Как выбрать плазморез – полное руководство от профессионалов
Содержание
1. Что такое плазморезы.
2. Преимущества и недостатки.
3. Принцип работы.
4. Виды плазморезов.
5. Как выбрать под ваши задачи.
Что такое плазморезы
Плазморез – это источник плазмы и собственно сам резак (плазмотрон). Плазморезы широко используются в промышленности для работ по точному раскрою листов металла, фигурной резки, вырезания деталей сложной формы или конфигурации, отрезания, обработки готового литья, обработки кромок готовых деталей или поковок. Порезка металла является одним из самих распространенных видов работ по механической обработке. Резка металла используется при изготовлении листовых заготовок под штамповку, сварку и другие виды механической обработки.
Для резки материалов в плазморезах используется струя плазмы с высокой скоростью истечения и температурой. В качестве рабочего газа для формирования плазмы используется обычный или очищенный сжатый воздух, кислород, азот, аргон или их смеси.
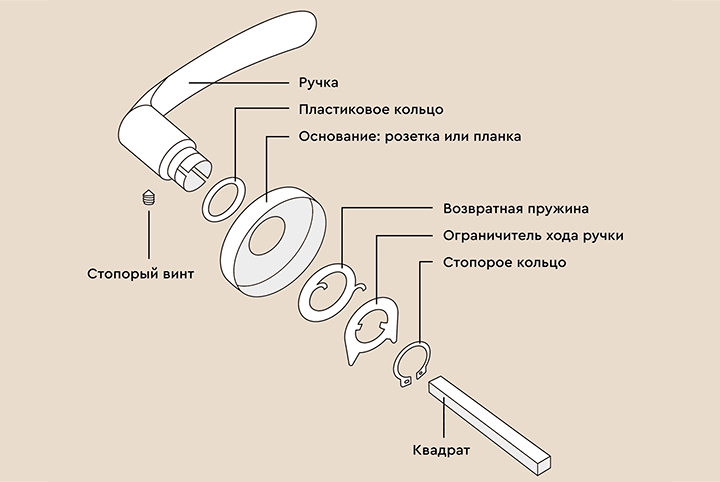
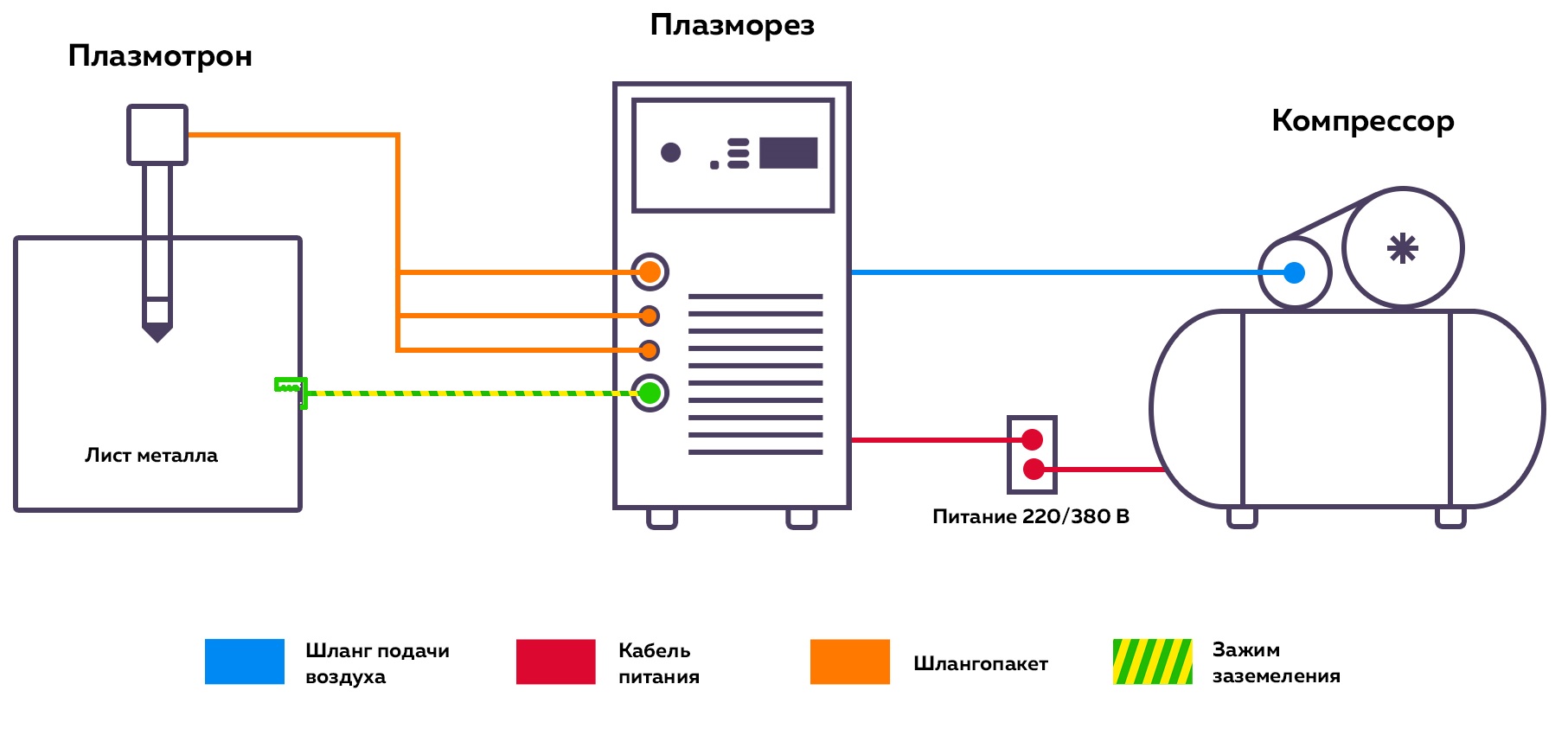
Система плазменной резки состоит из:
- Аппарата (инвертора).
- Воздушного компрессора или баллона с рабочим газом.
- Плазмотрона.
- Кабелей и шлангов подключения.
Аппарат служит для формирования параметров и плавной регулировки рабочего тока. При подключении сжатого воздуха обязательно используется фильтр-осушитель.
Плазмотроны бывают ручного или автоматического исполнения. Плазмотрон может называться резаком, горелкой.
В отличие от газовых резаков, в плазменной резке не используются горючие газы. Источником высокой температуры в рабочей зоне является электрический ток напряжением до 400 В. Для подключения плазмореза необходимо обычное трехфазное электропитание напряжением 380 В. Встречаются источники, работающие от сети в 220 В, обычно с током до 40 – 50 А.
Преимущества и недостатки
Плазменная резка имеет множество преимуществ перед другими способами резки. Технологии плазменной резки постоянно развиваются и усовершенствуются.
Основные преимущества плазменной резки:
- Высокое качество резки в ручном режиме
По сравнению с другими технологиями резки, особенно газокислородной, плазменная резка обеспечивает высокую точность и чистоту реза. Часто после плазменной резки вам даже не потребуются дополнительные работы по зачистке поверхности.
- Высокая скорость резки
Температура около 20000 °С и скорость истечения плазмы до 1500 м/с обеспечивают высокую скорость резки и сквозного прожига листа металла. За счет точной настройки длины пучка плазмы обеспечивается высокая линейная скорость резки и максимальная интенсивность работы. С уменьшением толщины листа линейная скорость резки еще больше увеличивается. Так, при толщине листа стали 25 мм с мощным аппаратом вы сможете обеспечить качественный рез на скорости до 1000 мм/мин.
- Быстрый сквозной прожиг
Лист металла толщиной 15 мм плазморез прожигает меньше чем за 2 секунды. Обычному газопламенному резаку для этого нужно не менее 30 секунд. Такая скорость прожига обеспечивает высокую производительность работы при автоматической фигурной резке и раскрое листового металла сложной формы. Особенно при наличии большого количества замкнутых контуров реза, в каждом из которых необходимо заново прожигать металл.
- Универсальность
Плазморез с пневмоподжигом позволяет, не теряя своей эффективности, работать с неочищенными или загрязненными поверхностями. Плазмотрон может резать все виды черных и цветных металлов без дополнительных настроек и изменений в оснастке оборудования. При резке тонкого листового металла можно за один проход прожигать сразу несколько листов. Это значительно увеличивает производительность и снижает расходы на резку.
Для работы плазмореза не нужен горючий газ. Достаточно баллона со сжатым воздухом и инвертора с подключением электрического тока. Не нужно обеспечивать дорогостоящие процессы заправки, хранения, перевозки, учета и поверки баллонов с опасным горючим газом. Также во время плазменной резки значительно снижен тепловой нагрев обрабатываемой детали. Это значительно повышает безопасность рабочего персонала и снижает расходы на производственный процесс.
Плазморезы значительно снижают ваши расходы на резку, по сравнению с газовыми резаками. Не нужно соблюдать множество правил по технике безопасности и охране труда.
Простота настройки и проведения процесса резки позволяет даже сварщикам с небольшим опытом работы добиваться высоких показателей по качеству и производительности резки.
- Отличное качество резки в автоматическом режиме
Плазменная резка гарантирует минимальное количество окалины и разбрызгивание металла, хорошую ровность и чистоту поверхности реза. Высокая скорость резки снижает до минимума нагрев рабочей детали. Это гарантирует отсутствие коробления и температурных деформаций детали при обработке, что особенно важно при работе с листами толщиной менее 5 мм.
Недостатки плазморезов:
- Плазморезы все еще малоэффективны при задачах, связанных с нагревом и гибкой металлов.
- Для хорошей работы плазмореза с использованием воздуха необходим мощный компрессор с фильтрами. Устойчивость пучка плазмы, точность и качество реза во многом зависит от стабильности подачи сжатого воздуха.
- Плазморезы практически не используются при резке металла толщиной более 100 мм.
- Плазморез максимально эффективен при угле наклона пучка плазмы к рабочей поверхности 90°, т.е. когда плазмотрон перпендикулярен поверхности детали. При других углах наклона расширяется зона реза и увеличивается износ оборудования.
Принцип работы
Принцип работы плазмотрона основан на том, что металл режется потоком плазмы с очень высокой температурой. В сопле плазмореза формируется струя плазмы, которая подводится через сопло к поверхности рабочей детали. За счет высокой скорости истекания плазмы из сопла, расплавленный металл удаляется из зоны реза. Чистый и ровный разрез образуется за счет высокой точности и фокусировки струи плазмы в сопле.
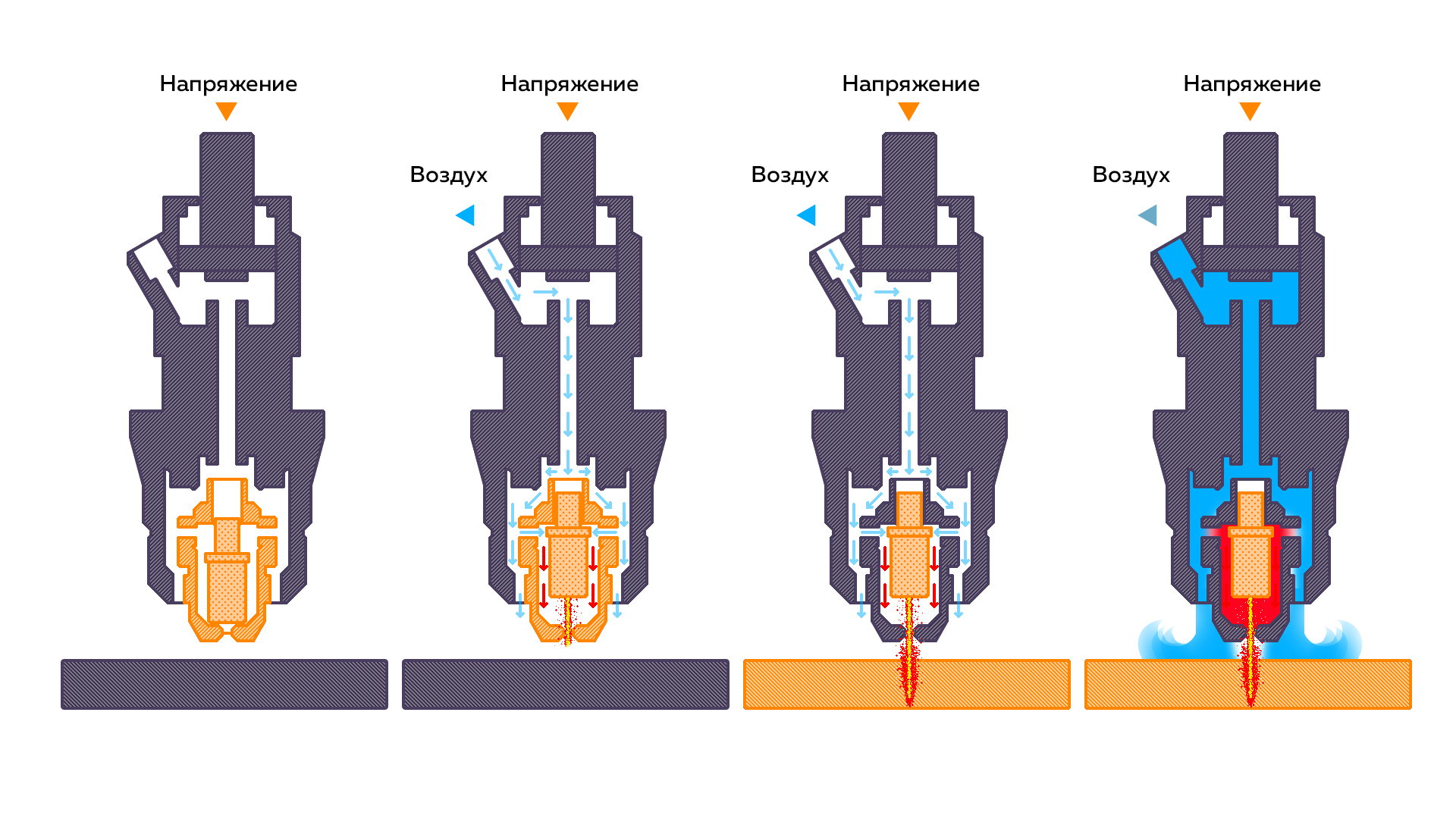
- Первичная подача сжатого воздуха необходимого давления.
- Инициация стартовой плазменной дуги. После формирования зоны достаточно высокого давления в системе, которого достаточно для размыкания катода и сопла, на электрод и внутреннюю поверхность сопла подается постоянное напряжение разной полярности и большой силы тока. Как правило, на электрод отрицательное, а на корпус положительное. Между ними возникает дуга, которая ионизирует воздух вокруг себя и превращает его в плазму.
- Формирование режущей плазменной дуги. Начало резки. После поджига стартовой (дежурной) дуги положительное напряжение с помощью кабеля массы подается на обрабатываемую деталь. Дуга переходит с внутренней поверхности сопла резака наружу на поверхность рабочей детали, с помощью сопла формируется рабочая струя плазмы и начинается процесс резки. Длина и диаметр струи плазмы зависят от выбранного сопла, настроек силы тока и давления воздуха.
- Завершение резки. После прекращения подачи рабочего тока, дуга гаснет. Воздух подается еще несколько секунд.
Виды плазморезов
Плазморезы подразделяются на несколько основных видов:
Типы плазморезов:
| По типу резки: | По типу используемого газа: | По типу поджига дуги: | По типу охлаждения: |
| Для ручной резки | Плазмотроны на сжатом воздухе | С контактным поджигом | С воздушным (газовым) охлаждением |
| Для автоматической резки | Плазмотроны на аргоне, кислороде, азоте или их смесях | С пневмоподжигом (PN) | С жидкостным охлаждением |
| С высокочастотным поджигом (HF) |
- Для ручной резки. Используются для работ в небольших производствах, мастерских, станциях технического обслуживания, гаражах, личном хозяйстве и т.д. Даже инвертор небольшой мощности позволяет ручным резаком быстро и эффективно резать металл толщиной до 30 мм. Можно резать листовой металл, трубы, различные детали и конструктивные элементы.
- Для автоматической резки. Используются в станках стационарного типа для автоматического раскроя листового металла или профильных труб. В работе обычно управляются с помощью ЧПУ. Комплектуются мощными инверторами зачастую с несколькими сменными плазмотронами и соплами.
По типу используемого газа:
- Плазмотроны на сжатом воздухе. Наиболее распространенный вид плазморезов. К их достоинствам относятся простота, низкая стоимость оборудования и расходных материалов (электроды, сопла), простота в управлении, высокая эффективность и универсальность. Могут использовать обычный или очищенный сжатый воздух.
- Плазмотроны на аргоне, кислороде, азоте или их смесях. Используются в работах более сложных систем больших производств на стационарных раскройных станках для резки меди, алюминия и их сплавов. Требуют более точной настройки.
По типу поджига дуги:
- Контактные. В контактных плазмотронах соплом нужно дотронуться на поверхности рабочей детали для формирования дуги. Такой тип поджига у бытовых инверторов небольшой мощности.
- Пневмоподжиг. Инверторы с пневмоподжигом формируют стартовую (дежурную) дугу внутри плазмотрона, без контакта сопла с поверхностью детали или высокачастотного разряда, который может нанести вред электронике станка с ЧПУ.
- Высокочастотный (HF) поджиг. В данном случае дуга возбуждается при помощи входящего в состав источника тока устройства – осциллятора. Дуга образовывается, только когда имеется высокочастотный электрический разряд между поверхностями заготовки и соплом плазмотрона (при этом поверхности между собой не соприкасаются). Стартовая дуга инициируется по команде сварщика внутри поверхности плазмотрона между электродом и внутренней поверхностью сопла с помощью тока высокой частоты. Рабочая дуга автоматически поджигается от стартовой каждый раз при поднесении плазмотрона к поверхности детали и гаснет по команде сварщика или при увеличении этого расстояния.
По типу охлаждения:
- С воздушным (газовым) охлаждением. Сопло плазмореза охлаждается поступающим воздухом или рабочим газом.
- С жидкостным охлаждением. Жидкостное охлаждение плазмореза используется в высоконагруженных промышленных резаках с большими токами от 150 А.
Как выбрать плазморез под ваши задачи
Чтобы выбрать плазморез, который надежно и качественно решит ваши задачи по порезке металла, важно изначально определиться с несколькими основными параметрами.
1. Тип обрабатываемого металла. Для резки цветных металлов нужна в среднем в 1,5 раза большая сила тока, чем для резки чугуна и обычной углеродистой стали.
2. Максимальная предполагаемая толщина разрезаемого металла. Номинальная сила тока плазмотрона рассчитывается так:
- Для черных металлов и высоколегированных сталей – 4 А на 1 мм толщины металла.
- Для цветных металлов – 6 А на 1 мм толщины металла.
3. Средняя длительность использования. Как правило, в характеристиках плазморезов указывается сила тока и продолжительность включения. Если необходимо эксплуатировать плазмотрон при больших продолжительностях включения (80-100%), то Вам следует внимательно ознакомиться с его техническими характеристиками и, возможно, выбрать более мощную модель.
4. Учитывайте возможности электросетей места эксплуатации. Даже самые слабые по силе тока плазморезы потребляют около 4 кВт. Бытовые электросети могут быть не рассчитаны на такую нагрузку.

Дополнительные рекомендации по выбору плазмореза:
Учитывайте условия эксплуатации и комплектацию. Для стабильной работы плазмореза на сжатом воздухе необходим мощный компрессор с хорошими фильтрами, водо- и маслоотделителями.
Обязательно узнайте возможность приобретения и примерную стоимость расходных материалов и комплектующих. При интенсивной эксплуатации плазмотрона электроды и сопла придется менять достаточно часто.
Всегда берите более мощный плазморез из имеющихся типоразмеров. Лучше всего, если Ваш аппарат будет на 20-30% мощнее, чем Вам необходимо. Запас по мощности позволит Вам эксплуатировать плазморез на щадящих режимах, не выводя его на максимальную мощность резки. Это значительно повысит надежность и увеличит его ресурс.
Для удобства резки выбирайте длину шлангопакета примерно равную предполагаемому удалению точки резки от места расположения аппарата. Лучше не берите шлангопакет большой длины, если будете работать на близком расстоянии. Длинные шланги могут запутываться, кроме того, на длинных шлангах больше потери давления воздуха и силы тока.
Режем металл плазменной технологией
Плазменная резка – новая великолепная технология, позволяющая разрезать металлы солидной толщины и любой природы, даже самой капризной. В качестве режущего предмета выступает не нож, а плотная струя плазмы, которая позволяет формировать идеально точный рисунок реза в единицу заданного времени.
Этот способ работы с металлом содержит множество достоинств, которые мы разберем ниже. А сейчас начнем с физики – нужно разобраться с сутью процесса.
- Физика плазмы
- Классификация видов плазменной резки
- Простой
- С применением защитного газа
- С водой вместо воздуха
- Преимущества резки плазмой
- Недостатки плазморезки
- Советы и нюансы
- Как работать плазморезкой?
- Выбор аппарата для плазменной резки
- Выбор плазменного резака по мощности
- Выбор резака по времени и скорости разрезания материала
- Пара слов о горелке
Физика плазмы
Технология плазменной резки металла отдает главную женскую роль нашей любимой электрической дуге. Он формируется между электродом и соплом. Иногда вместо электрода выступает металл, который нужно разрезать. Разберемся, что такое плазменная резка.
Начало процесса – включение источника электрического питания и подача тока высокой частоты в плазменный резак. Источник питания включается автоматически после нажатия тумблера розжига в аппарате.
Сначала формируется так называемая промежуточная дуга – она имеет временный характер и соединяет электрод с наконечником сопла резака. Нагревается эта дежурная дуга до уровня температуры около 8000°С.
Это важный момент общего процесса плазменной резки – нужно помнить, что настоящая дуга между электродом и металлом образуется не сразу, а через ее промежуточный вариант.
Следующий этап процесса – поступление воздуха из компрессора, который обычно прилагается к аппарату резки металла. Компрессор подает воздух в сжатом виде. Этот воздух поступает в камеру плазмотрона, в котором находится и уже раскалена временная электрическая дуга.
Дуга нагревает сжатый воздух, объем которого при нагреве увеличивается во много раз. Дополнительно к нагреву и увеличению объема воздух начинает ионизироваться и трансформироваться в настоящий проводник электрического тока. Он превращается в ту самую плазму
Малый диаметр сопла дает возможность разгонять поток этой раскаленной плазмы до огромных скоростей, с которыми струя вылетает из аппарата. Скорость потока может достигать трех метров в секунду.
 Схема работы плазменной резки.
Схема работы плазменной резки.
Температура воздуха – запредельная, вплоть до 30 000°С. При этих условиях электрическая проводимость воздуха – плазмы практически равна проводимости разрезаемого металла.
Настоящая конечная дуга появляется мгновенно, как только поток плазмы достигает и касается поверхности металла. Временная дуга, в свою очередь, автоматически выключается. Металл начинает плавится точно в месте среза.
Жидкие металлические капли сразу же сдуваются струей сжатого воздуха. Это и есть принцип плазменной резки. Как видите, все просто, логично и понятно.
Классификация видов плазменной резки
Виды плазменной резки будут зависеть от среды, в которой проводятся работы по металлу:
Простой
Главное отличие способа – ограниченность электрической дуги. Для резки используется электрический ток и воздух. Иногда вместо воздуха применяются газ в виде азота. Если металлически лист тонкий – всего несколько миллиметров, процесс можно сравнить с лазерным разрезанием.
При этом способе толщина металлов не должна превышать 10-ти мм. Способ отлично работает для низколегированных сплавов стали и других мягких металлов. Режущим элементом выступает кислород, из которого формируется сжатая струя, превращающаяся в итоге в плазму.
В разрезах получаются очень ровные кромки, не требующие дальнейшей доработки.
С применением защитного газа
При этом способе вместо воздуха используются защитные газы, которые превращаются в плазменный поток после преобразования в плазмотроне. Качество срезов в данном случае значительно повышается благодаря отличной защите процесса от воздействия окружающей среды.
Газ для плазменной резки не представляет из себя ничего необычного: это может быть водород или аргон – «газовая классика».
С водой вместо воздуха
Отличны способ со многими преимуществами, одно из которых – отсутствие необходимости в дорогостоящей и громоздкой системе охлаждения.
Существуют и другие критерии классификации плазменной резки. К примеру, виды резки бывают разделительными и поверхностными. Первый из них используется чаще.
Еще один параметр – способ резки. Один вид — резка дугой, в котором разрезаемый металл выступает в качестве элемента электрической цепи. Другой вид – резка струей, когда электрическая дуга соединяет электроды, а не металлическую заготовку.
Плазменные резаки представлены на рынке в самых разнообразных вариантах, так что их можно классифицировать по маркам, производителям и многим другим техническим и торговым параметрам.
Есть, например, ручная плазменная резка – самый демократичный способ и по цене, и по простоте исполнения. Есть машинные автоматические технологии, устройства для которых намного дороже и сложнее.
Преимущества резки плазмой
Самой близкой технологией является лазерная резка металлов, поэтому логично будет перечислить преимущества в сравнении с «соседкой»:
- Плазменной резке по плечу металлы любой природы, в том числе цветные, тугоплавкие и другие, сложные для обработки.
- Скорость процесса значительно выше, чем резка газовым резаком.
- Одна из значительных особенностей – возможность производить резы любой формы, включающие и геометрические узоры, и фигурную резку самой высокой сложности. Иными словами, резка с помощью плазмы – это реализация самых смелых творческих идей по металлу и другим трудно поддающимся материалам.
- Плазменному резаку нипочем любая толщина металла: скорость и качество никоим образом не теряются.
- Этому способу поддаются не только металлы, но и другие материалы: он вполне универсальный.
- Резка плазмой и быстрее, и эффективнее по качеству кромки, чем любые другие механические способы резки.
- В данном методе возможна работа не только перпендикулярно к поверхности металла, но под углом, что помогает освоить широкие листы металла.
- С экологической точки зрения это вполне благополучный вид работы с металлом с минимальным выбросом вредных веществ или загрязнений в воздух.
- Отличная экономия времени из-за отсутствия необходимости предварительно нагревать металл.
- Поскольку в методе не используются взрывоопасные газовые баллоны, он значительно безопаснее, чем другие способы.
Недостатки плазморезки
Ни один способ обработки металлов не обходится без недостатков, и плазменная резка здесь не исключение.
Недостатки плазменной резки следующие:
- Дороговизна всего модельного ряда аппаратов для плазменной резки, включая даже самые простые ручные варианты.
- Пределы толщины металла для резки плазмой: предельная толщина всего 100 миллиметров.
- Это шумный способ работы, потому что сжатый воздух или газ подаются с огромной скоростью.
- Оборудование непростое, дорогое и требующее грамотного и постоянного технического обслуживания.
Советы и нюансы
Еще одной отличительной положительно характеристикой метода является то, что во время процесса происходит нагрев лишь небольшого локального участка. Да и остывает этот участок намного быстрее, чем при лазерной или механической резке.
Охлаждение необходимо только для двух составных элементов – катода и сопла, как самых нагруженных. Это без проблем производится с помощью рабочей жидкости.
 Плазменная дуга и струя. Дуга начинает работать стабильно в результате рабочего соотношения катода и сопла с паром из сжатого раскаленного воздуха. На катоде локализуется отрицательный заряд, на наконечнике сопла – соответственно положительный. В результате этого образуется промежуточная дуга.
Плазменная дуга и струя. Дуга начинает работать стабильно в результате рабочего соотношения катода и сопла с паром из сжатого раскаленного воздуха. На катоде локализуется отрицательный заряд, на наконечнике сопла – соответственно положительный. В результате этого образуется промежуточная дуга.
Лишняя влага впитывается специальным материалом, который находится в резервуаре камеры плазмотрона.
Правила безопасности при данном методе имеют строжайший характер, потому что все аппараты плазменной резки могут быть очень травматичными для мастера. Особенно это касается моделей с ручным управлением.
Все будет в порядке, если вы будете соблюдать рекомендации по защитной амуниции мастера: щиток, затемнённые очки, защитные ботинки и т.д. В этом случае вы сможете уберечься от главных факторов риска данного метода – капель расплавленного металла, высокого напряжения и раскаленного воздуха.
Еще один совет по безопасности – ни в коем случае не стучать резаком по металлу для удаления металлических брызг, как это делают некоторые мастера. Вы рискуете повредить аппарат, но главное – поймать кусочки расплавленного металла, например, лицом или другой незащищенной частью тела. Лучше поберечь себя.
Экономия расходных материалов занимает не последнее место в эффективной резке. Для этого зажигаем электрическую дугу не слишком часто, а точно и в срок, чтобы не обрывать ее без надобности.
Экономия ресурсов также распространяется на силу и мощность тока. Если рассчитать его правильно, вы получите не только экономию, но и отличный срез без заусениц, окалины и деформации металла.
Для этого следует работать по следующей схеме: сначала подать ток высокой мощности, сделать пару – тройку разрезов с его помощью. Если сила и мощность тока великоваты, на металле сразу же будет образовываться окалина из-за значительного перегрева.
После осмотра срезов будет ясно, оставить ток на этом уровне или изменить его. Иными словами, работаем экспериментально – малыми пробами.
Как работать плазморезкой?
Резка металлов с помощью плазменного потока — слишком серьезное дело, чтобы заниматься им без предварительного изучения и тщательной подготовки. Это поможет вам сделать резку эффективнее со всех точек зрения, и, что весьма немаловажно, минимизировать риски, связанные с производственными опасностями.
Прежде всего нужно знать принцип работы плазменной резки – видеть картинку физических явлений целиком.
Плазменную горелку следует держать очень близко к поверхности и краю металла, в отличие от лазерной резки. Когда тумблер с «пуском» включится, первой загорится временная электрическая дуга, и только затем – настоящая, которая будет главным режущим элементом. Горелку с режущей дугой нужно вести по материалу ровно и медленно.
Скорость резки следует строго контролировать. Это можно делать, наблюдая за искрами с обратной стороны листа разрезаемого металла. Если этих искр нет, то это значит, что разрезка металла произошла неполная.
Такое может произойти по нескольким причинам: из-за слишком большой скорости ведения горелки или прохождения аппарата, либо слишком недостаточной мощности подаваемого тока, либо несоблюдения прямого угла в 90° между горелкой и поверхностью металла.
Дело в том, что полная проплавка металла происходит лишь при наклоне плазморезки к поверхности металла под прямым углом и ни градусом больше или меньше.
После завершения работы резак нужно наклонить. Воздух будет выходить и после выключения аппарата – непродолжительное время.
Перед работой невредно изучить схему вашего аппарата: именно в ней можно прочитать самую достоверную информацию по допускаемой толщине металла, который можно прорезать или сделать в нем отверстие. Устройство плазменного резака может различаться, все зависит от функций его назначения.
Выбор аппарата для плазменной резки
Покупка любого технического оборудования – дело, для которого не нужно жалеть времени и усилий: слишком высок риск неудачного решения и потери денег. А деньги здесь немалые, вы не найдете плазменного резака дешевле 500 USD в принципе.
Сначала разбираемся с параметрами и техническими характеристиками прибора.
Выбор нужно делать только под свои планы и нужды. Задача – найти не самый лучший резак, а самый подходящий для вас по принципу «здесь и сейчас».
Две большие группы плазморезов – это инверторные и трансформаторные. Названия говорят сами за себя.
 Открытая и закрытая плазменная струя.
Открытая и закрытая плазменная струя.
Если вам нужен компактный резак для работы с металлами небольшой толщины, вы можете остановить свой выбор на резаке инверторного типа. Они забирают немного энергии, легкие и с небольшими габаритами.
Вместе с тем работают они с перерывами и легко выходят из строя при перепадах сетевого напряжения. Цена на такие приборы вполне умеренная, из всех плазморезов это самые недорогие.
Другое дело – трансформаторные резаки. Здесь и с габаритами, и с весом «все в порядке»: серьезные аппараты по всем параметрам.
Энергии потребляют много, зато работать они могут практически без перерыва в течение целого дня. И толщина металла может быть побольше, чем при резке инверторной моделью. Стоимость таких устройств высокая – от 3000 до 20000 USD.
Выбор плазменного резака по мощности
Рассуждения начинаем со свойств и технических характеристик деталей, которые вы планируете обрабатывать и резать. Именно это этого рассчитывается мощность режущего прибора, потому что в нем будут различаться и сопло по своему диаметру, и тип используемого газа.
Применение плазменной резки – область чрезвычайно широкая, поэтому говорить нужно только о ваших конкретных нуждах.
К примеру, если толщина металлических заготовок около 30-ти мм, вам будет вполне достаточно резака с мощностью 90А. Он легко справится с вашим материалом.
А вот если ваш металл потолще, ищите подходящую модель в диапазоне мощности от 90 до 170А.
Выбор резака по времени и скорости разрезания материала
Скорость плазменной резки металла измеряют в сантиметрах за одну минуту. Эта скорость у разных аппаратов тоже разная и зависит от их общей мощности и природы разрезаемого металла.
Например, при всех прочих равных медленнее всего режется сталь, чуть быстрее – медь и ее сплавы. И еще быстрее – алюминий со своими алюминиевыми сплавами.
 Устройство плазменного резака.
Устройство плазменного резака.
Если для вас важна скорость, не забывайте о таком показателе, как длительность работы без перегрева, то есть без перерыва. Если в технической спецификации к аппарату написано, что длительность работы 70%, это означает, что после семи минут резки аппарат должен быть выключенным в течение трех минут, чтобы остыть.
Среди трансформаторных резаков встречаются чемпионы с продолжительностью работы в 100%. Иными словами, они могут работать целый день без отключения. Стоят они, конечно, немало. Но если у вас впереди длинные разрезы, думайте о покупке «чемпионских» трансформаторных плазменных резаков.
Пара слов о горелке
Снова оцениваем природу металла или другого материала, который планируем разрезать. От этого будет зависеть мощность горелка плазмореза. Она должна быть достаточной для качественного реза.
При расчетах нужно учитывать факт, что вы можете встретиться со сложными условиями работы, которая, как назло, должны быть произведена в самые короткие сроки, то есть резка должна носить выраженных интенсивный характер.
Во многих источниках рекомендуется выбирать сопло из меди: оно прочное и отлично охлаждается воздухом, намного быстрее, чем сопла из других металлов.
Рукоятку горелку не упускаем из зоны внимания, это важная часть для комфортной, а значит качественной работы. На рукоятке можно зафиксировать дополнительные элементы, которые помогут держать сопло на одинаковом расстоянии от поверхности металла. Данный совет распространяется только на ручные модели аппаратов.
Если вы собираетесь резать тонкий металл, выбирайте модель с горелкой, которая предназначена для поступления воздуха.
Если же ваши планы связаны с массивными толстыми заготовками, покупайте резак с горелкой для приема защитного газа – азота, например.
Плазменный резак – что это такое, устройство, принцип работы, характеристики, что можно резать?

Резка металла на производстве и дома считается сложным процессом, для которого необходимы специальные инструменты и приспособления, одним из них является плазменный резак, который помогает быстро и безопасно выполнить раскрой металлических изделий любой сложности.
Что такое плазменный резак?
Не каждая кислородная горелка справляется с резкой любых типов металла. Некоторые виды стали, например, нержавейку, можно обработать при помощи плазменного резака, это устройство, которое использует возможности плазменно-дуговой резки. Идеальный ровный срез без зазубрин и «наплывов» возможно получить при использовании плазмореза. Благодаря универсальности и отличным характеристикам станки, работающие по принципу плазменной резки, могут легко справиться с самыми капризными материалами:
- листовым металлом;
- трубами разного диаметра;
- чугуном;
- сталью.
Устройство плазменного резака
Сложное электрическое устройство, которое способно создавать плазму, необходимую для резки металла – плазморез, состоит из определенных узлов. Некоторые модели оснащаются узлом завихрения, который сжимает газовую дугу для ее стабилизации. Основные составляющие аппарата для плазменной резки:
- система подачи газа и воды;
- дуговая камера;
- изолятор;
- сопло;
- электродержатель.

Принцип работы плазменного резака
Объяснить за счет чего в аппарате для резки металла образуется плазма, способная разрезать самый прочный металл, непросто. Чтобы понять, как работает плазморез, надо разобраться в его устройстве. При попадании электрического заряда в газ образуется плазма – ионизированный поток воздуха высокой температуры, доходящей до 20000-30000°С. Для охлаждения системы подается вода или специальный газ. После попадания вспомогательного разряда между соплом плазмореза и катодом возникает факел, который режет металл, разрушает твердые камни, наносит разнообразные покрытия.
Плазменный резак – характеристики
Главные технические характеристики устройств для резки металла необходимо знать, чтобы разбираться в видах моделей и понимать, чем они отличаются. Информация о параметрах аппаратов для плазменной резки должна содержать:
- Силу тока – основной показатель, влияющий на толщину металла, с которым может работать инструмент, и на скорость работы устройства. Рассчитать необходимую величину силы тока можно самостоятельно, если умножить толщину сплава в миллиметрах на 4, например, для плазменной резки листа металла толщиной 20 мм нужен резак мощностью 80 А.
- Продолжительность включения измеряется в %, для примера можно сказать, что работа плазменного резака с характеристиками ПВ 60% должна составлять 6 мин., а следующие 4 мин. агрегат должен отдыхать. Профессиональные модели плазморезов имеют ПВ от 80%, домашние недорогие устройства – около 50%.
- Тип питания агрегата бывает различным. В продаже имеются модели станков, которым требуется двух- или трехфазная сеть, 380 В требуется профессиональным трехфазным моделям. Обычные, работающие на параметрах домашних 220 В, приборы более удобны в использовании.
Что можно резать плазморезом?
В различных сферах производства специалисты по достоинству оценили характеристики ручного плазмореза, которым можно осуществлять разные работы: быстро и качественно раскроить большой объем металлических изделий, изготовить любые сложные геометрические формы с максимальным соответствием исходным чертежам. Современная и эффективная плазменная резка способна работать не только с металлами, но и с материалами, которые не проводят электрический ток:
- камнем;
- деревом;
- пластиком.

Плюсы и минусы плазмореза
Выбирая приспособление для эффективной работы с металлом, домашним мастерам предстоит сделать нелегкий выбор и решить, чему отдать предпочтение – плазменному резаку по металлу или обычной газовой горелке. Неоспоримые преимущества, которыми обладает плазменный резак, известны:
- высокая производительность и мощность;
- качественная обработка материала;
- универсальность;
- безопасность;
- экологичность.
Недостатком плазморезов считаются:
- высокая стоимость агрегата;
- ограничение толщины материала;
- невозможность работать двумя станками одновременно.
Виды плазменных резаков
Огромный ассортимент моделей резаков представлен в профессиональных магазинах электротоваров. Отличаются ручные плазменные резаки друг от друга многими параметрами. Какой тип агрегата выбрать – переносной или стационарный, программируемый или ручной – зависит от конкретных потребностей владельца. Разделяются плазменные резаки на следующие виды:
- по типу энергопотребления – на трансформаторные и инверторные модели;
- по виду контакта – на бесконтактные и контактные;
- по типу работы – на ручные и с ЧПУ.
Газ для плазмореза
Плазмообразующие газы – отдельный ряд среди химических элементов. В аппарате плазменной резки металла применяются различные газы и их смеси, от которых зависит качество работы. Физические свойства газов – атомная масса, теплопроводность, химическая активность влияют на показатели работы плазморезов. Смешивание газов – процесс непростой, и зависит от толщины металла, типа стали и других параметров. Хорошо зарекомендовали себя в работе смеси аргона и азота с водородом. Смесь азота и кислорода применяется для многих видов металла и считается самым экономичным вариантом.

Как выбрать плазменный резак?
Оптимизация рабочего процесса на производстве и дома – важное условие качественного результата. Выбирать машину для плазменной резки следует обдуманно. Чтобы не ошибиться с покупкой, специалисты рекомендуют ответить на несколько вопросов.
- С каким металлом предстоит работать? Для медных, латунных, алюминиевых, сплавов идеально подойдет плазморез с мощностью 6 А. Для работы с черными металлами и нержавейкой хватит мощности 4А.
- В каких условиях будет работать устройство? Для продолжительной работы лучше выбирать резаки с внешней компрессорной подачей воздуха. Для небольших мастерских подойдет плазморез с внутренним компрессором.
- Как часто планируется менять расходные материалы? Следует учитывать, что электроды и сопло – детали, которые нуждаются в периодической замене, и частота их изнашивания зависит от длительности и мощности работы резака. Выбирая плазморез необходимо убедиться, что расходные материалы имеются в магазине в наличии или под заказ.
Рейтинг плазменных резаков
Простота использования, компактность, универсальность – основные параметры, за которые профессионалы любят работать с плазменными резаками. ТОП-3 лучших моделей выглядит следующим образом.
- Переносной плазменный резак «Ресанта» инверторного типа работает быстро, точно и качественно. Сила тока регулируется плавно, существует система автоподжига дуги. Работает устройство от сети 220 В, необходим источник сжатого воздуха. Удобная ручка позволяет легко переносить плазморез, вентиляционные отверстия в корпусе помогают системе не перегреться, понятные индикаторы делают управление легким.

- «Сварог CUT 100» – плазменный резак последнего поколения, который хорошо зарекомендовал себя на рынке. Способность разрезать металл толщиной до 35-ти мм, защита от перегрева, безопасность сделали данную модель востребованной среди покупателей. Сжатый воздух и трехфазная сеть 380 В необходимы для работы устройства. Недостатком называют высокую стоимость аппарата.
- «Aurora Pro airforce 100» – агрегат необходимый там, где осуществляется плазменная обработка материалов. Мобильность, высокое качество работы, встроенные транзисторы улучшенного качества, многоступенчатая защита – бесспорные плюсы устройства.



Как пользоваться плазморезом?
Плазменная резка – процесс несложный. Соблюдение простых правил необходимо для получения качественного результата. Во время работы плазморезом следует соблюдать пошаговую инструкцию:
- Перед началом работы необходимо защитить себя, надев специальную одежду и очки. Помещение должно быть оснащено вытяжкой, на лицо можно надеть маску.
- Чтобы избежать травм, до работы следует проверить все электрические шнуры на отсутствие повреждений, убедиться в соответствии тока с необходимыми параметрами резака.
- Плазморез нужно подключить к сети и источнику сжатого воздуха.
- Заготовка должна быть очищена от грязи, краски и других покрытий.
- В зависимости от толщины материала подобрать оптимальную силу тока и скорость резания.
- Резак продуть газом, через 30-40 сек. выполнить розжиг пилотной, а после нее – рабочей дуги.
- Держа сопло под углом 90° к заготовке, аккуратно провести по намеченной траектории.
- Работать необходимо, соблюдая режим ПВ – продолжительности включения.
- После работы отключить аппарат в обратной последовательности.
Плазменный резак своими руками
Если денег на качественный станок для резки металла нет, можно сделать плазморез своими руками, имея несколько необходимых составляющих, самый главный – это источник питания, обладающий необходимыми характеристиками. Для этих целей отлично подходит сварочный инверторный аппарат. Компрессор средней мощности для подачи воздуха стоит купить в магазине. Другие важные составляющие плазменного резака можно изготовить из подручных материалов:
- Для горелки нужна ручка от мощного паяльника. Через отверстие в середине будет подводиться сжатый воздух и ток.
- Кнопку пуска лучше сделать крупной.
- Электроды из гафния и набор сопл следует купить в магазине.
- Сборка плазмотрона проста: за ручкой размещается металлическая трубка, внутри нее – катод, покрытый изоляцией, следом на резьбе располагается сопло.
- К самодельному плазмотрону подключается компрессор и источник питания.
- Работать с самодельным устройством следует аккуратно, соблюдая технику безопасности и не допуская перегревания.
Преимущества мобильных плазменных резаков
В этой статье мы поговорим о видах плазменных резаков, их назначении, функциональных отличиях, а также дадим рекомендации по выбору аппарата.

Резка металла — процедура с которой мы так или иначе сталкиваемся в строительстве, сантехнике, ремонте автомобилей, декоративной ковке и монтаже конструкций. Обычно, для резки используется ножовка по металлу или болгарка. Предлагаем вам обратить внимание на плазморез — сложный, но намного более удобный инструмент. В этой статье мы поговорим о видах плазморезов, их назначении, функциональных отличиях, а также расскажем, что такое циркуль для плазмореза и как с его помощью делать вырезы идеальной формы.
Принцип работы устройства
Для начала давайте рассмотрим, как работает инверторный плазменный резак. В основе горелки — синтез плазмы. В специальном канале создается электрическая дуга, через которую под высоким давлением подается воздух. Воздух со скоростью до 3-х километров в секунду продувает плазму, и происходит ионизация воздушного потока. Электрическая дуга проходит через ионизированную среду. При этом, температура плазмы достигает 30 тысяч градусов по Цельсию. Плазменный поток прожигает металл, попутно выдувая из него расплавленные частицы.
 Конструкция аппарата воздушно плазменной резки состоит из следующих элементов:
Конструкция аппарата воздушно плазменной резки состоит из следующих элементов:
- Источник питания для плазмореза (трасформатор, реже — сварочный инвертор);
- Генератор плазмы подключенный к источнику питания и заземлению (плазмогенератор);
- Головка резака (его также называют плазмотроном);
- Компрессор для плазмореза, который подает воздух на плазму;
Плазменный резак полностью безопасен для человека при соблюдении техники безопасности. В плазморезе не используются баллоны с газом, как при газорезке, а только кислород. Это значит, что опасность возгорания намного ниже.
Преимущества ручного плазмореза
- Срез высокого качества;
- Не нужны подготовительные работы;
- Вы не рискуете искривить заготовку;
- Возможность делать изделия любой геометрической формы;
- Широкий диапазон металлов для резки;
- Скорость резки;
Ниже мы рассмотрим каждый из пунктов подробнее:
- Высококачественный срез. Болгарка оставляет множество заусенцев и диском в ряде случаев невозможно сделать ровный срез. Тогда мы обращаемся к автоматической пиле по металлу, но проблема не решается. Газорезка не спасает, ведь после нее приходится исправлять множество наплывов. Аппарат для плазменной резки не оставляет ни заусенцев ни окалин. После плазмы редко требуется доработка
- Отсутствие необходимости в подготовительных работах. Резать болгаркой металл со следами краски или ржавчины — сомнительное удовольствие. Мелкие осколки травмируют кожу, а пыль и грязь не дают следить за качеством среза. В то же время, принцип работы плазмореза таков, что подготовительные работы не требуются вовсе.
- Минимальный риск искривить заготовку. Плазма, как и механическая резьба, разогревает металл. Но поверхность нагревается лишь в очень малом радиусе от линии среза. Металл остается жестким и риск искривить изделие минимален.
- Отсутствие ограничений в геометрических решениях. Болгаркой сложно сделать фигурный вырез за счет геометрии диска. Резка металла плазморезом чем-то похожа на работу с фрезой. Поэтому, он легко справляется там, где нужна фигурная резка. Например, в декоративной металлообработке.
- Возможность работы практически с любым металлом. Механическим способом легко резать мягкие металлы, такие как медь или аллюминий. Немного сложнее — сталь и чугун. И практически невозможно резать твердые металлы, такие как титан. Плазма легко справляется с любыми металлами и сплавами.
- Высокая скорость обработки изделия. При резке металла толщиной до 10 миллиметров, преимущества плазмы не так очевидны. Но в случае обработки металлов большей толщины, скорость резки, по сравнению с механическим способом возрастает до 10 раз.
Конечно, говоря о преимуществах, нельзя оставлять в тени и недостатки. Их меньше, но о них также необходимо знать.
Недостатки ручного плазмореза
- Необходимость калибровки силы тока. Для разных металлов и изделий разной толщины должна выставляться отдельная сила тока. Ее легко рассчитать, но ошибка в расчетах, или пренебрежение ими неприятно сказывается на конечном результате.
- Требования к углу резки. Головка аппарата воздушно плазменной резки должна располагаться строго перпендикулярно заготовке. Допустимое смещение — 10 градусов. При смещении угла увеличивается толщина реза и возникает риск того, что результата достичь не удастся. Если нужна резка под углом, то лучше воспользоваться альтернативой. Например, угловой шлифмашиной.
- Ограничения по толщине металла. Промышленный аппарат для плазменной резки металла обгоняет любой вид механической резки по толщине реза. Толщина заготовки может достигать 100 миллиметров. Если нужна большая толщина, стоит обратиться к кислородным резакам.
- Необходимость в перерывах при работе. Плазморез не может работать постоянно. У каждого аппарата есть показатель продолжительности включения. Он указывается в процентах. Если показатель продолжительности включения 60%, то после трехминутной работы, нужно дать аппарату остывать 2 минуты. Поэтому, перед тем, как выбрать плазморез, внимательно ознакомьтесь с этой характеристикой.
Как вы могли заметить, минусы устройства легко нивелировать при строгом соблюдении правил работы и исключением использования резака вне его сферы задач. А как добиться правильного угла при резке используя циркуль для плазмореза, мы обсудим ниже.
Как вырезать заготовку круглой формы
В основе конструкции — магнит, который крепится к металлическому столу или непосредственно к заготовке, (если она магнитится).
На магните установлена шпонка с подшипником или втулкой. На подшипнике крепится подвижная наводящая со съемным керном на конце.
Керном размечается детали будущей заготовки, а затем на место съемного керна вставляется плазморез, и движение повторяется.




Циркуль для плазмореза также позволяет избавиться от необходимости в соблюдении угла в 90 градусов. И плазменная резка, осуществляемая своими руками теперь не будет казаться такой сложной, как раньше.
Схожую конструкцию имеет и линейка для плазмореза с магнитами. Единственное отличие в том, что предназначена она для ровных срезов, а не радиальных, как в случае с циркулем.
Стоит ли доверять отечественному производителю

Аппарат не самый мощный, но неожиданно мобильный и легкий. Давайте рассмотрим его преимущества на примере модификации ГП37-10:
- Малая потребляемая мощность (2,5 кВт);
- Может работать от розетки или автономного дизельного генератора;
- Общий вес конструкции 4,5 килограмм;
- Вес горелки 900 граммов;
- Многофункциональность;
На последнем пункте следует остановиться подробнее. По заявлению производителя, аппарат режет все негорючие материалы, его можно использовать не только как аппарат для совершения плазменной резки и сварки, но и для пайки, а также в качестве нагревателя для мини-кузницы. Ставка на малый вес и низкую мощность играет злую шутку с «Горынычем». Рабочая температура не превышает 6 тысяч градусов по Цельсию. Поэтому носить «Горыныч» все же получается быстрее, чем работать с ним.
Неплохие китайские плазморезы
Цена такого компрессора в районе 350 долларов. Он способен выдавать ток силой в 10 ампер, весит 13 килограммов и имеет режим работы 60%. (После 6 минут работы делайте перерыв на 4 минуты).
В плюсах нужно отметить следующее:
- Легкая горелка;
- Наличие расходников в комплекте;
- Все собрано в одном корпусе. (данный плазморез со встроенным воздушным компрессором);
- Питание 220/110 вольт;
- Неплохое соотношение «возможности-цена»;
Минусы очевидны: если сгорит обмотка трансформатора, или устройство окажется с повреждениями, вернуть его уже едва ли удастся.

Плазморез базовый инверторный от DWT можно приобрести по цене от 200 долларов и выше.
Газ или плазма?
В среде профессиональной резки металла не существует консенсуса в подходе к инструментам. Одни уверены: для резки наиболее эффективны газовые резаки. Другие — отдают предпочтение плазме из-за безопасности и низкой цены расходников. Данная статья не является исчерпывающей. И возможно, вам есть что добавить. Нам интересно ваше мнение, и мы будем признательны, если вы им поделитесь.
Прогрев бетона нагревательным проводом ПНСВ
Заливка бетона зимой имеет свои сложности. Главной проблемой считается нормальное затвердевание раствора, вода в котором может замерзнуть, и он не наберет технологической прочности. Даже если этого не случится, низкая скорость высыхания состава сделает работы нерентабельными. Прогрев бетона проводом ПНСВ поможет снять этот вопрос.
Электропрогрев бетона в зимнее время – наиболее удобный и дешевый способ достигнуть нужной твердости материала. Он разрешается нормами СП 70.13330.2012, и может применяться при выполнении любых строительных работ. После отвердевания бетона, провод остается внутри конструкции, поэтому применение дешевого ПНСВ дает дополнительный экономический эффект.

- Применение
- Характеристики провода
- Технология прогрева и схема укладки
- Расчет длины
Применение
Прогрев бетона в зимнее время кабелем дает возможность решить две основные проблемы. При температурах ниже нуля вода в растворе превращается в кристаллики льда, в результате реакция гидратации цемента не просто замедляется, она прекращается полностью. Известно, что при замерзании вода расширяется, разрушая образовавшиеся в растворе связи, поэтому после повышения температуры он уже не наберет нужной прочности.
Раствор затвердевает с оптимальной скоростью и сохранением характеристик при температуре порядка 20°C. При падении температуры, особенно ниже нуля, эти процессы замедляются, даже с учетом того, что при гидратации выделяется дополнительное тепло. Чтобы выдержать технические условия, зимой не обойтись без прогрева бетона проводом ПНСВ или другим предназначенным для этого кабелем в таких ситуациях, когда:
- не обеспечена достаточная теплоизоляция монолита и опалубки;
- монолит слишком массивен, что затрудняет его равномерный прогрев;
- низкая температура окружающего воздуха, при которой замерзает вода в растворе.

Характеристики провода
Кабель для прогрева бетона ПНСВ состоит из стальной жилы с сечением от 0,6 до 4 мм², и диаметром от 1,2 мм до 3 мм. Некоторые виды покрываются оцинковкой, чтобы снизить воздействие агрессивных компонентов в строительных растворах. Дополнительно он покрыт термоустойчивой изоляцией их поливинилхлорида (ПВХ) или полиэстера, она не боится перегибов, истирания, агрессивных сред, прочна и обладает высоким удельным сопротивлением.
Кабель ПНСВ обладает следующими техническими характеристиками:
- Удельное сопротивление составляет 0,15 Ом/м;
- Стабильная работа в температурном диапазоне от -60°C до +50°C;
- На 1 кубометр бетона расходуется до 60 м провода;
- Возможность применения до температур до -25°C;
- Монтаж при температурах до -15°C.
Кабель подключается к холодным концам через провод АПВ из алюминия. Питание может осуществляться через трехфазную сеть 380 В, подключаясь к трансформатору. При правильном расчете ПНСВ может подключаться и к бытовой сети 220 вольт, длина при этом не должна быть менее 120 м. По системе, находящейся в бетонном массиве должен протекать рабочий ток 14-16 А.
Технология прогрева и схема укладки
Перед установкой системы прогрева бетона в зимнее время монтируется опалубка и арматура. После этого раскладывается ПНСВ с интервалом между проводами от 8 до 20 см, в зависимости от наружной температуры, ветра и влажности. Провод не натягивается и прикрепляется к арматуре специальными зажимами. Нельзя допускать изгибов радиусом менее 25 см и перехлестов токоведущих жил. Минимальное расстояние между ними должно составлять 1,5 см, это поможет не допустить короткого замыкания.
Наиболее популярная схема укладки ПНСВ – «змейка», напоминающая систему «теплый пол». Она обеспечивает обогрев максимального объема бетонного массива при экономии греющего кабеля. Перед заливкой в опалубку раствора необходимо убедиться в том, что в ней нет льда, температура смеси не ниже +5°C, а монтаж схемы подключения проведен правильно, на достаточную длину выведены холодные концы.

К проводу ПНСВ прикладывается инструкция, с которой нужно ознакомиться перед тем, как прогреть бетон. Подключение осуществляется через секции шинопроводов двумя способами через схему «треугольник» или «звезда». В первом случае систему разделяют на три параллельных участка, подключаемых к выводам трехфазного понижающего трансформатора. Во втором – три одинаковых провода соединяются в один узел, потом три свободных контакта аналогично подключаются к трансформатору. Питающее устройство устанавливается не далее, чем в 25 м от места подключения, прогреваемый участок обносится ограждением.
Система подключается после полной заливки всего объема строительного раствора. Технология прогрева бетона греющим кабелем ПНСВ включает в себя несколько этапов:
- Разогрев осуществляется со скоростью не более 10°C в час, что обеспечивает равномерное прогревание всего объема.
- Нагрев при постоянной температуре длится до тех пор, пока бетон не наберет половину технологической прочности. Температура не должна превышать 80°C, оптимальный показатель 60°C.
- Остывание бетона должно происходить со скоростью 5°C в час, это поможет избежать растрескивания массива и обеспечит его монолитность.
При соблюдении технологических требований материал наберет марку прочности, соответствующую его составу. По окончанию работ ПНСВ остается в толще бетона и служит дополнительным армирующим элементом.

Нужно отметить, что применять кабель КДБС или ВЕТ значительно проще, поскольку их можно подключать напрямую к сети 220 В через щитовую или розетку. Они разделены на секции, что помогает избежать перегрузки. Но эти кабели стоят дороже ПНСВ, поэтому реже применяется при строительстве крупных объектов.
Еще одна популярная технология – использование опалубки с ТЭН и электродами, когда арматура вставляется в раствор и подключается к сети, используя сварочный аппарат или понижающий трансформатор другого типа. Этот способ прогрева не требует специального греющего кабеля, но более энергозатратен, поскольку вода в бетоне играет роль проводника, а его сопротивление при затвердевании значительно возрастает.
Расчет длины
Чтобы рассчитать длину провода ПНСВ для прогрева бетона требуется учесть несколько основных факторов. Главный критерий – количество тепла, подаваемого на монолит для его нормального затвердевания. Оно зависит от температуры окружающего воздуха, влажности, наличия теплоизоляции, объема и формы конструкции.
В зависимости от температуры определяется шаг укладки кабеля со средней длиной петли от 28 од 36 м. При температуре до -5°C расстояние между жилами или шаг составляет 20 см, с понижением температуры на каждые 5 градусов, он уменьшается на 4 см, при -15°C он составляет 12 см.
При расчете длины важно знать потребляемую мощность нагревательного провода ПНСВ. Для самого популярного диаметра 1,2 мм она равна 0,15 Ом/м, у проводов с большим сечением сопротивление ниже диаметр 2 мм имеет сопротивление 0,044 Ом/м, а 3 мм – 0,02 Ом/м. Рабочий ток в жиле должен быть не более 16 А, поэтому потребляемая мощность одного метра ПНСВ диаметром 1,2 мм равна произведению квадрата силы тока на удельное сопротивление и составляет 38,4 Вт. Чтобы подсчитать суммарную мощность необходимо этот показатель умножить на длину уложенного провода.
Подобным образом рассчитывается и напряжение понижающего трансформатора. Если уложено 100 м ПНСВ диаметром 1,2 мм, то его общее сопротивление составит 15 Ом. Учитывая, что сила тока не более 16 А, находим рабочее напряжение, равное произведению силы тока на сопротивление в данном случае оно будет равно 240 В.

Применение провода ПНСВ – один из самых дешевых способов прогрева бетона. Но он больше годится для применения профессиональными строителями, поскольку для его подключения требуются специальное знание и оборудование. Этот кабель можно применять и в бытовых условиях, правильно рассчитав потребляемую мощность. Снизить расходы при прогреве раствора поможет применение теплоизоляционных материалов, в этом случае нагрев произойдет быстрее, а снижение температуры будет происходить равномернее, что улучшит качество бетона.
Провод ПНСВ – характеристики и способ подключения

Провод для прогрева бетона ПНСВ получил широкое распространение в строительстве. В отличие от других проводов его основное назначение не передача электрической энергии, а нагрев участков бетона в которые он укладывается. Преимущественно его используют во время строительства в зимнее время, но иногда его применяют в качестве системы теплых полов. Но давайте обо всем по порядку.
Расшифровка и конструкция провода ПНСВ
Начать наше знакомство с проводом ПНСВ предлагаем с расшифровки его названия, которое уже многое скажет о его назначении. Более же дательный разбор конструкции провода позволит нам определиться с основными его характеристиками.
Расшифровка названия провода ПНСВ
Маркировка провода ПНСВ несколько отличается от аббревиатур обычных проводов. В связи с этим у многих возникают определенные трудности.

- Первая буква «П» говорит нам о том, что перед нами провод. Кроме проводов существуют еще кабели, но не в данной категории.
- Вторая буква «Н» и она является наиболее определяющей в назначении кабеля. Именно она указывает на то, что провод нагревательный и использовать его для передачи электрической энергии не стоит.
- Третья буква «С». Она указывает нам на материал, из которого изготовлен проводник. В нашем случае провод имеет стальной проводник. А как известно сталь имеет не самый высокий показатель теплопроводности, что и позволяет применять провод в качестве нагревательного.
Обратите внимание! Для изготовления провода может применяться сталь двух видов – оцинкованная или не оцинкованная. Первый вариант позволяет защитить провод от коррозии, но как вы понимаете цена такого изделия несколько выше. Хотя разница в цене не столь существенна.

- Последняя буква аббревиатуры «В». Она указывает на материал, из которого изготовлена изоляция провода. В данном случае это винил или как его правильнее называть поливинилхлорид.
После этого обычно указывается сечение провода в мм 2 . Данная марка провода имеет не столь широкий модельный ряд. Наиболее распространенными моделями являются изделия в 1, 1,2, 1,4 мм 2 . Но на рынке можно встретить модели до 6 мм 2 .
Конструкция провода ПНСВ
Провод прогревочный ПНСВ по своей конструкции очень похож на провод ПВ1, который по сути является его прототипом. Тем не менее давайте уделим несколько слов его конструкции.
- Прежде всего это конечно жила провода. Она выполняете одной цельной проволокой, что конечно же оказывает серьезное влияние на общую гибкость провода. Особенно это заметно в проводах большего сечения. По классификации гибкости данный провод относят к первому наименее гибкому классу.

- В то же время характеристики гибкости данный провод имеет относительно неплохие. Так минимальный радиус изгиба должен составлять не менее 5 наружных диаметров провода, что по характеристике соизмеримо с проводами 3-го и более высоких классов гибкости проводов.
- Кроме непосредственно жилы наш греющий провод имеет изоляцию. Она напрямую зависит от сечения провода. Ведь чем больше сечение, тем толще должна быть изоляция. Так минимальная толщина ПВХ-изоляции составляет 0,8 мм. Но для изделий сечением до 4 мм 2 она может составлять 1 мм.

- Что касается расцветки провода, то обычно к этому не предъявляют особых требований. Стандартной является черная или коричневая окраска. Но по желанию заказчика возможен выпуск проводов и другой окраски.
Характеристики провода ПНСВ
Характеристики на ПНСВ провод прогревочный во многом отличаются от характеристик обычных проводов. Ведь к нему предъявляются совершенно другие требования, в данном типе провода на первое место выходят не свойства проводника и изоляции, а температурные характеристики и теплоотдача.
- Если говорить о температурных характеристиках, то для провода ПНСВ часто указывают максимально допустимую температуру, которая равна +80⁰С. Но это та температура выше которой уже происходит разрушение изоляции. А вот во время эксплуатации инструкция советует соблюдать температуру в пределах – 60⁰С — +50⁰С. То есть нагрев провода выше +50⁰С не рекомендуется.

- Еще одной важной деталью является температура монтажа. Хотя эксплуатация провода допускается при температуре до — 60⁰С, но его монтаж не стоит производить при температуре ниже — 15⁰С.
- Следующей важной характеристикой у данного типа провода является удельная мощность тепловыделения. У обычных проводов данный параметр не превышает 1 – 3%, но нам необходимо дабы этот параметр был как можно выше. Обычно производители заявляют удельную мощность в районе 20Вт/м.
Обратите внимание! Некоторые производители заявляют удельную мощность до 40Вт / м, но здесь многое зависит от температуры для которой производился расчет и поверхности. Так поверхности с армированием позволяют увеличить данный показатель.
- Еще одним важным параметром является удельное сопротивление провода. Оно напрямую зависит от сечения. Так ПНСВ 1,2 провод имеет сопротивление равное 0,12Ом/м, а изделие сечением в 2 мм 2 имеет сопротивление равное 0,044Ом/м.

- Учитывая, что данный тип провода предназначен для эксплуатации в бетоне, то важным условием является его водостойкость. Кроме того, ПНСВ обладает стойкостью к кислотной и соляной среде, что особенно актуально для бетонов заливку которых производят при минусовых температурах. Ведь в такие растворы часто добавляют разнообразные прибавки для достижения требуемой консистенции.
Подключение провода ПНСВ
Если вы собрались выполнять монтаж провода ПНСВ своими руками, то приведем вам основные правила монтажа. Ведь для получения требуемых показателей его следует выполнять не на глаз, а применять специальный расчет.
В этом расчете должны учитываться площадь предполагаемых работ, объем бетона, скорость ветра на месте проведения работ, температурные показатели, требуемое время прогрева бетона и даже схему подключения провода. Дабы рассмотреть все эти вопросы нам потребуется не одна статья, поэтому остановимся лишь на основных правилах.
ПНСВ на стройплощадке и дома
Укладка бетонного раствора при минусовой температуре требует специальных мероприятий, предупреждающих замерзание воды. Это приведет к потере прочности, уменьшит надежность возводимого сооружения. Существует много технологий поддержания постоянной температуры компонентов смеси. Эффективным способом, обеспечивающим нормальное затвердевание, является применение специально созданного нагревательного провода ПНСВ. Интересен вопрос бытового применения. Рассмотрены основные параметры, характеристики, практические вопросы.
Параметры, сфера применения
Свойства определены требованиями ТУ 16.К71-013-88, код ОКП 35581304. Применяется для прогрева:
- Монолита, армированного бетона на строительстве промышленных объектов;
- Объектов, зданий, сооружений промышленных комплексов различного назначения, строительных механизмов;
- Может применяться системами обогрева бытовых и производственных строительных конструкций.
Маркировка ПНСВ обозначает конструкцию, область использования, материалы: «П»ровод «Н»агревательный, одинарный «С»тальной проводник, изолирован полихлор«В»инилом.
Базовые, определяющие показатели демонстрируются таблицей:
| Показатель | Значение |
|---|---|
| Эксплуатационная температура среды, °C | -60 ÷ +50 |
| Температура рабочего разогрева, °C, максимально | 80 |
| Монтаж проводится при температуре выше, °C. | -15 |
| Сопротивление изоляции провода длиной 1 км, больше, мОм: | 1 |
| Толщина изоляции, мм | 0.8 |
| Удельная мощность (напряжение 220 В, 20°C), Вт/метр | 20 |
| Срок эксплуатации, лет | 16 |
Физические, химические особенности материалов придают параметрам значения, обеспечившие:
- Отсутствие реакции при взаимодействии с водой, химически активными водными растворами соли, щелочей, концентрация раствора которых достигает 20÷30%;
- Прочность, позволяющая изгибать на ролике, размер которого равен десяти диаметрам провода, без утраты механических свойств не менее трех циклов;
- Возможность работать режимами постоянного длительного нагрева или импульсном, кратковременном повторяющемся.
Выполняя работы по укладке нужно учитывать ограничения:
- Изгибание производится с радиусом, величина которого меньше пяти диаметров;
- Не допускается пересечения под любым углом или касания в прогреваемом объеме;
- Запрещается располагать провода не ближе, чем 15 см друг от друга.
Диапазон модельного ряда ПНСВ широк. Конкретные значения величин геометрического размера определяются техническими условиями предприятия – изготовителя соответственно требований соответствующего ГОСТ. Тенденция зависимости параметров от номинального диаметра жилы заложена ТУ 16.К71-013-88, иллюстрируется таблицей:
| Зависимость характеристик от диаметра | |||||
| Номинальные значения параметров | Номинальный диаметр проволок, мм | ||||
| 1 | 1.1 | 1.2 | 1.3 | 1.4 | |
| Конструктивные: | |||||
| Наружный диаметр (размеры), мм | 2.6 | 2.7 | 2.8 | 2.9 | 3 |
| Расчетная масса длины1 км, кг | 18 | 18.5 | 19 | 19.5 | 20 |
| Электрические: | |||||
| Сопротивление 1 метра токопроводящей жилы, Ом | 0.22 | 0.18 | 0.15 | 0.13 | 0.11 |
| Длина нагревательной секции, (для 220 В, м | 80 | 95 | 110 | 125 | 140 |
Схема подключения, оборудование для подогрева
Подогрев залитого бетона, проводится только мощными подрядчиками на больших объектах. Метод дорого стоит, требует наличия работников высокой квалификации, специального оборудования. Трансформаторная подстанция обогрева обеспечивает питание греющей проводки пониженным напряжением, дает возможность использовать большой ток пониженного напряжения.
Например, популярная подстанция КТПТО с масляным трехфазным трансформатором ТМТО-80 обладает такими основными техническими характеристиками:
| Характеристика | Величина |
|---|---|
| Номинальная мощность, кВА | 80 |
| Напряжение питание питания, три фазы, В | 380 |
| Напряжения ступеней переключения стороны нагрузки (СН), В | 55, 65, 75, 85, 95 |
| Ток на СН режимов 55, 65, А | 520 |
| Ток на СН режимов 75, 85, 95 А | 471 |
Дополнительно может автоматически или вручную регулировать прогрев бетона в интервале 0÷100°C. Остальные функции подстанции, не относящиеся к подогреву, сейчас рассматриваться не будут.
Нагревательные секции могут быть подключены к трансформатору по однофазной или трехфазной схеме звездой или треугольником. Трехфазные нагреватели делают нагрузку сети более равномерной.
Параллельным включением нужного количества секций набирается достаточная для обогрева необходимой площади мощность.
Расчет нагревательной секции
На сегодняшний день существует много вариантов онлайн калькуляторов, удобных, позволяющих мгновенно получить точную мощность, количество, сечение греющего кабеля. Приведенный ниже расчет иллюстрирует логику, приводит методику проведения вычислений самого общего вида.
Под мебелью, коврами, другими атрибутами домашней обстановки, подогрев размещать запрещено. Необходимая для подогрева одного квадратного метра мощность зависит от назначения помещения. Составляет, при использовании дополнительного к основному подогрева:
| Название помещения | Мощность Вт/м 2 |
|---|---|
| Нежилые | 110÷120 |
| Жилые | 110÷130 |
| Сантехнические | 120÷150 |
| Неотапливаемая лоджия | 180 |
Вариант использования как единственного элемента отопительной системы, потребует 160÷200 Вт/м 2 .
Например: рассчитывается электрический теплый пол, необходимая площадь обогрева 10 м 2 , имеется ПНСВ 1,2. Характеристики взяты из таблиц параметров:
- Мощность подогревателя пола спальни, для необходимости обеспечения 120 Вт/м 2 , Вт: 10*120=1200;
- Длина элемента нагревателя 1200 Вт, удельная мощность 20 ватт на погонный метр, метров: 1200/20=60;
- На одном квадратном метре нужно уложить (выполняя требования ТУ), метров провода: 60/10=6;
- Омическое сопротивление 60 метров провода, удельное сопротивление одного метра стальной жилы равно 0,15 Ом составит, Ом: 60*0,15=9;
- Включенная в сеть 220В секция нагрева с проводом диаметром 1,2 мм. не может быть длиной менее 110 метров (ТУ). Иначе получится: сопротивление укороченного элемента уменьшается, ток возрастает, что вызывает перегрев, увеличивается вероятность разрушения. Активное сопротивление секции нагрева равно, Ом: 110*0,15=16,5. Рекомендованный ТУ ток эффективного нагрева составляет, А: I=U/R=220/16,5=13,33. Округленно 13 ампер.
- Расчетные 60 метров провода короче нормированной длины секции, не могут напрямую быть запитаны сетью. Требуется понижающий напряжение трансформатор. Рассчитать его можно так:
- Вторичная обмотка: напряжение, В: U=I*R=13*9=117, мощность, Вт: P=U*I=117*13=1521
- Полная мощность трансформатора, Вт: 1521*1,25=1901,3
Итого: для устройства теплого пола площадью 10 м, необходимо:
- 60 метров провода ПНСВ 1,2;
- Понижающий трансформатор мощностью 2 киловатта, напряжение вторичной обмотки 110÷120 вольт.
Подходящим вариантом при подборе трансформатора может оказаться сварочный аппарат.
Применение терморегулятора повысит комфортность пользования теплым полом, позволит экономнее расходовать электрическую энергию.
Основы технологии укладки и монтажа
После приобретения необходимого нагревательного материала, начинается изготовление системы подогрева:
- Покупная бухта или бобина нарезается на нагревательные секции, длины которых определены ТУ, в необходимом количестве. Допускается изготовление секции из отрезков, обеспечив надежный контакт соединения;
- Концы зачищаются на 4 см, к ним присоединяются «холодные концы» — отрезки алюминиевого изолированного проводника достаточной, для подключения к трансформатору, длины. Надежное изолированное соединение должно располагаться внутри обогреваемого объема;
- Нагревательные секции размещаются в опалубке. Принимаются меры для фиксации правильного расположения, отсутствия провисаний, ухода за границы будущего монолита. Если применяется арматура, можно приматываться к ней;
- Не допускается пересечение, касание участков провода в объеме опалубки. Расстояние между проводами не менее 15 см.
- Рекомендуется, улучшая равномерность распределения тепла, обмотать провод тонкой фольгой из металла толщиной 0,2÷0,5 мм;
- Все размеченные «Холодные концы» после укладки должны находиться у одного края;
- Подавать напряжение на ПНСВ, не укрытое раствором полностью, категорически запрещено;
- Перед подключением к трансформаторной подстанции мегомметром проверить отсутствие нарушения целостности изоляции после монтажа.
Во время прогрева бетона на строительных площадках, обеспечивая требования электробезопасности, нужно принимать меры по ограждению опасного участка, ограничению пребывания на нем посторонних лиц.
После полного высыхания использование подогрева полов или стен не представляет опасности.