Полы промышленные бетонные: виды, технология

Полы промышленные бетонные получили широкое распространение при обустройстве промышленных предприятий. В данной статье мы обсудим виды бетонных полов их характеристики и рассмотрим пошагово устройство промышленных бетонных полов.
Бетонные полы необходимы на крупных промышленных площадках, где требуется надежное основание пола, устойчивое к высоким механическим нагрузкам, к частому изменению температурного режима и воздействию агрессивных сред.
Основные виды бетонных покрытий пола
По своему назначению бетонные полы в промышленных зданиях подразделяются на:
- Бетонный промышленный пол для терминалов, и производственных помещений с высоким уровнем влажности.
- Полы для производственных цехов с высокой устойчивой механической нагрузкой.
- Полы в общественных помещениях с высокой пропускной способностью (больницы, столовые, детские учреждения).
- Полы промышленных холодильников и морозильных камер.
- Полы антистатические, взрыво- и пожаробезопасные.
- Бетонные наливные полиуретановые промышленные полы для крытых автостоянок, спортивных центров и промышленных складов.
- Мозаичные бетонные полы — немного забытые, но все равно актуальные благодаря своей простоте и более привлекательному внешнему виду в сравнении с обычными бетонными поверхностями.

Необходимые требования
Основные требования и условия эксплуатации бетонных покрытий:
- стойкость к постоянным механическим нагрузкам: механическому сдвигу и истиранию (движение транспорта);
- стойкость покрытия пола к падению тяжелых предметов;
- стойкость к химическим воздействиям (краски, растворители, кислоты и т.д.);
- устойчивость к повышению или понижению температурного режима в промышленных помещениях;
- повышенная влагостойкость — отсутствие скольжения для безопасного перемещения технического транспорта и сотрудников предприятия.
Материалы
Под фундаментом практически какого угодно промышленного пола есть бетонное основание. Промышленные полы из бетона укладываются на заранее подготовленную подушку, состоящую из уплотненной сухой смеси щебня и песка. Толщина бетонного пола обычно 300 мм. Для создания бетонной стяжки используют бетоны марки В22,5 и выше.
| Марка бетона | Плотность бетона, кг/м³ | Морозоустойчивость, F | Влагостойкость, W |
| В22,5 | 2390 | 300 | 8 |
| В25 | 2405 | 300 | 8 |
| В30 | 2420 | 300 | 10 |
Бетон для промышленного пола, в силу вышеперечисленных требований к готовому основанию, должен подвергаться дополнительной обработке. Поэтому, чтобы сразу после устройства основания не проводить ремонт промышленных бетонных полов, готовая поверхность промышленного пола усиливается специальными составами (упрочнители).

Существуют два основных вида упрочнителей:
- Сухие смеси (топпинг) — рассыпают по еще влажной поверхности бетона, и при помощи терок (смотрите фото) втирают ее в основание пола («железнение»). Смеси состоят из высокопробного цемента и специальных химических добавок, а структуру и прочность будущего основания во многом определяет мелкофракционный наполнитель. Самый известный — кварцевый упрочнитель. Его цена и доступность в приобретении, снискали особую популярность

- Пропитка для бетонного пола — упрочняющий состав на основании воды и растворителя. Проникая в мелкие поры бетонного основания, он полимеризируется и связывает таким образом поверхность бетонного пола. Использование пропитки повышает износостойкость и улучшает схватывание чистового покрытия пола с бетонным основанием.
Устройство промышленных полов еще можно выполнять на основе бетона, основным заполнителем которого является мраморная крошка. Получают этот вид материала при помощи дробления мрамора — минерала с превосходными декоративными свойствами.

Бетонную смесь получают в результате смешивания промытой мраморной крошки, белого декоративного цемента М400 в пропорциях 1:2, и можно добавить песка крупнозернистой фракции не более 10% от общего объема.
Устройство бетонных полиуретановых полов выполняется на основе смеси из синтетических материалов, основа которой — полиуретан. Покрытие пола на базе этого материала, имеет широкий диапазон свойств и характеристик, позволяющих его применение в условиях повышенных механических нагрузок.

Расчет состава бетона
Устройство
Бетонные наливные промышленные полы используются во многих областях производственной деятельности. Технология устройства промышленного бетонного пола достигла достаточно высокого уровня. Современные бетонные полы выдерживают устойчивые механические нагрузки, частое изменение температур и воздействие агрессивных сред на выполненное покрытие.
Устройство бетонных полов вмещает в себя следующие основные операции:
- исследование уровня существующего основания;
- подготовка основания;
- гидроизоляция при необходимости;
- армирование;
- установка направляющих («маячков»);
- заливка бетона;
- шлифовка покрытия;
- топпинг или пропитка;
- устройство деформационных температурных швов.

Устройство основания
Бетонные полы в промышленности должны иметь устойчивую и прямолинейную поверхность. Для этого, перед устройством бетонной стяжки проводим анализ перепада высот существующего основания пола. Измерение высот проводим при помощи специального устройства — нивелира (смотрите фото).

Все полученные результаты измерений помечаем на рабочем листе плана помещения. Дополнительно, кистью или цветным маркером, дублируем отметки высот на стенах.

Проводим гидроизоляцию основания пола рулонными материалами (изол и т.д.). Стыки листов гидроизоляции проклеиваем специальной лентой или соединяем при помощи специальной газовой горелки.

Производим армирование поверхностного слоя при помощи арматурного каркаса.
Арматурные каркасы, исходя из требований проекта, могут быть двух видов:
- Готовые арматурные сетки из проволоки Ø6 мм.
- Арматурные готовые сетки Ø8 мм и более. Или, используя арматуру при помощи вязальной проволоки, своими руками собираем каркасы на строительной площадке.

Выполняя бетонирование промышленных полов, нужно помнить, что процедура установки направляющих («маячков») является основополагающим этапом в проведении бетонных работ.
Насколько точно будут установлены «маячки», настолько ровным будет выглядеть чистовое покрытие. В качестве «маяков», на больших площадях, лучше использовать водопроводные трубы ½ ʺ -¾ ʺ .

Отметки высоты, отмеченные на стенах при помощи отбивочного шнура, соединяем сплошной линией по всему периметру стен. Затем эту линию разметки опускаем вниз до запланированного уровня стяжки (нулевой уровень). И по нижней линии от двух параллельных стен навстречу друг другу устанавливаем первые направляющие.

Трубы устанавливаем и крепим при помощи жесткого цементного раствора, если позволяют условия, то с добавлением в раствор строительного гипса (для быстрого схватывания). Между крайними трубами натягиваем страховочный шнур. После этого, учитывая высоту шнура от основания пола и высоту отметок на стенах, на расстоянии кратном длине правѝла устанавливаем остальные направляющие (трубы).
Устройство бетонной стяжки
При устройстве промышленных бетонных стяжек обычно используют готовый бетон, поступающий централизовано с растворного узла. Бетон укладывается между направляющими через промежутки, для того чтобы два человека с двух сторон могли свободно стягивать основание. Для механизации этого процесса используют виброрейки (см. фото).


А при толщине стяжки более 15 см — используют глубинный вибратор.

Обычно на следующее утро извлекают направляющие из бетонного основания. Оставшиеся борозды заделываю цементным раствором и затирают до однородного с остальной поверхностью состояния.

На следующем этапе проводят затирку (выравнивание) основания пола при помощи лопастных заглаживающих машин. Важно не упустить момент: бетонная поверхность должна быть достаточно влажной, но без цементного молочка на основании пола.

Проводим топпинг или пропитку готовой поверхности. Сухую смесь (топпинг) рассыпаем по поверхности и при помощи шпателя и терки распределяем ее по основанию. Пропитку наносим при помощи пульверизатора.

Даем время основательно просохнуть бетону и приступаем к последнему этапу — нарезке деформационных швов.

Для нарезки швов используют особые алмазные диски. Расстояние между швами на бетоне зависит от толщины выполненного покрытия, умноженного на коэффициент равный 30.
По достижению проектной прочности и необходимой усадки основания деформационные швы заполняют специальными силиконовыми герметиками.
Мозаичные полы

Инструкция по устройству мозаичных полов аналогична, за некоторым исключением, производству бетонных промышленных покрытий.
Направляющими для мозаичного пола служат планки из цветного металла или толстого нарезанного стекла. По завершению укладки и набора предварительной прочности мозаичного основания проводят шлифовку и полировку готового покрытия.
Шлифовку выполняют с помощью шлифовальной машины с абразивным кругом в два этапа (крупный – мелкий). Полировку проводят шлифовальной машиной с войлочными насадками и использованием специального порошка. Готовую поверхность промываем водой.
Полиуретановые полы: устройство
Полиуретановые промышленные полы — это трехслойное самовыравнивающееся покрытие. Полиуретановый пол выполнятся на готовое бетонное основание. Приготовленный состав разливаем по поверхности и равномерно разравниваем шпателем.


Затем раскатываем по основанию специальными игольчатыми валиками.

Промежуток времени между нанесением каждого слоя должен составлять не менее суток. Полиуретановое промышленное покрытие пола образует ровную и гладкую поверхность устойчивую к механическим нагрузкам, воздействию химических реактивов.
Износостойкое, легко чистится любыми моющими составами. Срок службы не менее 10 лет даже в помещениях с высокой пропускной способностью.
Итак, мы закончили рассмотрение такой нужной и объемной темы: бетонные промышленные полы, их виды и технологии производства каждого из перечисленных покрытий.
Более наглядно ознакомиться с этой темой вы можете, просмотрев видео в этой статье.
Устройство промышленных бетонных полов для производственных помещений — технология изготовления
Устройство промышленных бетонных полов – сложная и ответственная задача, реализация которой предполагает наличие четкой последовательности всех этапов и обязательность соблюдения технологии.
Полы из бетона промышленного типа должны быть максимально прочными, способными выдерживать большие эксплуатационные нагрузки, вибрации и т.д. Обустраиваться промышленные бетонные полы могут как внутри помещения, так и снаружи.
Используются такие полы в различных отраслях производства для торговых залов, складских помещений, цехов, холодильных камер, парковок, заводов и предприятий. Чаще всего помещения с промышленными полами обладают огромными площадями, требуют наличия крепких и надежных оснований, не предполагающих использование дополнительных отделочных материалов.

- Максимальный уровень прочности и надежности.
- Высокие показатели износостойкости.
- Комфорт в эксплуатации, отсутствие опасных участков.
- Простота в уходе.
- Длительный срок службы без ухудшения эксплуатационных характеристик и внешнего вида.
- Абразивная и химическая стойкость.
- Способность выдерживать резкие перепады температур/влажности.
- Полная герметичность покрытия.
- Высокий класс пожаробезопасности.
- Отсутствие пыления и антистатичность.
В процессе выполнения покрытия очень важно, чтобы технология была соблюдена полностью и четко, какие-либо отклонения от заданных параметров и нарушения не допускаются, так как в сложных условиях эксплуатации пол мгновенно придет в негодность и может стать причиной дополнительных затрат, опасных ситуаций.

Виды промышленных бетонных полов
В создании бетонных производственных полов особо сложного ничего нет – все они предполагают заливку песчано-цементной смеси на поверхность с уложенной на нее предварительно сеткой из металлических прутьев. Но вот методов обработки, рецептов приготовления бетонного раствора, типов заливки существует множество, в связи с чем полы промышленного назначения классифицируют по разным критериям.
- Сборные конструкции из плит – полы получаются самыми надежными и прочными, идеальны для эксплуатации в промышленной отрасли. Но их обустройство обходится дорого, отнимает много времени и сил, поэтому данный вариант выбирают реже.
- Заливка монолитного бетонного основания – такие полы выполняются просто и быстро, швов при заливке не предусматривают, предполагают упрочнение с применением топпинга, выполнение деформационных швов при необходимости.
- Пол из цемента – отличается склонностью к пылению и низким уровнем износостойкости, поэтому в промышленной сфере практически не используется.

По числу слоев заливки бетона полы могут быть одно/двухслойными, что напрямую влияет на прочность. Однослойными делают полы для помещений с не очень высокими требованиями по прочности.
По наличию армирования полы могут быть упрочненными стальными стержнями либо заливаться без них. Стальная сетка может не применяться в частном строительстве, а вот промышленные полы всегда заливают с арматурным каркасом, который существенно повышает прочность пола и стойкость к высоким нагрузками.

- Без какого-либо покрытия – такие полы сильно пылят, быстро изнашиваются, могут приводить к травмоопасным ситуациям, порче станков и т.д., требуют постоянного ухода (уборки как минимум).
- Наливные полы – дают гладкую и ровную поверхность без швов, привлекательный внешний вид. Получаются идеальными, позволяют реализовывать любую задумку (что в промышленности не очень важно, но иногда делают цветными полы, прозрачными). Также отличаются прекрасными эксплуатационными характеристиками: стойкостью к деформациям, агрессивным химическим веществам, истиранию, газо/гидронепроницаемостью, прочностью и стойкостью к резким перепадам влаги/температуры. Толщина может быть любой, смесь устраняет все неровности, не требует подготовки пола.
- Предполагающие окраску – окрасочное покрытие чаще всего обустраивают в условиях воздействия небольших нагрузок на основание. Полы хорошо подходят для помещений, где важно соблюдать гигиенические стандарты и нормы. Оттенков представлено множество.
- Обработанные топпингом – полы сразу после того, как выполнено бетонирование, покрывают специальной сухой смесью методом втирания. Обычно в состав топпинга включают высококачественный портландцемент, наполнители для стойкости, добавки, пигменты (для декора). Благодаря технологии удается в несколько раз продлить срок эксплуатации основы: пол становится более стойким, не подверженным распространению сколов и трещин.
Технология устройства производственного бетонного пола
Устройство бетонных полов промышленного типа должно осуществляться с точным соблюдением всех требований технологии и правил, ведь служить такое покрытие будет в сложных условиях, воспринимая немалые нагрузки и испытывая различные воздействия. До того, как приступать к работам, необходимо все тщательно изучить.
Подготовка основания
Чаще всего промышленные бетонные полы обустраивают по грунту. Сначала размечают и тщательно выравнивают поверхность, найдя наиболее высокую точку основания и ориентируясь по ней (в некоторых случаях могут потребоваться срез или досыпка грунта). Далее почву обязательно тщательно трамбуют.
Нужно помнить о том, что производство бетонного покрытия меньшей толщины в сравнении с той, что указанна по проекту, недопустимо. Как правило, промышленные покрытия предполагают толщину слоя заливки бетона минимум 10 сантиметров, если же заливка осуществляется по песку – то 15-25 сантиметров. При укладке по песку также важно слой тщательно утрамбовать.

Далее размечают уровень пола по стенам, укладывают слой гидроизоляции, армируют пол. Заливка осуществляется по маякам – обычно применяют металлические профили, которые монтируют на горки (лепешки) из гипса. Для комфорта в работе по бокам маяков можно вкрутить саморезы, так удается более точно регулировать их высоту.
Заливка пола
Армирование выполнять нужно обязательно, ведь речь идет о промышленных полах, которые будут воспринимать немалые нагрузки. Для обычных полов подойдут арматурные стержни сечением 8 миллиметров, если нужна повышенная прочность, выбирают прутья диаметром 16 миллиметров. Величина ячеек сложенной из прутьев сетки – 10 х 10 или 15 х 15 сантиметров.
- Нахлест должен быть не меньше 20 сантиметров.
- Каркас желательно делать двухслойным.
- Важно контролировать расположение сеток касательно друг друга в толще бетона.
- Нужно следить за тем, чтобы сетки были расположены на брусках и по всем сторонам находились в толще бетона минимум на 5 миллиметров.
- Арматура должна располагаться в виде нижнего и верхнего защитного слоев.
- Там, где заранее планируется обустройство холодных швов, верхнюю арматуру нужно прерывать.

Заливка бетона осуществляется после его приготовления или поставки на объект с завода в автомиксере (такой вариант более актуален, так как позволяет за раз заливать большие площади пола). Заливку начинают с самого отдаленного от входа угла помещения, подавая раствор на пол и разравнивая его правилом.
После заливки и разравнивания бетон трамбуют с применением виброрейки или глубинного вибратора. Чтобы обеспечить равномерное испарение воды, желательно верхний слой бетона периодически смачивать.

- Бетон лучше использовать марки минимум М300.
- Подвижность смеси должна быть равна минимум П2.
- Пол предпочтительнее заливать по монолитным картам – разбитым опалубкой участкам, по которым в будущем будут прокладываться деформационные швы.
- Для долговечности бетонного пола советуют делать деформационные швы, которые препятствуют распространению трещин.
- Работы по заливке нужно производить при температуре +5 и выше, в противном случае используют специальные противоморозные добавки.

Упрочнение бетонного пола
После того, как пол залит, желательно его упрочнить топпингом. Это специальная смесь из цемента и других составляющих, призванная повысить прочность и стойкость к износу пола, а также уменьшить количество пыли и придать гладкость. В Москве и регионах можно найти топпинги различных производителей и типов. Для работы с ними применяют специальные дисковые затирочные машины.

- Первое нанесение состава для укрепления там, где поверхность бетона сохнет активнее всего (у дверных проемов, колонн, стен), далее по всей поверхности. Обычно первичная затирка предполагает использование двух третей состава, расход указывается на упаковке. Если в помещение планируется перемещать металлические тележки, к примеру, в топпинге должны быть металлические наполнители. В зависимости от требований выбирают вид состава.
- Выполнение затирки пола машиной до зеркальной гладкости.
- Нанесение слоя лака (опционально).
В течение полутора суток после шлифовки желательно сделать деформационные швы. Для нарезки применяют алмазные диски, швы делают глубиной не более 3 сантиметров. Между разрезами нужно правильно высчитать оптимальное расстояние (обычно равно 30 показателям толщины слоя, но лучше ориентироваться на нормы).
Типы бетонных полов: промышленные, многослойные, наливные и полированные
Пол – один из основных элементов здания, который служит основой для дальнейшего покрытия и должен отвечать следующим требованиям:
- тепловой комфорт, особенно для жилых помещений;
- прочная конструкция, без прогибов и ям;
- износостойкость конструкции, соответствует функциональному назначению.

Бетонное покрытие – обобщающее понятие напольного покрытия, которое включает в себя мелкие каменные материалы: гравий, песок, цемент. Бетон бывает таких типов:
- силикатный, изготавливается на основе извести;
- гипсовый;
- цементный, распространенный тип бетона;
- полимерцементный, изготавливают путем смешения латекса, цемента и водорастворимых смол;
- бетон изготовленный по специальным технологиям.
Промышленное покрытие и его особенности
 Используют бетонный настил преимущественно в зданиях промышленного назначения. Он несет физическую нагрузку, температурные перепады. Устройство бетонных полов включает в себя характеристики помещения в целом: стены, потолок и техника, которая размещается на полу.
Используют бетонный настил преимущественно в зданиях промышленного назначения. Он несет физическую нагрузку, температурные перепады. Устройство бетонных полов включает в себя характеристики помещения в целом: стены, потолок и техника, которая размещается на полу.
Если требования к прочности покрытия невелики, бетонный пол может быть полноценным покрытием. Но если нагрузка серьезная, то он будет служить только основанием. В современном строительстве с критикой подходят к бетонному покрытию из-за нестойкости к химическим воздействиям. На сегодня придуман способ устранения бетонной проблемы:
- использование высококачественного материала;
- укрепление поверхностного слоя.
Эти способы придают удароустойчивость и прочность полам, которые выдерживают любые нагрузки.
Главная особенность промышленного пола заключается в особом покрытии, которое отвечает всем стандартам, в том числе и технике безопасности.
Основные типы промышленных полов, используемых сегодня:
- бетонные;
- наливные;
- полимерные.
Важно знать, не зависимо от названия, в состав покрытия обязательно входит бетон. В изготовлении покрытия один бетон используется редко. Для большинства помещений подходит наливной или полимерный настил, обладающий высокой гигиенической характеристикой. По количеству слоев бетонную поверхность разделяют на два типа: многослойные и однослойные.
Многослойное покрытие
В зданиях с капитальным ремонтом, где необходимо усиление, термо- или гидроизоляция, используют многослойные полы. Каждый слой несет функциональную нагрузку. Количество слоев, толщина каждого из них, материал из которого будут они делаться, разрабатывается согласно проекту здания. При соблюдении технологий прослужит покрытие не один десяток лет. Но все же разговор идет просто о бетонном покрытии, на котором появляются трещины и пыль. С целью устранения таких неприятных моментов разработано специальное покрытие для промышленных полов. Покрытия отличаются друг от друга материалом изготовления, предназначением.
Наливные полы
 Помещениям с маленькой технологической нагрузкой, но с высокими требованиями к санитарным нормам и эстетическим качествам, подойдут наливные поверхности. Специальные технологии позволят сделать покрытие бесшовным. На первый взгляд оно похоже на линолеум. Из названия понятно, что технология изготовления поверхности — налив материала, который равномерно распределяют по всей площади, а дальше оно само выравнивается. Еще такое покрытие называют самовыравнивающимся, что происходит из-за текучести материала. Данный вид позволяет устранить недочеты основания, устойчиво к химическим веществам, легко в обслуживании и обладает водоотталкивающими свойствами. Покрытие всегда выглядит чистым и красивым, но высокой нагрузки не выдержит.
Помещениям с маленькой технологической нагрузкой, но с высокими требованиями к санитарным нормам и эстетическим качествам, подойдут наливные поверхности. Специальные технологии позволят сделать покрытие бесшовным. На первый взгляд оно похоже на линолеум. Из названия понятно, что технология изготовления поверхности — налив материала, который равномерно распределяют по всей площади, а дальше оно само выравнивается. Еще такое покрытие называют самовыравнивающимся, что происходит из-за текучести материала. Данный вид позволяет устранить недочеты основания, устойчиво к химическим веществам, легко в обслуживании и обладает водоотталкивающими свойствами. Покрытие всегда выглядит чистым и красивым, но высокой нагрузки не выдержит.
Полированные полы
 Промышленным объектам с высокой нагрузкой в эксплуатации подойдет полированная бетонная поверхность. В сравнении с обычными бетонными покрытиями, полированные отличаются большей прочностью. Современная технология полирования защитит настил от недостатков и обеспечит красивый эстетический вид. Эта технология называется «Суперпол». Изобретена технология в США более 30 лет тому назад, после популярность распространилась и на страны Европы. Полирование в строительстве набирает обороты по всему миру. Полированный пол является единым целым с уложенным бетоном. Внешне поверхность напоминает камень, но гораздо плотнее, что обеспечивает длительный износ. Полированная поверхность имеет преимущества перед простым бетонным полом:
Промышленным объектам с высокой нагрузкой в эксплуатации подойдет полированная бетонная поверхность. В сравнении с обычными бетонными покрытиями, полированные отличаются большей прочностью. Современная технология полирования защитит настил от недостатков и обеспечит красивый эстетический вид. Эта технология называется «Суперпол». Изобретена технология в США более 30 лет тому назад, после популярность распространилась и на страны Европы. Полирование в строительстве набирает обороты по всему миру. Полированный пол является единым целым с уложенным бетоном. Внешне поверхность напоминает камень, но гораздо плотнее, что обеспечивает длительный износ. Полированная поверхность имеет преимущества перед простым бетонным полом:
- длительность в использовании;
- отсутствие пыли;
- устойчивость к химическим препаратам;
- устойчивость к перепадам температур;
- легкость в уходе за поверхностью;
- разнообразие дизайнерского подхода.
Для достижения нужного результата используют шлифовальные машины и специальный алмазный инструмент. Отшлифовке можно придать и обычный бетон, но получить с ними декоративную поверхность сложно. Для укладки используют специальный бетон, который шлифуют после вызревания. Затем наст пропитывается, окрашивается параллельно лощению и полированию.
Еще одной отличительной характеристикой технологии является использование в структуре бетона на цветных аглопоритах. Для заполнения на полах используют горные породы. Они облагораживают внешний вид и добавляют цветовую гамму в интерьер.
Изящность полированного бетонного пола поражает. Многообразие химических препаратов, красителей помогает подобрать любой цвет и оттенок. Полы шикарно смотрятся в ресторанах, гостиницах и больших холлах.
Промышленные полы: требования к ним и технология их изготовления
Промышленные полы используются на различных производствах, складах, в торговых центрах.
Выполняют их обычно из бетона. Основное отличие таких полов — способность выдерживать высокие нагрузки: большой поток движения, перемещение тяжелой техники, в некоторых случаях — воздействие агрессивных сред (вода, химикаты). Поэтому их подразделяют на виды в зависимости от назначения и предъявляют к ним определенные требования.
Виды промышленных полов по назначению
Промышленные полы по назначению делятся на следующие виды:
- для производственных и складских помещений, терминалов;
- для производственных помещений с высоким (повышенным) уровнем влажности;
- для помещений и площадок с повышенной постоянной нагрузкой;
- для общественных учреждений (образовательные, медицинские, организации общественного питания);
- для промышленных холодильников и морозильных камер;
- для дезактивируемых зданий и санитарно-пропускных пунктов в атомной промышленности;
- пожаро- и взрывобезопасные, антистатические полы;
- полиуретановые полы для спортивных площадок.
Требования к промышленным полам
В связи со спецификой эксплуатации промышленных полов, к ним предъявляют особые требования:
- прочность;
- износостойкость;
- долговечность с сохранением важных для эксплуатации качеств;
- устойчивость к температурным перепадам;
- стойкость к влажности;
- химическая стойкость;
- устойчивость к истиранию;
- герметичность;
- отсутствие пыления;
- пожаробезопасность;
- антистатические свойства.
Требования к промышленным полам регулируются специальной документацией.
Плюсы и минусы бетонных промышленных полов
К основным преимуществам таких полов относят следующие:
- натуральность и высокие экологические характеристики бетона, что позволяет использовать его в помещениях любого типа назначения;
- при наличии специальной обработки отсутствие пыли;
- устойчивость к воде и химикатам;
- пожаробезопасность;
- устойчивость к росту микроорганизмов;
- прочность и долговечность, позволяющие эксплуатировать бетонные полы без ремонта в течение 20–30 лет.
Все эти качества обеспечиваются только специальной обработкой бетонных полов. Необработанные полы в условиях интенсивной эксплуатации быстро истираются и пылят.
Недостатками бетонных полов можно считать следующие качества:
- ограничения в создании декоративных эффектов;
- сложная подготовка поверхности перед заливкой;
- трудоемкое удаление поверхности.
Виды промышленных полов по методу изготовления
Все промышленные полы изготавливают из цементно-песчаных растворов и бетонных смесей, как из наиболее прочных и функциональных материалов. Однако промышленные полы должны отвечать определенным требованиям, и, чтобы их выполнить, необходимо применять определенные технологии. Обычный пол, залитый цементно-песчаным раствором без какой-либо обработки, не будет обладать необходимыми качествами, поэтому он будет пригоден лишь для помещений с низкими требованиями по чистоте.
На сегодняшний день существуют следующие технологии устройства бетонных полов промышленных зданий:
- сборные конструкции, выполняемые из бетонных плит;
- монолитные бетонные плиты;
- цементное основание.
Цементные основания используются реже всего по причине подверженности истиранию. Самыми прочными являются конструкции из плит, но чаще используются монолитные плиты, как не имеющие швов.
Разновидности промышленных полов по типу конструкции
Бетонные полы могут быть как однослойными, так и многослойными, более прочными. Иногда дополнительный слой укладывается на старый пол в процессе ремонта.
Финишная обработка
Важный этап устройства промышленного бетонного пола — финишная обработка, которая позволяет как сообщать полу особую прочность, так и создавать декоративные эффекты (цветные, мозаичные полы, имитация мрамора или камня). Устройство промышленных бетонных полов без дополнительной обработки сейчас редкость.
Финишная обработка может быть следующих видов:
- наливной пол;
- окрашивание;
- нанесение полимерного покрытия;
- топпинг.
Рассмотрим эти виды обработки.
Наливной пол

Пол заливается дополнительным слоем, который выравнивает его, скрывает мелкие дефекты, обеспечивая гладкую поверхность без швов. Наливной пол очень устойчив, как к истиранию и нагрузкам, так и к воде и агрессивным химическим веществам, и его можно сделать эстетически привлекательным.
Окрашивание
Такой вариант позволяет добиваться нужных декоративных эффектов и получать полы, отвечающие строгим гигиеническим требованиям, но подходит только для помещений с невысокими механическими нагрузками.
Нанесение полимерного покрытия

Полимерное покрытие позволяет придать полу особые свойства. Например, оно может использоваться для спортивных площадок.
Топпинг

Современное решение, которое позволяет получить привлекательный и при этом прочный, не пылящий пол. Технология заключается в том, что на поверхность пола, который еще не отвердел, наносится сухая смесь на основе портландцемента с наполнителями и декоративными добавками (например, пигментами), которые позволяют получать необходимые декоративные эффекты.
Технология заливки промышленных бетонных полов: пошаговая инструкция
Работы по заливке промышленных бетонных полов требуют использования специального профессионального оборудования:
- бетононасоса;
- виброплатформы;
- шлифовального и бетоноотделочного оборудования.
Все работы делятся на несколько этапов.
Шаг 1. Подготовительный
Промышленный пол может укладываться по грунту или старому бетонному основанию. Предварительно расширяются и заделываются цементно-песчаной смесью либо полимерами трещины, удаляются и заново заливаются сильно разрушенные участки старого пола. Перепады по высоте снимают шлифовальной машиной. Затем старый пол грунтуют.
При укладке по грунту сначала производят его анализ. Если требуется, выполняют уплотнение грунта. Затем сверху укладывается и послойно утрамбовывается «подушка», состоящая из щебня и (или) песка, толщиной от 25 до 40 см. Поверх этого слоя укладывается гидроизоляция. Изготавливается опалубка.
Шаг 2. Армирование
Промышленные полы могут быть армированными и неармированными. В первом случае используется армирующая сетка, что, конечно, делает пол более прочным. Устройство неармированного промышленного пола возможно в том случае, если не ожидаются высокие механические нагрузки на пол.
Стальная армирующая сетка укладывается в один или несколько слоев, ее фрагменты скрепляются друг с другом. Это достаточно трудоемкий этап.

Современным решением является применение так называемого объемного армирования, то есть добавление в бетонную смесь полипропиленовой или базальтовой фибры, например, фибры CEMMIX. Эффект от применения фибры сравним с применением арматуры, но технологически фибру использовать проще, не нужны работы по укладке сетки, нет опасности коррозии.
Каталог продукции CEMMIX

Фибра базальтовая
Базальтовая фибра (из ровинга), предназначена для объёмного армирования бетонов, строительных растворов и композиционных материалов.
Выбираем лучший диск для циркулярной пилы по дереву
Циркулярка – полезный электроинструмент для распила пиломатериалов при ремонте или строительных работах. Основное отличие круговой пилы от электрического лобзика заключается в форме и диаметрепилки. Циркулярка может обеспечить ровный рез, без перекосов в стороны, что создаст перпендикулярную кромку.

Дисковые пилы по дереву снабжают разной оснасткой. Диски могут отличаться по количеству зубьев, наличию дополнительных напаек и уклону, от чего зависит скорость, качество и чистота реза.

Есть несколько спецификаций кругов, разработанных специально под конкретный материал. Именно поэтому нужно знать основные характеристики и виды. Они помогут выбрать нужный круг для конкретных задач.

- Параметры дисков для циркулярной пилы
- Характеристики
- Виды дисков
- Влияние формы зуба на резку
- Как выбрать диск для циркулярной пилы
Параметры дисков для циркулярной пилы
Диск – это металлический круг с зубьями на торце. Пильные диски по дереву для циркулярной пилы предназначены для разных задач, что нужно учитывать при покупке. Неправильно выбранная оснастка приведет к неровному резу, он будет идти туго с ожидаемой порчей расходника.
При раскрое обязательно нужно следить за перегревом. Для стали характерно повышение температуры тела при постоянном трении, особенно о древесину. При этом процессе происходит расширение металла, которое приводит к перекосу «восьмеркой». Деформация начинает проявлять себя в небольшом биении, которое ранее не испытывалось. Нередко повышение температуры вызывают на теле металла небольшие выпуклости, которые не заметны глазу, но ощутимы на ощупь. Со временем они начинают расширяться и становятся еще более заметными. Эксплуатация циркулярки с таким диском приведет к износу двигателя и пробоям в якоре.

При покупке нужно учитывать вероятное расширение, так как даже диск, соответствующий характеристикам инструмента, может начать расширяться от температур. Для ликвидации этого дефекта существуют термокомпенсаторы. Это прорези, которые забирают на себя расширение и не дают ему деформироваться. Кроме этого, по технике безопасности, нужно делать периодические перерывы, чтобы обеспечить остывание двигателя и круга.

Показатель чистоты реза – количество зубьев. В моделях для производительной работы зубьев меньше, а их размер больше. Также они имеют положительный наклон. Они значительно быстрее справляются с резом древесной плиты или дерева, но края покрываются мусором и неотрезанными волокнами. Их придется самостоятельно очищать с помощью стамески.

Диск пильный по дереву для чистого реза имеет большее количество зубьев (от 42) с отрицательным уклоном. Продуктивность их снижена, но в замен дают чистый торец, без торчащих волокон.

Важно смотреть на предназначения диска. На циркулярке есть оснастка для:
- Металла;
- Дерева;
- Древесных плит (ДВП, ДСП, МДФ, фанера, ОСБ);
- Пластик;
- Газобетон и пеноблоки.

Они имеют разные формы режущей кромки, от чего и меняется их назначение.
Характеристики
Всего существует два основных показателя, на которые стоит обращать внимание при покупке.

Диаметр – это характеристика, отражающаяся на скорости вращения вала двигателя. Размер циркулярных пил бывает разным, от этого меняется и параметры круга. Оптимальное соотношение размера и скорости можно представить в таблицы:
| Диаметр мм. | Частота вращения |
| 80 | 23 800 |
| 100 | 19 100 |
| 120 | 15 900 |
| 250 | 7 600 |
| 350 | 6 300 |
При увеличении диаметра всегда снижается комфортна рабочая частота. На что нужно обращать внимание при покупке инструмента. На циркулярную пилу с допустимым диаметром в 100 мм, не получится установить восьмидесятый диск.

Каждый диск рассчитан на конкретные обороты, допускаемые производителем. Высокие обороты являются основной причиной перегорания металла, после — он меняет свою форму и становится мягким.

Чтобы узнать базовые показатели, подходящие для работы с оснасткой – нужно прочитать информацию на диске. Около ярлыка бренда будет написаны основные его характеристики:
- Диаметр;
- Рабочая скорость вращения;
- Дополнительная информация (низкий уровень шума, антитемпературные материалы покрытия).

Виды дисков
В продаже не существует универсальных дисков, которые смогли бы справиться с любыми видами материалов. Основным отличием выступает форма режущей кромки. Даже для одного типа сырья, как дерево, в продаже есть несколько кругов, которые предназначены для твердых и мягких пород. Некоторые предназначены для работы с мягким деревом (сосна, пихта, ель) и твердыми породами (ясень, бук, вишня).

Показателем долговечности выступает наличие победитовых или алмазных напаек на зубцах. Это небольшие кусочки минералов твердосплава (карбит вольфрама), которые значительно тверже металла и дерева.
Обычные стальные круги обладают меньшим ресурсом и склонны к частым стиранием режущей кромки.

Металлические монолитные модели изготавливаются из углеродистой стали. Режущие кромки закаливаются термическим образом, что увеличивает их плотность и твердость. Благодаря этому, они дольше не тупятся и остаются пригодными для нормальной работы. В случае, если кромка затупилась – ее можно заточить с помощью камней или специальных наждачных станков. Намного дешевле, в сравнении с победитовыми. Металл, используемый для изготовления, нельзя перегревать. При повышении температуры может произойти отпуск стали. От этого металл станет мягким, практически неработоспособным.

Модели с напайками обладают более высокой производительностью, так как накладки значительно тверже, в сравнении с обычным металлом. Не требуют дополнительной заточки, отчего могут служить дольше. Но не могут быть восстановлены, в случае повреждения. Алмаз и победит боится перегрева.
Если была нарушена техника работы с диском, напайка может треснуть или сколоться, что приведет к полной неработоспособности.

В случае, если произошел износ напайки, их можно заточить. Для этого необходим гравер с алмазным диском и дополнительная полировка с помощью вулканитового круга или войлока с пастой ГОИ.
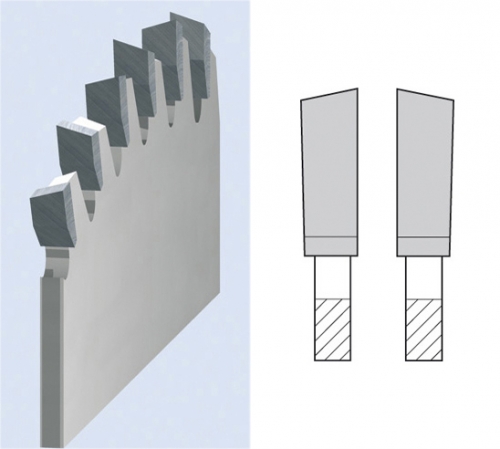
Влияние формы зуба на резку
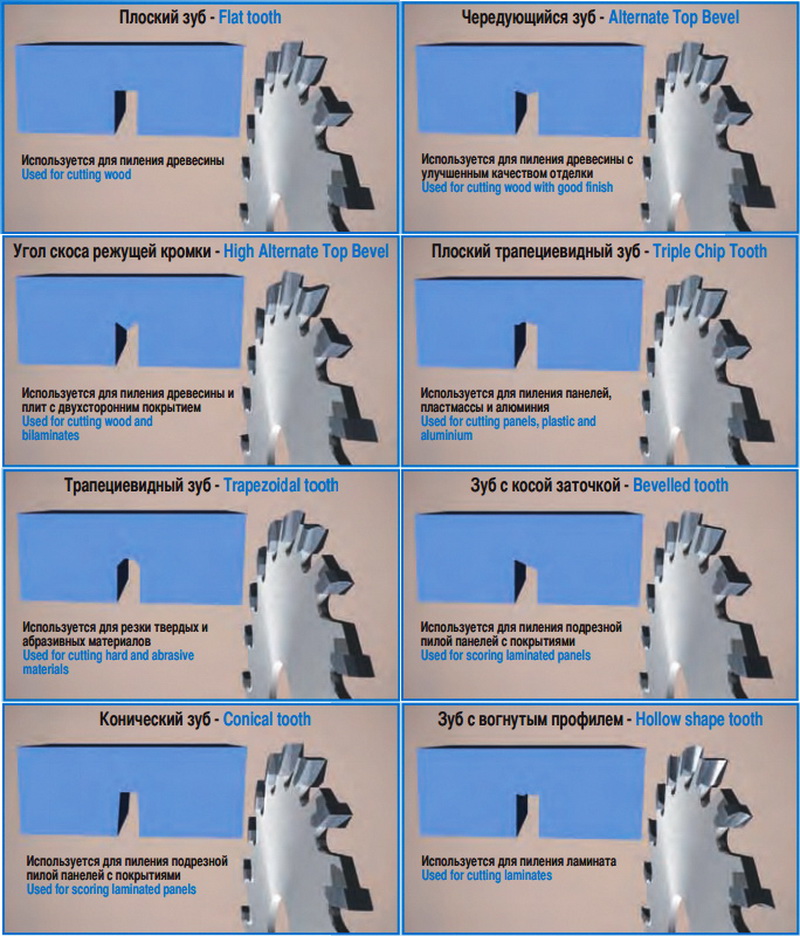
Значительное влияние на качество реза оказывает форма зубьев.
- С плоской вершиной. Диск пильный по дереву с такой формой зуба хорошо подходит для реза по твердой древесине. Она вырывает жесткие волокна, позволяя продуктивно двигаться при пилении. Лучше всего подходят для ясеня, дуба, бука, березы. Зуб симметричный, без разводки.
- С выраженной разводкой. Предназначены для сильного вгрызания в древесину. Обеспечивают высокую производительность с грязным резом. Места обработки нужно дополнительно шкурить наждачной бумагой.
- Тройная стружка. Такой диск пильный по дереву разработан по специфической системе, комбинирующей две предыдущие технологии. Сначала идет зуб с разводкой, который вырезает большие массивы древесины. Следующий зубец срезает следы от предыдущего. Таким образом создается высокая производительность пиления, но сам рез получается чистым, без торчащих волокон.
- Чистовой. Наиболее распространенная технология производства чистовых дисков – четыре зуба с отрицательным наклоном и разводкой и один для подрезания. Такая технология позволяет проводить даже финишный распил. Подойдет для резки ДСП и МДФ при изготовлении мебели.

Как выбрать диск для циркулярной пилы
Перед покупкой, лучше опираться на следующие советы:
- Диаметр. В зависимости от требуемых результатов, выбирается оборудование. Для высокой производительности и распила больших массивов древесины, нужно приобретать циркулярку с большим диаметром диска. Несмотря на малые обороты, за один поворот пила может снять больше материала. 250 и 300 диаметр подойдет, если нужно перерезать небольшие рейки в большом количестве, подойдут небольшие циркулярки, которые предназначены для 80 круга.
- Материал диска. Основное отличие – обслуживание и цена. Цельнометаллические можно подтачивать, дополнительно обрабатывать с любой момент с помощью элементарных абразивных инструментов. Они могут служить долго, при правильном обращении. Возможно купить сразу несколько разновидностей кругов для разных пород дерева. Модели с победитовыми или алмазными напайками позволяют значительно увеличить производительность. Они редко требуют обслуживание, но в случае стачивания резца, потребуется обрабатывать их гравером с алмазными и войлочными насадками.
- Форма зубцов. Для продуктивного и быстрого реза подойдет круг с разводными зубцами. Они быстро вырезают большие массивы дерева, что позволит значительно увеличить производительность. Для чистого подойдут диски с количеством зубцов от 42 и более, и отрицательным наклоном заточки. Комбинация этих двух технологий позволит добиться высокой производительности с относительно чистого реза.

При работе с разными видами дерева (профессиональная сборка мебели, создание резных ворот) необходимо иметь комплект разных дисков. Некоторые производители предлагают наборы дисков с разными зубцами. Комплекты стоят меньше, в сравнении с покупкой поштучно.

Можно опираться на производителя:
- Bosch. Немецкий бренд, изготавливающий электроинструмент и оснастку для него. Производство отличается хорошим качеством и умеренной ценой. В каталоге есть монолитные и победитовые вариации.
- Makita. Японский производитель, ставший эталоном в любительском сегменте электроинструмента.
- Зубр. Российский бренд, лидирующий на рынке СНГ. Производит весь спектр оснастки для работы с циркулярной пилой.
Дисковая пила по дереву – может раскрыться полностью, при использованию правильного круга.
Лучшие пильные диски по дереву для циркулярной пилы

Представляем рейтинг пильных дисков по дереву, составленный на основе положительных отзывов и характеристик, который поможет выбрать проверенный режущий элемент, полностью соответствующий предстоящим задачам по работе.
Подборка товаров осуществлена на основе отзывов, мнений и оценок пользователей, размещенных на различных ресурсах в сети интернет. Вся информация взята из открытых источников. Мы не сотрудничаем с производителями и торговыми марками и не призываем к покупке тех или иных изделий. Статья носит информационный характер.
Лучшие пильные диски диаметром 216-260 мм
Оснастка для циркулярных пил с диаметром 216-260 мм применяется для распиловки досок, панелей и брусков крупного сечения. Максимальная толщина заготовки должна быть чуть меньше радиуса диска (105-120 мм).
Но если обрезанный край будет дополнительно обрабатываться или шпонироваться, то разрешается прорезать деревянный элемент с двух сторон, совместив два реза, что расширяет показатель максимальной толщины вдвое. ТОП пильных дисков по дереву для циркулярки покажет какую оснастку выбрать для реза древесины разной влажности и типа реза.
Dewalt DT1957 CONSTRUCT (250х30 мм; 48 ATB) – рез сырой древесины с гвоздями
Иногда есть необходимость применять особо прочные пильные диски, которые легко справятся с нагрузкой и не потеряют остроту от столкновения с гвоздями. Для таких целей хорошо подойдет пильный диск Dewalt DT1957 CONSTRUCT. Он содержит 48 зубов с углом заточки +10 градусов. Имеет толстую напайку на кончиках зубьев, обеспечивающую широкий рез в 3 мм.


+ Плюсы Dewalt DT1957 CONSTRUCT (250х30 мм; 48 ATB)
- Режет быстро и без заеданий — брус 80х80 мм прорезает за 1 секунду.
- Отличная балансировка — вибрация почти не чувствуется, несмотря на диаметр оснастки 250 мм.
- Хорошо держит заточку.
- Благодаря толщине диска его не уводит в сторону.
- На самом диске понятная инструкция по заточке зубьев.
- Четыре крупные прорези, компенсирующие тепловое расширение.

– Минусы Dewalt DT1957 CONSTRUCT (250х30 мм; 48 ATB)
- Из-за толстого пропила в воздухе большое количество пыли и остается много стружки на полу.
- Угол заточки +10 градусов будет хуже сказываться на чистовых изделиях.
- Плохо подходит для торцевых резов, когда нужно выполнить точный размер, а не просто распилить брус на две части.
Вывод. Разобрать строительные сооружения с оставшимися в них гвоздями с такой оснасткой не составит труда. Владелец сможет работать больше года без существенной потери остроты.
CMT 292.216.64M (216х30х2,8/1,8 мм; Z64) – специально для поперечного реза
Поперечный рез древесины дается легко не каждому диску. Причина заключается в перпендикулярном расположении волокон, что создает повышенное сопротивление. Чтобы понять какой пильный диск по дереву лучше в таком случае, нужно запомнить, что у него должны быть попеременно скошенные зубья. Это обеспечивает мягкое воздействие и позволяет выполнить рез без сильных задиров и сколов.
CMT 292.216.64M (216х30х2,8/1,8 мм; Z64) – отличный диск от бренда CMT итальянского происхождения. Имеет диаметр 216 мм и 64 зуба, которые эффективны именно при поперечных резах.

+ Плюсы CMT 292.216.64M (216х30х2,8/1,8 мм; Z64)
- Напайка на зубьях содействует быстрому пропилу даже твердых пород древесины.
- Подходит для циркуляционных пил любых производителей с посадочным валом диаметром 30 мм.
- Напайка держится долго несмотря на интенсивное использование циркулярки.
- При запиле наличника нет подрывов.
- Нанесенные обозначения для каких видов древесины он лучше подходит.
- Четыре крюкообразных выреза для компенсации расширения.
– Минусы CMT 292.216.64M (216х30х2,8/1,8 мм; Z64)
- Некоторым пользователям приходил кривой диск (с боковым биением), хотя на упаковке отсутствовали следы повреждения.
- Чтобы вообще не было сколов необходимо подкладывать еще и нулевой вкладыш.
- После того как он затупится самому заточить правильно очень сложно.
- Если использовать на твердых породах дерева, то может немного обжигать торец.
Вывод. Отличный выбор для произведения большого объема поперечных резов, которые потом не придется обрабатывать дополнительно — все торцы получится сделать в размер с первого раза.
Makita B-04597 (260 мм; 30 мм; Z70) – чистый рез
На чистовых заготовках, используемых в столярном деле, важно обрезать деталь точно в размер, чтобы не возникло сколов. Для этого применяются специальные пильные диски по дереву с количеством зубьев от 70 штук. Это повышает время выполнения реза, но содействует аккуратному воздействию на волокна и обеспечивает высокую чистоту. Полученную кромку не требуется обрабатывать и можно сразу монтировать, но цена таких дисков очень высока.
Makita B-04597 – японский диск диаметром 260 мм с 70-ю зубами. Режущая часть имеет широкие напайки и обеспечивает чистый рез благодаря аккуратному воздействию.

+ Плюсы Makita B-04597 (260 мм; 30 мм; Z70)
- Очень чистый рез — особенно на эмалированной поверхности.
- Подходит для самых капризных финишных покрытий.
- При работе нет звона, присущего дешевым режущим элементам.
- Сталь твердая на изгиб.
- Особо прочный сплав.
- Подойдет для любой циркулярки с посадочным диаметром 30 мм и скоростью вращения до 3670 об/мин.
– Минусы Makita B-04597 (260 мм; 30 мм; Z70)
- Стоимость свыше 4000 рублей.
- Имеет приличный вес, больше чем у других моделей.
- Ширина пропила 2.3 мм может закусывать оснастку при небольшом наклоне.
- Нужно время, чтобы научиться им пилить без последующей обработки.
Вывод. Это хороший выбор для мастерской по изготовлению мебели или другой столярной продукции. Благодаря пяти вырезам под расширение и пяти извилистым канавкам диск отличается низкой вибрацией и тихой работой.
Лучшие пильные диски диаметром 190 мм
Такая оснастка применяется для разделки небольших деревянных материалов — досок и бруса высотой до 75 мм. Малый размер диска разрешает использовать его на ручных циркулярных пилах компактных размеров. Вот рейтинг пильных дисков по дереву для циркулярной пилы с таким диаметром, которые отличаются быстротой реза, чистотой и тонким пропилом, а также пригодны для ДСП и МДФ.
Bosch 2.608.640.633 190х30 мм – быстрый рез
Когда в приоритете скорость реза, то выбирают диски с небольшим количеством зубьев. Такая конструкция имеет меньшее сопротивление при вращении и содействует быстрой разделке материала. Но ввиду большого расстояния между режущими элементами разрезаемые стороны получаются грубыми и для чистовой обработки их придется шлифовать.
Данный диск от немецкого бренда имеет 12 зубьев с напайкой и дополнительным усилением с задней стороны. Оставляет пропил 2.6 мм в ширину.

+ Плюсы Bosch 2.608.640.633 190х30 мм
- Подойдет не только для дерева, но и для газобетона, волокнистых плит на цементной основе.
- Режет даже доски с гвоздями.
- Очень низкая цена и проверенный бренд.
- Взаимодействует с инструментом выдающим обороты до 4900 в минуту.
– Минусы Bosch 2.608.640.633 190х30 мм
- Может повести металл, если пилить очень долго — у диска отсутствуют вырезы для температурного расширения.
- Рез не чистый и нуждается в дополнительной последующей обработке.
- Больше подходит для продольного реза — на поперечном сильнее рвет волокна, что портит качество.
- Со временем начинает пилить медленнее — ориентировочный срок службы 4 года.
- Заточка на вид тупая (особенность формы и технологии), поэтому определить качество в магазине не возможно — нужно только устанавливать на пилу и пробовать.
Вывод. Этот недорогой диск пригодится для быстрой резки древесины при выполнении черновых работ.
CMT 272.190.42M (190х30/20/16х1,7/1,1 мм; Z42) – чистый тонкий пропил
Для особо тонких пропилов с чистой кромкой нужны тонкие диски с большим количеством зубьев. Такая оснастка применяется при производстве мебели, где нужны аккуратные точные резы и рациональный расход материала. Но платой за это выступает тонкое сечение металла, что приводит к закусыванию или деформации. Работать таким диском следует более осторожно, чем другими.
CMT 272.190.42M (190х30/20/16х1,7/1,1 мм; Z42) – особо тонкий диск с толщиной 1.1 мм. Имеет 42 зуба и оставляет пропил шириной 1.7 мм. Изготовляется непосредственно в Италии и предназначен для финишного реза.

+ Плюсы CMT 272.190.42M (190х30/20/16х1,7/1,1 мм; Z42)
- Подходит для циркулярных пил с оборотами до 8000 в минуту.
- Очень тихая работа.
- С ним легко делать продольные и поперечные резы в материалах различной плотности.
- Не оставляет топорщащиеся волокна на краях.
– Минусы CMT 272.190.42M (190х30/20/16х1,7/1,1 мм; Z42)
- Цена гораздо выше аналогов.
- Сложная заточка, которую нелегко восстановить в домашних условиях.
- Для установки на некоторые циркулярные пилы нужны переходные кольца — те, что в комплекте бывают толще самого диска, поэтому последний не зажимается до конца.
- Нельзя сильно спешить при выполнении реза, иначе он будет со сколами.
Вывод. Идеальный вариант для мебельной мастерской. Позволит прорезать OSB и подобные материалы максимально чисто и точно. Восемь прорезей внутри диска обеспечивают хорошее гашение вибраций и содействую тихой работе.
Inforce 11-01-095 (190х30/20 мм; 48 зубьев) – чистый рез фанеры, ДСП, МДФ, древесины
МДФ, ДСП и фанера не очень плотные, но способны сильно крошиться при грубом воздействии оснастки, поэтому диск должен быть максимально острый и резать требуется со средней скоростью. Данный диск оснащен 48-ю зубьями и имеет толщину 2 мм, что обеспечивает прочность и ровность реза.

+ Плюсы Inforce 11-01-095 (190х30/20 мм; 48 зубьев)
- Предусмотрены четыре выреза под расширение от нагрева.
- Есть переходник в комплекте для установки на пилы с посадочным местом 20 мм в диаметре.
- Не оставляет сколов на ДСП.
- Не закусывается в материале.
- Устойчив к изгибам и деформациям.
– Минусы Inforce 11-01-095 (190х30/20 мм; 48 зубьев)
- Переходник для установки диска на вал меньшего диаметра приклеен с обратной стороны оснастки — некоторые пользователи сперва пугаются, что его не положили в комплект.
- Качество пайки зубцов не ровное.
Вывод. Модель имеет напайки из карбина вольфрама, поэтому долго держит заточку и обеспечивает чистый рез спрессованных материалов. Диск оптимален по соотношению цены и качества и подойдет для применения в личной столярной мастерской, но не для каждодневного использования.
Инструменты

Сложно представить строительные работы без распила каких-либо материалов. В быту, на даче или на приусадебном участке не обойтись без автоматической пилы. При грамотном оснащении и пользовании оборудованием производительность труда существенно возрастает.
Важный элемент любой пилы – диск. От правильности выбора этого расходного материала зависит скорость и качество обработки изделия, величина брака и отходов, а также безопасность исполнителя и окружающих.
Можно ли подобрать универсальный пильный диск?
Выбор пильного диска – это почти наука. Одновременно следует учесть множество параметров и сопоставить характеристики разных моделей. Если опыта нет, то правильнее будет обратиться за консультацией к специалисту. При этом от продавцов пильных дисков не всегда можно получить действительно нужную информацию. Выбор лучше доверить профессионалу, имеющему навыки резки разных материалов на циркуляционной пиле.

Почему так важно не ошибиться с выбором диска? Прежде всего, грамотный подход к покупке требуется в целях безопасности. Циркулярные пилы занимают лидирующие позиции по количеству несчастных случаев на производстве. Такую статистику можно изменить, если каждый исполнитель и организатор строительных работ более ответственно будет подходить к вопросу: «Как правильно выбрать пильный диск?»
Некоторые пытаются всячески сэкономить на расходных материалах и выискивают «универсальные» пильные диски. Но, таковых на самом деле нет. Невозможно подобрать пильный диск, который бы одинаково качественно выполнял распил твердой/мягкой древесины, металла или различных композитов. Диск выбирается под решение конкретной задачи. Конечно, такой подход предусматривает повышение стоимости работ, но это оправдывается повышением скорости, качества и безопасности.
Например, диски с отрицательным углом зубьев подходят под торцовочные пилы и обеспечивают чистый поперечный распил. Но использовать их для распилочных столов (продольного раскроя) нельзя – такие диски создают эффект «отталкивания» заготовки, способствуют повышению вибрации и сопротивляемости материала. Пильные диски, в которых зубья расположены под отрицательным углом, обычно имеют маленькие межзубные пазухи и большое количество зубьев. В эти углубления быстро забиваются древесные опилки, что увеличивает нагрузку на двигатель.
Основные критерии выбора дисков
Режущий инструмент имеет определенные характеристики, размеры, назначение, параметры и свойства материала, из которого диск изготовлен.

Итак, на какие критерии следует обращать внимание.
Тип диска. Все пильные диски подразделяются на две категории: монолитные и твердосплавные.
Монолитные пильные диски изготавливаются из сплошного металла – высокоуглеродистой или быстрорежущей стали. Режущие инструменты подобного типа могут иметь две конфигурации:
- зубья острые как у ножовки – подходят для поперечных/продольных чистовых распилов в мягкой и твердой древесине;
- зубья изогнутой формы с широкой спинкой – применимы для работы с мягкой древесиной.
К недостаткам монолитных дисков можно отнести:
- достаточно быстро затупляются;
- требуют периодического развода зубьев и заточки.
Полотно диска способно выдержать несколько переточек. Обычно монолитные экземпляры имеют много зубьев. Дополнительный плюс дисков – доступная стоимость.

Более надежными считаются твердосплавные пильные диски. Они выполняются из прочной инструментальной стали. Диски усиленные напайкой, содержащей высокое количество кобальта и карбидов вольфрама. Эти диски наиболее востребованы благодаря целому ряду достоинств:
- позволяют резать многие строительные материалы;
- развод зубьев не надо выполнять;
- надежные и прочные;
- период работы от заточки до заточки значительно выше, чем у их монолитных собратьев;
- на выходе получается более чистый рез;
- высокая скорость резки;
- на строительном рынке представлен широкий ассортимент дисков под выполнение всевозможных задач.
При этом следует отметить и два минуса:
- сложность заточки – требуется специальное оборудование;
- относительная дороговизна.
Наружный диаметр. Этот параметр определяется внутренним размером кожуха пилы. Диск с большими габаритами просто не установится на пилу с маленьким диаметром защитного кожуха. Использование слишком маленького диаметра может повлечь нежелательные последствия.

Внешний диаметр напрямую влияет на глубину пиления. Скорость резания от этого параметра не зависит. Для ручных циркуляционных пил размеры режущего инструмента составляют порядка 130-250 мм.
Важно! Чем больше полотно диска погружается в материал, тем нагрузка на двигатель существенней. Оптимальный выступ зубьев над распиливаемым материалом – не более 10-20 мм.
Внутренний диаметр посадки. Важное условие безопасности – прочное крепление «резака». Пильный диск должен плотно фиксироваться на посадочном штифте.
Типовые размеры посадочного диаметра: 16/20/22/30/32 мм. Некоторые модели дисков для усиления фиксации оснащены дополнительными боковыми выемками под узкие штифты.
Количество зубьев. Все виды пильных дисков по количеству зубьев условно можно классифицировать на три группы:
- 80-90 шт. – большое количество резцов;
- 40-80 шт. – среднее количество резцов;
- 10-40 шт. – малое количество резцов.
Выбор этого параметра зависит от поставленных задач. Для поперечного реза лучше использовать диски с максимальным количеством зубьев. Продольный распил лучше выполнять «резаком» с небольшим количеством зубьев (до 60).
Форма зубьев. Конфигурация резцов оказывает существенное влияние на качество распила. Форма подбирается под материал, который панируется обрабатывать. Наиболее популярный пильный диск по дереву с переменными зубьями – они подходят для распила любого вида дерева и отличаются оптимальным соотношением цена/качество.
Наклон зуба. Этот критерий определяется отклонением поверхности режущей кромки от радиуса пильного диска. Отрицательный угол наклона – отклонение в сторону тыльной стороны полотна зуба. Положительный – отклонение в обратную сторону.
Угол наклона зуба подразделяют:
- 5-15° – стандартный наклон;
- 15-20° – агрессивный (положительный) наклон;
- от 0° до -5° – обычное (отрицательное) отклонение.

Зубья с положительным наклоном рекомендованы для продольного пиления – в процессе резки происходит захват материала и наезд диска на обрабатываемую деталь. Это ускоряет порезку заготовки в целом. Отрицательный уклон несколько замедляет рабочий процесс, но оставляет чистый распил. Диски пильные по металлу имеют зубья с нулевым наклоном.
Толщина полотна. Параметр зависит от режима эксплуатации и определяет ширину пропила. Типовой размер – 3,2 мм.
Тонкий диск чаще используется для резки ценных пород древесины. Стандартный и более толстый пильный диск подойдет для грубых материалов. Полотна толщиною 3,2 мм и больше имеют пильные диски по алюминию и ламинату.
Рассуждая, как выбрать пильный диск, следует помнить, что тонкие экземпляры экономно расходуют материал, но менее прочны и долговечны. Толстые диски обладают большим ресурсом службы, но выполняют менее аккуратный распил.
Конструкция диска. Само полотно диска может дать нужную информацию о качестве изделия. Хороший диск изготавливается лазерной порезкой, подвергается компьютерной балансировке и шлифуется отдельно. Признаки такой обработки заметны, если посмотреть на диск на свету. Следы от шлифинструмента расходятся кругами от внутреннего отверстия – значит, «резак» шлифовали, балансировали и калибровали уже после порезки металла.
Совет. Если на диски присутствуют признаки грубой обработки и шероховатости, то от его покупки лучше отказаться. Подобный экземпляр в работе будет сильно нагреваться, а зубья быстро затупятся.
Полотно диска обязательно должно содержать компенсационные температурные прорези. На концах прорезей находятся канавки. Эти элементы понижают шум пилы, вредные вибрации и температуру нагрева самого диска. Скругленные отверстия в момент нагрузки при первичном динамическом давлении зубьев снижают риск разлома полотна.

Маркировка полотна. Производители качественных дисков маркируют свой товар лазером, а не краской. Надпись не должна стереться после длительного пользования пильным диском, так как содержащаяся информация может понадобиться не только при покупке, но и в обслуживании.
Маркировка диска отображает:
- толщину полотна;
- внешний/посадочный диаметр диска;
- количество зубьев;
- количество оборотов диска;
- пиктограмму конфигурации зубьев;
- серию диска.
Важно! Допустимое количество оборотов диска должно превосходить максимально допустимую скорость оборотов шпинделя пилы.
Как конфигурация зубьев влияет на качество распила
Встречается множество вариаций форм зубьев. Все они разработаны под выполнение конкретной задачи:
- Сменный зубец – острие зубьев скошены попеременно в правую/левую стороны. Диск обеспечивает чистый срез за счет умеренного режущего давления. Такой вариант подходит для поперечного/продольного распила древесины, тонкослойных плит, МДФ, фанеры, волокнита и композитов. Минусы сменных зубьев: быстрый износ при ударных нагрузках и сложности заточки.

- Плоский зубец трапециевидной формы – попеременное размещение высоких трапециевидных и низких плоских зубьев. Достоинства конфигурации: износостойкость, открытый выход для опилок, сбалансированные режущие силы предотвращают обламывание зубьев. Недостатки: определенные сложности в обслуживании. Отлично подходит для резки массивных материалов (цветной металл, медь, латунь) и дерева.
- Вогнутый/треугольный зубец – за вогнутым зубцом следует резак треугольной формы. Такая конфигурация характерна для пильных дисков по ламинату и абразивных материалов. Основные плюсы: долговечность и хорошее качество распила.
- Комбинированные зубья имеют два скошенных (вогнутых) зубца и один плоский. Такие диски используются в тяжелых условиях работы для быстрых чистых пропилов мягких и твердых пород дерева, ДСП. Позволяет выполнять поперечный и продольный распил без замены диска.
- Зубья плоской формы с фасками. Плоские зубья при вершине имеют двойной угол. Конфигурация разработана для продольной резки строительной и опалубной древесины. Диску не страшны гвозди или застывший цемент.
Пильные диски по дереву: особенности выбора
Выбирая пильный диск по дереву необходимо брать в учет дополнительные параметры:
- тип используемого рабочего инструмента: угловая шлифовальная машинка или дисковая пила;
- распил: продольный или поперечный;
- толщину обрабатываемой древесины;
- породу дерева.
Зависимо от материала подбирается оптимальная скорость пиления:
- 50-90 м/с – мягкая древесина;
- 50-80 м/с – твердые породы дерева;
- 80-85 м/с – экзотические виды деревьев;
- 60-80 м/с – столярная древесина, ДСП;
- 40-60 м/с – панели ламината с одно- двухсторонним покрытием;
- 30-60 м/с – МДФ.

- Твердосплавные диски с подрезными ножами используют для станков с автоматической подачей древесины.
- Диски с переменными зубьями прямой формы, наклоном 10° применяют для двухвальных и одновальных станков, если влажность древесины не более 15°.
- Диски с переменными зубьями с отрицательным углом наклона подходят для ручных инструментов. Такой вариант обеспечивает качественный распил (поперечный) массивной влажной или высушенной древесины.
Обзор популярных производителей пильных дисков
Широкий ассортимент пильных дисков предлагают отечественные и зарубежные производители. Особым спросом пользуются товары компаний: Makita, Bosch, Зубр, Freud, Intertul, Werk и др.
Корпорация Макита (Япония) с 1915 года специализируется на изготовлении электроинструментов и комплектующих. Фирма имеет филиалы по производству, сбыту и обслуживанию более чем в 100 странах мира. Все изделия отличаются долговечностью, точностью и удобством пользования.

Диски пильные Макита выпускаются в 13 разных категориях. Основные разновидности дисков:
- MFors – двойной скошенный зуб, оснащенный четкой режущей кромкой М-образной формы;
- MacFors – диски, предназначенные для разных моделей ручных пил;
- MacBladePlus – полотно имеет специальное покрытие, обеспечивающее плавную резку, низкое трение и эффективную защиту от смолы и коррозии;
- специализированные диски для аккумуляторных пил;
- диски для древесины с гвоздями и сучками;
- резаки по металлу – в частности для нержавеющей стали, алюминия;
- специальные диски для циркуляционных пил;
- пильные диски для композитных материалов, многослойных панелей;
- диски для ламината.
Высокую производительность и проверенное качество демонстрируют пильные диски Bosch. Инструменты делят на четыре группы:
- Optiline Wood – рассчитан для распила твердых/мягких пород дерева. Диск подходит для работы с ДСП, МДФ и ДВП. Конфигурация – переменные зубья. Диск можно устанавливать на ручные циркуляционные, настольные и торцовочные дисковые пилы. Рабочий диапазон варьируется в пределах 130-270 мм. Кроме того, диски Optiline Wood различаются количеством пильных зубьев (12-60 шт.).
- Multi Material – оптимален при выполнении мелкого ремонта и внутренней отделки. Конфигурация – попеременное расположение трапециевидных плоских зубьев. Диски пильные Бош Multi Material способны распиливать разные материалы, оставляя чистые кромки.
- Construct Wood – выполняет грубое пиление строительной древесины. Плоские твердосплавные зубья с фасками повышают сопротивляемость диска инородным телам, дополнительно увеличивая его хватку. Сфера применения: доски опалубки, строительное дерево, ДСП, пенобетонные блоки.
- SpeedLine Wood – подходит для продольных и поперечных распилов в различных породах древесины. Форма зубьев обеспечивает отсутствие вибраций и полный контроль пиления.


Российский производитель «Зубр» поставляет на отечественный и мировой рынок широкий спектр качественных инструментов и аксессуаров, в том числе – пильные диски. Компанией разработано 8 серий дисков. Из них 4 группы – категории «Мастер» и 4 – категории «Эксперт».
Пильные диски «Мастер»:
- «Быстрый рез» – для грубых черновых и очень быстрых распилов древесины;
- «Оптимальный рез» – чистые и быстрые распилы ДСП, МДФ, клеевых плит, фанеры, твердого/мягкого дерева; форма зубьев – АТВ резцы с переменным углом;
- «Чистый рез» – обеспечивает гладкие распилы дерева, клеевых плит, ДСП и МДФ, облицованных пластиком, шпоном, бумагой или пленкой;
- «Точный мультирез» – пильный диск предназначен для работы по ламинату, алюминию, пластику и цветному металлу; форма – TCG зубья с отрицательным наклоном.
Диски пильные Зубр категории «Эксперт» имеют зубья, усиленные карбидвольфрамовыми твердосплавными пластинами ВК8.
Пильные диски Freud обладают следующими свойствами:
- полотно твердостью 45 ед. (по шкале Роквелла);
- компенсационные прорези вырезаны лазером;
- диски изготовлены из специального твердого сплава;
- при производстве использовалась технология три-металлического припоя;
- наличие кольца натяжения;
- пилы прошли динамическую балансировку, а также контроль биений в осевом и радиальном направлениях.

Общие рекомендации специалистов по выбору пильных дисков
Покупая пильный диск обязательно надо учесть характеристики циркулярной пилы:
- максимальное число оборотов;
- мощность двигателя;
- внутренний размер защитного кожуха;
- посадочный размер на вал двигателя.
От мощности двигателя зависит выбор конфигурации зубьев. Отрицательный наклон и большое количество зубьев создадут существенную нагрузку на двигатель – оборудованию придется функционировать на «пиковом» режиме, что крайне нежелательно.
Скорость вращения шпинделя и число оборотов взаимосвязаны с размером пильного диска. При покупке следует контролировать, чтоб эти параметры соответствовали требованиям, указанным производителем дисков.
Диски для торцовочных маятниковых пил не желательно использовать для циркуляционных и ручных станков. Если уровень осевого или радиального биения станка достаточно высок, то не стоит устанавливать на него дорогой диск.





