Можно ли холодной сваркой заварить алюминий
Если по технологическим условиям нежелателен нагрев соединяемых деталей применяется холодная сварка для алюминия. По прочности данная методика превосходит болтовое крепление. Она хороша тем, что может использоваться в домашних условиях неподготовленными людьми.
Виды холодной сварки алюминия
Соединение алюминиевых деталей без традиционной сварки применяется в промышленности и домашними мастерами для изготовления корпусов приборов, бытовых изделий, восстановления поверхности. Используемые способы:
- Сварка давлением выполняется прижатием соединяемых участков стержнями (пуансонами). За счёт высокого давления оксидный слой разрушается. Это способствует созданию монолитного соединения на молекулярном уровне на местах воздействия пуансонов.
- Сдвиг под давлением аналогичен предыдущему, но соединение за счёт горизонтального смещения происходит по всей длине стыкуемых участков.
- Соединение клеем на основе эпоксидных смол распространено в быту. После нанесения он, реагируя с металлом, внедряется в кристаллическую решётку, прочно скрепляя детали.
Методы сварки деформацией
Обязательным условием этой технологии является очистка с последующим обезжириванием заготовок. Деформация алюминия производится постоянным или переменным давлением. В зависимости от размера заготовок и необходимой надёжности выбирается один из трёх методов.
Точечный
Самый распространённый способ, так как не требуется зажимное устройство. Заготовки кладутся внахлёст, по их длине вдавливаемыми пуансонами создаются интервальные точки соединения. Полученный шов негерметичен. Качество крепления определяется степенью деформации, показывающей отношение глубины вдавливания к толщине материала. Норма по алюминию равна 60 — 70%, для сплавов — 75 — 90%. Не рекомендуется использовать листы толще 15 мм.
Шовный
Применяется для создания герметичных швов любой длины. Выполняется кольцевыми пуансонами или вращающимися роликами с помощью фрезерного или ручного станка. Протяжка осуществляется при одностороннем варианте между роликом и опорой, при двухстороннем — между двумя роликами. Недостатком шовной сварки считается уменьшение толщины по шву, что снижает сопротивление на изгиб.
Стыковой
Сварка алюминия этим методом производится в зажимном устройстве, размеры которого ограничивают длину и габариты заготовок. Детали закрепляются в губках, и за счёт осевого давления сопрягаются торцами. Несмотря на высокое качество швов, применение метода ограничено, так как в месте соединения образуется выпуклость. Участки, зажатые в губках, сильно деформируются, поэтому их извлечение затруднено. Метод используется для сваривания алюминиевых проводов, стержней, реже труб. Рекомендуется использовать металл сечением не более 30 мм².
Холодная сварка клеем
Состав продаётся в хозяйственных магазинах в виде мастики или двух жидких компонентов, упакованных в тюбики. Основа состоит из эпоксидной смолы с добавленными наполнителями и присадками для улучшения адгезии, прочности, стойкости к агрессивным веществам и предельным температурам. Имея клей для жидкой сварки и алюминиевые изделия с повреждениями ремонт можно производить даже в полевых условиях.

Выбор клея
В магазинах имеется обширный ассортимент составов отечественного и зарубежного производства. При выборе клея для холодной сварки необходимо:
- сравнивать характеристики имеющихся марок с требуемыми для выполнения работы;
- обращать внимание на универсальные виды, предназначенные для склеивания деталей из алюминия с другими материалами;
- внимательно изучать инструкцию;
- консультироваться с продавцами;
- ознакомиться с отзывами покупателей;
- учитывать, что жидкие составы сохнут дольше, чем мастика.
Пошаговый процесс
Инструменты для подготовки смеси не должны быть металлическими, чтобы она не взаимодействовала раньше срока. Для безопасной работы потребуются защитные перчатки, респиратор. Технология сварки алюминия клеем имеет следующую последовательность:
- Средство извлекается из упаковки.
- Отливается или отрезается необходимое для работы количество.
- Ингредиенты перемешиваются до образования однородной массы. Срок до начала затвердевания составляет 30 минут.
- Соединяемые участки обезжириваются ацетоном.
- Наносится клей, затем детали сжимаются на 40 минут.
- Затем выступившая смесь удаляется наждачной бумагой.
- Изделию дают отстояться пару часов до полного затвердевания средства.
- Заделка дефектов и отверстий производится последовательным нанесением слоёв толщиной 5 мм с полной просушкой каждого.
Преимущества и недостатки клеевого метода
Помимо того что клей «холодная сварка» — это простой способ соединения, он и стоит недорого. Большую популярность метод приобрёл благодаря следующим качествам:
- быстрое, 20 — 30 мин, создание соединений;
- отсутствие затрат на электроэнергию;
- возможность выбора способов соединения (встык, внахлёст, заделка дефектов);
- возможность сварки разнородных материалов;
- соединяемые участки не деформируются.
Однако специфика метода накладывает ограничения на его использование. Применение холодной сварки клеем нежелательно:
- в местах с высокой температурой;
- если изделие должно быть экологически чистым;
- для скрепления деталей, подвергающихся ударным и вибрационным нагрузкам;
- при ремонте сосудов и труб высокого давления;
- для восстановления изделий, эксплуатируемых в агрессивных средах;
- если ёмкость контактирует с продуктами питания и питьевой водой.
После освоения способов холодной сварки любой человек сможет в домашних условиях самостоятельно производить ремонт алюминиевых изделий. Никакого сложного оборудования и навыков для этого не нужно.
Холодная сварка для алюминия: выбор средства, особенности технологического процесса. Техника безопасности
Благодаря ряду положительных качеств, алюминий (Al) широко распространен при изготовлении различных деталей и изделий. Например, большинство видов транспорта на земле от велосипеда до космических ракет выполнены из алюминия. Это связано с тем, что. алюминий и его сплавы отличаются уникальными характеристиками – малым удельным весом, хорошей теплопроводностью и электропроводностью, прочностью. Однако при соединении деталей из этого металла часто возникают трудности. Например, из-за мягкости алюминиевых деталей редко используется их скрепление с помощью болтов.
Надежным способом обработки алюминия является аргоновая сварка, но для ее выполнения требуется сложное оборудование и квалифицированный сварщик. Поэтому во многих случаях, особенно в домашних условиях, для ремонта алюминиевых изделий используется холодная сварка.
Особенности холодной сварки алюминия
Под термином «холодная сварка» обычно понимают два типа сварки:
- с применением явления деформации;
- с использованием специального клеящего вещества.
Холодная сварка алюминия первым способом требует сложного оборудования и в большинстве своем применяется в промышленности. Во втором случае для соединения деталей достаточно приобрести брикет двухкомпонентного клея и выполнить простые операции по прилагаемой к набору инструкции.
Достоинствами холодной сварки алюминия вторым способом являются:
- быстрое соединение деталей или заделка отверстий, выбоин, трещин;
- возможность ремонта алюминиевых изделий без их демонтажа;
- отсутствие термических воздействий на алюминий, благодаря чему не меняются физические характеристики материала;
- низкая цена и отсутствие необходимости в аппаратуре и обученном персонале.
При выполнении работ по холодной сварке алюминия необходимо учитывать нежелательность использования такой сварки для изделий, работающих в условиях:
- агрессивной среды;
- высокого давления;
- контакта места сварки с пищевыми продуктами;
- вибрационных и ударных нагрузок;
- высоких температур;
- обеспечения экологической чистоты.
Для изделий, работающих в условиях повышенной температуры, должны быть использованы специальные термостойкие марки.
 Примерная стоимость холодной термостойкой сварки на Яндекс.маркет
Примерная стоимость холодной термостойкой сварки на Яндекс.маркет
Обычные средства работают при максимальных температурах до +260 °С, а термостойкие могут выдерживать температуры до + 900 °С (сварки марки Термо) и даже +1315 °С (сварки марки Алмаз).
Выбор средства
При выборе типа холодной сварки для алюминия желательно использовать специальные смеси. В такие смеси вводятся добавки в виде металлического или алюминиевого порошков, которые делают крепление более прочным.
Особенностью алюминиевых деталей является формирование на их поверхностях пленки из окислов. Из-за этого такие детали не обладают достаточной адгезией (сцепляемостью). Поэтому для соединения алюминиевых деталей необходимо подбирать средства, имеющие специальные добавки, которые препятствуют образованию оксидов. Например, в качестве сварок можно использовать препараты с добавкой в виде стального порошка.
В случае же соединения алюминиевых деталей и деталей из других материалов лучше использовать универсальные сварки.
В продаже имеется ряд холодных сварок, позволяющих надежно соединять детали из алюминия с другими деталями из такого же материала или материала другого вида. Некоторые марки приведены в таблице.
| Марка | Т, °С | Особенности | Цена, руб. |
| Mastix (Россия) | -50…+145 | Для склейки и герметизации алюминия и других металлов | 30 |
| Astrohim Ace-9305 | -50…+145 | Для алюминия и его сплавов | 80 |
| ABRO Steel (США) | до +260 | Универсальная. Требовательна к чистоте поверхностей | 150 |
| Титан (Россия) | до +130 | Универсальная, сверхпрочная | 87 |
| Эпокси металл – Момент |
Технологический процесс
Средства холодной сварки могут быть в жидком виде (два тюбика) или в виде мягкого бруска (типа пластилина), состоящего из двух слоев. Выбор того или иного вида зависит от места применения.
Процесс проведения операций по холодной сварке материалов обычно описан в инструкции, прилагаемой к набору. Основные операции по холодной сварке алюминия в основном совпадают с такими действиями при сварке других материалов.
Алгоритм операций для средства, имеющего пластилинообразную форму, следующий:
- Очистить поверхности соединяемых деталей от ржавчины, загрязнений с помощью наждачной бумаги.
- Обезжирить поверхности растворителем (ацетоном).
- Надеть на руки защитные перчатки.
- Развернуть обертку средства и отрезать кусок бруска. При определении размера куска надо учитывать объем работы и быстроту затвердевания сварки.
- Тщательно размять состоящий из двух слоев (эпоксидной смолы и отвердителя) кусок смеси.
- Нанести массу на склеиваемые поверхности.
- Сжать детали и зафиксировать их положение.
- Продолжить фиксацию в течение 15-20 минут.
- Полное затвердевание происходит в зависимости от марки в течение от 1 часа до 24 часов.
- После окончательного затвердевания массы обработать шов наждачной шкуркой и при необходимости покрасить краской (например, серебрянкой).
Техника безопасности
При работах с холодной сваркой по алюминию из-за токсичности состава сварки необходимо соблюдать правила безопасности:
- При работе применять резиновые перчатки и респиратор.
- При попадании крошек или раствора средства на кожу промыть теплой водой с мылом или протереть этиловым спиртом.
- При попадании пыли холодной сварки в глаза промыть их теплой водой и обратиться за медицинской помощью к доктору.
- Работу проводить в помещении с вентиляцией.
С холодной головой и горячим сердцем: варим алюминий
Алюминий – один из самых капризных металлов в сварочном деле. Вместе с тем он со своими сплавами является одним из самых популярных металлов. Технологии работы с этим металлом, слава богу, есть. В них нужно разбираться с тем, чтобы выбирать самые оптимальные способы сварки, которые подойдут вам здесь и сейчас.
Трудности в работе с алюминием объясняются его химическими и физическими характеристиками. Этот металл, равно как и его сплавы, уникален: он чрезвычайно легкий на вес, обладает высочайшей тепло- и электропроводностью. Ко всему этому этот металл весьма устойчив к разного рода нагрузкам, в том числе к механическим.
- Почему у него такой трудный характер
- Методы сварки алюминия и его сплавов
- Подготовка и еще раз подготовка
- Метод сварки алюминия с помощью покрытых электродов
- Варим алюминий под защитой инертных газов
- Полуавтоматическая сварка алюминия
Почему у него такой трудный характер
Если перевести поговорку «большому кораблю — большое плавание» на алюминиевый лад, то она будет звучать так: «уникальным свойствам – уникальные трудности». Уникальностей у алюминия — хоть отбавляй. Трудностей, соответственно, тоже.
Описывать и объяснять лучше по пунктам:
- Главный физико-химический нюанс состоит в комбинации двух весьма неприятных для работы факторов: постоянного присутствия поверхностной окисной пленки и очень высокой температуры плавления этой самой пленки – от 20500°С. При этом нужно заметить, что сам алюминий готов расплавиться при со всем смешной температуре – всего 660°С.
- Этот пункт – уже следствие первого: капли расплавленного жидкого алюминия мгновенно покрываются окисной пленкой, что напрямую мешает формированию сплошного сварочного шва. Решение этой проблемы давно найдено: для изоляции рабочей зоны от воздуха процесс проводят под защитой инертных газов.
- Образование сварочной ванны также затруднено. Здесь играет роль высокая текучесть расплавленного алюминия. И эта проблемы решена технически: это применение специальных подкладок, которые отводят тепло.
- В дополнение ко всем этим бедам алюминий содержит водород, который стремится выйти наружу при остывании металла в конце процесса. Это сказывается на сварочном шве – в нем образуются поры и трещины. Трещины имеют еще одно объяснение: в сплавах алюминия всегда много кремния, а он способствует их образованию.
- Высокий коэффициент линейного расширения алюминия способствует его расширению при высоких температурах и, соответственно, усадке при остывании. Это приводит к значительной деформации многострадального сварочного шва.
- Высокая теплопроводность алюминия заставляет применять при работе с ним довольно высокие значения сварочного тока.
- Существует множество марок чистого металла и его сплавов. Часто случается, что определить конкретную марку бывает затруднительно, что приводит к дополнительным трудностям с выбором режима и расходных материалов.
Методы сварки алюминия и его сплавов
Таких методов несколько, они предполагают самые разные расходные материалы и оборудование типа флюсовых гранулированных смесей, инертных газов или специализированных электродов.
 Самые популярные способы сварки алюминия следующие:
Самые популярные способы сварки алюминия следующие:
- AG TIG – аргонодуговая сварка алюминия в защитном облаке инертных газов с использованием неплавящихся вольфрамовых электродов.
- DC MIG – полуавтоматический метод с автоматической подачей присадочной проволоки в среде инертных газов.
- MMA – использование специальных электродов с различными покрытиями.
По техническим сравнительным характеристиками самым оптимальным методом является холодная сварка для алюминия TIP TIG. В сравнении с другими методами TIP TIG имеет прекрасные показатели практически по всем пунктам:
- высокая скорость процесса;
- высокий уровень производительности процесса наплавки – до 3,6 кгчас;
- возможность варить металл с толщиной кромки свыше 2,5 мм;
- ненужный затратный процесс очистки от шлака и брызг металла;
- низкая загазованность процесса;
- не требуется высокой квалификации сварщика, холодная сварка алюминия очень демократична.
При выборе самого эффективного метода соединения алюминия нужно помнить, что придется иметь дело со злополучной поверхностной оксидной пленкой: в любом случае ее необходимо разрушить. Для выполнения этой обязательной задачи нужно использовать только постоянный ток обратной полярности.
В этом случае работает эффект так называемого катодного распыления, которое является грозным убийцей нашей тугоплавкой оксидной пленки.
Постоянный ток прямой полярности в сварке алюминия никак не работает: при этой комбинации не образуется катодное распыление.
Подготовка и еще раз подготовка
Подготовка алюминия к сварке – дело ответственное и обязательное к исполнению. Условия и требования к предварительным этапам работы с данным металлом намного строже, чем с другими металлами. Особое внимание уделяется обработке кромок свариваемых деталей.
Подготовительные этапы следующие:
- Все металлические поверхности свариваемых заготовок, включая присадочную проволоку, тщательно очищаются от любых загрязнений, масел или жиров. Сюда также входит обезжиривание поверхностей с помощью ацетона, авиационного бензина или других растворителей.
- Когда это необходимо, нужно произвести разделку кромок свариваемых металлических заготовок. Если метод не включает использование электродов с покрытием, разделка кромок обязательна при толщине деталей больше 4-х мм. В случае применения покрытых электродов такая разделка нужна лишь при толщине деталей свыше 20-ти мм. При варианте сварки тонких алюминиевых листов с толщиной менее 1,5 мм применяется специальная отбортовка торцов деталей.
- Удаление оксидной пленки с поверхности заготовок с помощью напильника или металлической щетки, сделанной из нержавейки. Пленку нужно удалить на ширине не менее 25 – 30 мм.
- Если сварка алюминия производится в домашних условиях, оксидную пленку можно удалить с использованием химических веществ типа бенз
Метод сварки алюминия с помощью покрытых электродов
Это самый распространенный метод работы с алюминием в домашних условиях. Во-первых, к качеству сварочных швов в данной ситуации предъявляются не такие уж жесткие требования. Во-вторых, из всех приемлемых метод этот самый безопасный.
 Способ сварки алюминиевых заготовок.
Способ сварки алюминиевых заготовок.
У этой технологии есть свои недостатки:
- Главный из них – это жесткий лимит на толщину свариваемых деталей: с его помощью можно варить заготовки не толще 4-х мм.
- Значительная пористость сварочного шва и, как результат, его низкая прочность.
- Высокая степень разбрызгивания металла во время сварки.
- Возможная коррозия на поверхности сварочного шва из-за сложного и, возможно неполного удаления шлаковой корки.
С помощью покрытых электродов можно варить изделия как из чистого металла, так и из его различных сплавов. Самыми используемыми и распространенными марками электродов с покрытием являются УАНА и ОЗАНА, с которыми можно работать в сварки всех сплавов с алюминием.
Внутри линеек этих марок есть свои нюансы. Электроды, к примеру, ОЗАНА – 1 используются для сварки заготовок из чистого алюминия, а ОЗАНА – 2 предназначены для очень узкого сочетания с кремнием.
Процесс сварки с покрытыми электродами проводится с помощью постоянного тока на обратной полярности. Эту особенность следует учитывать при выборе сварочного оборудования. К критериям выбора также относится сила сварочного тока, которая зависит от диаметра электрода и которую несложно рассчитать: на 1 мм диаметра сварочного электрода нужно около 30 А постоянного тока.
Если нужно варить алюминиевые заготовки средней или большой толщины, применяется предварительный нагрев металла. Это делается с помощью газовой горелки. Прогревание – важнейший технологический этап со своими правилами. Если кромки заготовок очень толстые, прогревание проводится локально – в месте будущего соединения.
Температура прогревания зависела от толщины металла, температурный диапазон нагревания был очень широким: от 250°С до 4000°С. Охлаждение металла должно быть медленным, это позволяет сделать проплавку эффективно даже с использованием тока небольшой величины.
При соблюдении этих правил минимизируются возможные дефекты сварочного шва: его деформация и кристаллизационные трещины.
 Точечная холодная сварка.
Точечная холодная сварка.
Скорость сварки алюминия всегда высокая из-за быстрого расплавления этого металла. В таких условиях становится особенно важным соблюдение непрерывности сварочного процесса: он должен выполняться с использованием одного электрода. Если это не получается, дуга обрывается, что приводит к образованию в кратере шлаковой корки и невозможности повторного поджига.
Выше уже писалось, что удаление шлаковой корки – одна из классических трудностей сварки алюминия. Эту корку следует удалять немедленно с последующей промывкой сварочного шва горячей водой и обработкой металлической щеткой для удаления самых мелких частиц шлака.
Метод сварки алюминия с электродами с покрытием применяется в домашних и кустарных мастерских. Сварка алюминия электродом в домашних условиях не требует специального дорогого оборудования или расходных материалов, проста в исполнении и не требует высокой квалификации сварщика. Но и ответственные работы с помощью этой технологии лучше не выполнять.
Варим алюминий под защитой инертных газов
Сварка алюминия в среде аргона и других защитных газов также весьма популярна, но в большей степени среди профессионалов и в промышленности, хотя в домашних условиях ее тоже можно применять.
Данному методу вполне можно обучиться самостоятельно, в особенности учитывая множество обучающих видеороликов в сети интернета под шапкой «сварка алюминия аргоном для начинающих». Сварочные швы при технологии сварки алюминия и его сплавов прочны, надежны и имеют отличный внешний вид. Кроме того, с помощью этого метода возможна сварка алюминия со сталью.
Здесь тоже применяются электроды, но совсем другого рода: они неплавящиеся и сделаны из вольфрама. Среди инертных защитных газов популярнее всего гелий или аргон, который дешевле гелия и является чемпионом по использованию в сварке. В сварке стали с алюминием используется только аргон.
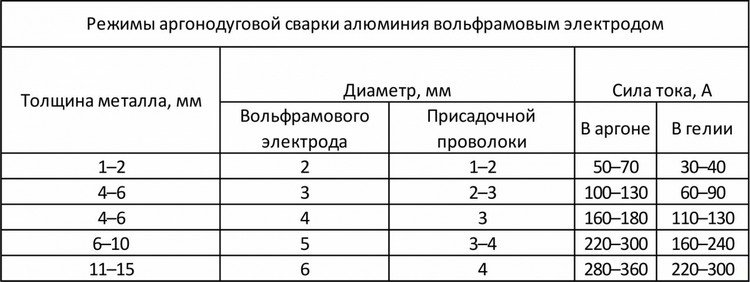
Борьба с оксидной поверхностной пленкой в данной технологии проводится несколько иным способом. Сварочная дуга подпитывается от источника переменного тока. Режимы работы разные, они определяются по специальным таблицам в зависимости от типа шва и, главное, толщины свариваемых заготовок.
Калибр вольфрамового электрода, равно как и присадочного прутка, также относится к режиму сварки в числе силы сварочного тока, скорости подачи инертного газа и так далее.
Если продолжить говорить о самостоятельном обучении аргонно дуговой сварке алюминия, то необходимо запомнить следующие несложные правила:
- Важнейшие факторы успеха сварки в инертных газах – методы и качество подачи расходных материалов. К ним относятся присадочный пруток и сам защитный газ. Присадочный пруток лучше всего представить кистью художника, которой вы пишете картину маслом. Что это значит: самым кончиком прутка прикасаются к краю сварочной ванны, а затем отводят назад и вверх. Особенность процесса – то, что поперечные движения прутка ни в коей мере не нужны в отличие от сварки других металлов.
- Подача защитного газа – следующий важнейший фактор успешной сварки алюминиевых сплавов. Газ нужно подавать в зону сварки заранее – примерно за 3 – 5 секунд до начала. Выключение подачи газа соответственно проходит через несколько секунд после окончания процесса – обрыва дуги. Скорость сварки и расход защитного газа – два параметра, за которыми нужно следить самым внимательным образом: они оказывают самое прямое влияние на качество сварочного шва. Если расход газа будет выше, чем это нужно, защита зоны сварки ухудшится – в нее будет засасываться лишний воздух. И наоборот, если скорость соединения будет высокой, а газа в это время будет не хватать, защита от воздуха также будет нарушена.
- Длину электрической дуги нужно соблюдать точно, она должна находиться в пределах 1,5 – 2,5 мм.
- Между электродом из вольфрама и присадочным прутком угол должен составлять 90°.
- А вот угол между электродом и металлической свариваемой поверхностью должен составлять не больше 80°.
- Последовательность в процессе сварки должна быть только такая: сначала идет присадочный пруток, только затем двигается газовая горелка. Именно такой порядок обуславливает надежную защиту шва.
- Для снижения риска прожога тонких деталей или перегрева заготовок под зоной сварки размещают медный или стальной радиатор.
Полуавтоматическая сварка алюминия
Импульсные полуавтоматы – отличные аппараты с высокой эффективностью в работе с алюминием и его сплавами. Борьба с оксидной пленкой в данном случае проводится по-своему: она попросту разбивается за счет импульса высокого напряжения. Этот импульс вводит в сварочную ванну элементы расплавленного металла от плавящегося электрода.
Это очень продвинутый метод с точки зрения физики процесса. Сварные швы выходят очень качественными – надежными и высокой эстетики.
Импульсные полуавтоматы – оборудование довольно дорогое, поэтому этот вид сварки алюминия в домашних условиях используется относительно редко. Хотя встречаются самодеятельные мастера, которые переделывают обычные аппараты и с успехом проводят полуавтоматическую сварку алюминия в домашних условиях.
 Способ точечной сварки.
Способ точечной сварки.
Если же сравнивать друг с другом метод с вольфрамовыми электродами и полуавтоматический метод с точки зрения качества сварочного шва, то у швов после сварки с электродами из вольфрама качество выше, чем после полуавтоматической технологии.
Полуавтоматическая технология имеет свои особенности:
- Для данного метода подходит только постоянный ток обратной полярности.
- Присадочная проволока подается в зону сварки по рукаву. Если она из алюминия и мягкая, то при подаче через рукав могут образовываться петли. Для предотвращения этой беды лучше использовать специальную роликовую систему и рукав покороче с тефлоновым вкладышем внутри.
- Алюминиевую проволоку нужно подавать с большей скоростью, чем стальную из-за того, что алюминий быстро плавится.
- Алюминиевая проволока имеет высокий коэффициент расширения, поэтому при нагреве может увеличиться в объеме и застрять в подающем устройстве. Чтобы этого не происходило, нужно применять специальные наконечники с большим диаметром.
Помимо писанных выше методов для сварки алюминия существуют и другие технологии. Одна из таких — контактная сварка алюминия, которая в домашних условиях практически не выполняется, так как требует и специальных знаний, и опыта, и дорогого специального оборудования.
Автоматическая точечная сварка алюминия с применением специальных биметаллических колпачков также относится к контактной технологии.
Холодная сварка алюминия также в домашних мастерских применяется редко. Ее принцип – сжатие деталей из алюминия под очень высоким давлением, чего пресловутая оксидная пленка не выдерживает.
Холодная сварка для металла, характеристики, виды, советы по нанесению
Если по технологическим условиям нежелателен нагрев соединяемых деталей применяется холодная сварка для алюминия. По прочности данная методика превосходит болтовое крепление. Она хороша тем, что может использоваться в домашних условиях неподготовленными людьми.
- Сварка давлением выполняется прижатием соединяемых участков стержнями (пуансонами). За счёт высокого давления оксидный слой разрушается. Это способствует созданию монолитного соединения на молекулярном уровне на местах воздействия пуансонов.
- Сдвиг под давлением аналогичен предыдущему, но соединение за счёт горизонтального смещения происходит по всей длине стыкуемых участков.
- Соединение клеем на основе эпоксидных смол распространено в быту. После нанесения он, реагируя с металлом, внедряется в кристаллическую решётку, прочно скрепляя детали.
Виды холодной сварки алюминия
Холодная сварка алюминия выполняется без использования сварочного аппарата и воздействия высоких температур. Для соединения двух однородных сторон и даже разных материалов применяют один из следующих способов:
- Сварка давлением. Возможна на специализированном оборудовании, где части изделия выкладываются на подставку, и прижимаются стержнями — пуансонами. Из-за сильного точечного давления происходит местное истирание оксидного слоя и устранение границы между сторонами. Молекулы перемешиваются и образуют единое соединение на данном участке. Это используется в разных отраслях промышленности.
- Сварка сдвигом. Метод аналогичен по физическим свойствам первому, но перемешивание молекулярной структуры происходит за счет оказываемого давления с горизонтальным смещением. Это дает прочное соединение и позволяет покрывать сразу большую поверхность. Метод реализуется на станках, способных выполнять требуемые манипуляции с заданной силой прижима и сдвига. Применяется в промышленных условиях.
- Сварка клеем. Химический состав, содержащий в себе эпоксидные смолы, металлический компонент, серу и другие вещества, смешивается до однородной массы и наносится на тещину или отверстие. Вещество напоминает по консистенции пластилин. Вступая в реакцию с поверхностью основного металла, средство проникает в молекулярную структуру последнего и образует прочное соединение. Использование метода возможно в бытовых условиях.

О способах склеивания
Несмотря на наличие неоспоримых достоинств, благодаря которым алюминий приобрел большую популярность, этот металл имеет и недостаток. Заключается он в том, что во время крепежа у мастера могут возникнуть трудности. Ввиду того что алюминий довольно мягкий, обычными болтовыми соединениями обойтись не получится. Профессионалы соединяют друг с другом детали из алюминия посредством сварки.
Однако для этого способа нужен аргон и сложное оборудование, работать с которым может квалифицированный специалист. Поэтому чаще всего применяют холодную сварку. Данная техника предусматривает два способа соединения. В первом используется принцип диффузии. В момент соединения двух твердых поверхностей под действием давления происходит взаимопроникновение их молекул. Иными словами, они смешиваются друг с другом. Данный способ довольно сложный и применяется на предприятиях. Второй способ соединения представляет собой склейку при помощи специальных средств, речь о которых далее.
Применение холодной сварки
Холодные методы сваривания алюминия, в зависимости от способа исполнения, нашли широкое применение в разных областях производства. Сварка давлением и сдвигом на соответствующем оборудовании используется для соединения корпусов приборов, элементов автомобилей, различных подставок под инструмент и технику.
Холодный способ сварки по алюминию клеем применяется в аварийных ситуациях, когда потек радиатор из этого материала, лопнула труба, или поломалось крепление. В этом случае метод будет представлять временную меру, пока не появится возможность заварить проблемное место аргоном. Но если необходимо заделать дыру в корпусе автомобиля, то средство способно качественно прикрепиться к основному металлу, и его можно зашлифовать и закрасить на совсем.
Существует еще и высокотемпературная сварка алюминия. Она выполняется по схожей технологии с клеем, но средство способно выдерживать значительные температуры при последующей эксплуатации. Поэтому его можно использовать для ремонта котлов, глушителей автомобилей, выпускных коллекторов, печей. После соприкосновения с огнем, состав затвердевает еще больше, что повышает прочность соединения.
Производители и популярные марки
Рейтинг наиболее популярных производителей холодной сварки возглавляют:
- HI-GEAR,
- Liqui Moly,
- ALTECO,
- MANNOL,
- LAVR,
- АЛМАЗ,
- Done Deal.
Если вы хотите узнать больше об использовании холодной сварки, то на нашем сайте есть статьи по темам:
- Какую холодную сварку сварку лучше выбрать для металла?
- Как пользоваться холодной сваркой для пластика?
- Как заварить глушитель холодной сваркой?
Возможности холодной сварки давлением
Что соединить один алюминиевый элемент с другим, без образования температурных деформаций, используют оборудование с прижимным механизмом. В зависимости от конструкции соединяемых деталей и требуемой прочности будущего узла, производится один из следующих видов связки материалов.
Точечный
Метод холодной сварки применяемый на нахлестных соединениях. Стороны кладут друг на друга и выставляют на подставке. Аппарат подает сверху прижимной стержень, называемый пуансон. Он вдавливается в поверхность и образует сварную точку. Для придания крепости всей конструкции такие точки наносятся с некоторым интервалом. Это применимо на относительно тонких листах алюминия с общей толщиной сторон до 4 мм.
Качество холодной сварки определяется не только прочностью на разрыв, но и внешним видом обработанного места. Если деформация (глубинный след) от давления составляет 60% относительно толщины всего изделия в месте сварки, то это считается приемлемым. Сплавы алюминия с другими компонентами могут быть более мягкими, и здесь допускается значение в 80%. Точечный метод удобен благодаря отсутствию предварительной фиксации заготовок перед сваркой. Он используется в промышленности наиболее часто.
Шовный
Сплошное соединение холодной сваркой на алюминиевых пластинах выполняется на аналогичных прижимных аппаратах, но вместо точечного стержня используются круговые пуансоны. Их диаметр зависит от требуемого кругового шва на готовой продукции. Сварка осуществляется либо давлением, либо смещением.
Вторым вариантом холодного метода с получением непрерывного шва является расположение сторон изделия на роликах, и прижим в месте сварки ответными роликами с протяжкой свариваемого материала. Вращаться могут все ролики сразу или только верхние.
У этого способа холодной сварки существует один недостаток — утончение пластин в месте скрепления. Это может спровоцировать излом и перегибы при последующей эксплуатации. Решить проблему пытаются с комбинированием диаметра и ширины прижимных роликов.
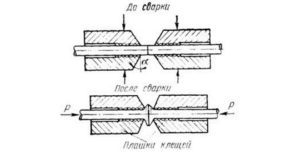
Стыковой
Сварка алюминиевых пластин или прутков сопряжением их торец в торец. Для этого стороны помещаются в зажимные губки и сдавливаются до образования молекулярной связи. Несмотря на хорошее качество шва, способ имеет недостатки в виде выпуклости в месте сварки, и ограничение максимального размера заготовки, которая зависит от глубины зажатия губок.
Пайка силумина
Декоративные детали и те, которые не испытывают нагрузок, можно спаять газовой горелкой, металл нагревают до 200°С. Пайка силумина с тонкими стенками производится паяльником с мощным жалом. Для защиты от окисления применяют металлические накладки. Неприкрытой оставляют только рабочую зону.
- ЕR4043 – присадка для литейного алюминия, легированного кремнием и магнием марки АД31, АД33, АД35,
- Harris52 – припой для алюминия с флюсовыми присадками,
- HTS2000 – китайский аналог Harris52.
Преимущества холодной сварки клеем
В отличие от холодной сварки давлением, для исполнения которой необходимо промышленное оборудование, клеевой метод полимерным материалом позволяет применять его в любых условиях без дополнительной оснастки. Способ холодной сварки с клеевым средством отличается несколькими преимуществами:
- быстрота выполнения соединения, требующая 20-30 минут, при наличии сварочного материала по рукой;
- экономичность метода, обусловленная отсутствием затрат на электроэнергию;
- простота выполнения операций, описанная на упаковке сварного средства;
- большое разнообразие сварных соединений от торцевых швов до заделывания отверстий и трещин;
- способность сваривать разнородные материалы;
- экологическая чистота компонентов при утилизации;
- надежность сцепления поверхностей на молекулярном уровне;
- отсутствие деформаций, возникающих от сварки дугой или давлением.
Технические характеристики различных производителей
Рассмотрим перечень продуктов, которые пользуются популярностью в крупнейших городах России – Москве и Санкт-Петербурге:
- ABRO Термометалл TM-185. Страна-производитель – США. Однокомпонентный материал для заделки трещин и отверстий в стальных и железных деталях. Пригоден к использованию при ремонте автомобильных узлов, бытовых отопительных приборов, промышленного оборудования. Содержит антикоррозийные добавки. Отличается стойкостью к нефтепродуктам. Выдерживает температуру до 1316 Сº.Время полной полимеризации – 24 часа. Рекомендованная толщина слоя – 6 мм.
- Клей холодная сварка АЛМАЗ ТЕРМОСТОЙКИЙ. Продукт российского производства. Используется для соединения различных поверхностей: черный металл, нержавейка, пластмасса, стекло, керамика, дерево. Наиболее эффективен при ремонте батарей, радиаторов отопления и различных трубопроводов. Возможно применение на мокрых или замасленных поверхностях. Термостойкость до 300 Сº.Время полной полимеризации – 24 часа. Прочность при отрыве – 120 кг/см².
Вышеуказанные товары, в числе прочих, можно приобрести сети строительных гипермаркетов «Леруа Мерлен».
Пошаговый процесс
Чтобы выполнить холодную сварку на алюминии или его сплавах, необходимо придерживаться рекомендаций указанных на упаковке средства. Зачастую они сводятся к следующему:
- Распечатать упаковку с холодной сваркой.
- Полимер имеет двухцветную структуру, составляющие которой находятся либо в разных емкостях, либо замотанные одна в другую. Необходимо отлить или отрезать нужную порцию вещества, визуально достаточную для покрытия трещины или отверстия.
- Средство перемешивается между собой до однородной массы. Это лучше делать в перчатках, чтобы предотвратить раздражение на коже. Смешанный состав годен для применения в течение 30 минут, при постоянном сминании, чем поддерживается его температура и пластичность.
- Свариваемые стороны необходимо обезжирить ацетоном.
- Холодную сварку наносят на место будущего соединения и поверхности крепко сжимают между собой. Необходима выдержка 40 минут до затвердевания материала.
- После этого удаляются лишние частицы вещества с боков. Это можно сделать наждачной бумагой.
- Изделие оставляется в покое еще на два часа до полной сцепки материалов.
Как использовать смеси?
Тем, кто не знает, как склеить алюминий в домашних условиях, нужно придерживаться следующей поочередности действий:
- С поверхности соединяемых участков при помощи мелкозернистой наждачной бумаги или щетки удаляются ржавчина и загрязнения.
Читать также: Домкрат с низким подхватом своими руками
- Далее поверхности обрабатывают ацетоном.
- После этого нужно некоторое время нужно подождать, чтобы участок высох.
- В отдельной емкости смешать клей и отвердитель. Должна получиться однородная вязкая масса.
- Клеящую смесь нужно нанести на поверхность в виде точек или тоненьких полосок. Затем детали плотно прижимают друг к другу. В такой позиции их нужно зафиксировать и оставить на 15-20 мин.
Если у вас образовались излишки, вы можете их удалить ветошью, предварительно смоченной в растворителе.
Меры предосторожности
Несмотря на простоту и универсальность применения полимерных материалов из смолы и металлического наполнителя, требуется соблюдение ряда правил, чтобы средство не навредило здоровью. Во-первых, смешивание пластичного вещества или мастики следует производить только в перчатках. Состав способен вызвать аллергию на коже. Металлические частицы проникают в поры и содействуют воспалению.
Во-вторых, при смешивании материалов, начинается химическая реакция. Соприкасаясь с металлом, средство начинает разрушать оксидную пленку и смешиваться со структурой основного материала (алюминия). Это содействует выделению в воздух некоторых химических компонентов. Если ими надышаться, то может закружиться голова. Поэтому такие работы рекомендуется выполнять в респираторе или на открытом воздухе. Помещение после окончания сварки необходимо проветрить.
Перемешивать компоненты до однородной массы следует осторожно. Особенно при работе с жидким средством. Попадание в глаза может вызвать сильное раздражение и воспаление оболочки. В таких случаях требуется промыть глаза большим количеством чистой воды и обратиться к окулисту.
Как наносить холодную сварку Mastix? Подготовка рабочих поверхностей, порядок нанесения
В различных областях домашнего хозяйства, при ремонте автомобилей, трубопроводов, сантехниками используется холодная сварка. Этот метод представляет собой, по сути, склеивание деталей, и при его использовании отсутствует термическое воздействие на элементы конструкции. Довольно распространенной маркой является холодная сварка типа Mastix.
Характеристики
В состав сварки Mastix входят следующие компоненты:
- Эпоксидная основа.
- Пластификаторы.
- Наполнители.
- Отвердитель.
Эпоксидный полимер — это клеевая основа состава холодной сварки.
Пластификаторы предназначены для повышения стойкости холодной сварки к механическим воздействиям, таким, как удар или вибрация.
Наполнители представляют собой порошки из металла и минералов. Они предназначены для улучшения свойств Mastix по теплопроводности и прочности. Такие составляющие делают холодную сварку более устойчивой к воздействию температурных перепадов.
Отвердитель (полиаминный или аминный) предназначен для повышения скорости затвердения состава. Благодаря его действию средство может превратиться в твердое вещество в течение нескольких минут.
Сварка Mastix обычно выпускается в виде двухкомпонентного стержня.
Основные характеристики стандартной упаковки Mastix приведены в таблице.
| Характеристика | Значение |
| Масса упаковки, г | 55 |
| Tmin, °C | -60 |
| Tmax, °C | + (150 …250) |
| tнз, мин | 7 |
В таблице обозначено:
- Tmin – минимальная рабочая температура;
- Tmax – максимальная рабочая температура;
- tнз – время начала затвердевания.
Особенности
Производитель Mastix предлагает широкий спектр сварок такого типа. В зависимости от назначения того или иного вида сварки меняется ее состав.
Так, для сварки металлических изделий (например, сварки трубопроводов и сантехники) предлагается модификация, в которой используется металлический наполнитель. Такой состав обеспечивает высокую прочность и долговечность шва. Кроме того, сварка такого типа обеспечивает возможность создания шва на влажных поверхностях.
Для сварки деталей из различных металлов выпускается Mastix, имеющая специальные составы. Например, для сварки стальных деталей выпускается сварка типа «Быстрая сталь». В ее состав вводится наполнитель из стали. Для сварки алюминиевых изделий предлагается состав, включающий наполнитель из алюминия.
Специальный состав имеет Mastix, которая предназначена для работы в условиях повышенной температуры. Такая смесь имеет красную обертку и может работать при температурах, достигающих +250 °C.
Холодные сварки, предназначенные для ремонта сантехнических узлов, могут хорошо скреплять детали из металла и фарфора. Такие сварки отличаются долговечностью и способностью противостоять проникновению влаги.
 Примерная стоимость холодной сварки Mastix на Яндекс.маркет
Примерная стоимость холодной сварки Mastix на Яндекс.маркет
Наиболее распространенной является смесь Mastix универсального типа. Такая сварка может быть использована в различных условиях и для разных материалов.
Преимущества и недостатки
Основные преимущества Mastix:
- позволяет качественно соединять детали из различных материалов;
- выпускается в различных модификациях с улучшенными характеристиками для сварки конкретных материалов;
- простота применения (не требуется специальных навыков или дополнительного обучения);
- имеется выбор для использования в различных температурных условиях;
- небольшая стоимость.
- относительно длительное время затвердевания (6-7 минут). Этот недостаток может сказаться при проведении срочных работ;
- при приготовлении смеси часто образуются комки, что может ухудшить качество сварки.
Области использования
В зависимости от состава модификации холодной сварки Mastix она может быть использована для соединения:
- деталей и изделий из металла (стали, алюминия);
- металлических и неметаллических деталей;
- металлических изделий, работающих при высоких температурах (до +200 градусов);
- сантехнических изделий, изделий из кафеля, фарфора, мрамора.
Наряду со склеиванием Mastix может быть использована для заделки сколов, трещин. Застывшая смесь не сможет выдерживать большие механические нагрузки, но вполне может быть использована для ремонта подвижных механизмов. Например, автомобилей.
В домашнем хозяйстве это средство может быть также использовано для ремонта мебели, предметов интерьера и домашней утвари.
Как наносить
Для проведения операции по холодной сварке необходимо подготовить:
- Сварочный состав Mastix.
- Абразивный материал (наждачная бумага).
- Растворитель.
- Зажим.
- Резиновые перчатки.
Некоторые виды Mastix позволяют склеивать детали без их очистки от грязи и влаги. Но при этом надо учитывать, что в этом случае прочность шва ухудшается на 20-30%. Поэтому перед холодной сваркой поверхности деталей необходимо соответствующим образом подготовить.
Алгоритм холодной сварки:
- Соединяемые поверхности деталей очистить от окалины, ржавчины и других загрязнений.
- Поверхности обезжирить.
- Развернуть обертку Mastix и отделить кусочек стержня. При определении размера куска смеси необходимо учитывать время первичного затвердевания (6-7 минут).
- Надеть на руки резиновые перчатки, смочить пальцы водой и хорошо размять кусок смеси. При правильном смешивании оттенок массы будет равномерный, без комков и вкраплений.
- Массу нанести на соединяемые поверхности и соединить их. Для устранения отверстия желательно, чтобы часть массы попала внутрь его.
- Зафиксировать соединение механически.
- Выдержать фиксацию в течение 15-18 минут. Полное затвердевание материала наступает за время от 1 часа до 24 часов.
- Если требуется сделать второй слой, то до его нанесения необходимо дождаться полного застывания первого слоя, который не должен превышать 6 мм.
О чем надо помнить
В состав Mastix входят эпоксидные и аминовые смолы, которые являются токсичными и опасными для здоровья человека.
Поэтому при использовании холодной сварки необходимо учитывать следующее:
- Нельзя использовать для ремонта посуды, в которой готовится или хранится пища.
- Хранить в месте, недоступном для маленьких детей.
- Избегать контакта смеси с кожей и использовать резиновые перчатки.
- При попадании клея на кожу надо промыть место контакта водой с мылом или протереть его спиртом.
- При попадании крошек смеси в глаз необходимо промыть глаз и обратиться за помощью к врачу.
- Работы с холодной сваркой желательно проводить в помещении с вентиляцией, так как при полимеризации эпоксидная смола, входящая в состав Mastix, выделяет вредные пары.
- При шлифовке застывшего шва для защиты дыхательных путей и глаз от образующейся пыли необходимо использовать очки и респиратор.
Холодная сварка Mastix, инструкция по применению, отзывы о клее
Холодную сварку Mastix можно использовать для соединения различных деталей и конструкционных элементов без расплавления. Соединительный процесс будет представлен в виде склеивания. Не образуются новые межатомные связи, не происходит пластической деформации, что случается при традиционной сварке, поэтому нужно говорить именно о клее, а не сварке в ее обычном понимании.

Технические характеристики клея
Состав холодной сварки Mastix является многокомпонентным. Он включает в себя следующие составляющие:
- Эпоксидный полимер (основа клея).
- Пластификаторы (используются с целью повысить стойкость эпоксидного полимера к механическим нагрузкам, ударам, вибрациям).
- Наполнительные (минеральный, металлический). Благодаря им повышается теплопроводность клея, улучшаются прочностные характеристики, что позволяет сделать соединение стойким к температурным перепадам.
- Полиаминный или аминный отвердитель (необходим для стимуляции затвердения смеси – застывание тонкого слоя холодной сварки Mastix происходит в течение нескольких минут).
Процентное содержание компонентов будет зависеть от разновидности холодной сварки Mastix. Производитель предлагает широкий выбор продукции, предназначенной для решения всевозможных технических задач.
Клеевая масса представлена в виде материала, напоминающего пластилин. Он имеет стержневую форму, состоит из 2-х слоев, разделенных упаковкой (слои смешать перед использованием). Выпуск продукции ведется в мягкой упаковке. Хранить рекомендуется при температуре не более +30о С. К важным характеристикам стоит отнести:
- Минимальная эксплуатационная температура: -60° С.
- Максимальная эксплуатационная температура: +200° С (или больше в зависимости от вида клея).
- Начало процесса затвердевания: через 7 минут после нанесения.
- Масса: 55 г.
- Рекомендуемая температура хранения: не более +30° С.
Область использования продукта
Сфера применения холодной сварки Mastix напрямую будет зависеть от вида выбранного клея. Поэтому продукция отлично подходит для использования в следующих областях:
- Склеивание металлических изделий, конструкционных элементов, деталей.
- Прочное соединение металлических и неметаллических изделий.
- Склеивание металлов, которые в процессе эксплуатации нагреваются до экстремальных температур (более 200° С).
- Ремонт сантехнических изделий, склеивание кафеля, фарфора, мрамора и т.д.
- Склеивание стальных изделий.
- Склеивание алюминиевых изделий.
Преимущества и недостатки
Холодная сварка Mastix на российском рынке является одной из наиболее востребованных в своей категории.
Это обусловлено наличие следующих положительных характеристик:
- Универсальность использования с металлическими и неметаллическими деталями и элементами.
- Качественное склеивание деталей (лучше, чем многие другие виды аналогичных клеевых составов).
- Возможность приобретения определенного вида холодной сварки Mastix для выполнения конкретной работы (например, соединение пластиковых и металлических изделий, ремонт автомобильных деталей, сантехнического оборудования и т.д.).
- Простота в использовании и приготовлении – для работы со смесью не потребуется наличия специальных навыков и опыта.
- Невысокая стоимость (если сравнивать с зарубежными аналогами и продукцией других известных отечественных фирм).
- Продуманная поставка (реализуется в виде двухкомпонентного стержня).
- Возможность эксплуатации готового соединения при экстремальных минусовых и плюсовых температурах.
Недостаток холодной сварки Mastix — время высыхания смеси около 6-7 минут. Это больше, чем у конкурирующей продукции. При проведении срочных работ подобные временные затраты могут быть критичны. Хотя это все же спорно и субъективно.
Также при смешивании двух компонентов нужно быть предельно аккуратными, чтобы не сформировались комки. Они образуются часто, поэтому данный факт можно отнести к минусам тоже.
Разновидности холодной сварки Mastix
Российский производитель Mastix предлагает разные виды холодной сварки, которые выпускаются под одноимённой маркой:
- «Герметик бензобака». Применяется при ремонте бензобаков грузовиков, с/х машин, спецтехники. Баки могут быть пластиковыми, металлическими. Работы могут проводится на промасленных и залитых водой поверхностях.
- «Герметик радиатора». Полный аналог предыдущей смеси, но используется только для ремонта радиаторов.
- «Клей для алюминия». Официально должен использоваться только для склеивания алюминиевых деталей и конструкционных элементов. На практике активно и успешно применяется для соединения деревянных, пластмассовых, керамических, металлических изделий в разных сочетаниях.
- «Клей для батарей и труб». Смесь может использоваться для работы с холодными и горячими трубопроводами, канализационными системами, батареями. Допускается использование в промышленной и бытовой сферах.
- «Клей для бронзы». Используется для соединения бронзовых изделий, а также деталей из других видов цветных и черных металлов.
- «Клей по замасленным поверхностям». При невозможности очистки соединяемых поверхностей от следов масла, рекомендуется пользоваться этой холодной сваркой Mastix. При работе с промасленными поверхностями она делает соединение на 50-70% качественнее, чем традиционные клеевые составы.
- «Клей для металла». Содержит в своем составе металлический наполнитель. Используется для всех видов металлов. Имеет широкий рабочий температурный диапазон.
- «Клей для сантехники». Специализированная клеевая смесь, рассчитанная на использование при ремонте сантехнического оборудования, а также декоративных изделий и отделочных материалов, выполненных их керамики, фарфора, пластмассы, древесины.
- «Быстрая сталь». Этот вид холодной сварки Mastix обеспечивает максимально быстрое склеивание деталей.
- «Термостойкий клей». Традиционная клеевая смесь, но в своем составе она содержит специальные компоненты, позволяющие увеличить ее допустимую эксплуатационную температуру до 250° С.
- «Клей универсальный». Отличный вариант для бытового применения, для соединения деталей и поверхностей, сделанных из различных материалов.
- «Клей универсальный БЛИЦ». Аналог предыдущего состава, но имеет большую скорость затвердевания.
Инструкция по применению
Перед началом работ требуется изучить инструкцию по применению от производителя холодной сварки Mastix. Работы нужно проводить в следующей последовательности:
- Сначала выполняется подготовка рабочих поверхностей: очистка от окалины, следов ржавчины и иных загрязнений. Поверхности нужно протереть, высушить, обезжирить (если возможно).
- На втором этапе требуется отделить треть стержня, и смоченными в воде резиновыми перчатками смешать компоненты. О правильном смешивании будет свидетельствовать оттенок смеси: равномерный, без комков, заметных вкраплений, разводов.
- На третьем этапе получившуюся смесь надо нанести на две соединяемые поверхности, соединить их друг с другом, закрепить.
- Длительность фиксации деталей по времени 15-18 минут.
Если поверхности загрязнены, промаслены, увлажнены, то прочностные характеристики получаемого соединения уменьшаются примерно на 20-30%. Это если сравнивать с подготовленными и чистыми поверхностями.

Если работы проводятся в условиях отрицательных температур, то в процессе приготовления смесь разогреть в руках в течение нескольких минут. Обязательно в теплом помещении перед использованием на холоде.
Кстати, по моим наблюдениям во всех тубах инструкция идет обобщенная. В которой прописаны рекомендации, отдельно для всех видов клея бренда Mastix.
Отзывы о холодной сварке Mastix
- Андрей, 35 лет: «У меня ребенок постоянно что-то ломает, портит, поэтому часто приходится все склеивать. Всегда пользовался обычным суперклеем, но потом столкнулся со сломанной металлической ручкой комода. Ручка была тяжелая, поэтому на суперклеев ее не посадишь. Купил в хозяйственном магазине холодную сварку Mastix «Универсальную». Замешал по инструкции, нанес на поверхность. В итоге ручка держится уже несколько лет.
- Михаил, 44 года: «Впервые холодной сваркой Mastix мне пришлось воспользоваться на даче – появилась пробоина в алюминиевом ведре, которое не хотелось выбрасывать. В итоге замешал два вещества по инструкции, получилось масса в виде пластилина. Ей я и залепил дыру. В итоге масса застыла, получилась чем-то вроде металла. Ведро больше не протекало. Думаю теперь и дырки в бочках для воды этой холодной сваркой заделать».
- От себя как автора сайта добавлю, что применял эту сварку удачно несколько раз. «Универсальным» приклеил намертво в спальне декоративную часть ручки к комоду. Ручка всегда находится под нагрузкой, мое видео посмотрите здесь. Другие варианты не подходили для склейки то ли пластика, то ли ламината. «Термостойким» заварил серьезную трещину в батарее, так как перестарался с затяжкой в стыке трубы и секции. В отоплении давления нет, коттедж частный. Поэтому не знаю, подойдет ли для централизованной системы. Думаю, для маленькой протечки не будет проблемой. Также нравиться демократическая цена клея, еще плюс в большом выборе диапазона использования.
Как применять холодную сварку Mastix?
Среди составов, называемых «холодной сваркой», немало продуктов под брендом Mastix. Для ремонта дисков и восстановления кузова многие автолюбители рекомендуют использовать именно такой состав с надписью «быстрая сталь». У любой холодной сварки Mastix хорошие эксплуатационные свойства. По многим критериям это вид суперклея превосходит аналоги.

Особенности и характеристики
В состав всех клеев Mastix, называемых «холодная сварка», входят полимерные эпоксидные смолы, аминовая кислота. При смешивании эти вещества вступают в реакцию, образуют полимеризованный монолит. Для придания вязкости добавляют пластификаторы, минеральные и металлические наполнители. Компонентный состав Mastix может меняться. В зависимости от типа наполнителей определяется область использования клеящих двухкомпонентных смесей.
Холодная сварка на основе эпоксидки образует прочные соединения. Отвердитель и наполнитель удобно упакованы: основной состав находится внутри оболочки, изготовленной из отвердителя.
Преимущества и недостатки
Можно долго перечислять достоинства холодной сварки бренда Mastix. Для потребителей важны несколько:
- клей Мастикс удобно упакован, цилиндр небольшого веса (55, 60 г) упакован в жесткий пластиковой футляр, исключающий смешение компонентов при транспортировке;
- холодная сварка намного качественнее аналогов, склеивает практически все материалы;
- производители предлагают широкую линейку составов с особыми свойствами;
- смесь легко приготовить, для этого достаточно ее хорошо размять;
- состав удобно дозируется, можно отрезать кусочек нужного размера.
Наряду с достоинствами имеются недостатки:
- аналогичные холодные сварки твердеют быстрее Mastix;
- скорость полимеризации зависит от температуры окружающей среды;
- в холодном виде компоненты плохо разминаются, приходится прилагать усилие.
Область применения
Холодной сварке бренда Mastix по силам любой ремонт. Состав используют на предприятиях, в автомастерских, быту. Универсальные смеси используют для склеивания:
- металлов: литье, прокат из цветных и стальных сплавов;
- древесину, пластичная масса хорошо заполняет трещины, с помощью Mastix восстанавливают прочность стропильных конструкций, мебельных каркасов;
- стекло, состав склеивает тугоплавкие и органические стеклянные изделия;
- керамику, фаянс, фарфор, можно восстановить плитку, сантехнику, убрать сколы на изоляторах.
Область использования клея не ограничена.
Разновидности
Производитель «Mastix» выпускает сразу несколько наименований холодной сварки под одним брендом.
- Клей «универсальный Блиц» – самая популярная смесь. Используется для склейки любых материалов: «Берет» все: чугун, сталь, цветные металлы, керамику, стекло, резину, пластик, мягкую и плотную древесину. Соединение выдерживает нагрев до +200°С. Отзывы о клее только положительные.
- Клей универсальный немного уступает Блицу универсалу по термостойкости, работает в температурном диапазоне от -60°С до +150 °С. Отличается быстрой полимеризацией.
- Термостойкая холодная сварка узнаваема по яркой упаковке красного цвета. Сохраняет клеящие свойства при нагреве до +250°С.

В продаже имеются специализированные составы для узких областей использования:
- Mastix для сантехники не боится повышенной влажности, содержит спирт, который связывается с избыточной влагой. Применяется для устранения протечек на инженерных коммуникациях, технологических трубопроводах. Белеет после полимеризации, подходит для ремонта санфаянса.
- «Быстрая сталь» содержит большую долю металлической пудры, хорошо восстанавливает утраченные фрагменты, сколы на чугунном литье. Применяется для соединения всех типов сталей.
- Смесь для изделий из алюминия тоже с металлической пудрой, алюминиевой. Идеально соединяет плохо свариваемые дюралевые сплавы.
Имеется клей для замасленных поверхностей, содержит вещества, связывающие органические молекулы на склеиваемых элементах.
Все составы образуют прочные и надежные соединения.
Инструкция по применению
Для работы с клеем желательно защитить руки перчатками или хорошо смочить. Смесь токсичная, придется ее разминать.
Теперь об алгоритме действий. На упаковке любого вида холодной сварки Mastix имеется информация о последовательности операций:
- Предварительно нужно подготовить склеиваемые поверхности: очистить, обезжирить. Для этого подойдет любой растворитель, спирт, так гласит инструкция. Если наносить клей на неподготовленные поверхности, качество соединений снижается.
- Когда не планируется применение содержимого упаковки в полном объеме, отрезают фрагмент нужной величины. Остальной стержень плотно заворачивают, убирают в упаковку.
- Приступают к разминанию холодной сварки Mastix. После смешивания масса приобретает равномерный оттенок.
- Если склейка производится на холоде, готовый состав предварительно держат в ладони 3–4 минуты, только потом быстро наносят. Следует учитывать, что Mastix частично затвердевает в течение 7 минут.
- Отверстия заполняют в первую очередь, затем равномерным слоем разравнивают оставшийся состав. Максимальная толщина слоя Mastix 6 мм.
- Соединение сжимают, выдерживают в таком состоянии до частичного затвердевания холодной сварки.
- Когда требуется сделать два слоя, или предварительно восстанавливается утраченная часть, Mastix отрезают порциями.
В зависимости от вида наполнителей, толщины слоя клей полностью полимеризуется от 1 часа до суток. Время затвердевания также зависит от температуры. На холоде придется ждать дольше.
Только после полной полимеризации клеящего слоя приступают к зачистке швов от холодной сварки, выравниванию восстановленных фрагментов.
В инструкции также имеются ограничения по применению состава. Нельзя использовать их для ремонта пищевых емкостей, посуды. Стоит подумать о вентиляции, беречь глаза. Аминовые кислоты, содержащиеся в холодной сварке, опасны для слизистых. Клей выделяет вредные вещества и после полимеризации. При шлифовке, полировке швов следует соблюдать осторожность, использовать индивидуальные средства защиты: очки, респиратор.