Отделка оконных и дверных откосов керамической плиткой

Отделка откосов керамической плиткой актуальна для помещений с высокой влажностью – там, где этот материал применяется чаще всего для облицовки стен и полов: в ванных комнатах, санузлах и кухнях. Плитка на откосах окна будет выполнять не только декоративную функцию, но и практическую – по качеству ее можно сравнить с натуральным или искусственным камнем.
Описание материала
В интерьерах жилых комнат можно встретить откосы проемов, украшенных мозаикой – это всегда выглядит необычно и ярко. Такой интерьер отличается индивидуальностью и особой красотой. Плитка может быть керамической или фигурной, имитирующей искусственный камень.
Керамика
Декоративной керамической плиткой могут быть отделаны откосы окон и дверей в ванной комнате и на кухне. Благодаря высоким гигиеническим качествам этот материал используют для устройства кухонного фартука.
 Керамическая плитка обладает высокой прочностью
Керамическая плитка обладает высокой прочностью
Керамика обладает многими положительными качествами:
- прочностью;
- высокой износоустойчивостью;
- долговечностью;
- минимальным водопоглощением;
- гигиеничностью;
- она не пропускает электрический ток;
- пожаробезопасностью;
- экологичностью;
- доступной стоимостью;
- декоративностью и широким выбором цветов, форм и размеров.
Кафель
Кафель – это разновидность керамики, от которой он отличается своей прочной глянцевой глазурованной поверхностью. Стоимость этих изделий выше, чем керамических, но и срок эксплуатации измеряется десятилетиями.
 Кафель устойчив к перепадам температуры
Кафель устойчив к перепадам температуры
- обладает высокой прочностью;
- обладает устойчивостью к химикатам и щелочи;
- выдерживает перепады температур и воздействие прямых солнечных лучей;
- сохраняет свой внешний вид и качества на протяжении всего эксплуатационного периода;
- водонепроницаемый;
- прост в уходе и обладает высоким уровнем гигиеничности;
- обладает широким спектром цветов, рисунков и форм;
- распространен и доступен по цене.
Плитка под камень
Такая отделка превосходно имитирует кладку из любых натуральных и искусственных камней. В основе этого материала лежит легкоплавкая глина и кварцевый песок. Благодаря этому изделия обладают незначительным весом в отличие от керамики и кафеля. Отделка окон такой плиткой позволит избежать чрезмерной нагрузки на оконный проем. В частном доме этим материалом можно отделывать наружные откосы. Только выбирать надо изделия для наружных облицовочных работ.
 Декоративный камень обладает незначительным весом
Декоративный камень обладает незначительным весом
Плитка на откосах окна с имитацией камня отличается:
- незначительным весом;
- различными вариантами поверхности – фактурная, матовая, глянцевая;
- компактностью;
- простым монтажом и простотой обработки;
- можно применять, когда требуется отделка дверной арки;
- прочно фиксируется на плиточный клей.
Изделия, которые имитируют старую кладку, стоят дорого. Это надо учесть при выборе материала.
Мозаика
Отделка окон керамической мозаикой выглядит необычно и оригинально. С ее помощью можно сделать интересные дверные проемы в жилых комнатах.
 Самый оригинальный способ отделки откосов – мозаика
Самый оригинальный способ отделки откосов – мозаика
Данный вид отделки окон производится с применением керамических элементов маленького размера, из которых формируется строгий орнамент или хаотичный рисунок.
Откосы из керамической плитки под камень
Откосы из плитки, имитирующей кладку из природного или искусственного камня, для окон и дверей можно выполнить своими руками.
 Отделать откосы плиткой можно самостоятельно
Отделать откосы плиткой можно самостоятельно
Перед началом работ с этим материалом можно не выравнивать поверхность. Этот материал удобен тем, что помимо плоских элементов, можно приобрести угловые детали, чтобы проем смотрелся аккуратно.
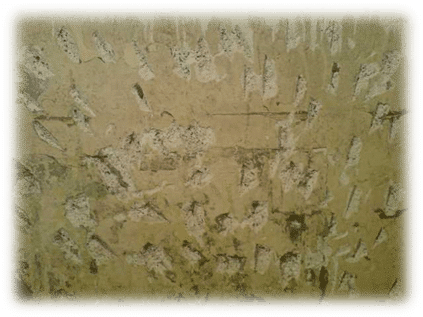
- Для достижения качественной адгезии между изделием и поверхностью откоса на последнем делают насечки.
 Насечки на откосе улучшают адгезию
Насечки на откосе улучшают адгезию - Откосы грунтуют. Грунтовка поверхности откоса
- Клеящий раствор наносят не на стену, а непосредственно на изделие. Раствор наносят на плитку
- Укладывать плитку начинают с угла. При укладке элементы кладки плотно прижимают друг к другу, не оставляя швов. Если же есть желание, чтобы швы были, то между деталями вставляют пластиковые колышки. Для оформления шва между плитками вставляют колышки
- Швы заполняют затирочной смесью при помощи строительного шприца. Шов заполняют затирочным раствором
- Затирку распределяют по шву при помощи кисточки.
Для подрезки некоторых фрагментов, соединяющихся с рамой окна, можно использовать обычную ножовку. На торцах плитка может быть выложена в свободном виде.

Откосы из кафельной или керамической плитки
При необходимости произвести отделку откосов окон или дверей элементами с точными геометрическими размерами необходимо следовать инструкции, приведенной ниже.
Укладка
Перед началом работ откосы необходимо тщательно выровнять. Кафель будет качественно уложен только на гладкую ровную поверхность. Контролировать это необходимо при помощи строительного уровня.
Методов выравнивания откосов существует несколько: при помощи штукатурки, гипсокартона или ДСП.
 Выровнять проем окна можно гипсокартоном
Выровнять проем окна можно гипсокартоном
Ниже будет рассказано, как укладывать плитку на ранее оштукатуренный и загрунтованный откос.
Перед тем как приклеивать плитки, на подготовленные откосы выкладывают детали для оценки их будущего положения. Выкладывать плитки надо начиная с угла. Принцип тот же, что и при укладке плитки на стену – сначала выкладывается первый нижний ряд.
 Укладку плитки начинают с нижнего ряда
Укладку плитки начинают с нижнего ряда
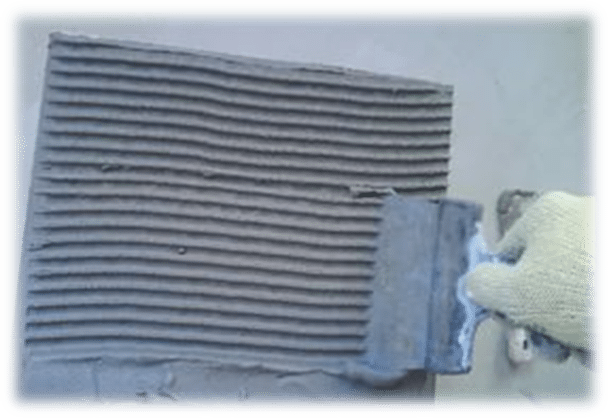
Клей наносят на стену при помощи металлического шпателя. Фактура, получаемая при этом, будет способствовать лучшей адгезии клеящего состава и плитки. Затирку швов производят спустя сутки при помощи резинового шпателя.
Как выполнить угловую стыковку
На стадии подготовки под штукатурный раствор необходимо установить металлические или пластиковые перфорированные уголки для придания угловым граням оконного проема четкой геометрической формы.
Схема раскладки должна быть подобрана таким образом, чтобы совпадала ширина плитки с обеих сторон и межплиточные швы совпадали во всех плоскостях.
 Межплиточные швы должны совпадать во всех плоскостях
Межплиточные швы должны совпадать во всех плоскостях
Отделка угла может происходить при помощи затирки. Поэтому фиксация плитки на углах должна происходить способом, показанным ниже.
 Отделка угла производится с помощью затирки
Отделка угла производится с помощью затирки
В другом случае можно использовать декоративный уголок.
Откосы из мозаики
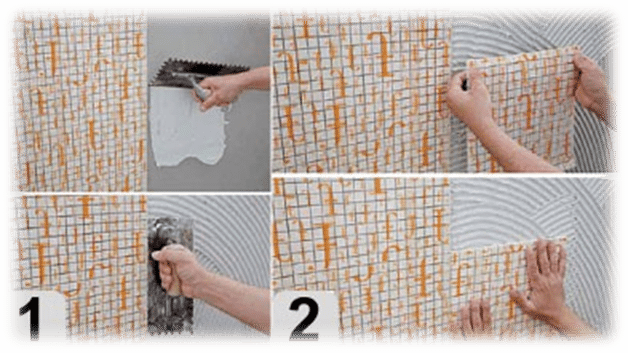
Для устройства мозаичного покрытия на откосах окон и дверей можно использовать специальные мягкие полотна, на которые наклеены керамические кусочки. Основа может быть бумажной или в виде сетки. Их удобство состоит в том, что можно вырезать полотно необходимого размера.
Процесс укладки прост. Поверхность откоса должна быть сухой, чистой и ровной. На подготовительном этапе на откосе делают предварительную разметку, в соответствии с которой затем наклеивают мозаичное полотно.
- клей наносят зубчатым шпателем; Для нанесения клея используют зубчатый шпатель
- приклеивая мозаичное полотно, не нужно на него слишком давить, чтобы сквозь швы не выдавился клеящий состав; Приклеивать мозаичное полотно необходимо без сильного нажима
- для заделки швов рекомендуется применять затирку на основе эпоксидной смолы; Для затирки швов используют эпоксидную смолу
- при помощи резинового шпателя затирку распределяют ровным слоем; Для равномерного распределения затирки используют резиновый шпатель
- после того как затирка подсохнет, ее излишки удаляют при помощи влажной губки.

Оконные и дверные откосы, отделанные одним из перечисленных материалов, станут украшением любого интерьера и сохранят свой изначальный внешний вид на долгие годы.
Укладка плитки на откосы при помощи шаблона




§ 44. Облицовка стен глазурованной плиткой с применением шаблонов
Шаблоны, используемые при облицовке стен, ускоряют укладку плитки и повышают качество облицовки. Шаблоны обеспечивают одинаковую толщину и горизонтальность швов без применения причальных шнуров и инвентарных скоб. С помощью различных шаблонов стены облицовывают поштучной или пакетной укладкой плиток.
Поштучная укладка плиток. До начала облицовки с помощью односторонней рейки-шаблона (рис. 105) с вырезами и пластинками-фиксаторами, определяющими ширину горизонтальных облицовочных рядов, у поверхности стены по уровню устанавливают опорную доску 1. Верх ее располагают на отметке чистого пола. После провешивания на поверхности стены закрепляют горизонтальные маяки из слоя цементного раствора, выступающие из плоскости стены на 12 мм, нижний горизонтальный маяк – на 0,5 м выше пола, а следующий – на 0,8 м выше первого. Шаблон устанавливают на опорную доску и определяют ширину вертикального облицовочного ряда с помощью мерной рейки 4. Установленный шаблон выверяют по отвесу и закрепляют рейкодержателями или подкосами, прижимая его к горизонтальным маякам.

Рис. 105. Укладка плитки с помощью рейки-шаблона: а – установка шаблона, б – укладка плитки; 1 – опорная доска, 2 – горизонтальные маяки, 3 – односторонняя рейка-шаблон, 4 – мерная рейка, 5 – облицовочная плитка, 6 – пластина-фиксатор, 7 – шпилька, 8 – рейкодержатель
Облицовку ведут вертикальными рядами снизу вверх. Плитку (с раствором на тыльной стороне) закладывают между фиксаторами 6 шаблона и прижимают к основанию до уровней шпильки 7 на боковой кромке рейки 3. Раствор, выдавленный в разрезы шаблона при осаживании плитки, подрезают лопаткой.
После укладки ряда шаблон осторожно снимают, не сдвигая установленных плиток. Новое положение шаблона определяют мерной рейкой. При установке шаблона пластинки-фиксаторы смазывают меловой пастой или отработавшим машинным маслом, чтобы они легко отставали от цементного раствора.
Регулируемый односторонний шаблон (рис. 106) представляет собой дюралюминиевую планку 1 с накладными уголками и подвешенным отвесом. Передвижным держателем с регулятором в верхней части планки шаблон после выверки по отвесу закрепляют враспор между перекрытиями. Горизонтальные фиксаторы, расположенные с одной стороны шаблона, соответствуют высоте облицовочного ряда. После установки, выверки и закрепления шаблона плитку укладывают снизу вверх.

Рис. 106. Облицовка стен с использованием одностороннего регулируемого шаблона: 7 – планка с накладными уголками, 2 – пластинка с отвесом, 3 – передвижной держатель с регулятором, 4 – соединительная планка, 5 -пластинки-фиксаторы, 6 – облицованная поверхность, 7 – опорная рейка, 8 – укладываемые плитки (слева)
Такие односторонние шаблоны применяют при площади облицовки до 5 м 2 и укладке плиток “шов в шов”.
Двусторонний шаблон (рис. 107) равен по ширине вертикальному ряду облицовки. На боковых ребрах у него закреплены пластинки-фиксаторы 4. При облицовке стены шаблон ставят на опорную рейку 7, выверяют отвесом и закрепляют рейкодержателями. Плитку укладывают одновременно с двух сторон шаблона. Переставляют шаблон через каждые два вертикальных ряда. После снятия шаблона заполняют промежуточные ряды. Без перестановки шаблона, за один раз, укладывают три вертикальных ряда плитки.

Рис. 107. Облицовка стен с помощью двустороннего шаблона: а – установка шаблона, б – укладка плитки; 1 – опорная рейка, 2 – облицованная поверхность, 3 – шаблон, 4 – фиксаторы шаблона, 5 – поверхность, подготовленная к облицовке, 6 – место укладки вертикальных рядов, 7, 8 – ряды, укладываемые по шаблону и без шаблона (справа)
Спаренный шаблон (рис. 108, а) состоит из металлической рамы, к которой закреплены две вертикальные рейки 3. Для установки плитки на ребрах реек имеются пластинки-фиксаторы 4. Шаблон устанавливают на опорную рейку, выверяют отвесом и закрепляют рейкодержателями 5. Место установки шаблона определяют мерной рейкой.

Рис. 108. Облицовка стен с использованием спаренного шаблона: а – внешний вид шаблона, б – укладка плитки по шаблону; 1 – опорная планка, 2 – полосы стальной рамы, 3 – деревянные рейки, 4 – пластинки-фиксаторы, 5 – рейкодержатель, 6 – промежуточные ряды, уложенные без шаблона; I-III-ряды, уложенные по шаблону
Плитку укладывают снизу вверх (рис. 108, б) сначала по левой стороне шаблона, затем в середине и, наконец, с правой стороны. Плитки в I и III рядах плотно прилегают к крайним рейкам шаблона, а во II ряду их прижимают к левой рейке. Это позволяет переставлять шаблон, не повреждая уложенную облицовку. После того как шаблон сняли, в местах, где находились рейки, укладывают плитку. Без перестановки спаренного шаблона за один раз укладывают пять вертикальных рядов облицовки.
Рамочный шаблон (рис. 109, а) имеет три вертикальных бруска 1, к которым закреплены горизонтальные рейки 2, имеющие на верхней кромке стальные пластинки-фиксаторы 3. Такие шаблоны используют при площади облицовки свыше 5 м 2 .

Рис. 109. Облицовка стен с помощью рамочного шаблона: а – шаблон, б – укладка плитки, в – последовательность заполнения рядов в шаблоне, г – укладка плиток после снятия шаблона, д – укладка промежуточных рядов; 1, 2 – вертикальные и горизонтальные бруски шаблона, 3, 8 – фиксаторы, 4 – рейкодержатель, 5 – штырь, 6 – уложенные плитки, 7 – отвес
При облицовке “шов в шов” шаблон подвешивают к штырям 5, забитым в стену на расстоянии 1,9-1,95 м от пола. От поверхности стены установленный шаблон отстоит на толщину растворной прослойки. Такой зазор (5-10 мм) регулируют опорными винтами по углам шаблона. Выверив шаблон по отвесу и уровню, его закрепляют рейкодержателями 4 к стене.
При облицовке “в разбежку” шаблон ставят на опорную рейку толщиной 40 мм, закрепленную к стене. Верх рейки располагают ниже плинтусного ряда на высоту нижней планки шаблона. Затем вдоль стены натягивают маячную проволоку на 1,76 м выше опорной рейки и на расстоянии от поверхности стены, равном толщине растворной прослойки. После выверки по маяку и отвесу шаблон закрепляют опорными винтами и рейкодержателями.
По установленному шаблону (рис. 109, б) облицовку ведут сверху вниз. Плитку с раствором на тыльной стороне укладывают на горизонтальные рейки шаблона между вертикальными фиксаторами. Осаживая плитки, совмещают их лицевую сторону с поверхностью горизонтальных планок шаблона. Излишки раствора, выдавленного в вырезы реек шаблона, подрезают лопаткой. Заполнив ряды шаблона плиткой, его переставляют. Необлицованные полосы заполняют плиткой (рис. 109, в-д).
Универсальный трубчатый шаблон (рис. 110) представляет собой прямоугольную раму с вертикально перемещаемой рабочей панелью 2, на которой закреплена подвижная каретка 3 со сменными рейками 6 длиной до 2,5 м. Раму шаблона устанавливают у облицовываемой стены по отвесу 7 и закрепляют враспор между перекрытиями винтовыми упорами 8. Зазор между поверхностью стены и горизонтальной рейкой регулируют винтами 9 на раме шаблона.

Рис. 110. Облицовка стен с применением универсального трубчатого шаблона : 1 – прямоугольная рама шаблона, 2 – рабочая панель, перемещаемая вдоль стоек рамы,3 – подвижная каретка, 4 – причальный шнур, фиксирующий верх облицовки, 5 – установленная плитка, 6 – съемная рейка, 7 – отвес, 8 – винтовой упор, 9 – регулировочные винты
Стену облицовывают слева направо и сверху вниз. Предварительно шнуром закрепляют верхнюю линию облицовки. Снизу подводят рейку с подвижной кареткой на 150 или 100 мм, т. е. на высоту облицовочного ряда. Плитку с раствором (на тыльной стороне) ставят на ребро рейки и осаживают, совмещая ее лицевую сторону с поверхностью рейки. Уложив плитки по всей длине рейки, подвижную каретку шаблона опускают и укладывают нижележащий ряд облицовки.
С помощью трубчатого шаблона облицовку выполняют “шов в шов” и “вразбежку”, а плитки укладывают с нормальными или уширенными швами.
Пакетная облицовка стен.Шаблон для одновременной укладки пяти плиток (рис. 111, а) выполнен в виде рамки 1 из дюралюминиевых уголков, соединенных пластинками 2, на внутренней стороне которых закреплены шпильки-фиксаторы 3. На наружной стороне шаблона (рис. 111, б) имеются ручки 7, направляющий стержень 5 с толкателями и пластинчатые пружины 6.

Рис. 111. Пакетный шаблон для укладки пяти плиток: а, б – нижняя и верхняя стороны шаблона, в – шпатель-скребок; 1 – рамка из уголков, 2 – пластинки, связывающие уголки, 3 – шпильки-фиксаторы, 4 – толкатели, 5 – направляющий стержень с толкателем, 6 – пластинчатая пружина, 7 – ручка
Плитки укладывают в шаблон тыльной стороной вверх. Затем расстилают раствор, излишки которого срезают шпателем-скребком (рис. 111, в). Подготовленный шаблон подносят к облицованной стене и притирают до упора бортиков к основанию. При снятии шаблона отрыв плиток от основания предупреждают нажатием толкателей 4.

Рис. 112. Пакетный шаблон для укладки восьми плиток: а – наружная сторона шаблона, б – внутренняя сторона шаблона с уложенными плитками и раствором; 1 – рамка из уголков с ручками, 2 – съемный поддон, 3, 4 – подвижные и продольный ограничители, 5 – тыльная сторона плитки, 6 – выровненный слой раствора, 7 – малка, 8 – подкладки
Шаблон для одновременной укладки восьми плиток (рис. 112; а) состоит из дюралюминиевой рамки 7, в которую вставлен съемный поддон с фиксаторами для установки двух рядов плитки. Плитки укладывают (рис. 112,б) в шаблон лицевой стороной вниз. На их тыльную сторону наносят раствор, срезая излишки малкой 7. Затем шаблон с плитками прикладывают к облицовываемой поверхности и осторожно снимают обрамляющую рамку. Поддон с плитками оставляют на стене. После твердения раствора (через 15-20 мин) снимают поддон.
Для работы шаблоном применяют две рамки и шесть поддонов, которые используют поочередно.
Облицовку поверхности пакетными шаблонами ведут горизонтальными или вертикальными рядами. Расшивают швы и заполняют их раствором, после того как растворная прослойка приобретает прочность.
Шаблоны для облицовки вертикальных поверхностей повышают производительность труда плиточников.
§ 39.1. Облицовка стен плитками с помощью шаблонов
Для облицовки стен плитками используют всевозможные шаблоны.
Шаблон А. М. Карачинова и Д. И. Козлова (рис. 205, а) рассчитан на укладку 60 плиток пятью вертикальными рядами с уширенными швами в 3 мм. Шаблон представляет собой металлическую раму 3, изготовленную из полосовой стали или уголков. К раме крепятся шурупами две деревянные рейки 2 из сухой древесины хвойных пород. Чтобы рейки не коробились, по краям реек через каждые 150 мм сверлят отверстия. Рейки грунтуют горячей олифой или окрашивают масляной краской. С каждой стороны рейки ставят опорные пластинки 1 толщиной 1 мм, выполненные из старых ножовочных полотен или из полосок тонкого листового металла. Они должны выступать из-за кромок реек до 10 мм.

Рис. 205. Облицовка стен плитками с помощью спаренного шаблона А. М. Карачинова и Д. И. Козлова:
а — спаренный шаблон, б — укладка плиток по шаблону, в — укладка плиток промежуточных рядов; 1 — опорные пластинки, 2 — деревянные рейки, 3 — металлическая рама; I-V — ряды плиток
Между пластинками должно быть расстояние, равное длине стороны плитки с учетом толщины шва — 3 мм минус толщина самой пластинки— 1 мм (150 + 3 – 1 = 152 мм).
Между пластинками в рейках делают полукруглые вырезы, необходимые для свободного выхода излишков раствора из-под укладываемых плиток.
Устанавливают шаблон по веску или уровню вплотную к подготовленной для облицовки поверхности и прочно закрепляют рейко-держателями или подкосами. Шаблон ставят не прямо на пол, а на опорную доску или на рейку, установленную по уровню. Рейка определяет высоту будущего плинтусного ряда плиток.
Когда имеется ряд или несколько ранее уложенных плиток, то спаренный шаблон надо ставить не вплотную к ним, а на расстоянии, равном высоте одной плитки плюс толщина одного шва, применяя для этого вспомогательный шаблон с двумя поперечными планками по краям или рейку шириной 156 мм.
После установки шаблона приступают к облицовке (рис. 205, б). Накладывают на плитки раствор и устанавливают их последовательно сначала в первый вертикальный ряд I, который находится по левую сторону шаблона, т. е. плитками заполняют пространство между ранее уложенным рядом плиток и установленным шаблоном. Затем устанавливают плитки второго ряда II в середине шаблона и, наконец, ставят плитки третьего ряда III с правой стороны шаблона.
Как только раствор немного схватится, шаблон снимают (рис. 205, в) и плитки устанавливают в двух пропущенных вертикальных рядах IV и V, т. е. там, где находились рейки шаблона. Затем шаблон устанавливают точно так же на следующую захватку.
Шаблон для нанесения раствора на плитки (рис. 206) изготовляют из листовой стали. К нему крепят две скобы, с помощью которых шаблон навешивают на борт ящика с раствором. В середине шаблона 1 имеется квадратный вырез с устроенной под ним рамкой, в которую свободно вставляется плитка 2.

Рис. 206. Нанесение раствора на плитки с помощью шаблона: а — прикладывание плитки к шаблону, б — нанесение раствора, в — снятие плитки с раствором; 1 — шаблон, 2 — плитка
Раствор накладывают на плитку следующим образом. Под вырез шаблона приставляют плитку (рис. 206, а), забирают из ящика порцию раствора одним движением кельмы, наносят его на плитку и срезают раствор ребром кельмы (рис. 206, б). Плитку с наложенным на нее раствором вынимают из-под шаблона (рис. 206, в) и укладывают на место, прижимая ее левой рукой, а иногда дополнительно пристукивают ручкой кельмы. Наносимый таким способом раствор имеет одинаковую толщину и значительно облегчает облицовку и выравнивание плиток на поверхности.
При использовании шаблона можно за 40—50 мин выполнить пять вертикальных рядов плитки, т. е. облицевать примерно 1,4 м 2 поверхности.
Шаблон С. А. Афонина служит для облицовки стен плитками. Его изготовляют из сухой сосновой доски. Чтобы шаблон не коробился, в нем просверливают отверстия. К шаблону крепят пластинки, служащие упором при установке плиток. Шаг между пластинками (расстояние между ними) равняется стороне плитки вместе с шириной шва.
Шаблоны изготовляют двусторонние и односторонние. Односторонний шаблон имеет два шага (расстояния) между плитками, например с одной стороны 152 мм, с другой—153 мм, т. е. с толщиной шва между плитками 2 и 3 мм. Двусторонний шаблон изготовляют с одним каким-то шагом между пластинками, например 152 мм, т. е. со швом 2 мм. Ширина двустороннего шаблона равна шагу между пластинками.
При помощи одностороннего шаблона (рис. 207, а) облицовка выполняется в следующей последовательности. Если полы не настланы, то прежде всего на уровне чистого пола устанавливают и прочно крепят рейку-маяк 3. На нее ставят и закрепляют шаблон 2. Если облицовка ведется с середины стены, то шаблон кромкой ставят точно по центру, по оси. Если же облицовка производится от угла или от ранее выполненной облицовки, то шаблон ставят на расстоянии 152 или 153 мм, т. е. на выбранный шаг. Чтобы облегчить работу по отмериванию расстояний, пользуются линейками 1 на 152 и 153 мм. Линейка представляет собой рейку с поперечными планками длиной по 152 или по 153 мм.

Рис. 207. Облицовка стен плитками с помощью одностороннего шаблона С. А. Афонина:
а — односторонний шаблон и линейка, б — установка плиток при использовании одностороннего шаблона; 1 — линейка, 2 — шаблон, 3 — рейка-маяк
Облицовка производится так. На плитку наносят раствор, устанавливают первую плитку на рейку-маяк, прижимая ее к шаблону, и осаживают так, чтобы она была строго на заданном уровне. Кромки ее должны быть строго вертикальны. Уложив первую плитку внизу, на нее ставят вторую, но уже опирают ее на пластины, имеющиеся в шаблоне (рис. 207, б).
На вторую плитку кладут третью и т. д., т. е. облицовка ведется снизу вверх вертикальными рядами. Так как каждая укладываемая плитка прижимается к шаблону, то от ранее уложенной плитки или угла укладываемая плитка отстоит на 152 или 153 мм, образуя между плитками швы одинаковой толщины.
Выполнив облицовку на нужную высоту, шаблон снимают и переставляют на такое расстояние, которое соответствует шагу облицовки, используя для этой цели линейку шаблона. Установив плитку, ее осаживают, нанося по ней удары ручкой кельмы.
При использовании двустороннего шаблона (рис. 208, а) плитки укладывают с двух сторон — с левой и с правой. Так как ширина шаблона равняется шагу между плитками, т. е. 152 или 153 мм, то оставшееся пространство после снятия шаблона заполняется плитками, но так, чтобы швы были одинаковой толщины и находились на одном уровне с ранее уложенными плитками (рис. 208, б).

Рис. 208. Облицовка стен плитками с помощью двустороннего шаблона С. А. Афонина:
а — двусторонний шаблон, б — установка плиток при использовании двустороннего шаблона
Для отмеривания расстояний при установке шаблона также следует пользоваться линейкой шаблона. Угловые плитки устанавливают без шаблона.
Облицовка выполняется точно так, как и при использовании одностороннего шаблона.
Применение шаблонов обеспечивает хорошее качество работ и правильное расположение плиток, повышение производительности труда на 30—40%.
Облицовка окон плиткой – правила отделки углов и откосов
Отделка оконных и дверных откосов керамической плиткой

Коровин Сергей Дмитриевич
Магистр архитектуры, закончил Самарский Государственный Архитектурно-Строительный Университет. 11 лет опыта в сфере проектирования и строительства.
Отделка откосов керамической плиткой актуальна для помещений с высокой влажностью – там, где этот материал применяется чаще всего для облицовки стен и полов: в ванных комнатах, санузлах и кухнях. Плитка на откосах окна будет выполнять не только декоративную функцию, но и практическую – по качеству ее можно сравнить с натуральным или искусственным камнем.
Описание материала
В интерьерах жилых комнат можно встретить откосы проемов, украшенных мозаикой – это всегда выглядит необычно и ярко. Такой интерьер отличается индивидуальностью и особой красотой. Плитка может быть керамической или фигурной, имитирующей искусственный камень.
Керамика
Декоративной керамической плиткой могут быть отделаны откосы окон и дверей в ванной комнате и на кухне. Благодаря высоким гигиеническим качествам этот материал используют для устройства кухонного фартука.
 Керамическая плитка обладает высокой прочностью
Керамическая плитка обладает высокой прочностью
Керамика обладает многими положительными качествами:
- прочностью;
- высокой износоустойчивостью;
- долговечностью;
- минимальным водопоглощением;
- гигиеничностью;
- она не пропускает электрический ток;
- пожаробезопасностью;
- экологичностью;
- доступной стоимостью;
- декоративностью и широким выбором цветов, форм и размеров.
Кафель
Кафель – это разновидность керамики, от которой он отличается своей прочной глянцевой глазурованной поверхностью. Стоимость этих изделий выше, чем керамических, но и срок эксплуатации измеряется десятилетиями.
Кафель устойчив к перепадам температуры
- обладает высокой прочностью;
- обладает устойчивостью к химикатам и щелочи;
- выдерживает перепады температур и воздействие прямых солнечных лучей;
- сохраняет свой внешний вид и качества на протяжении всего эксплуатационного периода;
- водонепроницаемый;
- прост в уходе и обладает высоким уровнем гигиеничности;
- обладает широким спектром цветов, рисунков и форм;
- распространен и доступен по цене.
Плитка под камень
Такая отделка превосходно имитирует кладку из любых натуральных и искусственных камней. В основе этого материала лежит легкоплавкая глина и кварцевый песок. Благодаря этому изделия обладают незначительным весом в отличие от керамики и кафеля. Отделка окон такой плиткой позволит избежать чрезмерной нагрузки на оконный проем. В частном доме этим материалом можно отделывать наружные откосы. Только выбирать надо изделия для наружных облицовочных работ.
Плитка на откосах окна с имитацией камня отличается:
- незначительным весом;
- различными вариантами поверхности – фактурная, матовая, глянцевая;
- компактностью;
- простым монтажом и простотой обработки;
- можно применять, когда требуется отделка дверной арки;
- прочно фиксируется на плиточный клей.
Изделия, которые имитируют старую кладку, стоят дорого. Это надо учесть при выборе материала.
Мозаика
Отделка окон керамической мозаикой выглядит необычно и оригинально. С ее помощью можно сделать интересные дверные проемы в жилых комнатах.
Самый оригинальный способ отделки откосов – мозаика
Данный вид отделки окон производится с применением керамических элементов маленького размера, из которых формируется строгий орнамент или хаотичный рисунок.
Откосы из керамической плитки под камень
Откосы из плитки, имитирующей кладку из природного или искусственного камня, для окон и дверей можно выполнить своими руками.
Отделать откосы плиткой можно самостоятельно
Перед началом работ с этим материалом можно не выравнивать поверхность. Этот материал удобен тем, что помимо плоских элементов, можно приобрести угловые детали, чтобы проем смотрелся аккуратно.
-
Для достижения качественной адгезии между изделием и поверхностью откоса на последнем делают насечки.
 Насечки на откосе улучшают адгезию
Насечки на откосе улучшают адгезию
Откосы грунтуют.
 Грунтовка поверхности откоса
Грунтовка поверхности откоса
Клеящий раствор наносят не на стену, а непосредственно на изделие.
 Раствор наносят на плитку
Раствор наносят на плитку
Укладывать плитку начинают с угла. При укладке элементы кладки плотно прижимают друг к другу, не оставляя швов. Если же есть желание, чтобы швы были, то между деталями вставляют пластиковые колышки.
 Для оформления шва между плитками вставляют колышки
Для оформления шва между плитками вставляют колышки
Швы заполняют затирочной смесью при помощи строительного шприца.
 Шов заполняют затирочным раствором
Шов заполняют затирочным раствором
Для подрезки некоторых фрагментов, соединяющихся с рамой окна, можно использовать обычную ножовку. На торцах плитка может быть выложена в свободном виде.
Откосы из кафельной или керамической плитки
При необходимости произвести отделку откосов окон или дверей элементами с точными геометрическими размерами необходимо следовать инструкции, приведенной ниже.
Укладка
Перед началом работ откосы необходимо тщательно выровнять. Кафель будет качественно уложен только на гладкую ровную поверхность. Контролировать это необходимо при помощи строительного уровня.
Методов выравнивания откосов существует несколько: при помощи штукатурки, гипсокартона или ДСП.
Выровнять проем окна можно гипсокартоном
Ниже будет рассказано, как укладывать плитку на ранее оштукатуренный и загрунтованный откос.
Перед тем как приклеивать плитки, на подготовленные откосы выкладывают детали для оценки их будущего положения. Выкладывать плитки надо начиная с угла. Принцип тот же, что и при укладке плитки на стену – сначала выкладывается первый нижний ряд.
Укладку плитки начинают с нижнего ряда
Клей наносят на стену при помощи металлического шпателя. Фактура, получаемая при этом, будет способствовать лучшей адгезии клеящего состава и плитки. Затирку швов производят спустя сутки при помощи резинового шпателя.
Как выполнить угловую стыковку
На стадии подготовки под штукатурный раствор необходимо установить металлические или пластиковые перфорированные уголки для придания угловым граням оконного проема четкой геометрической формы.
Схема раскладки должна быть подобрана таким образом, чтобы совпадала ширина плитки с обеих сторон и межплиточные швы совпадали во всех плоскостях.
Межплиточные швы должны совпадать во всех плоскостях
Отделка угла может происходить при помощи затирки. Поэтому фиксация плитки на углах должна происходить способом, показанным ниже.
Отделка угла производится с помощью затирки
В другом случае можно использовать декоративный уголок.
Откосы из мозаики
Для устройства мозаичного покрытия на откосах окон и дверей можно использовать специальные мягкие полотна, на которые наклеены керамические кусочки. Основа может быть бумажной или в виде сетки. Их удобство состоит в том, что можно вырезать полотно необходимого размера.
Процесс укладки прост. Поверхность откоса должна быть сухой, чистой и ровной. На подготовительном этапе на откосе делают предварительную разметку, в соответствии с которой затем наклеивают мозаичное полотно.
-
клей наносят зубчатым шпателем;
 Для нанесения клея используют зубчатый шпатель
Для нанесения клея используют зубчатый шпатель
приклеивая мозаичное полотно, не нужно на него слишком давить, чтобы сквозь швы не выдавился клеящий состав;
 Приклеивать мозаичное полотно необходимо без сильного нажима
Приклеивать мозаичное полотно необходимо без сильного нажима
для заделки швов рекомендуется применять затирку на основе эпоксидной смолы;
 Для затирки швов используют эпоксидную смолу
Для затирки швов используют эпоксидную смолу
при помощи резинового шпателя затирку распределяют ровным слоем;
 Для равномерного распределения затирки используют резиновый шпатель
Для равномерного распределения затирки используют резиновый шпатель
Оконные и дверные откосы, отделанные одним из перечисленных материалов, станут украшением любого интерьера и сохранят свой изначальный внешний вид на долгие годы.
Облицовка дверных и оконных откосов плиткой – отличное решение для любого интерьера!

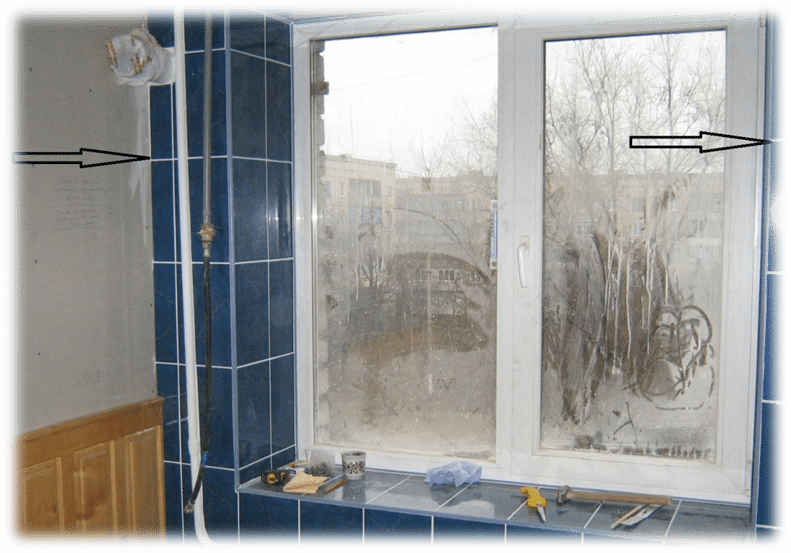
Установка новых оконных и дверных блоков требует обязательной отделки откосов, т.к. без этого надежность установки будет гораздо меньше, да и рассчитывать на красивый внешний вид не приходится – голая стена со следами монтажной пены вряд ли впишется в интерьер. Для облицовки откосов могут применяться различные материалы:
- облицовка пластиком – самый экономичный вариант, однако внешний вид оставляет желать лучшего;
- облицовка гипсокартоном – стандартный вариант, в меру сложный, приятный на вид и ощупь;
- облицовка натуральным или искусственным камнем – применяется лишь тогда, когда того требует дизайн-концепция интерьера, это самый дорогой и сложный вид.
Нечто среднее между стандартной и элитной облицовкой – это облицовка дверных и оконных откосов плиткой, такой вариант может использоваться в самых разных интерьерах, большое разнообразие расцветок и фактур плитки позволяют создавать как просто ровную однотонную поверхность, так и целые композиции. Такая облицовка значительно проще, чем работа с камнем, однако нужно учитывать и соблюдать определенные нюансы работы.
Облицовка дверных и оконных откосов плиткой – основные тонкости
Важное требование при облицовке откосов – они должны быть ровными. Поэтому поверхность должна быть предварительно подготовлена, выровнена и высушена. Особое внимание нужно уделить углам. При выборе материала для выравнивания нужно учитывать, что поверх него будет укладываться плитка.
Вряд ли удастся обойтись без резки плитки, поэтому нужно правильно начать работу. Облицовывать следует от внешнего угла, сюда должна укладываться только целая плитка, а когда дойдете до сопряжения с оконным блоком или дверной коробкой, укладывайте резаную плитку. Если проем расположен посередине облицовываемой стены, то нужно рассчитать укладку таким образом, чтобы по краям стены и у дверных откосов не было узких фрагментов плитки.
Непосредственно облицовка дверных и оконных откосов плиткой может выполняться несколькими способами, предлагающими различные варианты стыковки обрабатываемых поверхностей. Это, пожалуй, самый сложный процесс, т.к. сама по себе укладка плитки на откосы не имеет каких-то особых условий. А вот стыковка двух поверхностей – стены и откоса – может создать немало трудностей.
Способы стыковки поверхностей
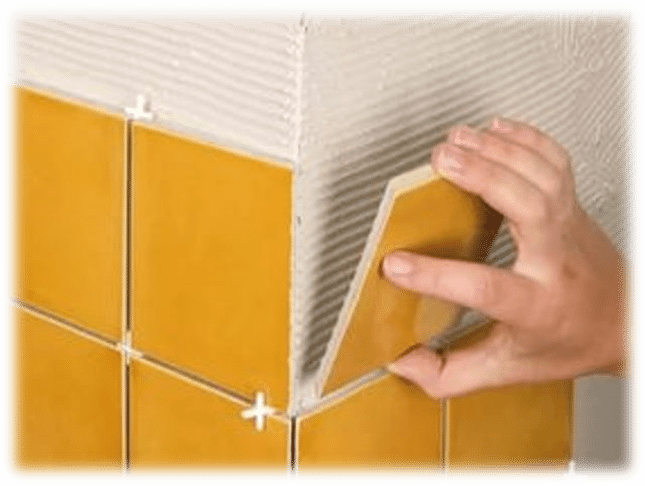
Первый вариант – это спиливание плитки с обратной стороны под углом в 45 градусов. В этом случае теоретически получится качественный монолитный стык. На практике же все гораздо сложнее – спилить плитки под одинаковым углом весьма проблематично, сам процесс занимает много времени, а ослабленный край может со временем начать разрушаться.
Второй вариант – это использование специальной фурнитуры. В продаже имеются специальные пластиковые или алюминиевые уголки, которые надежно удерживают края плитки и закрывают место стыка. Предлагаются варианты как для внешних, так и для внутренних стыков, уголки имеют различные габариты, формы и расцветки. При использовании уголков сначала облицовывается откос, затем монтируется уголок, затем облицовывается другая сторона. Важно плотно фиксировать плитку в уголке, иначе соединение будет хлипким и может отходить от стены.
Технология облицовки откосов плиткой/видео:
Третий вариант – это использование уголков совместно с затиркой. В этом случае сначала выполняется облицовка дверных и оконных откосов плиткой, затем плиткой облицовывается стена, после чего все стыки тщательно затираются. Излишки затирки снимаются, а угловой стык закрывается пластиковым уголком, крепящимся на жидкие гвозди.
Четвертый вариант – самый дорогой, но самый элементарный. Он заключается в использовании плитки, имеющей одинаковый цвет по всей толще. В этом случае стыки не будут заметны, и закрывать их дополнительными средствами не требуется.
Технологические процессы паяния и лужения
Технологический процесс паяния состоит из следующих операций:
механической (шабером, напильником, шлифовальной шкуркой) или химической очистки. Промежуток между двумя поверхностями должен быть везде одинаков и не превышать 0,1 . 0,3 мм. Такой небольшой промежуток необходим для образования капиллярных сил, которые способствуют засасыванию припоя на значительную глубину от кромки. Если спаиваемые поверхности имеют следы жира или масла, то их обрабатывают горячим раствором щелочи. Обычно берут 10%-ный раствор соды. Если механически очистить детали по какой-либо причине нельзя, то применяют травление деталей в кислотах. Обычно берут 10%-ный раствор серной кислоты для меди и ее сплавов, а для деталей из черных металлов — 10 %-ный раствор соляной кислоты, причем раствор должен быть подогрет до 50 — 70 °С;
нагревания (паяльником, паяльной лампой и другим способом);
предварительного облуживания припоем (паяльником, или натиранием, или погружением в припой). Предварительное лужение имеет весьма важное значение, так как в этом случае достигаются повышенные прочность и плотность спая. В случае невозможности предварительного лужения паяние ведут и по чистой поверхности, но результаты будут более низкими. Для предварительного лужения применяется тот же припой, какой применяется и для последующего паяния;
скрепления мест для спаивания, покрытия их флюсом и нагревания. Детали скрепляют, чтобы места соединений не расходились при небольших механических воздействиях, например при наложении паяльника;
введение припоя, его расплавление и удаление излишков припоя, а также остатков флюса.
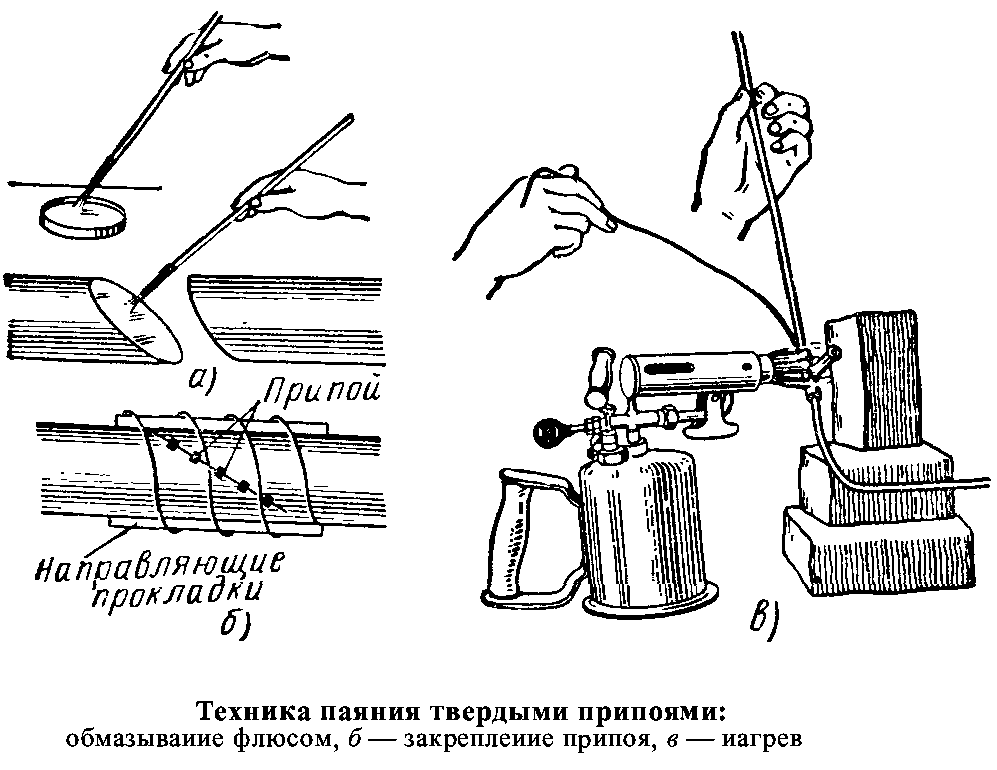
Метод паяния в значительной мере зависит от типа применяемого припоя. Наиболее характерные случаи паяния: паяльником с применением мягких припоев; ручной паяльной лампой с применением обычно твердых припоев; электрическое паяние (место спая служит сопротивлением, через сопротивление пропускается ток низкого напряжения).
При паянии паяльником обычно применяют припои, температура плавления которых не выше точки плавления свинца (327 °С). Такое паяние производят тогда, когда детали не подвергаются большим нагрузкам или требуют в дальнейшем распаивания. Если детали подвергаются в процессе работы нагреванию до высоких температур, паяние паяльником с применением мягких припоев исключается.
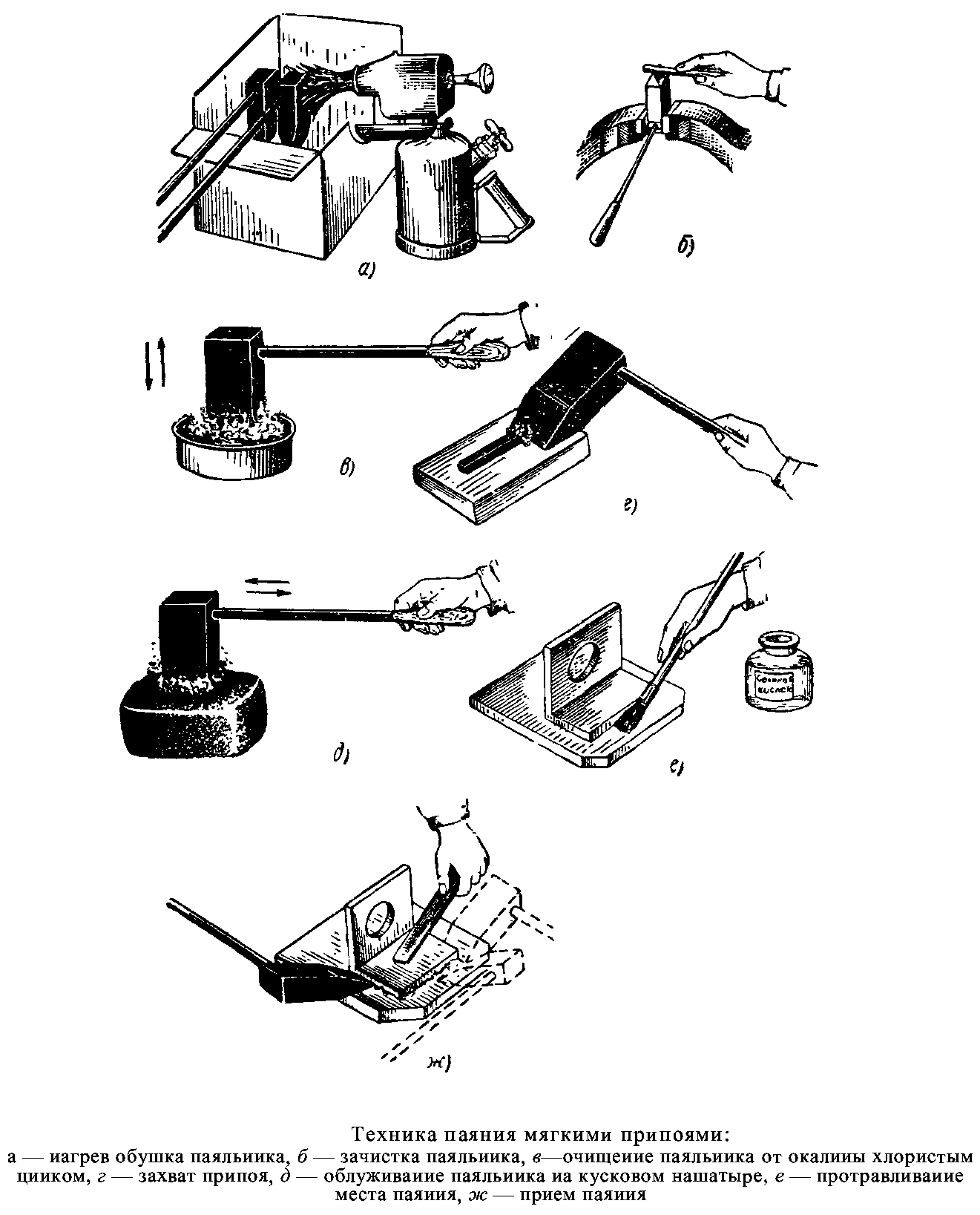
Подготовку паяльника для работы производят одновременно с подготовкой деталей. Паяльник слегка проковывают (частично для удаления нагара и окислов), зажимают в тиски и опиливают так, чтобы рабочая часть его была полукруглой. Если опиливать паяльник без предварительной проковки, то он скоро изнашивается. Конец паяльника делают полукруглым потому, что в этом случае он не так быстро охлаждается, как острый, лучше прогревает места спайки и равномернее разъедается жидким припоем.
После механической подготовки паяльник облуживают, для чего нагревают его не выше 400 °С; конец паяльника опускают в водный раствор хлористого цинка, после чего горячим паяльником трут о кусок припоя до тех пор, пока вся рабочая часть не покроется слоем полуды.
При работе паяльник должен иметь температуру, удовлетворяющую следующему требованию: если паяльник приложить рабочим местом к прутку припоя, часть припоя, прилегающая к паяльнику, должна расплавиться через 0,5. 1с. Во время работы температура паяльника должна быть такова, чтобы капли припоя, приставшие к паяльнику, были в жидком состоянии.
Более удобный способ облуживания паяльника заключается в следующем: в куске нашатыря (хлористого аммония) делают небольшие углубления и туда кладут кусочки припоя. Проводя горячим паяльником вперед и назад по твердому нашатырю, одновременно касаются и припоя. Таким образом, паяльник облуживается быстрее.
Если нагретым паяльником коснуться шва и одновременно к шву подложить кусок припоя в виде прутка, ленты или проволоки, то припой расплавится и проникнет в шов. Излишек припоя разглаживают по шву паяльником. Припой также наносят на шов паяльником, так как к паяльнику всегда прилипают капли припоя, и если концом паяльника проводить по шву, жидкий припой всасывается в шов. Чтобы новые капли припоя перешли на паяльник, его снова отнимают от шва и прикладывают к куску припоя. Технологический процесс лужения состоит из следующих операций:
очистки поверхности от посторонних веществ металлической щеткой, песком, известью или шлифовальной шкуркой;
обезжиривания бензином или горячим водным раствором соды или едкого натра; промывки в воде;
химической чистки от окислов травления в кислотах; покрытия флюсами (хлористым цинком) кистью или погружением в водный раствор флюса;
подогревания до температуры плавления полуды и лужения. Лудят небольшие предметы паяльником. Лужение больших предметов производят методом натирания. Для этого изделие смачивают раствором хлористого цинка и нагревают до температуры плавления олова, после чего посыпают порошкообразной смесью олова с хлористым аммонием (нашатырем). Олово при этом плавится и, растертое паклей, образует на поверхности ровный слой. После лужения остатки флюса отмывают горячей водой.
Чугун.Чтобы запаять трещину или иной дефект в чугунной детали мягким припоем, производят тщательную механическую очистку места паяния и хорошо смачивают его соляной кислотой. Затем это место обрабатывают водным раствором хлористого цинка, посыпают порошком нашатыря (хлористого аммония) и подогревают паяльником или паяльной лампой. Нагревать место пайки надо до тех пор, пока не станет плавиться поднесенный к нему припой. Тогда натирают припоем место спайки и сейчас же протирают его порошком нашатыря, нанесенного на густую металлическую щетку или паклю. Эта операция – предварительное лужение перед паянием. Пока деталь еще горячая, запаивают трещины или иные дефекты паяльником, перемещая его от одного конца трещины к другому. Если припой не проходит в трещину, необходимо с обоих краев ее снять небольшую фаску, вылудить это место и снова произвести паяние. Излишек припоя снимается шабером или напильником.
Алюминий.Для паяния алюминия на паяльник надевают рифленый наконечник (рабочая часть его пропилена трехгранным напильником). Насадку изготовляют из стали и закаливают, с тем чтобы зубцы не срабатывались. Насадку вытачивают на токарном станке, и ее конец спиливают. Трубку насадки пропиливают ножовкой на четыре части, это создает пружинистость насадки, и она плотно вставляется в рабочую часть обычного паяльника. Диаметр отверстия в насадке высверливают в соответствии с диаметром рабочего конца паяльника.
Места спая тщательно очищают до блеска, на зубчики насадки берут расплавленную канифоль и наносят на спаиваемое место. Когда в процессе облуживания канифоль начнет покрывать алюминий, паяльник короткими движениями передвигают взад и вперед, и зубцы будут скоблить металл. Таким методом очищают всю поверхность места спая, после чего облуживают очищенные места. Затем приступают к паянию. Для этого берут на паяльник каплю олова, предварительно посыпанную канифолью, и подносят к облуженному месту. Если оно шероховатое, то паяльником снимают эту шероховатость, которая представляет собой пористое олово, смешанное с частичками окиси алюминия, образующейся из-за недостатка флюса. Предварительно на место спая насыпают канифоль, берут на паяльник каплю олова и наносят на спаиваемый шов. Как только олово смочит место спая, паяльник снимают с металла. Затем паяние производят вторично, для этого место спая снова посыпают канифолью.
При паянии алюминия, особенно в процессе его лужения, паяльник следует хорошо разогреть и длительное время держать на одном месте и после прогрева металла медленно водить по спаиваемому шву.
Для паяния алюминиевых сплавов рекомендуются припои ПОС-50 и ПОС-90. Флюсом служит минеральное масло (особенно рекомендуется оружейное). Предварительно на спаиваемые швы наносят флюс и затем зачищают места пайки. Паяние ведут мощным, хорошо прогретым паяльником. Перед началом паяния металл следует хорошо прогреть. Для паяния алюминиевых сплавов выпускается и специальный припой П-250А, он состоит из 80 % олова и 20 % цинка. Флюсом служит смесь йодида лития (2. 3 г) и олеиновой кислоты (20 г). Перед работой паяльник необходимо облудить указанным припоем, пользуясь канифолью. Спаиваемые поверхности очищают от остатков флюса марлевым тампоном, смоченным в ацетоне.
Припои и флюсы
Металл или сплав, при помощи которого ведется пайка, называется припоем. По температуре плавления припоев процессы пайки подразделяются на два основных вида: пайка легкоплавкими (мягкими) припоями и пайка тугоплавкими (твердыми) припоями.
К легкоплавким относятся припои, температура плавления которых ниже 450 °С, а к тугоплавким — припои, температура плавления которых выше 450 °С (рис. 15.1). К припоям предъявляются следующие основные технологические требования: высокая жидкотекучесть и хорошая смачиваемость соединяемых поверхностей; устойчивость к коррозии; достаточная прочность и пластичность; температура плавления ниже, чем у соединяемых металлов.
Легкоплавкие припои представляют собой сплавы цветных металлов Наибольшее применение получили оловянно-свинцовые припои ПОС-18, ПОС-30, ПОС-40, ПОС-50 и ПОС-61. Цифры показывают процентное содержание олова в припое. Эти припои имеют хорошую смачиваемость поверхности большинства металлов и высокую пластичность. Их низкая температура плавления (менее 450 °С) позволяет проводить пайку простейшими средствами (паяльниками). С увеличением содержания олова в припое повышается механическая прочность и коррозийная стойкость соединения, но также увеличивается и стоимость припоя. Свинец повышает пластичность припоя. Эти припои применяют для восстановления деталей, работающих при высоких температурах и небольших нагрузках, т. е. для радиаторов, коллекторов генераторов, топливных баков, электропроводов и др.

Рис. 15.1. Классификация припоев по температуре плавления
Легкоплавкие припои оловянно-цинковые типа П-200, П-250А используют для пайки алюминия, его сплавов и меди. Тугоплавкие припой представляют собой чистые цветные металлы и их сплавы.
Для пайки черных металлов применяют медные припои марок М1 и М2. Они весьма жидкотекучи, хорошо смачивают поверхности и дают прочные и пластичные соединения. Недостаток — высокая температура плавления (1083 °С).
Медно-цинковые припои марок ПМЦ-36, ПМЦ-48, ПМЦ-54, Л-62 и Л-68 (цифры указывают процентное содержание меди в припое) применяют для пайки меди, бронзы, латуни и черных металлов. С увеличением содержания цинка в этих припоях уменьшается прочность и возникает хрупкость, но цинк снижает температуру плавления припоя. Поэтому пайку латуни проводят припоем ПМЦ-36, а сталь и чугун лучше паять припоем Л-62.
Лучшие тугоплавкие припои — серебряно-медно-цинковые марок ПСр10, ПСр12М, ПСр25, ПСр45, ПСр65 и ПСр70 (цифры указывают процентное содержание серебра в припое) — позволяют получать высокопрочные и пластичные соединения, но очень дорогие. Эти сплавы применяют для пайки ответственных деталей из стали, меди и ее сплавов. Флюсы при пайке используют жидкие и твердые. В случае применения легкоплавких припоев берут жидкие флюсы, представляющие собой водные растворы хлористого аммиака (нашатырь) и хлористого цинка (цинк, протравленный соляной кислотой). Концентрация раствора в пределах 25. 50%. Для пайки меди (проводов) в качестве флюса часто используют чистую канифоль или соединения на ее основе.
Пайку тугоплавкими припоям ведут с твердыми флюсами, представляющими собой порошки буры и ее смеси с борной кислотой и борным ангидридом. Наибольшее применение имеет чистая бура, прокаленная перед употреблением при температуре 400. 460 “С. Для пайки алюминия и его сплавов удобны флюсы Ф320А, Ф380А и другие, содержащие хлористый литий, фтористый натрий и хлористый цинк, активно разрушающие окисную пленку алюминия.

Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций.

Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим.

Папиллярные узоры пальцев рук – маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни.

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ – конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой.
Технологические процессы паяния и лужения
Технологический процесс паяния состоит из следующих операций:
механической (шабером, напильником, шлифовальной шкуркой) или химической очистки. Промежуток между двумя поверхностями должен быть везде одинаков и не превышать 0,1. 0,3 мм. Такой небольшой промежуток необходим для образования капиллярных сил, которые способствуют засасыванию припоя на значительную глубину от кромки. Если спаиваемые поверхности имеют следы жира или масла, то их обрабатывают горячим раствором щелочи. Обычно берут 10 %-ный раствор соды. Если механически очистить детали по какой-либо причине нельзя, то применяют травление деталей в кислотах. Обычно берут 10 %-ный раствор серной кислоты для меди и ее сплавов, а для деталей из черных металлов — 10 %-ный раствор соляной кислоты, причем раствор должен быть подогрет до 50 — 70 °С;
нагревания (паяльником, паяльной лампой и другим способом);
предварительного облуживания припоем (паяльником, или натиранием, или погружением в припой). Предварительное лужение имеет весьма важное значение, так как в этом случае достигаются повышенные прочность и плотность спая. В случае невозможности предварительного лужения паяние ведут и по чистой поверхности, но результаты будут более низкими. Для предварительного лужения применяется тот же припой, какой применяется и для последующего паяния;
скрепления мест для спаивания, покрытия их флюсом и нагревания. Детали скрепляют, чтобы места соединений не расходились при небольших механических воздействиях, например при наложении паяльника;
введение припоя, его расплавление и удаление излишков припоя, а также остатков флюса.
Метод паяния в значительной мере зависит от типа применяемого припоя. Наиболее характерные случаи паяния: паяльником с применением мягких припоев; ручной паяльной лампой с применением обычно твердых припоев; электрическое паяние (место спая служит сопротивлением, через сопротивление пропускается ток низкого напряжения).
При паянии паяльником обычно применяют припои, температура плавления которых не выше точки плавления свинца (327 °С). Такое паяние производят тогда, когда детали не подвергаются большим нагрузкам или требуют в дальнейшем распаивания. Если детали подвергаются в процессе работы нагреванию до высоких температур, паяние паяльником с применением мягких припоев исключается.
Подготовку паяльника для работы производят одновременно с подготовкой деталей. Паяльник слегка проковывают (частично для удаления нагара и окислов), зажимают в тиски и опиливают так, чтобы рабочая часть его была полукруглой. Если опиливать паяльник без предварительной проковки, то он скоро изнашивается. Конец паяльника делают полукруглым потому, что в этом случае он не так быстро охлаждается, как острый, лучше прогревает места спайки и равномернее разъедается жидким припоем.
После механической подготовки паяльник облуживают, для чего нагревают его не выше 400 “С; конец паяльника опускают в водный раствор хлористого цинка, после чего горячим паяльником трут о кусок припоя до тех пор, пока вся рабочая часть не покроется слоем полуды.
При работе паяльник должен иметь температуру, удовлетворяющую следующему требованию: если паяльник приложить рабочим местом к прутку припоя, часть припоя, прилегающая к паяльнику, должна расплавиться через 0,5. 1 с. Во время работы температура паяльника должна быть такова, чтобы капли припоя, Приставшие к паяльнику, были в жидком состоянии.
Более удобный способ облуживания паяльника заключается в следующем: в куске нашатыря (хлористого аммония) делают небольшие углубления и туда кладут кусочки припоя. Проводя горячим Паяльником вперед и назад по твердому нашатырю, одновременно касаются и припоя. Таким образом паяльник облуживается быстрее.
Если нагретым паяльником коснуться шва и одновременно к шву подложить кусок припоя в виде прутка, ленты или проволоки, то припой расплавится и проникнет в шов. Излишек припоя разглаживают по шву паяльником. Припой также наносят на шов паяльником, так как к паяльнику всегда прилипают капли припоя, и если концом паяльника проводить по шву, жидкий припой всасывается в шов. Чтобы новые капли припоя перешли на паяльник, его снова отнимают от шва и прикладывают к куску припоя.
Технологический процесс лужения состоит из следующих операций:
очистки поверхности от посторонних веществ металлической щеткой, песком, известью или шлифовальной шкуркой;
обезжиривания бензином или горячим водным раствором соды или едкого натра;
промывки в воде;
химической чистки от окислов травления в кислотах;
покрытия флюсами (хлористым цинком) кистью или погружением в водный раствор флюса;
подогревания до температуры плавления полуды и лужения.
Лудят небольшие предметы паяльником. Лужение больших предметов производят методом натирания. Для этого изделие смачивают раствором хлористого цинка и нагревают до температуры плавления олова, после чего посыпают порошкообразной смесью олова с хлористым аммонием (нашатырем). Олово при этом плавится и, растертое паклей, образует на поверхности ровный слой. После лужения остатки флюса отмывают горячей водой.
Чугун. Чтобы запаять трещину или иной дефект в чугунной детали мягким припоем, производят тщательную механическую очистку места паяния и хорошо смачивают его соляной кислотой. Затем это место обрабатывают водным раствором хлористого цинка, посыпают порошком нашатыря (хлористого аммония) и подогревают паяльником или паяльной лампой. Нагревать место пайки надо до тех пор, пока не станет плавиться поднесенный к нему припой. Тогда натирают припоем место спайки и сейчас же протирают его порошком нашатыря, нанесенного на густую металлическую щетку или паклю. Эта операция — предварительное лужение перед паянием. Пока деталь еще горячая, запаивают трещины или иные дефекты паяльником, перемещая его от одного конца трещины к другому. Если припой не проходит в трещину, необходимо с обоих краев ее снять небольшую фаску, вылудить это место и снова произвести паяние. Излишек припоя снимается шабером или напильником.
Алюминий. Для паяния алюминия на паяльник надевают рифленый наконечник (рабочая часть его пропилена трехгранным напильником). Насадку изготовляют из стали и закаливают, с тем чтобы зубцы не срабатывались. Насадку вытачивают на токарном станке, и ее конец спиливают. Трубку насадки пропиливают ножовкой на четыре части, это создает пружинистость насадки, и она плотно вставляется в рабочую часть обычного паяльника. Диаметр отверстия в насадке высверливают в соответствии с диаметром рабочего конца паяльника.
Места спая тщательно очищают до блеска, на зубчики насадки берут расплавленную канифоль и наносят на спаиваемое место. Когда в процессе облуживания канифоль начнет покрывать алюминий, паяльник короткими движениями передвигают взад и вперед, и зубцы будут скоблить металл. Таким методом очищают всю поверхность места спая, после чего облуживают очищенные места. Затем приступают к паянию. Для этого берут на паяльник каплю олова, предварительно посыпанную канифолью, и подносят к облуженному месту. Если оно шероховатое, то паяльником снимают эту шероховатость, которая представляет собой пористое олово, смешанное с частичками окиси алюминия, образующейся из-за недостатка флюса. Предварительно на место спая насыпают канифоль, берут на паяльник каплю олова и наносят на спаиваемый шов. Как только олово смочит место спая, паяльник снимают с металла. Затем паяние производят вторично, для этого место спая снова посыпают канифолью.
При паянии алюминия, особенно в процессе его лужения, паяльник следует хорошо разогреть и длительное время держать на одном месте и после прогрева металла медленно водить по спаиваемому шву.
Для паяния алюминиевых сплавов рекомендуются припои ПОС-50 и ПОС-90. Флюсом служит минеральное масло (особенно рекомендуется оружейное). Предварительно на спаиваемые швы наносят флюс и затем зачищают места пайки. Паяние ведут мощным, хорошо прогретым паяльником. Перед началом паяния металл следует хорошо прогреть. Для паяния алюминиевых сплавов выпускается и специальный припой П-250А, он состоит из 80 % олова и 20 % цинка. Флюсом служит смесь йодида лития (2. 3 г) и олеиновой кислоты (20 г). Перед работой паяльник необходимо облудить указанным припоем, пользуясь канифолью. Спаиваемые поверхности очищают от остатков флюса марлевым тампоном, смоченным в ацетоне.
Припои и флюсы
Металл или сплав, при помощи которого ведется пайка, называется припоем. По температуре плавления припоев процессы пайки подразделяются на два основных вида: пайка легкоплавкими (мягкими) припоями и пайка тугоплавкими (твердыми) припоями.
К легкоплавким относятся припои, температура плавления которых ниже 450 °С, а к тугоплавким — припои, температура плавления которых выше 450 °С (рис. 15.1). К припоям предъявляются следующие основные технологические требования: высокая жидкотекучесть и хорошая смачиваемость соединяемых поверхностей; Устойчивость к коррозии; достаточная прочность и пластичность; температура плавления ниже, чем у соединяемых металлов.

Легкоплавкие припои представляют собой сплавы цветных металлов. Наибольшее применение получили оловянно-свинцовые припои ПОС-18, ПОС-30, ПОС-40, ПОС-50 и ПОС-61. Цифры показывают процентное содержание олова в припое. Эти припои имеют хорошую смачиваемость поверхности большинства металлов и высокую пластичность. Их низкая температура плавления (менее 450 °С) позволяет проводить пайку простейшими средствами (паяльниками). С увеличением содержания олова в припое повышается механическая прочность и коррозийная стойкость соединения, но также увеличивается и стоимость припоя. Свинец повышает пластичность припоя. Эти припои применяют для восстановления деталей, работающих при высоких температурах и небольших нагрузках, т. е. для радиаторов, коллекторов генераторов, топливных баков, электропроводов и др.
Легкоплавкие припои оловянно-цинковые типа П-200, П-250А используют для пайки алюминия, его сплавов и меди. Тугоплавкие припой представляют собой чистые цветные металлы и их сплавы.
Для пайки черных металлов применяют медные припои марок Ml и М2. Они весьма жидкотекучи, хорошо смачивают поверхности и дают прочные и пластичные соединения. Недостаток — высокая температура плавления (1083°С).
Медно-цинковые припои марок ПМЦ-36, ПМЦ-48, ПМЦ-54, Л-62 и Л-68 (цифры указывают процентное содержание меди в припое) применяют для пайки меди, бронзы, латуни и черных металлов. С увеличением содержания цинка в этих припоях уменьшается прочность и возникает хрупкость, но цинк снижает температуру плавления припоя. Поэтому пайку латуни проводят припоем ПМЦ-36, а сталь и чугун лучше паять припоем Л-62.
Лучшие тугоплавкие припои — серебряно-медно-цинковые марок ПСрЮ, ПСр12М, ПСр25, ПСр45, ПСр65 и ПСр70 (цифры указывают процентное содержание серебра в припое) — позволяют получать высокопрочные и пластичные соединения, но очень дорогие. Эти сплавы применяют для пайки ответственных деталей из стали, меди и ее сплавов. Флюсы при пайке используют жидкие и твердые. В случае применения легкоплавких припоев берут жидкие флюсы, представляющие собой водные растворы хлористого аммиака (нашатырь) и хлористого цинка (цинк, протравленный соляной кислотой). Концентрация раствора в пределах 25. 50%. Для пайки меди (проводов) в качестве флюса часто используют чистую канифоль или соединения на ее основе.
Пайку тугоплавкими припоям ведут с твердыми флюсами, представляющими собой порошки буры и ее смеси с борной кислотой и борным ангидридом. Наибольшее применение имеет чистая бура, прокаленная перед употреблением при температуре 400. 460 “С. Для пайки алюминия и его сплавов удобны флюсы Ф320А, Ф380А и Другие, содержащие хлористый литий, фтористый натрий и хлористый цинк, активно разрушающие окисную пленку алюминия.
Тема 13: «Лужение и пайка»




![]()
![]()
Пайка — технологический процесс соединения металлических (или металлизированных) деталей расплавленным припоем, который, затвердевая, скрепляет спаиваемые детали. Соединение деталей происходит вследствие диффузии припоя в основной металл без расплавлена последнего. При этом температура плавления припоя значительно ниже температуры плавления основного металла.
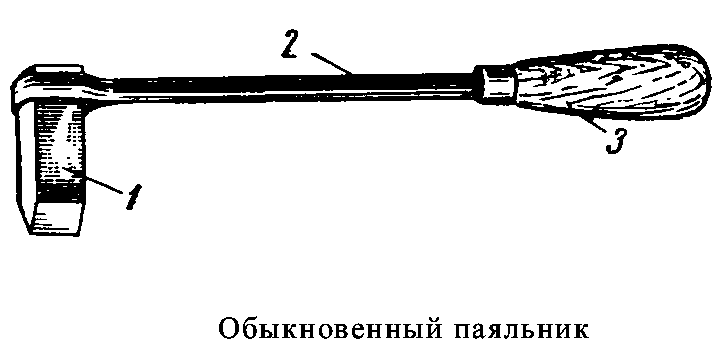
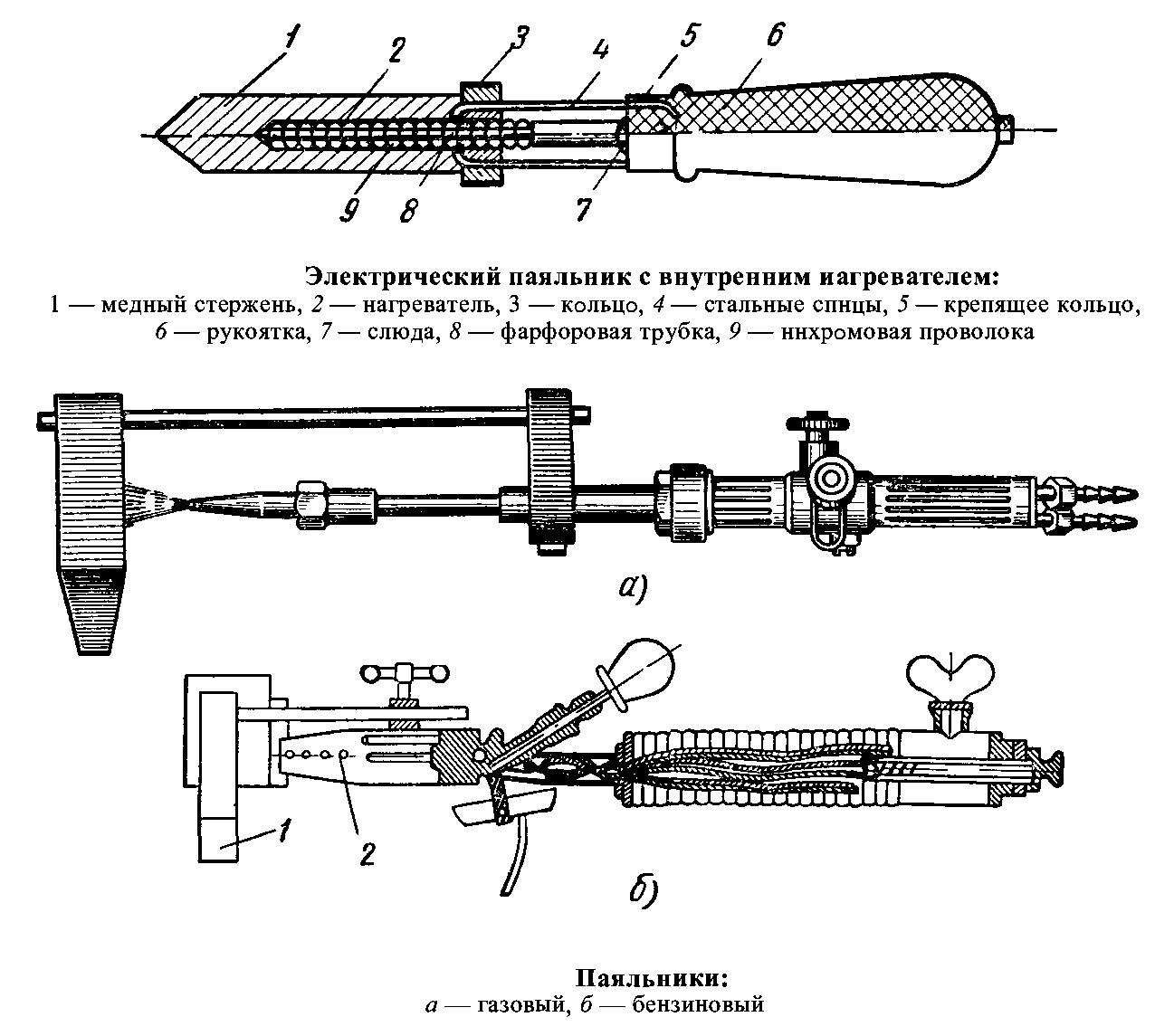
Паяльник — это ручной инструмент различной формы и массы. Та часть паяльника, которой непосредственно паяют, выполнена из меди, нагрев медной части паяльника можно производить с помощью электричества (электрический паяльник), над газовым пламенем (газовый паяльник) или в горне.
Припои — это некоторые цветные металлы и их сплавы. В зависимости от механических свойств припои принято делить на мягкие и твердые.Припой выпускается в виде листа, ленты, прутков, проволоки, сеток, блоков, фольги, зерен, порошков и паяльной пасты.
Мягкими называют легкоплавкие припои с температурой плавления примерно до 400°С. Эти припои имеют малый предел прочности при растяжении — обычно не выше 50 — 70 МПа. Наиболее распространенными являются оловянно-свинцовые припои с содержанием олова от 18 до 90% марок ПОС-18 — ПОС-90. Надежное контактное соединение дает припой ПОС-30. Он имеет большую жидкотекучесть и дает лучшую смачиваемость поверхности в сравнении с менее дорогим ПОС-18. Для пайки алюминиевых деталей применяются оловянно-цинковые и другие припои.
Твердые припои имеют температуру плавления выше 500°С. Они имеют предел прочности при растяжении до 500 МПа. Наиболее распространенными являются медно-цинковые припои ПМЦ, медно-серебряные ПСР и медно-фосфористые ПМФ, в частности ПМФ-7 (последние припои не требуют флюса при пайке медных деталей).
Технологический процесс пайки состоит из следующих операций: подготовки поверхностей деталей, покрытия спаиваемых поверхностей флюсом, лужения поверхностей, пайки.
Подготовка поверхностей деталей заключается в удалении загрязнений жировых и окисных пленок. Очистка производится механическими и химическими способами.
Покрытие поверхностей флюсом производится непосредственно перед лужением и пайкой.
Флюс образует жидкую и газообразную защитную зону, предохраняющую поверхность металла и расплавленного припоя от окисления. Кроме того, он растворяет пленки окислов и загрязнения, образуя шлак, который легко удаляется. Большинство флюсов способствует лучшему смачиванию расплавленным припоем спаиваемой поверхности и уменьшает поверхностное натяжение припоя. По действию на металл флюсы разделяются на кислотные (хлористый цинк и флюсы на его основе);
• бескислотные (канифоль и флюсы на ее основе),
• активированные (на основе канифоли с добавкой некоторых реактивов и кислот, применяются для металлов, плохо поддающихся лужению и пайке) и др.
• При пайке твердыми припоями в качестве флюса применяются бура и флюсы на ее основе.
Остатки флюса и шлакдля предотвращения коррозии места пайки необходимо тщательно удалять механическим путем и промывкой. Исключение представляют канифольные флюсы, которые нет необходимости удалять. Поэтому они применяются для пайки изолированных проводов, которые нельзя промывать.
Крайне серьезно нужно относиться к соблюдению техники безопасности, поскольку при пайке и лужении, на работника могут воздействовать различные вредные факторы. К таковым следует отнести повышенную загазованность воздуха парами химических веществ, пожароопасность, брызги флюсов и припоев, повышенную температуру воздуха рабочей зоны. В данном случае крайне важно иметь средства индивидуальной защиты.
В работе важно использовать качественные материалы и инструменты. Припои используют при пайке изделий из латуни, бронзы, меди. Руководители должны провести грамотный инструктаж по работе с этим инструментом.
Работы, связанные с пайкой и лужением, должны проводиться в специально оборудованных и предварительно подготовленных помещениях. Обязательно должна присутствовать система вентиляции. Вентиляционные установки должны быть оснащены звуковой и световой сигнализацией.
В работе важно использовать качественные и исправные инструменты. Согласно правилам технической документации, паяльник должен пройти специальную проверку и испытания. Класс данного оборудования в обязательном порядке должен соответствовать условиям производства и категории помещения. Также нужно позаботиться о защите кабеля паяльника от соприкосновения с горячими предметами и защите от случайного механического повреждения.
Не меньшее значение имеет подготовка рабочего места. Они должны быть оборудованы вентиляцией. Не допускается проводить пайку и лужку без использования специальных защитных очков. Рабочее место должно быть оборудовано светильниками с непросвечивающими отражателями. Осветительные приборы нужно расположить таким образом, чтобы свет не «бил» в глаза работнику.





