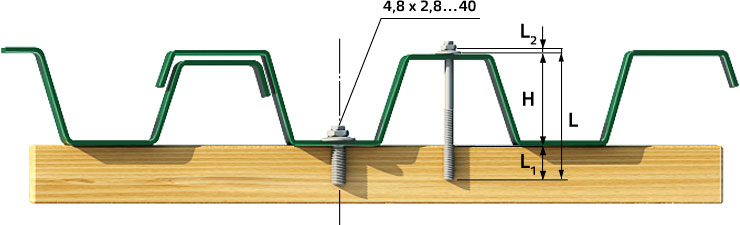
Особенности длительного хранения моркови
Морковь предъявляет повышенные требования к условиям своего хранения ввиду отсутствия прочной кожуры на поверхности корнеплодов. Корнеплоды конической формы (тип Шантанэ) имеют лёжкость выше, чем корнеплоды цилиндрической формы (нантский тип). Морковь не выдерживает даже легкого подмораживания. Повреждённые ткани после оттаивания теряют клеточный сок, ослизняются и легко поражаются микроорганизмами. На длительное хранение рекомендовано использовать только конкретные гибриды с высокой подтвержденной лежкостью.
Ко времени уборки морковь должна полностью сформироваться и созреть, признаком чего является тупой кончик корнеплода. Ботва при уборке срезается на уровне головки без повреждения плечиков корнеплодов.

Если уборка проводилась в сырую погоду, морковь до закладки на хранение следует подсушить в течение необходимого для этого времени. При этом важно не допустить увядания корнеплодов, поскольку это напрямую влияет на сохранность урожая. Если морковь убрана с тяжелых сильно увлажненных почв, то очищать ее от прилипшей земли механическим путем нецелесообразно. Как показывает накопленный опыт, морковь с прилипшей землей хранится лучше.
Очень важно поддерживать в хранилище моркови постоянный микроклимат. Циркуляция воздуха должна обеспечивать возможность поддержания постоянных и равномерных значений температуры и относительной влажности воздуха. Тепло- и влаговыделения у моркови в среднем несколько выше, чем у картофеля, но значительно ниже, чем у капусты.

Оптимальные условия хранения продовольственной моркови:
Температура продукта: 0 — +1,0 °С
Относительная влажность воздуха: 95 — 98%
В хранилищах с активным вентилированием морковь рекомендуется хранить в контейнерах для улучшения сохранности, но также существует вариант хранения навальным способом при высоте загрузки до 3,5 м.
Рекомендации по улучшению сохранности моркови при хранении:
- Строгое соблюдение технологического процесса выращивания моркови.
- Бережная уборка, не допускающая повреждения плодов.
- Немедленное охлаждение урожая после уборки.
- Недопущение температурных колебаний.
- Дезинфекция хранилища и контейнеров.
Расчетные значения тепловлаговыделений и насыпной массы продукции для моркови

Интенсивность тепловыделения овощей (для моркови)

Расчетные параметры внутреннего воздуха при проектировании ограждающих конструкций помещения хранения для зимних условий эксплуатации (для моркови)

Температурно-влажностные и газовые режимы. Максимальная продолжительность хранения овощей (для моркови)

Расчетные значения тепловлаговыделений овощей (для моркови)

Хотите максимально сохранить урожай с минимальными энерго- и ресурсозатратами?
Хранение моркови
![]()
![]()
Правильная уборка – залог долго хранения. Выкопаете раньше или позже срока – корнеплоды будут портиться.
Успейте выкопать до заморозков. Есть корнеплоды, которым легкий морозец идет на пользу. Например, пастернак. После подмерзания его корнеплоды становятся слаще, потому что крахмал превращается в сахар. А вот моркови заморозки противопоказаны – она запасает не крахмал, а сахар в чистом виде. Прихваченные морозцем корнеплоды станут горькими. Но это полбеды – они еще не будут храниться.
В средней полосе морковь копают обычно в конце сентября.
Копайте вечером. У моркови есть интересная особенность – днем корнеплоды накапливают сахар, а ночью его расходуют. Поэтому копать их лучше вечером – будут слаще.
Условия хранения моркови
Для хранения моркови требуется прохлада и высокая влажность воздуха – 90–95 %. Такие условия проще всего обеспечить в погребе. Если его нет, можно отправить морковь на застекленную лоджию или в неотапливаемую кладовку. Небольшой урожай – в холодильник.
Еще вариант – натереть морковь на крупной терке и отправить в морозилку. Этот же способ подойдет для мелких и поврежденных корнеплодов, которые в погребе храниться не будут.
Температура хранения моркови
Способы хранения моркови
Их несколько, все они надежны, а какой выбрать – зависит от ваших предпочтений и возможностей.
1. В песке или опилках. Так в старину делали крестьяне: морковь складывали слоями в ящики, каждый слой пересыпали песком или опилками (лиственных деревьев, хвойные не подойдут – морковь пропахнет смолой) вперемешку с луковой шелухой. Опилки предварительно смачивали водой, он не сильно – они должны оставаться рассыпчатыми.
Другой вариант – насыпать песок в глубокий ящик и воткнуть в него морковь «по плечи». При этом корнеплоды не должны касаться друг друга.
2. В глине. В некоторых областях России крестьяне использовали другой способ: каждый корнеплод окунали в глиняную болтушку (глину разводили водой до густоты сметаны), а затем подсушивали. А после складывали в плетеные корзины и отправляли в погреб. Глина предохраняет морковь от увядания и гниения.
3. Во мху. Здесь все так же, как и в первом случае: морковь выкладывают в ящик послойно, но в качестве прослойки используют мох-сфагнум. Им так же выстилают и дно ящика.
Сфагнум обладает уникальными свойствами. Он впитываем огромное количество влаги (в 100 раз больше сухой массы), а значит, морковь не отпотеет и не загниет. К тому же этот мох обладает дезинфицирующими свойствами. Кроме того, он накапливает углекислый газ и тем самым создает дополнительные условия сохранности корнеплодов.
4. На балконе. Без погреба морковь можно сохранить на балконе, но недолго – пару месяцев. При температуре выше 0 ° С она может просто лежать в ящике. Если намечаются заморозки, корнеплоды нужно укрыть мешковиной, плотной нетканкой, одеялом, куртками или чем-то подобным. В сильные холода морковь заносят в квартиру и держат в самом прохладном месте.
5. На грядках. Если нет ни погреба, ни балкона, ни места в холодильнике, а урожай большой, на зиму можно оставить морковь в огороде, в земле. При первых легких заморозках грядки мульчируют торфом слоем 10 см. А поверх насыпают 5 см земли.
Если погода позволяет, можно будет подкапывать корнеплоды всю зиму (только пометьте, где у вас рядки с морковью). В противном случае морковь можно оставить до весны – они прекрасно сохранится в почве.
Когда и как убирать урожай моркови с грядки: сроки, правила, подготовка к хранению
Соблюдая правильную агротехнику выращивания, можно получить вкусный, большой и полезный урожай. Однако важное значение имеет то, насколько правильно вы произведите уборку урожая: тут важны и сроки, правила, и манипуляции, которые нужно произвести после процедуры. От этого зависит лежкость и продолжительность хранения зимой. Дело в общем-то несложное, то нюансов много! Если вы сажали овощную культуру, но не знаете об особенностях сбора, то данный материал для вас.

Когда убирать урожай моркови на хранение: оптимальные сроки
Как и любой другой корнеплод, данная культура нуждается в своевременной уборке. Ведь если выкопать слишком рано, то плоды не успеют накопить наибольшее количество витаминов и полезных веществ (их накопление осуществляется в последней стадии роста). А если собрать урожай слишком поздно, дотянув до заморозков, то плоды могут перезреть и потерять свою пользу и вкусовые качества, лежкость или даже растрескаться, сгнить, и вы потеряете весь урожай.
Когда же нужно убирать морковь с грядки, в каком месяце? Выбирать оптимальные сроки нужно, исходя из сортовой принадлежности, внешних признаков спелости и погодных условий. Рассмотрим каждый фактор более подробно.
Важно! Примерно за 3-4 недели до уборки урожая необходимо полностью прекратить полив моркови. Поливы в этот период могут спровоцировать растрескивание корнеплодов.

Время сбора в зависимости от сорта
Выбирая время уборки урожая моркови, необходимо ориентироваться на сорт корнеплода:
- Раннеспелые сорта — как правило, собирать можно уже в середине лета, в начале августа. Поспевает через два-три месяца после всходов. Однако ранние сорта к хранению непригодны.
- Среднеспелые — сбор проводят, как правило, в августе или в начале сентября. Спелость наступает ориентировочно через три-четыре месяца после всходов. Подходит для хранения.
- Позднеспелые — время уборки урожая с грядки приходится на сентябрь, начало октября. Поспевает примерно через четыре-пять месяцев после всходов. Конечно же, позднеспелая осенняя морковь лучше всего подходит для хранения.
Совет! При посеве семян в открытый грунт не выкидывайте упаковку от семян. На ней указана вся информация о сорте, сколько дней требуется для поспевание, примерные сроки уборки урожая.
Однако, помимо этой информации, важно ориентироваться на внешние признаки созревания и погодные условия. Ведь никогда нельзя предугадать капризы природы : в один год лето может быть жарким и влажным (поспевание произойдет раньше), а в другой — холодным (корнеплоды созреют позже).
Внешние признаки готовности урожая к сбору
Помимо сортовой принадлежности, при выборе сроков уборки урожая нужно обращать внимание на внешний вид растений. Таким образом, определить готовность моркови к уборке можно по следующим признакам:
- Пожелтение нижних и средних листьев. Если позволяют погодные условия и дата соответствует срокам на упаковке, то нужно убирать урожай, не дожидаясь пока пожелтеют верхние листочки. Кстати, если практически одновременно пожелтела и подвяла вся ботва, то скорее всего, корнеплод поражен заболеваниями.
- Соответствие размеров корнеплода заявленным параметрам на упаковке с семенами. Чтобы это проверить, следует выдернуть одну морковку и изучить. Если ее размеры соответствуют нормальным параметрам для данного сорта, то можно собирать.
- Еще один внешний признак готовности моркови к уборке — наличие на корнеплоде тонких белых ниточек-корешков.
Обратите внимание! Если вы достали какие-то экземпляры из земли для проверки спелости и обнаружили на нем трещины, то рекомендуется в срочном порядке выкопать весь урожая с грядки. В противном случае начнется перерастание.
Погодные и температурные условия для уборки
Помимо сортовых особенностей созревания и внешних признаков спелости, следует также обращать внимание на погодные условия и температуру воздуха.
Считается, что морковь следует выкапывать на хранение после первых легких морозов, якобы так она лучше хранится зимой. Отчасти такое мнение справедливо, однако важно помнить, что при заморозках возрастают риски заражения урожая заболеванием серая гниль.
Совет! Рекомендуется убрать весь урожай моркови до заморозков осенью или в крайнем случае сразу после первых небольших заморозков.
Если вы не успели выкопать урожай с грядки до заморозков, то нужно сразу при отрицательных температурах пригнуть всю ботву к поверхности земли. При этом не рекомендуется откладывать мероприятие и убрать корнеплоды как можно раньше.
Не стоит собирать урожай моркови при теплой погоде (18 градусов тепла и выше). Потому что резкое изменение условий (то есть перемещение корнеплодов из теплой земли в холодный подвал) может спровоцировать ухудшение лежкости овощей и уменьшит срок хранения.
При выборе сроков уборки очень важно обращать внимание на прогноз погоды. Стоит опасаться дождей. Ведь если собрать овощи в дождливую и сырую погоду (или после нее), то они излишне напитаются влагой, из-за этого у них значительно снизится лежкость, а также они могут легко растрескаться.

Время сбора в разных регионах
Из-за разных погодно-климатических условий сроки уборки урожая моркови с огорода в разных регионах отличаются. Ориентировочное время сбора корнеплодов:
- В Средней полосе (Подмосковье, Нижегородская область) — начало сентября — для среднеспелых сортов, середина сентября — для позднеспелых;
- На Юге (Краснодарский край (Кубань), Северный Кавказ) — конец сентября — для средних сортов, начало октября — для поздних;
- В Сибири, на Урале, на Северо-Западе (Ленинградская область) — середина августа — средние сорта, конец августа — поздние.

Сроки уборки моркови по Лунному календарю 2020 года
Выбирать время для процедуры можно по циклам луны. Конечно, не стоит полностью ориентироваться на них, гораздо важнее факторы, описанные выше. Однако таким образом можно выбрать максимально подходящие дни.
Итак, благоприятные сроки уборки моркови по Лунному календарю 2020 года:
- в августе: 1, 2, 3, 19, 20, 21, 22, 23, 24, 26, 27, 28, 29, 30, 31 число;
- в сентябре: 1, 18, 19, 20, 21, 22, 23, 25, 26, 27, 28, 29, 30;
- в октябре: 1, 2, 17, 18, 19, 20, 21, 22, 24, 25, 26, 27, 28, 29, 30, 31.

Как правильно выкапывать морковь с грядки на хранение
Важно! Рекомендуется выкапывать морковь на хранение в солнечный, сухой и теплый день. Земля должна быть обязательно сухой.
Правильно выкопать урожай моркови с грядки на хранение помогут следующие советы и правила:
- Для уборки рекомендуется использовать инструмент, лучше всего вилы.
- Однако если на вашем участке легкая, песчаная почва, морковь короткоплодная, то можно убрать ее своими руками, потянув за ботву. Во всех остальных случаях необходимо обязательно использовать инструмент, иначе можно легко оборвать ботву, оставив корнеплод в земле.
- Убирать морковь с огорода нужно по следующей схеме: сначала вы аккуратно подкапываете ее вилами (в крайнем случае-лопатой), при этом между вилами и овощем должно быть расстояние около 15 сантиметров. А потом беретесь за ботву и вытаскиваете ее из грунта.
- Кстати, чтобы эффективнее и быстрее собирать урожай, лучше производить уборку вдвоем: один подкапывает вилами, другой сразу тянет за ботву.
- И самое главное правило уборки урожая моркови: действовать нужно максимально осторожно, чтобы не повредить корнеплоды (особенно при подкопе вилами). Ведь поврежденные корнеплоды нельзя долго хранить, их придется сразу употребить в пищу.
Что делать после уборки моркови: подготовка к хранению
Итак, вы произвели уборку урожая, что делать с корнеплодами дальше? После выкопки моркови с грядки нужно произвести подготовку овощей к хранению:
- Очищаем грязь. Сразу после уборки урожая нужно аккуратно счистить руками остатки грязи на корнеплодах. Ни в коем случае нельзя использовать нож или какие-либо другие инструменты.
- Сортируем урожай. Теперь нужно обязательно отсортировать морковь:
- Все экземпляры с повреждениями, трещинами нужно отложить в одну сторону, они пойдут для приготовления пищи.
- Здоровую, хорошо развитую морковь также откладывают в отдельную сторону, она отправится на хранение на зиму.
- Также если вас интересует получение семян своими руками, то вы можете отложить часть здоровых корнеплодов.
- Отрезаем ботву. Потом, сразу после сортировки, нужно полностью отрезать ботву острым, продезинфицированным ножом или же просто выкрутить руками. Не рекомендуется подсушивать овощи вместе с ботвой, иначе она за короткий период высосет всю влагу из корнеплода, что значительно сократит срок его хранения, а также снизит вкусовые качества. Тем более нельзя срезать ботву до уборки!
- Просушиваем урожай. После того, как вы открутили или отрезали ботву, следует просушить корнеплоды. Для этого разложите их в огороде на земле в один ряд и оставьте их на солнце на 2-3 часа.
- Подготавливаем к хранению в темном месте. После непродолжительной сушки нужно сразу отправить морковь в темное место примерно на 5-7 часов, чтобы овощи немного охладились и подготовились к хранению (резкий перепад температур и изменение условий негативно скажется на лежкости).
Место и условия для хранения моркови зимой
После того, как вы убрали урожай и произвели подготовку корнеплодов, следует отправить морковь на зимнее хранение. Чтобы она пролежала как можно дольше, следует подобрать максимальное подходящие условия и место:
- оптимальная температура — около 4 градусов тепла;
- влажность — около 80%;
- наиболее подходящее место для хранения моркови зимой — погреб или подвал (рекомендуется предварительно обработать его, например, двухпроцентным раствором медного купороса).
Хранение моркови в домашних условиях на зиму
С осенним урожаем появляются самые популярные овощи – картофель, почти все виды капусты, лука, перец и, конечно, морковь, богатая витаминами А, D, B, магнием, кальцием, фтором, йодом. Особенно важны они для человека зимой, когда организм противостоит множествам вирусов, спасается от холода. На прилавках магазинов этот и другие овощи можно встретить всегда, их привозят из разных стран, но сложно проверить, какой обработке они подвергаются перед попаданием на стол, поэтому более полезными считаются продукты, выращенные своими силами. Технология хранения моркови в домашних условиях на зиму не так проста, но холода — не повод откладывать приготовление любимого салата до осени.
Обычно хозяйки хранят морковь в холодильнике, способ хорош, если речь идет о небольшом количестве корнеплода. По длительности периода роста сорта подразделяются на позднеспелые, среднеспелые, ранние. Поздние и средние сорта дольше сохраняют полезные вещества и внешний вид, устойчивы к заболеваниям, морозам, растрескиванию.

Лучшие сорта для длительного хранения
- «Королева осени»;
- «Флаккоро»;
- «Кардена»;
- «Красный великан»;
- «Вита лонга».
- «Самсон»;
- «Витаминная»;
- «Шантане»;
- «Болтекс».

Правила сбора
Сбор урожая приходится на вторую половину сентября, на сроки влияют и погодные условия, сорт овоща, не стоит затягивать до заморозков. Корнеплоды небольшого размера извлекают вручную, длинные аккуратно подкапываются вилами или лопатой, затем вытаскиваются за ботву. Для облегчения процесса можно предварительно увлажнить почву.

Сроки хранения
В погребе, подвале, сарае при соблюдении условий урожай будет храниться около 6 месяцев, в домашних условиях, холодильнике – около 2,5 мес.

Необходимые условия длительного хранения
Температура, влажность
При какой температуре хранить морковь, чтобы запасов хватило до весны? Для долгосрочного содержания корнеплода оптимален температурный режим от 0 до +5°С. При сильном холоде плоды держать не рекомендуется, так как они портятся. Тепло же провоцирует появление почек, начинается гниение. Термометр поможет следить за температурой помещения.
Сразу помещать морковь в прохладу нельзя, сначала проходит «лечебный» этап, при котором температура должна быть на уровне +12 градусов, плод привыкает, затягиваются механические повреждения, полученные при сборе. На это уходит до 10 дней. Далее следует этап зимнего охлаждения – еще 10-15 суток, температуру постепенно понижают. Наконец – основной этап, который длится всю зиму. Во избежание гниения важно следить за влажностью воздуха, она должна быть около 90%.
Подходящая тара
Чаще всего используются:
- деревянные, пластиковые ящики, они должны быть чистыми, сухими, стоять на небольшой подставке, чтобы обеспечить расстояние от пола погреба и стен;
- холщовые мешки;
- полиэтиленовые пакеты;
- эмалированные кастрюли;
- алюминиевые ведра;
- герметичные лотки небольшого объема, подходят для домашнего хранения.
Условия хранения моркови включают совокупность нескольких факторов. Прежде чем размещать запасы, необходимо соответствующим образом организовать помещение. Речь идет о случаях, когда запасы планируется размещать вне квартиры.

Подготовка помещения
Проветривание
Циркуляция воздуха необходима, чтобы удалить излишки влаги, углекислого газа, затхлый запах.
Уборка
Хранилище очищают от прошлогоднего урожая, песка, опилок, освобождают от непригодных стеллажей, ящиков, мусора.
Дезинфекция
Чтобы уничтожить губительные для овощей бактерии и насекомых, за месяц до начала сезона стены, пол погреба обрабатывают гашеной известью и медным купоросом.
Защита от грызунов
Щели, вентиляционные отверстия рекомендовано защитить специальными решетками. Помимо условий содержания, важно, чтобы сам корнеплод был правильно подготовлен к зимовке.

Подготовка моркови
Лучше заранее осмотреть корнеплоды на предмет гнили, повреждений вредными насекомыми. Мыть овощи необязательно, достаточно аккуратно стряхнуть землю, затем обрезать ботву: сначала удаляют листья, просушивают морковь, потом отрезают еще сантиметр овоща, это поможет исключить прорастание, сохранить сочность.
Далее плоды просушивают, желательно сразу после сбора на открытом воздухе под солнцем, а после — в проветриваемом помещении на 7-10 дней при 10-14 градусах. Затем урожай сортируют повторно, удаляя поврежденные овощи.
Не зависимо от одного из выбранных способов хранения, обязательно провести обработку. Она поможет избежать белой гнили, передающейся от плода к плоду при нахождении в одной таре. Подойдет раствор марганцовокислого калия, в него морковь помещается на 2 часа, затем окончательно просушивается.

Где хранить урожай
Оптимальным вариантом для запасов за городом или в частном доме зимой является специально оборудованное помещение. Все же решение о выборе места хранения определяется исходя из имеющихся условий и городская среда – не повод отказываться от домашнего морковного торта, когда на улице холодно.
Погреб
Здесь легче создать подходящий «климат», учесть особенности размещения плодов. Если есть необходимость разместить большое количество ящиков и других емкостей с корнеплодами, лучше хранить морковь в погребе. Вместо погреба не менее успешно можно использовать сарай.
Подвал
Одно из самых популярных мест размещения припасов. По аналогии с погребом позволяет хранить овощи при подходящей температуре и влажности. Подвал или подпол обеспечивает защиту от морозов, при этом позволяя получить доступ к корнеплодам, когда появляется необходимость.
Квартира
Тем, у кого нет подсобного помещения – большинству городских жителей – придется труднее, тем не менее, вполне возможна организация хранилища на несколько месяцев в домашних условиях. Обычно ящики с морковью помещают на балкон, дополнительно укрывая их теплыми одеялами при сильном похолодании.

Способы хранения
Для размещения моркови на длительное хранение используют вспомогательные средства. Их обзор представлен ниже.
Опилки
Подойдут хвойные, их помещают в ящики слоями для предотвращения произрастания корнеплодов, препятствия проникновения грибков и бактерий.

Песок
Предпочтительно выбирать суглинистый. Ведро песка разводят с литром воды, насыпают на дно ящика, затем закладывают морковь на небольшом расстоянии друг от друга и снова кладут слой песка. Хранение моркови в песке – один из самых популярных способов.

Глина
Ее замешивают с водой до консистенции сметаны и опускают корнеплоды в смесь, обсушивают, кладут в ящики, коробки. Глина образует защитный слой, препятствующий преждевременному увяданию.

Для этого способа понадобится мох сфагнум, он укладывается прослойкой между морковью и «консервирует» ее, удерживая углекислый газ, полезный для овощей, не перекрывая при этом воздухообмен.

Луковая и чесночная шелуха
Здесь тот же принцип, что и с хвойными опилками: элементы, содержащиеся в шелухе, препятствуют гниению плодов, укладывать их необходимо, чередуя друг с другом. Кроме того, жители городских квартир часто используют иные способы.

Полиэтиленовые пакеты
В холодильник складывают по 5 штук, оставляя пакет открытым или предусмотрев отверстия для проветривания.

Герметичные пластиковые лотки
По 3-5 штук складывают в контейнер, плотно закрывая крышкой, помещают в холодильник.

Пищевая пленка
Каждый корнеплод оборачивают пленкой и кладут в выбранную емкость, избегая соприкосновения друг с другом. Есть еще несколько менее популярных способов хранения моркови на зиму, о которых не все знают.

Парафин
Очищенные корнеплоды обмакивают в смесь горячего парафина с пчелиным воском, после такой обработки морковь может сохранить полезные свойства до 5 месяцев даже при плюсовой температуре.

Технология предполагает обработку овощей толченым мелом; щелочи, содержащиеся в нем, препятствуют размножению вредных бактерий. Также мел можно разбавить с водой, обработав морковь методом обмакивание, по принципу работы с глиной.

Газета
Каждая морковь оборачивается газетой, складывается в ящик, затем помещается на балкон. Исходя из доступных материалов и предпочтений, выбирается подходящий способ хранения.

Ошибки, допускаемые при хранении
Помните, что привести к гниению урожая способны следующие действия:
- складывать корнеплоды слишком плотно друг к другу;
- подвергать урожай резким перепадам температуры;
- использовать прошлогодние, загрязненные вспомогательные вещества (песок, опилки), неочищенные емкости;
- хранить вместе разные сорта;
- пренебрегать тщательной подготовкой помещения для хранения.
Несоблюдение рекомендаций по организации хранения моркови может привести к тому, что усилия потрачены зря и запасы сохранить не удалось.

Возможные причины порчи моркови
К ним относятся:
- Белый налет, или белая гниль — образуется в местах механических повреждений корнеплода, усиливается в тепле при высокой влажности.
- Избыточная влажность в погребе приводит к образованию черной и серой гнили – грибку, основной причине потери урожая.
- Грызуны могут уничтожить или испортить урожай.
- Болезни, которым были подвержены корнеплоды еще на стадии посева и выращивания, иногда проявляются в ходе хранения.
От правильной подготовки как плода, так и помещения зависит, на сколько долгим будет срок хранения моркови.

Несколько практических советов
- Периодически перебирайте припасы зимой, выбрасывая подпортившиеся экземпляры.
- Морковку можно натереть, порезать кубиками, расфасовать по небольшим пакетам или сделать овощной микс с другими овощами и поместить в морозилку.
- Некоторые оставляют урожай зимовать прямо на грядках, для этого их надо основательно утеплить.
- От грызунов в подполе хорошо помогают веточки дикой мяты.
- Не рекомендуется размещать запасы по соседству с яблоками, вещества, содержащиеся в них, неблагоприятно влияют на вкусовые качества оранжевого корнеплода.
Сохранение урожая на зиму – кропотливый процесс, при котором учитывается множество факторов, но возможность угощать близких вкусной и полезной морковкой того стоит, попробуйте несколько способов, в конце концов, получится найти подходящий именно вам.

Видео
Больше о хранении моркови смотрите на видео:
Сварка аргоном – особенности технологии и сварочное оборудование
Когда необходимо сформировать неразъемное соединение деталей из нержавеющей стали, меди, титана, алюминия, а также ряда других металлов цветной группы и сплавов на их основе, чаще всего используется сварка аргоном. Процесс ее выполнения является достаточно трудоемким и специфическим.

Процесс сварки в среде аргона
Принципы сварки, выполняемой в среде аргона
Сварка аргоном совмещает в себе признаки электродуговой и газовой сварки. С электродуговой сваркой данный технологический процесс объединяет обязательное использование электрической дуги, а с газовой – применение газа, а также некоторые технологические приемы формирования неразъемного соединения.
Плавление кромок соединяемых деталей и присадочного материала, при помощи которого и формируется сварной шов, обеспечивается за счет высокой температуры, создаваемой при горении электрической дуги. Газ (в данном случае аргон) выполняет защитные функции, о чем следует поговорить более подробно.
Сварка легированных сталей, большинства цветных металлов и сплавов на их основе имеет некоторые особенности, заключающиеся в том, что, находясь в расплавленном состоянии, взаимодействуя с кислородом и другими примесями окружающего воздуха, такие металлы активно окисляются.
Это негативным образом сказывается на качестве формируемого сварного шва: он получается непрочным, в его структуре формируются поры – воздушные пузырьки, которые значительно ослабляют соединение. Еще более отрицательное влияние оказывает окружающий воздух на алюминий, расплавленный в процессе выполнения сварочных работ. Под воздействием кислорода, находящегося в окружающем воздухе, данный металл начинает гореть.
Оптимальным решением, которое позволяет эффективно защитить зону формируемого соединения при сварке металлов цветной группы и легированных сталей, является использование защитного газа – им и выступает аргон. Высокая эффективность применения именно данного газа объясняется его характеристиками.
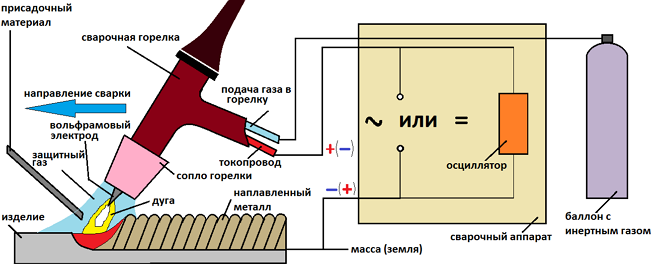
Схема работы аргонодуговой сварки
Аргон значительно тяжелее воздуха (на 38%), поэтому он с легкостью вытесняет воздух из зоны выполнения сварочных работ и создает ее надежную защиту. Являясь инертным по своей природе, аргон практически не реагирует с расплавленным металлом, а также другими газами, присутствующими в зоне, где горит сварочная дуга. При сварке аргоном на обратной полярности следует учитывать один важный момент: от атомов газа в этом случае легко отделяются электроны, поток которых превращает газовую среду в токопроводящую плазму.
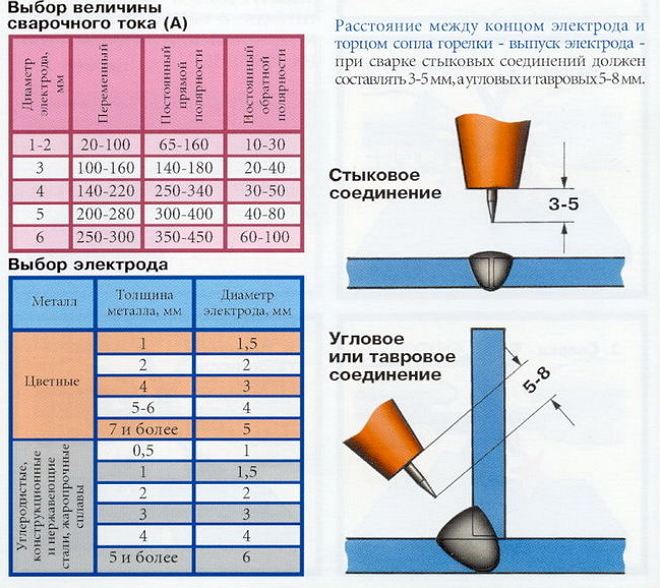
Технология выполнения сварки в среде такого газа, как аргон, может предусматривать использование плавящихся, а также неплавящихся электродов (такими являются стержни из вольфрама). Диаметр электродов из вольфрама, который, как известно, отличается исключительной тугоплавкостью, подбирается по специальным справочникам. На выбор данного параметра оказывают влияние характеристики соединяемых деталей.

Методы аргонодуговой сварки
Сварку в среде аргона подразделяют на три типа в зависимости от используемой технологии:
- ручную, выполняемую неплавящимся вольфрамовым электродом (обозначается такая технология аббревиатурой РАД);
- автоматическую, проходящую в среде аргона с использованием неплавящихся электродов (обозначение сварки данного типа – ААД);
- автоматическую, выполняемую в среде аргона с использованием плавящихся электродов (название данной технологии – ААДП).
Согласно международной классификации, аппарат аргонодуговой сварки или сварки, выполняемой при помощи электрода из вольфрама в защитной среде любого инертного газа, обозначается аббревиатурой TIG (Tungsten Inert Gas).
Особенности сварочных работ в среде аргона
Рабочим органом сварочного оборудования, используемого для соединения металлических деталей в среде защитных газов (в том числе и аргона), является горелка. Именно в горелку (в ее центральную часть) вставляется вольфрамовый электрод, вылет которого должен находиться в пределах 2–5 мм. Фиксация электрода внутри такой горелки обеспечивается посредством специального держателя: в него можно вставить вольфрамовый стержень любого требуемого диаметра. Для подачи защитного газа сварочная горелка оснащается керамическим соплом.
Принцип работы аргонной сварки
Требуемую температуру в процессе выполнения сварки аргоном, как уже говорилось выше, создает электрическая дуга. Сварной шов формируется при помощи присадочной проволоки, состав которой должен максимально соответствовать составу обрабатываемого металла.
Перечислим основные этапы выполнения сварки рассматриваемого типа, при которой используется электрод из вольфрама.
- Проводится тщательная очистка поверхностей соединяемых деталей от загрязнений, следов масла и жира, а также от окисной пленки. Такая очистка является обязательной и может выполняться механически способом либо при помощи химических средств.
- К соединяемым деталям необходимо подключить «массу». Сделать это можно как напрямую (если детали обладают большими габаритами), так и посредством металлической поверхности рабочего стола (если детали не отличаются большими размерами). Присадочная проволока, что важно, не включается в электрическую сварочную цепь, а подается отдельно.
- На сварочном оборудовании выставляется сила сварочного тока. Данный параметр выбирается в зависимости от характеристик соединяемых заготовок.
- После включения тока горелку с электродом подносят к свариваемым деталям как можно ближе, не прикасаясь к их поверхности. Оптимальное расстояние, на котором горелку располагают от поверхности соединяемых заготовок (его надо выдерживать в процессе выполнения сварки), – 2 мм. Удерживание электрода на таком небольшом расстоянии позволяет хорошо проплавить соединяемый металл, получить красивый и аккуратный сварной шов.
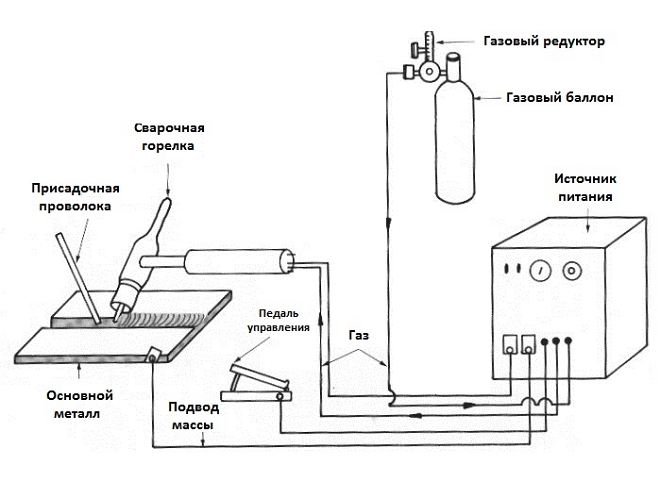
Схема сварочного оборудования для осуществления сварки в среде аргона
- Подачу защитного газа включают заранее – за 15–20 секунд до начала сварки. Выключают подачу аргона не сразу после окончания сварки, а чуть позже – спустя 5–10 секунд.
- Горелку и присадочную проволоку медленно ведут только вдоль формируемого шва, не совершая ими поперечных колебаний. Присадочную проволоку, которая располагается впереди горелки, вводят в зону действия электрической дуги очень плавно, не делая ею резких движений. В противном случае расплавленный металл будет сильно разбрызгиваться.
- При выполнении сварки электрическую дугу зажигают, не прикасаясь электродом к соединяемым поверхностям. Придерживаться такого правила необходимо по нескольким причинам. Во-первых, потенциал ионизации аргона очень высок, что мешает для его понижения эффективно использовать искру от касания электрода. Когда для сварки применяется плавящийся электрод, во время его прикасания к соединяемым деталям возникают пары металла. Потенциал их ионизации значительно ниже, по сравнению с аргоном, что и облегчает процесс зажигания электрической дуги. Во-вторых, если прикасаться вольфрамовым электродом к поверхности соединяемых деталей, она загрязняется, что мешает качественному выполнению сварочных работ.

Процесс сварки аргонодуговым способом вблизи
У многих возникает естественный вопрос о том, каким образом может быть зажжена электрическая дуга в среде такого газа, как аргон, если потенциал его ионизации слишком большой, а сам электрод не прикасается к поверхности соединяемых деталей. Для этого используется осциллятор, который преобразует поступающий из электрической сети ток с обычными параметрами в высокочастотные импульсы с величиной напряжения 2000–6000 В и частотой тока 150–500 Гц. Именно такие импульсы и дают возможность зажечь электрическую дугу без соприкосновения электрода с соединяемыми деталями.
Оборудование и оснащение для сварки аргоном
Для выполнения сварки аргоном недостаточно наличия стандартного сварочного аппарата, в качестве которого может выступать инвертор или трансформатор. Данная технология требует использования такого оборудования и специального оснащения, как:

Инверторный сварочник и газовый баллон для сварки с использованием аргона
- инвертор или обычный сварочный трансформатор, мощности которого должно хватать для выполнения подобного технологического процесса (в частности, для этих целей можно использовать трансформатор, мощность холостого хода которого находится в интервале 60–70 В);
- силовой контактор, через который на сварочную горелку будет подаваться требуемое сварочное напряжение;
- осциллятор, о назначении которого было сказано выше;
- специальный регулятор, который будет отвечать за время обдува сварочной зоны аргоном (поскольку защитный газ должен начать подаваться за несколько секунд до начала сварки, а его подачу необходимо перекрывать спустя несколько секунд после ее окончания);
- специальная горелка с керамическим соплом и зажимом для фиксации вольфрамового электрода;
- газовый баллон и редуктор, который регулирует уровень давления аргона, подаваемого в зону сварки;
- электроды из вольфрама и присадочные прутки требуемого диаметра;

Ремонт легкосплавного колесного диска — вариант типичного использования аргонной сварки
- дополнительный трансформатор, отвечающий за подачу напряжения к коммутирующим устройствам;
- выпрямитель, вырабатывающий постоянный электрический ток с напряжением 24 В, который подается на коммутирующие устройства;
- реле, которое отвечает за включение и отключение таких устройств, как осциллятор и контактор;
- электрогазовый клапан, работающий от напряжения 24 или 220 В;
- фильтр индуктивно-емкостного типа, обеспечивающий защиту сварочного аппарата от негативного воздействия высоковольтных импульсов;
- амперметр, используемый для измерения величины сварочного тока;
- рабочий или неисправный автомобильный аккумулятор емкостью 55–75 Ah, который необходим для того, чтобы снизить постоянную составляющую сварочного тока, обязательно возникающую при выполнении процесса на переменном токе (такой аккумулятор подключается к сварочной электрической цепи последовательно);
- сварочные очки, которые необходимо использовать в качестве основного элемента защиты сварщика.
При желании оборудование для выполнения сварки аргоном можно укомплектовать своими руками, купив все необходимые компоненты в строительном магазине или на рынке. Если же вы не хотите заниматься конструированием, то можно сразу приобрести сварочный аппарат, в марке которого присутствует аббревиатура TIG. Чтобы начать использовать такой аппарат, его необходимо дополнительно укомплектовать газовым баллоном, горелкой, элементами, управляющими горелкой и подачей защитного газа.
Рекомендации по выбору режимов
Чтобы сварка с применением аргона была выполнена качественно, необходимо правильно выбрать ее режимы.
Важными параметрами при выполнении сварки по данной технологии являются полярность и направление движения электрического тока. На их выбор оказывают влияние свойства материалов, которые предстоит сваривать. Переменный ток или обратную полярность выбирают, когда необходимо выполнить сварку деталей, изготовленных из алюминия, бериллия, магния и других цветных металлов. Объясняется этот выбор тем, что при использовании таких параметров электрического тока происходит эффективное разрушение оксидной пленки, которая всегда присутствует на поверхности данных материалов.
Нюансы работы с аргонной сваркой
Характерным примером является сварка алюминия, оксидная пленка на поверхности которого имеет очень высокую температуру плавления. При сварке деталей из данного металла на токе обратной полярности эффективное разрушение оксидной пленки происходит за счет того, что ионы аргона активно бомбардируют поверхность соединяемых деталей. Аргон превращается в токопроводящую плазму, которая не только упрощает выполнение сварочных работ, но и значительно повышает их качество. Если сварка деталей из данного металла выполняется на переменном токе, то для достижения такого эффекта соединяемые детали должны выступать в роли катода.
Для сварки в среде защитных газов часто применяется такое дополнительное оборудование, как осциллятор. При выполнении сварки с использованием переменного тока он облегчает процесс зажигания сварочной дуги, а когда она загорится, выступает в роли стабилизатора.
В тот момент, когда происходит смена полярности переменного тока, может произойти деионизация (а значит, и затухание) сварочной дуги. Чтобы такого не случилось, осциллятор в моменты смены полярности электрического тока формирует электрические импульсы и подает их на сварочную дугу.
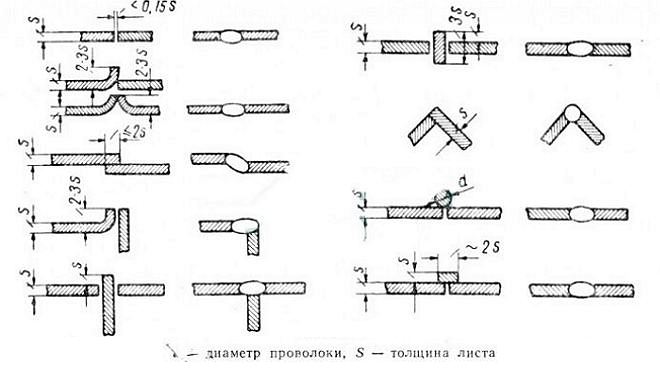
Типы соединений тонколистового металла при аргонодуговой сварке
Значение сварочного тока выбирают в зависимости от ряда параметров: свойств обрабатываемого материала, геометрических размеров заготовок, а также размеров используемых электродов. Для выбора данного параметра лучше всего использовать данные, содержащиеся в специальной литературе.
Немаловажным параметром является расход защитного газа аргона, выбираемый в зависимости от того, с какой скоростью выполняется подача присадочного материала и какой скоростью обладают сносящие воздушные потоки. Минимальным значение данного параметра будет в том случае, если сварка выполняется внутри помещений, в которых отсутствуют сквозняки. Если же процесс происходит на открытом воздухе, где нередки сильные порывы бокового ветра, необходимо не только увеличить расход аргона, но и использовать для его подачи в зону сварки специальные конфузорные сопла, газ из которых подается через мелкоячеистые сетки.
В защитную газовую смесь, кроме аргона, часто добавляют кислород в небольших количествах (3–5%). Кислород в данном случае вступает в реакцию с различными вредными примесями, которые могут присутствовать на поверхности соединяемых деталей (влага, грязь и др.). В результате такого взаимодействия вредные примеси сгорают либо переходят в шлак, всплывающий на поверхность сварного шва.
Следует иметь в виду, что нельзя использовать кислород при выполнении сварки меди, поскольку в результате получается оксид меди. Данное соединение, вступая в реакцию с водородом, содержащимся в окружающем воздухе, образует водяной пар, стремящийся выйти наружу из металла сварного шва. Все это приводит к появлению множества пор в формируемом сварном шве, что самым негативным образом сказывается на его качественных характеристиках.
Преимущества и недостатки сварки в защитной среде аргона
Сварка, выполняемая в среде защитного газа аргона, имеет как преимущества, так и недостатки, которые обязательно следует учитывать. К достоинствам данной технологии относят:

Пример шва, выполненного сваркой в среде аргона
- возможность получения качественного и надежного сварного соединения, что обеспечивается эффективной защитой области выполнения сварочных работ;
- незначительный нагрев соединяемых деталей, что дает возможность использовать данную технологию для сварки деталей сложной конфигурации (при этом они не деформируются);
- возможность использования для соединения деталей из материалов, которые невозможно варить другими способами;
- значительное возрастание скорости выполнения сварочных работ за счет использования высокотемпературной электрической дуги.
Недостатками данной технологии являются:
- использование сложного сварочного оборудования;
- необходимость в специальных знаниях и достаточном опыте выполнения подобных работ.
Использование сварки аргоном позволяет получать качественные и надежные сварные соединения, характеризующиеся равномерной проплавкой соединяемых деталей. Применяя данную технологию, можно сваривать детали из цветных металлов небольшой толщины даже без применения присадочной проволоки.
Аргонодуговая сварка. Сущность и технология сварки в среде аргона
Содержание
- Схема процесса аргонодуговой сварки
- Марки аргона, используемые при сварке
- Схема поста механизированной аргонодуговой сварки
- Схема ручной аргонодуговая сварки
- Схема сварки постоянным током
- Схема сварки переменным током
- Преимущества и недостатки аргонодуговой сварки
- Особенности сварки в среде аргона
- Техника ручной аргонодуговой сварки
- Область применения аргонодуговой сварки
- Видео: аргонодуговая сварка
Схема процесса аргонодуговой сварки
 Аргон является одним из основных газов, применяемых при сварке металлов для защиты зоны сварки от вредного воздействия окружающей среды. Сварка в среде аргона в технической литературе получила название аргонодуговая сварка. В разговорном языке также встречаются такие термины как: сварка в аргоне, сварка аргоном, аргоновая сварка, аргонная сварка и др.
Аргон является одним из основных газов, применяемых при сварке металлов для защиты зоны сварки от вредного воздействия окружающей среды. Сварка в среде аргона в технической литературе получила название аргонодуговая сварка. В разговорном языке также встречаются такие термины как: сварка в аргоне, сварка аргоном, аргоновая сварка, аргонная сварка и др.
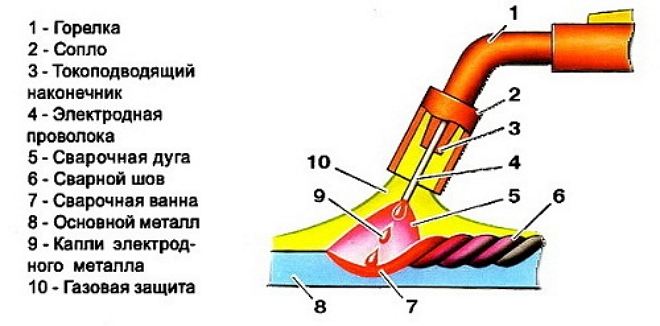
Сварка в среде аргона может осуществляться как плавящимся, так и неплавящимся электродом. В качестве неплавящегося электрода используется вольфрамовый, угольный или графитовый электрод. Сущность процесса сварки в среде аргона показана на рисунке.
1 – электрод; 2 – присадочный пруток; 3 – изделие; 4 – сварной шов; 5 – электрическая дуга; 6 – поток защитного газа; 7 – сварочная горелка; 8 – воздух.
Марки аргона, ипользуемые при сварке
По ГОСТ 10157 существуют три марки аргона, применяемые для сварки, см. таблицу:
Схема поста механизированной сварки в среде аргона плавящимся электродом
.jpg)
1 – балластный реостат; 2 – контактор; 3 – сварочная горелка; 4 – механизм для подачи электродной проволоки; 5 – ротаметр (прибор для контроля расхода газа); 6 – редуктор; 7 – баллон для газа; Г – сварочный генератор; А – амперметр; V – вольтметр; Ш – шунт.
Схема ручной аргонодуговой сварки
Ручная дуговая сварка в среде аргона может выполняться постоянным и переменным током. Схемы сварки постоянным и переменным током показаны на рисунках:
Схема ручной сварки постоянным током
2).jpg)
1 – сварочная горелка; 2 – баллон с защитным газом (аргоном); 3 – реостат; 4 – генератор; 5 – сварной шов.
Схема ручной сварки переменным током
.jpg)
1 – баллон с защитным газом (аргоном); 2 – сварочная горелка; 3 – сварной шов; 4 – осциллятор; 5 – трансформатор с регулятором.
Преимущества и недостатки аргонодуговой сварки
В общем случае, рекомендовать применение какого-либо одного газа для сварки (аргона, гелия, азота или др.) нельзя. Применение того или иного газа зависит от технологии сварки конкретного металла или сплава, или исходя из технико-экономических показателей. Но в целом, аргонодуговая сварка обладает рядом преимуществ по сравнению со сваркой в среде других газов:
1. Аргон, так же как и гелий, относится к инертным газам, которые не взаимодействуют ни с какими металлами и другими газами и не растворяются в расплавленном металле.
2. Аргон тяжелее воздуха и поэтому надёжно защищает зону сварки, вытесняя из неё воздух. Дуга в среде аргона обладает высокой стабильностью.
3. Аргон – это достаточно распространённый газ, по сравнению с другими инертными газами, в частности, с гелием. Его содержание в воздухе составляет около 0,9%, в связи с этим аргон является самым дешёвым из инертных газов.
4. Ещё одно преимущество аргона (над гелием) в том, что расход аргона на 30-35% меньше расхода гелия (при прочих равных условиях) из-за того, что аргон в 10 раз тяжелее гелия.
Благодаря своим преимуществам, сварка в среде аргона получила достаточно большое распространение при сварке различных материалов. Но у аргонодуговой сварки есть и недостатки. Ручная сварка в среде аргона затруднена. При ручной аргонодуговой сварке не рекомендуется выполнять колебательные движения электродом из-за возможного нарушения защиты зоны сварки. В связи с этим производительность ручной сварки в среде аргона оказывается невелика. А сварку автоматическую не во всех случаях возможно применить.
Особенности сварки в среде аргона
Характерной особенностью аргонодуговой сварки неплавящимся вольфрамовым электродом при использовании переменного тока является возникновение в сварочной цепи составляющей постоянного тока, величина которого может достигать 50% от величины эффективного значения переменного тока сварочной цепи.
Выпрямление тока, т.е. появление составляющей постоянного тока, зависит от формы и размеров вольфрамового электрода, свариваемого материала и выбранных режимов сварки (силы тока, скорости сварки и длины сварочной дуги). Появление в сварочной цепи составляющей постоянного тока оказывает отрицательное влияние. Это влияние особенно сильно сказывается при сварке алюминия и сплавов на его основе.
При чрезмерной величине составляющей постоянного тока стабильность горения дуги снижается, качество поверхности наплавленного металла снижается. В сварном шве образуются дефекты (подрезы, чешуйчатость), снижается прочность и пластичность сварного шва.
Техника ручной аргонодуговой сварки
При ручной аргонодуговой сварке вольфрамовый электрод с одной стороны затачивают на конус. Длина заточки составляет два-три диаметра электрода.
Электрическая дуга зажигается на специальной угольной пластине. Не рекомендуется зажигать дугу на основном металле из-за возможности загрязнения и оплавления конца электрода.
.jpg) Для возбуждения дуги можно применить источник питания с повышенным напряжением холостого хода или дополнительный источник питания с высоким напряжением (осциллятор), т.к. потенциал возбуждения и ионизация инертных газов значительно выше, чем кислорода, азота и паров металла. Дуговой разряд инертных газов отличается высокой стабильностью.
Для возбуждения дуги можно применить источник питания с повышенным напряжением холостого хода или дополнительный источник питания с высоким напряжением (осциллятор), т.к. потенциал возбуждения и ионизация инертных газов значительно выше, чем кислорода, азота и паров металла. Дуговой разряд инертных газов отличается высокой стабильностью.
Для защиты металла шва от окисления со стороны корня, с обратной стороны, рекомендуется обеспечивать поддувание защитных газов. При сварке трубопроводов защитный газ продувают внутри трубы.
Ручную дуговую сварку, как мы уже говорили выше по тексту, выполняют без резких, колебательных движений электрода из-за возможного нарушения газовой защиты. Сварочную горелку располагают под углом 75-80° к свариваемому изделию (см. рисунок слева). Присадочную проволоку располагают под углом 90° относительно оси мундштука горелки. Пи этом угол между сварным изделием и проволокой составляет 15-20°. Сварку выполняют “углом вперёд”.
Область применения сварки с аргонной защитой
Сварку в среде аргона можно использовать для сваривания различных материалов. Её можно применять для сварки сталей (углеродистых и легированных), для сварки цветных металлов (меди, алюминия, титана, никеля и их сплавов), для сварки трубопроводов. Аргонодуговой сваркой можно выполнять все виды сварных соединений: стыковые, тавровые, нахлёсточные, угловые.
Сварка в аргоне может успешно применяться как при сварке мелких деталей, так и при сварке крупногабаритных изделий и в бытовых условиях и на производстве и при проведении строительно-монтажных работ.
В некоторых случаях, употребление смеси газов вместо технически чистого аргона повышает устойчивость горения сварочной дуги, уменьшает разбрызгивание металла, улучшает формирование сварного шва, увеличивает глубину проплавления, а также воздействует на перенос металла и увеличивает производительность сварки.
Видео: аргонодуговая сварка
Видео об аргонодуговой сварке от профессиональных сварщиков в двух частях. Видеоролик переведён и озвучен объединением экспертов SVARMA.RU:
Что такое аргонодуговая сварка, какова ее технология? Виды сварки в среде аргона
Одной из разновидностей сварки является процесс, который проводится в защитном газе. Аргонодуговая сварка – дуговая сварка, в рамках которой в качестве защитного газа выступает аргон.
Что такое аргонодуговая сварка
Нередко возникает необходимость сварить пластичные материалы, которые не соединяются при обычных видах сварки. Например, медь, алюминий, титан и пр. Для создания прочной и неразъемной конструкции из указанных металлов может применяться сварка аргоном.
Аргонодуговая сварка проходит в среде инертного газа – аргона. Именно поэтому так и называется данный сварочный процесс.
Использование такого газа, как аргон, в процессе соединения деталей обусловлено необходимостью защиты от окисления за счет соприкосновения с кислородом. Аргон тяжелее и плотнее воздуха на 38%, он покрывает сварочную зону и не допускает кислород в зону с сопрягаемыми поверхностями.
Под воздействием кислорода серьезно страдает качество сварных швов, а алюминий может воспламениться. Именно поэтому и используется аргон.
Помимо аргона, при дуговой сварке применяются иные газы, создающие изоляционную среду. Это гелий, активный азот, водород, двуокись углерода.
ГОСТы
При использовании данного способа необходимо учитывать следующие законодательные нормативы и стандарты:
- ГОСТ 5.917-71. Горелки ручные для аргонодуговой сварки;
- ГОСТ 14771-76. Дуговая сварка в защитном газе. Соединения сварные;
- ГОСТ 18130-79. Полуавтоматы для дуговой сварки плавящимся электродом;
- ГОСТ 14806-80. Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры;
- ГОСТ 2246-70. Проволока стальная сварочная. ТУ;
- ГОСТ 23949-80. Электроды вольфрамовые сварочные неплавящиеся;
- ГОСТ 10157-79. Аргон газообразный и жидкий. ТУ;
- ГОСТ 7871-75. Проволока сварочная из алюминия и алюминиевых сплавов;
- ГОСТ 13821-77. Выпрямители однопостовые с падающими внешними характеристиками для дуговой сварки.
Виды аргоновой сварки
Различают несколько разновидностей аргоновой сварки. Она может проводиться такими способами:
- Ручными.
- Полуавтоматическими.
- Автоматическими.
В основе классификации, помимо степени автоматизации процесса, лежат виды используемых электродов.
Электроды бывают плавящиеся и неплавящиеся. Примером последнего электрода выступает тугоплавкая вольфрамовая проволока, которая позволяет обеспечить надежное соединение деталей, даже если они по своему типу относятся к разнородным материалам. Реже применяется графит.
Электроды производятся с разными диаметрами и материалами для отличающихся свариваемых металлов.
Таким образом, различают такие виды аргоновой сварки, как:
- Ручная – с использованием неплавящегося электрода (этот вид маркируется как РАД).
- Автоматическая – с использованием неплавящихся электродов (маркируется как ААД).
- Автоматическая – с использованием плавящихся электродов (маркировка – ААДП).
Наибольшее распространение сегодня приобрели два способа сварки — ААД и РАД.
Использование плавящихся электродов возможно только в автоматическом режиме. Для этого применяются особые установки и аппараты, которые сваривают спецгорелкой, оснащенной электродвигателем, который передает проволоку из катушки. Плавящийся электрод одновременно используется для поджога и выступает паяльным материалом. Проводник в процессе поджога плавится и предоставляет массу для шва.
 Схема аргонодуговой сварки
Схема аргонодуговой сварки
Автоматическая аргонодуговая сварка в основном применяется только на различных промышленных предприятиях (в частности, по производству металлоконструкций, для сварки в стационарных и монтажных условиях медных шин), что связано с дороговизной автоматических установок и сложностью их настройки. Гораздо проще сварить несколько деталей вручную, но если требуется высокая производительность, то без оборудования не обойтись.
Виды оборудования
Для аргонодуговой сварки может применяться 4 типа оборудования:
- Ручная сварка предполагает, что сварщик своими руками должен держать горелку и присадочную проволоку.
- Механизированный вариант, при котором сварщик держит горелку, а подача проволоки осуществляется механизированным способом.
- Автоматическая аргонодуговая сварка – при данном способе реализации процесса сварщик не нужен, он заменяется оператором, который следит за процессом, потому что подача горелки и присадочной проволоки производится в автоматической режиме.
- Роботизированный сварочный процесс – в данном случае не нужен ни сварщик, не оператор, вся процедура производится в рамках программы, которая полностью отвечает за процесс производства.
Технология
Рассмотрим технологию аргоновой сварки на основе ручной с неплавящимся электродом.
Необходимое оборудование
Сварочное оборудование включает в свой состав:
- Сварочный аппарат любого типа для дуговой сварки с напряжением 60-70 вольт.
- Силовой контактор, который подает напряжение от сварочного материала на горелку.
- Осциллятор – прибор, преобразующий сетевое напряжение в 220 вольт и частотой колебания в 50 ГЦ в напряжение 2000-6000 вольт. Указанные параметры тока позволяют легко сформировать дугу.
- Горелка керамическая.
- Устройство для обдува сварной зоны аргоном.
- Баллон для аргона.
- Электрод и присадочная проволока.
 Примерная стоимость сварочных аппаратов на Яндекс.маркет
Примерная стоимость сварочных аппаратов на Яндекс.маркет
В качестве дополнительных опций может выступать регулятор времени по обдуву аргонов, шланги и фитинги и пр.
Если требуется рассчитать экономическую эффективность дуговой сварки в защитном газе, то, помимо стоимости самого сварочного аппарата, нужно учесть цену расходных материалов: присадочных прутков, проволоки, аргона в баллонах, шлангов с разными размерами и пр.
Присадочная проволока производится из различных материалов: алюминиевых, чугунных, нержавеющих, медных и пр.
 Примерная стоимость сварочной проволоки на Яндекс.маркет
Примерная стоимость сварочной проволоки на Яндекс.маркет
Аргон подается из специальных баллонов со стандартным рабочим давлением 150 АМ. Баллоны бывают различного объема: на 5,10,20,40 литров и пр. Именно газ выступает основным и наиболее дорогим расходным материалом при данной сварке.
 Примерная стоимость баллонов с аргоном разных объемов на Яндекс.маркет
Примерная стоимость баллонов с аргоном разных объемов на Яндекс.маркет
Шланги, фитинги и прочие детали для работы часто изнашиваются, поэтому они подлежат периодической замене.
Также нельзя забывать, что для проведения работ нужны средства индивидуальной защиты: перчатки, маска, роба.
Этапы выполнения
При выполнении аргонодуговой ручной сварки необходимо придерживаться следующего алгоритма действий:
- Настроить сварочный режим.
- Очистить соединяемые металлы.
- Включить на рукоятке горелки кнопку для подачи защитного газа в сварную зону (горелку следует взять в правую руку). Это нужно сделать примерно за 20 секунд до начала сварки. Присадочная проволока должна быть в левой руке.
- Горелка опускается так, чтобы между электродом и поверхностями осталось расстояние до 2 мм. Электрод из горелки должен вставляться в горелку, чтобы на поверхности оставался стержень длиной не более 5 мм.
- Включить сварочный аппарат и передать напряжение на электрод. Между ним и металлом возникает дуга, а из горелки подается в зону сварки аргон. Присадочная проволока под действием электрической дуги расплавляется и покрывает зазор.
- Осуществить медленное движение вдоль шва.
Электрод желательно не зажигать при помощи соприкосновения со свариваемыми металлами, как при обычной сварке, для этого используется осциллятор (он подает высоковольтные импульсы для зажигания дуги). Без него вольфрамовый электрод загрязняется.
Что влияет на качество и размеры сварного шва
Для правильной сварки нужно соблюдение четырех базовых принципов:
- Правильные настройки: для удержания нужной дуги необходимо отрегулировать подачу газа, тока, прута и пр.
- Мастерство сварщика, которое гарантирует непрерывное создание качественного шва.
- Правильно организованное рабочее место. В данном случае важно наличие жаропрочного стола, возможность фиксации детали, хорошая вентиляция и пр.
- Правильная настройка оборудования для работы.
Знание определенных правил при сварке аргоном позволяет добиться высокого качества сварного шва:
- Для создания узкого и глубокого шва стоит придерживаться только продольного движения электрода и горелки. Любые поперечные движения и отклонения уменьшат качество соединения. Поэтому в процессе сварки нужна аккуратность и внимание сварщика.
- Чем длиннее сварочная дуга, тем шире получается шов и меньше его глубина. В конечном итоге от этого снижается качество соединения. Поэтому в процессе рекомендовано как можно ближе держать неплавящийся электрод к стыку.
- Подачу присадочной проволоки нужно производить как можно более равномерно и плавно, резкая подача недопустима.
- Газ лучше подавать с противоположной стороны сварочной дорожки. Это, конечно, увеличит его расход, но существенно увеличит качество.
- Присадочная проволока вместе с электродом обязательно должны находиться в сварочной зоне, прикрытой аргоном, чтобы не допускать сюда азот и кислород.
- Проволока подается перед горелкой с электродом под углом, что обеспечивает ровность шва и небольшую его ширину.
- Важно достигать хороших значений проплавленности. В аргонодуговой сварке она определяется по визуальному осмотру шва: если он округлый и выпуклый, то это свидетельство недостаточного проплавления поверхности.
- Сварка под аргоном не должна начинаться и заканчиваться резко, иначе будет открыт доступ кислорода и азота в сварную зону. Рекомендуется начать сварку через 15-20 секунд после подачи инертного газа, а заканчивать за 7-10 секунд до выключения горелки. Это требуется, чтобы материал успел кристаллизоваться в среде аргона без воздействия кислорода.
- Перед тем как сварить большие изделия, нужно сделать пробные швы на небольших заготовках или на неважном участке.
Перед началом работы металлические изделий необходимо очистить и обезжирить.
Для снижения финансовых затрат на сварку можно использовать не только чистый аргон, но и его смесь с иными газами.
Режимы
Сварка под аргоном пройдет максимально качественно при правильном выборе ее оптимального режима. Выбор режима основывается на следующих составляющих:
- свойства свариваемых металлов. Они определяют выбор направления подачи тока и полярности. Например, для сварки стальных конструкций применяется постоянный ток прямой полярности, для сварки алюминия и бериллия – постоянный ток с обратной полярностью;
- сила тока. Она выбирается на основе диаметра электрода, который применяет сварщик; на основе типа металла для сварки, толщины металлов и из полярности. Например, для сварки титана режим работы определяется по следующим параметрам, из которых следует, что чем толще соединяемый металл, тем больший диаметр должен быть у вольфрамовых электродов:
| Толщина материала | Диаметр электрода, мм | Сила тока, А |
| от 0,3 до 0,7 | 1,6 | 40 |
| от 0,8 до 1,2 | 1,6 | от 60 до 80 |
| от 1,5 до 2,0 | 2 | от 80 до 120 |
| от 2,5 до 3,5 | 3 | от 150 до 200 |
- длина сварочной дуги. От нее зависит напряжение (как отмечалось, длина дуги напрямую влияет на качество шва);
- расход газа зависит от силы и равномерности его подачи горелкой. Специалисты рекомендуют избегать пульсаций.
Преимущества и недостатки
Аргонодуговая сварка обладает своими преимуществами и недостатками. Ключевыми достоинствами ее являются:
- Процесс обеспечивает невысокую температуру нагрева. Это сохраняет форму и размеры заготовок.
- Инертность аргона обеспечивает высокую защиту сварной зоны.
- Процесс сварки предельно простой и ему легко обучиться (хотя без обучения приступать к сварке не представляется возможным).
- В процессе применяется дуга с высокой мощностью, что обеспечивает оперативность сварки.
- Технология позволяет соединить разные разновидности металлов, которые невозможно скрепить другими способами.
- Требуется редкая замена электродов.
Высокое качество получаемых аргонодуговой сваркой сварочных швов позволяет применять метод в отраслях, в которых высока потребность в качественной сварке металлов. В частности, способ допускается применять и нашел распространение в авиационной, атомной, пищевой промышленности, медицине, машиностроении.
Дополнительными преимуществами автоматической сварки является оперативность при соединении нескольких деталей, а также исключение фактора человеческих ошибок. Для обслуживания такой установки требуется минимальное количество персонала.
Недостатками процесса является сложное сварочное оборудование, в котором сложно провести настройку режимов. Это ограничивает использование метода новичками: от сварщика требуются опыт и сноровка. Когда в процессе соединения нужна высокоамперная дуга, то сварщику необходимо продумать дополнительное охлаждение стыков.
Также нужно обеспечить хорошую защиту от ветра и сквозняка, чтобы не потерять аргоновую защиту, что усложняет практическое применение метода. Поэтому такую работу рекомендовано выполнять в закрытых помещениях. При ручном способе ограничением метода является низкая стоимость выполнения работ.
Ограничением в применении автоматической установки является невозможность сварить любые нестандартные швы, дороговизна техники, ограничения по параметрам настройки, при сбое в работе аппарата бракованной может стать вся партия изделий.
Еще один недостаток способа – высокая стоимость аргона. На практике сварщики иногда заменяют его гелием и углекислым газом, но подобная замена возможна не всегда: все зависит от типа металла, который предстоит сварить.
Безопасность при сварке
Практически все правила безопасности по проведению сварки в аргоне касаются предварительной подготовки к процессу. Вероятность возникновения опасной ситуации минимальна при правильной подготовке. Приведем базовые принципы для обеспечения безопасности при сварке аргонным способом:
- Специалист не вправе проводить настроечные и ремонтные процедуры при работающем аппарате.
- От источника газа до источника огня должно быть как минимум 10 метров.
- При автоматической сварке не допускается проведение никаких манипуляций. Это может не только нарушить технологию, но и навредить здоровью.
- Перед началом работ требуется проверить заземление сварочного аппарата, надежность крепления шланга для подачи аргона и воды (если предполагается охлаждение горелки водой), проверить пломбы на манометрах, резьбу на накидных гайках, изоляцию рукоятки держателя.
- На аппаратах автоматической сварки со стороны сварщика устанавливают откидной щиток со светофильтром. Электропроводка и трубки заключаются в общий резиновый шланг. Горелки не должны иметь открытых токоведущих частей.
- Рукоятки горелок покрывают материалом и щитком, защищающими руки сварщика от ожогов.
- В процессе сварки некоторых металлов (в частности, меди и алюминия) выделяются ядовитые газы, поэтому в помещении должна быть обеспечена хорошая вентиляция, или организована подача воздуха.
- В исключительных ситуациях проводить работу следует в противогазе. Для того чтобы избежать ожоги горячим алюминием, на горизонтальных швах используют формовочные прокладки, а на вертикальных – подвижные шторки.
- Очистку присадок из алюминия в растворе едкого натра следует проводить с использованием резиновых перчаток и очков для защиты.
Таким образом, аргонодуговая сварка позволяет качественно сварить металлы особого типа, которые невозможно соединить другими способами. Это алюминий, медь и цветные металлы. При стандартной сварке получить качественный и надежный шов для соединения тугоплавких заготовок не представляется возможным. Особенностью сварки является ее проведение в среде защитного газа. Аргон обеспечивает надежную защиту сварочной зоны от влияния внешних неблагоприятных факторов.