Инструменты

Вагонка – распространенный отделочный материал, завоевавший популярность благодаря своим достоинствам: экологической чистоте, легкости в обработке и привлекательному внешнему виду.
Облицовочную доску можно приобрести в готовом виде, а можно изготовить своими руками при помощи специального деревообрабатывающего станка.
Рассмотрим, что собой представляет станок по изготовлению вагонки, какие модели используются на производстве и в быту, и как не ошибиться, выбирая деревообрабатывающее оборудование.
Содержание
- Применение вагонки: преимущества и недостатки облицовочного материала
- Нужно ли покупать станок для изготовления вагонки?
- Описание и принцип работы станка для изготовления вагонки
- Обзор моделей деревообрабатывающих станков разных производителей
- Дополнительное оборудование для изготовления вагонки
- Советы по выбору деревообрабатывающего станка
Применение вагонки: преимущества и недостатки облицовочного материала
Несмотря на изобилие современных отделочных материалов, таких как пластик и гипсокартон, древесина, по-прежнему остается в списке наиболее востребованных строительных материалов.

Большой популярностью пользуется вагонка – строганная доска из дерева лиственной или хвойной породы с однотипными стыковочными элементами (шпунт и паз), обладающая естественным уровнем влажности.
Вагонка является универсальным строительным материалом, который используют для наружной и внутренней отделки жилых помещений, веранд, беседок, лоджий и т.д.

Достоинства и недостатки вагонки во многом зависят от типа древесины, но существуют и общие преимущества этого материала:
- Простота обработки и монтажа.
- Неприхотливость в уходе.
- Долговечность – срок эксплуатации материала около 15 лет.
- Натуральность и эколологичность отделочного материала.
- Возможность выровнять поверхность (стены, потолок) без подготовительных действий.
- Под вагонкой можно скрыть линии коммуникаций.

- Высокие декоративные качества. Вагонка используется для реализации дизайнерских проектов любой сложности.
- Стойкость к температурным колебаниям.
- Древесная вагонка поглощает избытки влажности во время «сырой» погоды и компенсирует недостаток влаги при жаре.
- При обработке лаком или краской вагонка сохраняет первоначальный внешний вид десятилетиями.



К числу недостатков вагонки из дерева можно отнести:
- Стоимость вагонки выше, стоимости пластика и гипсокартона.
- Древесина – легковоспламеняющийся материал, поэтому при ее использовании надо строго придерживаться правил пожарной безопасности.
Нужно ли покупать станок для изготовления вагонки?
Даже самый примитивный станок для изготовления вагонки стоит не дешево, поэтому перед его покупкой надо для себя определить: будет ли такое приобретение рентабельным?
Аргументы в пользу того, чтобы купить станок для изготовления вагонки:
- Стоимость обрезной доски – основного сырья для изготовления вагонки, значительно ниже готового изделия. Поэтому себестоимость строительства с применением самостоятельно изготовленной вагонки, снижается.
- Деревообрабатывающий станок может стать основным или дополнительным источником дохода. Вагонку можно производить на продажу – это значительно сократит срок окупаемости оборудования.
- Появляется возможность самостоятельно контролировать качество используемого сырья и продукции на выходе. Это особенно важно, при строительстве жилого дома.
- Дополнительные возможности оборудования. Обычно, при помощи станков для производства вагонки, можно изготовить брус, плинтуса, наличники и прочие строительные материалы из дерева.


Если для реализации проекта требуется небольшое количество вагонки, а организация бизнеса по переработке древесины не входит в ближайшие планы, то в быту можно использовать ручной фрезер или самодельный станок для изготовления вагонки.

Описание и принцип работы станка для изготовления вагонки
Фигурный профиль вагонки – это результат обработки пиломатериалов при помощи специальных фрез.

Профиль вагонки может быть образован на обычном фрезерном оборудование, но однопрофильный станок за один проход сможет обработать лишь одну грань заготовки, а для шлифовки и обработки других сторон доски придется использовать другие инструменты. Такой вариант не подойдет для массового производства вагонки, так как производительность таких станков будет слишком низкой.

Более удобный – четырехсторонний многошпиндельный станок, обрабатывающий сырье из древесины одновременной с четырех сторон. Выход готового изделия происходит за один проход рабочего материала.

Станки для вагонки обладают следующими техническими особенностями:
- Станки имеют сложную конфигурацию, так как рассчитаны на выполнение большого количества операций. Станина станка обычно оснащена несколькими шпинделями (до для фрез под вагонку. Это необходимо для того, чтоб изготавливать стандартные размеры вагонки и под заказ – по индивидуальным чертежам.
- Станок имеет очень мощные механизмы захвата и подачи деревянных заготовок, которые обеспечивают высокую скорость изготовления продукции.
- Основание станка – максимально прочный стол необходимой длины. Стол удерживает рабочие механизмы станка, которые имеют достаточно внушительный вес.
- Станок оборудован кожухами, которые предотвращают попадание пыли и мусора на внутренние части устройства.
- Погрешность в изготовлении вагонки – минимальна. Это достигается за счет точной подачи деревянных брусьев.
 для фрез под вагонку. Это необходимо для того, чтоб изготавливать стандартные размеры вагонки и под заказ – по индивидуальным чертежам.
для фрез под вагонку. Это необходимо для того, чтоб изготавливать стандартные размеры вагонки и под заказ – по индивидуальным чертежам. 


Главными узлами деревообрабатывающего станка для вагонки являются:
- Узел, подающий сырье на обработку. От точности настройки и работы этого элемента зависит параллельность плоскостей готового изделия.
- Узел размещения строгальных элементов и фрез. Основная характеристика этого элемента – скорость вращения заготовок.

Скорость вращения заготовок на фабричных станках достигает порядка 5000 оборотов в минуту – это обеспечивает высококачественную обработку поверхности материала
Обзор видов и моделей деревообрабатывающих станков разных производителей
Ассортимент оборудования для переработки древесины и изготовления вагонки насчитывает десятки разных моделей, выпускаемых как зарубежными, так и отечественными производителями. Рассмотрим наиболее популярные станки для вагонки.
Станки Nortec серии GL и GA относятся к оборудованию тяжелого класса. Станок осуществляет четырехстороннюю обработку древесины. Количество и расположение шпинделей в станке варьируется от 5 до 9 штук.

Станок Nortec стандартной комплектации имеет следующие технические параметры:
- опциональная ширина заготовки – 25 см;
- высота заготовки – до 23 см;
- количество подающих роликов – 5-7 шт;
- есть возможность высокоскоростной подачи материала;
- станок дополнительно можно оборудовать контр-опорой с гидравлическим самоцентрирующим зажимом;
- наличие сенсорного дисплея облегчает процесс программирования станка.
Хорошо зарекомендовали себя на отечественном рынке четырехсторонние станки Beaver, страна производитель – Китай, качество контролируется европейскими учредителями компании.
Максимальная скорость подачи станка Beaver – 60м/мин

Компания выпускает широкий модельный ряд станков: от типовых станков с четырьмя шпинделями до мощных агрегатов с восьмью шпинделями. Например, Beaver 513, оснащенный пятью шпинделями – универсален, так как может работать в цеху или автономно. Целевое назначение станка – обработка древесины для различных столярных целей.
«Облегченные» варианты станков для вагонки выпускает компания Haskovo (Австрия). Оборудование с четырьмя или пятью шпинделями наиболее удобно в управлении, имеет простой и понятный интерфейс, а качество готовой продукции не уступает более «тяжелым» и дорогим станкам компаний конкурентов.

Станок Haskvono – оптимальное решение для новичков деревообрабатывающего мастерства
Станки компании Quadro имеют высокую производительность (200 м/мин), достаточно массивны и используются в основном в крупном производстве. Станки оснащены дополнительными опциями, позволяющими повышать эффективность изготовления вагонки.

Главное достоинство станков Quadro – очень высокая скорость подачи материалов, превышающая показатели других моделей в три раза
Линейка станков компании V-Hold (Китай) насчитывает более десяти разновидностей моделей. Среди них хорошим спросом пользуется станок VH-V520 с такими техничесими характеристиками:
- длина и ширина заготовки – 300 и 200 мм соответственно;
- скорость подачи материала – до 24 м/мин;
- скорость оборотов – 6000 об/мин;
- длина подающего стола – 1800 мм;
- масса оборудования 3200 кг;
- суммарная мощность – 36 кВт.
Станок VH-V520 – надежен, универсален, легок в управлении, но может использоваться для обработки только мягких пород дерева
Станкам итальянского производителя Griggio присущи следующие достоинства:
- оптимальное соотношение цена/качество (среди прочих европейских брендов компания отличается лояльной ценовой политикой);
- высокое качество оборудования;
- гарантийные обязательства и сервисное обслуживание техники;
- предварительная обработка заготовок при пусконаладке;
- оснащенность универсальным шпинделем, способным разворачиваться на 360 °.

Характеристики станка G230/5U:
- длина материала заготовки – 480 мм;
- длина подающего стола – 2200 мм;
- скорость оборотов – 6000 об/мин;
- масса оборудования – 1800 кг;
- общая мощность всех двигателей – 7,5 л/с;
- количество шпинделей – 5;
- скорость обработки материала – 6-12 м/мин;
- оснащен удобной фронтальной панелью.
Все оборудование компании Griggio проходит тестирование на качество, надежность и безопасность
Среди моделей деревообрабатывающих станков для изготовления вагонки отечественного производства наиболее популярны:
- С 26-5;
- Старт-160.
Достоинства станка С26-5:
- настройка станка происходит быстро (10-15 минут);
- станок универсален – может выдавать вагонку, строганный брус, доски для пола;
- может обрабатывать сухую и влажную древесину, благодаря тому, что заготовка подается верхними и нижними ведущими вальцами с косым рифлением;
- доступная стоимость.
Технические характеристики модели С 26-5:
- длина заготовки – 630 мм;
- ширина заготовки – до 260 мм;
- частота оборотов фрез – 5000 об/мин;
- производительность – около 2-2,5 м3/час;
- количество шпенделей – 5-6;
- вес станка – 3560 кг;
- скорость подачи – 10-40 м/мин (изменяется при помощи вариатора).
- суммарная мощность – 30 кВт;
- станина станка – цельнолитая, чугунная.

Станок Старт-160 обладает существенными преимуществами:
- быстрое изменение размеров изделия во время работы, благодаря бесступенчатой регулировке;
- очень высокая скорость вращения шпинделей (5800 об/мин) обеспечивает гладкую поверхность и хорошее качество готовому изделию;
- за подачу заготовок отвечает мощный редуктор – это позволяет добиться надежности и точности изготовления вагонки;
- наличие системы, защищающей материал от обратного выброса;
- отсутствие торцевого и радиального биения инструмента.
Технические параметры Старт-160:
- длина заготовки, минимум – 500 мм;
- ширина и толщина заготовки – до 160 и 60 мм соответственно;
- количество шпинделей – 4;
- скорость подачи материала – до 30 м/мин;
- длина приемного стола – 4000 мм;
- масса оборудования – 700 кг;
- габариты станка (мм) – 3000*950*1850.
Отечественное оборудование дешевле зарубежных станков для изготовления вагонки (цена новой модели Старт-160 – 350000 рублей)
Дополнительное оборудование для изготовления вагонки
При наличии дополнительного оборудования можно наладить полный цикл производства вагонки. Для этого, кроме станка по изготовлению вагонки, понадобятся:
- Пилорама. Подойдет недорогая и простая в использовании машина – «Тайга Т-2М». Электрическая пилорама распиливает разные породы деревьев (максимальная длина бруса – 6500 мм, диаметр – 800 мм). Производительность машины – 8 кубов материала за смену (8 часов). Пилорама перемещается вдоль бревна ручным способом.
- Сушильная камера. Необходима для просушки материала перед распилом (влажность древесины должна быть не более 15%). Обычно сушильная камера изготавливается на заказ. Технология сушки и цена оборудования во многом определяется размерами самой камеры.

Советы по выбору деревообрабатывающего станка
Прежде чем совершить покупку необходимо выбрать оптимальную модель станка и проконтролировать качество оборудования.
При выборе типа станка для вагонки следует учесть:
- Производительность механизма. Для четырехсторонней обработки сырья небольшой толщины лучше использовать станок с невысокой скоростью подачи материала. Это оптимальный вариант производства вагонки для бытовых нужд.
- Для масштабного производства понадобится станок с высокой скоростью подачи сырья.
- Стоимость фрез для станка во многом определяет стоимость самого оборудования.
- При покупке надо обращать внимание на мощность станка. Высокий показатель мощности обеспечивает минимальную погрешность изготовления вагонки.
- Стол станка должен быть прочным. Во время работы не должно быть никаких вибрационных помех.



При правильном и аккуратном использовании станок для изготовления вагонки станет отличным подспорьем во время строительства, а затраты на его приобретение быстро окупятся, если наладить производство вагонки под заказ.
Как сделать шпунтованную доску своими руками
Пол пришёл в негодность и необходимо срочно сделать ремонт. Какой материал выбрать для финишной отделки, чтобы приятно было ходить босиком и покрытие выглядело аккуратно, свежо и уютно? Прекрасным решением будет использование натурального природного материала — древесины. Современные технологии позволяют из обычного дерева сделать прочную и привлекательную шпунтованную доску для пола своими руками.
Что такое шпунтованная доска
Классическая обрезная доска используется для отделки пола уже много веков. В результате получается тёплый и ровный пол, но есть у такого покрытия недостатки, которые снижают комфортность:
- назойливый скрип половиц, избавиться от которого бывает очень трудно;
- щели между досками, через которые проходит влага и холодный воздух;
- опасные для кожи занозы и неровности;
- торчащие шляпки гвоздей.

Доска шпунтованная — это обрезная доска пола, с боковыми поверхностями, обработанными под шпунт для более качественной укладки.
Сегодня пол из деревянного массива лишён неприятных минусов, хотя для его создания применяются традиционные сорта лиственных, дубовых и хвойных пород:
- лиственница прекрасно выдерживает механические нагрузки, она устойчива к истиранию и не гниёт при повышенных показателях влажности. Такой пол можно использовать на улице для строительства террас и веранд, не требуется покрывать лаком, при желании можно использовать бесцветное или тонирующее масло для ухода;
- дуб имеет плотную и твёрдую древесину, дубовый пол прослужит долго и не поцарапается от стульев или каблуков;
- сосна и ель отличаются мягкостью, они приятны на ощупь, но требуют покрытия лаком.
Выпускается также доска из берёзы, ольхи, ясеня, красного дерева, тика, других ценных и экзотических пород древесины.
Для чего нужна и где применяется
Этот природный материал используют в строительстве для укладки финишного напольного покрытия и чернового пола в частных домах и квартирах, на балконах и лоджиях, верандах и террасах, саунах и общественных помещениях.
Для производственных и коммерческих помещений с большим количеством людей и техники, необходимостью частой влажной уборки и постоянными механическими нагрузками использование деревянных досок для пола не рекомендуется.

Ольха и осина по действующему ГОСТу 8242 может использоваться для настила полов только в жилых комнатах. Из дешёвых досок сорта С делают обычно черновые полы.
Подробнее про то, что такое массивная доска, какие бывают виды и сорта, преимущества и недостатки материала, а также, отличие от других видов покрытия, вы узнаете в статье: https://pol-master.com/pol-pokritiya/massivnaya-doska-dlya-pola.html.
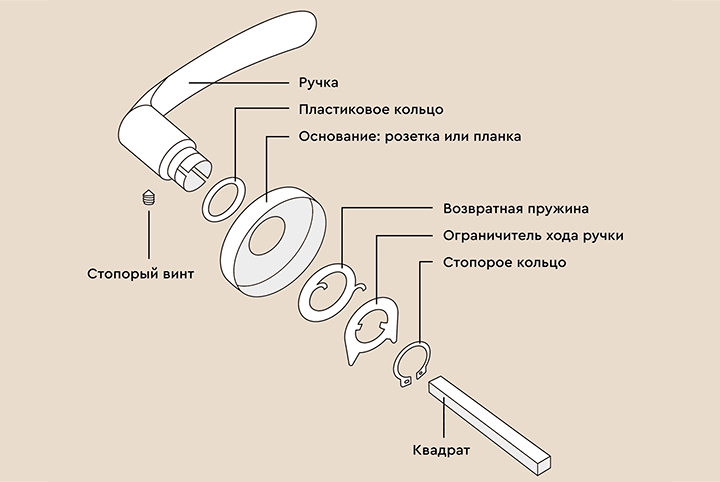
Как устроена
Шпунтованная доска имеет свои конструктивные особенности, благодаря которым она обретает улучшенные технические характеристики для создания качественного чистового пола:
- на боковых торцах сделаны специальные замки, состоящие из выступа, так называемого шпунта, на одной стороне и паза, идеально подходящего для шпунта на другой стороне доски. Благодаря такой конструкции доски соединяются между собой, плотно прилегая друг к другу без щелей, образуется единое полотно. Выпускаются материалы со шпунтами только на длинных торцах досок, а есть и модели с замками по всему периметру;
- верхняя лицевая поверхность доски обработана на высокоточных шлифовальных станках и отличается повышенной гладкостью, она полностью готова к эксплуатации и не нуждается в финишной обработке;
- на нижней части планок пропилены специальные канавки для вентиляции досок и поддержания уровня влажности при укладке полов на сплошное основание без создания каркаса, например, на бетонную стяжку или наливной пол. Делаются один или два широких паза глубиной до 3 мм либо несколько узких канавок.

Размеры таких досок приведены к нескольким стандартным габаритам для лёгкости расчёта расхода материала и удобству в укладке. Длина доски обычно выбирается равной длине комнаты. Возможно изготовление и более длинных или толстых планок по индивидуальным заказам.
- длина варьируется от 100 до 400 см;
- ширина достигает от 8,5 до 10 см;
- толщина бывает от 2,5 до 3,5 см.
Преимущества и недостатки материала
Усовершенствованная с помощью современных технологий шпунтованная половая доска имеет массу преимуществ перед обычной обрезной:
- замковое соединение даёт равномерное распределение нагрузки, плотное прилегание и отсутствие щелей между досками, более высокие показатели теплоизоляции и шумопоглощения. Пол выглядит как единое бесшовное полотно, его не нужно циклевать;
- срок службы шпунта составляет несколько десятилетий. Ремонт успеет надоесть, а выглядеть будет всё так же великолепно. В таком случае можно отшлифовать поверхность и придать ей другой тон с помощью морилки или цветного лака;
- Стандартные размеры позволяют легко заменить отдельную планку или скомбинировать различные сорта древесины в оригинальный ансамбль;
- гладкая лицевая сторона материала выглядит роскошно сразу после покупки, она не требует дополнительной шлифовки, её можно покрывать лаком или защитными составами без риска поднятия ворса, по ней приятно и безопасно ходить босиком;
- абсолютная экологическая безопасность этого природного материала и бесклеевое соединение позволяют использовать его в детских комнатах и спальнях. Антистатический эффект не притягивает пыль к поверхности пола и облегчает уход;
- благодаря наличию шпунтов и канавок на тыльной стороне изделия пол более устойчив к воздействию влаги, не коробится, не рассыхается, не скрипит. Нижняя вентиляция препятствует развитию грибка и плесени;
- простота монтажа позволяет уложить чистовой пол даже начинающему специалисту, что значительно снижает стоимость ремонта;
- разнообразие пород древесины, способов обработки и различных декоративных эффектов даёт широкие возможности для украшения интерьера и придания дому неповторимого стиля.

Ровный и красивый деревянный пол необходимо дополнить плинтусом, чтобы получить законченный вид помещения. О том, как прикрепить плинтус к полу, вы можете прочитать в материале: https://pol-master.com/pol-pokritiya/plintus/kak-prikrepit-plintus-k-polu.html.
Есть у шпунтованной доски недостатки, как и у любого натурального материала:
- низкая устойчивость к воздействию воды, при постоянном намокании материал может разбухать и гнить. Для решения этой проблемы древесину пропитывают антисептиками, а также покрывают защитными маслами, восками, лаками;
- высокая стоимость материала обусловлена его натуральностью, качеством исходного сырья и сложностью технологии обработки;
- пожарная опасность снижается путём пропитки антипиренами, препятствующими возгоранию дерева.
Как сделать шпунтованную доску своими руками
Ещё одним немаловажным достоинством шпунтовки является возможность её изготовления своими руками при наличии определённых навыков по деревообработке. Эта кропотливая работа требует свободного времени и знания тонкостей технологии, а также правил выбора качественного сырья. По внешнему виду и состоянию материала доска разделяется на следующие сорта:
- экстра — самый дорогостоящий сорт, на его поверхности нет сучков и дефектов, он имеет абсолютно гладкую, однородную структуру;
- А — сорт высокого класса, но на его поверхности допускаются небольшие пятна и потемнения без наличия сучков или иных дефектов древесной структуры;
- В — самый популярный сорт средней ценовой категории. Сучки и другие включения и пятна на его поверхности не портят общий вид, а создают дополнительный декоративный эффект натуральности;
- С — дешёвый сорт с допустимыми различными неоднородностями структуры и сквозными сучками.
Определившись с сортом, следует обратить внимание на другие критерии выбора исходного пиломатериала:
- влажность должна составлять 10–15%, а в идеале до 8%, таких показателей добиваются с помощью промышленной сушки в специальных камерах, после которой доска приобретает свой стабильный размер и больше усыхать не будет. Определить качественную сушку можно по блестящей поверхности и звонкому звуку при постукивании, а высокий уровень влажности определяется по наличию конденсата на внутренней стороне полиэтиленовой упаковки;
- целостность упаковки позволит сохранить низкий уровень влажности и качество сырья, при покупке следует также проверить наличие сертификатов, чеков и другой сопроводительной документации, рекомендуется выбирать продукцию известных крупных брендов, которые заслужили доверие потребителей, дешёвая доска неизвестного производителя может быть низкого качества;
- нарушения геометрии и гладкости шлифовки, особенно у товара высокого класса, недопустимы, они усложнят укладку и могут испортить внешний вид готового покрытия. Эти параметры проверяются визуально и вручную;
- при сочетании нескольких разных пород дерева следует подбирать доски одного стандартного размера, чтобы уменьшить количество обрезков. Порода древесины зависит от назначения помещения и планируемых нагрузок, условий эксплуатации.
Необходимые материалы и инструменты
Доски куплены, теперь можно начинать работу.
На крупных заводах шпунтование производится на высокоточных станках с программным управлением.
Для домашнего шпунтования понадобятся следующие инструменты и материалы:
- рулетка, уровень, линейка, угольник, карандаш для разметки;
- пропитка от огня и биологических поражений;
- электролобзик или ножовка для коррекции размеров;
- фуганок с функцией отбора четверти, фрезерный станок;
- струбцины для фиксации заготовки.
В случаях, когда нельзя использовать массивные доски для пола, хорошим вариантом может оказаться покрытие пола инженерной доской. Что такое инженерная доска и как ее монтировать, расскажем на нашем сайте: https://pol-master.com/pol-pokritiya/trehsloynaya-inzhenernaya-doska.html.
Пошаговый процесс изготовления
Конечно, добиться производственного класса досок сорта экстра в домашней мастерской не получится, но сделать замковое соединение и в дальнейшем получить красивый ровный пол без скрипа и щелей — вполне по силам.
Этапы работ, которые нужно выполнить:
- Перед работой следует подержать купленное сырьё в помещении несколько часов для адаптации к температурному режиму и влажности. Сухую чистую готовую к обработке доску необходимо закрепить на рабочем столе струбцинами так, чтобы она не шаталась и не смещалась в процессе работы.
- Отмерить по длинной стороне середину торцевой боковой поверхности и нанести разметку для замкового соединения.



Видео: как сделать шпунтованную доску своими руками
Шпунтованная доска прослужит десятки лет, если материал выбран правильно и шпунтование сделано не спеша и аккуратно. После укладки полы желательно покрыть несколькими слоями защитного лака, тогда их можно будет мыть, передвигать тяжёлую мебель и ходить по ним на шпильках без риска поцарапать или продавить. Твёрдые породы, устойчивые к механическим воздействиям можно покрыть специальным маслом, которое подчеркнёт красоту и выявит фактуру древесины.
Станок для изготовления половой доски

Евровагонка, блок-хаус, половые доски с пазовыми торцами и аналогичные погонажные изделия из дерева относятся к востребованным и дорогим материалам, при наличии доступного сырья и потребности в большом объеме целесообразно рассмотреть вопрос приобретения специальных приборов для их изготовления своими руками. С учетом высоких требований к геометрической точности такой продукции и сложностей при выборке пазов лучшие результаты достигаются при использовании станков, обрабатывающих заготовку за один проход, с возможность регулировки шпинделей.
- Наличие или отсутствие автоматизированного управления.
- Число шпинделей (варьируются от 4 до и способ управления ими (ручной или механизированный). Чем больше зажимных валов, чем сложнее и точнее получается заготовка.
- Тип станины (цельная или сборная) и материал ее изготовления.
- Мобильность оборудования для производства вагонки. Функционирует после установки и надежного закрепления в стационарном состоянии, но вес и габариты некоторых вариантов позволяют использовать их в качестве переносных, других — нет.
В целом при выборе учитываются:

К преимуществам относят надежность, возможность точной и быстрой регулировки геометрических размеров, высокую производительность, наличие бесступенчатого контроля подачи, удобный доступ ко всем частям, плотное прижимание материалов вальцами и специальными опорными пластинами, хорошее погашение вибраций и многое другое. Настройки систем регулируются с помощью мобильного пульта, Старт 4×160 имеет надежную защиту, исключающую выброс заготовки или ее смещение в ходе обработки. Отклонение размеров не превышает 0,01 мм. Все это в совокупности с доступной ценой и гарантией от 2 лет в разы повышает конкурентоспособность в сравнении с зарубежными аналогами. Рекомендуют купить как для изготовления вагонки в домашних условиях для собственных нужд, так и для выпуска продукции на продажу.

Обрабатывает доски и брус длиной от 900 мм, шириной от 20 до 200 и толщиной в пределах 11-64 мм. Скорость подачи регулируется ступенчато. Оснащен 2 фрезами с ножами прямой конфигурации и 2 наборами горизонтальных, объединенных в единую конструкцию, исключающую воздействие вибрации. Все отдельные узлы имеют защитные корпуса, управление осуществляется напрямую, все кнопки расположены на передней панели.

Этот компактный и многофункциональный станок от известного шведского производителя рекомендуют купить при необходимости профилирования и строжки заготовок, его отличительной особенностью является возможность быстрой смены ножей, отдельная регулировка двигателей каждого шпинделя и качественная обработка древесины вне зависимости от ее твердости. При малом потреблении электроэнергии (суммарная мощность не превышает 12,5 кВт) обеспечивает не менее 500 п.м. евровагонки за 1 ч, надежная термозащита двигателей исключает их перегрев. Долговечность ресурсов обусловлена правильным закреплением верхних и нижних валов, толстой сталью станины (4 мм) и наличием устойчивого чугунного стола.
Этот российский прибор характеризуется высокой функциональностью, по своим показателям он подходит любому деревообрабатывающему предприятию с разными объемами выпуска. Качество и точность изготавливаемой продукции обеспечивает наличие бесступенчатой системы подачи заготовок, помещенных в цилиндр и оснащенных пружинным механизмом регулировки прижимных вальцов, мягких полиуретановых роликов, подхватывающих изделие на выходе, и пазовой фрезы и линейки на первом шпинделе. Единственным минусом LTT MB4013 является ограничение по ширине обрабатываемых досок (130 мм), но на выпуск евровагонки этот фактор не влияет, ее профиль не превышает 12 см.
Стоимость станков
Покупка профессионального станка для изготовления вагонки считается оправданной исключительно при желании наладки постоянного выпуска продукции с целью ее продажи. Полноценной линия станет только при наличии удобного приемного стола, камеры для просушки древесины и оборудования для ее распила.
При профилировании небольшого объема своими силами подойдет ламельный или кромочный ручной резак, при отсутствии опыта такие партии просто покупаются на базах. Альтернативным вариантом является производство своими руками, в этом случае число проходов доски увеличивается несколько раз, качество изделий уступает полученным на профессиональном оборудовании, но для собственных нужд этого будет достаточно.

Станок для изготовления вагонки необходим каждому, кто хочет, например, отделать ею дом или бытовку.
Сделать станок и производить вагонку самому обойдется в разы дешевле, чем закупать готовую продукцию в больших объемах.
При строительных и ремонтных работах вагонка незаменима, она отличается экологической чистотой, легкостью обработки и привлекательным внешним видом.
Конечно, сегодня производители предлагают огромный ассортимент такого товара, но вагонка, сделанная в домашних условиях, всегда будет качественнее и надежнее той, которую можно купить.
Кроме того, имея свой станок для производства вагонки, можно со временем попробовать начать небольшой бизнес.
Однако заводское оборудование также стоит недешево, хоть со временем и окупается. Выход есть — сделать его своими руками, зная все тонкости процесса и понимая, с каким материалом предстоит работать.
Как и из чего делается вагонка?
Примечательно, что для изготовления вагонки необходимы разные породы дерева. Для отделочных работ (как фасадных, так и внутренних) выбирают древесину следующих пород: сосна, лиственница, кедр, ель.
Выбирают вагонку из такого материала еще и потому, что она имеет специфический, приятный и смоляной запах, который наполняет помещение уютом. Конкретно для внутренних работ используют ясень, липу, осину.

Такие деревья менее прочные, но их выбирают за привлекательный внешний вид и цветовой спектр.
Если вы собираетесь изготавливать вагонку своими руками с помощью домашнего станка, то нужно понимать, что она должна отвечать многим требованиям и не уступать той, которую делают по промышленной технологии.
Изготовление вагонки заключается в том, что готовый лист должен быть идеально ровным, без неровностей, деформаций, зацепок. Это достигается шлифовкой.
Также вагонка должна пропитываться специальными растворами, иногда ее покрывают лаком. Это нужно для того, чтобы влага не оказывала такого разрушительного действия на древесину.
Если правильно пропитать древесину, то она будет служить десятилетиями. В зависимости от типа дерева выбирают разные способы разделки.
Например, если речь идет о сосне, то распиливают только нижнюю часть дерева, ведь там меньше сучков.
Лиственница же является дешевой заменой дуба, она отличается высокой прочностью и цельностью структуры волокон.
Как сделать домашний станок?
Станок для изготовления вагонки должен обрабатывать доску сразу с четырех сторон, поэтому его конструкция отличается сложностью, особенно если все делать своими руками.
Важный параметр, по которому характеризуют устройства — это сечение материала, который получается на выходе. Чем больше сечение, тем большей должна быть мощность аппарата.
В первую очередь занимаются сборкой каркаса станка — сюда входит стол и рама. Рабочей поверхности необходимо уделить много внимания.
Поэтому важно обеспечить качественное сваривание всех деталей, особенно если сварка тоже будет проводиться своими руками.
Чаще всего самодельный станок делают из листового прочного железа, потому что стол должен быть узким, длинным и устойчивым.
В середине листа необходимо сделать отверстие, где будут установлены специальные валики. Их приводит в движение электромотор.
Размеры листа позволяют не только делать вагонку с большим сечением, но и улучшить эксплуатационные свойства.
Дело в том, что чем больше будет по массе самодельный станок, тем меньшей будет вибрация во время работы. Повышенная вибрация всегда ставит высокое качество готовой вагонки под угрозу.
Следующим в домашних условиях делают ножевой вал. Пожалуй, лишним будет говорить, что именно от этого компонента зависит качество готового материала, ведь это основная режущая деталь.
Именно поэтому лучше купить готовый вал в магазине, сделать его своими руками практически невозможно.
Дело в том, что профессиональные детали сбалансированы должным образом, правильно отшлифованы, что позволяет не только получить вагонку высокого качества, но и не беспокоиться по поводу безопасности мастера во время работы.
Что же касается привода, то тут лучше отдать предпочтение ступенчатым моделям, благодаря чему можно регулировать подачу материала на обработку.
После этого устанавливают электродвигатель — этот процесс легко провести даже своими руками. Главное, определиться с мощностью. Для бытовых целей хватит параметров от 2 до 5 кВт.
Если брать мощность больше, то можно не добиться нужной аккуратности обработки, а меньшая не позволяет вообще разрезать древесину.
Тут бюджетным вариантом может быть даже старый двигатель из других устройств, например, стиральной машины.
Последними устанавливают прижимные ролики, которые фиксируют деревянные заготовки на листе станка.
Тут также можно использовать ролики из старой стиральной машины или закупить такие детали у фабричных производителей.
Подбор инструментов и другие тонкости процесса
Изготовление станка своими руками возможно, только если у вас есть целый список специальных инструментов.
- сварочный аппарат, можно даже с небольшой мощностью;
- электродрель, в которой есть насадки, справляющиеся с металлами;
- шлифовальная машинка;
- станок для обработки металла;
- токарный станок.
К сожалению, изготовить станок самостоятельно реально только в том случае, если есть опыт работы с фабричным оборудованием. Без всякой практики это банально небезопасно.
Надежность конструкции должна не вызывать сомнений, а создание станка может затянуться даже на месяцы. Альтернативным вариантом будет покупка фрезерного или деревообрабатывающего станка.
На таком устройстве создание вагонки проходит в несколько этапов, однако такой аппарат стоит в разы дешевле, чем профессиональный станок для изготовления материалов.
При работе с режущим оборудованием необходимо все время следить за исправностью инструментов, вовремя заниматься их заточкой и проверять на наличие сколов, неровностей.
Любая шероховатость может стать причиной рикошета части древесины, что нередко вызывает серьезные травмы.
Все ножи и валы должны быть должным образом закреплены — для этого выбирают сверхпрочные болтовые крепления и полностью их затягивают.
Если же вы решили, что изготовить станок для вагонки дома не получится, то необходимо с особым вниманием подходить к выбору оборудования. Изучите все технические характеристики.
Тут стоит отталкиваться от нагрузки, которая будет возложена на конструкцию.
Имеет большое значение, как часто будет использоваться станок, нужен ли он для промышленного изготовления или вагонка изготавливается только для личного строительства.
Если необходимо постоянно изготавливать вагонку, то лучше взять мощный станок, который работает на высоких скоростях с мощностью более 5 кВт. Также различают ручные модели и автоматические.
Для изготовления вагонки в маленьких объемов хватит и ручного станка, для бизнеса нужен автоматический.
Похожие статьи
Оборудование для паркета в России

Итальянские комплекты оборудования и отдельные станки для производства штучного и мозаичного паркета, шпунтованной половой доски, 2-х и 3-х слойной.

Экспортируем в Россию и страны СНГ линию по производству паркета. Приглашаем всех заинтересованных лиц обращаться для консультаций и заказа.
Станок пильный СПП 480 предназначен для пиления деталей художественного паркета. Станок имеет жесткую сварную раму и две независимые стальные.

Продам паркетную линию в состав которой входят: 1) Круглопильный распиловочный станок. 2) Многопильный станок. 3) Кромко-обрезной станок. 4).

Односторонний строгальный станок (роторного типа), модель 16Т – он же Rotoles 400 D-S Ledinek (Словения) В станке для односторонней (сверху).

Оборудование для производства штучного и модульного паркета, 2-х 3-х слойной паркетной доски. Профессионально восстановленное с предоставлением.

Линия по производству ламинированного МДФ Состав линии 1)Рольганг Sorbini – 94 год 2) Sorbini Smartcoater SP1 – 2003 год 3) Cefla TLF/M8/1-R – 94.
Продаю паркетную линию: Комплект предназначен для производства штучного паркета из любой породы дерева (согласно ГОСТ 862.1-85), обеспечивает.

Автоматический двухсторонний шипорезный станок для обработки заготовок различной длины (для производства паркетной доски). Станок не.

Год выпуска – 2006. Предназначен для разделения деревянных заготовок на ламели от 1,5 мм. Ламели в дальнейшем могут быть использованы для: •.

Делительный станок S-4 от немецкой фирмы GEBR. SCHROEDER Делительный станок S-4 от немецкой фирмы GEBR. SCHROEDER предназначен для производства.

Автоматическая Линия непрерывного прессования клееных изделий из дерева: многослойный паркет, мебельный щит, двери, окна и т.п. Патентованная.

Двойной шипорезный станок для производства паркета и паркетной доски (Италия). Б/у. Полностью восстановлен. Протестирован. Находится в рабочем.

Оборудование для производства любых видов паркета и паркетной доски (штучный паркет различных видов, мозаичный паркет, шпунтованная половая доска.

Размеры обрабатываемой заготовки,мм – длина не менее: 630 мм – ширина 25-250 мм – толщина 12-125 мм Количество суппортов: 4 шт. Скорость подачи.

Пожалуйста, указывайте адрес Вашей электронной почты в заявке. Экспортируем в Россию и СНГ линии для производства паркета. Заявки принимаются на.
Для строгания поверхности паркета

A.Costa Righi – Пресс KONTACT K-320 непрерывного действия для изготовления многослойных клееных изделий, 2-х и 3-х слойного паркета

Торцовочный полуавтоматический станок Most d .o. o Raker MPC -180 L Словения. Cтанки 2008 года выпуска расположены Моск обл. Монино Классические.

Пресс для вязки мозаичного паркета на сетку фирмы PWP Тип – KM 720 Год выпуска – 2004 Машинный номер – 09 / 04 Для 3 типов вязки – параллельная -.

Friulmac Floormat C Friulmac line composed : feed type FNSGP, year of Build 2006 and Saw machine model Floormat C, Year built 2007 CE Marked.

Полностью автоматическая Линия, управляется одним (1/3) оператор Производитель A.Costa Righi
Предлагаем имеющеюся в наличие паркетную линию модели лпп-202 изготовленную по проекту A.COSTA RIGHI (ИТАЛИЯ) на старейшем станкостроительном.

Цельная автоматическая линия для профилирования паркетной доски. В отличном состоянии. В составе линии: делительный станок, двухсторонний станок.
Предлагаю твердосплавные пластины для механической обработки металлов, вплоть до фирмы Ботек по цене 60% от рыночной. Если Вас заинтересовало.

Cтанки для изготовления паркета торцовочные шлифовально-калибровальные многопильные и тд. Станки деревообрабатывающие и мебельные б/у в наличии на.

Оборудование для производства штучного и модульного паркета, 2-х 3-х слойной паркетной доски. Италия. Новое и восстановленное с предоставлением.

Толщина кромки: 0,3 – 3 мм Толщина панели: 10-40 мм Скорость подачи: 0 -10 м/мин Мощность двигателя подачи: 0,37 кВт Рабочее давление: 6-8 бар.
- Главные рубрики
- Деревообрабатывающее оборудование
- Волгоградская область (1)
- Московская область и Москва (19)
- Калужская область (1)
- Нижегородская область (1)
- Курганская область (2)
- Ставропольский край (1)
- Ленинградская обл. и Санкт-Петербург (2)
- Липецкая область (1)
Оборудование для паркета купить в России вы можете на сайте Оборудуй.ком. У нас самый широкий выбор предложений от продавцов со всей России. Если вы хотите продать свое оборудование, технику или инструмент, то просто добавьте бесплатно свое объявление
Самостоятельное производство керамзитобетонных блоков — перечень оборудования и материалов

- Материалы
- Оборудование
- Станок
- «Гефест-1»
- «Стром»
- Вибростанки серии «РМУ»
- Бетономешалка
- Рекомендации
Этот строительный материал относится к классу «легких» бетонов и пользуется большой популярностью у частных застройщиков. И причина не только во многих достоинствах, которыми отличаются изделия. Керамзитобетонные блоки привлекательны еще и тем, что можно организовать их самостоятельное производство, имея нехитрое оборудование.
Это особенно ценно, если доставка изделий на место проведения работ сопряжена с определенными трудностями. Например, большое расстояние от пункта продажи, что повышает транспортные расходы, сложность подъезда к месту выгрузки продукции и ряд других.
Бытует мнение, что «самопал» не соответствует тем требованиям, которые предъявляются к стеновым материалам. Это не так. За такие негативные отзывы, а по сути, антирекламу, в первую очередь нужно «благодарить» тех частных производителей, а иногда и просто «кустарей», которые не обращают внимания на технологию изготовления, так как производство требует определенного времени. Для кое-кого из тех, кто делает блоки не «для себя», качество продукции стоит далеко не на первом месте.

Да и многие частные застройщики берутся за изготовление, не изучив до конца все рекомендации и полезные советы специалистов. Если же все делать правильно, то результат получается отличный. Кстати, стеновые блоки, которые изготовлены самостоятельно, могут быть намного лучше по своим характеристикам, чем покупные, так как некоторые Производители не просто не придерживаются технологии, а сознательно ее нарушают, чтобы таким способом добиться снижения себестоимости продукции и повысить доходность продаж.
Понятно, что для самостоятельного изготовления изделий из керамзитобетона нужны исходные материалы и соответствующее оборудование. Остановимся на них подробнее.
Материалы
 Основными компонентами являются гранулированная обожженная глина (наполнитель) и вяжущее (смесь цемента и воды). Для повышения качества готового продукта применяются и различные добавки (в основном – пластификаторы). Последние целесообразно использовать, если производственная территория занимает небольшую площадь. Пластификаторы способствуют более раннему укреплению керамзитоблоков, следовательно, они не будут «залеживаться» на рабочей площадке, а быстрее идти в дело.
Основными компонентами являются гранулированная обожженная глина (наполнитель) и вяжущее (смесь цемента и воды). Для повышения качества готового продукта применяются и различные добавки (в основном – пластификаторы). Последние целесообразно использовать, если производственная территория занимает небольшую площадь. Пластификаторы способствуют более раннему укреплению керамзитоблоков, следовательно, они не будут «залеживаться» на рабочей площадке, а быстрее идти в дело.
Что касается цемента, то специалисты рекомендуют М400. Если применяется другой, то следует делать пересчет пропорционального соотношения компонентов. Например, если используется марка «300», то его доля должна быть увеличена (примерно на 15%). Подробнее о марках цемента читайте тут.
Перед тем, как готовить требуемый состав, нужно внимательно ознакомиться с положениями соответствующих ГОСТ, а также учесть местные условия. В первую очередь – особенности климата.
Оборудование
Станок
На рынке в продаже имеется довольно много моделей. Нужно исходить из того, для каких целей предназначается оборудование.
Одно дело – построить дом, и другое – наладить собственное небольшое производство. Мастера-практики утверждают, что на сегодняшний день есть много хороших отечественных установок и не рекомендуют «гнаться» за импортным оборудованием. Потраченные на него деньги себя вряд ли оправдают, так как никакого «сверхэффекта» от них ожидать не стоит.
В чем «плюс» приобретения оборудования?
- Вместе с ним поставляется и полный пакет соответствующей документации. Причем не только по вопросам «механики», но и по технологии производства.
- Покупка подразумевает возможность как получения исчерпывающей консультации, так и техническую поддержку. По крайней мере, в течение гарантийного периода. Хотя серьезный Производитель «не бросит» своего Покупателя и по окончании этого срока, заключив Договор на постгарантийное обслуживание.
- Можно сделать и спецзаказ, если нужно какое-то нестандартное оборудование. Это будет стоить несколько дороже, зато решит много проблем, так как при строительстве понадобятся изделия разных типоразмеров.
При хорошей загруженности данные установки окупаются меньше чем за год. Кроме того, вибростанки используются не только для производства керамзитоблоков. В некотором смысле они универсальны в применении – подходят для изготовления шлакоблоков и ряда других изделий.
Не для рекламы, а только в качестве «наглядного пособия», чтобы читатель мог ориентироваться в стоимости соответствующих механизмов, несколько примеров.

«Гефест-1»
Эта установка способна за один 8-часовой рабочий день «выдать» до 160 изделий с параметрами 39×19х19 см. Она не занимает большого пространства (0,06 м3), а ее вес (21 кг) позволяет переносить ее в одиночку, что делает возможным работу без помощника. Изготовление блоков ведется по 1 шт. за раз. В комплекте имеется виброкрышка, 1 форма и дополнительные элементы для внутренней оснастки.
Есть и более производительные установки этой марки, которые позволяют осуществлять одновременное изготовление нескольких блоков. Но их стоимость, естественно, выше. Например, изделие на 3 формы обойдется в 22 900 рублей. Кроме них, в комплекте есть специальные приспособления, позволяющие изготавливать блоки пустотелые. Если нужно устройство на 6 форм, то оно будет стоить примерно на 2 000 дороже.
«Стром»
Это модели с большей производительностью (от 400 до 1 200 шт. за смену).
Стоимость лежит в пределах (за комплект) 13 850 – 28 600 рублей.

Вибростанки серии «РМУ»
Расшифровывается как «ручная малогабаритная установка». Ее размеры и вес позволяют перевозить изделие в багажнике автомобиля. Мощность не превышает 200 Вт. Работают от обычной однофазной розетки 220 В.
Модель «1» стоит 13 000 рублей, «2» – 15 980 рублей, «3» – 18 790 рублей.
Можно использовать и более дешевые устройства – вибростолы (описаны тут), но качество готовой продукции будет значительно ниже.

Бетономешалка
Если объем производства планируется небольшой, то достаточно, если вместимость барабана будет от 0,2 до 0,5 м3. Для «поточного» изготовления выбирается более габаритная модель.
Стоимость самых дешевых аппаратов с электроприводом начинается примерно от 6 000 рублей (объем барабана 65 – 70 л). Для индивидуального строительства вполне достаточно.
Нужно учесть, что при ручном замесе качество полученного состава будет невысоким, что скажется на характеристиках готовых керамзитоблоков.
Кроме оборудования, понадобятся:
- производственное помещение. Требования – эффективная вентиляция и отопление (если производство планируется организовать круглогодичное);
- площадка для просушки продукции (блоки должны быть укрыты или навесом, или пленкой). Если на продажу, то нужен еще и «мини-склад»;
- промышленное электроснабжение.
Самодельный станок для производства строительных блоков своими руками

- Разновидности строительных блоков
- Керамзитоблоки своими руками
- Технология изготовления керамзитобетонных блоков
- Производство шлакоблоков своими руками
- Шлакоблок: технология изготовления
- Приготовление шлакоблоков без спецоборудования
- Делаем вибропрессовочный станок
- Делаем шлакоблоки
Современный рынок стройматериалов предлагает большой ассортимент стеновых блоков. Но далеко не всем известно, что удешевить строительство частного дома, дачи, гаража или подсобного помещения вполне реально. Достаточно вместо покупки кирпича или шлакоблока самому заняться их изготовлением. Для этого нужно использовать станок для производства блоков, а если не позволяет бюджет – сделать вибропрессовочный станок самостоятельно.
Недорогие заводские модели вибростанков не отличаются высокой производительностью, но при частном использовании этого и не требуется. Правда, покупать станок, для строительства небольшого дома, где потребуется около тысячи блоков стандартного размера, – будет не совсем выгодно. Поэтому, как вариант, можно рассмотреть аренду оборудования на определенный период. Этого будет достаточно для заготовки стройматериалов впрок.

Заводской станок для изготовления строительных блоков своими руками
В населенных пунктах с небольшой численностью можно и не найти фирму, предоставляющую станки для производства строительных блоков, но находятся умельцы среди знакомых, готовые предложить самодельное оборудование или поделиться секретами его изготовления.
Разновидности строительных блоков
Кирпич по-прежнему остается основным материалом при строительстве высоток, но для малоэтажного строительства дешевле использовать другие стройматериалы. Если исключить древесину, которая нынче дорогостояща, выбор все равно будет разнообразным. Современные стеновые материалы изготавливают из:
- пенобетона;
- шлакобетона;
- газобетона;
- керамзитобетона.

Таблица сравнения характеристик блоков
В качестве наполнителя шлакоблоков используют самые различные и порой экзотические материалы, являющиеся отходами производств: отсев, стеклянный и кирпичный бой, опилки, древесную щепу.
Рассмотрим для начала, как самостоятельно изготавливаются керамзитоблоки и шлакоблоки, как наиболее бюджетные среди всех вышеперечисленных стройматериалов.
Керамзитоблоки своими руками
Если в вашем регионе с керамзитом проблем нет, можете считать, что вам повезло: керамзитобетон, несмотря на дешевизну, встречается в продаже редко, но этот строительный материал характеризуется целым спектром положительных свойств. Для изготовления керамзитоблоков потребуется:
- собственно керамзит;
- цемент;
- песок;
- вода.

Основным материалом для создания смеси будет керамзит мелкой фракции
При замешивании раствора важно придерживаться определенной последовательности: в воду добавляется керамзит, затем – цемент, в завершение – песок. Пропорции раствора следующие: на девять литров воды использовать 54 кг керамзита, 9 кг цемента и 27 кг песка. Получится смесь весом около 100 килограмм, с выходом готовых блоков в количестве 9-10 штук.
Технология изготовления керамзитобетонных блоков
Если нет возможности использовать специализированный станок (такое оборудование стоит недешево), керамзитобетон можно производить в непромышленных масштабах, используя специальные матрицы. Потребуется также соответствующая емкость для раствора, ровная площадка и опалубка, выполненная из дерева или металла в форме буквы «Е».
Сократить временные потери и снизить трудозатраты позволит бетономешалка – стандартное оборудование в арсенале строителя. При дефиците времени проблема решается использованием вибростанка, несложную модель такого станка можно изготовить самостоятельно.
Для этого достаточно к форме приделать маломощный, но высокооборотистый электромотор, превращаемый при помощи эксцентрика в полноценный вибратор. Колебания матрицы заставляют смесь распределяться в форме максимально плотно и равномерно, улучшая прочностные характеристики готовых изделий. Максимальной производительностью обладают вибропрессы, изготовленные в заводских условиях: профессиональные станки оснащаются дополнительным оборудованием, позволяющим автоматизировать процесс, исключив тяжелый ручной труд. Но и стоят такие вибропрессовочные станки немало.
Производство шлакоблоков своими руками
Керамзит – прекрасный и недорогой материал для изготовления строительных блоков, но еще более экономным способом ведения строительства является использование шлакоблоков. Обладая сравнимыми характеристиками по звуко- и теплоизоляции, шлакобетон изготавливается из материалов, стоимость которых на порядок ниже.
Промышленность не заинтересована в том, чтобы изготавливать шлакоблочный строительный материал – экономически выгоднее производить дорогие аналоги (строительные блоки из пенобетона, газобетона, кирпича). Но спецоборудование для формирования блоков из шлакобетона в продаже есть, и немало. Разброс цен на такие вибростанки огромен: от простеньких моделей со статичной матрицей, которые вполне можно собрать и в гаражных условиях из подручных материалов, до полностью автоматизированных линий.
Шлакоблок: технология изготовления
Современный шлакоблок обладает габаритами 188х190х390 мм, полнотелый строительный материал характеризуется достаточной прочностью для обустройства фундаментов и многоэтажного строительства, пустотелые используются во всех остальных случаях. Пустоты могут быть круглой, прямоугольной или квадратной формы, количество варьируется от одной до 8-10 пустот, показатель пустотности лежит в пределах 25-50%. Практически не уступая по прочностным показателям монолитным изделиям, пустотелые шлакоблоки позволяют сэкономить дорогой цемент почти вдвое.

Для быстрого и качественного замеса смеси, желательно использовать строительную бетономешалку
Наполнителем при производстве могут служить:
- угольный шлак;
- мелкофракционный гравий;
- отсев щебня;
- песок;
- отходы кирпича;
- стеклянный бой;
- зола;
- перлит;
- гипс;
- опилки;
- древесная щепа.
При замешивании раствора пропорции будут зависеть от состава наполнителя. Главное условие – чтобы готовый раствор не растекался. Цемент при производстве шлакобетона используется марки не ниже М400, для улучшения эксплуатационных свойств готового изделия, в раствор могут добавляться пластификаторы.

Портативный станок для изготовления шлакоблоков своими руками
Ориентиром при самостоятельном производстве раствора для шлакоблоков может служить заводская рецептура: на семь частей доменного шлака – две части крупнозернистого песка, полторы части цемента и до трех частей воды. Способ проверки соответствия консистенции раствора требованиям простой: бросаем горсть на землю, она должна рассыпаться. Если собрать раствор и сжать его в кулаке, он обратно должен принять форму шара.
Ориентироваться на стандартные габариты не обязательно: изготовление блоков своими руками – процесс индивидуальный, и многие предпочитают наладить производство, используя кратные размеры формы (например, 200х200х400 мм), что упрощает сопряжение с другими конструкционными элементами строящихся зданий.
Приготовление шлакоблоков без спецоборудования
При наличии свободного времени и отсутствии возможности изготовить простейший вибростанок для производства шлакобетона целесообразно использовать форму, в качестве стен и дна которой используются доски или листовой металл. Предпочтительнее одну матрицу использовать для изготовления нескольких блоков из шлакобетона, хотя бы с целью экономии материалов. Для образования пустот в форме для заливки раствора можно использовать бутылки, обрезки металлических труб, деревянные цилиндры или бруски.

Ручной станок, для изготовления шлакоблоков и керамзитоблоков в домашних условиях
Сама процедура несложна: готовим раствор, заливаем шлакобетон в формы, разравниваем, убирая излишки. Спустя сутки блоки можно осторожно достать, разложив для просушки на горизонтальной поверхности. Для защиты от растрескивания и намокания готового материала во время сушки накройте штабеля из шлакобетона полиэтиленовой пленкой.
Использовать самодельные шлакоблоки можно через месяц после их изготовления. Этот момент следует обязательно учесть и заняться изготовлением стройматериалов заранее.
Делаем вибропрессовочный станок
Добавление к вышеописанной схеме производства, шлакобетона, вибратора, предоставляет возможность значительно повысить качество изделий и одновременно ускорить процесс.
Собрать такой станок несложно, при соблюдении всех рекомендаций данное оборудование будет работать не хуже заводских аналогов. Простейший вариант вибропрессовочного станка предполагает использование самодельной матрицы, вибратора и ручного пресса. Для снижения физических нагрузок ручной пресс можно усовершенствовать, задействовав рычажную систему.
Чертеж самодельного станка с вибромотором для изготовления шлакоблока и керамзитоблоков
Набор инструментов и материалов, необходимых для изготовления вибростанка с металлической формой:
- сварочный аппарат;
- болгарка,
- набор ключей;
- тиски;
- листовой металл толщиной не менее 3 мм;
- трубы для создания пустот диаметром 8-10 мм;
- швеллера, полоски металла;
- маломощный электромотор (до 1 КВт);
- соединительные элементы (болты, гайки, шплинты).
Главный элемент станка для изготовления блоков своими руками – матрица, размеры и форма которой выбираются исходя из производственной необходимости.
Последовательность действий при изготовлении самодельного вибростанка:
- Болгаркой из листового материала вырезаем стенки матрицы. Если форма предназначена для изготовления нескольких блочных изделий – предусматриваем присутствие в матрице соответствующего количества перегородок.
- Отрезаем от трубы необходимое число болванок (из расчета 3 штуки на кирпич), высота которых должна быть меньшей высоты матрицы на 3-5 мм. Конусность труб достигается использованием следующего приема: разрезаем трубу до половины и обжимаем заготовку в тисках (для толстостенных труб можно задействовать токарный станок).
Чертеж для изготовления станка с облегченным выдавливанием строительных блоков
- Каждый отрезок трубы заваривается наглухо с обеих сторон.
- Привариваем к трубам пластины, соединяя между собой. Для крепления к стенкам лучше предусмотреть съемное соединение, что позволит при необходимости снимать ограничители для производства монолитных шлакоблоков.
- С помощью сварки закрепляем на длинной наружной стенке болты для крепления электромотора.
- Сверху формы привариваем металлический фартук.
- Делаем пресс в виде толстостенной пластины, предусматриваем наличие отверстий с диаметром, несколько превышающим меньший диаметр труб-ограничителей (чтобы пресс заходил на матрицу на расстояние не более 50 мм).
- Привариваем к прессу ручки.
- Устанавливаем мотор. На вал электродвигателя привариваем эксцентрик (в качестве материала для эксцентрика подойдут обыкновенные болты, которые привариваются параллельно валу и оставляют место для накручивания гаек, что позволит регулировать амплитуду колебаний).
- Тщательно зачищаем устройство, полируем поверхности, окрашиваем самодельный агрегат для блоков.
Делаем шлакоблоки
Приготовление раствора желательно производить с использованием бетономешалки: наличие в составе раствора крупнофракционных наполнителей затрудняет получение качественной смеси вручную. Перед заливкой шлакобетона в матрицу поверхности стенок необходимо смазать машинным маслом или аналогичным продуктом. Это предотвратит прилипание раствора к стенкам матрицы.
Заливаем смесь в форму, надавливаем прессом и одновременно включаем вибратор. Через 10-20 секунд раствор уплотнится и образует усадку, поэтому добавляем в матрицу смесь и повторяем процедуру, не выключая вибратор до тех пор, пока прижимная пластина не опустится до уровня ограничителей.
В зависимости от погодных условий доставать шлакоблоки из формы можно как на следующий день, так и через трое суток. Далее материал выкладывают для естественной просушки в течение месяца.
Как видим, основная сложность производства стеновых материалов заключается в том, чтобы изготовить станок для шлакоблоков своими руками с соблюдением требуемых мер предосторожности (шплинтованием резьбовых соединений, заземлением электрической части установки). Не следует ожидать от такого агрегата сверхпроизводительности, но некоторое усовершенствование конструкции облегчит процесс производства шлакоблоков: для придавливания пресса можно предусмотреть несложную рычажную систему. Приварив к несущей раме колесики, можно получить мобильный вариант устройства (так называемую «несушку»).
Приобретение заводских станков, оснащенных дополнительным оборудованием для автоматизации производства шлакобетонных изделий, предоставит возможность организовать собственный небольшой бизнес. На таком профессиональном оборудовании можно изготавливать не только блочную продукцию. Матрицы сменной формы позволят формировать тротуарную плитку, бордюры, декоративные элементы – по существу, любые аналоги бетонных изделий.
Самодельные станки такой универсальностью похвастаться не могут, но для индивидуального строительства этого и не требуется.
Оборудование для производства керамзитоблоков и описание технологического процесса

Керамзитоблоки представляют собой блоки из керамзитобетона – разновидности «легкого» бетона. Этот материал пришел на смену популярным ранее шлакоблокам. Состав и технология изготовления керамзито- и шлакоблоков практически идентичны. Разница лишь в том, что в шлакобетоне заполнителем служил доменный шлак, что негативно сказывалось на морозостойкости и прочности кладки. После замены шлака на керамзит технические характеристики материала многократно улучшились, как и степень его экологичности.
Технология производства керамзитоблоков
Керамзитобетон – искусственный материал, изготовленный на основе цемента, воды и керамзита. Керамзит получают путем обжига легкоплавкой глины.
Он представляет собой округлые или овальные гранулы неправильной формы, которые имеют диаметр 4-8 мм. Более мелкие гранулы называют керамзитовым песком.
Гранула керамзита на изломе похожа по структуре на застывшую пену. Благодаря спекшейся оболочке, гранулы отличаются особой прочностью.
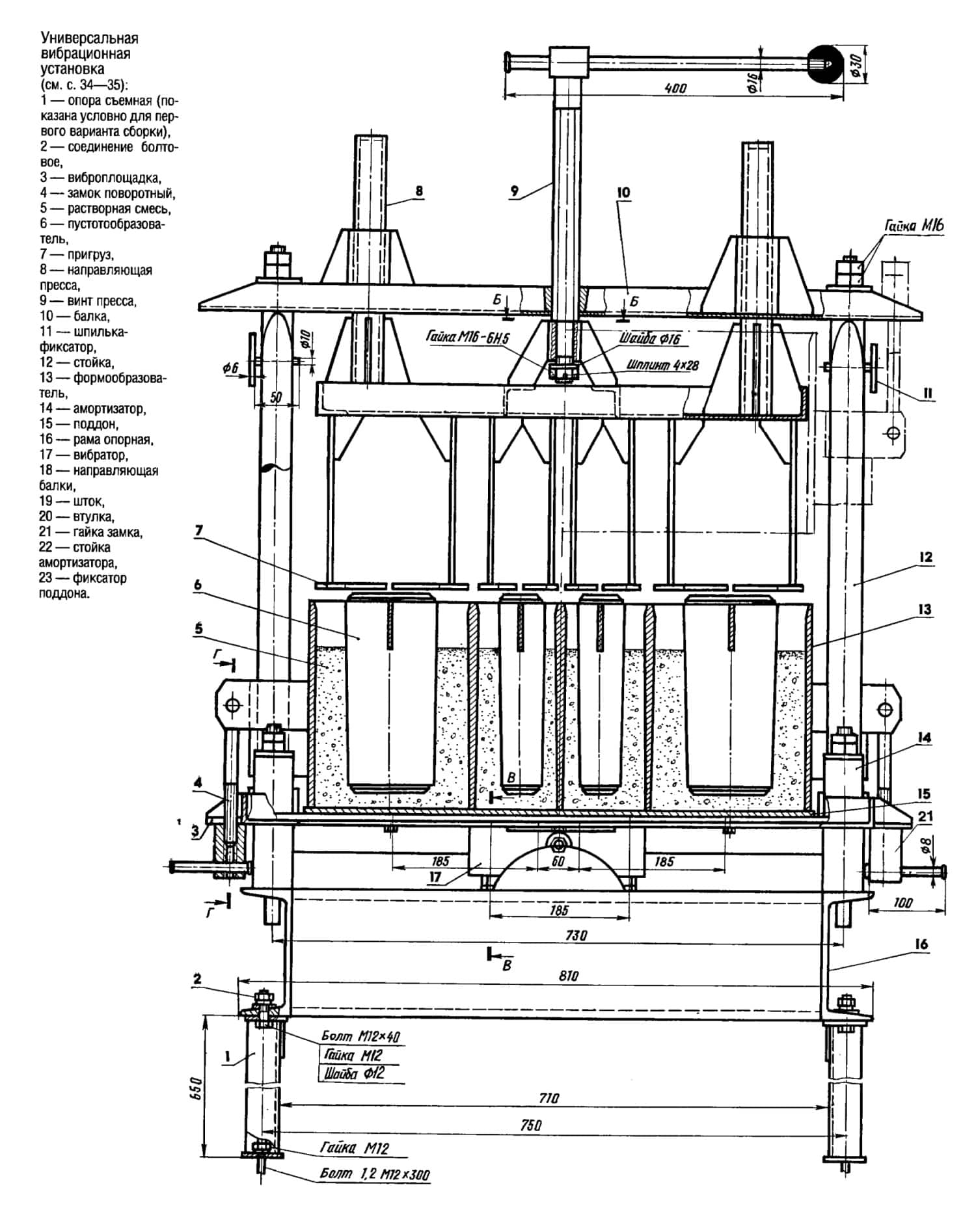
Линия по изготовлению блоков «под ключ» включает:
-
вибропресс с пультом управления; бетономешалку; эстакаду для установки бетономешалки с приемным лотком; формообразующую оснастку; формовочные поддоны.
Технология изготовления керамзитоблоков значительно отличается от процесса производства пеноблоков. Это обусловливает тот факт, что керамзитобетон обладает лучшими техническими качествами. Он не нуждается в дополнительном утеплении, и при разнице температур не образуется конденсат.
Технологический процесс можно разделить на следующие этапы:
-
приготовление смеси; формовка; затвердение с применением вибростанка; просушка изделий; транспортировка на склад.
 Расчеты и технология строительства пристроек из керамзитоблока не отличается принципиально от строительства самого дома. Единственным условием является выполнение отдельно стоящего фундамента.
Расчеты и технология строительства пристроек из керамзитоблока не отличается принципиально от строительства самого дома. Единственным условием является выполнение отдельно стоящего фундамента.Видео о том, как правильно выполнить кладку керамзитоблоков своими руками при загородном строительстве можно найти в статье.
Приготовление смеси
На изготовление одного блока потребуется 0,01 м3 раствора. Как приготовить смесь и из чего определяется ГОСТом и ТУ и может несколько варьироваться.
Ориентировочные пропорции выглядят следующим образом:
-
керамзит – 60%; песок – 20-22%; цемент – 10%; вода – 8-10%.
При соблюдении таких пропорций получается крепкий материал, который имеет небольшой вес и отличается хорошей теплоизоляцией. Вес готового блока в сыром виде составляет 11 кг, в сухом – 9,5 кг.
Цемент для производства блоков должен быть свежим и идеально чистым. Желательно взять цемент марки М400 или М500. Керамзитового песка необходимо брать в 2 раза меньше, чем керамзита. Это позволит обеспечить оптимальную плотность материала.
Чтобы получить глянцевую поверхность, в раствор можно добавить клей для камня или плитки. Но при этом экологическая безопасность материала снижается. Также в раствор добавляют специальные воздухововлекающие добавки. Как правило, для этого используют древесную омыленную смолу.
Чтобы повысить прочность материала, в него добавляют пластификатор (около 5 г на 1 блок). Такой материал отличается более высокой водонепроницаемостью и морозостойкостью. Он более стойкий к образованию трещин и истиранию блоков.
Приготовление смеси для керамзитоблоков в бетономешалке типа «груша»:
Формовка
После смешивания компонентов раствор отправляют на формовку, где будущим блокам придается нужная форма и размер.
Затвердение с применением вибростанка
Для обеспечения твердения раствора используют вибростанок. Благодаря вибрациям, раствор в формах становится более плотным и приобретает требуемую структуру. Когда раствор достигает максимальной плотности, излишки смеси снимают с помощью стальной пластины.
Просушка изделий
Блоки отправляются на просушку прямо в формах. Она может производиться естественным путем или с помощью пропаривания в специальной камере.
Сушка продолжается около двух суток. Если в смесь был добавлен пластификатор, время сушки снижается до 6-8 часов.
Транспортировка на склад
Готовые блоки складируют в сухом помещении. После просушки они готовы к реализации и использованию.
Производство керамзитоблоков своими руками
Поскольку технология производства керамзитоблоков довольно проста и не предполагает значительных вложений, организовать изготовление материала можно и в домашних условиях. Все, что потребуется для этого, – приобрести сырье и специальное оборудование. При этом себестоимость одного блока будет составлять всего 18-20 рублей.
Оборудование для производства блоков
Чтобы минимально обеспечить производственный процесс по выпуску керамзитоблоков, понадобится:
-
вибростол; бетономешалка; формовочные поддоны из металла.
Можно приобрести вибропрессовочную установку, которая заменяет вибростол и формы.
Также потребуется помещение с ровным полом, системой электроснабжения, вентиляции и отопления и открытая площадка, которую можно использовать для сушки и хранения изделий.
На начальном этапе изготовления керамзитоблоков можно ограничиться оборудованием мощностью около 0,6 кВт и производительностью 20 блоков за 1 час. Купить его можно примерно за 2 тыс. рублей. Цена на более мощные станки на порядок дороже – около 30 тыс. рублей.
На фото — наиболее популярные станки для самостоятельного производства керамзитоблоков:

Как самостоятельно изготовить станок для изготовления керамзитобетона
Станок для производства керамзитоблоков можно изготовить своими руками. При этом его стоимость будет дешевле в 10 раз, чем у фабричного.
Самый элементарный вариант станка выполняется по схеме «несушка». Он состоит из формовочного ящика без дна (матрицы) и вибратора, который расположен на боковой стене. Чтобы матрицу было легко снять, ее следует оборудовать ручками.
Стандартный размер одного блока составляет 390*190*188 мм. Процент пустотности – не больше 30%. Пустоты могут иметь прямоугольную или круглую форму. Главное, чтобы пустотообразователь обладал конусностью, чтобы форму было легко снять с блока.
Чтобы изготовить матрицу, нужно вырезать заготовку по форме блока из листового металла от 3 мм толщиной. При этом нужно делать 5 см-вый запас для утрамбовки. Из заготовки нужно выполнить сквозной ящик, не имеющий дна. Сварочный шов необходимо делать снаружи.
Чтобы станок получился более устойчивым, с торцов следует приварить планки из тонких профильных труб и выполнить по периметру основания обивку из резины. Чтобы раствор не просыпался, необходимо сделать окаймляющий фартук.
Вибратор можно сделать из электродвигателя со стиральной машины с мощностью 150 Вт. Для этого необходимо выполнить смещение центров. На вал нужно прикрепить планку из металла с отверстием с края – эксцентрик. Параметры эксцентрика определяются экспериментальным путем.
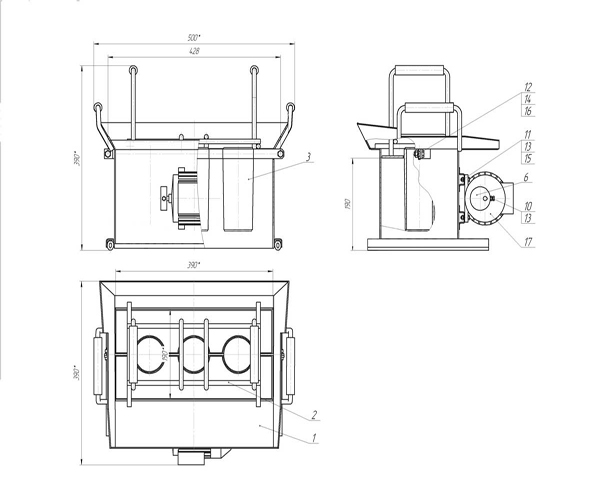
Пример чертежа станка для производства керамзитоблоков
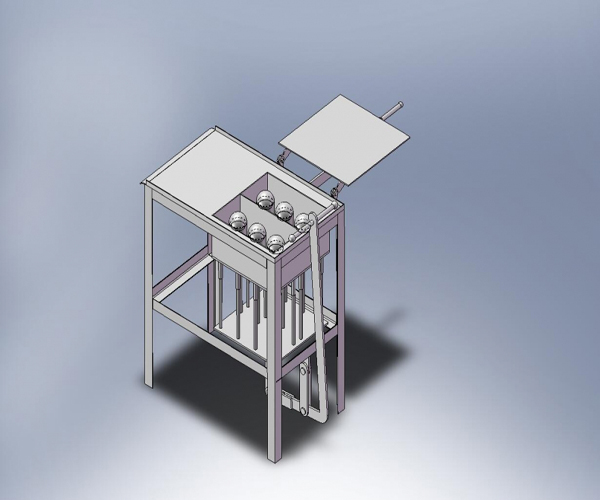
Компьютерная модель станка для керамзитобетонных блоков
Краткое описание процесса изготовления керамзитоблоков в домашних условиях
Приготовить смесь. Процесс замеса должен иметь такую последовательность:
-
заливается вода; засыпается цемент (при непрерывном помешивании) и перемешивается с водой; добавляется мелкий заполнитель, после этого – крупный; масса перемешивается до полусухого состояния.
Можно изготавливать блоки с различными наполнителями: керамзитом, отходами кирпича, опилками, пенополистиролом и др.
Поместить раствор в формы и отправить на прессовку.От плотности раствора во многом зависят свойства готового материала, поэтому обойтись без вибростанка не получится.
Отправить блоки на просушку. Складировать их удобнее всего в пирамидальные штабели с просветом 2-3 см между блоками. Чтобы изделие приобрело большую прочность, блоки желательно выдержать на воздухе около недели.
Достать готовые блоки из форм. Желательно приобрести формы со съемными бортиками, чтобы можно было вынимать изделия без повреждений. Поместить готовые изделия на склад или сразу отправить на реализацию.
На видео — все этапы процесса производства керамзитоблока своими руками, а также описание станка, необходимого для этого:
Сделать керамзитобетонные блоки самостоятельно довольно просто, и производство имеет высокий уровень рентабельности из-за низкой себестоимости материалов. Поэтому изготовление керамзитобетона – отличная идея для начинающих предпринимателей.