович
Почему для резки и гравировки фанеры выбирают лазерный станок с СО2 излучателем? Отвечая на этот вопрос, среди множества преимуществ данного оборудования с ЧПУ его владельцы особо выделяют следующие:
- чистота производства (по сравнению с той же фрезерной обработкой)
- отсутствие особых требований к организации рабочего пространства мастерской
- простота эксплуатации и обслуживания лазерного станка
- широкий спектр выпускаемой продукции
- высокая скорость производства и низкая цена конечного изделия
И если вы решили разобраться в вопросах лазерной резки фанеры, чтобы купить лазер и открыть собственную мастерскую, то эта статья для вас. В ней мы подробно на конкретных примерах разберем, какими бывают лазерные станки для резки фанеры, на что обращать внимание при выборе этого оборудования в части комплектации и производственных возможностей, как все это влияет на цену, какой должна быть мастерская, а также рассмотрим способы и режимы лазерной резки и гравировки фанеры.
Содержание
- Как выбрать лазерный станок для резки фанеры
- Технические характеристики производительного лазерного станка для фанеры
- Фанера для лазерного станка
- Хранение фанеры для лазерной резки и как ее выпрямить
- Как гравировать и резать фанеру на лазерном станке + быстрый рез
- Мастерская лазерной резки фанеры
- Какой и где купить лазерный станок для резки фанеры
Как выбрать лазерный станок для резки фанеры
Лазерные станки для резки фанеры различаются в первую очередь размером рабочего поля, которые по устоявшимся стандартам бывают так называемыми малоформатными (300х200 мм, 400х400 мм, 600х400 мм, 600х900 мм), среднеформатными (1000х800 мм, 1200х900 мм, 1300х900 мм, 1400х900 мм), а также широкоформатными (1600х1000 мм и больше). Для понимания различий предлагаем вам посмотреть подробные видеообзоры малоформатного Zoldo 6040 RD и широкоформатного Zoldo 1610.
ВИДЕОобзор Zoldo 6040 RD
ВИДЕОобзор Zoldo 1610
Помимо этого среди множества других отличий этого оборудования друг от друга основными считаются мощность и ресурс лазерной трубки, контроллер, а также система перемещения. Об этих и других технических особенностях чуть ниже, а сначала объясним, на что влияет размер рабочего поля и ответим на вопрос “Какой же в итоге станок выбрать?”
Все зависит от производственных задач, которые вы ставите перед станком для лазерной резки с ЧПУ. К примеру, давайте отталкиваться от типовых размеров листов фанеры, а также размеров изделий, которые будут вырезаться из этой фанеры на лазерном станке, и их количества, выпускаемых в рабочую смену.
Наиболее распространенный размер листа фанеры для лазерной резки, который вы можете купить – 1525х1525 мм. Такой не поместится ни на одно из вышеперечисленных рабочих полей, как говорится, тютелька в тютельку, только если это не широкоформатный аппарат, либо станок с протяжкой материала. Поэтому такие листы фанеры в любом случае придется кроить, к примеру, циркулярной пилой. И чем меньше времени вы будете тратить на эту процедуру, тем ниже будет себестоимость готовой продукции. Поэтому если вам от лазерного станка для резки фанеры требуется большая производительность, то выбирайте средне или широкоформатный. Если вы рассматриваете лазер для хобби или мелкой серии, где время производства не так уж и важно, то вам подойдет малоформатный аппарат.
Помимо размера рабочего поля на выбор лазерного станка для фанеры влияет его комплектация и конструкция. У дешевого оборудования в большей степени предназначенного для хобби она не будет обеспечивать, к примеру, высокую скорость обработки, такой станок не сможет отличаться надежностью, с ним придется дольше возиться в части обслуживания и чаще заниматься той же юстировкой. Помимо этого дешевые лазерные станки по фанере не могут похвастаться мощностью и ресурсом СО2 излучателя (лазерной трубки), влияющими на то, какую максимальную толщину фанеры и с какой скоростью вы сможете резать, а также как долго прослужит лазерная трубка.
Промышленные или даже уже средне- и широкоформатные полупрофессиональные станки, специально созданные для производства (микро- или малого бизнеса), отличаются не только производительностью, стабильной точностью и скоростью обработки, но и удобством обслуживания и эксплуатации, что в конечном итоге позволит вам снизить себестоимость лазерной резки и гравировки фанеры как услуги или выпуск готовых изделий из фанеры.
Технические характеристики производительного лазерного станка для фанеры
В данном чек-листе представлены основные комплектующие, которые должны быть установлены на лазерном станке по фанере, если вам требуется от него хорошая производительность:
- Многозадачный контроллер RuiDa 6445
- Лазерная трубка RECI W2 мощностью 90-100 Вт или более старшая модель
- Блок розжига СО2 излучателя (БВН) LaserPWR серии Z, серии ES или серии ESA
- Трехфазные шаговые двигатели 57-й серии по осям X и Y от Leadshine
- Драйвера по осям X и Y от Leadshine
- Редукция 1:2 или 1:3
- Полиуретановые зубчатые ремни 3М с металлическим кордом шириной 15 мм по осям X и Y
- Шкивы системы перемещения минимум на 24 зуба
- Рельсовые линейные направляющие шириной не менее 15 мм по осям X и Y
- Концевые датчики – бесконтактные индуктивного типа
- Оптика: линза (обязательно мениск) диаметром 20 мм, зеркала диаметром 25 мм
- Система автоматического включения/выключения вытяжки и компрессора
- Система управления давлением воздуха, подаваемого в зону реза с компрессора
- Купольная система вытяжки с контейнером для сбора мелких деталей и отходов
Помимо этого для удобства обслуживания, диагностики и эксплуатации на СО2 лазере для фанеры необходимо наличие специальных технологических отверстий, которые для быстрого доступа ко всем узлам и механизмам не должны закрываться на ключ. Для удобной и быстрой работы в рабочей зоне станка требуется много свободного пространства.
Чтобы дым (продукты горения) от лазерной резки и гравировки фанеры эффективно удалялся из рабочей зоны, на станке должны быть реализованы две точки подключения вытяжной вентиляции. А для обработки длинных листов фанеры – сквозная подача материала.
Толщина металла корпуса и внутренних перегородок нормального аппарата лазерной резки фанеры – 2 мм, толщина металла базы (станины), на которой размещена система перемещения – 2,8 мм, толщина металла остальных элементов, таких как крышки рабочей зоны и технологических отверстий – 1-1,5 мм.
Именно такая комбинация толщин металла дает жесткость конструкции станка и как следствие вы не будете спустя какое-то время мучиться с постоянными донастройками системы перемещения или юстировкой. На лазерных станках по фанере, у которых толщина металла составляет всего 1 мм в процессе продолжительной эксплуатации начинают возникать проблемы с точностью из-за того, что металл начинает деформироваться.
Корпус оборудования для резки фанеры может быть как цельносварным, так и разборным. В первом случае оборудование более функционально. Во втором с отсутствием каких-то дополнительных производственных возможностей, к примеру, опусканием рабочего поля на большую глубину, придется смириться, но зато такой лазерный станок можно легко проносить в узкие дверные проемы.
Фанера для лазерного станка
Как было отмечено ранее самый распространенный размер листов фанеры – 1525х1525 мм. Марка фанеры, используемой для лазерной резки и гравировки на станке с СО2 излучателем – ФК из березы, обычной водостойкости. Фанера ФСФ, отличающаяся повышенным долговременным сопротивлением разрушающему действию влаги, вам не подойдет просто потому, что резать ее лазером достаточно тяжело и качество обработки будет не очень.
Также фанеру разделяют по сорту или качеству. При том разное качество может быть у каждой из сторон (поверхности), которые у фанеры называются лицевой и тыльной. Наиболее популярный сорт фанеры для лазерной резки – 2/2. Он удовлетворяет отсутствием большого количества сучков, неровностей, гнили, полостей (каверн) и каких-то других внутренних и внешних дефектов. Если сорт обозначен меньшим числом, то качество фанеры еще лучше, если большим – хуже. Также фанера бывает шлифованной и не шлифованной.
Какую выбрать? Все также от задачи. Если, к примеру, вы собираетесь изготовить многослойную картину, где качественной должна быть только лицевая сторона, то можно выбрать фанеру, к примеру, 2/4. Если ваши изделия кукольные домики, бизиборды или бизидома, то лучше 2/2.
Хранение фанеры для лазерной резки и как ее выпрямить
Как известно, ровной фанеры не бывает от слова “СОВСЕМ”. Поэтому перед тем, как ее отправить на лазерный станок под резку или гравировку вам лучшее ее хоть немного выровнять, чтобы обработка была более качественной. Для этого можно использовать стеллаж, на который предварительно раскроенные под формат вашего рабочего поля листы фанеры укладываются либо друг на друга в стопку, при этом каждый предварительно равномерно опрыскивается водой или протирается влажной тряпкой. Далее стопку сверху надо равномерно (по всей поверхности) придавить каким-то грузом. Через некоторое время после высыхания фанера приобретен более прямую форму, но сразу обратите внимание, что без какой-либо гарантии того, что спустя время фанеру опять не поведет. Такова ее природа.
Возьмите еще на заметку, что листы фанеры для лазерной резки, которые находятся в середине или внизу вашей стопки будут выравниваться лучше. Верхние – хуже, так как на них будет давить небольшой вес.
Также учтите тот факт, что подсушенная фанера легче режется на лазерном станке, поэтому храните и выравнивайте ее в сухом помещении вашей мастерской.
Как гравировать и резать фанеру на лазерном станке + быстрый рез
Существует несколько способов обработки фанеры на лазерном станке:
- сквозная резка лазером
- лазерная гравировка
- быстрый рез
Рассмотрим каждый из них подробно.
Сквозная резка фанеры лазером
Оптимально и экономически целесообразно на лазерных станках с ЧПУ с СО2 излучателем резать фанеру максимальной толщиной до 20 мм. Зачастую подобная используется для изготовления мебели. Для того, чтобы прорезать такую в параметрах обработки станка необходимо настраивать большую мощность лазера и медленную скорость. Минусом такого режима резки является черный торец вырезаемых из фанеры деталей.
Для резки фанеры меньшей толщины устанавливается меньшая мощность и большая скорость. Как подобрать соответствующие параметры для лазерной резки? К сожалению, в подавляющем большинстве случаев все индивидуально, так как зависит от качества каждого конкретного листа фанеры. Однако опытным путем мы установили примерные скорости резки фанеры, которые вы можете брать за отправную точку при настройке параметров резки фанеры на вашем лазерном станке.
Станок для резки фанеры: особенности вырезания по прямой, фигурное выпиливание, использование лобзикового станка и гравера с лазерной головкой








Как может быть устроен станок для раскроя фанеры? В этой статье нам предстоит познакомиться с несколькими разными как по области применения, так и по устройству станками и выяснить, могут ли они быть сконструированы самостоятельно.

Процесс раскроя листа
Резка по прямой
Эта операция наиболее востребована в строительных работах: как правило, элементы чернового пола, стен, различных подиумов и лестниц имеют очертания, близкие к простым геометрическим фигурам.
Для прямых резов обычно используются:
- Электролобзик . Наименее производительный инструмент, который к тому же плохо справляется с постоянным направлением реза. Обычно после вырезания им заготовки приходится доводить ее до пристойного состояния ручной шлифовкой или шлифмашинкой;
- Ручная дисковая пила . Она обеспечивает прекрасную производительность и куда лучшее качество реза с минимальными отклонениями от прямой линии, особенно с использованием направляющих;
Совет: сделать рез лобзиком или дисковой пилой максимально точным поможет простая инструкция.
Достаточно прикрутить к листу парой саморезов направляющую – длинную прямую рейку. Инструмент ведется по листу плотно прижатым к рейке.
- Наконец, идеальное решение – стационарная дисковая пила (пилорама) . Перемещая заготовку по столу станка относительно вращающейся пилы, можно не только вырезать из дерева простые фигуры, но и создавать изделия со сложным контуром. В этом случае пила используется в качестве фрезы.

Стационарная циркулярка от Makita.
Фигурная резка
Ручной или электрический лобзик в принципе способны справиться и с этой задачей, однако без проблем не обойдется. Ручной лобзик для дерева имеет крайне низкую производительность при невысокой точности; электрический же позволяет выпиливать заготовки с радиусом поворота не менее трех сантиметров.

Вырезанная из фанеры фигурная полка.
Куда большей точности и скорости можно достичь, перемещая заготовку на неподвижной станине относительно рабочего органа станка.
Существует ли стационарный станок для фигурной резки фанеры? Да; причем в разных исполнениях.
Лобзиковый станок
Простейший станок для вырезания слов из фанеры представляет собой, упрощенно говоря, ручной лобзик под тонкую пилку, к которому производитель приделал электропривод. Натяжная пилка с шириной полотна 3 мм позволяет выпиливать детали сложнейшей формы с минимальным радиусом изгиба. Внутренние контуры выпиливаются с предварительным засверливанием отверстий; затем пилка пропускается в отверстие и заново натягивается.

Отечественный лобзиковый станок.
Рабочий орган станка обычно приводится в движение электромотором, оснащенным регулятором оборотов, с несложным кривошипно-шатунным механизмом. Регулятор позволяет уменьшить износ пилок и избежать перегрева и обугливания кромок изготовляемой детали.
Гравер с лазерной головкой
Лазерный станок куда более универсален и способен работать с теми материалами, которые обычный лобзиковый скорее всего приведет в негодность:
- полипропиленом;
- акрилом;
- оргстеклом;
- полиэтиленом;
- листовой резиной;
- плотной кожей.
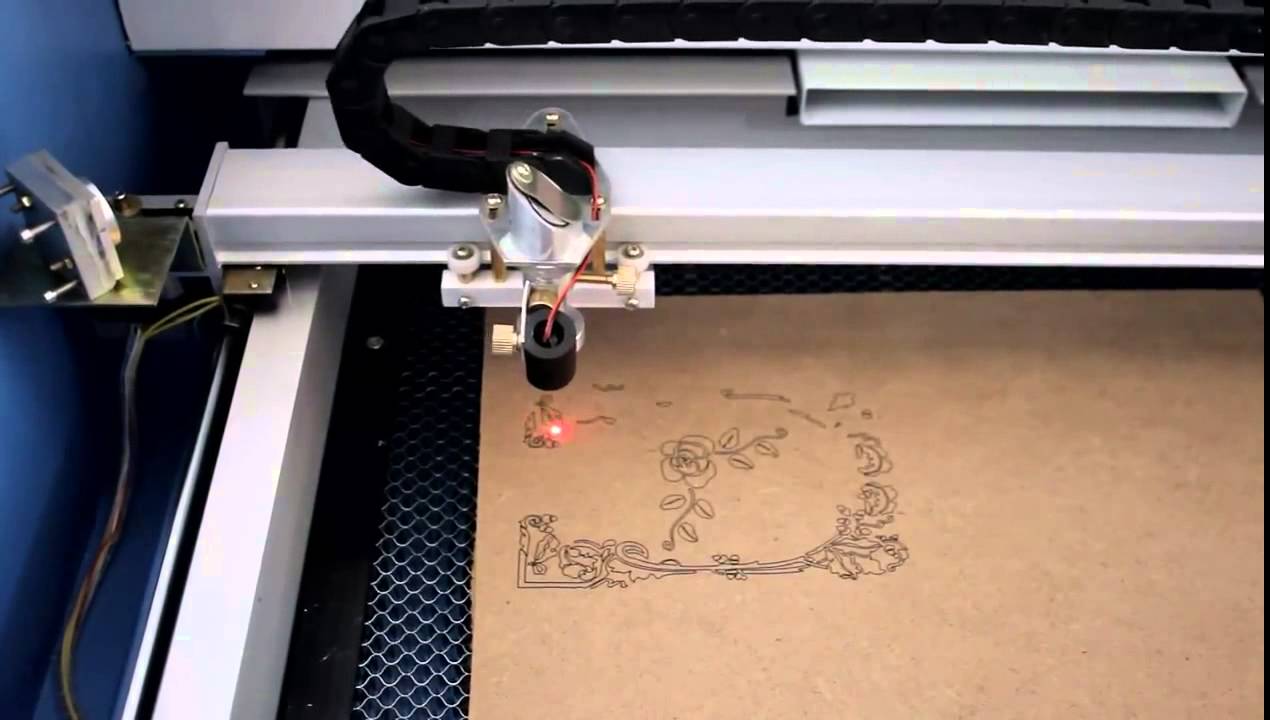
Работа лазерного гравера.
Как несложно догадаться, он использует другой принцип обработки: материал заготовки испаряется сфокусированным на его поверхности лазером.
У столь универсального агрегата есть, однако, три существенных недостатка:
- цена младших моделей лазерных граверов начинается от 70 – 80 тысяч рублей. Для сравнения – отечественный станок для выпиливания из фанеры Корвет-87 обойдется покупателю всего в 5300 рублей;
- углекислотный лазер значительной мощности (от 20 до 130 ватт) представляет серьезную опасность. Механический лобзик способен оставить разве что неглубокий порез, а вот попавший в глаза луч когерентного света, даже расфокусированный, вызовет глубокие ожоги сетчатки за доли секунды;
- края деталей получаются обугленными. Мало того, при горении шпона и связующего образуется много дыма, требующего обязательного наличия принудительной вентиляции рабочего места.
Очумелые ручки
Можно ли сэкономить на покупке оборудования для фигурного вырезания? Самый очевидный способ – покупка б у оборудования. Однако владельцы дорогостоящих агрегатов почему-то редко спешат расставаться с ними за бесценок.
Альтернатива понятна – самостоятельное конструирование. Давайте изучим конструктивное исполнение пары самодельных станков, относящихся к обоим типам оборудования.

На фото запечатлен самодельный лобзиковый станок из фанеры.
Принципиальное устройство агрегата несложно понять при изучении снимка.
Некоторые моменты, однако, нуждаются в комментариях:
- В качестве материала для создания станины, рабочего стола и коромысла использована 15-миллиметровая фанера, скрепленная мебельными болтами;
- Привод – обычный электролобзик. Обороты регулируются колесиком на его корпусе. На зажатую в его держателе широкую пилку со сточенными зубьями установлен фанерный шатун, приводящий в движение коромысло;
Совет: дешевые китайские лобзики нередко радуют владельцев на удивление неплохим ресурсом механики, а вот точная регулировка оборотов – их общая проблема.
В качестве донора лучше использовать инструмент, произведенный под брендом Makita, Bosh или Black&Decker.
- Натяжение пилки осуществляется одним движением рычага в задней части держателя.

Самодельный лазерный гравер: лазерная трубка.
Станок для лазерной резки фанеры своими руками сделать неизмеримо сложнее, чем механический. Расходы тоже будут несопоставимыми и составят не менее 50000 рублей.
Поскольку строительство такого агрегата – тема для отдельной статьи, упомянем лишь основные моменты:
- Лазерная трубка мощностью не менее 20 ватт с линзами фокусировки и их приводом заказывается в сборе;
- Лазеру такой мощности необходимо водяное охлаждение;
- Кроме того, создателями лазера подразумевается цифровое управление фокусировкой, что подразумевает приобретение контроллера DSP и, зачастую, программного обеспечения к нему.

Отсек с блоком питания и приборами управления гравером.
Заключение
Надеемся, что наш миниатюрный обзор существующих решений поможет читателю в поиске подходящего инструмента для его собственных целей. Как всегда, дополнительную информацию предложит видео в этой статье. Мы будем рады прочесть ваши замечания и пожелания в комментариях. Успехов!
Лазерный станок для резки фанеры с ЧПУ
By Шарапов Сергей Владимирович

Как выбрать лазерный станок для резки фанеры
Сперва-наперво вам необходимо знать, листы фанеры какой площади вы будете раскраивать. Под большую выбираем лазерный станок с большим рабочим полем, под меньшую – с маленьким (типа мини, настольный). Цена лазерного станка для резки фанеры зависит от его размера. С другой стороны, если вы имеете возможность разрезать крупноформатные листы фанеры на небольшие части, к примеру, фрезером или циркуляркой, то можете сразу обратить внимание на средне- или даже малоформатные аппараты лазерной резки. Так, к примеру, поступают на производствах мелких элементов и деталей из фанеры. Такие станки подходят для дома. Однако в этом случае нужно будет позаботиться о системе вентиляции.
Помимо площади вы должны знать, фанеру какой толщины вы будете резать. При этом помните, что если на лазерном станке с ЧПУ раскраивать толстую фанеру, то края реза у вас останутся обугленными. Да, есть один лайфхак, который поможет вам решить эту проблему, но о нем чуть ниже. С другой стороны, некоторые конечные изделия с черными краями получаются привлекательными.
Когда вам требуются чистый торец, то лучше для резки толстой фанеры использовать другие станки, среди которых могут быть фрезерные, а лазерное оборудование применять уже для гравировки.
Толщина фанеры, которую вы будете резать, влияет на мощность лазерного излучателя СО2 и, как следствие на стоимость лазерного станка для резки фанеры. Для его выбора можете ориентироваться на эти данные:
- Фанера до 6 мм – 50 Вт
- Фанера до 8 мм – 60 Вт
- Фанера до 10 мм – 80 Вт

ВИДЕО. Сравнение лазерных станков для резки фанеры
ВИДЕО. Бюджетные лазерные станки по фанере
А теперь мы расскажем о самой фанере для лазерной резке, как ее лучше раскраивать и нюансах обработки.
Фанера для лазерного станка

Для резки лазерным станком подойдет так называемая фанера для помещений или ФК (аббревиатура расшифровывается как “фанера + карбамидоформальдегидный клей”).
Влагостойкую фанеру или ФСФ для лазера лучше не брать. Она очень тяжело поддается раскройке лазером. Так, эта фанера толщиной 4 миллиметра режется на таких же параметрах, как обычная фанера ФК толщиной 12 миллиметров. В других случаях она просто горит. А оно, как говорится, вам надо? Такую фанеру проще обрабатывать фрезерным станком.
Помимо этого существует бакилитовая фанера для изготовления, к примеру, проставок. Она режется либо фрезером, либо гидроабразивом, либо оборудованием для алмазной резки. При этом в идеале лучше использовать гидроаброзив, потому что у того же фрезера при обработке бакилитовой фанеры горят фрезы (читаем – тратим много денег на расходники), а все из-за того, что она пропитана и покрыта специальным укрепляющим химическим составом, в некоторых случаях эпоксидными смолами.
Есть еще специальные сорта облегченной авиационной фанеры. Это просто космос для лазерщика. Ее плюс в том, что она режется очень хорошо, и при этом очень прочная, потому что предназначена для авиамоделирования. Одним словом, она идеальна. Такая фанера выпускается толщиной от 2-х миллиметров.
Чем качественнее фанера, тем проще вам будет ее обрабатывать. Выбирайте фанеру с минимальным количеством сучков. Они препятствуют нормальному резу.
Фанеру для резки на лазерном станке необходимо заказывать в специализированных компаниях. В обычных строительных магазинах и гипермаркетах продается фанера, которая не пригодна для обработки лазером.
Как лучше резать фанеру на лазерном станке
Если нужен рез без “отстрелов” с другой стороны, то фанеру от рабочего стола необходимо приподнять минимум на 1 см. Тогда луч при отстреле от стола рассеивается и на материале не остается никаких следов.
Идеально ровной фанеры не бывает, каждый лист ведет, закручивает. Для избегания расфокусировки лазерного луча при резке неровной фанеры используют либо длиннофокусную линзу, либо прижимают фанеру к столу. Прижать можно неодимовыми магнитами, которые отлично прилипают к сотовому столу, либо закрепить лист фанеры уголками, сделать которые можно самостоятельно.
Самый простой способ выравнивания листа фанеры по столу, с избеганием отстрелов на тыльной стороне – это выставление по столу неодимовых магнитов, расположения по верх них листа фанеры и закрепления этого листа сверху еще одними неодимовыми магнитами. Тогда лист располагается на нужном расстоянии от сотового стола и зафиксирован сверху другими магнитами.
При интенсивной резке фанеры чаще прочищайте сетку вентиляции, потому что продуктов горения и копоти от фанерного клея гораздо больше, чем от оргстекла. В связи с этим вытяжка забивается быстрее. По этой же причине при резке фанеры на лазерном станке вам необходимо чаще очищать линзы и зеркала.
Лайфхак по резке толстой фанеры лазером
Где купить лазерный станок для резки фанеры
Возникли вопросы? Задайте их нашим техническим специалистам.





