Как сделать самодельный индукционный нагреватель воды
Современным и наиболее экономичным прибором для нагрева воды является индукционный водонагреватель. В отличие от аналогов он полностью экологичен, не сушит и не выжигает воздух, отвечает современным требованиям безопасности. Может применяться как в качестве проточного водонагревателя, так и исполнять роль котла для отопления помещения. Устройство обычно покупают в магазине, предлагаем альтернативу – самостоятельное изготовление. В последнем случае прибор, может, и не будет иметь такого привлекательного внешнего вида, но обойдется намного дешевле.
Плюсы и минусы индукционных устройств для нагрева воды
Прибор имеет довольно простую конструкцию и не требует специальных документов, разрешающих использование и установку. Индукционный нагреватель воды имеет высокую степень эффективности и оптимальную для пользователя надежность. При использовании его в качестве котла для отопления можно даже не устанавливать насос, так как вода течет по трубам благодаря конвекции (при нагреве жидкость практически превращается в пар).
Также устройство обладает рядом преимуществ, что выгодно отличает его среди других видов водонагревателей. Итак, индукционный нагреватель:

- намного дешевле своих аналогов, такое устройство можно без проблем собрать самостоятельно;
- полностью бесшумный (хотя катушка и вибрирует при работе, но эта вибрация не ощутима для человека);
- во время работы вибрирует, благодаря чему грязь и накипь не прилипает к его стенкам, поэтому и в чистке не нуждается;
- имеет теплогенератор, который можно легко сделать герметичным благодаря принципу работы: теплоноситель находится внутри нагревательного элемента и энергия передается нагревателю посредством электромагнитного поля, никаких контактов не нужно; поэтому не понадобятся уплотнительные резинки, сальники и прочие элементы, способные быстро испортиться или протекать;
- ломаться в теплогенераторе просто нечему, так как воду нагревает обычная труба, которая неспособна испортиться или перегореть, в отличие от ТЭНа;
Несмотря на огромное количество достоинств, индукционный водонагреватель имеет и ряд недостатков:
- первый и самый болезненный для владельцев – это счет за электричество; прибор нельзя назвать экономичным, поэтому придется выкладывать порядочную сумму раз за его использование;
- второе – устройство сильно греется и нагревает не только себя, но и окружающее пространство, поэтому лучше не прикасаться к корпусу теплогенератора во время его работы;
- третье – прибор имеет крайне высокую эффективность и теплоотдачу, поэтому при его использовании обязательно устанавливайте датчик температуры, иначе может взорваться система.
Индукционный водонагреватель своими руками: схема
Прибор представляет собой трансформатор, имеющий две обмотки: первичную и вторичную. Первый контур преобразует электрическую энергию в вихревые токи, тем самым создает индукционное поле направленного действия, что и обеспечивает индукционный нагрев. На вторичном контуре преобразованная энергия передается теплоносителю (в нашем случае – это вода).
Кроме трансформатора в устройстве присутствует генератор и насос (необязательно).

Узлы и детали теплогенератора
Устройство включает в себя:
- генератор переменного тока, который увеличивает частоту тока;
- индуктор, трансформирующий электроэнергию в магнитную энергию, представляет собой катушку из медной проволоки;
- нагревательный элемент, чаще всего его роль играет металлическая труба.
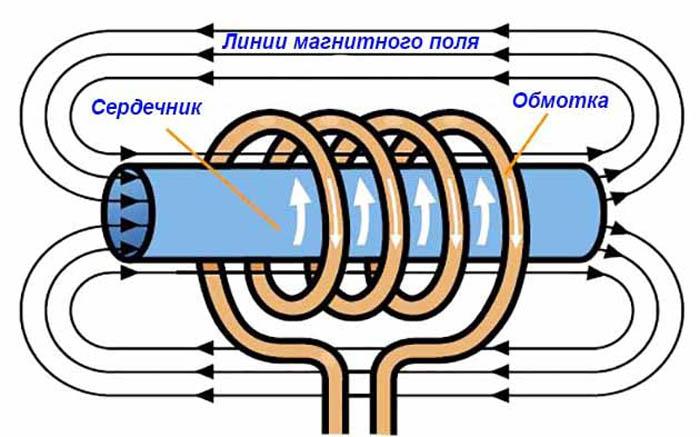
Принцип работы

Индукционный водонагреватель состоит из генератора, катушки и сердечника, последний нагревается за счет электромагнитной энергии
Прибор преобразует электрическую энергию в электромагнитную. Последняя, в свою очередь, воздействует на сердечник (трубу), который нагревается и передает воде тепловую энергию. Преобразовывает все эти энергии индуктор, состоящий из катушки и сердечника. Генератор используется для повышения частоты тока, так как со стандартной частотой в 50 Гц сложно добиться высокого нагрева.
Проточный индукционный водонагреватель своими руками
Прежде чем приступать к монтажу, вам необходимо запастись необходимыми деталями. Так, лучшим вариантом будет сварочный высокочастотный инвертор, плавно изменяющийся диапазон силы тока. Такое устройство обойдется дешевле всего. Более дорогим вариантом станет трехфазный трансформатор, являющийся источником питания переменного тока для индуктора водонагревателя. В таком случае стоит использовать катушку на 50-90 витков, а в качестве материала взять медную проволоку с диаметром 3 или более миллиметров.
В качестве сердечника можно использовать как металлическую, так и полимерную трубу вместе с проволокой (используется как нагревательный элемент). В последнем случае толщина стен не должна быть менее 3 мм, чтобы спокойно выдерживать высокие температуры.
Для сборки водонагревателя вам понадобятся: кусачки, отвертки, паяльник и сварочный аппарат, если используется металлическая труба.
Монтаж индукционного нагревателя воды

Обмотайте трубу медной проволокой, сделав около 90 витков.
Вариантов сборки устройства существует множество. Предлагаем попробовать собрать прибор по следующей схеме:
- Подготовьте рабочее место, материалы и инструменты.
- Зафиксируйте небольшой отрезок полимерной трубы (не забывайте, что минимальная толщина стенки должна составлять 3 мм).
- Обрежьте торцы сердечника, чтобы осталось 10 см в запасе провода для отводов.
- На нижнем отводе смонтируйте уголок. В дальнейшем сюда следует подключить обратку от отопления (если нагреватель используется в качестве котла).
- Плотно уложите рубленый провод вокруг трубы. Необходимо сделать не менее 90 витков.
- Установите на верхнем патрубке тройник, через который будет выходить горячая вода.
- Смонтируйте защитный контур устройства. Его можно изготовить как из полимера, так и из металла.
- Подключите к клеммам водонагревателя медную проволоку, затем заполните сердечник водой.
- Проверьте работоспособность индуктора.
Индукционные нагреватели воды для отопления

Подобное устройство хорошо зарекомендовало себя не только в качестве проточного водонагревателя, но и котла для отопления. Правда, в таком случае сварочный аппарат в роли генератора уже не подойдет, придется использовать трансформатор, имеющий две обмотки. Последний трансформирует вихревые токи, возникающие на первичной обмотке в электромагнитное поле, которое создается на вторичном контуре.
Котел из индукционного водонагревателя нужно оснастить двумя патрубками для горячей и холодной воды. С нижнего будет поступать холодная вода, его нужно монтировать на вводном участке линии, а сверху необходимо расположить патрубок, который будет подавать горячую воду в систему отопления. В итоге циркуляция воды осуществляется естественным путем под действием конвекции без насоса.
Что нужно знать о безопасности
Не забывайте, что мы имеем дело с источником повышенной опасности – электрическим нагревательным прибором, поэтому при его сборке и использовании необходимо соблюдать некоторые правила:

Обязательно используйте отдельную электрическую линию для подключения индукционного котла, а также оснастите его группой безопасности.
- Если в котле циркуляция воды осуществляется естественным путем, то обязательно оснащайте его датчиком температуры, чтобы при перегреве устройство отключалось автоматически.
- Не подключайте самодельный водонагреватель в розетку, лучше проведите для этого отдельную линию с увеличенным сечением кабеля.
- Все открытые участки проводов нужно заизолировать, чтобы обезопасить людей от удара током или ожога.
- Ни в коем случае не включайте индуктор, если труба не заполнена водой. В противном случае труба расплавится, а прибор замкнет или он может и вовсе загореться.
- Устройство нужно монтировать на высоте 80 см от пола, но так, чтобы до потолка оставалось около 30 см. Также не стоит его устанавливать в жилой зоне, так как электромагнитное поле плохо сказывается на здоровье людей.
- Не забудьте сделать заземления индуктора.
- Обязательно подключайте прибор через автомат, чтобы в случае аварии последний отключил питание от водонагревателя.
- В систему трубопровода нужно вмонтировать предохранительный клапан, который будет снижать давление в системе автоматически.
Заключение
Индукционный водонагреватель имеет высокий КПД, может выступать в роли котла для системы отопления, также допускается самостоятельная сборка и установка, а его использование никак не регламентируется законом РФ. Но все же прежде чем его использовать, стоит взвесить все за и против. Несмотря на высокую эффективность, прибор потребляет большое количество энергии, считается небезопасным (особенно самодельный) и плохо воздействует на здоровье человека. Поэтому рекомендуем монтировать индуктор в частном доме или на даче.
Как самому сделать индукционный нагреватель из сварочного инвертора
Индукционный нагреватель из сварочного инвертора представляет собой эффективный прибор с высоким КПД и несложным внутренним устройством. Устройства промышленного производства обойдутся достаточно дорого, поэтому самостоятельная сборка является неплохой альтернативой.
Описание самодельного индукционного нагревателя
Нагревательное оборудование, которое работает по принципу индукции, стремительно набирает популярность. Это обусловлено практически бесшумной работой, эффективным обогревом окружающего пространства и повышенной безопасностью в сравнении с топливными системами.
 Индукционные нагреватели из сварочного инвертора отличаются
Индукционные нагреватели из сварочного инвертора отличаются
высоким КПД и несложным внутренним устройством.
Устройство самоделки
Самодельный прибор состоит из таких частей:
- Нагревательного элемента. В его качестве используется трубка из металла или полимерных материалов, которая спрятана в индукторном компоненте и содержит теплоноситель.
- Альтернатора (генератора переменного ТВЧ). Устройство требуется для повышения частот бытовой сети. Оно делает их выше стандарта в 50 Гц.
- Индуктора. Представляет собой цилиндрическую катушку из проволоки, которая генерирует электромагнитное поле.
Сфера применения
Принцип индукции широко применяется в таких сферах человеческой деятельности:
- Металлургия. С помощью технологии производится плавка металлических заготовок.
- В бытовой сфере. С помощью нагревателей выполняется готовка пищи, нагрев воды или обогрев частных сооружений.
- В отдельных направлениях промышленности. Метод используется в работе индукционных печей быстрого разогрева.
Принцип работы индукционного нагревателя для металла
Под индуктором подразумевается катушка, изготовленная из медной проволоки, которая провоцирует магнитное поле. С помощью генератора переменного тока формируется высокочастотный поток из базового потока бытовой электросети с частотой 50 Гц. Роль нагревателя играет металлический элемент, поглощающий тепло. При правильном соединении таких составляющих получается эффективный прибор, который может использоваться для нагрева жидкого вещества и обогрева помещения.
 Принцип работы нагревателя.
Принцип работы нагревателя.
Генератор направляет электрический ток с соответствующими параметрами на катушку (индуктор). Когда сквозь деталь проходит поток заряженных частиц, это вызывает формирование магнитного поля.
Индукционные нагреватели работают по принципу образования электропотоков в проводниках. Магнитное поле может менять направление электромагнитных волн. В случае взаимодействия с металлическими изделиями, оно моментально нагревает их без контакта с индуктором. Этому способствуют вихревые токи.
Действительно ли можно сэкономить на индукционном нагреве
Популярность использования оборудования в быту обусловлена неплохой экономией электроэнергии. При установке на кухне плит, работающих по методу индукции, у владельца исчезает необходимость включения вентиляции, т.к. окружающее пространство практически не прогревается. Нагревательная поверхность не требует сложной очистки, поскольку она выполнена из стекла.
Из-за увеличенной скорости нагрева продолжительность работы системы сокращается, что тоже позволяет сэкономить на электричестве.
Преимущества самодельного устройства
Нагреватели имеют несколько важных достоинств. К ним относят следующие пункты:
- На поверхности агрегата не появляется накипь, поскольку при образовании вихревых токов происходит вибрация. Подобная особенность исключает дополнительные траты на очистку котлов.
- Теплогенератор отличается максимальной герметичностью, даже если он изготовлен своими руками. Вероятность протечек в котлах исключается, поскольку теплоноситель прогревается внутри трубы, а тепловая энергия передается посредством электромагнитного поля. В устройстве системы не предусмотрены разъемные соединения.
- Нагревательный прибор не нуждается в ремонте или обслуживании, поскольку он представляет собой трубку из меди. Для сравнения, спираль ТЭНа часто перегорает и требует замены.
- Во время работы инверторного оборудования отсутствует избыточный шум. При этом агрегат создает вибрации, но их частота настолько низкая, что они практически не ощущаются.
- Сборка и обслуживание системы не сопровождаются большими затратами. Это позволяет без особых сложностей и финансовых вложений соорудить обогревательный прибор в домашних условиях.
Недостатки нагревателя
Помимо положительных качеств, нагреватели индукционного типа имеют и недостатки. При размещении на небольшом расстоянии от оборудования можно получить ожоги, поскольку оно нагревает не только теплоноситель, но и окружающее пространство. В сравнении с газовыми котлами индукционные системы дороже в эксплуатации.
В число недостатков относится риск детонации из-за перегрева теплоносителя.
Проблема исключается путем монтажа датчика давления.
Что потребуется для изготовления своими руками
Для предстоящей сборки нагревателя из инверторного механизма потребуется подготовить:
- Корпус будущего агрегата. Его делают из полимерной трубы диаметром 50 мм, которая устойчива к нагреву.
- Нагревательный элемент. В качестве этой детали можно использовать проволоку из нержавеющего материала.
- Держатель для проволочных отрезков. Это металлическая сетка с небольшим сечением ячеек.
- Индукторная составляющая. Подойдет медная проволока.
- Система подачи жидкости. Для этих целей используется циркуляционный насос.
Кроме того, потребуется подготовить терморегулятор и элементы подключения к отопительному контуру, к которым относятся шаровые краны и переходники.
Схемы для изготовления нагревателя
Существуют готовые чертежи для сборки нагревательного оборудования. В зависимости от технических параметров и назначения устройства они различаются.
Классическая схема нагревателя функционирует по принципу «двойного полумоста», который оснащен 4 силовыми транзисторами и изолированным затвором. Для управления транзисторами используют микросхему IR2153.
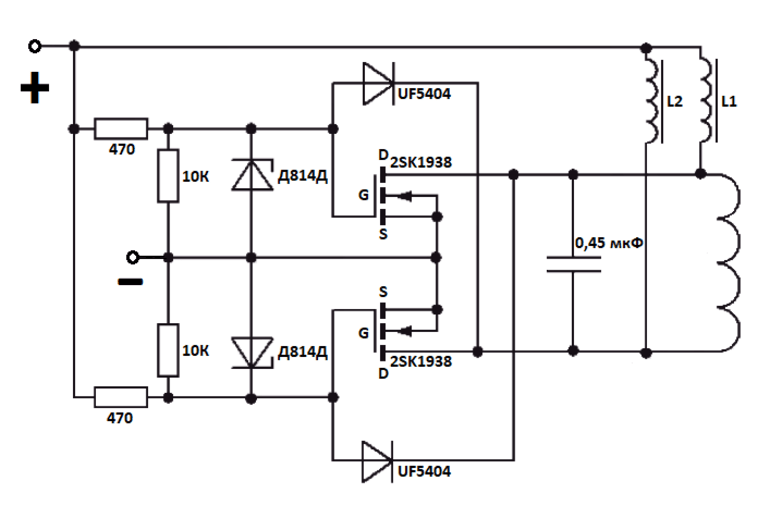 Схема индукционного нагревателя.
Схема индукционного нагревателя.
Инструкция по изготовлению индукционного нагревателя
Чтобы осуществить переделку сварочного оборудования в индукционную печь, необходимо подготовить расходные детали и инструменты. Также важно подготовить чертежи и придерживаться инструкции по сборке.
Простое изделие на основе сварочного инвертора
Для изготовления простого, но эффективного нагревателя, можно использовать сварочный инвертор. Процесс изготовления достаточно простой:
- Для начала нужно взять толстостенную полимерную трубку.
- С торцевой части трубы стоит установить разводку и 2 вентиля, а внутрь засыпать куски стальной проволоки небольшого диаметра и размера (5 мм).
- Закрепить верхний вентиль.
- Выполнить 90 витков медной проволокой для сборки индуктора.
В качестве генератора используется сварочный аппарат, а роль нагревателя играет трубка с проволокой. Аппарат устанавливается в режим переменного тока с повышенной частотой.
Чтобы система работала корректно, останется подключить медную проволоку к плюсовому значению сварки и оценить работоспособность конструкции.
В процессе нагрева происходит излучение магнитного поля и прогревание проволоки вихревыми потоками. Это вызывает закипание жидкости.
Экспериментальная модель нагревателя мощностью 1600 Вт
Для сборки экспериментального оборудования мощностью 1,6 кВт потребуется подготовить металлическую трубу с толстыми стенками. Поскольку катушка без особых сложностей сможет прогреть любой материал, можно усовершенствовать нагреватель.
Корпус можно изготовить из пластиковой трубы, которая обладает большим диаметром, чем элемент системы отопления. Оптимальная длина изделия составляет 1 м, а внутреннее сечение – 50-80 мм.
Чтобы подключить нагреватель к оборудованию, потребуется закрепить переходники сверху и снизу корпуса. Нижняя секция закрывается решеткой, а затем внутрь корпуса помещают наполнитель из небольших металлических частиц.
Длина отрезков регулируется индивидуально без особых ограничений. При этом, чем выше показатель магнитного сопротивления стали, тем быстрее будет осуществляться нагрев.
Для обмотки подходит медный провод с изоляцией сечением 1-1,5 мм. Использование более толстой проволоки неоправданно, поскольку это усложнит плотное расположение витков.
Печь для нагрева металла
Из-за повышенной пожарной безопасности метод индукции применяется в металлургии. Собрать нагреватель для обработки металлических заготовок можно из подручных средств. Для предстоящих работ потребуется подготовить:
- 12-вольтный аккумулятор.
- Медную обмоточную проволоку.
- Пленочные конденсаторы.
- Транзисторы и диоды.
- Кольца блока питания от персонального компьютера.
 Индукционная печь из сварочного инвертора.
Индукционная печь из сварочного инвертора.
Последующая сборка производится по такой инструкции:
- На радиаторы охлаждения устанавливаются транзисторы. Во время использования прибор интенсивно нагревается, поэтому лучше подготовить крупные радиаторы.
- Изготавливаются дроссели. Для их сборки применяют медную проволоку и кольца блока питания ПК. Важно следить, чтобы межвитковое расстояние оставалось идентичным на каждом отрезке.
- Собирается конденсаторная батарея. Емкость элемента питания должна составлять 4,7 мкФ.
- Изготавливается обмотка. Диаметр медной проволоки должен составлять 2 мм. Потребуется выполнить 8 витков, чтобы во внутреннем пространстве поместились все обрабатываемые детали.
На последнем этапе подключается аккумулятор. Ток регулируется во время изготовления печи. Для этого достаточно поменять количество витков.
Если планируется частая и интенсивная эксплуатация оборудования, лучше подготовить блок питания повышенной мощности.
Кроме того, следует предусмотреть систему отвода тепла и вентиляции, т.к. во время работы печь сильно нагревается.
Нагреватель для воды
Использование такого агрегата в частном доме позволит организовать бесперебойную подачу ГВС или обогрев помещения. Система расходует много электрической энергии, но обладает простой схемой сборки и отсутствием сложностей в обслуживании. Предстоящая сборка начинается с подготовки:
- Сварочного инвертора.
- Теплоизолятора (подойдет керамзит).
- Проволоки из меди и стали.
- Отрезка пластиковой трубы с толстыми стенками.
- Трубок разного диаметра.
На первом этапе начинается изготовление котла. Его можно соорудить из 2 трубок разного сечения, которые вставляются друг в друга с выдерживанием зазора 20-25 мм.
Дальше производится приваривание концов колец и подсоединение к общей системе отопления. Во внешнюю стенку нужно вварить выходную и входную трубки.
Затем изготавливается обмотка, которая в точности повторяет форму котла. Всего нужно выполнить 35-40 витков, соблюдая равное межвитковое расстояние.
На последнем этапе собирается защитный корпус, который делается из диэлектрического материала, и подключается инверторный аппарат и теплоноситель.
Особенности эксплуатации самоделки
При благополучной сборке индукционного устройства нужно научиться правильно его использовать. Каждая система представляет опасность, т.к. не умеет автоматически регулировать интенсивность нагрева теплоносителя. Проблема решается посредством некоторых доработок, которые сводятся к монтажу и подсоединению дополнительных механизмов.
Индукционная катушка
Рабочая катушка состоит из проволоки диаметром 3.3 мм. Рекомендуется изготавливать ее из медной трубы, в которую можно интегрировать примитивный контур охлаждения. В процессе работы катушка подвергается интенсивного нагреву. Поэтому нужно собирать ее из устойчивых к температурному воздействию материалов.
.jpg) Индукционная катушка должна быть из материалов, устойчивых к температурному воздействию.
Индукционная катушка должна быть из материалов, устойчивых к температурному воздействию.
Модуль резонансного конденсатора
Для сборки резонансного конденсатора, который напоминает небольшую батарею, нужно использовать 23 небольших конденсатора. Емкость детали составит 2,3 мкФ. Допускается применение конденсаторов емкостью 100 нФ.
Такие типы не предназначаются для схемы индукционного нагревателя, но они хорошо справляются со своей задачей.
Установка индукционного нагревателя
Чтобы исключить перегрев индукционного нагревателя и деформацию трубы из пластика, нужно предусмотреть термостат и подключить его к системе аварийного отключения.
Специалисты применяют для таких целей терморегуляторы с реле и датчиками. Такие элементы умеют отключать цепь при нагреве теплоносителя до требуемой температуры.
Безопасность устройства
Для повышения безопасности самодельного нагревателя необходимо выполнить такие требования:
- Организовать качественную изоляцию. Все проводники и соединения нужно тщательно заизолировать, чтобы исключить риск получения удара током.
- Правильно выбрать отопительную систему. Индукционные системы не подходят для совместного использования с оборудованием, которое применяет принцип естественной циркуляции воды. Для этих систем нужен водяной насос.
- Выбрать подходящее размещение устройства. Прибор должен находиться на расстоянии от 40 см от стен и предметов интерьера, и на расстоянии от 80 см от потолка или напольного покрытия.
- Установить регулировочные клапаны и манометры. Такие средства безопасности защитят оборудование от скачков давления. Кроме того, нужно предусмотреть систему стравливания воздуха.
Полезное видео по созданию нагревателя индукционного типа
В предложенных видео подробно описан принцип работы устройств индукционного типа. Также в ролике можно посмотреть особенности самостоятельной сборки агрегата.
Дополнительные советы по изготовлению
При изготовлении системы необходимо изолировать открытые элементы для повышения безопасности. Рекомендуется предусмотреть автоматическую систему управления системой и подключать прибор к электрической сети с помощью подходящих переходников. Такие действия повысят безопасность нагревателя и продлят срок его службы.
Как сделать простой индукционный нагреватель для отопления

Идея нагревать металл вихревыми токами Фуко, возбуждаемыми электромагнитным полем катушки, отнюдь не нова. Она давно и успешно эксплуатируется в промышленных плавильных печах, кузнечных мастерских, бытовых нагревательных приборах – плитах и электрокотлах. Последние довольно дороги, так что домашние умельцы не оставляют попыток сделать индукционный нагреватель воды своими руками. Наша задача – рассмотреть работоспособные варианты самодельных устройств и разобраться, можно ли применять их для отопления дома.
- 1 О принципе индуктивного нагрева
- 2 Варианты самодельных устройств
- 2.1 Изготавливаем нагревательный элемент из трубы
- 2.2 Как собрать индукционный котел
- 3 Выводы и рекомендации
О принципе индуктивного нагрева
Для начала разъясним, как функционируют электрические индукционные нагреватели. Переменный ток, проходя по виткам катушки, образует вокруг нее электромагнитное поле. Если поместить внутрь обмотки сердечник из магнитящегося металла, то он станет нагреваться вихревыми токами, возникающими под воздействием поля. Вот и весь принцип.
Важное условие. Чтобы металлический сердечник нагревался, катушка должна питаться переменным током, меняющим знак и вектор поля с высокой частотой. При подаче на обмотку постоянного тока вы получите обыкновенный электромагнит.
Сам нагревательный элемент носит название индуктора и является главной частью установки. В отопительных котлах он представляет собой стальную трубу с протекающим внутри теплоносителем, а в кухонных плитах – плоскую катушку, максимально приближенную к варочной панели, как изображено далее на фото.
 Катушка-индуктор нагревает железную трубу, которая передает тепло протекающей воде
Катушка-индуктор нагревает железную трубу, которая передает тепло протекающей воде
Вторая часть индукционного нагревателя — схема, повышающая частоту тока. Дело в том, что напряжение с промышленной частотой 50 Гц малопригодно для работы подобных устройств. Если присоединить индуктор к сети напрямую, то он начнет сильно гудеть и слабо прогревать сердечник, причем вместе с обмотками. Чтобы эффективно преобразовывать электричество в теплоту и полностью передавать ее металлу, частоту нужно повысить минимум до 10 кГц, чем и занимается электросхема.
В чем заключаются реальные преимущества индукционных котлов перед ТЭНовыми и электродными:
- Деталь, нагревающая воду, — это простой кусок трубы, не участвующий в электрохимических процессах (как в электродных теплогенераторах). Поэтому срок службы индуктора ограничивается только работоспособностью катушки и может достигать 10—20 лет.
- По той же причине элемент одинаково хорошо «дружит» со всеми видами теплоносителей – водой, антифризом и даже машинным маслом, разницы нет.
- Внутренности индуктора не покрываются накипью в процессе эксплуатации.
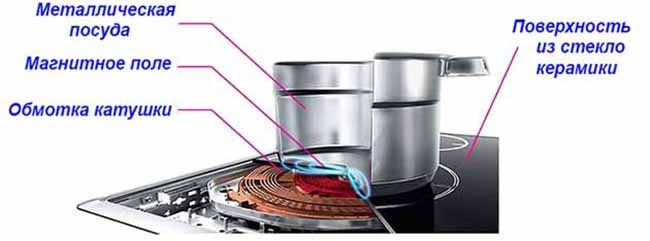 Здесь сердечником служит посуда из магнитного металла
Здесь сердечником служит посуда из магнитного металла
Примечание. С индукционными котлами связано множество мифов. Например, продавцы утверждают, что они экономичнее других электрических обогревателей на 10—20%, хотя в действительности КПД всех электрокотлов равен 98%. Список преимуществ ограничивается тремя вышеперечисленными пунктами, остальное – реклама.
Варианты самодельных устройств
На просторах интернета размещено достаточное количество разнообразных конструкций, создаваемых для различных целей. Взять индукционный малогабаритный нагреватель, сделанный из компьютерного блока питания 250—500 Вт. Модель, показанная на фото, пригодится мастеру в гараже или автосервисе для плавки стержней из алюминия, меди и латуни.
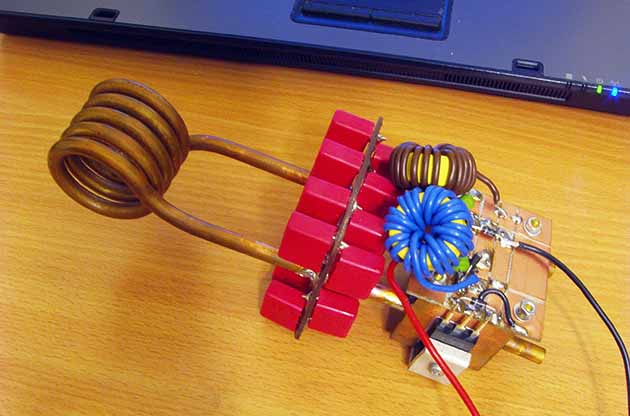
Но для отопления помещений конструкция не подойдет по причине малой мощности. В интернете есть два реальных варианта, чьи испытания и работа засняты на видео:
- водонагреватель из полипропиленовой трубы с питанием от сварочного инвертора либо индукционной кухонной панели;
- стальной котел с нагревом от той же варочной панели.
Справка. Существуют и другие, полностью самодельные конструкции, где преобразователи частоты умельцы собирают с нуля. Но для этого нужны знания и навыки в области радиотехники, поэтому рассматривать их мы не будем, а просто приведем пример такой схемы.

Теперь давайте подробнее разберем, как делаются индукционные нагреватели своими руками, а главное, — как они потом функционируют.
Изготавливаем нагревательный элемент из трубы
Если вы плотно занимались поиском информации по данной теме, то наверняка столкнулись с этой конструкцией, поскольку мастер выложил ее сборку на популярном видеоресурсе YouTube. После чего многие сайты разместили текстовые версии изготовления этого индуктора в виде пошаговых инструкций. Вкратце нагреватель делается так:
- Внутрь трубы из полипропилена диаметром 40 мм и длиной 50 см наталкиваются металлические ершики для мытья посуды (можно рубленую проволоку — катанку). Они должны притягиваться магнитом.
- К трубе припаиваются отводы с резьбами для подключения к отопительной сети.

- Снаружи вдоль корпуса приклеиваются 4—5 стержней из текстолита. На них наматывается провод сечением 1.7—2 мм² со стеклоизоляцией, применяющийся в сварочных трансформаторах.
- Варочная панель разбирается и «родной» индуктор плоской формы демонтируется. Вместо него подключается самодельный нагреватель из трубы.

Важный нюанс. Длину и сечение провода для намотки катушки следует определять по штатному индуктору печки, чтобы она соответствовала мощности полевых транзисторов в электросхеме. Если взять больше провода, то упадет мощность нагрева, меньше – перегреются и выйдут из строя транзисторы. Как это выглядит визуально, смотрите на видео:
Как нетрудно догадаться, роль нагревательного элемента здесь играют металлические ершики, находящиеся в переменном магнитном поле катушки. Если запустить варочную панель на максимум, одновременно пропуская через импровизированный котел проточную воду, то ее удастся нагреть на 15—20 °С, что и показали испытания агрегата.
Поскольку мощность большинства индукционных плит лежит в пределах 2—2.5 кВт, то с помощью теплогенератора можно обогреть помещения общей площадью не более 25 м². Есть способ увеличить нагрев, подключив индуктор к сварочному аппарату, но здесь есть свои сложности:
- Инвертор выдает постоянный ток, а нужен переменный. Для подсоединения индукционного нагревателя аппарат придется разобрать и найти на схеме точки, где напряжение еще не выпрямлено.
- Нужно взять провод большего сечения и подобрать число витков путем расчета. Как вариант, медную проволоку Ø1.5 мм в эмалевой изоляции.
- Понадобится организовать охлаждение элемента.
Проверку работоспособности индуктивного водонагревателя автор демонстрирует в своем видео, представленном ниже. Испытания показали, что агрегат требует доработки, но конечный результат, к сожалению, неизвестен. Похоже, что умелец оставил проект незавершенным.
Как собрать индукционный котел
В этом случае дешевую китайскую плиту разбирать не нужно. Суть в том, чтобы сварить по ее размерам котловой бак, руководствуясь пошаговой инструкцией:
- Возьмите стальную профильную трубу 20 х 40 мм с толщиной стенки 2 мм и нарежьте из нее заготовок по ширине панели.
- Сварите трубки между собой по длине, стыкуя меньшими сторонами.
- Сверху и снизу к торцам герметично приварите железные крышки. Сделайте в них отверстия и поставьте патрубки с резьбами.
- К одной из сторон прикрепите сваркой 2 уголка, чтобы они образовали полку для индукционной печки.
- Покрасьте агрегат термостойкой эмалью из баллончика. Подробнее процесс сборки показан в видеоролике.
Окончательная сборка и запуск заключается в монтаже котла на стену и его врезке в систему отопления. Варочная панель вставляется в гнездо из уголков на задней стенке бака и подключается к электросети. Остается заполнить систему теплоносителем, стравить воздух и включить нагрев индуктора.
Здесь вас подстерегает та же проблема, что встречалась с предыдущей моделью. Несомненно, индукционный нагрев будет работать, но его мощности 2.5 кВт хватит для обогрева парочки небольших комнат при морозе на улице. Осенью и весной, когда температура не опустилась ниже нуля, самодельный котел сможет отопить площадь 35—40 м². Как его правильно подключить к системе, смотрите в очередном видеосюжете:
Выводы и рекомендации
Мы намеренно представили варианты индукционных водонагревателей несложной конструкции, чтобы каждый желающий мог сделать подобный агрегат своими силами. Но остался вопрос, нужно ли заниматься этим делом и тратить собственное время. На этот счет есть ряд объективных соображений:
- Пользователи, не разбирающиеся в электрике и радиотехнике, вряд ли смогут добиться увеличения мощности нагрева свыше 2.5 кВт. Для этого придется собрать схему преобразователя частоты.
- КПД индуктора ничуть не выше, чем у других электрических котлов. Но собрать нагреватель с ТЭНами гораздо проще.
- Если у вас не завалялась дома индукционная панель, то потребуется ее купить примерно за 80 у. е. Столько стоят дешевые китайские изделия в интернет-магазинах. За те же деньги продаются готовые электродные котлы мощностью до 10 кВт.
- Электроплиты оснащаются автоматикой безопасности, отключающих бытовой прибор спустя 1 или 2 часа работы. Это доставляет неудобство при эксплуатации.
- Если в силу разных причин теплоноситель вытечет из самодельного теплогенератора, то нагрев не прекратится. Это чревато пожаром.
Конечно, вы можете обойтись без дорогих покупок, досконально разобраться в конструкции и смастерить индукционный нагреватель с нуля. Но выполнить все бесплатно не получится, ведь потребуется приобрести комплектующие для схемы. Заметьте, что бонусы от подобного отопительного агрегата невелики, так что всерьез браться за его изготовление с целью обогрева частного дома нецелесообразно.
Изготовление индукционного нагревателя воды для отопления дома своими руками
 Из-за постоянного повышения цен на традиционные энергоносители владельцы загородной недвижимости изыскивают новые возможности для отопления своего дома. Одним из экономичных вариантов многие считают индукционные нагреватели, у которых в качестве теплоносителя выступает вода. С помощью этого оборудования, по мнению некоторых домовладельцев, можно обогреть помещения значительных площадей. Такого типа оборудование в продаже имеет достаточно высокую стоимость. Но индукционный нагреватель можно и своими руками сделать при наличии некоторых навыков подобных работ. А готовые схемы и подробное видео процесса помогут умельцу сориентироваться в этапах работы, немного облегчат его труд.
Из-за постоянного повышения цен на традиционные энергоносители владельцы загородной недвижимости изыскивают новые возможности для отопления своего дома. Одним из экономичных вариантов многие считают индукционные нагреватели, у которых в качестве теплоносителя выступает вода. С помощью этого оборудования, по мнению некоторых домовладельцев, можно обогреть помещения значительных площадей. Такого типа оборудование в продаже имеет достаточно высокую стоимость. Но индукционный нагреватель можно и своими руками сделать при наличии некоторых навыков подобных работ. А готовые схемы и подробное видео процесса помогут умельцу сориентироваться в этапах работы, немного облегчат его труд.
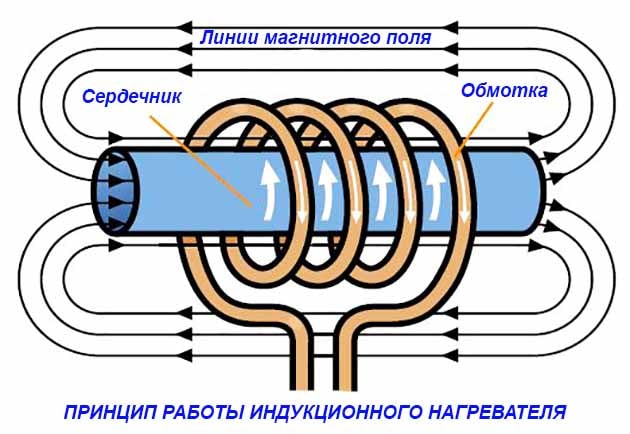
Принцип работы индукционного нагревателя
Перед самостоятельным сбором индукционного нагревателя нужно сначала ознакомиться с общим принципом работы техники подобного типа. Такие агрегаты во многом схожи с оборудованием, которое снабжено ТЭНами. В них так же происходит преобразование электричества в тепло, которое необходимо для обогрева помещений дома.
Нагревание устройства происходит за счет энергии электромагнитного поля, создаваемом в индукторе. В его качестве выступает катушка в виде цилиндра с обмоткой. Электричество, проходя через эту катушку, создает напряжение. В результате действия переменного тока образуются вихревые потоки. Затем энергия электромагнитного поля забирается теплоносителем, в качестве которого выступает вода. После происходит генерация этой энергии в тепло. За короткий срок вода при таком нагреве достигает достаточно высоких температур.
 Схема индукционного нагревателя
Схема индукционного нагревателя
Компоненты индукционного водонагревателя
Самое простое устройство генерации тепла на основе вихревых потоков представляет собой электрический индуктор, который состоит из нескольких обмоток:
- первичной;
- вторичной.
В первичной обмотке электроэнергия преобразуется в вихревые токи, а затем направляет магнитное поле на вторичную. Далее созданная электромагнитная энергия передается теплоносителю, нагревая его. Вторичная обмотка представляет собой одновременно нагревательный элемент и корпус индукционного котла. Он состоит из:
- внешней обмотки;
- сердечника;
- электроизоляции;
- тепловой изоляции.
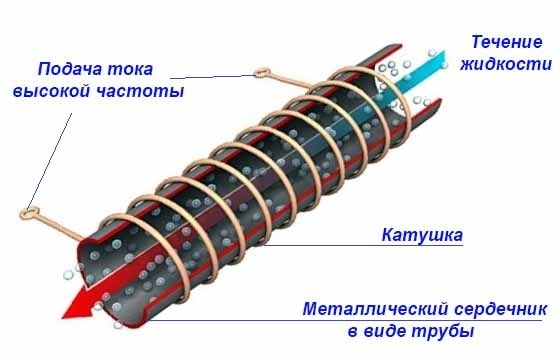
 Работа индукционного нагревателя
Работа индукционного нагревателя
Для поступления холодной воды в агрегат и выхода горячей в систему отопления монтируются два патрубка. Для циркуляции жидкости встраивается насос. Перегрев воды при работе отопительной системы не происходит, так как жидкость постоянно циркулирует – подается остывшая, а выводится горячая. Устанавливать такие водонагреватели для обогрева можно практически в любых помещениях. За счет конструкционных особенностей системы снижается вес и размеры нагревательного элемента, а теплоотдача – существенно увеличивается. Теплоноситель в итоге получает около 97-98%% энергии без существенных потерь.
Внимание! Для монтажа индукционного нагревателя какой-либо серьезной перепланировки отопительной системы делать не нужно, этот агрегат в нее просто встраивается.
Преимущества агрегатов индукционного типа
К несомненным достоинствам этого типа устройств для обогрева дома можно отнести следующие характеристики:
- экономичность – переработка электрической энергии в тепловую происходит практически полностью без существенных потерь;
- удобство в пользовании – постоянное техническое обслуживание агрегатов данного типа не требуется;
- компактные размеры – индукционные нагреватели воды небольшие по габаритам, их можно установить в систему отопления практически в любых помещениях;
- бесшумность в работе – данное оборудование функционирует достаточно тихо, во время его работы какого-либо шума не возникает;
- долгий срок использования – индукционные агрегаты долговечны, бесперебойно могут функционировать в течение 30 лет и более;
- высокие показатели экологичности – вредных выбросов при работе устройства не происходит, устройство дымохода и организация системы вентиляции не требуется.
Многие считают, что индукционные котлы намного выгоднее других вариантов отопления дома. А по сравнению с оборудованием, оснащенным ТЭНами, время нагрева этих агрегатов происходит практически в два раза быстрее. За счет же постоянной циркуляции и вибрации жидкости накипь в трубах и внутри устройства не образуется, что значительно облегчает обслуживание и уход за отопительной системой.
 Внешний вид индукционных котлов
Внешний вид индукционных котлов
Но имеются у этого типа устройств и некоторые недостатки. И основным минусом можно назвать то, что индукционное оборудование достаточно дорогое по стоимости. Но можно попробовать сделать такой нагреватель для отопления дома самостоятельно.
Как самостоятельно собрать индукционный нагреватель
Современный рынок предоставляет достаточно большой выбор различных моделей оборудования индукционного типа. Но в целях экономии такое устройство можно изготовить самим. Конечно, задумав сделать этот нагреватель, нужно подготовить для работы соответствующие инструменты и запастись необходимыми материалами, многие из которых уже могут быть у хозяина.
Для изготовления простой конструкции нагревателя нужно взять следующие компоненты:
- кусок пластиковой трубы с достаточно толстыми стенками – это пойдет для изготовления корпуса устройства;
- сетку (металлическую);
- проволоку из меди;
- проволоку из нержавеющей стали диаметром до 7 мм или катанку.
 Самодельный индукционный котел
Самодельный индукционный котел
Чтобы вмонтировать нагреватель в систему отопления, понадобятся еще встраиваемый циркулирующий насос и переходники для подсоединения устройства, а также сварочный аппарат и необходимые инструменты.
Сборка индукционного нагревателя
Работы по изготовлению нагревателя производятся в несколько этапов:
- Порезать проволоку из нержавейки на части длиной примерно 5-7 мм. На дно трубы из пластика поместить металлическую сетку и наполнить все свободное пространство внутри нарезанными кусочками проволоки. Затем закрыть трубу с той и другой стороны.
- Далее нужно сделать индукционную катушку. Для этого подготовленную трубу аккуратно и с равными промежутками обмотать медной проволокой. Должно получиться не менее 90-100 витков проволоки.
- Подготовленное устройство можно встроить в любом месте системы отопления. Устройство подключается к инвертору внешней обмоткой из медной проволоки. Для прокачки воды встраивается циркулирующий насос. Обязательно нужно произвести работы по электроизоляции устройства. Не стоит забывать и о тепловой изоляции нагревателя специальным материалом. Без теплоизоляции КПД системы будет значительно ниже.
Себестоимость самодельного индукционного котла довольно небольшая. Но все же для его изготовления необходим опыт подобных работ, а также хотя бы небольшие технические знания в данной области. Если же все работы проводятся аккуратно и в соответствии с рекомендациями, такое устройство будет работать бесперебойно, с неплохой отдачей тепла. Возможно, что оно получится несколько неказистым на вид, но от этого нагреватель не станет функционировать хуже.
Индукционное отопление своими руками: видео
Технология сверления больших и маленьких отверстий
Обзор технологии сверления отверстий в металле. Как вставить и вытащить сверло из дрели, или шуруповерта. Варианты использования смазки. Выбор режима работы в зависимости от материала. Сверление глубоких и больших отверстий. Высверливание точечной сварки.

Сверление отверстия в металле – распространенная технологическая процедура, которую можно выполнять с помощью различного оборудования. Методы выполнения работ различаются в зависимости от заданной глубины, диаметра, типа поверхности, а также необходимой точности.
Методы сверления в зависимости от типа отверстия
Грамотная подготовка и правильный подбор оборудования поможет просверлить отверстия в металле высокого качества. Кроме того, на эффективность операции влияет надежность сверл и используемого оборудования.
Рассмотрим основные виды отверстий и методы их обработки:
- Сквозные. Данный тип характеризуется полным проходом через обрабатываемую заготовку. В процессе выполнения работ необходимо внимательно следить за подачей сверла: при выходе из отверстия сопротивление материала уменьшается. Если ничего не менять, инструмент резко опустится, что может привести к его заклиниванию или поломке. Чтобы этого не произошло, используют специальные методы защиты столешницы или верстака. Это может быть многослойная подкладка из дерева и металла или обычный брусок со сквозным отверстием. При использовании станков на финальной стадии процесса токари рекомендуют переходить на ручную подачу. Для обработки тонкостенных конструкций используют перьевые сверла, поскольку классический спиральный инструмент может повредить кромки детали.
- Глухие. Сложность получения подобных отверстий заключается в необходимости контроля глубины. Современные станки оснащены системой контролируемой подачи. Это позволяет получать отверстие заданной глубины без использования вспомогательных инструментов. Альтернативным способом является использование втулочного или регулируемого упора. Можно воспользоваться линейкой или специальным глубиномером. Последний вариант не пользуется популярностью, поскольку он требует вывода сверла и удаления стружки для измерения глубины, что влияет на производительность работ.
- Сложной формы. Если возникает необходимость в сверлении отверстия, расположенного у края детали, мастеру следует подготовить вторую заготовку с аналогичными размерами. Две детали соединяют между собой, зажимают в тисках и приступают к работе.
Вторая заготовка должна быть выполнена из того же материала. В противном случае инструмент будет смещаться относительно оси сверления в сторону более мягкого металла.
К сложной обработке относят сверловку цилиндрических поверхностей. При выполнении подобных работ обязательно используют древесную или пробковую прокладку.
- С уступами. Сверловка выполняется с помощью двух техник: рассверливанием или уменьшением диаметра. В первом случае используют несколько сверл, от меньшего к большему. Во втором случае проход выполняют с помощью инструмента, обладающего наибольшим диаметром. Затем используют сверла меньшего размера с постепенным углублением в заготовку.
- Большого диаметра. Эта процедура считается очень трудоемкой. При обработке заготовок, толщина которых не превышает 8–10 мм, используют конусно-ступенчатые сверла. Данный инструмент позволяет выполнить проход диаметром 40–50 мм. На металлообрабатывающих предприятиях используют специальные биметаллические коронки. С их помощью можно получить отверстие диаметром до 100 мм. Кольцевое сверление выполняют на низких оборотах. Данную процедуру считают менее трудоемкой.
Особенности выполнения глубоких отверстий будут рассмотрены ниже.
Приспособления для облегчения процесса

В качестве смазки для сверления металла в домашних условиях используют:
- Технический вазелин – для мягких материалов.
- Мыльный раствор – для алюминия.
- Скипидар со спиртом – для силумина.
- Смесь масел – для инструментальных и легированных сталей.
Некоторые мастера предпочитают использовать универсальный состав, который включает в себя хозяйственное мыло (200 г) и моторное масло (20 г). Компоненты смешивают и кипятят до получения однородной эмульсии.
Использование смазочно-охлаждающих жидкостей промышленного производства позволяет повысить скорость сверления различных сортов металла. Например, при обработке нержавейки производительность увеличивается на 30 %. Для чугуна этот параметр увеличивается до 40 %.
Как правильно просверлить отверстие
Для получения качественного отверстия мастер должен знать особенности эксплуатации сверлильного инструмента, а также тонкости подготовки поверхности перед работой.
Как вставить или извлечь сверло из инструмента
Современные приспособления для сверления оснащены кулачковыми патронами. Они состоят из следующих элементов:
- металлического корпуса;
- зубчатого кольца, которое вращается вокруг внешней части патрона;
- кулачков, расположенных внутри узла;
- зажимного ключа.
Кольцо вращается вокруг оси приспособления. В процессе движения кулачки сближаются, зажимая хвостовую часть сверлильного инструмента. Так вставляют сверло в дрель. Такая конструкция отличается высокой надежностью благодаря простоте исполнения. Кроме того, она позволяет использовать сверла любого диаметра. Чтобы вытащить сверло из дрели, необходимо повернуть кольцо в обратную сторону. Кулачки разойдутся, что позволит достать инструмент.

Профессиональные дрели оснащают быстро- или самозажимными патронами. Их конструкция схожа с аналогичными узлами перфоратора. Вместо зубчатого кольца используется подвижная гильза, вращаемая вручную. Некоторые модели имеют ограничитель сжатия кулачков.
Разметка будущего отверстия
Для повышения точности работ используют технологию предварительного сверления. При смещении от центра с помощью зубила делают насечки, которые направляют сверло в нужную сторону.
Шаблон удобно использовать при обработке нескольких заготовок. Например, для одновременного сверления нескольких листов, соединенных струбциной.

Для получения точного отверстия, расположенного под определенным углом, используют специальные кондукторы. Они представляют собой планку небольшого размера с шаблонами для отверстий. Кондукторы применяются во многих отраслях промышленности. Сейчас существует множество видов, среди которых:
- накладные;
- поворотные;
- универсальные;
- скользящие;
- закрепляемые.
Выбор режима и скорости
Красивая и длинная стружка говорит о том, что параметры сверления выбраны правильно.
Можно ли использовать победитовое сверло
Победит представляет собой твердый сплав на основе карбида вольфрама и кобальта. Его твердость сопоставима с алмазом.
Победитовая напайка на сверлах используется для дробления прочных материалов: камня, кирпича или бетона. Учитывая тот факт, что сверление отверстий в металле основано на принципе резания, лучше использовать классические приспособления из инструментальной стали.
Использование победитового сверла для обработки металлических изделий приведет к быстрому износу напайки.
Как не затупить сверла
Нарушения режима эксплуатации сверл ведет к потере режущих качеств. Это связано с чрезмерным нагревом его поверхности, что вызвано силой трения.
При сверлении отверстий не следует превышать рекомендованное число оборотов. Большинство моделей ручных инструментов не оснащено механизмом регулировки вращения шпинделя, поэтому выход один – не давить на кнопку включения изо всех сил. Скорость вращения сверла можно оценить визуально: если спиральные каналы не сливаются в одно целое, скорость вращения не превышает 1000 об/мин.
При сверлении отверстий в толстостенных заготовках необходимо использовать охлаждающие жидкости.
Как и чем сверлить глубокие отверстия
Необходимо следить за своевременным удалением побочных продуктов сверления. Они способны закупорить каналы и привести к поломке сверла. Небольшую заготовку можно просто перевернуть – стружка под действием силы тяжести выпадет из отверстия. Для массивных деталей существуют специальные приспособления с магнитными наконечниками.
Для домашних работ лучше приобрести направляющие для дрели. Это удобный опорный механизм, который неподвижно фиксирует инструмент, что позволяет сверлить отверстия с высокой точностью.
При отсутствии направляющей необходимо внимательно следить за перпендикулярностью расположения сверла. Малейшее отклонение способно сломать инструмент или повредить обрабатываемую деталь.
Особенности сверления отверстий большого диаметра
Просверлить отверстие большого диаметра – достаточно сложная задача даже для опытного токаря. Как было сказано выше, в качестве рабочего инструмента используется конусно-ступенчатое сверло или корончатая насадка.
Альтернативный способ сверления большого отверстия в металле заключается в использовании нескольких сверл с переходом от меньшего к большему.
Специалисты рекомендуют использовать коронки. Несмотря на высокую себестоимость процедуры, она позволяет получить более точные отверстия.
Способы высверливания точечной сварки
Сверла для высверливания точечной сварки – самый эффективный и аккуратный способ разъединения элементов. Работы выполняются на малых оборотах. В противном случае сверло быстро перегреется, что снизит остроту режущих кромок.
Диаметр инструмента не превышает 9 мм. От классической конструкции сверла отличаются специальными выступами, которые заточены под конус. Это позволяет выдержать угол 90º в процессе сверления детали. Таким образом, отсутствует необходимость в выполнении центровки.

Некоторые мастера предпочитают использовать режущие коронки. Они объясняют свой выбор тем, что острие сверла хуже прорезает закаленную часть точечной сварки.
Сверление отверстий в металле – достаточно сложная процедура, которая не терпит нарушений технологических требований. Режим выполнения работ зависит от диаметра и типа отверстия. Как вы считаете, можно качественно выполнить работу с помощью ручного инструмента без вспомогательных приспособлений? Напишите Ваше мнение в блоке комментариев.
Сверление отверстий в металле и дереве
Производство многих деталей из металла предполагает создание в конструкции различного вида отверстий. Они могут быть сквозными или глухими. Сверление отверстий осуществляется при проведении слесарных работ. Эти операции позволяют получить отверстия различного диаметра и необходимой глубины. Технология сверления отверстий в металле приводится в соответствие с технологической картой. На чертеже указывают размеры отверстия, величину допуска, конструктивные особенности (например, постоянный или изменяемый диаметр, снятие фаски с одного или обоих краёв и так далее).

Технология сверления
Процесс предполагает последовательное удаление слоя металла в окружности заданного диаметра с помощью режущего инструмента. Сверление металла объединяет два вида движения – вращательное и поступательное. Чтобы получить необходимые размеры отверстия в металлических заготовках необходимо точно выдерживать следующие параметры технологического процесса:
- скорость вращения режущего инструмента;
- скорость горизонтального или вертикального перемещения (в зависимости от взаимного расположения заготовки и сверла).
Отверстие в металле получается с заданными параметрами только при правильно выполненной подготовительной и основной операции, а также выборе необходимого оборудования и режущего инструмента. Часто для получения требуемой точности выполняют предварительное сверление. Оно называется черновое. Производится операция с пониженным классом точности. Далее осуществляется операция чистовой обработки с применением высокоточных станков и инструмента для металлических заготовок.
Сам процесс производится в различных режимах: с применением ручного инструмента (дрели или другого инструмента), специальных сверлильных или металлорежущих станках.
Во всех случаях для получения необходимого отверстия применяют различные виды свёрл. На сверлильных станках патрон с зафиксированным сверлом вращается и подводится к поверхности заготовки. На металлорежущих станках сверло закрепляется в задней бабке станка, а заготовка вращается. Второй способ позволяет получить более высокую точность отверстия и стенок полученного отверстия.
В зависимости от задач для обоих методов применяют следующие виды свёрл:
- спиральные (наиболее распространённый вид этого инструмента);
- с напаенными пластинками на режущую кромку;
- центровочные;
- пушечные;
- перьевые (применяются для сверления отверстий в заготовках из любых пород древесины).
Спиральные свёрла своей поперечной кромкой оказывают давление на поверхность металла. На этот процесс приходится более 65% усилия при вращательном и поступательном движении. В этот момент происходит значительное повышение температуры, как поверхности заготовки, так и передней кромки сверла. Поэтому необходимо правильно соблюдать тепловой режим в процессе сверления.

Для ускорения процесса резания в спиральных свёрлах применяют так называемую двойную заточку. Она позволяет более эффективно работать по наиболее твердым маркам металла, в том числе по чугуну. Такая заточка приводит к увеличению ширины стружки, снижается величина главного угла, повышается стойкость и долговечность сверла.
Технология создания центровочных отверстий предполагает применение специальных центровочных свёрл. Они изготавливаются из инструментальной стали и имеют двустороннюю комбинированную конструкцию.
Нанесение на режущую кромку сверла пластин, обладающих повышенной прочностью, позволяет использовать их для сверления изделий из чугуна, металла повышенной твёрдости, плотных строительных конструкций (из бетона, камня, керамического гранита и так далее).

Перовые свёрла отличаются конструкцией режущей кромки. Она выполнена в форме пластин. Обычно они применяются для изготовления отверстий в древесных заготовках. Иногда специальные перовые свёрла применяются для изготовления отверстий в твёрдых поковках и некоторых видах литья.
Режимы сверления
Для получения точных и качественных отверстий необходимо соблюдать режимы и технологии всех операций. Сверление металла предполагает соблюдение следующих режимов:
- выбор необходимого диаметра и типа сверла;
- скорости и глубина резания;
- скорость и точность подачи (сверла или заготовки);
- угол контакта режущей поверхности с заготовкой;
- температуры нагрева заготовки и сверла (обеспечение охлаждения, в случае необходимости).
Выполнение всех режимов позволяет получить отверстие в металле, удовлетворяющее условиям конструкторской документации. Правильно выбранный режим повышает точность обработки и продлевает срок службы режущего инструмента. Для выбора режимов сверления металлических изделий разработаны специальные таблицы. Они включают точные параметры режимов резания. Например, зная марку стали и диаметр используемого сверла можно с помощью данных переводной таблицы можно установить скорость резание. Это позволит точно настроить скорость вращения шпинделя применяемого станка. Для этого используют переводную таблицу, которая нанесена на специальную пластину и закреплена на лицевой панели каждого станка.

В отдельных случаях применяют предварительное сверление. Оно подготавливает черновое отверстие для дальнейшей обработки (фрезерования или развёртки). Если заготовка достаточно толстая или необходимо получить глубокое отверстие применяют поэтапный режим изготовления.
Типы отверстий и методы их сверления
В теории металлообработки все отверстия делятся по следующим признакам:
- назначению;
- геометрическим размерам и глубине;
- степени обработки.
По назначению их подразделяют: для крепления двух и более элементов, последующего нарезания резьбы, вставки отдельных элементов конструкции.
По второму признаку рассматривают следующие виды:
- сквозные;
- глухие (в том числе глубокие);
- половинчатые;
- большого диаметра.
Особое место занимают отверстия, которые подготавливают для нарезания внутренней резьбы. В этом случае сверление и рассверливание отверстий производиться с учётом будущего диаметра вкручиваемого элемента, обладающего наружной резьбой. Для каждого из отверстий выбирают свои способы сверления.


Так как сверление это процесс механического резания металла, поэтому для получения желаемого результата следует выбрать необходимые методы обработки. Для производства сквозных отверстий в деталях необходимо продумать систему их крепления, которая не позволит повредить поверхность, находящуюся за деталью. Наиболее целесообразно применять тиски или струбцины.
Для изготовления глухих или половинчатых отверстий следует предусмотреть точную остановку сверла, которое обеспечит необходимый размер. Сверление больших отверстий предполагает применение специального оборудования. При необходимости получения отверстий разного диаметра следует подобрать требуемый набор свёрл или применять станки с числовым программным управлением. Они позволят автоматически производить замену сверла на инструмент с заданным диаметром.
Оборудование и приспособления для сверления
Для каждого из этапов разработан инструмент для сверления отверстий. На подготовительной стадии применяются следующие инструменты, позволяющие производить точную разметку места положения будущего отверстия. Для этого применяют: керн, специальный шаблон или кондуктор. Керн представляет собой хорошо заточенный стержень из прочной инструментальной стали. С его помощью наносят углубление на поверхности заготовки, в точке, где планируется произвести сверление. Попадая в это углубление, сверло не скользит по поверхности и производится точное сверление.
Для повышения производительности на предприятиях с массовым производством изготавливают специальные шаблоны. Они позволяют производить разметку мест будущих отверстий у однотипных заготовок. Специальные шаблоны применяют для высверливания на цилиндрических поверхностях. Их изготавливают из стальной полоски, согнутой под прямым углом. На одной из поверхностей сверлят небольшое отверстие, которое в дальнейшем позволит керном наносить отметку на цилиндрической поверхности.
Для получения повышенной точности разметки, соблюдения вертикального положения сверла и соблюдения заданного расстояния, между отверстиями применяется инструмент называемый кондуктором. Кроме этого его применяют при сверлении тонкостенных изделий, для которых не возможно сильное механическое воздействие (например, удар молотка по керну).



Кроме этих изделий применяют инструменты и приспособления позволяющие производить сверление дрелью при её жесткой фиксации. С этой целью применяю:
- направляющий фиксатор;
- удерживающая стойка;
- кондуктор для направления движения сверла.
Первые два приспособления изготавливаются под конкретную конструкцию электродрели. Кондуктор позволяет точно направлять сверло к месту будущего отверстия. Его успешно используют для размеров, не превышающих 20 миллиметров. Поэтому при изготовлении отверстий большого диаметра с помощью кондуктора производят предварительное рассверливание.
Все эти проблемы легко решаются при применении сверлильных или токарных станков. Сверлильные станки делятся на три категории:
- универсальные;
- специализированные;
- специальные.
Они классифицируются по следующим признакам:
- конструкцией стола;
- уровню автоматизации;
- количеству имеющихся шпинделей;
- степени точности;
- наличию дополнительных возможностей.
Первая категория станков позволяет решать практически весь спектр задач по производству отверстий. Серьёзным ограничением служит допустимое расстояние, на которое может двигаться патрон с закреплённым сверлом. Это обстоятельство не позволяет производить сверления на большую глубину. В этом случае применяют специализированные станки. Для повышения производительности труда и увеличении количества выпускаемых однотипных деталей конструируют специальные агрегаты. Они способны выполнять перечень необходимых операций с высокой точностью и скоростью.

По конструкции такие станки выпускаются с одним или несколькими шпинделями. Конструкция стола отличается многообразием: обычные, плавающие, подъёмные и другие. Уровень автоматизации определяется способом выполнения операций сверления. Самыми простыми станками являются ручные и механические. Более совершенными являются автоматические и станки с числовым программным управлением.
Кроме сверлильных станков для решения этих задач используют различные токарные станки.
Для получения отверстий на токарном станке в шпинделе передней бабки закрепляют сверло, а в задней бабке крепят заготовку.
На токарных станка можно выполнять весь перечень операций связанных с получением отверстий: непосредственно само сверление, рассверливание с последующим развёртыванием или зенкованием.
Советы мастеров
При проведении работ профессионалы советую обратить внимание на следующие особенности. Их делят на три категории:
- предварительный (подготовительный) этап;
- этап проведения работ;
- соблюдение техники безопасности.
На первом этапе необходимо:
- выбрать необходимое оборудование (станок, электрическую или ручную дрель), в зависимости от существующих возможностей;
- на основании стандартов и сплавочной литературы определить режимы резания и допустимые виды свёрл для проведения будущей операции;
- выбрать инструмент для разметки (если такого нет в наличии, изготовить самому);
- подобрать устройство фиксации дрели.
Предварительный этап должен заканчиваться проверкой надёжности крепления сверла и заготовки. Если применяется фиксатор дрели, следует проверить его надёжность.
Работы по сверлению отверстий должны производиться в строгой последовательности с составленной технологической картой или техническим процессом. Особое внимание следует обратить:
- сверло к месту будущего отверстия необходимо подводить только после того, как оно набрало заданную скорость вращения;
- извлекать сверло следует только в процессе его вращения (желательно на минимальных оборотах, если существует возможность изменения скорости вращения);
- следить за процессом резания (например, если режущая кромка не выполняет операцию сверления, следовательно, материал сверла мягче материала заготовки);
- для сверления не сквозных отверстий необходимо предусмотреть фиксатор или метку, позволяющую определить глубину прохода в материале;
- при работе на станках, оснащёнными ЧПУ, необходимо осуществлять контроль над последовательностью проводимых операций.
Важным элементом при проведении сверлильных работ является соблюдение техники безопасности. Она предполагает соблюдение следующих правил:
- обеспечение надёжности крепления всех элементов конструкции;
- организацию условий отведения образовавшейся стружки;
- соблюдение температурного режима (не допущения перегрева сверла и заготовки);
- применение специальной одежды и средств защиты (рук, глаз, открытых участков тела);
- на одежде не должно быть свободно свисающих элементов;
- длинные волосы должны быть заправлены в головной убор (это предотвратит возможность их наматывания на вращающиеся элементы станка).


Применения советов профессионалов позволит качественно выполнить операцию сверления и получить отверстия высокой степени точности на местах, указанных в конструкторской документации.
Технологии сверления металлов
Технологии сверления металлов
Инструменты и оборудование для сверления металлов
Технологии сверления отверстий в металле, применяемые в быту
Уменьшение диаметров глубоких частей отверстий
Технологии сверления отверстий в металле, применяемые в промышленности
Технология глубокого сверления металла
Технология сверления толстых листов металла
Технология сверления тонких листов металла
Особенности сверления сквозных отверстий в металлических заготовках
Особенности сверления глухих отверстий в металлических заготовках
Технологии сверления сложных отверстий в металлических заготовках
Основные таблицы для сверления металлов, необходимые для выбора режимов резания и иных нужд
Таблица №1: выбор режимов резания при сверлении металлов
Таблица №2: поправочные коэффициенты
Таблица №3: сверление углеродистой стали (выбор количества оборотов и скорости подачи в зависимости от диаметра сверла)
Таблица №4: выбор скорости сверления сложной аустенитной стали
Таблица №5: выбор диаметров просверливаемых отверстий, предназначенных для нарезания метрических и дюймовых резьб
Техника безопасности при сверлении металлов
В этой статье мы поговорим о технологиях сверления металла, которые мастера применяют в быту и на производстве. Вы узнаете обо всех особенностях и нюансах техпроцессов.

Фотография №1: сверление металла
Инструменты и оборудование для сверления металлов
Для сверления металлов применяют следующие основные инструменты и оборудование.
Бытовые и промышленные дрели.
Держатели для них, жестко фиксирующие инструменты и обеспечивающие возможность плавной и точной их подачи.
Стационарные станки для сверления металла (вертикального и горизонтального типов, глубокого сверления и пр.).

Фотография №2: портативный сверлильный станок ECO.50-T на магнитном основании
Технологии сверления отверстий в металле, применяемые в быту
В быту для сверления отверстий металле применяют три технологии. Заготовки и листы зажимают при помощи струбцин и тисков. Чаще всего в домашних условиях используют обычные бытовые дрели и цилиндрические спиральные сверла.
Обычное сверление
Эта технология сверления металла знакома каждому.
Отверстие намечают при помощи молотка и кернера.
Заготовку зажимают в тисках или при помощи струбцины.
Сверло нужного диаметра вставляют в патрон дрели и зажимают.
Высверливают сквозное или глухое отверстие.

Фотография №3: сверление металла в домашних условиях
Рассверливание
Рассверливание металла — это технология, направленная на увеличение диаметра ранее проделанного отверстия. Для этого берут сверла больших диаметров.
В домашних условиях отверстия обычно приходится рассверливать поэтапно, постепенно увеличивая диаметр используемых инструментов. Это связано с тем, что мощности бытовой дрели во многих случаях недостаточно для просверливания отверстий больших диаметров в толстых заготовках. Кроме этого поэтапный подход уменьшает осевое давление на сверла. Это значительно уменьшает вероятность поломок.

Изображение №1: принцип сверления отверстий больших диаметров в толстом металле в домашних условиях
Уменьшение диаметров глубоких частей отверстий
При этой технологии сверления вначале просверливают неглубокое отверстие большого диаметра, а затем используют инструменты меньшего размера. Технология выглядит так.

Изображение №2: технология уменьшения диаметров отверстий в металле
Технологии сверления отверстий в металле, применяемые в промышленности
В промышленности применяют более сложные виды сверления металла. Используют массивные двуручные дрели и специальные станки для сверления металла (портативные и стационарные).
Расскажем об особенностях различных технологий сверления металла на производстве.
Технология глубокого сверления металла
Глубоким называется сверление в металле отверстия, длина которого в 25 и более раз превышает диаметр. Эта операция требует принудительного периодического удаления стружки и применения смазочно-охлаждающих жидкостей (СОЖ). Они нужны для охлаждения инструмента и заготовки для исключения поломки и деформации.
Процесс глубокого сверления металлов предполагает использование разных СОЖ. Их выбирают в зависимости от материалов заготовок. Перечислим наиболее эффективные смазочно-охлаждающие жидкости.
Материал обрабатываемой заготовки
Нержавеющие и жаропрочные сплавы
Смесь, состоящая из олеиновой кислоты (20 %) и сульфофрезола (80 %). Последний можно заменить керосином (30 %) и осерненным маслом (50 %)
Алюминий и сплавы на его основе
Керосин, эмульсия, смешанные масла. Допускается глубокое сверление без охлаждения
Смешанные масла, эмульсия. Допускается глубокое сверление без охлаждения.
Эмульсия (3–5 %). Допускается глубокое сверление без охлаждения.
Смешанные масла. Допускается глубокое сверление без охлаждения.
Керосин, эмульсия (3–5 %). Допускается глубокое сверление без охлаждения.
Смесь осерненного масла и керосина
Осерненное масло, эмульсия

Фотография №4: глубокое сверление с применением смазочно-охлаждающей жидкости
Для глубокого сверления чаще всего применяют спиральные и корончатые сверла по металлу. СОЖ добавляют вручную или при помощи систем автоматической подачи, которыми оснащены специализированные станки.
Технология глубокого сверления металла не предполагает спешки. Периодически процесс останавливают, извлекают сверло и принудительно удаляют стружку. При использовании спиральных инструментов, глубокое сверление проводят поэтапно, постепенно расширяя отверстие до нужного диаметра.
Технология сверления толстых листов металла
Для сверления толстых листов металла обычно используют либо конусные (для отверстий диаметром до 30 мм), либо корончатые сверла (для отверстий больших диаметров). Ими оснащают сверлильные станки или мощные дрели. Главное требование — оборудование должно поддерживать режим работы на самых низких оборотах.

Фотография №5: корончатые сверла по металлу
Технология сверления толстых листов металла корончатыми сверлами отличается высокой эффективностью. Энергозатраты минимальны. Отверстия после сверления коронками получаются гладкие и точные.
Технология сверления тонких листов металла
Для сверления тонких листов металла обычно применяют конусные сверла. При такой технологии диаметр увеличивается постепенно. Листы не деформируются.

Фотография №6: сверление тонких листов металла стандартными конусными сверлами
При наличии конусных сверл ступенчатого типа берут именно их. Ступени с отметками упрощают сверление большого количества отверстий определенного или разных диаметров в одном листе металла.

Фотография №7: сверление тонкого листа металла конусным ступенчатым сверлом
Особенности сверления сквозных отверстий в металлических заготовках
Главная особенность сверления сквозных отверстий в металлических заготовках — необходимость защиты поверхности верстака, столешницы или станка от выхода сверла далеко за границы заготовки. Чтобы избежать повреждения инструментов, мебели и оборудования, мастера применяют следующий способы.
Используют верстаки с отверстиями.
Подкладывают под заготовку деревянный брусок или металлическую деталь с имеющимся отверстием для свободного прохода сверла.
Снижают скорость резания при завершении сверления.

Фотография №8: использование деревянной подкладки при сверлении металла
Особенности сверления глухих отверстий в металлических заготовках
Глухие отверстия просверливают на определенную глубину. Для ее установки есть следующие методы.
Использование линеек, имеющихся на станках.
Установка на сверла втулочных упоров.
Ограничение длины сверл при помощи патронов с регулируемыми упорами.

Фотография №9: сверло с установленным втулочным упором
Современные станки оснащены автоматизированными системами подачи. При ее наличии технология сверления глухих отверстий в металле значительно упрощается. Нужно всего лишь задать параметры резания.
Обратите внимание! При проделывании длинных глухих отверстий в толстых заготовках необходимо несколько раз прерывать процесс сверления металла для принудительного удаления стружки.
Технологии сверления сложных отверстий в металлических заготовках
Половинчатые отверстия на краях заготовок сверлят так.
Зажимают в тисках две заготовки или заготовку с подкладкой, плотно прижатые друг к другу.
Центрируют сверло в нужном месте на стыке деталей.
Просверливают полное отверстие.
Сверление цилиндрических заготовок по касательным — более сложный процесс. Он проходит в два этапа.
Подготавливается перпендикулярная отверстию площадка с применением фрезерования или зенковки.
Технология сверления отверстий в металле под углом выглядит так.
Между плоскостями под нужным углом надежно закрепляется подкладка.
В полые заготовки перед сверлением помещают подкладки из древесины. Отверстия с уступами проделывают при помощи описанных в начале статьи технологий рассверливания и уменьшения диаметра отверстий.
Основные таблицы для сверления металлов, необходимые для правильного выбора режимов резания и иных нужд
Для сверления металлов мастера чаще всего пользуются следующими основными таблицами.





